
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ЗУБОШЛИФОВАЛЬНЫЕ
С ЧЕРВЯЧНЫМ КРУГОМ ДЛЯ
ЦИЛИНДРИЧЕСКИХ КОЛЕС
НОРМЫ ТОЧНОСТИ
ГОСТ 13086-77
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАНКИ ЗУБОШЛИФОВАЛЬНЫЕ С ЧЕРВЯЧНЫМ Нормы точности Cylindrical gear grinders with worm
grinding wheel. |
ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 января 1977 г. № 207 срок введения установлен
с 01.07.78
Постановлением Госстандарта СССР от 22.06.88 № 2056 снято ограничение срока действия
Настоящий стандарт распространяется на зубошлифовальные станки с червячным кругом общего назначения, классов точности В, А и С для прямозубых и косозубых цилиндрических колес внешнего зацепления.
Стандарт распространяется на станки, изготовляемые для нужд народного хозяйства и экспорта.
Общие требования к испытаниям станков на точность - по ГОСТ 8-82.
Нормы точности станков классов точности В, А и С не должны превышать значений, указанных в табл. 1 - 17.
(Измененная редакция, Изм. № 2).
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
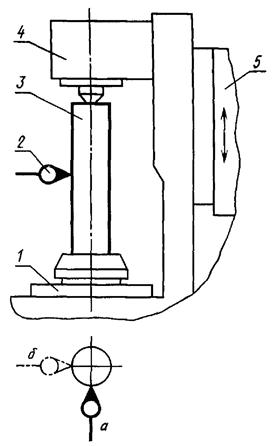
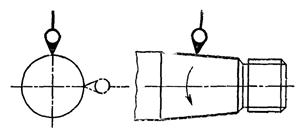
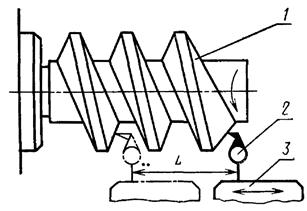
Проверка 1.1. Радиальное биение базирующего отверстия шпинделя изделия или стола:
а) у торца шпинделя;
б) на расстоянии L
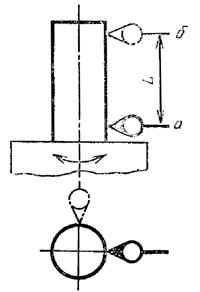
Черт. 1
Таблица 1
|
Номер проверки |
L, мм |
Допуск, мкм, для станков класса точности |
|||
|
В |
А |
С |
|||
|
До 200 |
1.1а |
- |
2,5 |
1,6 |
1,0 |
|
1.1б |
150 |
4 |
2,5 |
1,6 |
|
|
Св. 200 до 320 |
1.1а |
- |
3 |
2 |
1,2 |
|
1.1б |
150 |
5 |
3 |
2,0 |
|
|
Св. 320 до 500 |
1.1а |
- |
4 |
2,5 |
1,6 |
|
1.1б |
200 |
6 |
4 |
2,5 |
|
|
Св. 500 до 800 |
1.1а |
- |
5 |
3 |
2,0 |
|
1.1б |
300 |
8 |
5 |
3,0 |
|
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 15, метод 2 (черт. 1).
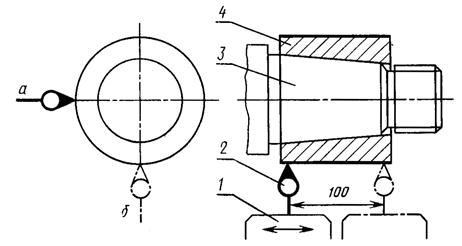
Проверка 1.1.1. Радиальное биение оси вращения шпинделя изделия или стола:
а) у торца;
б) на расстоянии L
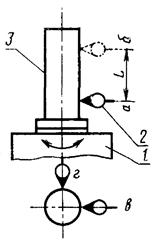
Черт. 1а
Таблица 1а
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер проверки |
L, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|||
|
Св. 320 до 500 |
- |
3 |
2 |
1,2 |
|
|
200 |
5 |
3 |
2,0 |
||
|
Св. 500 до 800 |
- |
4 |
2,5 |
1,6 |
|
|
300 |
6 |
4 |
2,5 |
||
На шпинделе изделия или на столе 1 устанавливают регулируемую контрольную оправку 3 с цилиндрической рабочей частью так, чтобы смещение ее оси с осью вращения шпинделя изделия или стола было максимально возможным. Показывающий измерительный прибор 2 укрепляют так, чтобы его измерительный наконечник касался цилиндрической поверхности справки и был направлен к его оси перпендикулярно образующей. Второй аналогичный измерительный прибор укрепляют под 90° к первому.
