ГОСТ 2.424-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ
ШТАМПОВ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система конструкторской документации ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ШТАМПОВ Unified system for
design documentation. |
ГОСТ |
Дата введения 01.07.81
Настоящий стандарт устанавливает правила выполнения чертежей штампов листовой и холодной объемной штамповки, а также их блоков, пакетов и деталей, для всех отраслей промышленности.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Чертежи штампов, блоков, пакетов и их деталей должны быть выполнены в соответствии с требованиями стандартов ЕСКД и настоящего стандарта.
Примечание. Определения терминов, применяемых в стандарте, приведены в справочном приложении.
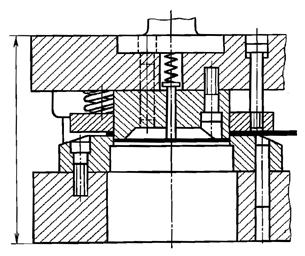
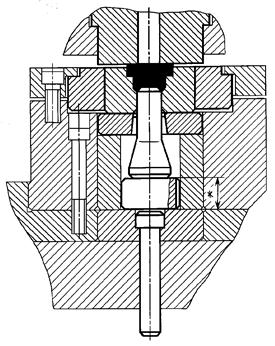
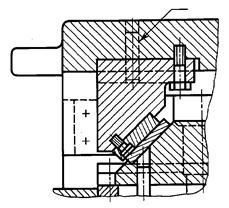
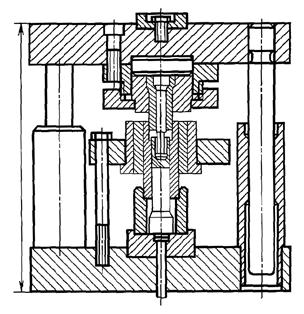
1.2. На сборочном чертеже штамп, блок и пакет должны быть изображены (кроме планов низа и верха) в сомкнутом состоянии, т.е. в крайнем нижнем (рабочем) положении (черт. 1).
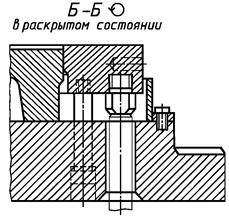
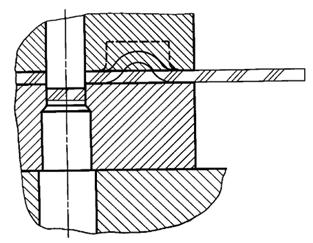
Допускается изображать штамп и пакет в раскрытом состоянии на дополнительных изображениях - видах, разрезах, сечениях; над изображением должна быть нанесена надпись: «В раскрытом состоянии» (черт. 2).
1.3. На сборочном чертеже штампа, блока и пакета на месте вида сверху должен быть изображен план низа. Если план низа расположен не в непосредственной проекционной связи с главным видом, над его изображением следует нанести надпись «План низа».
1.4. На сборочном чертеже штампа и пакета должно быть помещено изображение плана верха, над которым следует нанести надпись «План верха».
Допускается план верха не изображать, если при этом не затрудняется чтение чертежа, а для симметричных штампов допускается совмещать изображения половины плана низа и плана верха. Такое совмещенное изображение помещают на месте плана низа.
(Измененная редакция, Изм. № 1).
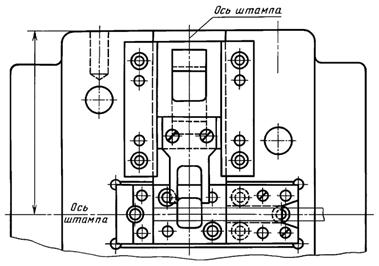
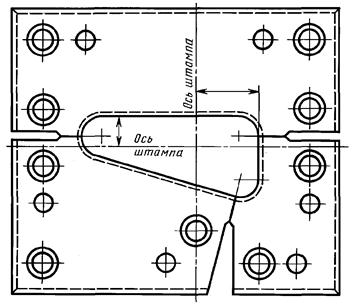
1.5. На планах низа и верха должны быть нанесены и указаны надписями оси штампа (черт. 3), которые в чертежах деталей штампа должны служить конструкторскими базами для указания размеров, определяющих взаимное расположение деталей на несущих плитах.
