
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ТОКАРНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
ГОСТ 10172-87
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПОЛУАВТОМАТЫ ТОКАРНЫЕ Основные параметры и размеры Semiautomatic lathes. Main parameters |
ГОСТ |
Срок действия с 01.01.89
до 01.01.99
1. Настоящий стандарт распространяется на токарные патронно-центровые, патронные (включая лоботокарные и фронтального типа), горизонтальные и вертикальные, патронно-прутковые и прутково-патронные, универсальные, одно- и двухшпиндельные полуавтоматы, в том числе токарно-многоцелевые, копировальные, многорезцовые и двухсуппортные полуавтоматы и станки с числовым программным управлением (ЧПУ).
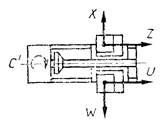
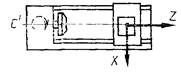
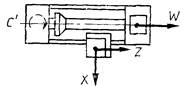
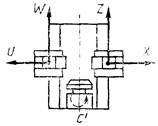
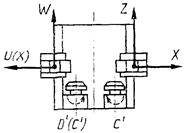
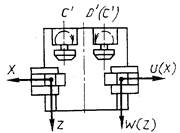
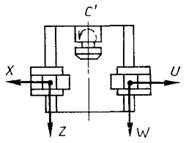
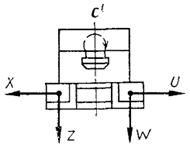
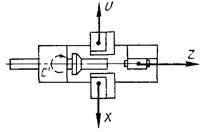
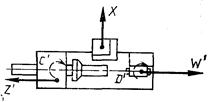
2. Основные параметры и присоединительные размеры полуавтоматов, обозначение осей координат и положительное направление движений их рабочих органов должны соответствовать указанным на черт. 1 - 12 и в таблице.
Патронно-центровые, патронные, патронно-прутковые, в том числе двухсуппортные, и токарно-многоцелевые полуавтоматы и станки с ЧПУ
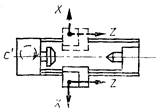
Черт. 1

Черт. 2
Черт. 3
Черт. 4
Черт. 5
Вертикальные патронно-центровые, патронные полуавтоматы, в том числе товарно-многоцелевые (вид спереди)
Черт. 6
Черт. 7
Патронные полуавтоматы фронтального типа, в том числе токарно-многоцелевые
Черт. 8
Черт. 9
Лоботокарные полуавтоматы, в том числе токарно-многоцелевые, и станки с ЧПУ
Черт. 10
Прутково-патронные полуавтоматы, в том числе токарно-многоцелевые
Черт. 11
Черт. 12
Примечания:
1. Черт. 1 - 12 не определяют конструкцию станков.
2. Обозначения в скобках используют при применении двух устройств ЧПУ.
Размеры, мм
|
Наибольший диаметр заготовки, устанавливаемой над станиной |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
1000 |
1250, 1600, 2000, 2500, 3150, 4000, 5000 |
|||||||||||||||||||||||
|
Наибольший диаметр заготовки, обрабатываемой над станиной, не менее |
50 |
80 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
630 |
800 |
- |
|||||||||||||||||||||
|
Наибольший диаметр заготовки, обрабатываемой над суппортом (для патронно-центровых, вертикальных полуавтоматов и станков с ЧПУ), не менее |
50 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
- |
||||||||||||||||||||||
|
Наибольшая длина (высота) обрабатываемой заготовки |
для патронно-центровых полуавтоматов и станков с ЧПУ |
125 |
250 |
350, 500 |
350, 500, (600), 750 |
500, (710), 750, 1000, (1400) |
500, (710), 750, (900), 1000, (1300), 1500 |
500, 750, 1000, 1500, 2000, 3000 |
1000, 1500, 2000, 3000, 5000 |
(2800), 3000, 5000, 8000 |
5000, 6000, 8000, 10000, 12500, 16000, 20000, 24000 |
||||||||||||||||||||||
|
для патронных (включая лоботокарные), патронно-прутковых, прутково-патронных полуавтоматов, не менее |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
320 |
400 |
500 |
- |
|||||||||||||||||||||
|
для патронных полуавтоматов фронтального типа и вертикальных, не менее |
(100), 125 |
160 |
- |
- |
|||||||||||||||||||||||||||||
|
Условный размер конца шпинделя по ГОСТ 12593-72, ГОСТ 12595-85 и ГОСТ 26651-85 |
3, 4 |
4, 5, 6, 8, 11 |
8, 11, 15 |
||||||||||||||||||||||||||||||
|
Наибольший диаметр заготовки, проходящей в отверстие (сквозное - для патронно-прутковых и прутково-патронных полуавтоматов) шпинделя, не менее |
(15), 16 |
20 |
(25), 32 |
(25), 40 |
50 |
(50), 63 |
(70), 80 |
100 |
- |
|
|||||||||||||||||||||||
|
Высота устанавливаемого резца |
12. 16, 20, 25 |
20, 25, 32 |
25, 32, 40, 50 |
- |
|
||||||||||||||||||||||||||||
|
Диаметр отверстия в револьверной головке под цилиндрический хвостовик державки при базировании по отверстию |
- |
30, 40, 50 |
40, 50, 60 |
60, 80 |
- |
||||||||||||||||||||||||||||
|
Расстояние от нижней плоскости основания станка до оси шпинделя или до базирующей поверхности фланца шпинделя, не более |
1180 |
1250 |
|||||||||||||||||||||||||||||||
|
Дискретность задания перемещения |
по осям А, U, Z, Z', W |
0,01, 0,005, 0,002, 0,001, 0,0005, 0,00025 на радиус и длину |
|||||||||||||||||||||||||||||||
|
по координате С', D' |
0,001°; 0,01°; 1°; 1,5°; 2,5° |
||||||||||||||||||||||||||||||||
|
Количество управляемых формообразующих координат/количество одновременно управляемых формообразующих координат |
2/2, 3/2, 3/3, 4/2´2, 5/2´2, 5/2´3, 6/2´2 |
||||||||||||||||||||||||||||||||
Примечание. Размеры, заключенные в скобки, при новом проектировании не применять.
3. Допускается значения наибольшего диаметра заготовки, устанавливаемого над станиной, увеличивать по сравнению с указанными в таблице до 20 %, выбирая из ряда Ra 40 по ГОСТ 6636-69.
4. Наибольшая длина (высота) обрабатываемой заготовки принимается не менее указанного номинала с учетом длины закрепления заготовки.
5. Наибольший диаметр заготовки, устанавливаемой над станиной, для полуавтоматов фронтального типа определяют до продольных направляющих.
6. Значения параметров с указанием «не менее» или «не более» выбирают из ряда Ra 40 по ГОСТ 6636-69.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Н. Лейцингер, С.С. Кедров, В.Н. Высоцкая, Г.П. Варлакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.09.87 № 3658
3. Срок проверки - 1997 г. Периодичность проверки - 10 лет.
4. ВЗАМЕН ГОСТ 21608-76 (кроме прутковых автоматов), ГОСТ 10172-75, ГОСТ 10173-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 12593-72 |
|