Измерения производят двумя измерительными приборами одновременно при нескольких оборотах шпинделя изделия или стола.
Биение определяют как наибольшую алгебраическую разность из двух алгебраических разностей показаний каждого из двух измерительных приборов, установленных в положениях в и г.
Примеры определения отклонения от постоянства положения оси вращения шпинделя изделия или стола приведены в приложении.
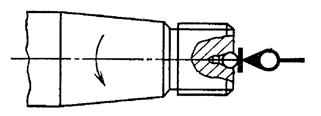
Проверка 1.2. Осевое биение шпинделя изделия или стола
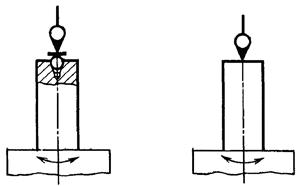
Черт. 2
Таблица 2
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 200 |
2 |
1,2 |
0,8 |
|
Св. 200 » 320 |
2,5 |
1,6 |
1,0 |
|
» 320 » 500 |
3 |
2 |
1,2 |
|
» 500 » 800 |
4 |
2,5 |
1,6 |
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 17, метод 1 (черт. 2).
Проверка 1.3. Соосность отверстия контрподдержки с осью вращения шпинделя изделия или стола:
а) в крайнем верхнем положении контрподдержки;
б) в крайнем нижнем положении контрподдержки
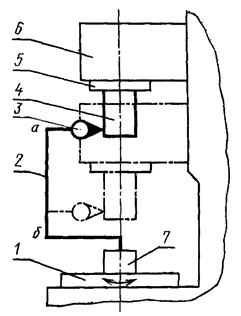
Черт. 3
Таблица 3
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер проверки |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
||
|
До 200 |
1.3а |
6 |
4 |
2,5 |
|
1.3б |
5 |
3 |
2,0 |
|
|
Св. 200 до 320 |
1.3а |
8 |
5 |
3,0 |
|
1.3б |
6 |
4 |
2,5 |
|
|
Св. 320 до 500 |
1.3а |
10 |
6 |
4,0 |
|
1.3б |
8 |
5 |
3,0 |
|
|
Св. 500 до 800 |
1.3а |
12 |
8 |
5,0 |
|
1.3б |
10 |
6 |
4,0 |
|
В базирующее отверстие шпинделя изделия или стола 1 устанавливают оправку 7, на которой укрепляют коленчатую отправку 2 с измерительным прибором 3 так, чтобы его измерительный наконечник касался цилиндрической поверхности контрольной оправки 4, плотно вставленной в коническое отверстие пиноли 5 контр-поддержки 6, и был направлен к ее оси перпендикулярно образующей.
Длину выступающей из пиноли части оправки принимают равной двум диаметрам пиноли.
Контрподдержку перемещают на всю длину хода.
Измерения производят при закрепленной контрподдержке при повороте шпинделя изделия или стола на 360°.
Отклонение от соосности определяют как наибольшую алгебраическую полуразность показаний измерительного прибора в каждом его положении.
Проверка 1.4. Параллельность перемещения салазок изделия или салазок шлифовальной бабки оси центров контрподдержки и шпинделя изделия или стола:
а) в плоскости, проходящей через линию центров и параллельной оси шлифовального шпинделя;
б) в плоскости, проходящей через линию центров и перпендикулярной оси шлифовального шпинделя
Черт. 4
Таблица 4
|
Длина перемещения, мм |
Номер проверки |
Допуск мкм, для станков класса точности |
||
|
В |
А |
С |
||
|
До 160 |
1.4а |
5 |
3 |
2,0 |
|
1.4б |
8 |
5 |
3,0 |
|
|
Св. 160 до 250 |
1.4а |
6 |
4 |
2,5 |
|
1.4б |
10 |
6 |
4,0 |
|
|
Св. 250 до 400 |
1.4а |
8 |
5 |
3,0 |
|
1.4б |
12 |
8 |
5,0 |
|
Между центрами шпинделя изделия или стола 1 и контрподдержкой 4 устанавливают контрольную оправку 3 с цилиндрической рабочей частью и зажимают ее цангой.
На неподвижной части стайка укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей в положениях а и б.