Допускается не наносить надписи «Ось штампа» в случаях, когда центр давления штампа совпадает с точкой пересечения осей симметрии штампуемого симметричного контура, а верхняя часть штампа крепится хвостовиком.
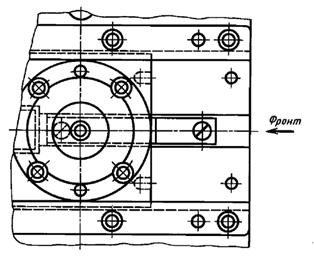
1.6. Если на сборочном чертеже фронтальная сторона штампа или блока повернута по отношению к наблюдателю на 90° или 180°, около плана низа должна быть нанесена надпись «Фронт», как показано на черт. 4.
1.7. Положение секущей плоскости одного и того же разреза или сечения следует указать линией сечения на планах низа и верха.
Черт. 1
Черт. 2
Допускается наносить линию сечения только на плане низа, если при этом не затрудняется чтение чертежа.
1.8. На сборочном чертеже допускается изображать полностью или не изображать совсем крепежные детали и пружины, частично попадающие в секущую плоскость (черт. 5).
1.9. На сборочном чертеже штампа и пакета на плане низа штампуемую деталь или заготовку следует изображать в виде «обстановки» по ГОСТ 2.109.
В разрезах и сечениях штампуемую деталь следует заштриховать участками по три линии или затемнить (черт. 6).
1.10. На сборочном чертеже штампа и блока допускается изображать в виде «обстановки» элементы универсальных средств механизации и наносить необходимые присоединительные размеры.
На сборочном чертеже штампа, предназначенного для эксплуатации на холодно-высадочном автомате, допускается изображать в виде «обстановки» части автомата.
Черт. 3
Черт. 4
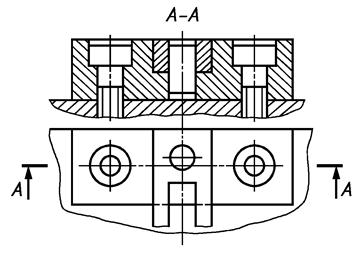
Черт. 5
Черт. 6
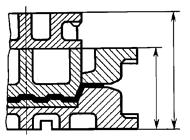
1.11. На сборочном чертеже штампа, блока и пакета должен быть указан, кроме размеров, предусмотренных ГОСТ 2.109, размер закрытой высоты (см. черт. 1).
Допускается также указывать:
размер вылета;
размер величины хода подвижных частей в штампе;
размер от опорной плоскости штампа до плоскости, по которой перемещается нижний торец заготовки, загружаемой в штамп;
другие необходимые размеры, например, показанный на черт. 7.
1.12. На сборочном чертеже должны быть указаны:
допуск параллельности верхней (опорной) плоскости верхней плиты относительно нижней (опорной) плоскости нижней плиты;
допуск перпендикулярности осей колонок относительно опорной плоскости соответствующей плиты.
1.13. Наименование штампа, указываемое в основной надписи сборочного чертежа, должно соответствовать ГОСТ 15830.
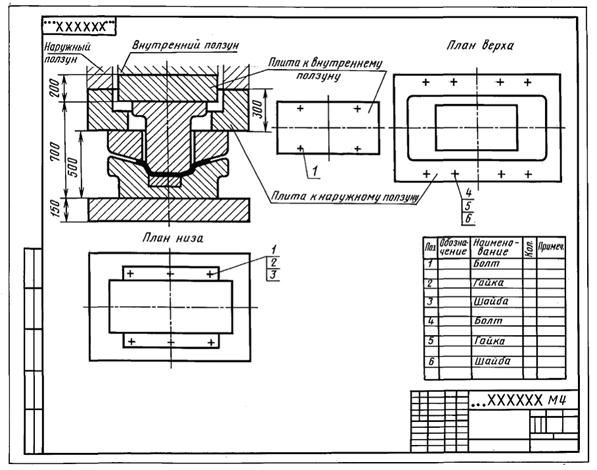
Примечание. На чертеже штампа для вытяжки, устанавливаемого на прессе двойного (тройного) действия, указывают соответственно два (три) размера закрытой высоты, - расстояния между опорными плоскостями деталей сомкнутого штампа, связанных раздельно с наружным и внутренним ползунами пресса (черт. 8).
