МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
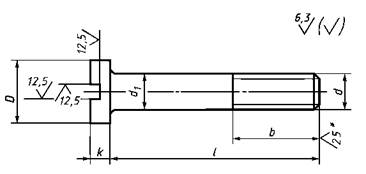
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ КЛАССОВ
ТОЧНОСТИ А и В
Конструкция и размеры
Cheese-head screws, product grades A and B.
Design and dimensions
|
ГОСТ
1491-80
Взамен
ГОСТ 1491-72
|
Издание
с Изменениями № 1, 2, утвержденными в декабре 1981 г., апреле 1986 г. (ИУС
3-82, 7-86).
Постановлением Государственного комитета СССР по
стандартам от 30 июня 1980 г. № 3176 дата введения установлена
01.01.82
Ограничение
срока действия снято Постановлением Госстандарта от 28.06.91 № 1177
1. Настоящий стандарт распространяется на винты с
цилиндрической головкой классов точности А и В с номинальным диаметром резьбы
от 1 до 20 мм.
Стандарт полностью соответствует СТ СЭВ 2653-80.
2. Конструкция и размеры винтов должны соответствовать
указанным в табл. 1, 2 и на чертеже.
Таблица 1
мм
|
Номинальный диаметр резьбы d
|
1
|
1,2
|
1,4
|
1,6
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
|
Шаг резьбы Р
|
крупный
|
0,25
|
0,25
|
0,3
|
0,35
|
0,4
|
0,45
|
0,5
|
0,6
|
0,7
|
0,8
|
1
|
1,25
|
1,5
|
1,75
|
2
|
2
|
2,5
|
2,5
|
|
мелкий
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
1
|
1,25
|
1,25
|
1,5
|
1,5
|
1,5
|
1,5
|
|
Диаметр головки D
|
2,0
|
2,3
|
2,6
|
3,0
|
3,8
|
4,5
|
5,5
|
6,0
|
7,0
|
8,5
|
10,0
|
13,0
|
16,0
|
18,0
|
21,0
|
24,0
|
27,0
|
30,0
|
|
Высота головки k
|
0,7
|
0,8
|
0,9
|
1,0
|
1,3
|
1,6
|
2,0
|
2,4
|
2,6
|
3,3
|
3,9
|
5,0
|
6,0
|
7,0
|
8,0
|
9,0
|
10,0
|
11,0
|
|
Длина резьбы b
|
удлиненная
|
-
|
-
|
-
|
-
|
16
|
18
|
19
|
20
|
22
|
25
|
28
|
34
|
40
|
46
|
52
|
58
|
64
|
70
|
|
нормальная
|
8
|
9
|
9
|
9
|
10
|
11
|
12
|
13
|
14
|
16
|
18
|
22
|
26
|
30
|
34
|
38
|
42
|
46
|
Таблица 2
мм
|
Длина
винта l
|
Номинальный
диаметр резьбы d
|
|
1
|
1,2
|
1,4
|
1,6
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
|
2
|
|
|
|
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(2,5)
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(3,5)
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
5
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(7)
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
8
|
|
|
Стандартные длины
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
9
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
10
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
11
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
-
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(13)
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
|
14
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
|
16
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(18)
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
20
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
(22)
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
25
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
|
(28)
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
|
(32)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
|
35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
Стандартные длины
|
|
-
|
|
(38)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
|
40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
|
(42)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
45
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(48)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
55
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
60
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
65
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
70
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
75
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
80
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
(85)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
(95)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
100
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
110
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
120
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Примечания:
1. Длины винтов, заключенные в скобки,
применять не рекомендуется.
2. Удлиненная длина резьбы
предпочтительна.
3. Винты со стержнем длиной менее
длины резьбы с учетом недореза изготовляют с резьбой по всей длине стержня
_________
* Для винтов, обработанных резанием, в остальных случаях не
нормируются.
Пример условного обозначения винта с цилиндрической головкой, класса точности А,
диаметром резьбы d = 8 мм, с
крупным шагом резьбы, с полем допуска резьбы 6g, длиной l = 50 мм, нормальной длиной
резьбы b = 22 мм,
класса прочности 4,8, без покрытия:
Винт A.M8
- 6g´50.48 ГОСТ 1491-80
То же, класса точности В, с мелким шагом резьбы,
удлиненной длиной резьбы b = 34 мм, с
цинковым покрытием толщиной 6 мкм, хроматированным:
Винт B.M8´1- 6g´50-34.48.016 ГОСТ
1491-80
1, 2. (Измененная редакция, Изм. № 1, 2).