Салазки изделия 5 или салазки шлифовальной бабки перемещают на всю длину хода.
Отклонение от параллельности в каждой плоскости определяют как алгебраическую полусумму двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем до противоположной (при повороте шпинделя изделия или стола на 180°) на длине хода.
Проверка 1.5. Параллельность плоскости поворота шлифовальной бабки плоскости, параллельной оси шлифовального шпинделя и проходящей через линию центров контрподдержки и шпинделя изделия или изделия (для станков с перемещающейся шлифовальной бабкой)
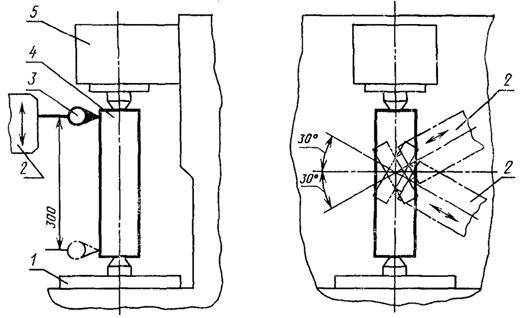
Черт. 5
Допуск на длине 300 мм при наибольшем диаметре обрабатываемого колеса св. 500 до 800 мм для станков класса точности:
В 10 мкм
А 6 мкм
С 4 мкм
Между центрами шпинделя изделия или стола 1 и контрподдержки 5 устанавливают контрольную оправку 4 с цилиндрической рабочей частью.
На салазках шлифовальной бабки 2 укрепляют измерительный прибор 3 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Измерения производят при помощи засечек показаний измерительного прибора в крайних верхнем и нижнем положениях салазок шлифовальной бабки, на длине 300 мм, при ее наклоне на угол 30° поочередно в левое и правое положения (с закреплением ее в этих положениях), перемещая шпиндель шлифовального круга вдоль его оси (с фиксацией показания измерительного прибора в наивысшей точке оправки).
Отклонение от параллельности определяют как алгебраическую полусумму двух алгебраических разностей показаний измерительного прибора, полученных в верхнем и нижнем положениях сначала по одной образующей, а затем по противоположной (при повороте шпинделя изделия или стола на 180°).
Проверка 1.6. Плоскостность рабочей поверхности стола
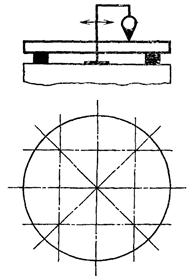
Черт. 6
Таблица 5
|
Длина измерения, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 320 |
6 |
4 |
2,5 |
|
Св. 320 » 500 |
8 |
5 |
3,0 |
|
» 500 » 800 |
10 |
6 |
4,0 |
|
Выпуклость не допускается |
|||
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 4, метод 3 (черт. 6) не менее чем в трех поперечных и продольных и двух диагональных направлениях.
Проверка 1.7. Торцовое биение рабочей поверхности стола
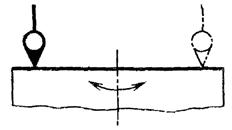
Черт. 7
Допуск при наибольшем диаметре обрабатываемого колеса св. 500 до 800 мм стайкой класса точности:
В 10 мкм
А 6 мкм
С 4 мкм
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 18, метод 1 (черт. 7).
Проверка 1.8. Радиальное биение базирующей конической поверхности шлифовального шпинделя
Черт. 8
Таблица 6
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 320 |
2,5 |
1,6 |
1,0 |
|
Св. 320 » 800 |
4 |
2,5 |
1,6 |
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 15, метод 1 (черт. 8).
Проверка 1.9. Осевое биение шлифовального шпинделя
Черт. 9
Таблица 7
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 320 |
1,2 |
1 |
0,6 |
|
Св. 320 » 800 |
1,6 |
1,2 |
0,8 |
Метод проверки
Измерения - по ГОСТ 22267-76, разд. 17, метод 1 (черт. 9).
Проверка 1.10. Параллельность перемещения салазок механизма правки оси шлифовального шпинделя:
а) в горизонтальной плоскости;
б) в вертикальной плоскости
Черт. 10
Таблица 8
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер проверки |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
||
|
До 800 |
1.10а |
8 |
5 |
3,0 |
|
1.10б |
6 |
4 |
2,5 |
|
На базирующую коническую поверхность шлифовального шпинделя 3, повернутого в горизонтальное положение, плотно устанавливают контрольную втулку 4 с цилиндрической рабочей поверхностью.
