ГОСТ 11738-84
(ИСО 4762-77)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ВИНТЫ С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ
И ШЕСТИГРАННЫМ УГЛУБЛЕНИЕМ
ПОД КЛЮЧ КЛАССА ТОЧНОСТИ А
КОНСТРУКЦИЯ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО
СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
Дата введения 01.01.85
1. Настоящий стандарт распространяется на винты с цилиндрической головкой
и шестигранным углублением под ключ с диаметром резьбы от 3 до 36 мм.
Стандарт полностью
соответствует СТ СЭВ 2662-80.
Стандарт соответствует международному
стандарту ИСО 4762-77, за исключением предельных отклонений размера под ключ.
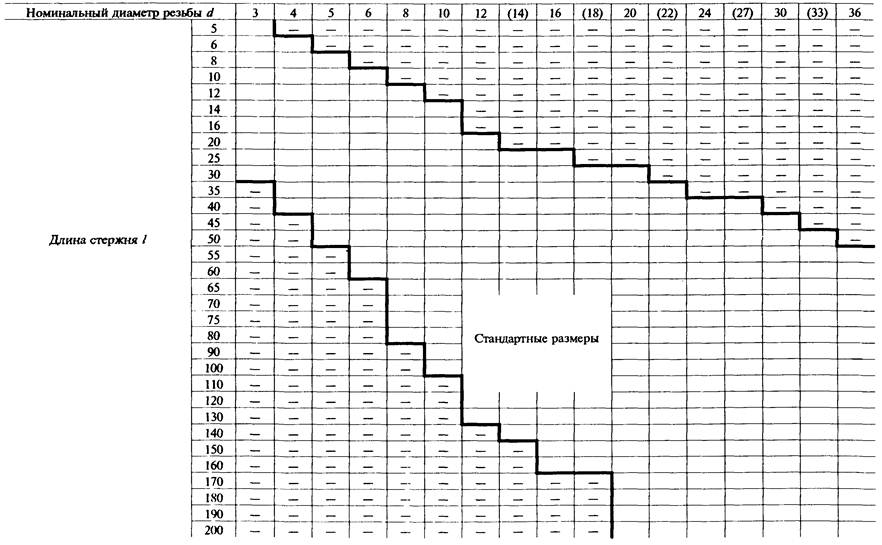
2. Конструкция и размеры винтов должны
соответствовать указанным на чертеже и в таблице.
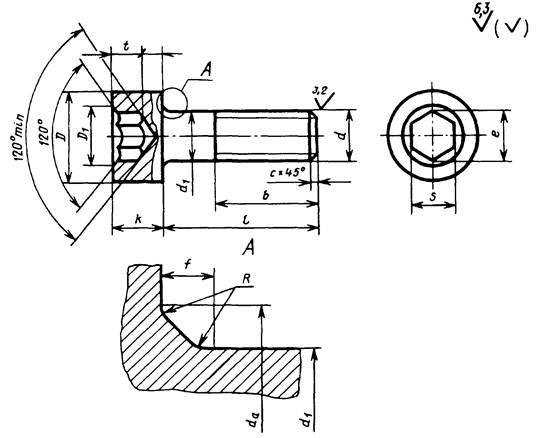
Вариант изготовления углубления
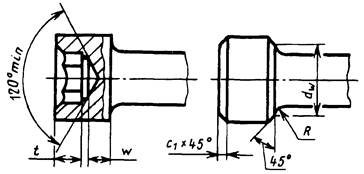
Варианты изготовления
головки
Пример условного
обозначения
винта с диаметром резьбы d
= 12 мм, с полем допуска резьбы 6g, длиной l = 40 мм,
класса прочности 6.8, без покрытия:
Винт M12-6g´40.68 ГОСТ 11738-84
То же, класса прочности 10.9 из стали
марки 30ХГСА, с покрытием окисным пропитанным маслом:
Винт M12-6g´40.109.30ХГСА.05 ГОСТ 11738-84
3. Резьба - по ГОСТ 24705, сбег и недорез резьбы - нормальный по ГОСТ 27148.
