
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ МЕЛЬХИОРОВЫЕ
ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10092-75
(СТ СЭВ 2035-89)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ТРУБЫ МЕЛЬХИОРОВЫЕ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ Технические условия Cupro-nickel tubes for heat-exchanging apparatus. Specifications |
ГОСТ (CT СЭВ 2035-89) |
Срок действия с 01.01.77
до 01.01.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на тянутые и холоднокатаные мельхиоровые трубы, применяемые в различных отраслях промышленности для изготовления теплообменных аппаратов, работающих в условиях морской воды.
Стандарт соответствует СТ СЭВ 2035-89 в части труб из медно-никелевых сплавов.
Требования стандарта в части размеров труб обязательны.
(Измененная редакция, Изм. № 3, 5, 6).
1. СОРТАМЕНТ
1.1. Диаметр и толщина стенки тянутых и холоднокатаных труб должны соответствовать требованиям, указанным в табл. 1.
|
Теоретическая масса 1 м труб, кг, при толщине стенки, мм |
|||||||||
|
Номин. |
Пред. откл. |
0,8 ± 0,08 |
1,0 ± 0,10 |
1,2 ± 0,12 |
1,5 ± 0,15 |
2,0 ± 0,20 |
2,5 ± 0,25 |
3,0 ± 0,30 |
4,0 ± 0,40 |
|
10 |
-0,18 |
0,205 |
0,252 |
0,295 |
0,356 |
- |
- |
- |
- |
|
11 |
- |
- |
- |
- |
- |
- |
0,671 |
- |
|
|
12 |
0,251 |
0,308 |
- |
0,440 |
- |
- |
- |
- |
|
|
13 |
0,272 |
0,335 |
0,395 |
0,482 |
0,615 |
0,734 |
0,839 |
- |
|
|
14 |
0,293 |
0,363 |
- |
0,524 |
0,671 |
0,804 |
0,923 |
- |
|
|
15 |
0,317 |
0,391 |
0,462 |
0,566 |
0,726 |
0,874 |
1,007 |
- |
|
|
16 |
0,339 |
0,419 |
0,495 |
0,608 |
0,782 |
0,944 |
1,090 |
1,340 |
|
|
17 |
0,358 |
0,447 |
0,530 |
0,650 |
0,839 |
1,014 |
1,174 |
- |
|
|
18 |
0,385 |
0,475 |
- |
0,692 |
0,894 |
1,083 |
1,258 |
1,564 |
|
|
19 |
-0,24 |
0,406 |
0,503 |
0,596 |
0,734 |
0,950 |
1,153 |
1,342 |
- |
|
20 |
0,429 |
0,531 |
- |
0,776 |
1,006 |
1,223 |
1,424 |
- |
|
|
21 |
- |
0,559 |
- |
- |
- |
- |
- |
- |
|
|
22 |
0,474 |
0,587 |
0,698 |
0,859 |
1,117 |
1,363 |
1,594 |
- |
|
|
23 |
0,497 |
0,615 |
- |
0,901 |
1,174 |
1,433 |
1,678 |
- |
|
|
24 |
0,519 |
0,643 |
- |
0,943 |
1,230 |
1,503 |
1,761 |
2,237 |
|
|
25 |
0,541 |
0,671 |
- |
0,985 |
1,284 |
1,573 |
1,845 |
- |
|
|
26 |
- |
0,699 |
- |
1,027 |
1,341 |
1,643 |
1,927 |
- |
|
|
28 |
- |
0,754 |
- |
1,111 |
1,452 |
1,859 |
2,097 |
2,684 |
|
|
30 |
- |
0,810 |
- |
1,195 |
1,566 |
1,922 |
2,265 |
- |
|
|
32 |
-0,30 |
- |
0,866 |
- |
1,279 |
1,678 |
2,062 |
2,432 |
3,131 |
|
34 |
- |
0,921 |
- |
1,361 |
- |
- |
2,600 |
- |
|
|
35 |
- |
0,949 |
- |
1,403 |
1,845 |
2,272 |
2,684 |
- |
|
|
36 |
- |
0,979 |
- |
1,447 |
1,901 |
2,342 |
2,768 |
- |
|
|
38 |
- |
1,034 |
- |
1,531 |
2,013 |
2,481 |
2,936 |
- |
|
|
40 |
- |
1,090 |
- |
1,615 |
2,125 |
2,621 |
3,104 |
- |
|
|
45 |
- |
- |
- |
- |
2,405 |
2,971 |
3,523 |
- |
|
|
50 |
- |
- |
- |
- |
2,684 |
3,320 |
3,942 |
- |
|
Примечания:
1. Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. Плотность мельхиора принята равной 8,9 г/см3.
