4.3.1. Смещение по поверхности разъема штампов - по табл. 4.
Таблица 4
|
Масса поковки, кг
|
Припуска
для классов точности, мм
|
|
Плоская
поверхность разъема (П)
|
|
|
|
T1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
|
Симметрично
изогнутая поверхность разъема (Ис)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Несимметрично
изогнутая поверхность разъема (Ин)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 0,5 включ.
|
0,1
|
0,1
|
0,1
|
0,1
|
0,2
|
0,2
|
0,3
|
0,3
|
|
Св. 0,5 до 1,0 »
|
0,2
|
0,3
|
|
» 1,0 » 1,8 »
|
0,2
|
0,3
|
0,4
|
|
» 1,8 » 3,2 »
|
0,2
|
0,3
|
0,4
|
0,5
|
|
» 3,2 » 5,6 »
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
|
» 5,6 » 10,0 »
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
|
» 10,0 » 20,0 »
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,9
|
|
» 20,0 » 50,0 »
|
0,4
|
0,5
|
0,6
|
0,7
|
0,9
|
1,2
|
|
» 50,0 » 125,0 »
|
0,4
|
0,5
|
0,6
|
0,7
|
0,9
|
1,2
|
1,6
|
|
» 125,0 » 250,0 »
|
0,4
|
0,5
|
0,6
|
0,7
|
0,9
|
1,2
|
1,6
|
2,0
|
|
|
|
|
|
|
|
|
|
|
4.3.2. Изогнутость и
отклонения от плоскостности и прямолинейности - по табл. 5.
Таблица 5
мм
|
Наибольший размер поковки
|
Припуски
для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 100
включ.
|
0,1
|
0,2
|
0,2
|
0,3
|
0,4
|
|
Св. 100 » 160 »
|
0,2
|
0,2
|
0,3
|
0,4
|
0,5
|
|
» 160 »
250 »
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
|
» 250 »
400 »
|
0,3
|
0,4
|
0,5
|
0,6
|
0,8
|
|
» 400 »
630 »
|
0,4
|
0,5
|
0,6
|
0,8
|
1,0
|
|
» 630 »
1000 »
|
0,5
|
0,6
|
0,8
|
1,0
|
1,2
|
|
» 1000 »
1600 »
|
0,6
|
0,8
|
1,0
|
1,2
|
1,6
|
|
» 1600 »
2500 »
|
0,8
|
1,0
|
1,2
|
1,6
|
2,0
|
4.3.3. Отклонения межосевого
расстояния - по табл. 6.
Таблица 6
мм
|
Расстояние между центрами, осями
|
Припуски
для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 60 включ.
|
0,1
|
0,1
|
0,2
|
0,2
|
0,3
|
|
Св. 60 »
100 »
|
0,1
|
0,2
|
0,2
|
0,3
|
0,5
|
|
» 100 » 160 »
|
0,2
|
0,2
|
0,3
|
0,5
|
0,8
|
|
» 160 »
250 »
|
0,2
|
0,3
|
0,5
|
0,8
|
1,2
|
|
» 250 »
400 »
|
0,3
|
0,5
|
0,8
|
1,2
|
1,6
|
|
» 400 »
630 »
|
0,5
|
0,8
|
1,2
|
1,6
|
2,0
|
|
» 630 »
1000 »
|
0,8
|
1,2
|
1,6
|
2,0
|
2,5
|
|
» 1000 »
1600 »
|
1,2
|
1,6
|
2,0
|
2,5
|
4,0
|
|
» 1600 »
2500 »
|
1,6
|
2,0
|
2,5
|
4,0
|
6,0
|
4.3.4. Величина
дополнительного припуска, учитывающего отклонения угловых размеров,
устанавливается по согласованию между изготовителем и потребителем.
4.4. Разрешается округлять линейные размеры поковки с точностью до 0,5 мм.
4.5. При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами
поковки, устанавливается наибольшее значение припуска для данной поверхности.
4.6. При изготовлении стержневых поковок с двухсторонней
высадкой или поковок, у которых стержни не подвергаются деформации, припуски на
обработку должны устанавливаться с учетом приведенных в п. 5.6 допусков по длине стержней.
4.7. Минимальная величина радиусов закруглений наружных углов
поковок в зависимости от глубины полости ручья штампа устанавливается по табл. 7.
Таблица 7
|
Масса поковки, кг
|
Минимальная
величина радиусов закруглений, мм, при глубине полости ручья штампа, мм
|
|
до
10 включ.
|
10
- 25
|
25
- 50
|
св.
50
|
|
До 1,0 включ.
|
1,0
|
1,6
|
2,0
|
3,0
|
|
Св. 1,0 » 6,3 »
|
1,6
|
2,0
|
2,5
|
3,6
|
|
» 6,3 » 16,0 »
|
2,0
|
2,5
|
3,0
|
4,0
|
|
» 16,0 » 40,0 »
|
2,5
|
3,0
|
4,0
|
5,0
|
|
» 40,0 » 100,0 »
|
3,0
|
4,0
|
5,0
|
7,0
|
|
» 100,0 » 250,0 »
|
4,0
|
5,0
|
6,0
|
8,0
|
4.8. При изготовлении поковок
по классу точности Т5 с применением пламенного
нагрева заготовок допускается увеличение
припуска для поковок с массой:
до 3,2 кг - до 0,5 мм;
3,2 » 10,0 » - » 0,8 »;
св. 10,0 » - » 1,0 ».
5. ДОПУСКИ
5.1. Допуски и допускаемые отклонения линейных размеров поковок назначаются в зависимости от исходного индекса и
размеров поковки по табл. 8.
5.2. Допускаемые отклонения внутренних размеров поковок должны
устанавливаться с обратными знаками.
Допуски и допускаемые
отклонения размеров (см. черт. 2),
отражающие односторонний износ штампов, равны 0,5 величин,
приведенных в табл. 8.
5.3. Допуски и допускаемые отклонения размеров толщины,
учитывающие недоштамповку, устанавливаются по
наибольшей толщине поковки и распространяются на все размеры ее толщины.
5.4. Допуски толщины поковки, подвергаемой холодной или
горячей калибровке, устанавливаются по приложению 4.
5.5. Допуск размеров, не
указанный на чертеже поковки, принимается
равным 1,5
допуска соответствующего размера поковки с
равными допускаемыми отклонениями.
5.6. Для поковок, у которых
стержень выходит за пределы штампа и не подвергается деформации, допуск длины
стержня принимают, мм:
до 2 - для поковок 1-го класса точности
» 3 » » 2-го » »
» 4 » » 3-го » »
» 5 » » 4-го » »
» 6 » » 5-го » »
Величина допуска длины
недеформированного стержня у поковок, полученных двухсторонней высадкой, удваивается. Для
поковок, полученных высадкой с последующей штамповкой и высадкой проката мерной
длины, допуск длины стержня устанавливается по согласованию между изготовителем
и потребителем.
В величину допуска не входят
отклонения по смятию и неперпендикулярности торцов стержня.
Для участка стержня, зажатого
в штампе, или в
клещах при штамповке от заднего упора допускается увеличение диаметра стержня на
величину удвоенного положительного допускаемого отклонения по табл. 8
на расстоянии до двух диаметров от головки поковки и полутора диаметров от
торца стержня.
Таблица 8
Допуски и допускаемые отклонения линейных
размеров поковок
мм
|
Исходный индекс
|
Наибольшая
толщина поковки
|
|
до
40
|
40
- 63
|
63
- 100
|
100
- 160
|
160
- 250
|
св.