3. Диаметр гладкости части d1 должен быть
равен наружному диаметру резьбы или равен диаметру стержня под накатывание
метрической резьбы по ГОСТ 19256-73.
(Измененная редакция, Изм. № 1).
4. По соглашению между потребителем и изготовителем
допускается изготовлять винты с длинами, не указанными в табл.
2.
5. Резьба - по ГОСТ 24705-2004. Сбег и недорез резьбы -
по ГОСТ 10549-80.
5а. Шлицы - по ГОСТ
24669-81.
5б. Радиус под головкой - по ГОСТ 24670-81.
5в. Допуски, методы контроля размеров и отклонений
формы и расположения поверхностей - по ГОСТ 1759.1-82.
5г. Дефекты поверхности и методы контроля - по ГОСТ 1759.2-82.
5а - 5г. (Введены дополнительно, Изм. № 2).
6. Технические требования - по ГОСТ 1759.0-87.
6а. (Исключен, Изм. № 2).
7. Теоретическая масса винтов указана в приложении 1.
8. (Исключен, Изм. № 2).
ПРИЛОЖЕНИЕ
1
Справочное
Теоретическая масса винтов
|
Длина
винта l, мм
|
Масса 1000 шт.
стальных винтов с крупным шагом резьбы кг = при номинальном диаметре
резьбы d, мм
|
|
1
|
1,2
|
1,4
|
1,6
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
6
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
|
2
|
0,024
|
0,037
|
0,053
|
0,073
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2,5
|
0,027
|
0,040
|
0,057
|
0,079
|
0,151
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
0,029
|
0,044
|
0,061
|
0,084
|
0,160
|
0,272
|
0,470
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3,5
|
0,031
|
0,047
|
0,066
|
0,090
|
0,169
|
0,286
|
0,492
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4
|
0,033
|
0,050
|
0,070
|
0,096
|
0,178
|
0,301
|
0,513
|
0,727
|
1,022
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
5
|
0,037
|
0,057
|
0,079
|
0,107
|
0,196
|
0,330
|
0,557
|
0,785
|
1,098
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
0,042
|
0,064
|
0,088
|
0,118
|
0,214
|
0,360
|
0,600
|
0,844
|
1,175
|
2,078
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
7
|
0,046
|
0,070
|
0,097
|
0,129
|
0,232
|
0,389
|
0,643
|
0,902
|
1,251
|
2,200
|
3,394
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
8
|
0,050
|
0,077
|
0,106
|
0,141
|
0,250
|
0,418
|
0,687
|
0,961
|
1,328
|
2,322
|
3,569
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
9
|
0,055
|
0,084
|
0,115
|
0,152
|
0,268
|
0,448
|
0,730
|
1,019
|
1,404
|
2,445
|
3,743
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
10
|
0,059
|
0,090
|
0,124
|
0,163
|
0,286
|
0,477
|
0,773
|
1,078
|
1,481
|
2,567
|
3,918
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
11
|
-
|
0,097
|
0,133
|
0,174
|
0,304
|
0,506
|
0,816
|
1,136
|
1,557
|
2,689
|
4,093
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
-
|
0,104
|
0,142
|
0,186
|
0,322
|
0,535
|
0,860
|
1,195
|
1,634
|
2,811
|
4,267
|
8,516
|
-
|
-
|
-
|
-
|
-
|
-
|
|
13
|
-
|
-
|
-
|
0,197
|
0,340
|
0,565
|
0,903
|
1,254
|
1,710
|
2,933
|
4,442
|
8,831
|
-
|
-
|
-
|
-
|
-
|
-
|
|
14
|
-
|
-
|
-
|
0,208
|
0,358
|
0,594
|
0,946
|
1,312
|
1,786
|
3,056
|
4,617
|
9,146
|
-
|
-
|
-
|
-
|
-
|
-
|
|
16
|
-
|
-
|
-
|
0,231
|
0,394
|
0,653
|
1,033
|
1,429
|
1,932
|
3,300
|
4,966
|
9,777
|
-
|
-
|
-
|
-
|
-
|
-
|
|
18
|
-
|
-
|
-
|
-
|
0,431
|
0,711
|
1,120
|
1,546
|
2,092
|
3,544
|
5,315
|
10,408
|
17,59
|
25,64
|
-
|
-
|
-
|
-