2. Трубы с толщиной стенки 1,2; 1,5 и 2 мм повышенной точности должны изготовляться с предельными отклонениями по толщине стенки:
±0,11 мм - для толщины стенки 1,2 мм;
±0,13 мм - для толщины стенки 1,5 и 2 мм.
(Измененная редакция, Изм. № 3, 5).
1.2. Трубы изготовляются длиной от 1 до 6 м. Масса одной трубы не должна превышать 5 кг. Трубы изготовляют длиной от 1 до 10 м в договорно-правовых отношениях по сотрудничеству.
(Измененная редакция, Изм. № 2, 3, 6).
1.3. Трубы должны изготовляться мерной длины или кратной ей в пределах длин, установленных в п. 1.2 с интервалом 50 мм. Предельные отклонения по длине мерных труб должны соответствовать требованиям, указанным в табл. 2.
|
Предельные отклонения, мм |
|
|
До 8 |
+5 |
|
Св. 8 |
+10 |
1.4. Трубы кратной длины должны изготовляться с припуском на каждый рез по 5 мм и с предельными отклонениями на общую длину, установленными для труб мерной длины.
Примеры условных обозначений труб
Условные обозначения проставляются по следующей схеме:
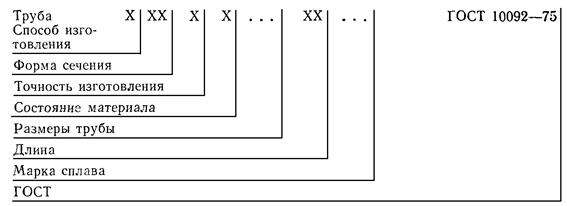
при следующих сокращениях:
тянутая или холоднокатаная - Д;
круглая - КР;
мягкая - М;
полутвердая - П;
кратной длины - КД;
мерной длины - МД.
Примечание. Знак «X» ставится вместо отсутствующих данных (за исключением длины).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Измененная редакция, Изм. № 2).
2.1a. Трубы изготовляют из мельхиора марок МНЖМц 10-1-1 и МНЖМц 30-1-1 по ГОСТ 492-73.
(Введен дополнительно, Изм. № 2).
2.2. Трубы должны изготовляться в мягком или полутвердом состоянии.
2.3. Наружная и внутренняя поверхности труб должны быть без загрязнений.
Допускаются отдельные мелкие поверхностные дефекты: углубления, риски, плены, задиры, забоины, вмятины, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам, а также кольцеватость, следы правки, потемнения, пятна от конденсации и высыхания влаги и цвета побежалости.
Не допускаются внутренние дефекты в виде раковин, расслоений, неметаллических включений и трещины, выявляемые методом неразрушающего контроля.
(Измененная редакция, Изм. № 6).
2.4. Трубы должны быть ровно обрезаны и не должны иметь значительных заусенцев.
Косина реза не должна превышать 1,5 мм.
(Измененная редакция, Изм. № 2).
2.5. Овальность и разностенность труб не должна выводить их размеры за предельные отклонения по наружному диаметру и по толщине стенки.
Овальность труб диаметром 30 мм и более с толщиной стенки 1 мм устанавливается по соглашению между изготовителем и потребителем.
2.6. Трубы должны быть прямыми. Местная кривизна труб не должна превышать 5 мм на 1 м длины. Общая кривизна трубы не должна превышать произведения местной кривизны на 1 м на длину трубы в метрах.
Для труб полутвердого состояния повышенной точности по кривизне кривизна не должна превышать 3 мм на 1 м длины.
(Измененная редакция, Изм. № 3, 5).
2.7. Механические свойства труб должны соответствовать требованиям, указанным в табл. 3.
|
Состояние материала |
Временное сопротивление sв, МПа (кгс/мм2), не менее |
Относительное удлинение после разрыва δ10 %, не менее |
Твердость по Виккерсу HV5 |
|
|
МНЖМц 10-1-1 |
Мягкое |
290 (30) |
30 |
- |
|
МНЖМц 30-1-1 |
Мягкое |
360 (37) |
30 |
90 - 130 |
|
Полутвердые |
490 (50) |
10 |
140 - 190 |
Примечание. Величины условного предела текучести являются справочными и приведены в справочном приложении 2.
(Измененная редакция, Изм. № 2).
2.8. Трубы должны быть герметичными.
(Измененная редакция, Изм. № 3).
2.9. Трубы должны выдерживать испытание на сплющивание без образования трещин и надрывов.
Образцы мягких труб сплющивают до расстояния между сплющивающимися плоскостями, равного толщине стенки, полутвердых - до расстояния между сплющивающимися плоскостями, равного семикратной толщине стенки.
Примечание. При семикратной толщине стенки, превышающей наружный диаметр или равный ему, сплющивание производится до расстояния, равного трехкратной толщине стенки.
(Измененная редакция, Изм. № 2).
2.10. Трубы должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра мягких труб на 25 %, полутвердых на 15 %.
(Измененная редакция, Изм. № 2).
2.12. Средний размер зерна материала труб в мягком состоянии должен быть от 0,01 до 0,05 мм.
(Измененная редакция, Изм. № 2).
2.13. (Исключен, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного размера и одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение труб;
номер партии;
массу нетто партии;
результаты испытаний (по требованию потребителя).
Масса партии не ограничивается.
(Измененная редакция, Изм. № 2, 6).
3.2. Контролю наружной поверхности и размеров должна быть подвергнута каждая труба партии.
3.3. Контролю внутренней поверхности труб с внутренним диаметром до 12 мм должны быть подвергнуты две трубы от каждых 1000 кг партии.
Для труб с внутренним диаметром свыше 12 мм контролю подвергают каждую трубу.
На предприятии-изготовителе пробу для контроля химического состава допускается отбирать от расплавленного металла.
Измерение твердости изготовитель проводит по требованию потребителя.
(Новая редакция, Изм. № 6).
3.5. Испытанию на герметичность подвергают каждую трубу партии. Допускается на предприятии-изготовителе испытание труб на герметичность проводить неразрушающими методами контроля.
3.6, 3.7. (Исключен, Изм. № 6).
3.8. Испытанию неразрушающими методами контроля подвергают каждую трубу партии по требованию потребителя.
(Измененная редакция, Изм. № 2).
3.9. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
(Измененная редакция, Изм. № 2).
3.10. Для контроля наружной поверхности и размеров труб, а также для контроля внутренней поверхности труб диаметром свыше 12 мм допускается по согласованию изготовителя с потребителем отбирать трубы «вслепую» (методом наибольшей объективности) по ГОСТ 18321-73. Планы контроля соответствуют ГОСТ 18242-72. Количество контролируемых труб определяют по табл. 4.
Количество труб (N) в партии вычисляют по формуле
![]()
где т - масса труб в партии, кг;
тт - теоретическая масса 1 м трубы, кг;
l - длина трубы, м.
шт.
|
Количество контролируемых труб |
Браковочное число |
|
|
2 - 8 |
2 |
1 |
|
9 - 15 |
3 |
1 |
|
16 - 25 |
5 |
1 |
|
26 - 50 |
8 |
2 |
|
51 - 90 |
13 |
2 |
|
91 - 150 |
20 |
3 |
|
151 - 280 |
32 |
4 |
|
281 - 500 |
50 |
6 |
|
501 - 1200 |
80 |
8 |
|
1201 - 3200 |
125 |
11 |
Партию считают соответствующей требованиям стандарта, если браковочное число менее приведенного в табл. 4.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу.
При разногласиях в оценке качества труб объемы выборки должны соответствовать указанным в пп. 3.2 и 3.3
(Введен дополнительно, Изм. № 6).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр наружной и внутренней поверхности труб должен производиться без применения увеличительных приборов.