2, 3. (Измененная редакция, Изм. № 1).
4. Допуски и методы контроля размеров и
отклонений формы и расположения поверхностей - по ГОСТ 1759.1.
5. Неуказанные допуски угловых размеров  .
.
6. Дефекты поверхности и методы контроля -
по ГОСТ 1759.2.
7. Допускается изготовлять винты с
диаметром гладкой части стержня d1, равным диаметру стержня под накатывание
метрической резьбы, - по ГОСТ 19256.
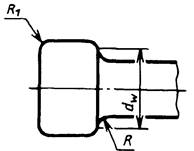
8. Фаска или скругление опорной плоскости головки должны быть до диаметра dw.
9. Форма дна шестигранного углубления -
произвольная.
10. Механические свойства винтов должны
соответствовать классам прочности 8.8 и 12.9. Допускается изготовлять винты с механическими
свойствами, соответствующими классам прочности 5.6; 6.8 и 10.9.
11. Винты должны изготовляться с покрытиями:
цинковым хроматированным, кадмиевым хроматированным, окисным пропитанным маслом или без покрытия.
12. Остальные технические требования - по ГОСТ 1759.0.
11, 12. (Измененная редакция, Изм. № 1).
13. Теоретическая масса винтов указана в
приложении.
Справочное
|
l, мм
|
Масса 1000 шт. винтов, кг ≈, для d, мм
|
|
3
|
4
|
5
|
6
|
8
|
10
|
12
|
(14)
|
16
|
(18)
|
20
|
(22)
|
24
|
(27)
|
30
|
(33)
|
36
|
|
5
|
0,72
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
0,76
|
1,54
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
8
|
0,85
|
1,70
|
2,90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
10
|
0,94
|
1,85
|
3,15
|
4,90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
1,03
|
2,01
|
3,39
|
5,25
|
10,99
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
14
|
1,11
|
2,16
|
3,64
|
5,60
|
11,63
|
20,40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
16
|
1,20
|
2,31
|
3,89
|
5,96
|
12,26
|
21,40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
20
|
1,38
|
2,63
|
4,38
|
6,66
|
13,54
|
23,51
|
34,16
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
25
|
1,68
|
3,01
|
5,00
|
7,54
|
15,13
|
25,92
|
37,80
|
55,57
|
78,90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
30
|
1,96
|
3,61
|
5,86
|
8,42
|
16,72
|
28,43
|
41,43
|
60,54
|
85,56
|
117,07
|
152,62
|
-
|
-
|
-
|
-
|
-
|
-
|
|
35
|
-
|
4,10
|
6,63
|
9,81
|
18,31
|
30,94
|
45,07
|
65,51
|
92,22
|
125,33
|
163,03
|
213,60
|
265,87
|
-
|
-
|
-
|
-
|
|
40
|
-
|
4,60
|
7,40
|
10,92
|
20,82
|
33,45
|
48,71
|
70,48
|
98,88
|
133,60
|
173,43
|
226,40
|
280,85
|
384,92
|
-
|
-
|
-
|
|
45
|
-
|
-
|
8,17
|
12,03
|
22,79
|
37,44
|
52,34
|
75,45
|
105,54
|
141,86
|
183,84
|
239,19
|
295,83
|
404,26
|
535,24
|
-
|
-
|
|
50
|
-
|
-
|
8,94
|
13,13
|
24,76
|
40,52
|
58,22
|
80,42
|
112,20
|
150,12
|
194,24
|
251,98
|
310,82
|
423,59
|
558,92
|
729,15
|
-
|
|
55
|
-
|
-
|
-
|
14,24
|
26,73
|
43,60
|
62,66
|
8539
|
118,86
|
158,38
|
204,64
|
264,77
|
325,80
|
442,93
|
58261
|
758,24
|
928,82
|
|
60
|
-
|
-
|
-
|
15,35
|
28,70
|
46,69
|
67,10
|
94,64
|
129,45
|
166,65
