МИНИСТЕРСТВО
МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
ВЕДОМСТВЕННЫЕ СТРОИТЕЛЬНЫЕ НОРМЫ
НОРМИРОВАНИЕ
ПОТРЕБНОСТИ
В ПОКУПНОМ СТАНДАРТНОМ СЛЕСАРНО-МОНТАЖНОМ,
ИЗМЕРИТЕЛЬНОМ И АБРАЗИВНОМ ИНСТРУМЕНТЕ
ДЛЯ ОРГАНИЗАЦИЙ МИНМОНТАЖСПЕЦСТРОЯ СССР
ВСН 434-88
Минмонтажспецстрой СССР
Москва 1988
РАЗРАБОТАНЫ ВПТИмонтажспецстроем Минмонтажспецстроя СССР (Ф.П. Корень, Л.М. Песин, А.В. Махотин, А.В. Никитин), Киевским филиалом ВНИИмонтажспецстроя Минмонтажспецстроя СССР (Ю.Д. Абрашкевич, Е.С. Лешов)
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ и внесены Главным техническим управлением Минмонтажспецстроя СССР.
С введением в действие ВСН 434-87/Минмонтажспецстрой СССР утрачивает силу ВСН 434-82/Минмонтажспецстрой.
За справками обращаться по адресу: 105275, Москва, просп. Буденного, 53, ВПТИмонтажспецстрой.
|
Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
Ведомственные строительные нормы |
ВСН 434-88 Минмонтажспецстрой СССР |
|
Нормирование потребности в покупном стандартном слесарно-монтажном, измерительном и абразивном инструменте для организаций Минмонтажспецстроя СССР |
Взамен ВСН 434-82 Минмонтажспецстрой СССР |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие нормы устанавливают общие требования к расчету норм расхода покупного стандартного слесарно-монтажного, измерительного и абразивного инструмента (далее - инструмента) и распространяются на промышленные предприятия, монтажные и специализированные строительные организации и их подсобные производства (далее - организации) Министерства монтажных и специальных строительных работ СССР.
1.2. Под стандартным инструментом следует понимать инструмент, централизованно изготовляемый в соответствии с государственными и отраслевыми стандартами инструментальными заводами Минстанкопрома, предприятиями Минмонтажспецстроя СССР и других отраслей промышленности.
1.3. Нормой расхода инструмента называется допустимое количество инструмента определенной группы или вида в количественном или стоимостном выражении, которое необходимо для выполнения определенного вида и объема работ.
1.4. Нормы расхода используются при обосновании организациями потребности в покупном инструменте.
1.5. Применение норм позволяет сократить расход инструмента и установить оптимальные условия его использования.
1.6. Годовую заявочную потребность в инструменте определяют на основе расчета согласно приведенным ниже методам с учетом резерва, который рекомендуется принимать в размере 15 % от рассчитанной нормы расхода инструмента и фактического остатка годного к применению инструмента на конец отчетного года.
1.7. Нормы расхода инструмента рассчитывают отдельно по каждому виду и типоразмеру инструмента.
|
Внесены Главным техническим управлением |
Утверждены
Минмонтажспецстроем СССР |
Срок введения
в действие |
2. МЕТОД РАСЧЕТА НОРМ РАСХОДА СЛЕСАРНО-МОНТАЖНОГО ИНСТРУМЕНТА
2.1. Нормы расхода слесарно-монтажного инструмента для выполнения строительно-монтажных работ определяют по ВСН 470-85/Минмонтажспецстрой СССР.
2.2. Расчет норм расхода слесарно-монтажного инструмента для промышленных предприятий проводится исходя из объема изготовленной продукции и расхода инструмента по организации за предшествующий год.
Фактический удельный расход Мf группы инструмента по организации за предшествующий год определяют по формуле
Мf = ![]() ,
,
где Рf - фактический расход инструмента в предшествующем году, тыс. руб.;
В - объем продукции, изготовленной за предшествующий год, млн. руб.
Расчетная удельная норма расхода Мr. группы инструмента на планируемый год определяется по формуле
Mr = Мf×Кm×Кe×Кz,
где Кm - коэффициент изменения срока службы инструмента по сравнению с отчетным годом;
Кe - коэффициент изменения расхода инструмента в связи с улучшением условий его эксплуатации, ремонта и организации инструментального хозяйства. Определяется экспертным путем и примерно равен 0,95-0,97;
Кz - коэффициент изменения цен на инструмент по сравнению с отчетным годом.
Расчетную годовую норму расхода Q группы инструмента на планируемый год рассчитывают по формуле
Q = BI×Мч,
где BI - объем изготовленной продукции на планируемый год, млн. руб.
Пример расчета потребности в слесарно-монтажном инструменте приведен в приложении 1.
3. МЕТОДЫ РАСЧЕТА НОРМ РАСХОДА УНИВЕРСАЛЬНЫХ СРЕДСТВ ЛИНЕЙНЫХ И УГЛОВЫХ ИЗМЕРЕНИЙ
3.1. Нормы расхода универсальных средств линейных и угловых измерений для выполнения строительно-монтажных работ определяются по ВСН 470-85/Минмонтажспецстрой СССР.
3.2. Для промышленных предприятий методы расчета норм расхода инструмента приводятся ниже.
3.2.1. Расчет нормы расхода инструмента исходя из объема изготовленной продукции и расхода инструмента по организации за предшествующий год.
Фактический удельный расход Мu группы инструмента по организации за предшествующий год определяют по формуле
Мu = ![]() ,
,
где Pu - фактический расход инструмента в предшествующем году, тыс. руб.;
ВI - объем изготовленной продукции за предшествующий год, млн. руб.
Расчетную удельную норму расхода Мк группы инструмента на планируемый год определяют по формуле
Мк = Мu×Кm×Кe×Кz×Кn,
где Кm - коэффициент изменения срока службы инструмента по сравнению c отчетным годом;
Кe - коэффициент изменения расхода инструмента в связи c улучшением условий его эксплуатации, ремонта и организации инструментального хозяйства. Определяется экспортным путем и примерно равен 0,93-0,95;
Кz - коэффициент изменения цены на инструмент по сравнению c отчетным годом;
Кn - коэффициент, учитывающий стоимость покупных изделий, не требующих механической обработки;
Кn = ![]()
где ВI - объем продукции, изготовленной в планируемом году, млн. руб.;
СIк - стоимость изделий, получаемых по кооперации, в планируемом году и не требующих механической обработки, млн. руб.;
Ск - то же, в предшествующем году.
Расчетную годовую норму расхода Q группы инструмента на планируемый год определяют по формуле
Q = BI×Mк
Пример расчета потребности в универсальных средствах измерения по данной методике аналогичен примеру расчета потребности в слесарно-монтажном инструменте, приведенному в приложении 1.
3.2.2. Расчет нормы расхода инструмента в зависимости от количества рабочих-станочников и рабочих-слесарей.
Норму расхода Рp инструмента в зависимости от количества рабочих-станочников и рабочих-слесарей определяют по формуле
Рp = ![]() , шт.,
, шт.,
где Тр - количество рабочих-станочников и рабочих-слесарей, пользующихся данным видом инструмента;
Кp - коэффициент применяемости данного вида инструмента (табл. 1);
С - срок службы данного вида инструмента (табл. 2).
3.2.3. Расчет нормы расхода инструмента в зависимости от количества металлорежущего оборудования.
Норму расхода Рс инструмента в зависимости от количества металлорежущего оборудования определяют по формуле
Рс = ![]() , шт.,
, шт.,
где То - количество металлорежущих станков, при работе которых используется данный вид инструмента, шт.;
Ко - коэффициент применяемости данного вида инструмента (см. табл. 1);
С - срок службы данного вида инструмента (см. рис. 2);
Кс - коэффициент сменности работы металлорежущих станков.
Пример расчета потребности в инструменте приведен в приложении 2.