4.2. Осмотр внутренней поверхности труб внутренним диаметром более 12 мм должен производиться просмотром на световой экран каждой трубы.
Для осмотра состояния внутренней поверхности труб с внутренним диаметром 12 мм и менее от каждой из отобранных труб отрезают образцы длиной 150 мм.
Образцы разрезают вдоль на две части и осматривают.
4.3. Диаметр и стенку трубы контролируют микрометром по ГОСТ 6507-90.
Длину трубы измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-89.
Косину реза проверяют щупом по ТУ 2-034-225-87 с помощью угольника по ГОСТ 3749-77. Допускается контролировать размеры труб другим аналогичным инструментом, обеспечивающим необходимую точность измерения.
(Измененная редакция, Изм. № 4, 5, 6).
4.4. Кривизну труб проверяют следующим образом: трубу помещают на плиту, к проверяемой трубе прикладывают поверочную линейку длиной 1 м по ГОСТ 8026-75 и с помощью щупов по ТУ 2-034-225-87 измеряют максимальное расстояние между линейкой и трубой.
(Измененная редакция, Изм. № 4, 5).
4.5. Трубы на растяжение испытывают по ГОСТ 10006-80 на продольных образцах. Для испытания от каждой трубы, взятой от партии, отбирают по два образца от конца и середины трубы. Отбор образцов для испытания на растяжение - по ГОСТ 24047-80.
(Измененная редакция, Изм. № 2).
4.6. Испытание на герметичность проводят гидравлическим давлением 6,9 МПа (70 кгс/см2) в течение 10 с по ГОСТ 3845-75.
По согласованию изготовителя с потребителем проводят испытание гидравлическим давлением свыше 6,9 МПа (70 кгс/см2).
Допускается испытание на герметичность проводить воздухом давлением 0,65 - 0,8 МПа (7 - 8 кгс/см2) в течение 5 с в ванне, заполненной водой, без утечки воздуха из трубы.
При возникновении разногласий в оценке качества испытание на герметичность проводят гидравлическим давлением.
(Измененная редакция, Изм. № 3).
4.7. Испытание на раздачу - по ГОСТ 8694-75. Раздачу производят с помощью оправки с углом конусности 12°. По требованию потребителя раздачу производят с помощью оправки с углом конусности 45°.
(Измененная редакция, Изм. № 2).
4.8. Испытание на сплющивание - по ГОСТ 8695-75.
4.9а. Для испытания на раздачу, сплющивание от каждой трубы, взятой от партии, отбирают по одному образцу.
(Введен дополнительно, Изм. № 4).
(Измененная редакция, Изм. № 6).
4.10. Определение химического состава должно проводиться по ГОСТ 25086-87, ГОСТ 6689.1-80 - ГОСТ 6689.22-80 или другими методами, не уступающими по точности стандартным. Отбор и подготовка проб для химического анализа - по ГОСТ 24231-80.
(Измененная редакция, Изм. № 2, 6).
4.11. Определение величины зерна - по ГОСТ 21073.0-75, ГОСТ 21073.1-75.
4.12. Контроль неразрушающими методами производят по ГОСТ 17410-78 или по методике, изложенной в обязательном приложении.
Методы контроля устанавливают по согласованию изготовителя с потребителем.
4.13. Измерение твердости - по ГОСТ 2999-75 при нагрузке 10 кг. Для измерения твердости отбирают от каждой трубы, взятой от партии, по два образца от конца и середины трубы.
(Измененная редакция, Изм. № 2).
4.14. Контроль поверхности и размеров, проводимый статистическим методом, обеспечивает качество поверхности и размеров труб с вероятностью 96 % (AGL = 4 %)
(Введен дополнительно, Изм. № 6).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубы должны быть упакованы в деревянные ящики типов I, II, III, IV по ГОСТ 2991-85, типов IV, V по ГОСТ 10198-78.
Масса грузового места должна быть не более 80 кг. При механизированной погрузке и выгрузке масса грузового места допускается более 80 кг.
Допускается транспортирование труб, кроме полутвердых с толщиной стенки до 1 мм включительно и мягких труб с толщиной стенки до 1,5 мм включительно, в контейнерах по ГОСТ 22225-76, ГОСТ 18477-79 без упаковки в ящики. При этом трубы должны быть уложены и укреплены таким образом, чтобы они не перемещались в контейнере во время транспортирования.
