
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ
ИЗ АЛЮМИНИЕВОЙ
БРОНЗЫ ДЛЯ ПРУЖИН
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1048-79
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЛЕНТЫ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ Технические условия Strips of aluminium bronze for springs. |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 05.06.79 № 2020 срок введения установлен
с 01.01.81
Проверен в 1985 г. Постановлением Госстандарта от 26.06.85 № 1949 срок действия продлен
до 01.01.96
Настоящий стандарт распространяется на холоднокатаные ленты из алюминиевой бронзы марки БрА7, применяемые для изготовления пружин.
1. СОРТАМЕНТ
1.1. Толщина лент и предельные отклонения по толщине должны соответствовать указанным в табл. 1.
Таблица 1
мм
|
Предельные отклонения по толщине ленты |
||
|
нормальной точности |
повышенной точности |
|
|
0,10 |
-0,02 |
-0,01 |
|
0,15 |
-0,03 |
-0,02 |
|
0,20 |
||
|
0,25 |
||
|
0,30 |
||
|
0,35 |
-0,04 |
-0,03 |
|
0,40 |
||
|
0,45 |
||
|
0,50 |
-0,05 |
-0,04 |
|
0,60 |
||
|
0,70 |
-0,06 |
-0,05 |
|
0,80 |
||
|
1,00 |
-0,08 |
-0,06 |
|
1,20 |
||
|
1,40 |
-0,09 |
-0,08 |
|
1,50 |
||
|
1,60 |
||
|
1,80 |
-0,11 |
-0,09 |
|
2,00 |
||
1.2. Ширина лент и предельные отклонения по ширине в зависимости от толщины должны соответствовать указанным в табл. 2.
Таблица 2
мм
|
Предельные отклонения по ширине при толщине ленты |
||
|
от 0,10 до 1,00 |
св. 1,00 до 2,00 |
|
|
10, 20, 22, 25, 28, 30, 32, 36, 40, 45, 50, 56, 63, 71, 80, 90, 100, 110, 125, 140, 160 |
-0,5 |
-0,8 |
|
180, 200, 220, 250, 280, 300 |
-0,8 |
-1,0 |
Примечания:
1. Ленты толщиной 0,10 - 0,45 мм изготовляют шириной 10 - 250 мм, ленты толщиной 0,50 - 2,00 мм - шириной 20 - 300 мм.
2. Теоретическая масса 1 м2 лент приведена в приложении 1.
1.3. Длина лент должна быть не менее 10 м. Допускаются ленты длиной от 1 до 10 м в количестве не более 10 % массы партии. Условные обозначения проставляют по схеме:
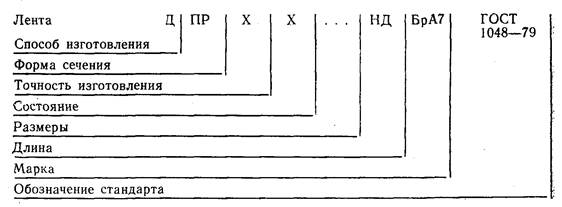
При следующих сокращениях:
способ изготовления: холоднодеформированная
(холоднокатаная) - Д
форма сечения: прямоугольная - ПР
точность изготовления: повышенная - П
нормальная - Н
состояние: термообработанная - Р
твердая - Т
особотвердая - О
длина: немерная - НД.
Примеры условных обозначений:
Лента нормальной точности изготовления, твердая, толщиной 0,30 мм, шириной 200 мм:
Лента ДПРНТ 0,30´200 НД БрА7 ГОСТ 1048-79
То же, повышенной точности изготовления термообработанная, толщиной 0,30 мм, шириной 200 мм:
Лента ДПРПР 0,30´200 НД БрА7 ГОСТ 1048-79.
1.1 - 1.3. (Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из алюминиевой бронзы марки БрА7 с химическим составом по ГОСТ 18175-78.
(Измененная редакция, Изм. № 1).
2.2. Ленты изготовляют термообработанными, твердыми и особотвердыми.
Твердые ленты - толщиной от 0,10 до 1,5 мм включительно.
Особотвердые - толщиной от 0,10 до 1,2 мм включительно.
2.3. Поверхность лент должна быть чистой и гладкой.