На салазках 1 механизма правки укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности втулки и был направлен к ее оси перпендикулярно образующей.
Салазки перемещают на длину 100 мм.
Отклонение от параллельности в каждой плоскости определяют как алгебраическую полусумму двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шлифовального шпинделя на 180°).
Проверка 1.11. Прямолинейность перемещения штанг алмазодержателя механизма правки

Черт. 11
Допуск при наибольшем диаметре обрабатываемого колеса до 800 мм для станков класса точности:
В и А 1 мкм
С 0,6 мкм
Поверочную линейку 1 устанавливают так, чтобы показания измерительного прибора 2 на концах линейки были одинаковыми.
Измерительный прибор укрепляют на штанге 3 (5) алмазодержателя механизма правки 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей.
Штангу перемещают на всю длину хода.
Отклонение от прямолинейности определяют как наибольшую алгебраическую разность показаний измерительного прибора на длине хода каждой штанги.
Примечание. Проверку производят вне станка.
Проверка 1.12. Точность связанного поворота шпинделя изделия или стола относительно шпинделя шлифовального круга:
а) кинематическая;
б) циклическая
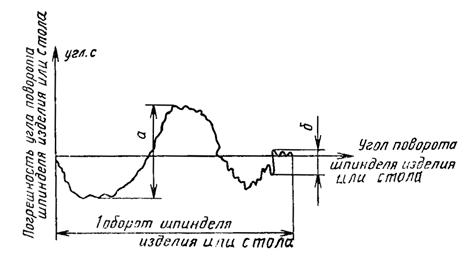
Черт. 12
Таблица 9
|
Наибольший диаметр обрабатываемого колеса, мм |
Номер проверки |
Допуск, угл. с, для станков класса точности |
||
|
В |
А |
С |
||
|
До 200 |
1.12а |
30 |
20 |
12,0 |
|
1.12б |
10 |
6 |
4,0 |
|
|
Св. 200 до 320 |
1.12а |
25 |
16 |
10,0 |
|
1.12б |
8 |
5 |
3,0 |
|
|
Св. 320 до 500 |
1.12а |
20 |
12 |
8,0 |
|
1.12б |
6 |
4 |
2,5 |
|
|
Св. 500 до 800 |
1.12а |
16 |
10 |
6,0 |
|
1.12б |
5 |
3 |
2,0 |
|
Проверку производят угломерным прибором, непрерывно или периодически указывающим погрешность поворота (например, кинематомером соответствующего типа).
Станок во время проверки настраивают на обработку образца-изделия (размеры образца-изделия см. в разд. 2).
Измерения кинематической и циклической погрешностей производят за один оборот шпинделя изделия или стола.
Отклонение определяют как наибольшую алгебраическую разность:
а) ординат графика за один оборот шпинделя изделия или стола;
б) соседних ординат графика, соответствующих частоте вращения кинематических элементов цепи обката.
Примечание. При отсутствии приборов проверку заменяют проверкой точности и шероховатости обработки образца-изделия (см. проверки 2.1 и 2.2). Проверка проводится при всех испытаниях, кроме приемо-сдаточных.
Проверка 1.13. Точность связанного поворота шлифовального шпинделя относительно прямолинейного перемещения салазок механизма правки
Черт. 13
Таблица 10
|
Наибольший диаметр обрабатываемого колеса, мм |
L, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
||
|
До 320 |
20 |
2 |
1,2 |
0,8 |
|
Св. 320 » 800 |
40 |
3 |
2 |
1,2 |
На базирующую коническую поверхность шлифовального шпинделя плотно устанавливают эталонный червяк 1.
На салазках 3 механизма правки укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался боковой поверхности витка эталонного червяка, а направление измерения было параллельно оси червяка.
Гитару механизма правки настраивают на шаг эталонного червяка. Шлифовальный шпиндель приводят во вращение, через гитару перемещают салазки механизма правки на длину L.
Отклонение определяют как наибольшую алгебраическую разность показаний измерительного прибора на длине L (на любом участке хода салазок механизма правки).
Допускается применение специального кинематомера для проверки кинематической точности связанного вращательного и поступательного перемещения.
Примечание. При отсутствии эталонного червяка проверку заменяют проверкой точности шероховатости обработки образца-изделия (см. проверку 2.3). Проверка проводится при всех испытаниях, кроме приемо-сдаточных.