250
|
|
|
Длина,
ширина, диаметр, глубина и высота поковки
|
|
до
40
|
40
- 100
|
100
- 160
|
160
- 250
|
250
- 400
|
400
- 630
|
630
- 1080
|
1000-1600
|
1600-2500
|
|
1
|
0,3
|
+0,2
-0,1
|
0,4
|
+0,3
-0,1
|
0,5
|
+0,3
-0,2
|
0,6
|
+0,4
-0,2
|
0,7
|
+0,5
-0,2
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2
|
0,4
|
+0,3
-0,1
|
0,5
|
+0,3
-0,2
|
0,5
|
+0,4
-0,2
|
0,7
|
+0,5
-0,2
|
0,8
|
+0,5
-0,3
|
0,9
|
+0,6
-0,3
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
0,5
|
+0,3
-0,2
|
0,6
|
+0,4
-0,2
|
0,7
|
+0,5
-0,2
|
0,8
|
+0,5
-0,3
|
0,9
|
+0,6
-0,3
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
-
|
-
|
-
|
-
|
|
4
|
0,6
|
+0,4
-0,2
|
0,7
|
+0,5
-0,2
|
0,8
|
+0,5
-0,3
|
0,9
|
+0,6
-0,3
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
-
|
-
|
-
|
-
|
|
5
|
0,7
|
+0,5
-0,2
|
0,8
|
+0,5
-0,3
|
0,9
|
+0,6
-0,3
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
-
|
-
|
|
6
|
0,8
|
+0,5
-0,3
|
0,9
|
+0,6
-0,3
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
|
7
|
0,9
|
+0,6
-0,3
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
|
8
|
1,0
|
+0,7
-0,3
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
|
9
|
1,2
|
+0,8
-0,4
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
|
10
|
1,4
|
+0,9
-0,5
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
|
11
|
1,6
|
+1,1
-0,5
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
|
12
|
2,0
|
+1,3
-0,7
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
|
13
|
2,2
|
+1,4
-0,8
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
|
14
|
2,5
|
+1,6
-0,9
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
|
15
|
2,8
|
+1,8
-1,0
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
44,7
-2,4
|
|
16
|
3,2
|
+2,1
-1,1
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
|
17
|
3,6
|
+2,4
-1,2
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
|
18
|
4,0
|
+2,7
-1,3
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
|
19
|
4,5
|
+3,0
-1,5
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
11,0
|
+7,4
-3,6
|
|
20
|
5,0
|
+3,3
-1,7
|
5,6
|
+3,7
-1,0
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
11,0
|
+7,4
-3,6
|
12,0
|
+8,0
-4,0
|
|
21
|
5,6
|
+3,7
-1,9
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
11,0
|
+7,4
-3,6
|
12,0
|
+8,0
-4,0
|
13,0
|
+8,6
-4,4
|
|
22
|
6,3
|
+4,2
-2,1
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
11,0
|
+7,4
-3,6
|
12,0
|
+8,0
-4,0
|
13,0
|
+8,6
-4,4
|
14,0
|
+9,2
-4,8
|
|
23
|
7,1
|
+4,7
-2,4
|
8,0
|
+5,3
-2,7
|
9,0
|
+6,0
-3,0
|
10,0
|
+6,7
-3,3
|
11,0
|
+7,4
-3,6
|
12,0
|
+8,0
-4,0
|
13,0
|
+8,6
-4,4
|
14,0
|
+9,2
-4,8
|
16,0
|
+10,0
-6,0
|
Допускаемые
отклонения размеров сечения стержня на недеформируемых участках поковки
определяются соответствующими стандартами на сортамент проката с увеличением
отрицательного допускаемого отклонения не более чем на 0,5 мм.
5.7. Допускаемая величина
смещения по поверхности разъема штампа
определяется в зависимости от массы поковки, конфигурации поверхности разъема
штампа и класса точности и не должна превышать значений, приведенных в табл. 9.
Таблица 9
|
Масса поковки, кг
|
Допускаемая
величина смещения по поверхности разъема штампа, мм
|
|
Плоская
поверхность разъема штампа (П)
|
|
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Симметрично
изогнутая поверхность разъема штампа (Ис)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Несимметрично
изогнутая поверхность разъема штампа (Ис)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 0,5 включ.
|
0,1
|
0,2
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
|
Св. 0,5 » 1,0 »
|
0,2
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
|
» 1,0 » 1,8 »
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
|
» 1,8 » 3,2 »
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
1,0
|
|
» 3,2 » 5,6 »
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
1,0
|
1,2
|
|
» 5,6 » 10,0 »
|
0,5
|
0,6
|
0,7
|
0,8
|
1,0
|
1,2
|
1,4
|
|
» 10,0 » 20,0 »
|
0,6
|
0,7
|
0,8
|
1,0
|
1,2
|
1,4
|
1,8
|
|
» 20,0 » 50,0 »
|
0,7
|
0,8
|
1,0
|
1,2
|
1,4
|
1,8
|
2,5
|
|
» 50,0 » 125,0 »
|
0,8
|
1,0
|
1,2
|
1,4
|
1,8
|
2,5
|
3,2
|
|
» 125,0 » 250,0 »
|
1,0
|
1,2
|
1,4
|
1,8
|
2,5
|
3,2
|
4,0
|
5.8. Допускаемая величина
остаточного облоя определяется в зависимости
от массы поковки, конфигурации поверхности разъема штампа и класса точности и
назначается по табл. 10.
Таблица
10
|
Масса поковки, кг
|
Допускаемая
величина остаточного облоя, мм
|
|
Плоская
поверхность разъема штампа (П)
|
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Симметрично
изогнутая поверхность разъема штампа (Ис)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Несимметрично
изогнутая поверхность разъема штампа (Ин)
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 0,5 включ.
|
0,2
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
|
Св. 0,5 » 1,0 »
|
0,3
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
|
» 1,0 » 1,8 »
|
0,4
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
1,2
|
|
» 1,8 » 3,2 »
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
1,2
|
1,4
|
|
» 3,2 » 5,6 »
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
1,2
|
1,4
|
1,6
|
|
» 5,6 » 10,0 »
|
0,7
|
0,8
|
0,9
|
1,0
|
1,2
|
1,4
|
1,6
|
1,8
|
|
» 10,0 » 20,0 »
|
0,8
|
0,9
|
1,0
|
1,2
|
1,4
|
1,6
|
1,8
|
2,2
|
|
» 20,0 » 50,0 »
|
0,9
|
1,0
|
1,2
|
1,4
|
1,6
|
1,8
|
2,2
|
2,8
|
|
» 50,0 » 125,0 »
|
1,0
|
1,2
|
1,4
|
1,6
|
1,8
|
2,2
|
2,8
|
3,5
|
|
» 125,0 » 250,0 »
|
1,2
|
1,4
|
1,6
|
1,8
|
2,2
|
2,8
|
3,5
|
4,0
|
В местах перехода
для радиусов до 10 мм допускается назначать удвоенную величину остаточного облоя.
5.9. Величина срезанной кромки не должна уменьшать
установленный припуск.
5.10. Допускаемая величина
высоты заусенца на поковке по контуру обрезки облоя не должна превышать:
2 мм - для поковок массой до
1,0 кг включ.;
3 мм » » » св. 1,0 кг до 5,6 кг включ.;
5 мм » » » » 5,6 кг » 50,0 кг »
6 мм » » » » 50,0 кг,
а при пробивке отверстия эта величина
может быть увеличена в 1,3 раза.
5.11. Допускаемая величина
заусенца, образовавшегося по контуру пуансона при штамповке в закрытых штампах
(безоблойной), определяется по табл. 11.
Таблица 11
|
Масса поковки, кг
|
Степень
сложности поковки
|
Допускаемая
величина заусенца при максимальном размере поперечного сечения поковки по
поверхности разъема штампа, мм
|
|
до
40
|
40
- 100
|
100
- 160
|
160
- 250
|
св.
250
|
|
До 0,5 включ.
|
С1, С2
|
1,0
|
2,0
|
-
|
-
|
-
|
|
С3
|
2,0
|
3,0
|
-
|
-
|
-
|
|
С4
|
3,0
|
4,0
|
-
|
-
|
-
|
|
Св. 0,5 » 3,2 »
|
С1, С2
|
2,0
|
3,0
|
4,0
|
-
|
-
|
|
С3
|
3,0
|
4,0
|
5,0
|
-
|
-
|
|
С4
|
4,0
|
5,0
|
6,0
|
-
|
-
|
|
» 3,2 » 5,6 »
|
С1, С2
|
3,0
|
4,0
|
5,0
|
-
|
-
|
|
С3
|
4,0
|
5,0
|
6,0
|
-
|
-
|
|
С4
|
5,0
|
6,0
|
7,0
|
-
|
-
|
|
» 5,6 » 20,0 »
|
С1, С2
|
4,0
|
5,0
|
6,0
|
7,0
|
8,0
|
|
С3
|
5,0
|
6,0
|
7,0
|
8,0
|
9,0
|
|
С4
|
6,0
|
7,0
|
8,0
|
9,0
|
10,0
|
|
» 20,0 » 50,0 »
|
С1, С2
|
5,0
|
6,0
|
7,0
|
8,0
|
9,0
|
|
С3
|
6,0
|
7,0
|
8,0
|
9,0
|
10,0
|
|
С4
|
7,0
|
8,0
|
9,0
|
10,0
|
11,0
|
|
» 50,0
|
С1, С2
|
6,0
|
7,0
|
8,0
|
9,0
|
10,0
|
|
С3
|
7,0
|
8,0
|
9,0
|
10,0
|
11,0
|
|
С4
|
8,0
|
9,0
|
10,0
|
11,0
|
12,0
|
5.12. У поковок,
изготовленных на горизонтально-ковочных машинах, допускаемая высота заусенца в
плоскости разъема матриц не должна превышать удвоенной величины остаточного
облоя по табл. 10.
5.13. Заусенцы на необрабатываемых поверхностях поковок должны
быть удалены по требованию потребителя, если форма поковки позволяет в
технически обоснованных случаях производить
зачистку поверхности на зачистных станках.
5.14. Допускаемое
отклонение от соосности непробитых отверстий (наметок) в поковках (см. черт. 4г)
принимается не более 1,0 % глубины отверстия
(наметки).
5.15. Допускаемое наибольшее отклонение от концентричности
пробитого в поковке отверстия (см. черт. 4б)
устанавливается по табл. 12.
Таблица 12
мм
|
Наибольший размер поковки
|
Допускаемое
наибольшее отклонение от концентричности пробитого отверстия для классов
точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 100 включ.
|
0,4
|
0,5
|
0,6
|
0,8
|
1,0
|
|
Св. 100 »
160 »
|
0,5
|
0,6
|
0,8
|
1,0
|
1,5
|
|
» 160 » 250 »
|
0,6
|
0,8
|
1,0
|
1,5
|
2,0
|
|
» 250 » 400 »
|
0,8
|
1,0
|
1,5
|
2,0
|
2,5
|
|
» 400 »
630 »
|
1,0
|
1,5
|
2,0
|
2,5
|
3,0
|
|
» 630 »
1000 »
|
1,5
|
2,0
|
2,5
|
3,0
|
4,0
|
Приведенные
допускаемые отклонения от концентричности отверстий соответствуют началу пробивки (со стороны входа
пуансона в поковку). В конце пробивки (со стороны выхода пуансона) эти отклонения могут быть увеличены на 25 %.
5.16. Допускаемые
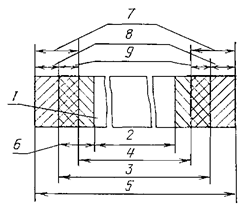
отклонения по изогнутости, от плоскостности и
от прямолинейности для плоских поверхностей (см. черт. 7) устанавливаются по табл. 13. В данных величинах не учитываются
перепады по высоте, толщине или ширине поковок.
Таблица 13
мм
|
Наибольший размер поковки
|
Допускаемые
отклонения по изогнутости для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 100 включ.
|
0,3
|
0,4
|
0,5
|
0,6
|
0,8
|
|
Св. 100 »
160 »
|
0,4
|
0,5
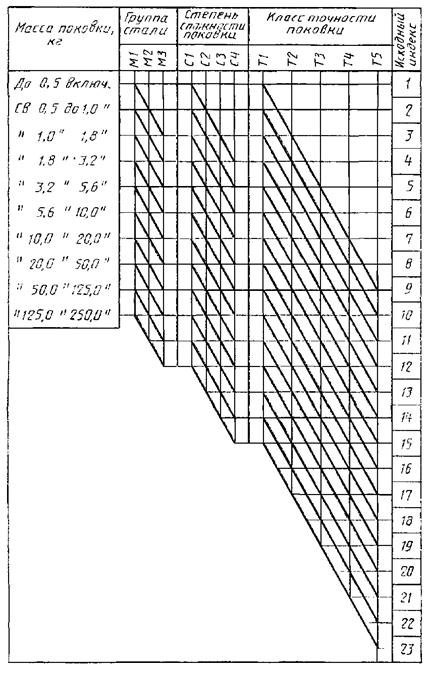
|
0,6
|
0,8
|
1,0
|
|
» 160 » 250 »
|
0,5
|
0,6
|
0,8
|
1,0
|
1,2
|
|
» 250 » 400 »
|
0,6
|
0,8
|
1,0
|
1,2
|
1,6
|
|
» 400 »
630 »
|
0,8
|
1,0
|
1,2
|
1,6
|
2,0
|
|
» 630 »
1000 »
|
1,0
|
1,2
|
1,6
|
2,0
|
2,5
|
|
» 1000 »
1600 »
|
1,2
|
1,6
|
2,0
|
2,5
|
3,2
|
|
» 1600 » 2500 »
|
1,6
|
2,0
|
2,5
|
3,2
|
4,0
|
Длиномерные поковки с размерами
свыше 1000 мм подвергают правке перед механической
обработкой.
5.17. Допуск радиального
биения цилиндрических поверхностей не должен превышать удвоенной величины,
указанной в табл. 13
(назначается по согласованию между изготовителем и потребителем).
5.18. Допускаемые отклонения межосевого расстояния (А1) в поковках (см. черт. 2) не должны превышать величин, указанных в табл. 14.
Таблица 14
мм
|
Межцентровое расстояние
|
Допускаемые
отклонения межосевого расстояния для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 60
включ.
|
±0,10
|
±0,15
|
±0,20
|
±0,25
|
±0,30
|
|
» 60 » 100 »
|
±0,15
|
±0,20
|
±0,25
|
±0,30
|
±0,50
|
|
» 100 »
160 »
|
±0,20
|
±0,25
|
±0,30
|
±0,50
|
±0,80
|
|
» 160 » 250 »
|
±0,25
|
±0,30
|
±0,50
|
±0,80
|
±1,20
|
|
» 250 » 400 »
|
±0,30
|
±0,50
|
±0,80
|
±1,20
|
±1,60
|
|
» 400 »
630 »
|
±0,50
|
±0,80
|
±1,20
|
±1,60
|
±2,00
|
|
» 630 »
1000 »
|
±0,80
|
±1,20
|
±1,60
|
±2,00
|
±3,00
|
|
» 1000 » 1600 »
|
±1,20
|
±1,60
|
±2,00
|
±3,00
|
±4,50
|
|
» 1600 » 2500 »
|
±1,60
|
±2,00
|
±3,00
|
±4,50
|
±7,00
|
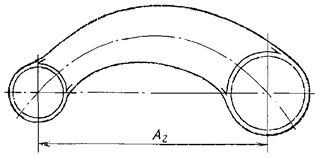
5.19. Допускаемое отклонение межосевого расстояния (А2) в поковке (см. черт. 3)
устанавливается по согласованию потребителя с изготовителем.
5.20. Допускаемое отклонение
торца стержня поковки после отрезки заготовок из прутка, не подвергаемого
деформации при штамповке (черт. 10), определяется по табл. 15 в зависимости от диаметра прутка.
Допускается неперпендикулярность поверхности среза к оси заготовки до 7°.

Черт. 10
Таблица 15
мм
|
Диаметр прутка (d)
|
Допускаемое
отклонение
|
|
x
|
y
|
|
До 40 включ.
|
0,08d
|
1d
|
|
Св. 40
|
0,07d
|
0,8d
|
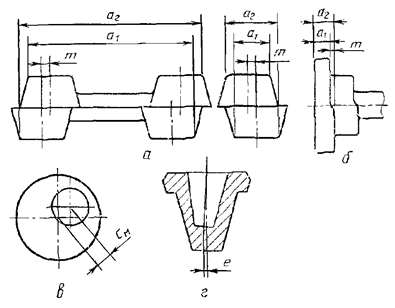
5.21. Допускаемые отклонения угловых (α) размеров элементов поковки (черт. 11) устанавливаются по табл. 16.
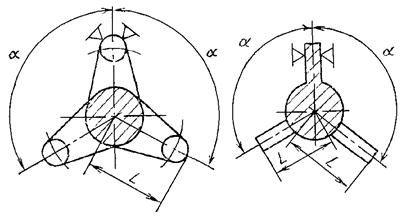
L - длина элемента (расстояние от оси поковки до торца элемента)
Черт. 11
Таблица 16
|
Длина элемента (L), мм
|
Допускаемые
отклонения угловых элементов поковки для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 25
включ.
|
±0°45'
|
±1°00'
|
±1°30'
|
±2°00'
|
±2°30'
|
|
Св. 25 »
60 »
|
±0°30'
|
±0°45'
|
±1°00'
|
±1°30'
|
±2°00'
|
|
» 60 »
100 »
|
±0°15'
|
±0°30'
|
±0°45'
|
±1°00'
|
±1°30'
|
|
» 100 » 160 »
|
±0°10'
|
±0°15'
|
±0°30'
|
±0°45'
|
±1°00'
|
|
» 160
|
±0°05'
|
±0°10'
|
±0°15'
|
±0°30'
|
±0°45'
|
Допускаемые
отклонения угловых размеров для поковки, скручивание или гибка элементов
которой производится на отдельном оборудовании, увеличивается на 50 %.
5.22. На поковке
допускается след в виде впадины или выступа, образующийся от выталкивателя или от
зажимных элементов штампа.
Глубина впадины должна быть
не более 0,5 величины фактического припуска. Высота выступа допускается
до 3,0 мм на
обрабатываемой поверхности, а на необрабатываемой поверхности должна быть
согласована между изготовителем и потребителем.
5.23. Допуск радиусов
закруглений внутренних и наружных углов поковок устанавливается по табл. 17.
Таблица 17
мм
|
Радиус закругления
|
Допуск
радиусов закруглений для классов точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
До 4 включ.
|
0,5
|
0,5
|
0,5
|
1,0
|
2,0
|
|
Св. 4 »
6 »
|
0,5
|
0,5
|
1,0
|
2,0
|
3,0
|
|
» 6 »
10 »
|
1,0
|
1,0
|
2,0
|
3,0
|
5,0
|
|
» 10 » 16 »
|
1,0
|
2,0
|
3,0
|
5,0
|
8,0
|
|
» 16 » 25 »
|
2,0
|
3,0
|
5,0
|
8,0
|
12,0
|
|
» 25 » 40 »
|
3,0
|
5,0
|
8,0
|
12,0
|
20,0
|
|
» 40 » 60 »
|
5,0
|
8,0
|
12,0
|
20,0
|
30,0
|
|
» 60 » 100 »
|
8,0
|
12,0
|
20,0
|
30,0
|
50,0
|
5.24. Допускаемые отклонения штампованных уклонов на поковках устанавливаются в пределах ±0,25 их номинальной величины.
5.25. Допуск высоты (длины) стержня, втулки и отростка поковки,
изготовленных выдавливанием, устанавливается по согласованию между
изготовителем и потребителем.
5.26. Допускаемые отклонения формы и расположения поверхностей
(пп. 5.7 - 5.17, 5.20, 5.22 - 5.24) являются самостоятельными
и не зависят от допусков и допускаемых отклонений размеров поковки.
6. КУЗНЕЧНЫЕ
НАПУСКИ
6.1. Кузнечные напуски могут быть образованы на поковке
штамповочными уклонами, радиусами закругления внутренних углов, непробиваемой
перемычкой в отверстиях и невыполнимыми в
штамповочных операциях поднутрениями и
полостями.
6.2. Штамповочные уклоны не
должны превышать величин, установленных в
табл. 18.
Таблица 18
|
Оборудование
|
Штамповочные
уклоны, град
|
|
на
наружной поверхности
|
на
внутренней поверхности
|
|
Штамповочные молоты,
прессы без выталкивателей
|
7
|
10
|
|
Прессы с выталкивателями, горизонтально-ковочные машины
|
5
|
7
|
|
Горячештамповочные автоматы
|
1
|
2
|
На поверхностях
отверстий в поковках, изготовленных на горизонтально-ковочных машинах,
штамповочный уклон не должен превышать 3°.
У изготовленных на
штамповочных молотах и прессах без выталкивателей поковок, имеющих элементы в виде ребра,
выступа, реборды с отношением их высоты к ширине более 2,5, допускается
штамповочный уклон до 10° на внешней
поверхности и до 12° на внутренней
поверхности.
6.3. Величина радиуса закругления внутренних углов
устанавливается по согласованию между изготовителем и потребителем.
6.4. Впадины и углубления в поковке, когда их оси параллельны
направлению движения одной из подвижных частей штампа, а диаметр или наименьший поперечный
размер не менее 30 мм, выполняют глубиной до 0,8 их диаметра или
наименьшего поперечного размера - при изготовлении на молотах и прессах и до трех диаметров
- при изготовлении
на горизонтально-ковочных машинах.
6.5. В поковке выполняют сквозные отверстия при двухстороннем
углублении, если при ее изготовлении их оси параллельны направлению движения
одной из подвижных частей штампа диаметр сквозного отверстия не менее 30 мм, а толщина поковки в месте пробивки - не более диаметра пробиваемого отверстия.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Таблица 19
ВЫБОР КЛАССА ТОЧНОСТИ ПОКОВОК
|
Основное деформирующее оборудование, технологические процессы
|
Класс
точности
|
|
Т1
|
Т2
|
Т3
|
Т4
|
Т5
|
|
Кривошипные горячештамповочные
прессы:
|
|
|
|
|
|
|
открытая (облойная) штамповка
|
|
|
|
+
|
+
|
|
закрытая штамповка
|
|
+
|
+
|
|
|
|
выдавливание
|
|
|
+
|
+
|
|
|
Горизонтально-ковочные машины
|
|
|
|
+
|
+
|
|
Прессы винтовые, гидравлические
|
|
|
|
+
|
+
|
|
Горячештамповочные автоматы
|
|
+
|
+
|
|
|
|
Штамповочные молоты
|
|
|
|
+
|
+
|
|
Калибровка объемная (горячая и холодная)
|
+
|
+
|
|
|
|
|
Прецизионная штамповка
|
+
|
|
|
|
|
|
Примечания:
1. Прецизионная штамповка - способ штамповки,
обеспечивающий устанавливаемую точность и шероховатость одной или нескольких функциональных поверхностей поковки, которые не
подвергаются окончательной обработке.
2. При пламенном нагреве заготовок
допускается снижение точности для классов Т2 - Т4 на один класс.
3. При холодной или горячей плоскостной калибровке точность
принимается на один класс выше.
|
ПРИЛОЖЕНИЕ 2
Обязательное
СТЕПЕНИ СЛОЖНОСТИ ПОКОВОК
1. Степень
сложности является одной из конструктивных характеристик формы поковок, качественно оценивающей ее и используется
при назначении припусков
и допусков.
2. Степень
сложности определяют путем вычисления отношения массы (объема) Gп поковки к массе (объему) Gф
геометрической фигуры, в которую вписывается форма поковки. Геометрическая
фигура может быть шаром, параллелепипедом, цилиндром с перпендикулярными к его
оси торцами или прямой
правильной призмой (черт. 12).
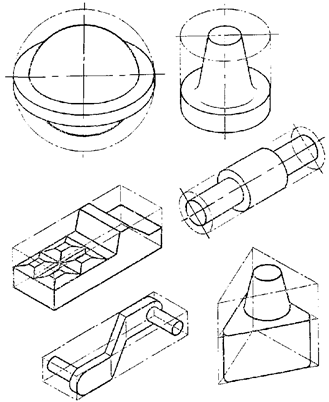
Черт. 12
При вычислении отношения Gп/Gф, принимают ту из геометрических фигур, масса (объем)
которой наименьший.
3. При
определении размеров описывающей поковку
геометрической фигуры допускается исходить из увеличения в 1,05 раза габаритных
линейных размеров детали, определяющих положение ее обработанных поверхностей.
4. Степеням
сложности поковок соответствуют следующие численные
значения отношения Gп/Gф:
С1 - св. 0,63
С2 » 0,32 до 0,63 включ.
С3 » 0,16 » 0,32 »
С4 » 0,16
5. Степень
сложности С4 устанавливается для поковок с
тонкими элементами, например, в виде диска,
фланца, кольца (черт. 13), в том
числе с пробиваемыми перемычками, а также для поковок: тонким стержневым
элементом, если отношения t/D; t/L; t/(D - d) не превышают 0,20 и t не более 25 мм (где D - наибольший размер тонкого
элемента, t - толщина тонкого элемента, L
- длина тонкого элемента, d - диаметр элемента поковки,
толщина которого превышает величину t).

Черт. 13
6. Для поковок,
полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы в
зависимости от числа переходов:
С1 - не более чем при двух
переходах;
С2 - при трех переходах;
С3 - при четырех переходах;
С4 - более чем при четырех
переходах или при изготовлении на двух ковочных машинах.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Коэффициент Kp для
определения ориентировочной расчетной массы поковки
Таблица 20
|
Группа
|
Характеристика
детали
|
Типовые
представители
|
Kp
|
|
1
|
Удлиненной формы
|
|
|
|
1.1
|
С прямой осью
|
Валы, оси, цапфы, шатуны
|
1,3 - 1,6
|
|
1.2
|
С изогнутой осью
|
Рычаги, сошки рулевого
управления
|
1,1 - 1,4
|
|
2
|
Круглые и многогранные в плане
|
|
|
|
2.1
|
Круглые
|
Шестерни, ступицы,
фланцы
|
1,5 - 1,8
|
|
2.2
|
Квадратные, прямоугольные, многогранные
|
Фланцы, ступицы, гайки
|
1,3 - 1,7
|
|
2.3
|
С отростками
|
Крестовины, вилки
|
1,4 - 1,6
|
|
3
|
Комбинированной
(сочетающей элементы групп 1 и 2-й) конфигурации
|
Кулаки поворотные, коленчатые валы
|
1,3 - 1,8
|
|
4
|
С большим объемом необрабатываемых поверхностей
|
Балки передних осей, рычаги переключения коробок передач, буксирные
крюки
|
1,1 - 1,3
|
|
5
|
С отверстиями, углублениями,
поднутрениями, не оформляемыми в поковке при штамповке
|
Полые валы, фланцы, блоки шестерен
|
1,8 - 2,2
|
ПРИЛОЖЕНИЕ 4
Обязательное
ДОПУСКИ И ПРИПУСКИ НА ТОЛЩИНУ ПОКОВОК,
ПОДВЕРГАЕМЫХ ХОЛОДНОЙ И ГОРЯЧЕЙ КАЛИБРОВКЕ
1. При холодной
калибровке припуски на механическую обработку поковок и допуски на толщину между калиброванными плоскостями
определяют по табл. 21.
Допускаемые отклонения
принимаются равными половине поля допуска.
Таблица 21
|
Площадь поверхности, подвергаемой калибровке, см2
|
Припуск,
мм
|
Поле
допуска при K*, мм
|
|
до
0,5 включ.
|
св.
0,5
|
|
До 2,5 включ.
|
0,25
|
0,32
|
0,26
|
|
Св. 2,5 » 6,3 »
|
0,30
|
0,36
|
0,32
|
|
» 6,3 » 10,0 »
|
0,36
|
0,40
|
0,36
|
|
» 10,0 » 16,0 »
|
0,40
|
0,44
|
0,40
|
|
» 16,0 » 25,0 »
|
0,50
|
0,50
|
0,44
|
|
» 25,0 » 40,0 »
|
0,60
|
0,60
|
0,50
|
|
» 40,0 » 80,0 »
|
0,70
|
0,80
|
0,60
|
|
* Отношение толщины (расстояние
между калиброванными плоскостями) к ширине поковки, подвергаемой калибровке,
или ее элемента.
|
1.1. При одновременной калибровке нескольких плоскостей
поковки площадь поверхности, подвергаемой калибровке, определяется как их сумма. Допуски
и допускаемые отклонения устанавливаются на все
калиброванные элементы по наименьшей величине K.
1.2. При горячей калибровке
припуски и допуски на толщину поковок могут быть увеличены до 1,5 раз.
2. Ширина,
длина и диаметр поковки или ее элементов, изменяющихся при калибровке, устанавливаются по согласованию между
изготовителем и потребителем. При этом величина одностороннего увеличения
размеров не должна превышать удвоенного положительного отклонения, а уменьшение
- удвоенного
отрицательного отклонения размера до калибровки.
3. Отклонения
от параллельности, плоскостности и прямолинейности калиброванных плоскостей
допускаются в пределах допуска размера после калибровки.
ПРИЛОЖЕНИЕ 5
Справочное
ПРИМЕРЫ РАСЧЕТА (НАЗНАЧЕНИЯ) ДОПУСКОВ И ДОПУСКАЕМЫХ
ОТКЛОНЕНИЙ
И ПРИПУСКОВ НА ПОКОВКИ
Пример 1
Шестерня
привода
(черт. 14).
Штамповочное оборудование - горячештамповочный автомат.
Нагрев заготовок - индукционный.
1. Исходные данные по детали
1.1. Материал - сталь 30XMA (по ГОСТ 4543): 0,17 - 0,37 % Si; 0,26 - 0,33 % С; 0,4 - 0,7 % Мn; 0,8 - 1,1 % Сr, 0,15 - 0,25 % Мо.
1.2. Масса детали - 0,390 кг.
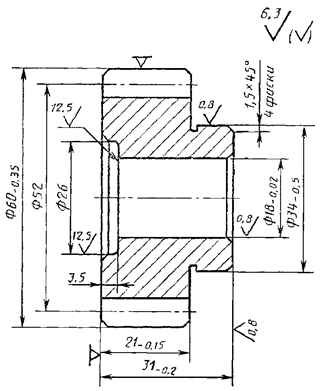
Черт. 14
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 0,620 кг:
расчетный
коэффициент Kp
(см. приложение 3) - 1,6;
0,390 × 1,6
= 0,620 кг.
2.2. Класс точности - Т3 (см. приложение 1).
2.3. Группа стали - M1
(см. табл. 1).
Средняя массовая доля углерода в
стали 30ХМА 0,3 % С, а суммарная
массовая доля легирующих элементов - 1,9 % (0,27 % Si; 0,35 % Mn; 0,96 % Cr; 0,25 % Mo).
2.4. Степень сложности -
С1 (см. приложение 2).
Размеры описывающей поковку
фигуры (цилиндр),
мм:
диаметр - 63 (60 × 1,05);
длина - 32,5 (31 × 1,05) (где 1,05 - коэффициент).
Масса описывающей фигуры (расчетная) - 0,780 кг;
Gп : Gф = 0,620 : 0,780 = 0,79.
2.5. Конфигурация поверхности
разъема штампа П (плоская) - (см. табл. 1).
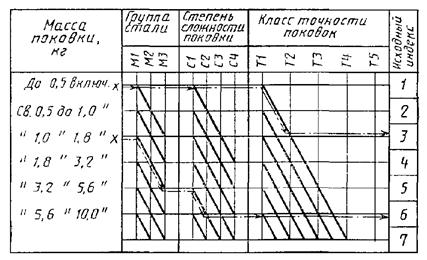
2.6. Исходный индекс - 6 (см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на
размеры (см. табл. 3), мм:
1,0 - диаметр 60 мм и чистота
поверхности 6,3;
1,0 - диаметр ступицы 34 мм и чистота
поверхности 0,8;
1,0 - толщина 31 мм и чистота поверхности 6,3;
1,1 - толщина 31 мм и чистота
поверхности 0,8;
0,9 - толщина 21 мм и чистота поверхности 6,3.
3.2. Дополнительный припуск, учитывающий отклонение от плоскостности - 0,2 мм (см. табл. 14).
4. Размеры поковки и их допускаемые
отклонения (см. черт. 15)
4.1. Размеры поковки, мм:
диаметр 60 + 1,0 × 2 = 62 принимается 62;
диаметр 34 + 1,0 × 2 = 36 » 36;
толщина 21 + (0,9 + 0,2) × 2 = 23,2 » 23;
толщина 31 + 1,0 + 1,1 + 0,2 × 2 = 33,5 принимается 33,5
4.2. Радиус закругления наружных
углов - 2,0
мм (минимальный) принимается 3,0 мм (см. табл. 7).
4.3. Допускаемые отклонения
размеров (см. табл. 8),
мм:
диаметр 
диаметр ступицы 
толщина 
» 
4.4. Неуказанные предельные
отклонения размеров - по п. 5.5.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23.
4.5, Допускаемая высота торцового заусенца - 3,0 мм (см. табл. 11).
4.7. Допускаемое отклонение от плоскостности - 0,5 мм (см. табл. 13).
Черт. 15.
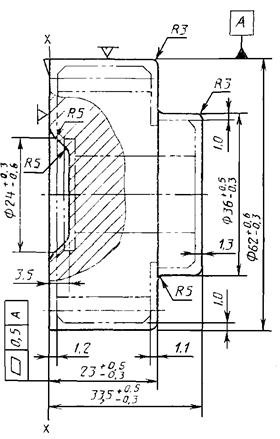
Пример 2
Шестерня (черт. 16).
Штамповочное оборудование - КГШП.
Нагрев заготовок
индукционный.
1. Исходные данные по детали
1.1. Материал - сталь 45ХН2МФА (по ГОСТ
4543): 0,42
- 0,50 % С; 0,17 - 0,37 % Si; 0,5 - 0,8 % Mn; 0,8 - 1,1 % Cr; 1,3 - 1,8 % Ni; 0,2 - 0,3 % Mo; 0,10
- 0,18 % V.
1.2. Масса детали - 1,83 кг.
2. Исходные данные для расчета
2.1. Масса поковки - 3,3 кг (расчетная):
расчетный коэффициент Kp = 1,8 (см. приложение 3);
1,83 × 1,8 = 3,3 кг.
2.2. Класс точности -
Т3 (см. приложение 1).
2.3. Группа cтали - М2 (см. табл. 1).
Средняя массовая доля углерода в стали
45ХН2МФА 0,46 % С; суммарная массовая доля легирующих
элементов - 3,81 % (0,27 % Si; 0,65 % Mn; 0,95 % Cr; 1,55 % Ni; 0,25
% Мо; 0,14 % V).

Черт. 16
2.4. Степень сложности -
C1 (см. приложение 2).
Размеры описывающей поковку фигуры
(цилиндр), мм:
диаметр 134,2 (127,8 × 1,05);
высота 41 (39 × 1,05) (где 1,05 - коэффициент).
Масса описывающей фигуры (расчетная) - 4,55 кг;
Gп : Gф = 3,3 : 4,56 = 0,72.
2.5. Конфигурация поверхности разъема штампа П (плоская)
- (см. табл. 1).
2.6. Исходный индекс - 10 (см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 3), мм:
1,5 - диаметр 127,8 мм и чистота
поверхности 6,3;
1,4 - диаметр 36 мм и чистота поверхности 6,3;
1,5 - толщина 39 мм и чистота поверхности 1,6;
1,5 - толщина 28 мм и чистота поверхности 6,3;.
3.2. Дополнительные припуски, учитывающие:
смещение по поверхности
разъема штампа - 0,3 мм (см. табл. 4);
отклонение от плоскостности - 0,3 мм (см. табл. 5).
3.3. Штамповочный уклон:
на наружной
поверхности - не более 5° принимается 5°;
на внутренней поверхности - не более 7° принимается 7°.
4. Размеры поковки и их допускаемые отклонения (черт. 17)
4.1. Размеры поковки, мм:
диаметр 127,8 + (1,6 + 0,3) × 2 = 131,6 принимается 132;
диаметр 36 - (1,4 + 0,3) × 2 = 32,6 принимается 32;
толщина 39 + (1,5 + 0,3) × 2 = 42,6 принимается 42,5;
толщина 28 + (1,5 + 0,3) × 2 = 31,6 принимается 31,5.
4.2. Радиус закругления наружных углов - 2,0 мм (минимальный)
принимается 3,0
мм (см. табл. 7).
4.3. Допускаемые отклонения размеров (см. табл. 8), мм:
диаметр 
» 
толщина 
» 
4.4. Неуказанные предельные отклонения размеров (например,
диаметр (86,5 ± 1,1) мм) - по п. 5.5.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23.
4.6. Допускаемая величина остаточного облоя 0,7 мм - по п. 5.8.
4.7. Допускаемое отклонение
от плоскостности 0,6 мм - по п. 5.16.
4.8. Допускаемое отклонение от концентричности пробитого
отверстия относительно внешнего контура
поковки 0,8
мм (см. табл. 12).
4.9. Допускаемое смещение по поверхности разъема штампа 0,6 мм (см. табл. 9).
4.10. Допустимая величина высоты заусенца 3,0 мм по п. 5.10.
Черт. 17
Пример 3
Крестовина
карданного вала (черт. 18).
Штамповочное оборудование - КГШП.
Нагрев заготовок - индукционный.
1. Исходные данные по детали
1.1. Материал - сталь 45 (по ГОСТ
1050): 0,42
- 0,50 % С; 0,17 - 0,37 % Si; 0,50 - 0,80 % Mn; не более 0,25 % Cr.
1.2. Масса детали - 0,845 кг.
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 1,27 кг:
расчетный коэффициент Kр = 1,5 (см. приложение 3);
0,845 × 1,5 = 1,27 кг.
2.2. Класс точности - Т3 (см.
приложение 1).
2.3. Группа стали - М2 (см. табл. 1).
Средняя массовая доля
углерода в стали 0,45 - 0,46 %.
2.4. Степень сложности -
С2 (см. приложение 2).
Размеры описывающей поковку
фигуры (параллелепипед), мм:
100 × 100
- стороны
(определяют графически);
36 - высота (определяют по чертежу).
Масса описывающей фигуры
(расчетная) - 2,56 кг;
Gп : Gф = 1,27 : 2,80 = 0,454.

Черт. 18
2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1).
2.6. Исходный индекс - 9 (см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на
размеры (см. табл. 3), мм:
1,5 - ширина 108,6 мм и чистота поверхности 3,2;
1,3 - толщина 25,6 мм и чистота
поверхности 3,2;
1,3 - длина 30,3 мм и чистота
поверхности 3,2.
3.2. Дополнительные припуски, учитывающие:
смещение по поверхности
разъема штампа - 0,2 мм (см. табл. 4);
отклонение от плоскостности -
0,3 мм (см. табл. 5).
3.3. Штамповочный уклон на
наружной поверхности не более 5° принимается 3° (см. табл. 17).
4. Размеры поковки и их допускаемые отклонения (черт. 19)
4.1. Размеры поковки, мм:
ширина 108,6 + (1,5 + 0,2 + 0,3) × 2 = 112,6 принимается 112,5;
толщина 25,6 + (1,3 + 0,2) × 2 = 28,6 принимается 28,5;
длина 30,3 + 1,3 + 0,3 = 31,9 принимается 32,0.
4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм (см. табл. 7).

Черт. 19
4.3. Допускаемые отклонения размеров (см. табл. 8), мм:
ширина 
толщина 
длина 
4.4. Неуказанные предельные отклонения размеров - по п. 5.5.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23.
4.6. Допускаемая величина остаточного облоя 0,5 мм - по п. 5.8.
4.7. Допускаемое отклонение от плоскостности 0,6 мм - по п. 5.16.
4.8. Допускаемые штамповочные уклоны оси отростков поковки ±1°
- по п. 6.2.
4.9. Допускаемая величина смещения по поверхности разъема
штампа 0,4 мм - по п. 5.7.
4.10. Допустимая величина
заусенца 2,0 мм - по п. 5.10.
Пример 4
Втулка (черт. 20).
Штамповочное оборудование -
КГШП.
Нагрев заготовок -
индукционный.
1. Исходные данные по детали
1.1. Материал - сталь 65 (по ГОСТ
14959): 0,62 - 0,7 % С; 0,5 - 0,8 % Mn; 0,17 - 0,37 % Si; до 0,25 % Cr.
1.2. Масса детали - 5,4 кг.
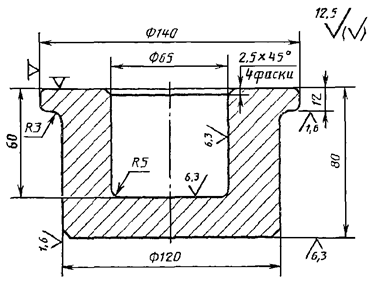
Черт. 20
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 8,6 кг:
расчетный коэффициент Kр = 1,6 (см. приложение 3);
5,4 × 1,6 = 8,6 кг.
2.2. Класс
точности - Т3 (см. приложение 1).
2.3. Группа стали - М3 (см.
табл. 1).
Средняя массовая доля
углерода в стали 65: 0,68 % С; суммарная массовая доля
легирующих элементов - 1,04 % (0,27 % Si; 0,65 % Mn; 0,12 % Cr).
2.4. Степень сложности
- С1 (см. приложение 2).
Размеры описывающей поковку фигуры (цилиндр), мм:
147 (140
× 1,05)
- диаметр;
84 (80 × 1,05) - длина (где 1,05 - коэффициент).
Масса описывающей фигуры
(расчетная) - 11,2 кг;
Gп : Gф = 8,6
: 11,2 = 0,78.
2.5.
Конфигурация поверхности разъема штампа
- П (плоская) (см. табл. 1).
2.6. Исходный индекс - 12
(см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на
размеры (см. табл. 3), мм:
1,5 - диаметр 140 мм и чистота
поверхности 12,5;
1,8 - диаметр 120 мм и чистота поверхности 1,6;
2,0 - толщина 80 мм и чистота
поверхности 6,3;
1,7 - толщина 80 мм и чистота поверхности 12,5;
1,6 - толщина 12 мм и чистота поверхности 12,5;
1,6 - толщина 12 мм и чистота
поверхности 1,6;
1,7 - диаметр впадины 65 мм и
чистота поверхности 6,3;
1,7 - глубина впадины 60 мм и
чистота поверхности 12,5.
3.2. Дополнительные припуски, учитывающие:
отклонение от плоскостности -
0,3 мм (см. табл. 5);
смещение по поверхности
разъема штампа - 0,3 мм (см. табл. 4).
3.3. Штамповочный уклон (см. табл. 8):
на наружной поверхности - не более 5° принимается - 3°;
на внутренней поверхности - не более 7° принимается
- 7°.
4. Размеры поковки и их допускаемые отклонения (черт. 21)
4.1. Размеры поковки, мм:
диаметр 140 + (1,5 + 0,3) × 2 = 143,6 принимается 144;
диаметр 120 + (1,8 + 0,3) × 2 = 124,2 принимается 124;
диаметр 65 - (1,7 + 0,3) × 2 = 61 принимается 61;
толщина 80 + 1,7 + 2 + 0,3 × 2 = 84 принимается 84;
толщина 12 + 1,7 + 1,6 + 0,3 × 2 = 15,9 принимается 16;
глубина (пункт 6.4) 60 × 0,8 = 48,8 принимается 50.
4.2. Радиус закругления наружных углов (см. табл. 7) на глубину полости ручья штампа, мм:
до 50 - не менее 3 принимается 5;
св. 50 » » 3 » 4.
4.3. Допускаемые отклонения
размеров (см. табл. 8), мм:
диаметр 
» 
» 
глубина 
толщина 
» 
4.4.
Неуказанные допуски радиусов закругления - по п. 5.23.
4.5. Допускаемое отклонение от плоскостности 0,6 мм - по п. 5.16.
4.6. Допускаемая величина остаточного облоя 0,8 мм - по п. 5.23.
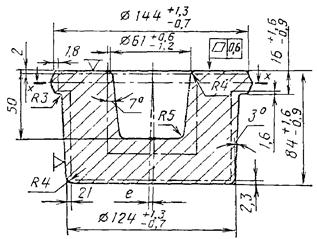
Черт. 21
Черт. 22
4.7. Допускаемое отклонение
от соосности
выемки 50 ×
0,01 = 0,5 мм принимается 0,5 мм - по п. 5.14.
4.8. Допускаемая величина на
смещение по поверхности разъема штампа
0,7 мм - по п. 5.7.
Пример 5
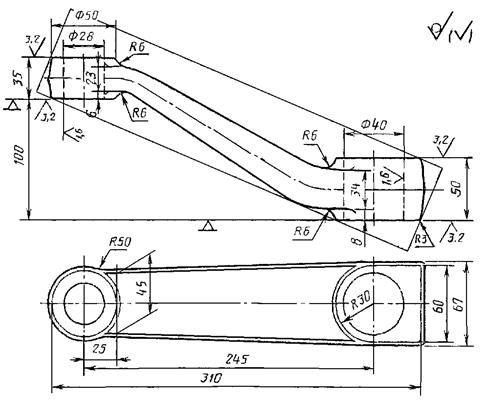
Рычаг (черт. 22).
Штамповочное оборудование - паровоздушный штамповочный
молот.
Нагрев заготовок - пламенный
газовый.
1. Исходные данные по детали
1.1. Материал - сталь 12Х2Н4А (по ГОСТ 4343): 0,09 - 0,15 % С; 0,17 - 0,3 % Si; 0,30 - 0,60 % Mn; 1,25 - 1,65 % Cr; 3,25 - 3,65 % Ni.
1.2. Масса детали - 3,30 кг.
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 4,25 кг;
расчетный коэффициент Kр = 1,3 (см. приложение 3);
3,30 × 1,3 = 4,25 кг.
2.2. Класс точности - Т5 (см. приложение 1).
2.3. Группа стали - М3 (см.