Таблица 1
|
Виды металлорежущих станков |
Разряды слесарей |
Коэффициенты |
||
|
Кр |
Ко |
|||
|
Штангенциркули |
Токарные, плоскошлифовальные, круглошлифовальные, внутришлифовальные, координатно-шлифовальные, резьбошлифовальные, торцешлифовальные, сверлильные, расточные и координатно-расточные, фрезерные, строгальные и долбежные, протяжные, зубообрабатывающие, абразивно-отрезные, доводочные и полировальные, резьбонарезные и резьбонакатные |
2-6 |
0,8 |
0,8 |
|
Штангенрейсмассы |
Плоскошлифовальные, фрезерные, сверлильные, расточные и координатно-расточные, строгальные и долбежные, зубообрабатывающие |
2-6 |
0,15 |
0,2 |
|
Штангенглубиномеры |
Токарные, плоскошлифовальные, координатно-шлифовальные, внутришлифовальные, фрезерные, сверлильные, расточные и координатно-расточные, строгальные и долбежные |
3-6 |
0,1 |
0,2 |
|
Микрометры гладкие |
Токарные, плоскошлифовальные, круглошлифовальные, внутришлифовальные, координатно-шлифовальные, резьбошлифовальвые, торцешлифовальные, сверлильные, расточные и координатно-расточные, фрезерные, строгальные и долбежные, протяжные, зубообрабатывающие, доводочные и полировальные, резьбонарезные и резьбонакатные |
2-6 |
0,6 |
0,6 |
|
Микрометры рычажные |
Токарные, плоскошлифовальные, круглошлифовальные, координатно-шлифовальные, резьбошлифовальные, торцешлифовальные, фрезерные, протяжные, доводочные и полировальные, резьбонарезные и резьбонакатные |
4-6 |
0,3 |
0,4 |
|
Микрометры со вставками |
Токарные, резьбошлифовальные, автоматы для продольного и винтового проката, резьбонарезные и резьбонакатные |
- |
0,3 |
0,65 |
|
Глубиномеры микрометрические |
Токарные, круглошлифовальные, плоскошлифовальные, внутришлифовальные, расточные и координатно-расточные, строгальные и долбежные |
3-6 |
0,1 |
0,2 |
|
Нутромеры микрометрические |
Токарные, расточные и координатно-расточные |
- |
0,1 |
0,2 |
|
Нутромеры индикаторные (ц. д. 0,01 мм) |
Токарные, внутришлифовальные, координатно-шлифовальные, фрезерные, сверлильные, расточные и координатно-расточные, строгальные и долбежные, протяжные, доводочные и полировальные |
5; 6 |
0,3 |
0,5 |
|
Нутромеры индикаторные (ц. д. 0,001 и 0,002 мм) |
Токарные, внутришлифовальные и расточные, координатно-расточные |
- |
0,4 |
0,4 |
|
Глубиномеры индикаторные |
Токарные, фрезерные, плоскошлифовальные, круглошлифовальные, внутришлифовальные |
- |
0,2 |
0,3 |
|
Скобы с отчетным устройством типа СР |
Токарные, плоскошлифовальные, круглошлифовальные, резьбошлифовальные, расточные и координатно-расточные |
- |
0,3 |
0,3 |
|
Скобы индикаторные типа СИ |
Токарные, плоскошлифовальные, круглошлифовальные, фрезерные, заточные |
- |
0,2 |
0,2 |
|
Индикаторы часового типа |
Токарные, плоскошлифовальные, круглошлифовальные, внутришлифовальные, резьбошлифовальные, торцешлифовальные, расточные и координатно-расточные, фрезерные, строгальные и долбежные, зубообрабатывающие, доводочные и полировальные, резьбонарезные и резьбонакатные |
3-6 |
0,4 |
0,4 |
|
Индикаторы многооборотные |
Токарные, плоскошлифовальные, круглошлифовальные, координатно-шлифовальные, фрезерные |
- |
0,25 |
0,3 |
|
Индикаторы рычажно-зубчатые |
Токарные, фрезерные, плоскошлифовальные, круглошлифовальные, внутришлифовальные, координатно-шлифовальные, расточные, координатно-расточные, доводочные и полировальные, заточные |
5; 6 |
0,3 |
0,4 |
|
Наборы концевых мер |
Токарные, фрезерные, плоскошлифовальные, круглошлифовальные, координатно-шлифовальные, резьбошлифовальные, расточные и координатно-расточные, строгальные и долбежные, зубообрабатывающие, доводочные и полировальные, резьбонарезные и резьбонакатные, заточные |
3-6 |
0,15 |
0,2 |
|
Наборы щупов |
Фрезерные, плоскошлифовальные, расточные и координатно-расточные, строгальные и долбежные, зубообрабатывающие, заточные |
2-6 |
0,15 |
0,2 |
|
Линейки измерительные металлические |
Токарные, сверлильные, расточные, координатно-расточные, фрезерные, строгальные, долбежные, автоматы для продольного и винтового проката, отрезные |
2-6 |
0,4 |
0,6 |
|
Линейки лекальные и поперечные |
Фрезерные, плоскошлифовальные, торцешлифовальные, строгальные и долбежные, заточные |
3-6 |
0,2 |
0,2 |
|
Плиты поверочные и разметочные |
Плоскошлифовальные, круглошлифовальные, координатно-шлифовальные, торцешлифовальные, фрезерные, расточные и координатно-расточные, строгальные и долбежные, зубообрабатывающие, доводочные и полировальные |
2-6 |
0,1 |
0,1 |
|
Угольники поверочные 90° |
Токарные, плоскошлифовальные, расточные и координатно-расточные, строгальные и долбежные, фрезерные |
3-6 |
0,25 |
0,3 |
|
Угломеры с нониусом |
Токарные, плоскошлифовальные, круглошлифовальные, резьбошлифовальные, фрезерные, сверлильные, расточные и координатно-расточные, строгальные и долбежные, зубообрабатывающие, заточные |
2-6 |
0,1 |
0,2 |
|
Стойки и штативы |
Токарные, плоскошлифовальные, круглошлифовальные, внутришлифовальные, координатно-шлифовальные, фрезерные, расточные и координатно-расточные, зубообрабатывающие, доводочные и полировальные, резьбонарезные и резьбонакатные, заточные, торцешлифовальные |
3-6 |
0,2 |
0,3 |
Таблица 2
|
Срок службы*, год |
|
|
Штангенциркули |
2 |
|
Штангенрейсмассы |
4 |
|
Штангенглубиномеры |
5 |
|
Микрометры гладкие |
6 |
|
Микрометры рычажные |
6 |
|
Микрометры со вставками |
6 |
|
Глубиномеры микрометрические |
6 |
|
Нутромеры микрометрические |
8 |
|
Нутромеры индикаторные (ц. д. 0,01 мм) |
5 |
|
Нутромеры индикаторные (ц. д. 0,001 и 0,002 мм) |
5 |
|
Глубиномеры индикаторные |
5 |
|
Скобы с отсчетным устройством типа СР |
5 |
|
Скобы индикаторные типа СИ |
2 |
|
Индикаторы часового типа |
2 |
|
Индикаторы многооборотные |
5 |
|
Индикаторы рычажно-зубчатые |
5 |
|
Наборы концевых мер стальные (твердосплавные) |
2 |
|
Наборы щуповые |
5 |
|
Линейки измерительные металлические |
5 |
|
Линейки лекальные и поверочные |
8 |
|
Плиты поверочные и разметочные |
10 |
|
Угольники поверочные 90° |
5 |
|
Угломеры с нониусом |
8 |
|
Стойки и штативы |
5 |
*Принят по данным ВНИИизмерений.
4. МЕТОД РАСЧЕТА НОРМ РАСХОДА АБРАЗИВНОГО НЕАРМИРОВАННОГО ИНСТРУМЕНТА
4.1. Нормы расхода абразивного неармированного инструмента для круглого наружного, бесцентрового и плоского шлифования наружной поверхностью круга определяют по формуле
А = 7×10-4 Ф×N×К2×К4×K6,
где Ф - фактический годовой фонд времени работы инструмента данного типоразмера, ч;
N - нормативный расход инструмента, необходимый для снятия 1000 кг обрабатываемого материала, шт. (определяют по табл. 3 и 4);
К2, К4, К6 - поправочные коэффициенты, учитывающие соответственно правящий инструмент, вид шлифования и группу обрабатываемого материала; определяют по табл. 5, 6 и 7.