1.14. В технических требованиях чертежа штампа допускается приводить:
указания об уточнении исполнительных размеров рабочих частей по результатам экспериментального определения конфигурации заготовки и углов пружинения штампуемого материала;
указания об уточнении мест расположения элементов торможения штампуемого материала в вытяжных штампах (перетяжных ребер и т.п.);
марку и (или) инвентарный номер пресса, а также его основные технические характеристики (код ползуна, частота включения и т.д.).
1.15. В случае, когда на штамп не выпускается эксплуатационная документация (инструкция по эксплуатации и т.д.), на сборочном чертеже штампа должны быть приведены указания о технике безопасности при его эксплуатации: о применении щипцов, пинцетов, о способе включения пресса и т.д. В этом же случае допускается приводить указания:
о соблюдении особых условий, обеспечивающих надежность работы механизмов (включая элементы привода, управления и др.);
об обеспечении работы направляющих элементов;
о способах и периодичности проведения смазки трущихся элементов.
1.16. На сборочных чертежах допускается отводить линии-выноски для указания номеров позиций от линий невидимого контура, если при этом отпадает необходимость дополнительного изображения. Линия-выноска должна заканчиваться стрелкой (черт. 9).
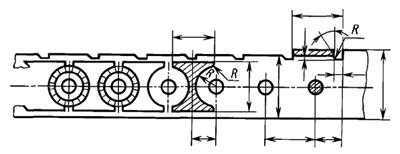
1.17. На планах низа и верха допускается не изображать полностью перетяжные ребра и канавки под них, канавки под смазку, рукава трубопроводов и т.п., показывая только их концы и проводя осевые линии (черт. 10).
_______
* Уточнить при отладке штампа.
Черт. 7
Черт. 8
Черт. 9
Черт. 10
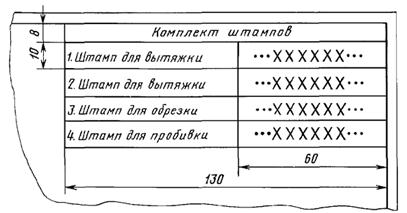
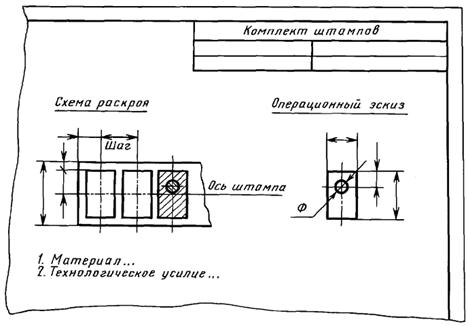
1.18. На первом листе сборочного чертежа штампа в правом верхнем углу допускается помещать таблицу, содержащую наименования и обозначения штампов, входящих в комплект для обработки данной детали. Размер таблицы и пример ее заполнения приведены на черт. 11.
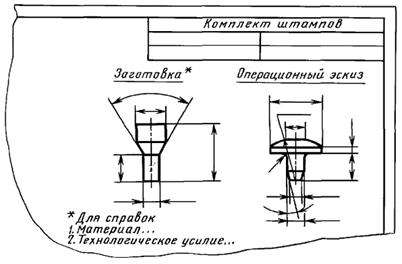
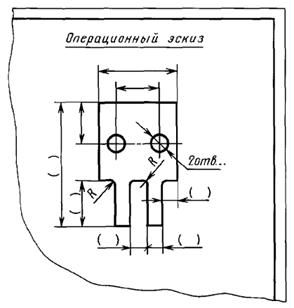
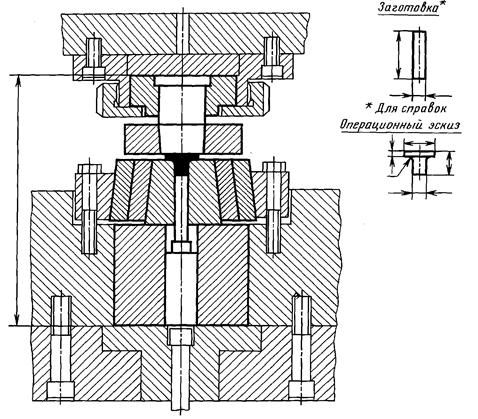
1.19. На первом листе сборочного чертежа специального штампа и пакета в правом верхнем углу или под таблицей «Комплект штампов», если она приведена, следует поместить операционный эскиз штампуемой детали в том виде и с теми размерами и другими данными, которым она должна соответствовать после обработки в данном штампе.