Проверка 1.14. Точность связанного перемещения салазок изделия или салазок шлифовальной бабки относительно поворота шпинделя изделия или стола (для станков с дифференциалом):
а) кинематическая
б) циклическая
Таблица 11а
Проверка 1.14а
|
Длина перемещения, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 100 |
5 |
3 |
2,0 |
|
Св. 100 » 160 |
6 |
4 |
2,5 |
|
» 160 » 250 |
8 |
5 |
3,0 |
|
» 250 » 400 |
10 |
6 |
4,0 |
Таблица 12
Проверка 1.14б
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 200 |
2 |
1,2 |
0,8 |
|
Св. 200 » 320 |
2,5 |
1,6 |
1,0 |
|
» 320 » 500 |
3 |
2 |
1,2 |
|
» 500 » 800 |
4 |
2,5 |
1,6 |
Проверку производят точным прибором, обеспечивающим непрерывную запись результатов измерения (например, устройством типа линейно-кругового кинематомера).
Цепь подач настраивают таким образом, чтобы за каждый поворот шпинделя изделия салазки изделия или стола или салазки шлифовальной бабки перемещались на длину хода, некратную шагу ходового винта или рейки.
Отклонение определяют как наибольшую алгебраическую разность:
а) ординат графика на длине перемещения;
б) соседних ординат графика.
Примечание. При отсутствии приборов проверку заменяют проверкой точности и шероховатости обработки образца-изделия (см. проверку 2.4). Проверка проводится при всех испытаниях, кроме приемо-сдаточных.
(Измененная редакция, Изм. № 1, 2).
2. ПРОВЕРКА ТОЧНОСТИ И ШЕРОХОВАТОСТИ ОБРАБОТКИ ОБРАЗЦА-ИЗДЕЛИЯ
На стайке шлифуется (при чистовом режиме шлифования) образец - стальное закаленное прямозубое колесо с размерами: D = (0,5 - 1) Dнаиб, m = 0,6 mнаиб и b ³ 0,1 Dнаиб, где Dнаиб, mнаиб - соответственно наибольший диаметр и наибольший модуль устанавливаемого на станке изделия; D, m, В - соответственно диаметр, модуль и ширина зубчатого венца образца-изделия.
Число зубьев z образца-изделия выбирают таким образом, чтобы оно не было равным или кратным числу зубьев делительного колеса.
Примечание. Для пересчета допускаемых отклонений, заданных в угловых секундах, в микрометры следует пользоваться формулой
D = ![]() ,
,
где d - делительный диаметр образца-изделия, мм;
D - допускаемое отклонение, мкм;
D¢ - допускаемое отклонение, угл. с.
Проверка 2.1. Точность положения профилей соседних зубьев. Разность соседних окружных шагов.
Таблица 13
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, угл. с, для станков классов точности |
||
|
В |
А |
С |
|
|
До 200 |
12 |
8 |
5,0 |
|
Св. 200 » 320 |
10 |
6 |
4,0 |
|
» 320 » 500 |
8 |
5 |
3,0 |
|
» 500 » 800 |
6 |
4 |
2,5 |
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором.
Отклонение определяют как наибольшую разность между соседними окружными шагами.
Примечание. При переходе к отклонению шага fpt по ГОСТ 1643-81 следует пользоваться формулой
fп = l,4úfptú,
где fп - разность соседних окружных шагов.
Проверка 2.2. Точность положения профилей зубьев на всей окружности. Накопленная погрешность окружного шага
Таблица 14
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, угл. с, для станков классов точности |
||
|
В |
А |
С |
|
|
До 200 |
40 |
25 |
16,0 |
|
Св. 200 » 320 |
30 |
20 |
12,0 |
|
» 320 » 500 |
25 |
16 |
10,0 |
|
» 500 » 800 |
20 |
12 |
8,0 |
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором, позволяющим определить точность положения их профилей непосредственно или с последующим пересчетом.
Отклонение определяют как наибольшую алгебраическую разность накопленных погрешностей окружных шагов по всей окружности колеса.
Проверка 2.3. Точность профиля зуба
Таблица 15
|
Наибольший диаметр обрабатываемого колеса, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 200 |
5 |
3 |
3,0 |
|
Св. 200 » 320 |
6 |
4 |
4,0 |
|
» 320 » 500 |
8 |
5 |
5,0 |
|
» 500 » 800 |
10 |
6 |
6,0 |
Измерения производят по обоим профилям зубьев на эвольвентомере. Проверку производят не менее, чем на 4-х зубьях, расположенных под углом 90° на окружности образца-изделия.
Погрешность профиля зуба определяют как наибольшее расстояние по нормали между двумя теоретическими профилями зуба, прилегающими к его фактическому профилю.
Проверка 2.4. Точность направления зуба
Таблица 16
|
Ширина зубчатого венца-образца, мм |
Допуск, мкм, для станков класса точности |
||
|
В |
А |
С |
|
|
До 30 |
5 |
3 |
2,0 |
|
Св. 30 » 40 |
6 |
4 |
2,5 |
|
» 40 » 60 |
8 |
5 |
3,0 |
|
» 60 » 100 |
10 |
6 |
4,0 |
|
» 100 » 160 |
12 |
8 |
5,0 |
|
» 160 » 250 |
16 |
10 |
6,0 |
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором.
Проверку производят не менее, чем на 4-х зубьях, расположенных под углом 90° на окружности образца-изделия.
Погрешность направления зуба определяют как наибольшее расстояние по нормали между двумя теоретическими направлениями зуба, прилегающими к его фактическому направлению.
Проверка 2.5. Параметр шероховатости Ra обработанной поверхности зуба
Таблица 17
|
Параметр шероховатости Ra по ГОСТ 2789-73, мкм, для станков классов точности |
||
|
В, А |
С |
|
|
До 800 |
0,63 |
0,4 |
Проверку шероховатости обработанной поверхности производят по обоим профилям зубьев при помощи универсальных средств измерения шероховатости поверхности не менее, чем на 4-х зубьях, расположенных под углом 90° на окружности образца-изделия.
(Измененная редакция, Изм. № 1, 2).
ПРИЛОЖЕНИЕ
Справочное
Пример определения отклонения от постоянства положения оси вращения шпинделя изделия (стола) (проверка 1.1.1)
Измерения проводились у торца стола одновременно двумя измерительными приборами в и г при трех его оборотах.
|
Номер измерения |
Угловое положение стола |
Показания измерительного прибора в положении в, мкм |
Показания измерительного прибора в положении г, мкм |
||||||
|
при обороте стола |
среднее арифметическое |
при обороте стола |
среднее арифметическое |
||||||
|
1 |
2 |
3 |
1 |
2 |
3 |
||||
|
1 |
0° |
-1,0 |
-1,3 |
-1,3 |
-1,2 |
+0,9 |
+0,9 |
+0,9 |
+0,9 |
|
2 |
45° |
-0,5 |
-0,5 |
-0,5 |
-0,5 |
+2,0 |
+2,1 |
+2,0 |
+2,0 |
|
3 |
90° |
+ 1,0 |
+1,0 |
+1,1 |
+1,0 |
+3,2 |
+3,1 |
+3,1 |
+3,1 |
|
4 |
135° |
+2,3 |
+2,2 |
+2,2 |
+2,2 |
+2,4 |
+2,2 |
+2,3 |
+2,3 |
|
5 |
180° |
+2,7 |
+2,9 |
+2,8 |
+2,8 |
+1,0 |
+1,1 |
+1,1 |
+1,1 |
|
6 |
225° |
+2,5 |
+2,4 |
+2,4 |
+2,4 |
-0,5 |
-0,6 |
-0,6 |
-0,6 |
|
7 |
270° |
+0,8 |
+0,9 |
+1,0 |
+0,9 |
-1,1 |
-0,9 |
-1,0 |
-1,0 |
|
8 |
315° |
-0,1 |
-0,2 |
-0,2 |
-0,2 |
-0,3 |
-0,4 |
-0,3 |
-0,3 |
По значениям средних арифметических показаний измерительных приборов для каждого углового положения оси вращения шпинделя изделия (стола), строят график в прямоугольной системе координат (см. чертеж).
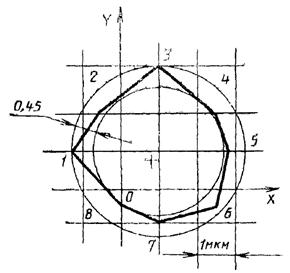
Отклонение от постоянства положения оси вращений шпинделя изделия (стола) при его повороте равно 0,45 мкм.
Примечание. Рекомендуется графическое построение для определения положения проверяемой оси вращения проводить в масштабе 1000:1.
(Введено дополнительно Изм. № 2).
СОДЕРЖАНИЕ