Расчет фактического годового фонда времени работы инструмента производят по формуле
Ф = Т![]() Кисп×Кза,
Кисп×Кза,
где Т - фонд рабочего времени шлифовального оборудования, ч;
П - доля времени работы инструмента данного типоразмера в работе шлифовального оборудования, %;
Кисп
- коэффициент использования оборудования, равный отношению суммарного основного
времени ![]() обработки
деталей к суммарному штучному времени
обработки
деталей к суммарному штучному времени ![]() обработки деталей
обработки деталей
Кисп = ![]()
Кзаг - коэффициент загрузки оборудования, равный отношению количества шлифовальных станков, участвующих в работе (С), к фактическому количеству станков с инструментом данного типоразмера (S);
Кзаг = ![]() .
.
Пример расчета норм расхода абразивного инструмента приведен в приложении 3.
4.2. Нормы расхода неармированных абразивных кругов для ручных шлифовальных машин следует определять исходя из объема изготовленной продукции или строительно-монтажных работ и расхода абразивных кругов определенного типоразмера по организации за предшествующий год. Определение нормы расхода этих кругов необходимо производить по методике расчета слесарно-монтажного инструмента, приведенной в разделе 2.
Таблица 3
Расход кругов из карбидокремниевых материалов на керамической связке при круглом наружном, бесцентровом и плоском шлифовании наружной поверхностью круга
|
Наружный диаметр, мм |
Высота, мм |
Величина рабочей части, мм |
Инструмент для правки шлифовальных кругов |
|||||||||||||||||
|
Карандаши алмазно-металлические |
Диски твердосплавные |
Круги и диски (шлифовальные) |
||||||||||||||||||
|
Зернистость |
||||||||||||||||||||
|
40 |
25 |
16 |
12 |
10 |
50 |
40 |
25 |
50 |
40 |
25 |
||||||||||
|
Расход кругов на 1000 кг снятого материала, шт. |
||||||||||||||||||||
|
ПП |
175 |
16 |
23,97 |
19,8 |
18,1 |
15,4 |
13,6 |
11,9 |
35,4 |
33,9 |
30,8 |
49,9 |
47,7 |
43,4 |
||||||
|
20 |
18,4 |
16,7 |
14,2 |
12,5 |
11,0 |
32,7 |
31,2 |
28,4 |
45,1 |
44,1 |
40,1 |
|||||||||
|
25 |
16,7 |
15,2 |
12,9 |
11,4 |
10,0 |
29,7 |
28,4 |
25,8 |
42,2 |
40,2 |
36,5 |
|||||||||
|
32 |
15,2 |
13,8 |
11,7 |
10,4 |
9,1 |
27,0 |
25,9 |
23,5 |
38,1 |
36,4 |
33,1 |
|||||||||
|
ПП |
200 |
16 |
27,4 |
16,3 |
14,8 |
12,6 |
11,1 |
9,7 |
29,0 |
27,6 |
25,2 |
41,0 |
39,0 |
35,5 |
||||||
|
20 |
14,9 |
13,5 |
11,4 |
10,2 |
8,9 |
26,6 |
25,3 |
23,0 |
37,6 |
35,8 |
32,4 |
|||||||||
|
25 |
13,6 |
12,3 |
10,4 |
9,3 |
8,1 |
24,3 |
23,1 |
20,9 |
24,3 |
32,7 |
29,5 |
|||||||||
|
32 |
12,3 |
11,2 |
9,5 |
8,4 |
7,4 |
22,0 |
21,0 |
19,0 |
31,0 |
29,5 |
26,5 |
|||||||||
|
ПП |
250 |
20 |
34,25 |
10,6 |
9,6 |
8,2 |
7,2 |
6,4 |
18,9 |
18,0 |
16,3 |
26,7 |
25,4 |
23,0 |
||||||
|
25 |
9,7 |
8,8 |
7,5 |
6,6 |
5,8 |
17,4 |
16,6 |
15,0 |
24,5 |
23,3 |
21,1 |
|||||||||
|
32 |
8,7 |
8,0 |
6,8 |
6,0 |
5,3 |
15,6 |
14,8 |
13,6 |
22,0 |
21,3 |
19,2 |
|||||||||
|
40 |
8,1 |
7,3 |
6,3 |
5,4 |
4,8 |
14,4 |
13,7 |
12,4 |
20,3 |
19,4 |
17,5 |
|||||||||
|
ПП |
300 |
20 |
41,10 |
8,3 |
7,6 |
6,4 |
5,7 |
5,0 |
14,8 |
14,1 |
12,9 |
20,9 |
19,9 |
18,2 |
||||||
|
25 |
7,6 |
6,8 |
5,8 |
5,2 |
4,5 |
13,6 |
13,0 |
11,6 |
19,2 |
18,3 |
16,3 |
|||||||||
|
32 |
6,7 |
6,3 |
5,3 |
4,7 |
4,1 |
12,1 |
11,5 |
10,7 |
17,1 |
16,3 |
15,1 |
|||||||||
|
40 |
6,3 |
5,8 |
4,8 |
4,2 |
3,8 |
11,2 |
10,7 |
9,9 |
15,8 |
15,0 |
13,9 |
|||||||||
|
ПП |
350 |
20 |
47,95 |
6,6 |
6,0 |
5,1 |
4,5 |
4,0 |
11,8 |
11,2 |
10,2 |
16,7 |
15,9 |
14,4 |
||||||
|
25 |
6,0 |
5,5 |
4,7 |
4,1 |
3,6 |
10,8 |
10,3 |
9,3 |
15,3 |
14,5 |
13,2 |
|||||||||
|
32 |
5,4 |
5,0 |
4,2 |
3,7 |
3,3 |
9,6 |
9,2 |
8,5 |
13,6 |
13,0 |
12,0 |
|||||||||
|
40 |
5,0 |
4,5 |
3,9 |
3,5 |
3,0 |
9,0 |
8,6 |
7,7 |
12,7 |
12,0 |
10,8 |
|||||||||
|
ПП |
400 |
25 |
54,81 |
4,9 |
4,4 |
3,7 |
3,5 |
3,0 |
8,8 |
8,4 |
7,5 |
12,3 |
11,7 |
10,6 |
||||||
|
32 |
4,4 |
4,0 |
3,5 |
3,0 |
2,7 |
7,8 |
7,5 |
6,8 |
11,0 |
10,5 |
9,6 |
|||||||||
|
40 |
4,0 |
3,7 |
3,1 |
2,7 |
2,4 |
7,1 |
6,8 |
6,3 |
10,0 |
9,5 |
8,9 |
|||||||||
|
50 |
3,7 |
3,4 |
2,9 |
2,5 |
2,2 |
6,6 |
6,3 |
5,8 |
9,4 |
9,0 |
8,2 |
|||||||||
|
ПП |
500 |
40 |
68,30 |
2,9 |
2,6 |
2,2 |
2,0 |
1,7 |
5,1 |
4,9 |
4,4 |
7,2 |
6,9 |
6,2 |
||||||
|
50 |
2,6 |
2,4 |
2,1 |
1,8 |
1,6 |
4,6 |
4,4 |
4,1 |
6,5 |
6,2 |
5,8 |
|||||||||
|
63 |
2,4 |
2,2 |
1,9 |
1,7 |
1,4 |
4,2 |
4,0 |
3,7 |
6,0 |
5,7 |
5,3 |
|||||||||
|
80 |
2,2 |
2,0 |
1,7 |
1,5 |
1,3 |
3,9 |
3,7 |
3,4 |
5,5 |
5,2 |
4,8 |
|||||||||
Примечание. При расчете нормативного расхода абразивного инструмента величину рабочей части круга Мр принимали:
для чистового и получистового шлифования Мр = 0,137×Дн,
где Дн - наружный диаметр шлифовального круга, мм;
для чернового
Мр = 0,188Дн.
