НАЦИОНАЛЬНЫЕ СТАНДАРТЫ
ВИНТЫ
КЛАССОВ ТОЧНОСТИ А И В
Технические условия
|
|
Москва |
ГОСТ 1476-93
(ИСО 7434-83)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИНТЫ УСТАНОВОЧНЫЕ
С КОНИЧЕСКИМ КОНЦОМ И ПРЯМЫМ
ШЛИЦЕМ КЛАССОВ ТОЧНОСТИ А И В
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Беларусь |
Госстандарт Белоруси |
|
Республика Киргизстан |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 февраля 1994 г. № 160 межгосударственный стандарт ГОСТ 1476-93 введен в действие в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 1476-84
5 ПЕРЕИЗДАНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ВИНТЫ УСТАНОВОЧНЫЕ С КОНИЧЕСКИМ КОНЦОМ Технические условия Cone-point straight slatted set
screws. Product grades A and B. |
ГОСТ (ИСО 7434-83) |
Дата введения 1995-01-01
Настоящий стандарт распространяется на установочные винты с коническим концом и прямым шлицем, классов точности А и В, с номинальным диаметром d от 1,2 до 12 мм.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отвечающие потребностям народного хозяйства, выделены курсивом.
1 Размеры
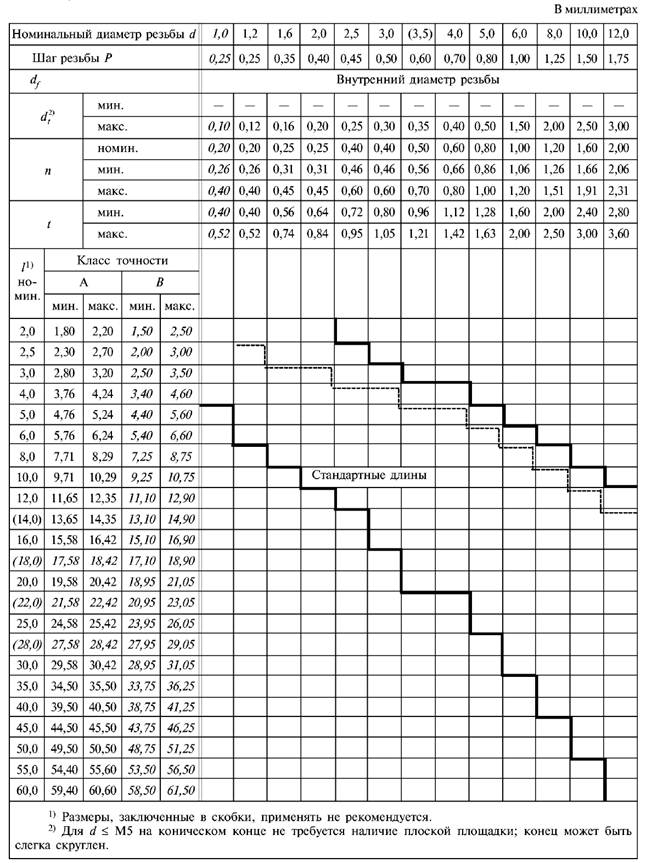
1.1 Размеры винтов должны соответствовать указанным на чертеже и в таблице 1.
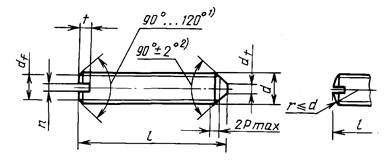
___________
1) Угол 120° обязательно для коротких винтов, длина которых приведена над штриховой ступенчатой линией в таблице 1.
2) Угол 90° относится только к части конца ниже внутреннего диаметра резьбы винтов с номинальными длинами l, приведенными ниже штриховой ступенчатой линии в таблице 1.
Для коротких винтов, длина которых приведена под штриховой ступенчатой линией в таблице 1, обязательным является угол 120°.
1.2. Теоретическая масса винтов указана в приложении.
