
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ЦИНКОВЫЕ КОТЕЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1150-72
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
Изменение № 2 ГОСТ 1150-72 Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 7 от 26.04.95)
Зарегистрировано Техническим секретариатом МГС № 1621
За принятие проголосовали:
|
Наименование национального органа по стандартизации |
|
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Российская Федерация |
Госстандарт России |
|
Украина |
Госстандарт Украины |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Технические условия Boiler zinc plates. Specifications |
ГОСТ Взамен ГОСТ 1150-41 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 апреля 1972 г. № 721 дата введения установлена
Ограничение срока действия снято по Протоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий стандарт распространяется на цинковые котельные плиты, изготовленные прокаткой и применяемые в судостроительной промышленности в качестве протекторов для защиты котлов и других нагревательных устройств от коррозии.
(Измененная редакция, Изм. № 1).
1. СОРТАМЕНТ
1.1. Размеры плит и предельные отклонения по ним должны соответствовать указанным в таблице 1.
Таблица 1
мм
|
Предельное отклонение по толщине |
Длина плит при ширине |
Предельное отклонение по ширине и длине |
|||||||
|
150 |
200 |
225 |
250 |
300 |
365 |
400 |
|||
|
12 |
-0,9 |
300 |
- |
- |
- |
- |
- |
- |
-10 |
|
13 |
-0,9 |
300 |
- |
- |
- |
- |
- |
- |
-10 |
|
15 |
-1,0 |
300 |
- |
- |
- |
500 |
- |
500 |
-10 |
|
20 |
-1,0 |
300 |
- |
- |
250 |
- |
365 |
- |
-14 |
|
22 |
-1,5 |
300 |
- |
- |
- |
- |
- |
- |
-14 |
|
25 |
-1,7 |
300 |
200 |
225 |
- |
450 |
- |
- |
-14 |
|
30 |
-1,7 |
- |
- |
- |
- |
450 |
- |
- |
-14 |
Примечание. Теоретическая масса 1 м2 плит приведена в приложении.
Условное обозначение плит проставляют по схеме
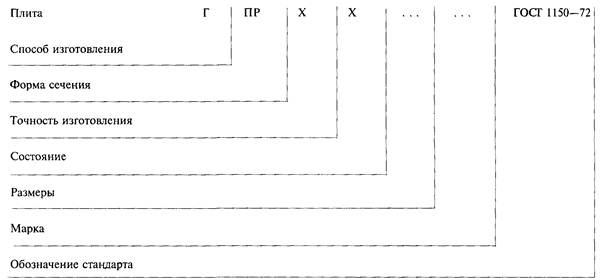
при следующих сокращениях:
способ изготовления:
горячекатаный - Г;
форма сечения:
прямоугольная - ПР.
Вместо отсутствующих данных (точности изготовления и состояния) ставится знак «X».
Пример условного обозначения плиты горячекатаной, прямоугольной, толщиной 25 мм, шириной 300 мм, длиной 450 мм из цинка марки Ц0:
Плита ГПРХХ 25´300´450 Ц0 ГОСТ 1150-72.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Плиты изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Плиты изготовляют из цинка марок Ц0 и Ц1 с химическим составом по ГОСТ 3640-94.
2.2. Поверхность плит должна быть гладкой и чистой, свободной от загрязнений, затрудняющих осмотр, без плен, трещин, раковин, расслоений, вмятин и посторонних включений.
На поверхности не допускаются дефекты, если они при контрольной зачистке выводят толщину плиты за предельные отклонения.
2.3. Плиты должны быть ровно обрезаны и не должны иметь заусенцев. Косина реза не должна выводить плиту за предельные отклонения по ширине и длине.
2.1 - 2.3. (Измененная редакция, Изм. № 1).
2.4. Плиты должны быть плоскими. Прогиб не должен превышать:
2 мм - для плит толщиной до 20 мм;
3 мм - для плит толщиной более 20 мм.
(Измененная редакция, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Плиты принимают партиями. Партия должна состоять из плит одного размера, одной марки цинка и сопровождаться документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение плит;
номер партии;
массу нетто партии.
3.2. Для проверки химического состава отбирают три плиты от партии.
Допускается изготовителю проводить проверку химического состава на пробах от расплавленного металла.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Проверке внешнего вида подвергают каждую плиту. Проверке прогиба подвергают 3 плиты от партии.
Для контроля толщины плит применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242-72 с приемочным уровнем дефектности 4 %. Отбор плит в выборку осуществляют «вслепую» (методом наибольшей объективности) по ГОСТ 18321-73.
Если объем партии не превышает трех плит, проверке подвергают каждую плиту.
Количество отбираемых плит определяют по табл. 2.
Таблица 2
шт.
|
Количество контролируемых плит |
|
|
4 - 25 |
3 |
|
26 - 90 |
13 |
|
91 - 150 |
20 |
Количество контролируемых точек на каждой отобранной плите определяется в зависимости от числа участков длиной 100 мм по периметру плиты.