Таблица 4
Расход кругов из нормального электрокорунда на керамической связке при круглом наружном, бесцентровом и плоском шлифовании наружной поверхностью круга
|
Наружный диаметр, мм |
Высота, мм |
Величина рабочей части, мм |
Инструмент для правки шлифовальных кругов |
|||||||||||
|
Карандаша алмазно-металлические |
Диски твердосплавные |
Круги и диски шлифовальные |
||||||||||||
|
Зернистость |
||||||||||||||
|
40 |
25 |
16 |
12 |
10 |
63 |
50 |
40 |
63 |
50 |
40 |
||||
|
Расход кругов на 1000 кг снятого материала, шт. |
||||||||||||||
|
ПП |
100 |
13 |
13,70 |
63,7 |
57,9 |
49,2 |
43,5 |
38,2 |
121,3 |
113,7 |
108,3 |
171,2 |
160,5 |
152,9 |
|
16 |
58,7 |
53,3 |
45,4 |
41,1 |
35,2 |
111,8 |
104,8 |
99,8 |
157,8 |
147,9 |
140,9 |
|||
|
20 |
53,8 |
48,9 |
41,6 |
36,6 |
32,3 |
102,5 |
96,1 |
91,5 |
144,8 |
135,6 |
129,1 |
|||
|
25 |
49,2 |
44,8 |
38,0 |
33,6 |
29,6 |
93,7 |
87,8 |
83,6 |
132,2 |
124,0 |
118,1 |
|||
|
32 |
44,4 |
40,4 |
34,4 |
30,3 |
26,7 |
84,5 |
79,3 |
75,5 |
119,3 |
111,9 |
106,6 |
|||
|
40 |
40,6 |
36,9 |
31,4 |
27,8 |
24,4 |
77,3 |
72,5 |
69,0 |
109,1 |
102,3 |
97,4 |
|||
|
50 |
37,2 |
34,4 |
28,8 |
25,4 |
22,7 |
70,8 |
66,4 |
63,2 |
100,0 |
93,8 |
89,3 |
|||
|
63 |
33,9 |
30,8 |
26,2 |
23,1 |
20,3 |
64,5 |
60,5 |
57,6 |
91,1 |
85,5 |
81,4 |
|||
|
75 |
31,7 |
28,8 |
24,4 |
21,7 |
19,0 |
60,4 |
56,4 |
53,7 |
85,2 |
79,7 |
76,4 |
|||
|
80 |
30,8 |
27,9 |
23,8 |
21,1 |
18,4 |
58,6 |
55,0 |
52,4 |
82,8 |
77,6 |
73,9 |
|||
|
100 |
28,1 |
25,6 |
21,8 |
19,1 |
16,9 |
53,5 |
50,2 |
47,8 |
75,5 |
70,8 |
67,4 |
|||
|
ПП |
150 |
16 |
22,55 |
35,8 |
32,5 |
27,5 |
24,3 |
21,4 |
68,2 |
63,9 |
60,9 |
96,2 |
90,2 |
85,9 |
|
20 |
32,7 |
29,8 |
,25,3 |
22,3 |
19,7 |
62,3 |
58,4 |
55,6 |
87,9 |
82,4 |
78,5 |
|||
|
25 |
30,1 |
27,2 |
23,2 |
20,4 |
18,0 |
57,3 |
53,8 |
51,2, |
80,9 |
75,8 |
72,2 |
|||
|
32 |
27,2 |
24,7 |
21,0 |
18,5 |
16,3 |
51,8 |
48,5 |
46,2 |
73,1 |
68,6 |
65,3 |
|||
|
ПП |
200 |
6 |
27,40 |
33,3 |
30,2 |
25,7 |
22,7 |
19,9 |
63,4 |
59,4 |
56,6 |
89,5 |
83,9 |
79,9 |
|
8 |
31,0 |
27,0 |
22,9 |
20,3 |
17,8 |
59,0 |
55,3 |
52,7 |
83,3 |
78,1 |
74,4 |
|||
|
10 |
27,3 |
24,8 |
21,0 |
18,6 |
16,3 |
520 |
48,7 |
46,4 |
73,4 |
68,8 |
65,5 |
|||
|
13 |
24,5 |
22,3 |
18,5 |
16,7 |
14,7 |
46,6 |
23,8 |
41,7 |
65,8 |
61,7 |
58,8 |
|||
|
16 |
22,6 |
20,5 |
17,5 |
15,4 |
13,5 |
43,0 |
40,3 |
38,4 |
60,7 |
56,9 |
54,2 |
|||
|
20 |
20,7 |
18,8 |
15,9 |
14,1 |
12,4 |
39,4 |
37,0 |
35,2 |
55,6 |
52,2 |
49,7 |
|||
|
25 |
18,9 |
17,1 |
14,5 |
12,9 |
11,3 |
36,0 |
33,7 |
32,1 |
50,8 |
47,7 |
54,4 |
|||
|
32 |
17,1 |
15,6 |
13,2 |
11,6 |
10,3 |
32,6 |
30,6 |
29,1 |
46,0 |
43,1 |
41,0 |
|||
|
40 |
15,7 |
14,2 |
12,0 |
10,6 |
4,4 |
29,9 |
28,0 |
26,7 |
42,2 |
39,6 |
37,7 |
|||
|
50 |
14,3 |
13,0 |
11,1 |
9,7 |
8,6 |
27,2 |
25,5 |
24,3 |
38,4 |
36,0 |
34,3 |
|||
|
ПП |
250 |
6 |
34,25 |
23,7 |
21,6 |
18,3 |
16,1 |
14,2 |
45,1 |
42,3 |
40,3 |
63,7 |
59,7 |
56,9 |
|
8 |
21,1 |
19,2 |
16,3 |
14,4 |
12,7 |
40,2 |
37,6 |
35,8 |
56,7 |
53,1 |
50,6 |
|||
|
10 |
19,4 |
17,7 |
15,0 |
13,2 |
11,7 |
36,9 |
34,7 |
33,0 |
52,1 |
48,9 |
46,6 |
|||
|
13 |
17,6 |
15,8 |
13,5 |
11,9 |
10,5 |
33,5 |
31,4 |
29,9 |
47,3 |
44,3 |
42,2 |
|||
|
16 |
16,0 |
14,5 |
12,4 |
10,9 |
9,6 |
30,5 |
28,6 |
27,2 |
43,0 |
40,3 |
38,4 |
|||
|
20 |
14,7 |
13,4 |
11,4 |
10,0 |
8,9 |
28,0 |
26,3 |
25,0 |
39,5 |
37,1 |
35,3 |
|||
|
25 |
13,5 |
12,2 |
10,4 |
9,2 |
8,1 |
25,7 |
24,2 |
23,0 |
36,3 |
34,0 |
32,4 |
|||
|
32 |
12,1 |
11,1 |
9,4 |
8,3 |
7,3 |
23,0 |
21,6 |
20,6 |
32,5 |
30,5 |
29,0 |
|||
|
40 |
11,2 |
10,1 |
8,7 |
7,5 |
6,7 |
21,3 |
20,0 |
19,0 |
30,1 |
28,2 |
26,9 |
|||
|
ПП |
300 |
20 |
41,10 |
11,5 |
10,5 |
8,9 |
7,9 |
6,9 |
21,9 |
20,6 |
19,6 |
30,9 |
29,0 |
27,6 |
|
25 |
10,6 |
9,5 |
8,1 |
7,2 |
6,3 |
20,2 |
18,9 |
18,0 |
28,4 |
26,7 |
25,4 |
|||
|
32 |
9,4 |
8,7 |
7,4 |
6,5 |
5,7 |
17,9 |
16,8 |
16,0 |
25,3 |
23,7 |
22,6 |
|||
|
40 |
8,7 |
8,0 |
6,7 |
5,9 |
5,3 |
16,6 |
15,5 |
14,9 |
23,4 |
21,9 |
20,9 |
|||
|
ПП |
350 |
20 |
47,95 |
9,2 |
8,3 |
7,1 |
6,2 |
5,5 |
17,5 |
16,4 |
15,6 |
24,7 |
23,2 |
22,1 |
|
25 |
8,4 |
7,6 |
6,5 |
5,7 |
5,0 |
16,0 |
15,0 |
14,3 |
22,6 |
21,2 |
20,2 |
|||
|
32 |
7,5 |
6,9 |
5,9 |
5,2 |
4,6 |
14,3 |
13,4 |
12,8 |
20,2 |
18,9 |
18,0 |
|||
|
40 |
7,0 |
6,3 |
5,4 |
4,8 |
4,2 |
13,3 |
12,5 |
1,9 |
18,8 |
17,6 |
16,8 |
|||
|
ПП |
400 |
25 |
54,80 |
6,8 |
6,1 |
5,2 |
4,8 |
4,1 |
12,9 |
12,2 |
11,6 |
18,3 |
17,1 |
16,3 |
|
32 |
6,1 |
5,5 |
4,8 |
4,2 |
3,7 |
11,6 |
10,9 |
10,4 |
16,4 |
15,3 |
14,6 |
|||
|
40 |
5,5 |
5,1 |
4,3 |
3,8 |
3,4 |
10,55 |
9,9 |
9,4 |
14,8 |
13,9 |
13,2 |
|||
|
50 |
5,2 |
4,7 |
4,0 |
3,5 |
3,1 |
9,9 |
9,2 |
8,8 |
14,0 |
13,1 |
12,5 |
|||
|
ПП |
450 |
25 |
61,65 |
5,6 |
5,2 |
4,4 |
3,9 |
3,4 |
10,7 |
10,0 |
9,5 |
15,1 |
14,1 |
13,4 |
|
32 |
5,2 |
4,7 |
4,0 |
3,5 |
3,1 |
9,9 |
9,2 |
8,8 |
14,0 |
13,1 |
12,5 |
|||
|
40 |
4,7 |
4,2 |
3,6 |
3,2 |
2,8 |
8,9 |
8,4 |
8,0 |
12,6 |
11,9 |
11,3 |
|||
|
50 |
4,3 |
3,9 |
3,3 |
2,9 |
2,6 |
8,2 |
7,7 |
7,3 |
11,6 |
10,8 |
10,3 |
|||
|
63 |
3,9 |
3,6 |
3,1 |
2,7 |
2,3 |
7,4 |
6,9 |
6,6 |
10,5 |
9,9 |
9,4 |
|||
|
75 |
3,6 |
3,3 |
2,9 |
2,5 |
2,2 |
6,9 |
6,4 |
6,1 |
9,7 |
9,0 |
8,6 |
|||
|
80 |
3,6 |
3,2 |
2,8 |
2,4 |
2,1 |
6,9 |
6,4 |
6,1 |
9,7 |
9,0 |
8,6 |
|||
|
100 |
3,3 |
3,0 |
2,6 |
2,3 |
2,0 |
6,3 |
5,9 |
5,6 |
8,9 |
8,3 |
7,9 |
|||
|
ПП |
500 |
32 |
68,50 |
4,3 |
3,9 |
3,3 |
2,9 |
2,6 |
8,2 |
7,7 |
7,3 |
11,6 |
10,8 |
10,3 |
|
40 |
4,0 |
3,6 |
3,1 |
2,8 |
2,4 |
7,6 |
7,1 |
6,8 |
10,8 |
10,0 |
9,6 |
|||
|
50 |
3,6 |
3,3 |
2,9 |
2,5 |
2,2 |
6,9 |
6,4 |
6,1 |
9,7 |
9,0 |
8,6 |
|||
|
63 |
3,3 |
3,0 |
2,6 |
2,3 |
2,0 |
6,3 |
5,9 |
5,6 |
8,9 |
8,3 |
7,9 |
|||
|
75 |
3,1 |
2,9 |
2,4 |
2,2 |
1,9 |
5,9 |
5,6 |
5,3 |
8,3 |
7,8 |
7,4 |
|||
|
80 |
3,0 |
2,8 |
2,3 |
2,1 |
1,8 |
5,7 |
5,4 |
5,1 |
8,1 |
7,6 |
7,2 |
|||
|
ПП |
500 |
100 |
68,50 |
2,8 |
2,5 |
2,2 |
1,9 |
1,7 |
5,3 |
5,0 |
4,8 |
7,5 |
6,0 |
6,7 |
|
125 |
2,6 |
2,3 |
2,0 |
1,7 |
1,5 |
5,0 |
4,6 |
4,4 |
7,0 |
6,6 |
6,2 |
|||
|
150 |
2,4 |
2,2 |
1,8 |
1,6 |
1,4 |
4,6 |
4,3 |
4,1 |
6,5 |
6,1 |
5,8 |
|||
|
160 |
2,3 |
2,1 |
1,7 |
1,6 |
1,4 |
4,4 |
4,1 |
3,9 |
6,2 |
5,8 |
5,5 |
|||
|
200 |
2,1 |
1,9 |
1,6 |
1,4 |
1,3 |
4,0 |
3,7 |
3,6 |
5,6 |
5,3 |
5,0 |
|||
|
ПП |
600 |
40 |
82,20 |
2,9 |
2,7 |
2,3 |
2,0 |
1,8 |
5,5 |
5,2 |
4,9 |
7,8 |
7,3 |
7,0 |
|
50 |
2,7 |
2,4 |
2,1 |
1,8 |
1,6 |
5,1 |
4,8 |
4,6 |
7,3 |
6,8 |
6,5 |
|||
|
63 |
2,5 |
2,3 |
1,9 |
1,6 |
1,5 |
4,8 |
4,5 |
4,3 |
6,7 |
6,3 |
6,0 |
|||
|
75 |
2,3 |
2,1 |
1,7 |
1,6 |
1,4 |
4,4 |
4,1 |
3,9 |
6,2 |
5,8 |
5,5 |
|||
|
80 |
2,2 |
2,0 |
1,6 |
1,5 |
1,3 |
4,2 |
3,9 |
3,7 |
5,9 |
5,5 |
5,3 |
|||
Примечание. При расчете нормативного расхода абразивного инструмента величину рабочей части круга Мр принимали:
для чистового и получистового шлифования
Мр = 0,137×Дн,
где Дн - наружный диаметр шлифовального круга, мм;
для чернового
Мр = 0,188Дн.
Таблица 5
|
К2 |
|
|
Алмаз в оправе |
0,9 |
|
Алмазно-металлический |
1,0 |
|
Диски твердосплавные |
1,7 |
|
Круги и диски шлифовальные |
2,4 |
|
Диски, звездочки металлические |
3,0 |
Таблица 6
|
К4 |
|
|
С продольной подачей |
1,0 |
|
С радиальной подачей |
2,0 |
|
В упор при радиусе галтели более 0,7 мм |
1,25 |
|
В упор при радиусе галтели менее 0,7 мм |
1,7 |
|
Прерывистой поверхности |
1,3 |
|
Одновременное шлифование цилиндра и торца |
1,2 |
Таблица 7
|
К6 |
|
|
Стали конструкционные углеродистые и легированные |
1,05 |
|
Жаропрочные стали и сплавы |
1,5 |
|
Нержавеющие стали и сплавы |
5,0 |
|
Жаропрочные и нержавеющие стали, содержащие титан |
5,0 |
|
Быстрорежущие типа Р9 и Р18 |
1,5 |
|
Быстрорежущие типа Р9Ф5 и Р6М5 |
6,0 |
|
Чугун |
0,95 |
|
Бронза |
0,3 |
5. МЕТОД РАСЧЕТА НОРМ РАСХОДА АРМИРОВАННЫХ АБРАЗИВНЫХ КРУГОВ
5.1. Нормы расхода армированных абразивных отрезных кругов при резке различного профильного проката и листовой стали приведены в табл. 8-17.
5.2. Нормы расхода армированных абразивных зачистных кругов при зачистке сварных швов, снятии фаски под сварку и снятии шлака при послойной сварке приведены в табл. 18-20.
5.3. Данные, приведенные в указанных таблицах, рассчитаны по формулам, полученным на основе экспериментальных исследований, проведенных Киевским филиалом ВНИИмонтажспецстроя.
5.4. В случае резки профильного проката, зачистки сварных швов и снятия фасок видов и размеров, не указанных в таблицах, нормы расхода армированных абразивных кругов следует определять по формулам, приведенным в приложении 4.