2 Технические требования
Винты должны изготовляться в соответствии с требованиями, указанными в таблице 2.
|
Сталь |
Коррозионно-стойкая |
Цветные сплавы |
|||
|
Резьба |
Поле допуска |
6g |
|||
|
Стандарты |
|||||
|
Механические |
Класс прочности или группа материала |
14Н, 22Н |
21 - 26 |
31 - 35 |
|
|
Стандарт |
|||||
|
Допуски |
Класс точности |
А, В |
|||
|
Стандарт |
|||||
|
Окончательная обработка поверхности изделия |
Гладкая Требования к гальванопокрытиям по ГОСТ 9.301, ГОСТ 9.303 Винты должны изготовляться с покрытиями: цинковым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом или без покрытия. Допускается применять другие виды покрытий по согласованию между изготовителем и потребителем |
||||
|
Приемка |
Правила приемки ГОСТ 17769 |
||||
|
Методы контроля |
Размеры, отклонения формы и расположения поверхностей - ГОСТ 1759.1 |
||||
|
Дефекты поверхности - ГОСТ 1759.2 |
|||||
|
Механические свойства: |
|||||
|
Маркировка и упаковка |
|||||
3 Обозначение
Примеры условных обозначений
Установочный винт с коническим концом и прямым шлицем класса точности В, диаметром резьбы d = 10 мм, с полем допуска 6g, длиной l = 25 мм, класса прочности 14 Н, без покрытия:
Винт М10-6g×25.14H ГОСТ 1476-93
То же, класса точности А, класса прочности 45Н, из стали 40Х с химическим окисным покрытием, пропитанным маслом:
Винт А. М10-6g×25.45Н. 40Х. 05 ГОСТ 1476-93
То же, из латуни ЛС 59-1, без покрытия:
Винт A.M10-6g×25.32. ЛС 59-1 ГОСТ 1476-93
ПРИЛОЖЕНИЕ
(справочное)
Таблица 3 - Масса винтов
|
Длина |
Теоретическая масса 1000 шт. стальных винтов, кг ≈, при номинальном диаметре резьбы d, мм |
||||||||||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
(3,5) |
4,0 |
5,0 |
6,0 |
8,0 |
10,0 |
12,0 |
|
|
2,0 |
0,011 |
0,015 |
0,026 |
0,040 |
|||||||||
|
2,5 |
0,014 |
0,020 |
0,034 |
0,053 |
0,082 |
||||||||
|
3,0 |
0,017 |
0,024 |
0,042 |
0,065 |
0,101 |
0,148 |
|||||||
|
4,0 |
0,023 |
0,033 |
0,058 |
0,089 |
0,139 |
0,202 |
0,260 |
0,343 |
|||||
|
5,0 |
0,042 |
0,073 |
0,114 |
0,178 |
0,258 |
0,342 |
0,439 |
0,690 |
|||||
|
6,0 |
0,051 |
0,089 |
0,138 |
0,216 |
0,313 |
0,418 |
0,537 |
0,839 |
1,174 |
||||
|
8,0 |
0,121 |
0,188 |
0,293 |
0,424 |
0,569 |
0,735 |
1,147 |
1,509 |
2,816 |
||||
|
10,0 |
0,237 |
0,370 |
0,535 |
0,720 |
0,932 |
1,455 |
2,052 |
3,605 |
5,523 |
||||
|
12,0 |
0,447 |
0,646 |
0,871 |
1,129 |
1,763 |
2,496 |
4,394 |
6,155 |
9,570 |
||||
|
(14,0) |
0,757 |
1,022 |
1,326 |
2,071 |
2,940 |
5,183 |
7,988 |
11,345 |
|||||
|
16,0 |
0,868 |
1,173 |
1,523 |
2,380 |
3,383 |
5,971 |
9,220 |
13,120 |
|||||
|
(18,0) |
1,324 |
1,721 |
2,688 |
3,827 |
6,760 |
10,453 |
14,895 |
||||||
|
20,0 |
1,475 |
1,918 |
2,996 |
4,271 |
7,549 |
11,685 |
16,669 |
||||||
|
(22,0) |
3,304 |
4,714 |
8,338 |
12,918 |
18,444 |
||||||||
|
25,0 |
3,766 |
5,380 |
9,521 |
14,766 |
21,106 |
||||||||
|
(28,0) |
6,046 |
10,704 |
16,615 |
23,768 |
|||||||||
|
30,0 |
6,489 |
11,493 |
17,847 |
25,543 |
|||||||||
|
35,0 |
13,465 |
20,929 |
29,980 |
||||||||||
|
40,0 |
15,436 |
24,010 |
34,417 |
||||||||||
|
45,0 |
27,091 |
38,853 |
|||||||||||
|
50,0 |
30,172 |
43,290 |
|||||||||||
|
55,0 |
47,727 |
||||||||||||
|
60,0 |
52,164 |
||||||||||||
|
Примечание - Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 - для алюминиевого сплава; 0,970 - для бронзы; 1,08 - для латуни. |
|||||||||||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела |