
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ И ПОЛОСЫ ЛАТУННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 931-90
(СТ СЭВ 957-89)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЛИСТЫ И ПОЛОСЫ ЛАТУННЫЕ Технические условия Brass
sheets and strips. |
ГОСТ 931-90 (СТ СЭВ 957-89) |
Срок действия с 01.01.92
до 01.01.97
Настоящий стандарт распространяется на латунные горячекатаные и холоднокатаные листы и холоднокатаные полосы общего назначения.
1. ТЕХНИЧЕСКИЕ УСЛОВИЯ
1.1. Листы изготовляют в соответствии с требованиями настоящего стандарта по техническому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Толщина горячекатаных листов и предельные отклонения по толщине должны соответствовать приведенным в табл. 1.
1.2.2. Ширина горячекатаных листов и предельные отклонения по ширине должны соответствовать приведенным в табл. 2.
1.2.3. Длина горячекатаных листов и предельные отклонения по длине должны соответствовать приведенным в табл. 3.
1.2.4. Толщина холоднокатаных листов и предельные отклонения по толщине должны соответствовать приведенным в табл. 4.
1.2.5. Ширина холоднокатаных листов и предельные отклонения по ширине должны соответствовать приведенным в табл. 5.
мм
|
Толщина |
Предельное отклонение по толщине при ширине |
||||
|
500, 550, 600, 710 |
1000 |
1250 |
1500 |
2000, 2500 |
|
|
5,00 |
-0,45 |
-0,50 |
-0,60 |
-0,80 |
-1,00 |
|
6,00 |
|||||
|
7,00 |
-0,50 |
-0,60 |
|||
|
8,00 |
-0,80 |
-1,00 |
-1,20 |
||
|
9,00 |
-0,60 |
-0,70 |
|||
|
10,00 |
|||||
|
11,00 |
-0,70 |
||||
|
12,00 |
-0,80 |
-1,00 |
-1,20 |
-1,40 |
|
|
13,00 |
|||||
|
14,00 |
|||||
|
15,00 |
-0,80 |
-1,00 |
-1,20 |
-1,40 |
-1,60 |
|
16,00 |
|||||
|
17,00 |
-1,20 |
||||
|
18,00 |
|||||
|
19,00 |
|||||
|
20,00 |
-1,00 |
-1,40 |
-1,40 |
-1,60 |
-1,80 |
|
21,00 |
|||||
|
22,00 |
|||||
|
24,00 |
-1,20 |
-1,60 |
-1,60 |
-1,80 |
-2,00 |
|
25,00 |
|||||
мм
|
Ширина листа |
Предельное отклонение по ширине |
|
500, 550, 600 |
-15 |
|
710 |
|
|
1000 |
|
|
1250 |
-20 |
|
1500 |
|
|
2000 |
|
|
2500 |
Примечание. Каждому размеру по ширине может соответствовать любая длина из приведенных в табл. 3 при условии, что длина превышает ширину.
мм
|
Длина листа |
Предельное отклонение по длине |
|
1000 |
-20 |
|
1410 |
|
|
1500 |
|
|
2000 |
|
|
2500 |
-30 |
|
3000 |
|
|
4000 |
Размеры, мм
|
Марка латуни |
Толщина холоднокатаных листов |
Предельное отклонение по толщине при ширине |
||
|
500, 550, 600 |
710, 800 |
1000 |
||
|
Л90, Л85, |
0,40 |
-0,06 |
-0,09 |
- |
|
Л80, Л68, |
0,50 |
|||
|
Л63 |
0,60 |
-0,08 |
-0,10 |
|
|
0,70 |
-0,16 |
|||
|
0,80 |
||||
|
0,90 |
-0,09 |
-0,12 |
||
|
Л90, Л85, |
1,00 |
-0,10 |
||
|
Л80, Л68, |
1,10 |
|||
|
Л63, |
1,20 |
-0,12 |
-0,14 |
|
|
1,30 |
||||
|
1,40 |
||||
|
ЛМц58-2 |
1,50 |
-0,14 |
-0,16 |
-0,20 |
|
ЛО62-1 |
1,60 |
|||
|
1,80 |
||||
|
2,00 |
-0,15 |
-0,18 |
-0,22 |
|
|
2,20 |
||||
|
2,50 |
-0,18 |
-0,20 |
-0,24 |
|
|
Л90, Л85 |
3,00 |
|||
|
Л80, Л68, |
3,50 |
-0,20 |
-0,24 |
-0,28 |
|
Л63, |
4,00 |
|||
|
ЛМц58-2, |
4,50 |
-0,22 |
-0,27 |
-0,32 |
|
ЛО62-1, |
5,00 |
|||
|
ЛС59-1 |
5,50 |
-0,25 |
-0,30 |
-0,36 |
|
6,00 |
||||
|
6,50 |
||||
|
7,00 |
-0,27 |
-0,36 |
-0,40 |
|
|
8,00 |
||||
|
9,00 |
-0,30 |
-0,40 |
-0,43 |
|
|
10,00 |
||||
|
11,00 |
-0,36 |
-0,50 |
-0,60 |
|
|
12,00 |
||||
Размеры, мм
|
Марка латуни |
Ширина при длине |
Предельно отклонение по ширине при толщине |
|||
|
1410 |
1500 |
2000 |
до 3 включ. |
св. 3 |
|
|
ЛС59-1 |
- |
500 |
- |
-5 |
-10 |
|
550 |
|||||
|
600 |
|||||
|
Л90, Л85, |
710 |
600 |
800 |
||
|
Л80, Л68, |
1000 |
||||
|
Л63, |
|||||
|
ЛМц58-2, |
|||||
|
ЛО62-1 |
|||||
1.2.6. Длина холоднокатаных листов и предельные отклонения по длине должны соответствовать приведенным в табл. 6.
