ГОСТ 3.1403-85
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА
ОФОРМЛЕНИЯ ДОКУМЕНТОВ
НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
И ОПЕРАЦИИ КОВКИ И ШТАМПОВКИ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ
НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ОПЕРАЦИИ КОВКИ
И ШТАМПОВКИ
Unified system for technological
documentation. Forms and rules of making
documents on technological processes and operations of forging and stamping
|
ГОСТ
3.1403-85
|
Дата введения 01.01.87
Настоящий стандарт
устанавливает виды и комплектность документов, применяемых при разработке и
оформлении комплектов документов на технологические процессы ковки и штамповки,
а также формы и правила оформления технологических документов.
1.1.
Виды и назначение технологических документов (далее - документов),
разрабатываемых с применением различных методов проектирования на
технологические процессы (далее - процессы) ковки и штамповки, приведены в
табл. 1.
Таблица 1
|
Условное обозначение
документа
|
Обозначение формы
|
Применение документа на стадии
|
Указание по применению
|
|
предварительного проекта
|
опытного образца (опытной партии)
|
серийного (массового) производства
|
|
КТП по ГОСТ 3.1102
|
1, 1а, 2, 2а
|

|
|

|
Выполняет функции двух документов.
В качестве карты технологического
процесса (КТП) следует применять при разработке ЕТП ковки и горячей
штамповки.
В качестве карты технологической
информации (КТП/КТИ) следует применять при разработке ТТП (ГТП) ковки и
горячей штамповки дополнительно к карте типового (группового)
технологического процесса (КТТП) взамен ведомости деталей к типовому
(групповому) технологическому процессу (операции) (ВТП) для указания
переменных данных по детали одного обозначения с привязкой к выполняемым
операциям
|
|
МК по ГОСТ 3.1118
|
1, 1а, 1б, 3, 3б, 5, 5а
|
|
|

|
Допускается применять взамен
отдельных видов документов
Выполняет функцию КТП (МК/КТП).
Применяется при разработке ЕТП холодной штамповки
Выполняет функцию КТТП (МК/КТТП).
Применяется при разработке ТТП (ГТП) ковки и штамповки. В этом случае графы
по трудовому нормированию не заполняют
|
|
2, 1б, 4, 3б, 6, 5а
|
|
|
|
|
1, 1а, 1б, 3, 3б, 5, 5а
|
|
|
|
Выполняет функцию КТИ (МК/КТИ).
Применяется при разработке ТТП (ГТП) холодной штамповки
|
|
2, 1б, 4, 3б, 6, 5а
|
|
|
|
Выполняет функцию карты типовой
(групповой) операции (МК/КТО). Применяется при разработке типовой операции
холодной штамповки для указания последовательности выполнения переходов и
общих данных о средствах технологического оснащения. В этом случае в
документе не указывают информацию по трудовому нормированию
|
|
МК по ГОСТ 3.1102
|
2, 1б, 4, 3б, 6, 5а
|
|
|
|
Выполняет функцию операционной карты
(МК/ОК). Применяется при описании технологической операции холодной штамповки
с указанием последовательного выполнения переходов, данных о средствах
технологического оснащения и трудовых затратах. В этом случае в графы Тп.з.,
Тшт. следует вносить информацию То, Тв
|
|
КТТП по ГОСТ 3.1121
|
1 и 1а
|
|
|

|
Применяется при разработке ТТП(ГТП)
ковки и штамповки для описания операций в технологической последовательности
с указанием общих данных для всей группы деталей. При разработке ТТП(ГТП)
холодной штамповки информацию графы под служебным символом «Р» допускается не
заполнять
|
|
ВТД по ГОСТ 3.1122
|
4, 4а, 5, 5а
|
|
|
|
Применяется для указания состава
документов при разработке процессов ковки и штамповки с указанием обозначений
документов, в которых отражают переменные данные по каждой детали
|
|
ВТП по ГОСТ 3.1121
|
2, 2а, 3, 3а
|
|
|

|
Применяется при разработке ТТП(ГТП) и
типовой операции холодной штамповки дополнительно к КТТП для указания
переменных данных по каждой детали с привязкой к выполняемым операциям
|
|
КЭ по ГОСТ 3.1105
|
Все формы КЭ
|
|
|
|
Применяется в различных комплектах документов на
технологические процессы ковки и штамповки для разработки графического
изображения
|
Примечание.  - документ
обязательный;
- документ
обязательный;  - документ,
применяемый по усмотрению разработчика.
- документ,
применяемый по усмотрению разработчика.
1.2.
Комплектность документов на единичные, типовые и групповые технологические
процессы (ЕТП, ТТП и ГТП) устанавливает разработчик документов в соответствии с
табл. 2.
1.3.
Комплектность документов на процессы ковки и штамповки следует устанавливать
применительно к условиям предприятия (организации).
При выборе вариантов
ограничительного комплекта документов следует исходить из условий оптимизации
документооборота предприятия (организации) в целом, решения необходимого
комплекса соответствующих инженерно-технических задач и удобства применения
документов на рабочих местах.
2.1. КТП следует
составлять по формам 1, 1а или 2, 2а.
2.2.
Графы форм КТП следует заполнять в соответствии с табл. 3.
Таблица 3
|
Номер графы
|
Наименование (условное обозначение) графы
|
Содержание информации
|
|
1 - 12
|
-
|
По ГОСТ 3.1118
|
|
13
|
Уковка
|
Значение уковки
|
|
14 - 23
|
-
|
По ГОСТ 3.1118
|
|
24
|
УТ
|
Коды формы и системы оплаты труда и
условий труда по Классификатору ОКПДТР и код вида нормы
|
|
25
|
КР
|
Количество исполнителей, занятых при
выполнении операции
|
|
26
|
КОИД
|
Количество одновременно
изготавливаемых деталей при выполнении одной операции или величина садки
|
|
27 - 30
|
-
|
По ГОСТ 3.1118
|
|
31
|
КП
|
Количество поковок из одной исходной
заготовки
|
|
32
|
КИП
|
Коэффициент использования поковки -
отношение массы готовой детали к массе поковки
|
|
33
|
-
|
Элемент расхода материала (поковка,
угар, некратность, заусенцы и т. п.)
|
|
34
|
-
|
Масса элемента расхода материала
|
|
35
|
-
|
Отношение массы поковки или элемента
расхода к норме расхода материала в процентах
|
|
36
|
-
|
Допускается указывать дополнительную
информацию о статьях расхода материала
|
|
37
|
-
|
Графа для особых указаний
|
2.3.
Размеры граф формы КТП следует выбирать в соответствии с табл. 4, исходя
из шага печатающих устройств 2,6 мм.
Таблица 4
|
Номер графы
|
Размеры граф в формах документов
|
|
Формы 1 и 1а
|
Формы 1 и 1а
для САПР
|
Формы 2 и 2а
|
|
мм
|
Кол. знаков
|
мм
|
Кол. знаков
|
мм
|
Кол. знаков
|
|
1
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
2
|
231,4
|
89
|
231,4
|
89
|
169,0
|
65
|
|
3
|
33,8
|
13
|
33,8
|
13
|
33,8
|
13
|
|
4
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
5
|
18,2
|
7
|
18,2
|
7
|
18,2
|
7
|
|
6
|
15,6
|
6
|
15,6
|
6
|
13,0
|
5
|
|
7
|
18,2
|
7
|
18,2
|
7
|
26,0
|
10
|
|
8
|
13,0
|
5
|
13,0
|
5
|
18,2
|
7
|
|
9
|
33,8
|
13
|
33,8
|
13
|
33,8
|
13
|
|
10
|
54,6
|
21
|
54,6
|
21
|
52,0
|
20
|
|
11
|
15,6
|
6
|
15,6
|
6
|
15,6
|
6
|
|
12
|
18,2
|
7
|
18,2
|
7
|
18,2
|
7
|
|
13
|
20,8
|
8
|
49,4
|
19
|
26,0
|
10
|
|
14
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
15
|
10,4
|
4
|
10,4
|
4
|
18,2
|
7
|
|
16
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
17
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
18
|
75,4
|
29
|
122,2
|
47
|
101,4
|
39
|
|
19
|
153,4
|
59
|
153,4
|
59
|
153,4
|
59
|
|
20
|
119,6
|
46
|
166,4
|
64
|
153,4
|
59
|
|
21
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
22
|
18,2
|
7
|
18,2
|
7
|
18,2
|
7
|
|
23
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
24
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
25
|
10,4
|
4
|
10,4
|
4
|
10,4
|
4
|
|
26
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
27
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
28
|
13,0
|
5
|
13,0
|
5
|
13,0
|
5
|
|
29
|
18,2
|
7
|
18,2
|
7
|
18,2
|
7
|
|
30
|
20,8
|
8
|
20,8
|
8
|
20,8
|
8
|
|
31
|
20,8
|
8
|
39,0
|
15
|
23,4
|
9
|
|
32
|
20,8
|
8
|
49,4
|
19
|
26,0
|
10
|
|
33
|
20,8
|
8
|
23,4
|
9
|
20,8
|
8
|
|
34
|
26,0
|
10
|
31,2
|
12
|
26,0
|
10
|
|
35
|
20,8
|
8
|
23,4
|
9
|
20,8
|
8
|
|
36
|
-
|
-
|
-
|
-
|
33,8
|
13
|
|
37
|
-
|
-
|
-
|
-
|
15,6
|
6
|
Примечания:
1. В графе «Кол. знаков» указано число
знаков, соответствующее ширине данной графы.
2. Максимальное количество знаков,
вносимых в графы, на один знак меньше числа знаков, указанных в табл. 4.
3. Для документов, заполняемых
рукописным способом, размеры граф допускается округлять до ближайшего целого
числа.
4. Допускается графу 8 увеличивать на
один знак за счет уменьшения количества знаков граф 32 и 13 в случае, когда КИМ
указывают с точностью до третьего знака.
2.4. Разделение граф следует производить вертикальными отрезками прямой
линии длиной 0,5 - 1,5 мм.
При автоматизированном
проектировании разделение граф по вертикали и разделение строк по горизонтали
следует выполнять наборами соответствующих символов по ГОСТ
27464. Количество строк для указанных форм документов следует выбирать
исходя из высоты формата документа по ГОСТ
2.004.
Примечания:
1. Допускается разделять графы сплошной
вертикальной линией на всю высоту строки, при этом допускается разделять графы
не на каждой строке, а выборочно.
2. При применении автоматизированных
методов проектирования документов допускается выполнять формы с учетом
максимальной возможности размещения печатаемых символов на одной строке для
различных алфавитно-цифровых печатающих устройств (АЦПУ) ЭВМ без разделения
строк. Увеличение ширины формата формы документов выполняют за счет изменения
размеров граф: 13, 18, 20, 32, 34, 35.
3. В целях различия бланков для форм
документов, применяемых в условиях САПР, следует добавлять дополнительно слово
«САПР», например «Форма 1 САПР».
4. При автоматизированной разработке с
применением максимальной значности печатающих устройств ЭВМ (128 знаков)
допускается в документах не выполнять крайние вертикальные линии,
ограничивающие ширину формата.
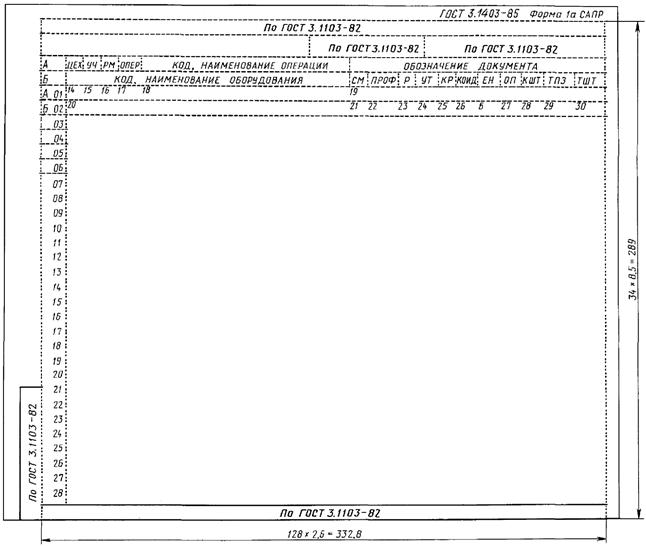
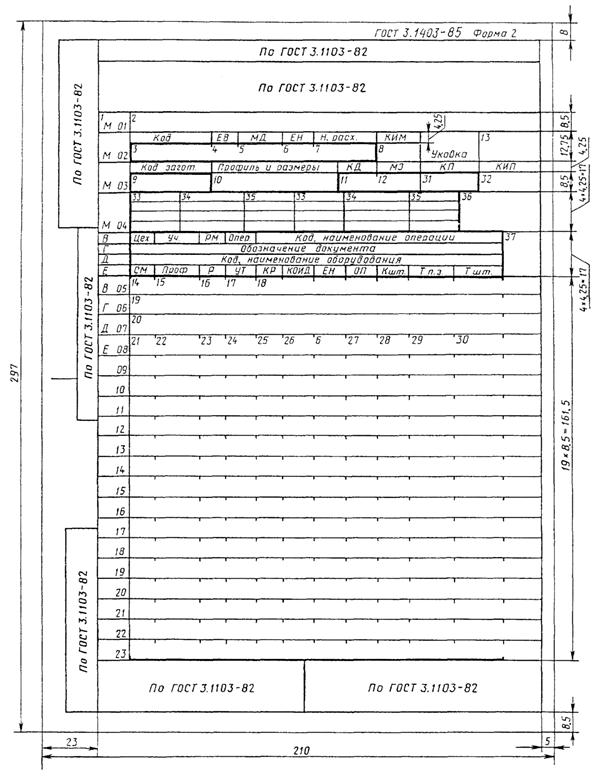
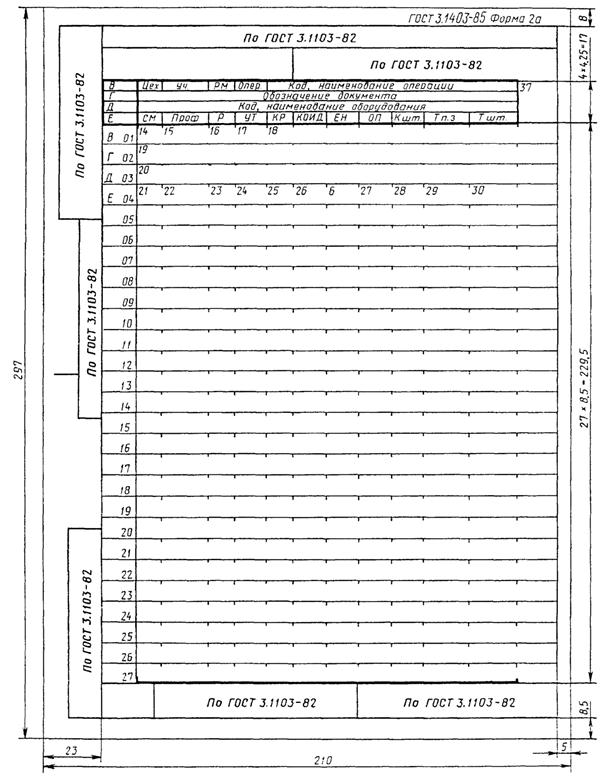
2.5. Пример
построения формы КТП для автоматизированного проектирования документов на АЦПУ
вывода ЭВМ с шагом печатающих устройств - 2,6 мм приведен в приложении 1.
2.6. Графы формы КТП
следует заполнять построчно с привязкой к соответствующим служебным символам,
указанным в табл. 5.
Таблица 5
|
Обозначение служебного
символа
|
Содержание информации, вносимой в графы,
расположенные на строке
|
|
А
|
Номер цеха, участка, рабочего места,
где выполняется операция, номер операции, код и наименование операции,
обозначения документов, применяемых при выполнении операций
|
|
Б
|
Код, наименование оборудования,
усилие и частота ходов рабочих частей оборудования, информация по
трудозатратам
|
|
В
|
Номер цеха, участка, рабочего места,
где выполняется операция, номер операции, код и наименование операции
(применяют только для форм с вертикальным расположением поля подшивки)
|
|
Г
|
Обозначения документов, применяемых
при выполнении операций (применяют только для форм с вертикальным
расположением поля подшивки)
|
|
Д
|
Код, наименование оборудования
(применяют только для форм с вертикальным расположением поля подшивки)
|
|
Е
|
Информация по трудозатратам
(применяют только для форм с вертикальным расположением поля подшивки)
|
|
М
|
Информация о применяемом основном
материале и исходной заготовке; информация о применяемых вспомогательных
материалах с указанием наименования и кода материала; обозначение
подразделений, откуда поступают материалы; код единицы величины; информация
по статьям расхода материала
|
|
О
|
Содержание операции (перехода)
|
|
Т
|
Информация о применяемой при
выполнении операции технологической оснастке
|
Примечания:
1. Режимы обработки записывают на одной
строке с описанием содержания операции (перехода).