По согласованию изготовителя с потребителем допускается другая тара по нормативно-технической документации, не ухудшающая надежности упаковки и качества труб.
Упаковка должна обеспечивать предохранение груза от повреждений при транспортировании при условии многоярусной загрузки вагона до полной вместимости (грузоподъемности). Грузовые места должны быть сформированы в транспортные пакеты. Габаритные размеры пакетов - по ГОСТ 23238-78 и ГОСТ 24597-81.
(Измененная редакция, Изм. № 2, 6).
5.2. В каждый ящик и контейнер должен быть вложен упаковочный лист или ярлык с указанием:
а) товарного знака или наименования и товарного знака предприятия-изготовителя;
б) номера партии;
в) условного обозначения.
(Измененная редакция, Изм. № 2).
5.3. На каждом ящике должны быть указаны данные, перечисленные в п. 5.2, а также масса нетто партии.
5.4. Транспортная маркировка - по ГОСТ 14192-77.
5.5. Трубы транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами, действующими на транспорте данного вида. Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать правилам погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
При транспортировании трубы должны быть защищены от механических повреждений, попадания влаги и активных химических веществ.
(Измененная редакция, Изм. № 2).
5.6. Трубы должны храниться в закрытых помещениях в условиях, исключающих механические повреждения труб, попадания на них влаги и активных химических веществ.
(Введен дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТОД ВИХРЕТОКОВОГО КОНТРОЛЯ ТРУБ
Метод применяется при контроле металлических труб диаметром от 3 до 47 мм с толщиной стенки до 3 мм с целью выявления нарушения сплошности материала (трещин, рисок, включений, расслоений, вмятин, раковин, закатов и др.) на наружной и внутренней поверхности труб и в толще материала.
Вихретоковой контроль обеспечивает выявление в отожженных и неотожженных трубах дефектов, которые приводят к одинаковым или большим искажениям электромагнитного поля, чем искусственный дефект, на который настроена чувствительность дефектоскопа. Действительные размеры дефектов, их форма и характер определяются с помощью металлографических исследований.
1. АППАРАТУРА И ИСПЫТАТЕЛЬНЫЕ ОБРАЗЦЫ
1.1. Контроль качества труб проводят с помощью любого вихретокового дефектоскопа с проходными датчиками, имеющего рабочие частоты в диапазоне 4 - 16 кГц и работающего при температуре окружающей среды 5 - 50 °С и относительной влажности 30 - 95 % и обеспечивающего контроль при скорости перемещения не менее 0,5 м/с.
1.2. Вихретоковой дефектоскоп должен быть снабжен протяжноцентрирующим устройством, обеспечивающим жесткую центровку трубы в зоне контроля и стабильную скорость ее перемещения.
1.3. Диаметр проходного отверстия датчика (преобразователя) выбирают с таким расчетом, чтобы получить максимальное заполнение отверстия, т.е. чтобы диаметр проходного отверстия датчика не превышал диаметра контролируемой трубы более чем на 3 мм.
1.4. Испытательные образцы изготовляют из трубы того же сплава, состояния и типоразмера, что и контролируемые трубы. Труба не должна иметь дефектов.
1.5. Для проведения вихретокового контроля применяются проходной и непроходной испытательные образцы в виде отрезка трубы длиной около 2000 мм, в стенке которой на расстоянии 1000 мм от края высверливается радиальное сквозное отверстие.
1.5.1. Допускается изготовление испытательных образцов с несколькими искусственными дефектами при условии, что расположение их в испытательном образце исключает их взаимное влияние друг на друга при настройке чувствительности аппаратуры.
1.6. Проходной и непроходной испытательные образцы предназначены для настройки чувствительности дефектоскопа и хранятся на участке контроля.
1.6.1. Непроходной испытательный образец предназначен для настройки и периодической проверки предела чувствительности контроля, обеспечивающего выявление недопустимых по стандарту дефектов. Диаметр отверстия должен обеспечивать чувствительность, при которой трубы, имеющие недопустимые дефекты, отбраковывают.