|
215,05
|
277,57
|
340,78
|
461,11
|
606,29
|
787,33
|
963,20
|
|
65
|
-
|
-
|
-
|
-
|
30,68
|
49,77
|
71,53
|
100,67
|
137,34
|
180,76
|
230,45
|
290,36
|
355,76
|
481,60
|
629,98
|
816,42
|
997,57
|
|
70
|
-
|
-
|
-
|
-
|
32,65
|
52,85
|
75,97
|
106,71
|
145,22
|
190,74
|
242,77
|
303,15
|
370,74
|
500,94
|
653,67
|
845,51
|
1031,95
|
|
75
|
-
|
-
|
-
|
-
|
34,62
|
55,93
|
80,41
|
112,75
|
153,11
|
200,72
|
255,09
|
324,00
|
385,72
|
520,27
|
677,36
|
874,60
|
1066,80
|
|
80
|
-
|
-
|
-
|
-
|
36,59
|
59,01
|
84,84
|
118,79
|
161,00
|
210,71
|
267,42
|
338,91
|
400,70
|
539,61
|
701,04
|
903,69
|
1100,71
|
|
90
|
-
|
-
|
-
|
-
|
-
|
65,17
|
93,72
|
130,87
|
176,77
|
230,67
|
292,07
|
368,74
|
447,26
|
578,28
|
748,42
|
961,87
|
1169,46
|
|
100
|
-
|
-
|
-
|
-
|
-
|
71,33
|
102,59
|
142,95
|
192,55
|
250,64
|
316,72
|
398,56
|
482,76
|
638,21
|
818,43
|
1020,05
|
1238,21
|
|
110
|
-
|
-
|
-
|
-
|
-
|
-
|
111,46
|
155,03
|
208,32
|
270,60
|
341,37
|
428,39
|
518,25
|
683,13
|
873,89
|
1078,24
|
1306,96
|
|
120
|
-
|
-
|
-
|
-
|
-
|
-
|
120,34
|
167,10
|
224,10
|
290,57
|
366,01
|
458,21
|
553,75
|
728,05
|
929,35
|
1173,91
|
1383,77
|
|
130
|
-
|
-
|
-
|
-
|
-
|
-
|
129,21
|
179,18
|
239,88
|
310,54
|
390,66
|
488,04
|
589,24
|
772,98
|
984,81
|
1241,01
|
1495,58
|
|
140
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
191,26
|
255,65
|
330,50
|
415,31
|
517,86
|
624,74
|
817,90
|
1040,27
|
1308,12
|
1575,44
|
|
150
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
271,43
|
350,47
|
439,96
|
547,69
|
660,23
|
862,82
|
1095,73
|
1375,23
|
1655,30
|
|
160
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
287,20
|
370,43
|
464,61
|
577,51
|
695,73
|
907,75
|
1151,19
|
1442,34
|
1735,16
|
|
170
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
489,25
|
607,34
|
731,22
|
952,67
|
1206,65
|
1509,44
|
1815,03
|
|
180
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
513,90
|
637,17
|
766,71
|
997,59
|
1262,11
|
1576,55
|
1894,89
|
|
190
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
538,55
|
666,99
|
802,21
|
1042,52
|
1317,57
|
1643,66
|
1977,75
|
|
200
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
563,20
|
696,82
|
837,70
|
1087,44
|
1373,03
|
1710,77
|
2054,61
|
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и
инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.Г. Серегин, A.M. Свиридов, Н.И. Антонова, Т.Н. Купцова
2.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от
07.02.84 № 432
3.
Стандарт полностью соответствует СТ СЭВ 2662-80
4. В
стандарт введен международный стандарт ИСО 4762-77
5.
ВЗАМЕН ГОСТ 11738-72
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ
7. Ограничение срока действия
снято по протоколу № 4-93 Межгосударственного
Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
8.
ПЕРЕИЗДАНИЕ (январь 1999 г.) с Изменением № 1, утвержденным в марте 1989 г.
(ИУС 5-89)