Допускается помещать слева от операционного эскиза изображение заготовки - исходной или полученной после предыдущей операции штамповки. При этом над изображениями должны быть нанесены соответствующие заголовки (черт. 12).
Если исходной заготовкой служит лента или полоса, переходы штамповки следует показывать на схеме раскроя (черт. 13).
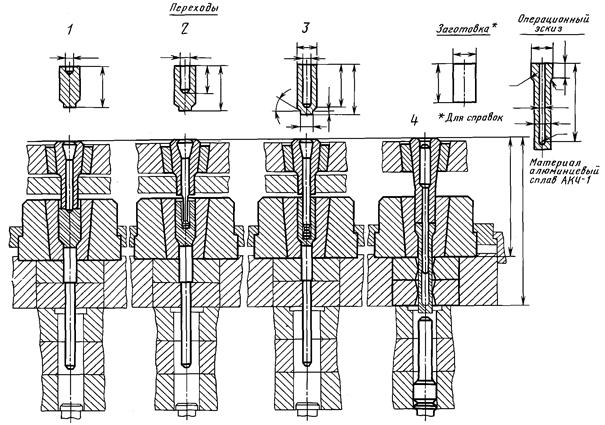
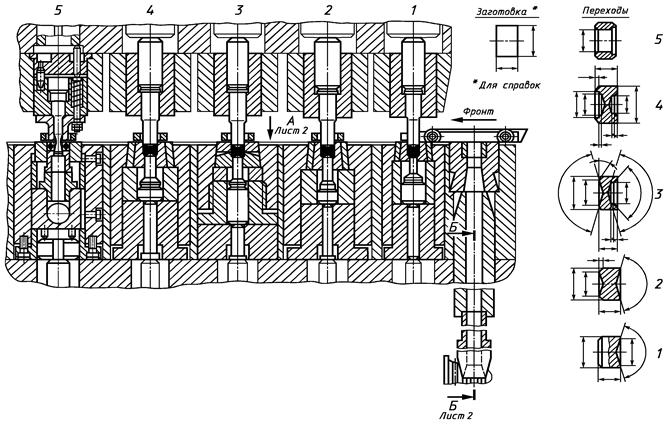
При изображении на сборочном чертеже одновременно несколько пакетов следует вычерчивать все переходы штамповки, располагая их последовательно возле соответствующих рабочих позиций или в правом верхнем углу первого листа сборочного чертежа (черт. 14).
1.20. Под операционным эскизом допускается помещать необходимые сведения, например: материал, технологическое усилие и т.п. (см. черт. 12).
1.21. Допускается помещать операционный эскиз, изображение заготовки, схему раскроя исходного материала и переходы штамповки на отдельном (последнем) листе сборочного чертежа.
Черт. 11
Черт. 12
Черт. 13
Черт. 14
1.22. На операционном эскизе штампуемую деталь следует изображать в том положении, в каком она обрабатывается в данном штампе. На изображении должны быть нанесены только те размеры, которые необходимы для разработки и контроля штампа, включая базовые, и для фиксации детали.
1.23. На изображении штампуемой детали на операционном эскизе рекомендуется показывать и обозначать оси штампа и угол поворота детали, если в штампе она повернута.
1.24. Допускается изображать штампуемую деталь частично, показывая только участок, который обрабатывается в данном штампе (черт. 15).
1.25. На операционном эскизе допускается обозначать виды, разрезы и сечения на изображении штампуемой детали так же, как они обозначены на ее чертеже, с добавлением к буквенным обозначениям цифровых индексов «А1», «Б1 - Б1».
1.26. На схеме раскроя ленты (полосы) следует выделять штриховкой изображения вырубаемых деталей и отходов, отделяемых от заготовки (черт. 16).