Таблица 8
Трубы стальные бесшовные для масло- и теплопроводов
|
Диаметр круга, мм |
||||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
4 х 0,6 |
3227 |
1,49 |
5323 |
0,90 |
9868 |
0,49 |
17431 |
0,28 |
27119 |
0,18 |
|
6 х 0,7 |
1759 |
1,82 |
2931 |
1,09 |
5440 |
0,59 |
9608 |
0,33 |
14943 |
0,21 |
|
10 х 1 |
707 |
2,72 |
1208 |
1,59 |
2252 |
0,85 |
3978 |
0,48 |
6185 |
0,31 |
|
12 х 1,5 |
397 |
4,03 |
689 |
2,32 |
1289 |
1,24 |
2278 |
0,70 |
3540 |
0,45 |
|
14 х 1,5 |
327 |
4,19 |
577 |
2,38 |
1089 |
1,26 |
1917 |
0,72 |
2979 |
0,46 |
|
16 х 1,5 |
275 |
4,36 |
495 |
2,42 |
935 |
1,28 |
1655 |
0,73 |
2573 |
0,47 |
|
15 х 1,5 |
234 |
4,56 |
432 |
2,47 |
822 |
1,30 |
1456 |
0,73 |
2264 |
0,47 |
|
20 х 1,5 |
202 |
4,75 |
383 |
2,51 |
733 |
1,31 |
1300 |
0,74 |
2023 |
0,47 |
|
22 х 2 |
135 |
6,46 |
263 |
3,32 |
508 |
1,72 |
903 |
0,97 |
1405 |
0,62 |
|
24 х 2 |
117 |
6,84 |
237 |
3,38 |
461 |
1,74 |
821 |
0,97 |
1279 |
0,63 |
N - число резов одним кругом профильного проката данных размеров;
n - расход кругов за одну смену.
Таблица 9
Трубы бесшовные холодно- и теплодеформированные из коррозионностойкой стали
|
Размеры трубы, мм |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
25 х 2 |
109 |
7,05 |
225 |
3,41 |
441 |
1,74 |
786 |
0,98 |
1224 |
0,63 |
|
32 х 2 |
65 |
9,23 |
163 |
3,68 |
335 |
1,79 |
603 |
1,00 |
941 |
0,64 |
|
38 х 2,5 |
30 |
16,84 |
102 |
4,95 |
222 |
2,28 |
406 |
1,24 |
637 |
0,79 |
|
42 х 2,5 |
16 |
28,57 |
86 |
5,32 |
196 |
2,33 |
363 |
1,26 |
572 |
0,80 |
|
50 х 2,5 |
- |
- |
59 |
6,51 |
156 |
2,46 |
299 |
1,28 |
474 |
0,81 |
|
57 х 2,5 |
- |
- |
38 |
8,86 |
129 |
2,61 |
256 |
1,32 |
411 |
0,82 |
|
76 х 3 |
- |
- |
- |
- |
60 |
4,21 |
146 |
1,73 |
248 |
1,02 |
|
83 х 3 |
- |
- |
- |
- |
46 |
5,03 |
127 |
1,82 |
222 |
1,04 |
|
89 х 3,5 |
- |
- |
- |
- |
29 |
7,44 |
97 |
2,22 |
174 |
1,24 |
|
102 х 3,5 |
- |
- |
- |
- |
8 |
23,53 |
72 |
2,61 |
142 |
1,33 |
|
108 х 3,5 |
- |
- |
- |
- |
- |
- |
62 |
2,87 |
130 |
1,37 |
|
130 х 3,5 |
- |
- |
- |
- |
- |
- |
26 |
5,68 |
88 |
1,68 |
|
150 х 4 |
- |
- |
- |
- |
- |
- |
- |
- |
49 |
2,61 |
|
150 х 5 |
- |
- |
- |
- |
- |
- |
- |
- |
39 |
3,28 |
Таблица 10
Трубы стальные бесшовные
|
Размеры трубы, мм |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
25 х 2,5 |
89 |
8,63 |
184 |
4,17 |
360 |
2,13 |
643 |
1,19 |
1001 |
0,77 |
|
32 х 2,5 |
53 |
11,32 |
132 |
4,55 |
272 |
2,21 |
490 |
1,22 |
766 |
0,78 |
|
38 х 3,0 |
25 |
20,21 |
86 |
5,88 |
188 |
2,69 |
343 |
1,47 |
538 |
0,94 |
|
42 х 3,0 |
14 |
32,65 |
72 |
6,35 |
166 |
2,75 |
307 |
1,49 |
483 |
0,95 |
|
50 х 3,0 |
- |
- |
49 |
7,84 |
132 |
2,91 |
259 |
1,48 |
400 |
0,96 |
|
57 х 3,0 |
- |
- |
32 |
10,53 |
108 |
3,12 |
215 |
1,57 |
346 |
0,97 |
|
76 х 3,5 |
- |
- |
- |
- |
52 |
4,86 |
126 |
2,01 |
214 |
1,18 |
|
83 х 3,5 |
- |
- |
- |
- |
40 |
5,78 |
110 |
2,10 |
191 |
1,21 |
|
89 х 4,0 |
- |
- |
- |
- |
26 |
8,30 |
85 |
2,54 |
153 |
1,41 |
|
102 х 4,0 |
- |
- |
- |
- |
7,6 |
24,77 |
64 |
2,94 |
125 |
1,51 |
|
108 х 4,0 |
- |
- |
- |
- |
- |
- |
55 |
3,23 |
114 |
1,56 |
|
127 х 4,0 |
- |
- |
- |
- |
- |
- |
27 |
5,60 |
82 |
1,84 |
|
133 х 4,0 |
- |
- |
- |
- |
- |
- |
19 |
7,60 |
73 |
1,98 |
|
159 х 4,0 |
- |
- |
- |
- |
- |
- |
- |
- |
37 |
3,26 |
|
159 х 6,0 |
- |
- |
- |
- |
- |
- |
- |
- |
25 |
4,83 |
Таблица 11
|
Размер шестигранника, мм |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
10 |
115 |
16,70 |
197 |
9,75 |
368 |
5,22 |
650 |
2,95 |
1010 |
1,90 |
|
12 |
78 |
20,51 |
136 |
11,76 |
256 |
6,25 |
452 |
3,54 |
703 |
2,28 |
|
14 |
56 |
24,49 |
100 |
13,71 |
188 |
7,29 |
333 |
4,12 |
517 |
2,65 |
|
16 |
42 |
28,57 |
76 |
15,79 |
144 |
8,33 |
255 |
4,71 |
397 |
3,02 |
|
18 |
32 |
33,33 |
60 |
17,78 |
114 |
9,36 |
202 |
5,28 |
314 |
3,40 |
|
20 |
25 |
38,40 |
48 |
20,00 |
92 |
10,43 |
163 |
5,89 |
254 |
3,78 |
|
22 |
20 |
43,64 |
39 |
22,38 |
76 |
11,48 |
135 |
6,46 |
210 |
4,16 |
|
24 |
16 |
50,00 |
32 |
25,00 |
64 |
12,50 |
114 |
7,02 |
177 |
4,52 |
|
26 |
13 |
56,80 |
27 |
27,35 |
54 |
13,68 |
97 |
7,61 |
151 |
4,89 |
|
28 |
10 |
68,57 |
23 |
29,81 |
46 |
14,91 |
83 |
8,26 |
130 |
5,27 |
|
30 |
8 |
80,00 |
20 |
32,00 |
40 |
16,00 |
73 |
8,77 |
113 |
5,66 |
Таблица 12
Сталь круглая ГОСТ 2590-71
|
Размер прутка, мм |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
10 |
254 |
7,56 |
434 |
4,42 |
811 |
2,37 |
1432 |
1,34 |
2226 |
0,86 |
|
12 |
173 |
9,25 |
301 |
5,32 |
564 |
2,84 |
996 |
1,61 |
1549 |
1,03 |
|
14 |
125 |
10,97 |
220 |
6,23 |
415 |
3,30 |
733 |
1,87 |
1140 |
1,20 |
|
16 |
93 |
12,90 |
168 |
7,14 |
317 |
3,79 |
562 |
2,14 |
874 |
1,37 |
|
18 |
71 |
15,02 |
132 |
8,08 |
251 |
4,25 |
445 |
2,40 |
692 |
1,54 |
|
20 |
56 |
17,14 |
106 |
9,06 |
203 |
4,73 |
361 |
2,66 |
561 |
1,71 |
|
22 |
44 |
19,83 |
87 |
10,03 |
168 |
5,19 |
298 |
2,93 |
464 |
1,88 |
|
24 |
35 |
2286 |
72 |
11,11 |
141 |
5,67 |
251 |
3,19 |
390 |
2,05 |
|
26 |
28 |
26,37 |
60 |
12,31 |
120 |
6,15 |
214 |
3,45 |
333 |
2,22 |
|
28 |
23 |
29,81 |
51 |
13,45 |
103 |
6,66 |
184 |
3,73 |
287 |
2,39 |
|
30 |
18 |
36,56 |
44 |
14,55 |
89 |
7,19 |
160 |
4,00 |
250 |
2,56 |
Таблица 13
Сталь квадратная
|
Размер квадрата, мм |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
10 |
200 |
9,60 |
341 |
5,63 |
636 |
3,02 |
1124 |
1,71 |
1748 |
1,10 |
|
12 |
136 |
11,76 |
236 |
6,78 |
443 |
3,61 |
782 |
2,05 |
1216 |
1,32 |
|
14 |
98 |
13,99 |
173 |
7,93 |
325 |
4,22 |
576 |
2,38 |
895 |
1,53 |
|
16 |
73 |
16,44 |
132 |
9,09 |
249 |
4,82 |
441 |
2,72 |
686 |
1,75 |
|
18 |
56 |
19,05 |
103 |
10,36 |
179 |
5,96 |
349 |
3,06 |
543 |
1,96 |
|
20 |
44 |
21,82 |
83 |
11,57 |
159 |
6,04 |
283 |
3,39 |
440 |
2,18 |
|
22 |
35 |
24,94 |
68 |
12,83 |
132 |
6,61 |
234 |
3,73 |
364 |
2,40 |
|
24 |
28 |
28,57 |
56 |
14,29 |
110 |
7,27 |
197 |
4,06 |
307 |
2,61 |
|
26 |
22 |
33,57 |
47 |
15,71 |
94 |
7,86 |
168 |
4,40 |
261 |
2,83 |
|
28 |
18 |
38,10 |
40 |
17,14 |
81 |
8,47 |
145 |
4,73 |
226 |
3,03 |
|
30 |
14 |
45,71 |
34 |
18,82 |
70 |
9,14 |
126 |
5,08 |
197 |
3,25 |
Таблица 14
Балка двутавровая ГОСТ 8239-72
|
№ профиля |
Диаметр круга, мм |
|||||
|
300 |
400 |
500 |
||||
|
N |
n |
N |
n |
N |
n |
|
|
10 |
46 |
7,59 |
90 |
3,88 |
147 |
2,37 |
|
12 |
34 |
8,82 |
72 |
4,17 |
118 |
2,54 |
|
14 |
25 |
10,52 |
59 |
4,46 |
98 |
2,68 |
|
16 |
18 |
13,17 |
48 |
4,94 |
83 |
2,86 |
|
18 |
11 |
19,39 |
38 |
5,61 |
69 |
3,09 |
|
20 |
4 |
48,00 |
30 |
6,40 |
58 |
3,31 |
Таблица 15
Сталь угловая равнополочная 8509-72
|
№ профиля |
Диаметр круга, мм |
|||||||||
|
180 |
230 |
300 |
400 |
500 |
||||||
|
N |
n |
N |
n |
N |
n |
N |
n |
N |
n |
|
|
20 х 20 х 4 |
120 |
8,00 |
228 |
4,21 |
438 |
2,19 |
776 |
1,34 |
1208 |
0,79 |
|
25 х 25 х 4 |
84 |
9,14 |
175 |
4,39 |
342 |
2,25 |
611 |
1,26 |
951 |
0,81 |
|
32 х 32 х 4 |
50 |
12,0 |
126 |
4,76 |
259 |
2,32 |
467 |
1,28 |
730 |
0,82 |
|
40 х 40 х 4 |
22 |
21,82 |
89 |
5,39 |
200 |
2,40 |
367 |
1,31 |
576 |
0,83 |
|
50 х 50 х 4 |
- |
- |
56 |
6,86 |
150 |
2,56 |
286 |
1,34 |
455 |
0,84 |
|
75 х 75 х 4 |
- |
- |
- |
- |
42 |
6,10 |
100 |
2,56 |
169 |
1,51 |
Таблица 16
Швеллер ГОСТ 8240-72
|
№ проката |
Диаметр круга, мм |
|||||
|
300 |
400 |
500 |
||||
|
N |
n |
N |
n |
N |
n |
|
|
8 |
68 |
7,06 |
125 |
3,84 |
197 |
2,44 |
|
10 |
54 |
7,73 |
103 |
4,05 |
162 |
2,58 |
|
12 |
43 |
8,59 |
83 |
4,45 |
133 |
2,78 |
|
14 |
35 |
9,46 |
70 |
4,73 |
112 |
2,96 |
|
16 |
28 |
10,71 |
59 |
5,08 |
96 |
3,13 |
|
18 |
22 |
12,47 |
50 |
5,49 |
83 |
3,30 |
|
20 |
17 |
14,86 |
43 |
5,88 |
72 |
3,51 |
Таблица 17
Сталь листовая ГОСТ 16523-70
|
Диаметр круга, мм |
||||
|
180 |
230 |
|||
|
L |
n |
L |
n |
|
|
2,8 - 3,2 |
6906 |
2,78 |
11340 |
1,69 |
|
3,5 - 3,9 |
6587 |
3,44 |
9201 |
2,09 |
|
4,0 - 4,5 |
4797 |
4,00 |
7922 |
2,42 |
|
4,8 - 5,0 |
4200 |
4,57 |
6955 |
2,76 |
L - длина, которую можно прорезать одним кругом, мм;
n - количество кругов на смену.
Зачистка металла
1. Зачистка заподлицо сварного соединения С18
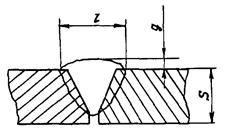
Параметры шва, мм
|
S |
l, не более |
g |
|
6 |
14 |
|
|
10 |
20 |
|
|
16 |
24 |
Таблица 18
|
Диаметр круга, мм |
||||
|
180 |
230 |
|||
|
Lз, мм |
n |
Lз, мм |
n |
|
|
6 |
7182 |
2,67 |
12019 |
1,60 |
|
10 |
4022 |
4,77 |
6730 |
2,85 |
|
16 |
3351 |
5,73 |
5608 |
3,42 |
Lз - длина шва, которую можно обработать одним кругом;
n - количество кругов на смену, шт.
2. Снятие фаски под сварное соединение
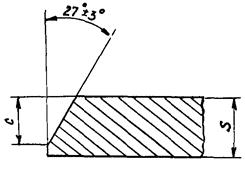
Параметры фаски, мм
|
S , мм |
С, мм |
|
6 |
4 |
|
10 |
7 |
|
16 |
13 |
Таблица 19
|
Толщина S, мм |
Диаметр круга, мм |
|||
|
180 |
230 |
|||
|
Lз, мм |
n |
Lз, мм |
n |
|
|
6 |
29026 |
0,66 |
48575 |
0,40 |
|
10 |
9478 |
2,03 |
15861 |
1,21 |
|
16 |
2748 |
6,99 |
4598 |
4,18 |
3. Снятие шлака при послойной сварке шва С18
Таблица 20
|
Толщина S, мм |
Диаметр круга, мм |
|||
|
180 |
230 |
|||
|
Lз, мм |
n |
Lз, мм |
n |
|
|
6 |
22691 |
0,85 |
37348 |
0,51 |
|
10 |
5583 |
3,44 |
9348 |
2,05 |
|
16 |
2213 |
8,68 |
3848 |
4,99 |
Приложение 1
ПРИМЕР РАСЧЕТА ПОТРЕБНОСТИ В СЛЕСАРНО-МОНТАЖНОМ ИНСТРУМЕНТЕ
Исходные данные
Фактический расход группы инструмента в предшествующем году Рf = 3 тыс. руб.