табл. 1).
Средняя массовая доля
углерода в стали
12Х2Н4А: 0,12 % С; суммарная массовая
доля легирующих элементов - 5,62 % (0,27 % Si; 0,45 % Mn; 1,45 % Cr; 3,45 % Ni).
2.4. Степень сложности - С2
(см. приложение
2).
Размеры описывающей поковку
фигуры (параллелепипед), мм:
длина 340 (определяется графически);
высота 67 (определяется
графически);
ширина 67 (определяется по чертежу).
Масса описывающей фигуры
(расчетная):
1,033
× 34 см ×
6,7 см × 6,7 см × 7,85 г/см3 = 12420 г = 12,42 кг;
Gп : Gф = 4,25 : 13,06 = 0,325.
2.5. Конфигурация поверхности
разъема штампа - Ин (изогнутая несимметрично) (см. табл. 1).
2.6. Исходный индекс - 16
(см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 3), мм:
2,7 - толщина 50 мм и чистота поверхности 2,2;
2,5 - толщина 35 мм и чистота поверхности 3,2;
2,5 - диаметр 40 мм и чистота поверхности 1,6;
2,3 - диаметр 28 мм и чистота поверхности 1,6.
3.2. Дополнительные припуски, учитывающие:
смещение поковки по
поверхности разъема штампа (см. табл. 13),
мм:
0,6 - диаметр 40;
0,6 » 2,8;
отклонения от прямолинейности
(см. табл. 5), мм:
0,8 - толщина 50;
0,8 » 35;
отклонение межцентрового
расстояния на
размер 245 мм - 1,2 мм (см. табл. 6).
3.3. Штамповочный уклон (см. табл. 18):
на наружной поверхности - не
более 7°
принимается 7°;
на внутренней поверхности - не более 10° принимается 10°.
4. Размеры поковки и их допускаемые отклонения (черт. 23)
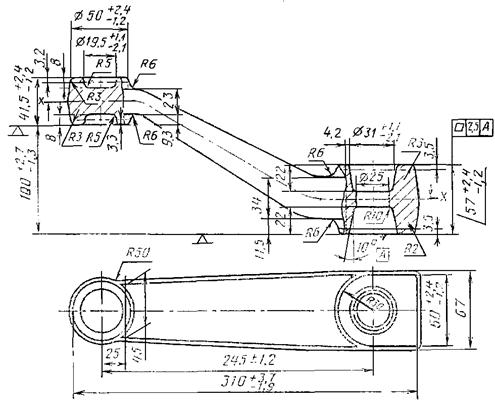
Черт. 23
4.1. Размеры поковки, мм:
толщина 50 + (2,7 + 0,8) × 2 = 57 принимается 57;
толщина 35 + (2,5 + 0,8) × 2 = 41,6 принимается 41,5;
диаметр 40 - (2,5 + 0,6 + 1,2) × 2 = 31,4 принимается 31;
диаметр 28 - (2,3 + 0,6 + 1,2) × 2 = 19,4 принимается 19,5;
высота 100 + (2,7 - 2,5) = 100,2 принимается 100.
4.2. Радиус закругления наружных углов для глубины ручья 19
- 25 мм - 2,9 мм (см. табл. 7).
4.3. Допускаемые отклонения размеров (см. табл. 8), мм:
толщина  высота
высота 
»  длина
длина 
ширина  диаметр
диаметр 
»  »
» 
4.4. Неуказанные предельные отклонения размеров - по п. 5.5.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23.
4.6. Допускаемая величина
смещения по поверхности разъема штампа 1,2 мм - по п. 5.7.
4.7. Допускаемое отклонение от
плоскостности и прямолинейности 1,6 мм - по п. 5.16.
4.8. Допускаемая величина остаточного
облоя или срезанной кромки 1,6 мм - по п. 5.8.
4.9. Допускаемое отклонение межцентрового
расстояния ±1,2 мм (см. табл. 14).
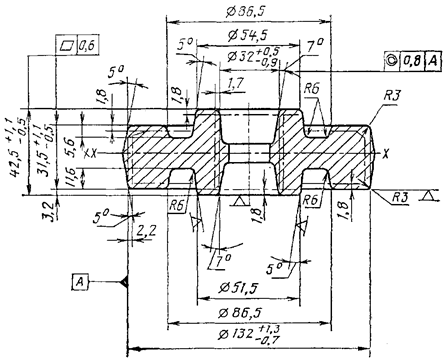
Пример 6
Звездочка привода (черт. 24).
Штамповочное оборудование - КГШП.
Нагрев заготовки - индукционный.
1. Исходные
данные по детали
1.1. Материал - сталь 35 (по ГОСТ
1050): 0,32 - 0,40 % С; 0,17 - 0,37 % Si; 0,50
- 0,80 % Mn; не более 0,25 % Cr.
1.2. Масса детали - 2,05 кг.

Черт. 24
2. Исходные
данные для расчета
2.1. Масса поковки (расчетная) - 3,28 кг;
расчетный коэффициент Kр = 1,6 (см. приложение 3);
2,65 × 1,6 = 3,28 кг.
2.2. Класс точности - Т4 (см. приложение 1).
2.3. Группа стали - M1
(см. табл. 1).
Средняя массовая доля углерода в стали
35: 0,36 % С.
2.4. Степень сложности - С4 (см.
приложение 2).
Отношение толщины полотна к
диаметральному размеру:

2.5. Конфигурация поверхности разъема
штампа - П (плоская) (см. табл. 1).
2.6. Исходный индекс - 14 (см. табл. 14).
3. Припуски
и кузнечные напуски
3.1. Основные припуски на размеры (см.
табл. 3),
мм:
2,0 - диаметр 179,25 мм и чистота поверхности
12,5;
2,2 - диаметр 42 мм и чистота поверхности
0,8;
1,7 - толщина 38 мм и чистота поверхности
12,5;
1,5 - толщина 8,8 мм и чистота
поверхности 12,5.
3.2. Допускаемые припуски, учитывающие:
отклонение от плоскостности - 0,3 мм (см.
табл. 5);
смещение по поверхности разъема штампа -
0,3 мм (см. табл. 4).
4. Размеры
поковки и их допускаемые отклонения (черт. 25).
4.1. Размеры поковки, мм:
диаметр 179,25+(2,0+0,5+0,3)×2=184,85 принимается 185;
диаметр
42+(2,2+0,5+0,3)×2=48,0 принимается 48;
толщина
38+(1,7+0,5)×2=42,4 принимается 42,5;
толщина
8,8+(1,5+0,5)×2=12,8 принимается 13,0.
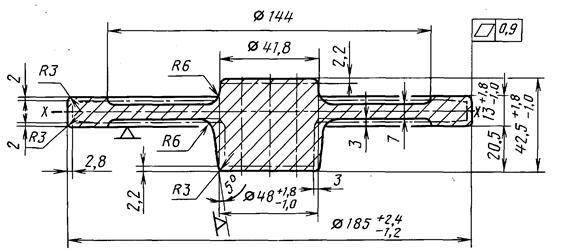
Черт. 25
4.2. Радиус закругления наружных углов -
2,0 мм (минимальный) принимается 3,0 (см. табл. 7).
4.3. Допускаемые отклонения размеров (см.
табл. 8), мм:
диаметр 
диаметр 
толщина 
толщина 
4.4. Неуказанные предельные отклонения
размеров - по п. 5.5
4.5. Неуказанные допуски радиусов закругления
- по п. 5.23.
4.6. Допускаемая величина остаточного
облоя 1,0 мм - по п. 5.16.
4.7. Допускаемое отклонение от
плоскостности и прямолинейности 0,9 мм - по п. 5.8.
4.8. Допускаемая величина смещения по
поверхности разъема штампа 0,7 мм - по п. 5.7.
4.9. Допускаемая величина заусенца 2,0 мм
- по п. 5.10.
Пример 7
Полуось (черт. 26).
Штамповочное оборудование -
горизонтально-ковочная машина.
Количество переходов - 5.
Нагрев заготовок - индукционный.
1. Исходные данные
по детали
1.1. Материал - сталь 45Г (по
ГОСТ
4543): 0,12
- 0,50 % C; 0,7 - 1,0 % Mn; 0,17 - 0,37 % Si.
1.2. Масса детали - 16,5 кг.
Масса фланца с зажимаемой частью - 6,5 кг.
Черт. 26
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 9,8/6,0 кг.
Расчетный коэффициент Kр (см. приложение 3);
для фланца - 1,5;
для шлицевого конца - 1,3.
Масса фланца с зажимаемой частью: 6,5 × 1,5 = 9,8 кг.
Масса шлицевого конца с зажимаемой
частью: 4,6 ×
1,3 = 6,0 кг.
2.2. Класс точности - Т4 (см. приложение 1).
2.3. Группа стали - М2 (см. табл. 1).
Средняя массовая доля
углерода в стали
45Г: 0,46 % С; суммарная массовая доля легирующих элементов: 1,12 % (0,27 % Si; 0,85 % Mn).
2.4. Степень сложности -
С4 (см. приложение 2).