Черт. 15
Черт. 16
Черт. 17
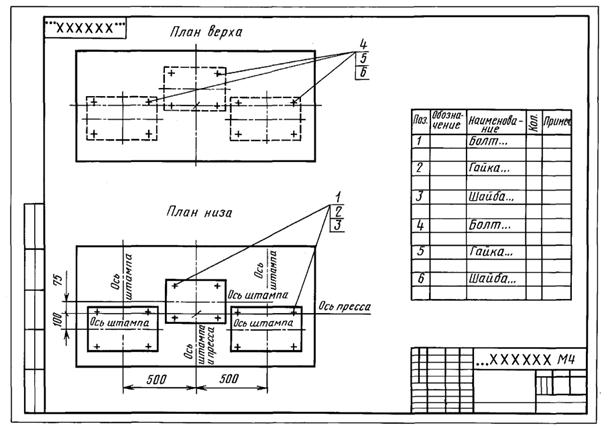
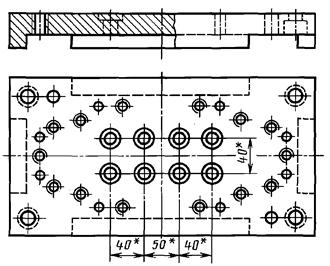
1.27. В комплект конструкторской документации штампа листовой штамповки, предназначенного для эксплуатации на двухстоечных прессах, и штампа объемной штамповки должен входить монтажный чертеж, в котором должны быть указаны размеры для установки штампа относительно осей пресса и перечислены детали, необходимые для крепления штампа к прессу (черт. 17).
При наличии на ползуне или столе пресса отверстий для крепления штампа следует указать координаты используемых отверстий.
При использовании в штампе буфера пресса в монтажном чертеже должна быть приведена схема расположения и размеры отверстий под буферные шпильки. Эти данные в монтажном чертеже не приводят, если они нанесены на специальной табличке, помещаемой на штампе.
В случае, когда штамп предназначен для эксплуатации на прессе с дополнительными подштамповыми плитами, они должны быть показаны в монтажном чертеже на упрощенном изображении штампа в разрезе на главном виде (черт. 18).
Если штамп центрируется или крепится к прессу хвостовиком и для его крепления не требуются дополнительно какие-либо изделия, монтажный чертеж штампа не выпускается.
1.28. На сборочном чертеже штампа и блока размеры расстояний между направляющими колонками (втулками) следует наносить только на плане низа.
1.29. В случае, когда в данном штампе изготовляется не окончательно готовая штампуемая деталь, а заготовка для последующей штамповки, и какие-либо размеры этой заготовки на операционном эскизе подлежат уточнению по результатам обработки в следующем штампе, необходимо заключить такие размеры в круглые скобки (черт. 19) и в тексте под операционным эскизом привести запись: «Размеры в скобках уточнить в ... штампе ...» (указать наименование и обозначение следующего штампа).
Черт. 18
Черт. 19
Черт. 20
2. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ШТАМПОВ ЛИСТОВОЙ ШТАМПОВКИ
2.1. Сборочный чертеж
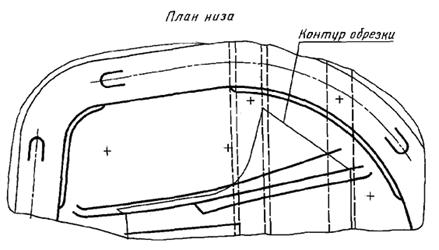
2.1.1. На чертеже формоизменяющего штампа, предназначенного для изготовления деталей сложной пространственной формы, следует на плане низа изобразить сплошной тонкой линией контур обрезки штампуемой детали и на полке линии-выноски поместить надпись «Контур обрезки» (черт. 20).
Примечание. Документацию штампа без выпуска рабочих чертежей деталей рекомендуется выполнять:
на штамп, предназначенный для изготовления сложной детали, форма и размеры которой при изготовлении штампа заданы шаблоном («мастер - модель»);
во всех случаях; когда на сборочном чертеже и в спецификации штампа можно, без ущерба для ясности чертежа, привести все данные, необходимые для изготовления деталей.
2.1.2. На сборочном чертеже формоизменяющегося штампа следует указать на изображении или в технических требованиях размер зазора (с предельными отклонениями) между рабочими частями штампа.
2.1.3. Допускается по согласованию с изготовителем, не выпускать чертежи на все или часть деталей штампа. При этом все данные для изготовления деталей, а также данные для сборки и наладки штампа должны быть указаны в спецификации и на сборочном чертеже в соответствии с требованиями ГОСТ 2.109.