|
|
20
|
-
|
-
|
-
|
-
|
0,468
|
0,770
|
1,206
|
1,663
|
2,245
|
3,789
|
5,664
|
11,040
|
18,58
|
27,08
|
-
|
-
|
-
|
-
|
|
22
|
-
|
-
|
-
|
-
|
-
|
0,829
|
1,293
|
1,780
|
2,398
|
4,033
|
6,014
|
11,670
|
19,58
|
28,53
|
-
|
-
|
-
|
-
|
|
25
|
-
|
-
|
-
|
-
|
-
|
0,917
|
1,423
|
1,956
|
2,627
|
4,400
|
6,537
|
12,617
|
21,08
|
30,70
|
44,68
|
-
|
-
|
-
|
|
28
|
-
|
-
|
-
|
-
|
-
|
-
|
1,553
|
2,132
|
2,857
|
4,766
|
7,061
|
13,563
|
22,57
|
32,87
|
47,64
|
-
|
-
|
-
|
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
1,640
|
2,249
|
3,010
|
5,011
|
7,411
|
14,194
|
23,57
|
34,32
|
49,62
|
68,70
|
-
|
-
|
|
32
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
2,366
|
3,162
|
5,255
|
7,760
|
14,824
|
24,57
|
35,77
|
51,60
|
71,35
|
-
|
-
|
|
35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
2,541
|
3,392
|
5,622
|
8,284
|
15,771
|
26,06
|
37,94
|
54,57
|
75,33
|
98,76
|
-
|
|
38
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
3,621
|
5,988
|
8,808
|
16,717
|
27,56
|
40,11
|
57,53
|
79,31
|
103,70
|
-
|
|
40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
3,774
|
6,232
|
9,157
|
17,348
|
28,56
|
41,56
|
59,51
|
81,96
|
107,00
|
138,2
|
|
42
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
6,477
|
9,506
|
17,979
|
29,55
|
43,01
|
61,49
|
84,62
|
110,29
|
142,3
|
|
45
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
6,844
|
10,031
|
18,925
|
31,05
|
45,18
|
64,46
|
88,60
|
115,23
|
148,5
|
|
48
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
7,210
|
10,554
|
19,872
|
32,55
|
47,35
|
67,43
|
92,57
|
120,17
|
154,7
|
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
7,454
|
10,904
|
20,503
|
33,54
|
48,80
|
69,40
|
95,22
|
123,47
|
158,9
|
|
55
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
11,777
|
22,080
|
36,04
|
52,42
|
74,35
|
101,85
|
131,70
|
169,3
|
|
60
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
12,650
|
23,657
|
38,53
|
56,03
|
79,29
|
108,49
|
139,94
|
179,6
|
|
65
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
25,234
|
41,02
|
59,65
|
84,23
|
115,11
|
148,18
|
190,1
|
|
70
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
26,811
|
43,52
|
63,27
|
89,18
|
121,75
|
156,41
|
200,4
|
|
75
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
28,388
|
46,01
|
66,89
|
94,12
|
128,38
|
164,65
|
210,8
|
|
80
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
29,965
|
48,50
|
70,51
|
99,07
|
135,01
|
172,89
|
221,2
|
|
85
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
51,00
|
74,12
|
104,02
|
141,64
|
181,12
|
231,5
|
|
90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
53,49
|
77,74
|
108,96
|
148,27
|
189,37
|
241,9
|
|
95
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
55,98
|
81,36
|
113,90
|
154,90
|
197,60
|
252,3
|
|
100
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
58,48
|
84,98
|
118,84
|
161,52
|
205,84
|
262,7
|
|
110
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
222,31
|
283,4
|
|
120
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
304,2
|
Примечание. Для определения массы винтов из
алюминиевого сплава значения масс, указанных в таблице, следует умножить на
коэффициент 0,356, из латуни - на 1,08.
ПРИЛОЖЕНИЕ
2. (Исключено, Изм. № 2).