Допускаются отдельные мелкие поверхностные дефекты, не выводящие ленты при контрольной зачистке за предельные отклонения по толщине, а также допускаются малозначительные местные потемнения, цвета побежалости и следы невыгоревшей смазки.
Допускается устанавливать качество поверхности лент по образцам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 1).
2.4. Ленты должны быть ровно обрезаны. Допускаются малозначительные заусенцы.
Волнистая и рваная кромка не допускается.
На торцах рулонов допускаются отдельные забоины, не препятствующие разматыванию рулона и не выводящие ленту за предельные отклонения по ширине.
Допускается небольшая волнистость кромки, исчезающая при изгибе лент.
(Измененная редакция, Изм. № 2).
2.5. Механические свойства лент должны соответствовать указанным в табл. 3.
Таблица 3
|
Толщина ленты, мм |
Временное сопротивление σв, МПа (кгс/мм2) |
Предел текучести (σ0,2), МПа (кгс/мм2) |
Относительное удлинение δ, %, не менее |
|
|
Термообработанный |
Менее 0,5 |
Не менее 590 (60) |
Не менее 490 (50) |
5 |
|
0,5 и более |
10 |
|||
|
Твердый |
Менее 0,5 |
590 - 780 (60 - 80) |
510 - 760 (52 - 77) |
3 |
|
0,5 и более |
570 - 770 (58 - 78) |
470 - 720 (48 - 73) |
5 |
|
|
Особотвердый |
Менее 0,5 |
Св. 780 (80) |
Св. 760 (77) |
- |
|
0,5 и более |
Св. 770 (78) |
Св. 720 (73) |
- |
Примечания:
1. Относительное удлинение лент толщиной 0,15 мм и менее не регламентируется.
2. Режим термической обработки лент приведен в приложении 1а.
3. Ориентировочные данные модуля упругости, предела упругости и твердости приведены в приложении 2.
4. По согласованию изготовителя с потребителем верхний предел временного сопротивления для лент в твердом состоянии может превышать норму, установленную в стандарте, но не более чем на 20 МПа (2 кгс/мм2) при сохранении минимального относительного удлинения, указанного в таблице.
(Измененная редакция, Изм. № 1, 2).
2.6. (Исключен, Изм. № 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из лент одного размера, одной точности изготовления, одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение лент;
результаты механических испытаний (по требованию потребителя);
массу нетто партии;
номер партии.
Масса партии не должна превышать 3000 кг.
3.2. Для контроля размеров и внешнего вида лент от партии отбирают рулоны «вслепую» (методом наибольшей объективности) по ГОСТ 18321-73. Планы контроля - в соответствии с ГОСТ 18242-72.
(Измененная редакция, Изм. № 1, 2).
3.2а. Количество отбираемых для контроля толщины рулонов лент определяют в соответствии с табл. 4.
Таблица 4
шт.
|
Количество контролируемых рулонов |
|
|
2 - 8 |
2 |
|
9 - 15 |
3 |
|
16 - 25 |
5 |
|
26 - 50 |
8 |
|
51 - 90 |
13 |
|
91 - 150 |
20 |
|
151 - 280 |
32 |
|
281 - 500 |
50 |
|
501 - 1200 |
80 |
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от длины ленты в рулоне в соответствии с табл. 5.
Таблица 5
|
Количество контролируемых точек в рулоне, шт. |
Браковочное число |
|
|
От 2 до 7 включ. |
3 |
1 |
|
Св. 7 » 12 » |
5 |
1 |
|
» 12 » 75 » |
8 |
2 |
|
» 75 » 140 » |
13 |
2 |
|
» 140 » 250 » |
20 |
3 |
|
» 250 » 600 » |
32 |
4 |
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл. 1, менее браковочного числа, указанного в табл. 5.
При получении неудовлетворительных результатов измерения хотя бы на одном из контролируемых рулонов партию бракуют.
Допускается изготовителю при получении неудовлетворительного результата на одном из отобранных рулонов контролировать каждый рулон партии.
Допускается изготовителю контроль толщины проводить в процессе производства.
3.2б. Для контроля ширины и внешнего вида лент от партии отбирают рулоны в соответствии с табл. 6.
Таблица 6
|
Количество контролируемых рулонов, шт. |
Браковочное число |
|
|
2 - 8 |
2 |
1 |
|
9 - 15 |
3 |
1 |
|
16 - 25 |
5 |
1 |
|
26 - 50 |
8 |
2 |
|
51 - 90 |
33 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
Партия считается годной, если число рулонов, не соответствующих требованиям табл. 2, пп. 2.3 и 2.4, менее браковочного числа, указанного в табл. 6.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждый рулон партии.