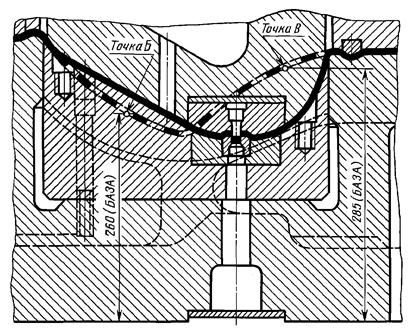
2.1.4. При выполнении сборочного чертежа штампа по правилам, изложенным в п. 2.1.3, положение поверхностей детали, форма и размеры которой определяются шаблоном, следует указывать координатами характерных (базовых) точек относительно осей и опорных плоскостей штампа (черт. 21).
У координаты базовой точки должно быть помещено в скобках слово «БАЗА», нанесенное прописными буквами той же высоты, что и цифры размерных чисел.
2.2. Чертежи деталей
2.2.1. При нанесении размеров рабочих контуров деталей - пуансона, матрицы, пуансон-матрицы и других - одну из них следует назначать основной рабочей деталью.
для случая, когда основной деталью является матрица:
на чертежах пуансона и выталкивателя, пригоняемых по матрице с зазором, - «* пригнать по матрице ... с зазором ... мм на сторону»;
на чертеже выталкивателя, пригоняемого по матрице, - «* пригнать по матрице ..., обеспечив посадку ...»;
для случая, когда основной рабочей деталью является пуансон:
на чертежах матрицы и съемника, пригоняемых по пуансону с зазором, - «* пригнать по пуансону ... с зазором ... мм на сторону»;
на чертеже съемника, пригоняемого по пуансону, - «* пригнать по пуансону ..., обеспечив посадку ...».
Черт. 21
2.2.3. При сложном рабочем контуре основной рабочей детали и требуемой точности размеров штампуемой детали по 12-му квалитету и грубее допускается в чертеже основной рабочей детали наносить размеры без предельных отклонений и в технических требованиях приводить запись о неуказанных предельных отклонениях размеров в соответствии с ГОСТ 2.307. При этом чертежи сопрягаемых деталей должны быть оформлены в соответствии с требованиями п. 2.2.2 настоящего стандарта.
2.2.4. В случае, когда на чертеже основной детали невозможно или нецелесообразно указать все размеры, необходимые для ее изготовления, в технических требованиях чертежа следует приводить запись по типу: «Рабочий контур выполнить по чертежу штампуемой детали» или «Рабочий контур выполнить по шаблону, изготовленному по чертежу штампуемой детали». При этом на изображении должны быть нанесены размеры, координирующие контур относительно осей штампа (черт. 22), и чертежи сопрягаемых деталей должны быть оформлены в соответствии с требованиями п. 2.2.2 настоящего стандарта.
Черт. 22
Черт. 23
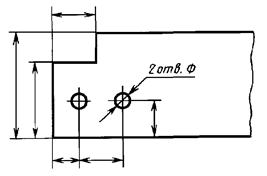
2.2.5. В чертежах державок, съемников, выталкивателей с двумя и более отверстиями под пуансоны (черт. 23), выполняемых согласно пп. 2.2.3 и 2.2.4 настоящего стандарта, размеры координат соответствующих отверстий следует наносить без предельных отклонений, отмечая их знаком *. При этом в технических требованиях чертежа должна быть приведена запись по типу: «* Координаты отверстий под пуансоны согласовать с пуансон-матрицей ...».
2.2.6. При необходимости обеспечить посадку рабочих деталей с натягом или без зазора, в случаях, когда размеры контура доступны для измерения (при круглых, прямоугольных и подобных простых контурах), предельные отклонения соответствующих размеров должны быть указаны непосредственно у размеров, нанесенных на изображении. При сложных контурах (включая и секционный вариант) посадку или условия пригонки следует указывать в технических требованиях чертежа записями по типу: при посадке монолитной рабочей части - «Обеспечить посадку ... с пуансоном ...»; при посадке секционной рабочей части - «Обеспечить пригонку без зазора с державкой».
2.2.7. Секционную рабочую часть штампа (состоящую из отдельных секций, примыкающих и не примыкающих друг к другу и образующих замкнутый или незамкнутый рабочий контур) следует считать сборочной единицей и оформлять конструкторскую документацию на нее без выпуска чертежей на отдельные секции.
