ГОСТ 15891-70
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ДВУХСЛОЙНАЯ
ФАСОННАЯ ПОЛОСОВАЯ ДЛЯ ЛЕМЕХОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ДВУХСЛОЙНАЯ Технические условия Hot-rolled
fashioned strip twolayered steel for plough-shares. |
ГОСТ |
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 24.04.70 № 577 дата введения установлена
01.01.71
Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Настоящий стандарт распространяется на горячекатаную двухслойную фасонную полосовую сталь, состоящую из основы и слоя повышенной твердости, предназначенную для изготовления лемехов к корпусам тракторных плугов общего назначения.
Поверхность полосы без слоя повышенной твердости называется «рабочей поверхностью», поверхность полосы с наличием слоя повышенной твердости - «нерабочей».
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В качестве основы двухслойной полосы служит сталь марки Л53, в качестве слоя повышенной твердости - сталь марки Х6Ф1.
1.2. Химический состав стали марки Л53 должен соответствовать требованиям ТУ 14-2-760-87, ТУ 14-2-766-88, стали марки Х6Ф1 - нормам, указанным в таблице.
|
Марка стали |
Содержание элементов, % |
||||||
|
Углерод |
Марганец, не более |
Кремний, не более |
Хром |
Ванадий |
Сера |
Фосфор |
|
|
не более |
|||||||
|
Х6Ф1 |
1,40-1,70 |
0,50 |
0,70 |
5,50-7,00 |
0,80-1,20 |
0,03 |
0,03 |
(Измененная редакция, Изм. № 1).
1.3. Размеры двухслойной полосы и предельные отклонения должны соответствовать чертежу. Допуск по толщине слоя из стали марки Х6Ф1 распространяется на расстояние 20 мм в обе стороны от центра полосы. На расстоянии более 20 мм толщина слоя из стали марки Х6Ф1 не регламентируется.
Примечание. Допускается уменьшение толщины слоя из стали марки Х6Ф1 до 0,7 мм на расстоянии не более 3 мм в обе стороны от центра полосы.
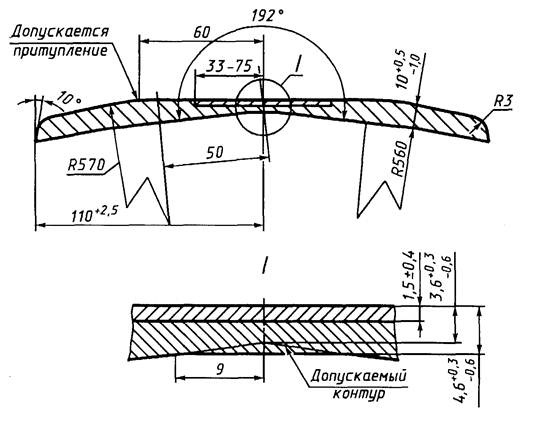
1.4. Допускается увеличение или уменьшение радиуса рабочей поверхности полосы по сравнению с указанным на чертеже.
1.5. На поверхности слоя из стали марки Х6Ф1 на расстоянии не более 20 мм от центра полосы допускается наличие слоя стали марки Л53 толщиной не более 0,2 мм, на расстоянии более 20 мм - толщиной не более 2 мм.
1.6. Предельная разнотолщинность сЛоя из стали марки Х6Ф1 на 1 м полосы не должна превышать 0,5 допуска на толщину.
1.7. Длина полос должна быть кратной 560 мм, общая длина - не более 9 м. Допуск на каждый кратный размер - +10 мм, а на всю длину одной полосы любой длины - не более +100 мм.
По соглашению сторон допускается поставка полос с другой кратностью.
1.8. Концы полос должны быть обрезаны, при этом заусенцы не должны превышать 2 мм.
1.9. Волнистость полосы не должна превышать 3 мм на 560 мм длины. Резкие перегибы полос не допускаются.
Допускается волнистость до 5 мм на 560 мм длины для полос в количестве не более 20 % партии.
1.10. Серповидность полос не должна превышать 1,5 мм на 1 м длины. Общая серповидность по всей длине одной полосы любой длины не должна превышать 40 мм.
Допускается серповидность до 2,5 мм на 1 м длины для полос в количестве не более 10 % партии. Общая серповидность по всей длине одной полосы в этом случае не должна превышать 80 мм.
1.11. На полосе, со стороны рабочей поверхности, допускаются заусенцы высотой не более 2 мм, а также скругления кромок радиусом не более 2 мм.
1.12. Полосы поставляются в отожженном состоянии. Твердость слоя из стали марки Х6Ф1 не должна превышать 250НВ.
1.13. Макроструктура полос на протравленных поперечных темплетах не должна иметь расслоений, отслоений твердого слоя, трещин и шлаковых включений.
1.14. На поверхности полос не допускаются закаты, плены и трещины. Допускаются на поверхности полос без зачистки незначительные местные дефекты: волосовины, раковины и рябизна глубиной на рабочей поверхности не более 0,3 мм, на нерабочей поверхности не более 0,5 мм. Допускается зачистка дефектов на глубину не более 0,5 мм на рабочей поверхности и не более 0,8 мм на нерабочей поверхности. Оценка шероховатости рабочей поверхности производится по согласованным эталонам.
Резкая граница между мягким и твердым слоем со стороны нерабочей поверхности браковочным признаком не является.
1.15. Готовая продукция должна быть принята техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие выпускаемой продукции требованиям настоящего стандарта.
2. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЙ
2.1. Общие правила приемки по ГОСТ 7566-94.
2.2. Двухслойная фасонная полосовая сталь предъявляется к приемке партиями. Партия должна состоять из полос одной плавки стали марки Х6Ф1.
2.3. Для контроля макроструктуры и толщины твердого слоя от трех разных полос партии отбирают по одному темплету.
2.4. Твердость полос после отжига проверяют на пробах, взятых не менее чем от одной полосы каждой садки печи.
2.5. Контроль твердости производят по ГОСТ 9012-59. При проверке твердости слоя полосы из стали марки Х6Ф1 слой стали марки Л53 с поверхности должен быть удален.
2.6. Толщину слоя из стали марки Х6Ф1 измеряют не менее чем в трех точках по ширине полосы.
2.7. Контроль макроструктуры - по ГОСТ 10243-75.
2.8. Внешнему осмотру и обмеру подвергают все полосы партии. Осмотр поверхности производят без применения увеличительных приборов.
2.9. Отбор проб для контроля химического состава стали - по ГОСТ 7565-81.
2.10. Химический состав определяют по ГОСТ 22536.1-88, ГОСТ 22536.2-87, ГОСТ 22536.3-88, ГОСТ 22536.4-88, ГОСТ 22536.5-87, ГОСТ 22536.6-88, ГОСТ 12344-88, ГОСТ 12345-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12350-78 и ГОСТ 12351-81.
(Измененная редакция, Изм. № 1).
2.11. Для контрольной проверки качества проката и соответствия его требованиям настоящего стандарта должны применяться правила отбора проб и методы испытаний, указаннные выше.
3. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566-94.
(Измененная редакция, Изм. № 1).
3.2. Полосы поставляются в пачках массой не более 5 т.
3.3. На полосах, имеющих недопустимые дефекты, на одной половине профиля, на дефектной части наносят полосу белой краской.
Дефектная часть в счет поставки не включается; ее длина указывается в сертификате.
СОДЕРЖАНИЕ