3.2а, 3.2б. (Введены дополнительно, Изм. № 2).
3.3. Для определения механических свойств отбирают три рулона от партии.
Предел текучести определяется по требованию потребителя.
(Измененная редакция, Изм. № 1).
3.4. Для определения химического состава отбирают два рулона от партии.
Допускается на предприятии-изготовителе проводить проверку на пробе, взятой от расплавленного металла каждой плавки.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей (кроме размеров и внешнего вида) по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. № 1, 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль внешнего вида и размеров ленты проводят статистическим методом, при этом приемочный уровень дефектности составляет 4 %.
(Измененная редакция, Изм. № 2).
4.1а. Внешний вид лент проверяют осмотром без применения увеличительных приборов.
(Введен дополнительно, Изм. № 2).
4.2. Толщину ленты измеряют микрометром по ГОСТ 6507-90 или рычажным микрометром по ГОСТ 4381-87.
Измерение толщины ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Толщину ленты измеряют на каждом отобранном рулоне в точках, расположенных равномерно - случайно по длине рулона.
Длину ленты (L), в мм, вычисляют по формуле
![]()
где D и d - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427-75, мм;
b - толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие требованиям, указанным в табл. 1, не должны отличаться от допускаемых более чем на половину предельного отклонения.
Допускается на предприятии-изготовителе при контроле толщины ленты в процессе производства применять другие средства измерения, обеспечивающие необходимую точность.
(Измененная редакция, Изм. № 2).
4.2а. Ширину ленты измеряют штангенциркулем по ГОСТ 166-89 или измерительной металлической линейкой по ГОСТ 427-75.
Допускается контролировать ширину другими средствами измерения, обеспечивающими необходимую точность.
(Введен дополнительно, Изм. № 2).
4.3. Для испытания на растяжение от каждого отобранного рулона лент вырезают один образец вдоль направления прокатки. Отбор проб для испытания на растяжение - по ГОСТ 24047-80.
Испытание на растяжение лент толщиной менее 0,5 мм проводят на образцах типа 1 с b0 = 12,5 мм и l0 = 4b0 по ГОСТ 11701-84.
Испытание на растяжение лент толщиной 0,5 мм и более
проводят по ГОСТ
11701-84 на образцах типа 1 с b0 = 20 мм, ![]()
(Измененная редакция, Изм. № 1, 2).
4.4. Для определения химического состава от каждого отобранного рулона отрезают по одному образцу. Отбор и подготовка проб для определения химического состава - по ГОСТ 24231-80.
Химический состав лент определяют по ГОСТ 15027.1-77 - ГОСТ 15027.14-77; ГОСТ 20068.1-79 - ГОСТ 20068.3-79 или другими методами, обеспечивающими необходимую точность определения.
При возникновении разногласий в оценке химического состава лент анализ проводят по ГОСТ 15027.1-77 - ГОСТ 15027.14-77.
(Измененная редакция, Изм. № 1, 2).
4.5. Волнистость кромки ленты проверяют огибанием ее вокруг оправки диаметром 100 - 120 мм. Если волнистость не исчезает, рулон ленты бракуют.
(Измененная редакция, Изм. № 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Ленты должны быть свернуты в рулоны.
Каждый рулон должен быть обвязан металлической лентой размерами не менее 0,2´10 мм по ГОСТ 3560-73 или проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 в 2 - 3 витка.
(Измененная редакция, Изм. № 1).
5.2. На наружном конце каждого рулона должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения лент;
номера партии;
штампа технического контроля.
(Измененная редакция, Изм. № 1).
5.3. Рулоны лент толщиной 0,10 - 0,30 мм должны быть обернуты бумагой по ГОСТ 8273-75 или другим материалом, предохраняющим ленты от повреждений, и упакованы в ящики типов I, II или III по ГОСТ 2991-85.
Рулоны лент толщиной 0,35 - 0,80 мм должны быть упакованы в ящики типов I, II или III по ГОСТ 2991-85 с прокладкой каждого ряда рулонов бумагой по ГОСТ 8273-75 или другим материалом, предохраняющим ленты от повреждений.