1.6.2. Проходной испытательный образец предназначен для проверки предела чувствительности, исключающего возможность завышения чувствительности метода.
1.7. В зависимости от назначения, технологии изготовления и качества поверхности контролируемых труб используют испытательные образцы с одним из размеров проходного и непроходного отверстия: диаметр проходного отверстия: 0,65; 0,65; 0,70; 0,80; 0,90; 1,00 мм; диаметр непроходного отверстия соответственно: 0,8; 0,9; 1,0; 1,1; 1,2; 1,3 мм.
2. ПОДГОТОВКА К КОНТРОЛЮ
2.1. Трубы должны быть очищены от пыли, грязи, масел, металлической стружки, отслаивающейся окалины и других загрязнений.
2.2. Настройку чувствительности аппаратуры проводят по испытательным образцам в соответствии с последовательностью операций, предусматриваемых правилами эксплуатации используемой вихревой аппаратуры.
Настройка чувствительности аппаратуры по испытательным образцам должна соответствовать условиям производственного контроля труб.
2.3. Настройка чувствительности по непроходному испытательному образцу считается законченной, если не менее чем при пятикратном пропускании образца через дефектоскоп в установившемся режиме происходит 100 %-ная регистрация искусственного дефекта.
При указанных проверках уровня настройки чувствительности испытательный образец перед вводом в дефектоскоп проворачивается каждый раз на угол 60 - 80° относительно предшествующего положения.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Трубы по одной подаются к протяжному устройству, предназначенному для подачи труб к датчику дефектоскопа с определенной постоянной скоростью.
3.2. Правильность настройки прибора проверяют по испытательным образцам после каждого перерыва в работе, а при непрерывной работе - через каждые 250 - 300 труб однократным прогоном проходного и непроходного испытательного образца.
3.3. При нарушении настройки повторяют проверку режима работы. Все трубы, прошедшие контроль при нарушенной настройке, подвергают вторичной проверке.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Индикация дефектного участка осуществляется сигнальной лампочкой, загорающейся при его прохождении через датчик. Прибор может работать в автоматизированном режиме, обеспечивая сортировку проконтролируемых труб. Кроме того, к нему могут быть подключены регистрирующие и маркирующие устройства.
4.2. Результаты вихретокового контроля труб заносят в журнал, в котором указывают: основные условия проведения контроля, испытательный образец, используемый для настройки вихретоковой аппаратуры, тип установки, объем контроля, рабочую частоту, типоразмер датчика.
4.3. Записи в журнале служат для статистического анализа эффективности контроля труб и состояния технического процесса их производства.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. Работы по вихретоковому контролю труб должны проводиться в соответствии с требованиями «Правил технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий, утвержденных Госэнергонадзором».
ПРИЛОЖЕНИЕ 2
Справочное
Величины условного предела текучести
|
Состояние материала |
Условный предел текучести s02, МПа, не менее |
|
|
МНЖМц 10-1-1 |
Мягкое |
100 |
|
МНЖМц 30-1-1 |
Мягкое |
120 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
ИСПОЛНИТЕЛИ:
Л.П. Селезнев, канд. техн. наук; З.И. Потапенко (руководитель темы); М.Б. Таубкин, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета стандартов Совета Министров СССР or 13.08.75 № 2135
3. Стандарт соответствует СТ СЭВ 2035-79 в части труб из медно-никелевых сплавов
4. ВЗАМЕН ГОСТ 10092-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 882-75 |
|
|
ГОСТ 6507-78 |
|
|
ГОСТ 6689.1-80 - ГОСТ 6689.22-80 |
|
|
ГОСТ 7502-80 |
|
|
ГОСТ 10198-78 |
|
|
ГОСТ 21929-76 |
|
|
ГОСТ 25086-81 |
6. Срок действия продлен до 01.01.92 Постановлением Госстандарта от 25.04.86 № 1093
7. Переиздание (май 1987 г.) с Изменениями № 1, 2, 3, 4, утвержденными в мае 1981 г., Пост. № 2582, августе 1982 г., апреле 1986 г., июле 1987 г. (ИУС 8-81, 11-82, 8-86, 7-87).
СОДЕРЖАНИЕ
|
5. Упаковка, маркировка, транспортирование и хранение. 7 |