Допускается выпускать чертежи отдельных секций в случаях, когда обеспечивается взаимозаменяемость или когда невозможно обработать секционную рабочую часть в сборе.
Метод выполнения чертежей секционных рабочих частей устанавливается разработчиком при согласовании технического задания.
В случае, когда документация штампа выполняется без выпуска чертежей деталей, отдельные секции рабочих частей следует записывать в спецификацию штампа как в раздел «Детали».
2.2.8. При выполнении чертежей двух или более совместно скрепляемых деталей допускается наносить координаты отверстий под крепежные детали, толкатели, пружины и т.п. только на чертеже одной из деталей. При этом на чертежах остальных деталей, скрепляемых с первой совместно, следует у размеров отверстий нанести знак * и в технических требованиях привести запись «* Обработать по сопрягаемой детали» или «Обработать по дет. ...».
3. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ШТАМПОВ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ
3.1. При проектировании однопозиционного штампа с универсальным и сменными пакетами следует выпустить конструкторскую документацию отдельно на блок и на каждый пакет, как на самостоятельные сборочные единицы.
На сборочном чертеже блока следует показать в виде обстановки один из сменных пакетов, применяемых с этим блоком (черт. 24).
На сборочном чертеже пакета рекомендуется показывать в виде обстановки часть блока (черт. 25).
3.2. При проектировании многопозиционного штампа с универсальным блоком следует выпустить конструкторскую документацию отдельно на блок и на совокупность составных частей всех пакетов, как самостоятельные сборочные единицы. При этом все пакеты должны быть изображены на одном сборочном чертеже (черт. 26).
Черт. 24
Черт. 25
Черт. 26
При проектировании многопозиционного штампа с индивидуальным блоком следует выпустить конструкторскую документацию совместно на блок и все пакеты, как на одну сборочную единицу.
3.3. В чертеже детали, подвергаемой пригонке по высоте в процессе отладки, соответствующий размер должен быть указан с припуском на пригонку согласно ГОСТ 2.307*.
________
* С 1 января 2012 г. действует ГОСТ 2.307-2011.
3.4. На сборочном чертеже матрицы с обоймой (бандажом) должны быть приведены в технических требованиях:
требования к точности изготовления;
необходимые указания о порядке сборки, например: «Сборку матрицы начинать с обоймы (бандажа)»; «Запрессовку матрицы в обойму производить при нагреве обоймы до температуры ... градусов»; «Окончательную обработку по посадочному диаметру и рабочего контура выполнить не ранее, чем через ... суток после запрессовки»; «Усилие запрессовки матрицы в обойму (бандаж) ...».
ПРИЛОЖЕНИЕ
Справочное
|
Термин |
Определение |
|
План низа |
Вид сверху на нижнюю часть штампа, пакета, блока |
|
План верха |
Вид сверху на верхнюю часть штампа, пакета, блока |
|
Оси штампа |
Базовые взаимно перпендикулярные оси координат, лежащие в плоскости, параллельной опорной плоскости штампа, и пересекающиеся, как правило, в точке, находящейся на одной вертикали с центром давления штампа |
|
Фронт |
Сторона штампа, у которой располагается рабочее место оператора |
|
Основная рабочая деталь |
Деталь штампа, определяющая размеры штампуемой детали |
|
Вылет |
Расстояние от продольной оси штампа (т.е. оси, параллельной фронту) до наиболее отдаленной точки его задней стороны |
|
Закрытая высота |
Расстояние между опорными плоскостями штампа, блока, пакета в сомкнутом (рабочем) положении |
|
Блок |
Несущая часть штампа, имеющая монтажно-сборочное назначение |
|
Пакет |
Совокупность рабочих частей штампа |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ
М.А. Нестеров, Г.Д. Скворцов (руководители темы), Н.Н. Герасимов, А.В. Бутузов, Ю.И. Степанов, Е.М. Мямлин, Б.Я. Кабаков, В.П. Курганов, А.П. Волкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.04.80 № 1972
3. ВЗАМЕН ГОСТ 2.424-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
5. ИЗДАНИЕ (февраль 2012 г.) с Изменением № 1, утвержденным в сентябре 1987 г. (ИУС 12-87)