2. Допускается записывать на одной
строке информацию, относящуюся к служебному символу «А» с информацией под
символом «Б». В этом случае строке присваивают служебный символ «А» (см.
приложение 3
- пример оформления КТИ).
2.7. При применении форм МК для разработки процессов ковки и штамповки
их оформление выполняют в соответствии с требованиями ГОСТ 3.1118.
2.8. Изображение
эскиза следует выполнять на карте эскизов или в нижней зоне формы
технологического документа. В этом случае нижней зоне поля КТИ, занятой
графическим изображением, должен быть присвоен служебный символ «0».
Допускается вносить
дополнительную информацию, а также производить запись технических требований в
свободной части зоны, отведенной для эскиза.
2.9.
Правила оформления комплектов документов на ЕТП - по ГОСТ 3.1119.
Правила оформления
ТТП(ГТП) - по ГОСТ
3.1121.
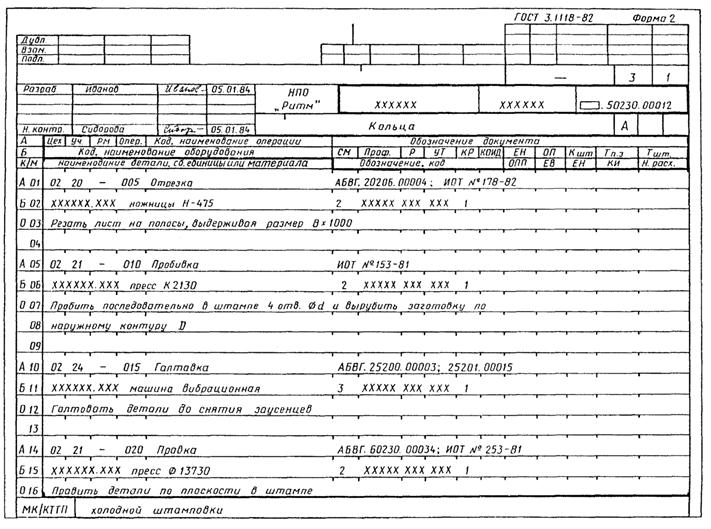
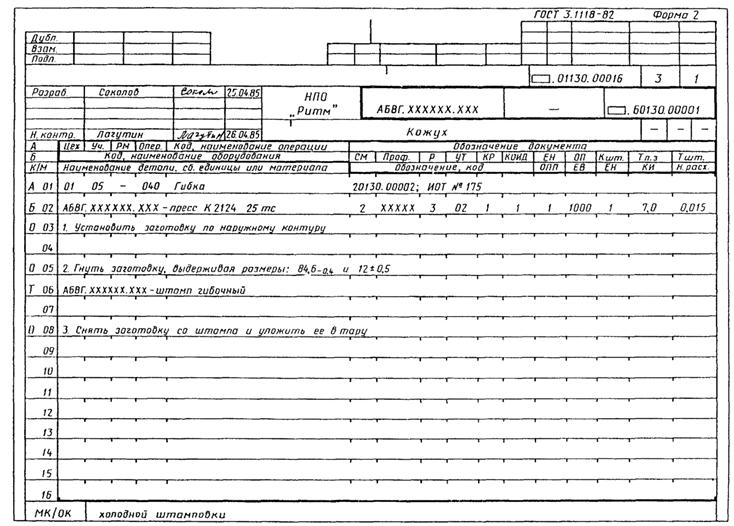
2.10. Примеры
оформления КТП, МК/КТТП, МК/КТИ и МК/ОК приведены в приложениях 2 - 4.
Карта технологического
процесса ковки и горячей штамповки
(первый или заглавный лист)

Карта технологического процесса ковки и горячей
штамповки
(последующие листы)

Карта технологического процесса ковки и горячей
штамповки
(первый или заглавный лист)
Карта технологического
процесса ковки и горячей штамповки
(последующие листы)
Рекомендуемое
Карта
технологического процесса ковки и горячей штамповки для САПР
(первый или заглавный лист)

Карта технологического процесса ковки и горячей
штамповки для САПР
(последующие листы)