Объем продукции, изготовленной в предшествующем году, В = 5 млн. руб.
Объем выпуска продукции на планируемый год ВI = 5,5 млн. руб.
Фактический остаток годного к применению инструмента на конец отчетного года 0,5 тыс. руб.
Коэффициент изменения срока службы инструмента, Кm = 0,9.
Коэффициент изменения расхода инструмента в связи c улучшением условий его эксплуатации, ремонта и организации инструментального хозяйства, Ke = 0,95.
Коэффициент изменения цены на инструмент Кz = 1.
Фактический удельный расход группы инструмента за предшествующий год
М = ![]() =
= ![]() = 0,6 тыс. руб. на 1 млн. руб.
= 0,6 тыс. руб. на 1 млн. руб.
Расчетная удельная норма расхода группы инструмента на планируемый год
Мч = Мf×Кm×Кe×Кz = 0,6×0,9×0,95×1 = 0,51 тыс. руб. на 1 млн. руб.
Расчетная годовая норма расхода группы инструмента на планируемый год
Q = B Mч = 5,5×0,51 = 2,8 тыс. руб.
Определяем резерв инструмента в размере 15 % расчетной годовой нормы расхода
![]() 0,42 тыс. руб.
0,42 тыс. руб.
Годовая заявочная потребность с учетом резерва и тактического остатка инструмента
2,8 + 0,42 - 0,5 = 2,72 тыс. руб.
Приложение 2
ПРИМЕР РАСЧЕТА ПОТРЕБНОСТИ В ШТАНГЕНЦИРКУЛЯХ В ЗАВИСИМОСТИ ОТ КОЛИЧЕСТВА МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ
Исходные данные для расчета.
Типы и количество станков, шт.
токарные.............................................. 25
расточные............................................ 20
сверлильные........................................ 18
круглошлифовальные......................... 10
фрезерные............................................ 8
строгальные......................................... 3
протяжные........................................... 1
Суммарное количество станков
То = 25 + 20 + 18 + 10 + 8 + 3 + 1 = 85 шт.
Коэффициент применяемости Ко = 0,8 (табл. 1).
Коэффициент сменности работы станков Кс = 2.
Срок службы С = 2 года (табл. 2).
Фактический остаток годных к применению штангенциркулей на конец отчетного года, шт. 20.
Расчетная годовая норма расхода штангенциркулей
![]() шт.
шт.
Определяем резерв штангенциркулей (15 % расчетной годовой нормы расхода)
![]() шт.
шт.
Годовая заявочная потребность с учетом резерва и фактического остатка
68 + 10 - 20 = 58 шт.
Приложение 3
ПРИМЕР РАСЧЕТА НОРМ РАСХОДА АБРАЗИВНОГО НЕАРМИРОВАННОГО ИНСТРУМЕНТА
Исходные данные
Типоразмер абразивного инструмента ПП250х40х7624Ах2СМ27К5;
правящий инструмент - алмазно-металлический;
вид шлифования - плоское;
преимущественная группа обрабатываемого материала - 1;
нормативный расход абразивного инструмента указанного типоразмера на 1000 кг снимаемого материала, N = 7,5 шт.;
коэффициент, учитывающий вид правящего инструмента, К2 = 1,0;
коэффициент, учитывающий вид шлифования, К4 = 1,0;
коэффициент, учитывающий группу обрабатываемого материала, К6 = 1,0;
фактический остаток годных к применению абразивных кругов - 5 шт.;
фонд рабочего времени шлифовальных станков, Т = 15000 ч.;
доля времени работы данного абразивного инструмента в работе шлифовальных станков, n = 40 %;
коэффициент использования, оборудования, Кисп = 0,9;
коэффициент загрузки оборудования, Kзаг = 0,8.
Определяем фактический годовой фонд времени инструмента
Ф = Т![]() Кисп Кзаг
= 15000
Кисп Кзаг
= 15000![]() ×0,9×0,8 = 4320 ч
×0,9×0,8 = 4320 ч
Подставляя значения исходных данных в формулу определения норм расхода, получим
А = 7×10-4×Ф×N×К2×К4×K6 = 7×10-4×4320×7,5×1×1×1 = 22,6.
Принимаем 23 шт.
Определяем резерв абразивного инструмента в размере 15 % от расчетной годовой нормы расхода
![]() = 3,45. Принимаем
4 шт.
= 3,45. Принимаем
4 шт.
Годовая заявочная потребность с учетом резерва и фактического остатка:
23 + 4 - 5 = 22 шт.
Приложение 4
ТЕОРЕТИЧЕСКИЙ РАСЧЕТ НОРМ РАСХОДА АБРАЗИВНЫХ АРМИРОВАННЫХ КРУГОВ
Расход отрезных абразивных армированных кругов при резке труб и проката определяется числом резов по формуле
![]()
где N - число резов данного проката, которое можно произвести одним кругом данного типоразмера;
R0 - начальный радиус круга, мм;
R1 - радиус максимально изношенного круга,
Rф - радиус зажимного фланца, мм;
d - высота разрезаемой детали, мм;
Fдет - площадь поперечного сечения разрезаемой детали, мм;
Sнорм - нормативный коэффициент шлифования, равный по ГОСТ 21963-82 1,8 (для отрезных кругов диаметром 180 и 230 мм) и 1,9 (для кругов диаметром 300, 400 и 500 мм).
При резке листового металла расход кругов определяется по формуле
![]()
где L - длина, которая может быть прорезана одним кругом, м;
h - толщина листового металла, мм;
Время, затрачиваемое на резку одним абразивным кругом, может быть рассчитано по формуле
![]()
где Kисп = 0,2 - коэффициент использования машины с абразивными армированными кругами на монтаже;
Vn = (0,2-0,3) м/мин. - скорость подачи;
l - расстояние, которое круг проходит за один рез (для трубы l = d), мм.
Потребность в абразивных кругах на одну рабочую смену (n) можно определить по формуле
![]()
где tcмены - продолжительность рабочей смены, мин.
При расчете сменной потребности в абразивных кругах при резке листового металла формула примет вид
![]()
где L - длина, которая может быть прорезана одним кругом, м.
Расход зачистных абразивных армированных кругов определяется массой cошлифованного металла по формуле
![]()
где Mдет - масса металла, которую можно сошлифовать одним кругом данного типоразмера, мг;
rкр - плотность материала круга, мг/мм3;
H - высота круга, мм;
a - угол между плоскостью круга и обрабатываемой поверхностью;
R0 - начальный радиус круга, мм;
R1 - радиус максимально изношенного круга, мм;
rдет - плотность обрабатываемого материала, мг/мм3;
Sз.норм. - нормированный коэффициент шлифования, равный для зачистных кругов диаметром 180 и 230 мм - 5,9.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Инструкция по нормированию и расчету потребности в слесарно-монтажном, измерительном и абразивном инструменте для монтажных и специализированных строительных управлений и предприятий.: ЦБНТИ Минмонтажспецстроя СССР. ВСН 434-82. - М., 1983.
2. Инструкция о порядке разработки норм расхода абразивного инструмента на предприятиях машиностроения и металлообработки / ВНИИТЭМР. - М.: 1986.
3. Нормативы определения потребности предприятий Минстанкопрома в универсальных средствах измерения линейных и угловых размеров Минстанкопром. - М.: 1981.
4. Методика расчета укрупненных норм расхода и потребности в металлообрабатывающем инструменте, технологической оснастке и приборах на перспективный период / Минстанкопром. - М.: ВНИИ институт, 1977.
5. Нормативы потребности в ручном инструменте, монтажных приспособлениях и средствах малой механизации для производства различных видов монтажных и специальных строительных работ: ВСН 470-85. - М.: ЦБНТИ Минмонтажспецстроя СССР. 1986.
СОДЕРЖАНИЕ