При длине периметра, не кратной 100 мм, конечный участок длиной менее 100 мм принимается за один участок.
Допускается изготовителю при получении неудовлетворительного результата на одной из плит контролировать каждую плиту.
Допускается на предприятии-изготовителе контроль толщины плит проводить в процессе производства.
(Измененная редакция, Изм. № 2).
3.4. При получении неудовлетворительных результатов испытания химического состава и стрелы прогиба по ним проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяются на всю партию.
(Измененная редакция, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр поверхности плит производят без применения увеличительных приборов.
(Измененная редакция, Изм. № 1).
4.2. Измерение толщины плит производят штангенциркулем по ГОСТ 166-89 на расстоянии не менее 15 мм от края и не менее 50 мм от угла плиты в трех точках.
Измерение ширины и длины плит производят измерительной линейкой по ГОСТ 427-75 или штангенциркулем по ГОСТ 166-89.
Допускается на предприятии-изготовителе контролировать толщину плит в процессе производства другими средствами измерения, обеспечивающими необходимую точность.
(Измененная редакция, Изм. № 2).
4.3. Химический состав плит определяют по ГОСТ 19251.0-79 - ГОСТ 19251.6-79.
Допускается изготовителю проводить определение химического состава другими методами, не уступающими по точности.
Отбор проб для определения химического состава проводят по ГОСТ 24231-80.
(Измененная редакция, Изм. № 1).
4.4. Измерение прогиба плит проводят по ГОСТ 26877-91.
(Измененная редакция, Изм. № 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На конце каждой плиты или при транспортировании в ящиках на конце верхней плиты не смываемой водой краской или на прочно приклеенном ярлыке должны быть нанесены:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение плит;
номер партии;
штамп технического контроля.
5.2. При железнодорожных перевозках мелкими или малотоннажными отправками плиты должны быть упакованы в плотные дощатые ящики типов II-1, II-2, III-1, III-2 по ГОСТ 2991-85, или деревянные ящики типов I-1, I-2 по ГОСТ 10198-91.
При перевозках повагонно или другим видом транспорта плиты транспортируют без упаковки или в ящиках тех же типов.
Размеры ящиков - по ГОСТ 21140-88 или по другой нормативно-технической документации.
Масса брутто плит в ящике не должна превышать 80 кг. При механизированной погрузке и выгрузке масса брутто ящика должна быть не более 1250 кг.
5.3. Допускается плиты упаковывать в контейнеры по ГОСТ 18477-79 или по нормативно-технической документации без упаковки в ящики. При этом плиты должны быть уложены и укреплены таким образом, чтобы они не перемещались при транспортировании.
5.1 - 5.3 (Измененная редакция, Изм. № 1).
5.4. Грузовые места должны быть сформированы в транспортные пакеты в соответствии с требованиями ГОСТ 26663-85, масса и габаритные размеры пакетов - по ГОСТ 26663-85.
Пакетирование должно осуществляться на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков сечением не менее 50´50 мм и длиной, равной ширине грузового места.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размерами не менее 0,5´30 мм по ГОСТ 3560-73. Концы обвязочной проволоки скрепляются скруткой не менее пяти витков, ленты - в замок.
(Измененная редакция, Изм. № 1, 2).
5.5. Упаковка плит для районов Крайнего Севера и труднодоступных районов проводится в соответствии с требованиями ГОСТ 15846-79, группа металлов и металлических изделий.
(Измененная редакция, Изм. № 1).
5.6. Транспортная маркировка - по ГОСТ 14192-96 с нанесением манипуляционного знака «Беречь от влаги».
При транспортировании грузов воздушным транспортом ярлык должен быть деревянным или металлическим и крепиться с двух сторон.
(Измененная редакция, Изм. № 1, 2).
5.7. В каждый контейнер должен быть вложен упаковочный лист с указанием данных, перечисленных в п. 5.1, а также массы партии (нетто).
(Измененная редакция, Изм. № 1).
5.8. Транспортирование плит производят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При соблюдении указанных условий хранения потребительские свойства плит при хранении не изменяются.
(Измененная редакция, Изм. № 1, 2).
5.9. Плиты хранят в крытых помещениях.
При хранении плиты должны быть защищены от действия влаги, механических повреждений и активных химических реагентов.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Справочное
Теоретическая масса 1 м2 плит
|
Масса 1 м2 плит, кг |
|
|
12 |
86,4 |
|
13 |
93,6 |
|
15 |
108,0 |
|
20 |
144,0 |
|
22 |
158,4 |
|
25 |
180,0 |
|
30 |
216,0 |
Примечание. Масса 1 м2 плит вычислена при плотности цинка равной 7,2 г/см3.
ПРИЛОЖЕНИЕ (Введено дополнительно. Изм. № 2).
СОДЕРЖАНИЕ