2.5. Конфигурация поверхности разъема штампа - П
(плоская) (см. табл. 1).
2.6. Исходный индекс -
16 (см. табл. 2).
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры
(см. табл. 3), мм:
3,0 - диаметр 195 мм и чистота поверхности 6,3;
2,5 - диаметр 56 мм и чистота поверхности 1,6;
2,3 - толщина 12 мм и чистота поверхности 6,3;
2,5 - толщина 12 мм и чистота поверхности 3,2;
2,5 - толщина 32 мм и чистота
поверхности 3,2;
2,4 - толщина 100 мм и чистота поверхности 12,5.
3.2. Дополнительные припуски,
учитывающие:
смещение по поверхности
разъема штампа - 0,3 мм (см. табл. 14);
изогнутость,
отклонения от плоскостности и прямолинейности (см. табл. 5), мм:
0,5 – диаметр 195;
0,3 » 56.
4. Размеры поковки и их допускаемые отклонения (черт. 27)

Черт. 27
4.1. Размеры поковки, мм:
диаметр 195 + (3,0 + 0,3 + 0,5) × 2 = 202,6 принимается 202,5;
диаметр 56 + (2,5 + 0;,3 + 0,3) × 2 = 62,2 принимается 62;
толщина 12 + (2,3 + 0,5) + (2,5 + 0,3 + 0,5) = 18,1 принимается 18;
толщина 32 + (2,5 + 0,3 + 0,5) = 35,3 принимается 35,5;
толщина 100 + (2,4 + 0,3) = 102,7 принимается 103;
длина 850 + (2,4 + 0,3) - (2,5 + 0,3 + 0,5) = 849,4 принимается 849,5.
4.2. Радиус закругления
наружных углов (см. табл. 7), мм:
фланца - 3,0;
шлицевого конца - 4,0.
4.3. Допускаемые отклонения размеров (см. табл. 8), мм:
диаметр 
» 
толщина 
» 
» 
диаметр  (по ГОСТ 2590)
(по ГОСТ 2590)
4.4. Неуказанные предельные отклонения размеров - по п. 5.5.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23.
4.6. Допускаемая высота
торцового заусенца (см. табл. 11),
мм:
фланца - 9;
шлицевого конца - 7.
4.7. Допускаемая высота заусенца в плоскости разъема матриц 2,0 мм - по п. 5.12.
4.8. Допускаемое отклонение по изогнутости, от плоскостности и
от прямолинейности (см. табл. 13), мм:
фланца - 1,0;
шлицевого конца - 0,6;
всей поковки - 2,0.
4.9. Допускаемая величина смещения по поверхности разъема штампа 0,8 мм (см. табл. 9).
4.10. Допускаемое увеличение диаметра стержня на расстоянии 100 мм от фланца и шлицевого конца до 54,8 мм - по п. 5.6.
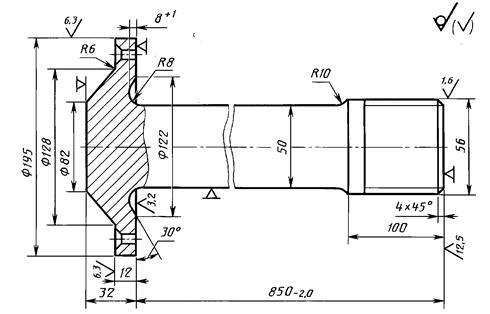
Пример 8
Первичный
вал (черт. 28).
Штамповочное оборудование -
горизонтально-ковочная машина.
Количество переходов - 4.
Нагрев заготовок - пламенный.
1. Исходные данные
по детали
1.1. Материал - сталь 15ХГН2ТА (по ГОСТ
4543): 0,13 - 0,18 % С; 0,7 - 1,0 % Mn; 0,17 - 0,37 % Si; 0,7 - 1,0 % Cr; 1,4 - 1,8 % Ni; 0,03 - 0,09 % Ti.
1.2. Масса детали - 6,6 кг.
Масса деформируемой и
зажимаемой частей - 5,2
кг.
2. Исходные данные
для расчета
2.1. Масса поковки (расчетная) - 7,8 кг; расчетный коэффициент Kр = 1,5 (см. приложение 3);
5,2 × 1,5 = 7,8 кг.
2.2. Класс точности - Т5 (см. приложение 1).
2.3. Группа стали - М2 (см.
табл. 1).
Средняя массовая доля
углерода в стали
15ХГН2ТА: 0,15 % С; суммарная
массовая доля легирующих элементов - 3,73 % (0,9 % Mn; 0,27 % Si; 0,9 % Cr; 1,6 % Ni;
0,06 % Ti).
2.4. Степень сложности - С3 (см. приложение 2).
2.5. Конфигурация поверхности
разъема штампа - П (плоская) (см. табл. 1).
2.6. Исходный индекс - 17 (см.
табл. 12).
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 3), мм:
3,0 - диаметр 126 мм и чистота поверхности 6,3;
2,7 - диаметр 86 мм и чистота поверхности 6,3;
2,7 - диаметр 60 мм и чистота поверхности 1,6;
2,2 - диаметр 45 мм и чистота поверхности 12,5;
3,0 - толщина 52 мм и чистота поверхности 6,3;
3,3 - толщина 52 мм и чистота поверхности 0,8;
3,0 - толщина 50 мм и чистота
поверхности 6,3;
2,4 - толщина 50 мм и чистота поверхности 12,5;
3,0 - глубина 40 мм и чистота поверхности 6,3;
2,0 - глубина 40 мм и чистота поверхности 12,5.
3.2. Дополнительные припуски,
учитывающие:
смещение по поверхности
разъема штампа 0,4 мм (см. табл. 4);
изогнутость, отклонения от
плоскостности и от прямолинейности (см. табл. 5),
мм:
стержня - 0,8;
фланца - 0,5.
4. Размеры поковки и их допускаемые отклонения (черт. 29)
4.1. Размеры поковки, мм:
диаметр 126 + (3,0 + 0,4 + 0,5) × 2 = 133,8 принимается 134;
диаметр 36 - (2,7 + 0,4 + 0,5) × 2 = 78,8 принимается 78,5;
диаметр 60 + (2,7 + 0,5 + 0,4) × 2 = 67,2 принимается 67;
диаметр 45 + (2,2 + 0,8) × 2 = 51 принимается 52.
(по ГОСТ 2590);
глубина 40 + (3,0 - 2,0 + 0,5) = 41,5 принимается 41,5;
толщина 52 + (3,0 + 3,3 + 0,5 + 0,4) = 59,1 принимается 59,0;
толщина 50 + (3,0 + 2,4 + 0,5 + 0,4) = 56,2 принимается 56,0.
4.2. Радиус закругления наружных углов 4,0 мм (см. табл. 7).
4.3. Штамповочный уклон - 7°
(см. табл. 18).
4.4.
Допускаемые отклонения размеров (см. табл. 8), мм:
диаметр 
» 
» 
диаметр  (по ГОСТ 2590);
(по ГОСТ 2590);
высота 
толщина 
» 
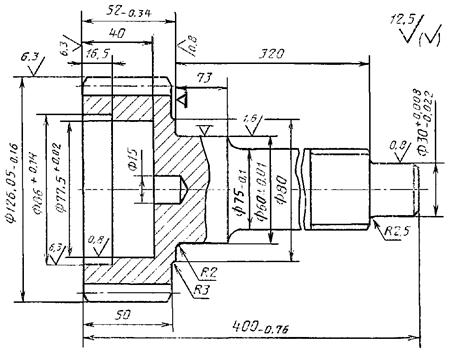
Черт. 28
4.5. Допуск длины стержня 6,0 мм - по п. 5.6.
4.6. Неуказанные предельные
отклонения размеров - по п. 5.5.
4.7. Неуказанные допуски радиусов закругления - по п. 5.23.
4.8. Допускаемая высота заусенца в плоскости разъема матриц 2,4 мм по п. 5.12.
4.9. Допускается высота торцового заусенца 7,0 мм - по п. 5.11.

Черт. 29
4.10. Допускаемые отклонения:
от плоскостности и от
прямолинейности 1,0 мм - по п. 5.16;
от изогнутости 1,6 мм (см. табл. 13).
4.11. Допускаемая величина смещения по поверхности разъема штампа 1,0 мм (см. табл. 9).
4.12. Отклонение от соосности диаметра 78,5 (п. 5.14) - 0,4 мм.
4.13. Допускаемые отклонения штамповочных уклонов - по п. 5.24 - (7
± 1,7)°.
4.14. Допускаемое увеличение
диаметра стержня - до 55,4 мм на расстоянии 100 мм от головки
поковки (п. 5.6).
4.15. Допускаемое отклонение торца стержня (табл. 15), мм:
х - 3,1;
y - 36,5.
Наклон среза - 7°.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и
сельскохозяйственного машиностроения (Минавтосельхозмаш)
2.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по
управлению качеством продукции и стандартам от 21.09.89
№ 2815
3. ВЗАМЕН ГОСТ 7505-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу №
7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации
(ИУС 11-95)
6. ПЕРЕИЗДАНИЕ