Рулоны лент толщиной более 0,80 мм должны быть обернуты нетканым материалом по нормативно-технической документации или другими видами упаковочных материалов, за исключением льняных и хлопчатобумажных тканей.
Масса грузового места не должна превышать 80 кг.
Допускается транспортировать ленты в контейнерах по ГОСТ 20435-75 или по нормативно-технической документации без упаковки в ящики с прокладкой каждого ряда рулонов бумагой по ГОСТ 8273-75 или другим материалом, предохраняющим ленты от повреждений.
(Измененная редакция, Изм. № 1).
5.4. В каждый ящик или контейнер должен быть вложен упаковочный лист с указанием сведений, приведенных в п. 5.2, а также массы нетто партии.
(Измененная редакция, Изм. № 1).
5.5. Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, по ГОСТ 15846-79, группа «Металлы и металлические изделия».
(Измененная редакция, Изм. № 1).
5.6. Укрупнение грузовых мест в транспортные пакеты проводится по ГОСТ 24597-81. Формирование пакетов осуществляют на поддонах по ГОСТ 9557-87 или без поддонов с применением деревянных брусков размерами не менее 50´50 мм.
Масса пакетов не должна превышать 1250 кг.
Транспортные пакеты должны быть обвязаны в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282-74 со скруткой не менее пяти витков или лентой размерами не менее 0,3´30 мм по ГОСТ 3560-73 со скреплением концов в замок.
(Измененная редакция, Изм. № 1, 2).
5.7. Транспортная маркировка - по ГОСТ 14192-77.
(Измененная, редакция, Изм. № 1).
5.8. Ленты транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, железнодорожным - мелкими, малотоннажными или повагонными отправками.
(Измененная редакция, Изм. № 1).
5.9. Ленты должны храниться в крытых помещениях в условиях, исключающих механические повреждения, попадание на них влаги и активных химических веществ. При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. № 1, 2).
ПРИЛОЖЕНИЕ 1
Справочное
Теоретическая масса 1 м2 лент из алюминиевой бронзы марки БрА7
|
Толщина лент, мм |
Теоретическая масса 1 м2, кг |
Толщина лент, мм |
Теоретическая масса 1 м2, кг |
|
0,10 |
0,78 |
0,70 |
5,46 |
|
0,15 |
1,17 |
0,75 |
5,85 |
|
0,20 |
1,56 |
0,80 |
6,24 |
|
0,22 |
1,72 |
0,85 |
6,63 |
|
0,25 |
1,95 |
1,00 |
7,80 |
|
0,30 |
2,34 |
1,20 |
9,36 |
|
0,35 |
2,73 |
1,40 |
10,92 |
|
0,40 |
3,12 |
1,50 |
11,70 |
|
0,45 |
3,51 |
1,60 |
12,48 |
|
0,50 |
3,90 |
1,80 |
14,04 |
|
0,60 |
4,68 |
2,00 |
15,60 |
Примечание. Теоретическая масса вычислена по номинальной толщине ленты. Плотность бронзы принята равной 7,8 г/см3.
ПРИЛОЖЕНИЕ 1а
Рекомендуемое
РЕЖИМ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛЕНТ
Температура отжига после холодной деформации - (270 ± 10), °С в течение 0,5 - 1,0 ч.
(Введено дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Справочное
Ориентировочные данные модуля упругости, предела упругости и твердости
|
Состояние материала |
Толщина, мм |
Предел упругости при растяжении σ0,005, МПа (кгс/мм2) |
Модуль упругости Е, МПа (кгс/мм2) |
HV |
|
Термообработанный |
Менее 0,5 |
- |
88290 - 117720 |
- |
|
0,5 и более |
- |
Не менее 180 |
||
|
Твердый |
Менее 0,5 |
280 - 520 (28 - 53) |
- |
|
|
0,5 и более |
230 - 430 (23 - 44) |
(9000 - 12000) |
180 - 240 |
|
|
Особотвердый |
Менее 0,5 |
Св. 520 (53) |
- |
|
|
0,5 и более |
Св. 430 (44) |
Св. 230 |
Примечание. Минимальные значения модуля упругости относятся к образцам, вырезанным вдоль направления прокатки, максимальные значения - к образцам, вырезанным поперек направления прокатки.
СОДЕРЖАНИЕ