
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНСТРУКЦИИ СВАРНЫЕ
МЕТОД
ОЦЕНКИ ХЛАДОСТОЙКОСТИ
ПО РЕАКЦИИ НА ОЖОГ СВАРОЧНОЙ ДУГОЙ
ГОСТ 23240-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КОНСТРУКЦИИ СВАРНЫЕ Метод оценки хладостойкости по реакции на ожог сварочной дугой Welding
structure. Method of |
ГОСТ
|
Постановлением Государственного комитета СССР по стандартам от 9 августа 1978 г. № ДНО срок действия установлен
с 01.01. 1980 г.
до 01.01. 1985 г.
Настоящий стандарт устанавливает метод оценки хладостойкости сталей сварных конструкций по реакции на ожог сварочной дугой.
(Измененная редакция, изм. № 1).
Сущность метода заключается в получении на поверхности образца малопластичной линзы под действием дугового ожога и определении степени ее влияния на склонность стали к переходу в хрупкое состояние при ударном приложении нагрузки.
Стандарт применяется для научно-исследовательских и экспериментальных работ.
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Образцы с ожогом изготовляют двух типов:
I - из стали толщиной 10 мм и более;
II - из стали толщиной от 6 до 10 мм.
Размеры образцов I типа приведены на черт. 1, II типа - на черт. 2.
Линза ожога располагается в середине образца.
1.2. Количество образцов для испытания указывается в нормативно-технической документации на металлопродукцию или на сварные конструкции. При отсутствии таких указаний испытания проводят не менее чем на 3 образцах при одной температуре.
1.3. Места вырезки заготовок для образцов и их ориентация по отношению к направлению прокатки должны приниматься в соответствии с нормативно-технической документацией на металлопродукцию или сварную конструкцию.
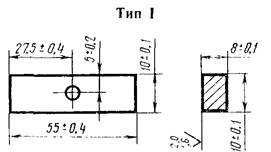
Черт. 1
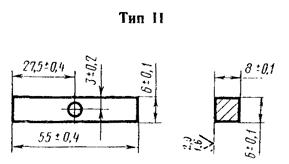
Черт. 2
1.4. При вырезке заготовок должны приниматься меры, предотвращающие возможное изменение свойств металла вследствие нагрева или наклепа.
(Измененная редакция, изм. № 1).
2. АППАРАТУРА
Установка для нанесения ожога на образец (см. рекомендуемое приложение) должна обеспечивать стабильность процесса нанесения ожогов и достаточную воспроизводимость их; возможность регулирования времени существования возникшей сварочной дуги в момент нанесения ожога на образец. Установка может быть выполнена в виде приставки к существующим источникам сварочного тока или в виде отдельного агрегата с встречным источником питания, иметь амперметр для контроля величины тока короткого замыкания и вольтметр для контроля напряжения холостого хода.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Поверхность образца, предназначенная для нанесения ожога, должна быть шлифованной. На ней не допускается наличие следов коррозии и охлаждающих жидкостей после механической обработки.
3.2. Остальные грани образца допускается обрабатывать строжкой вдоль по длине образца, или фрезерованием без последующей шлифовки. Допускается изготовлять образцы, у которых одна или две грани перпендикулярные поверхности с ожогом, имеют прокатную корку.
3.3. Перед испытанием образцов, имеющих две боковые грани с прокатной коркой, производится замер каждого испытуемого образца с погрешностью не более ±0,1 мм.
3.4. Нанесение ожогов на образец производится электродом (без обмазки) диаметром 3 мм, изготовленным из сварочной проволоки марки Св-08А по ГОСТ 2246-70. Проволока должна быть обезжирена и не должна иметь следов коррозии. При определении чувствительности сталей к ожогу электродом для конкретных условий сварки допускается наносить ожоги на образец электродами, изготовленными из сварочной проволоки других марок, которая применяется для сварки конкретных конструкций.
3.5. При смене электродов конец нового электрода затачивают на конус с углом в вершине 60-90° и перед нанесением ожогов на образцы оплавляют путем нанесения 4-5 пробных ожогов.
3.6. Для нанесения ожогов на образец используется постоянный ток обратной полярности при токе короткого замыкания 250 А.
3.7. Диаметр линзы ожога должен быть 4±0,2 мм.
3.8. Клеймо должно наноситься на торце или на боковых сторонах образца, или на противоположной ожогу стороне, на расстоянии не более чем 15 мм от конца, но не на опорной поверхности.
(Измененная редакция, изм. № 1).
3.9. Плоскость, на которую укладываются образцы с ожогом при клеймении, должна иметь выемку, чтобы в момент клеймения образец опирался только на концевые части, а средняя часть с линзой ожога находилась над выемкой.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Испытание образцов с концентратом в виде ожога проводят по ГОСТ 9454-78.
(Измененная редакция, изм. № 1).
4.2. При испытании удар маятника наносится со стороны, противоположной линзе ожога.
4.3. Испытания проводятся при температурах, указанных в нормативно-технической документации на металлопродукцию или сварные конструкции. Если таких указаний нет, то испытания проводятся при нормальной температуре и при температурах минус 20, минус 40, минус 70°С. Допускается испытания проводить только при одной температуре для определения соответствии ранее установленным нормам.
4.4. Работу ударом образца с ожогом (КО) определяют по шкале маятникового копра.
п. 4.4. (Введен дополнительно, изм. № 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Ударную вязкость образцов с ожогом (КСО) Дж/см2 (кгс/см2), вычисляют по формуле
![]() ,
,
где КО - работа удара, затраченная на излом образца, Дж (кгс×м);
S - площадь поперечного сечения образца, определяемая в средней части его, без учета рельефа ожога до испытания, см2.
Вычисления КСО проводят с точностью до 1 Дж/см2 (кгс×м/см2).
(Измененная редакция, изм. № 1).
5.2. Результаты испытаний образцов разного типа несопоставимы.
5.3. За критерий оценки критической температуры хрупкости (ТКР) принимается такой, который указан в нормативно-технической документации на металлопродукцию или сварные конструкции. При отсутствии такого критерия за критическую температуру хрупкости следует принимать ту, при которой ударная вязкость хотя бы одного образца равна или меньше 30 Дж/см2 (3 кгс×м/см2) для образцов I типа и, соответственно, 40 Дж/см2 (4 кгс×м/см2) для образцов II типа.
(Измененная редакция, изм. № 1).
5.4. Результаты контроля заносят в протокол, в котором указывают порядковый номер образцов, марку сварочной проволоки, температуру испытания, диаметр ожога, работу разрушения, ударную вязкость каждого образца.
ПРИЛОЖЕНИЕ
Рекомендуемое
УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СТАБИЛЬНОГО ОЖОГА ЭЛЕКТРОДОМ
Установка (см. чертеж 3 состоит из электродержателя специальной конструкции с приводом, зажимов для плавкой вставки, контрольных приборов и методов питания сварочной дуги.
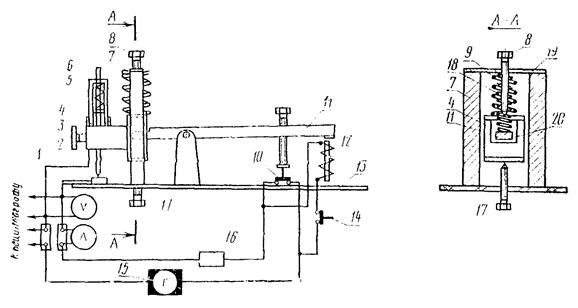
Электродержатель 4 движется в направляющих 7, укрепленных на панели 13 и соединенных вверху пластиной 19 с регулировочным винтом 8, ограничивающим подъем электрода 2, что обеспечивает необходимый зазор между электродом и образцом 1.
Электродержатель с электродом приводится в движение электромагнитом 12 при нажатии кнопки 14 через двухплечий рычаг 11, который одним концом входит в окно 20 и может перемещаться в нем по вертикали. На рычаге устанавливается включатель 10 для замыкания сварочной цепи. В исходное положение электродержатель и рычаг возвращаются пружинами 9 и 18. Пружина 9 служит для перемещения электрода к образцу 1. Нижнее положение устанавливается винтом 17. Усилие, с которым электрод прижимается к образцу, регулируется пружиной 5, вставленной в накидной хомутик 6. Винтом 3 закреплен электрод.
Плавкая вставка 16 обеспечивает размыкание сварочной цепи. Она включается в сварочную цепь последовательно с источником питания 15 и электродом.
Применение плавкой вставки в качестве элемента, ограничивающего величину сварочного тока и время действия сварочной дуги, обеспечивает получение одинаковых ожогов. Плавкой вставкой может быть различная по сечению и химическому составу проволока, обеспечивающая за время горения дуги 0,04 с получение на образце ожога диаметром 4±0,2 мм.
Рекомендуется применять плавкую вставку из медной проволоки диаметром 0,4 мм.
Для определения времени горения сварочной дуги процесс нанесения дугового ожога записывается на осциллограмму.
СОДЕРЖАНИЕ