Размеры, мм
|
Марка латуни |
Длина |
Предельное отклонение по длине при толщине |
|
|
до 3 включ. |
св. 3 |
||
|
ЛС59-1 |
1500 |
-10 |
-20 |
|
Л90, Л85, Л80, |
1410 |
||
|
Л68, Л63, |
1500 |
||
|
ЛМц58-2, ЛО62-1 |
2000 |
||
1.2.7. Допускаются короткомерные горячекатаные и холоднокатаные листы в количестве не более 15% массы партии. Размеры короткомерных листов должны быть не менее 500´1000 мм.
1.2.8. Толщина и предельные отклонения по толщине холоднокатаных полос должны соответствовать приведенным в табл. 7.
Размеры, мм
|
Марка латуни |
Толщина полос |
Предельное отклонение по толщине полос при ширине |
||
|
Нормальной точности от 40 до 600 включ. |
Повышенной точности |
|||
|
от 40 до 300 включ. |
св. 300 до 600 включ. |
|||
|
Л90, Л85, |
0,40 |
-0,06 |
-0,04 |
- |
|
Л80, Л68, |
0,50 |
-0,05 |
||
|
Л63 |
0,60 |
-0,07 |
||
|
0,70 |
-0,08 |
-0,06 |
||
|
0,80 |
||||
|
0,90 |
-0,09 |
-0,08 |
||
|
Л90, Л85, |
1,00 |
-0,07 |
||
|
Л80, Л68, |
1,10 |
-0,10 |
-0,09 |
|
|
Л63, |
1,20 |
|||
|
ЛМц58-2, |
1,30 |
|||
|
ЛС59-1, |
1,40 |
-0,09 |
||
|
ЛО62-1 |
1,50 |
|||
|
1,60 |
-0,12 |
-0,10 |
||
|
1,80 |
||||
|
2,00 |
- |
|||
|
2,20 |
||||
|
2,50 |
||||
|
3,00 |
-0,16 |
-0,12 |
-0,12 |
|
|
3,50 |
||||
|
4,00 |
||||
|
4,50 |
-0,20 |
-0,14 |
-0,14 |
|
|
5,00 |
||||
|
5,50 |
||||
|
6,00 |
-0,25 |
-0,16 |
-0,16 |
|
|
6,50 |
||||
|
7,00 |
||||
|
8,00 |
||||
|
9,00 |
-0,30 |
-0,18 |
-0,18 |
|
|
10,00 |
||||
|
Л90, Л85, |
11,00 |
-0,36 |
- |
- |
|
Л80, Л68, Л63 |
12,00 |
|||
1.2.9. Ширина и предельные отклонения по ширине холоднокатаных полос нормальной точности должны соответствовать приведенным в табл. 8.
мм
|
Ширина полос |
Предельное отклонение по ширине нормальной точности при толщине |
||||
|
до 1,0 |
св. 1,0 до 2,0 включ. |
св. 2,0 до 4,0 включ. |
св. 4,0 до 6,0 включ. |
св. 6,0 до 12,0 включ. |
|
|
40, 50, 60, |
-0,7 |
-0,8 |
-2,0 |
- |
- |
|
70, 80, 90, |
|||||
|
100 |
|||||
|
150, 200, |
-1,5 |
-1,5 |
-3,0 |
-3,5 |
-7,0 |
|
250, 300 |
|||||
|
350, 400, |
-2,0 |
-3,0 |
-4,0 |
||
|
450, 500, |
|||||
|
550, 600 |
|||||
1.2.10. Ширина и предельные отклонения по ширине холоднокатаных полос повышенной точности должны соответствовать приведенным в табл. 9.
мм
|
Ширина полос |
Предельное отклонение по ширине повышенной точности при толщине полос |
|
|
до 1,0 включ. |
св. 1,0 до 2,0 включ. |
|
|
40, 50, 60, 70, 80, 90, 100 |
-0,5 |
- |
|
150 |
-0,8 |
|
|
200, 250, 300 |
-1,0 |
-1,3 |
|
350, 400, 450, 500, |
-1,2 |
-1,6 |
|
550, 600 |
||
1.2.11. Полосы изготовляют длиной от 500 до 2000 мм мерной, кратной мерной с интервалом 500 мм и немерной длины.
Предельное отклонение по длине мерной и кратной мерной длине – минус 10 мм.
1.2.12. Теоретическая масса 1 м2 горячекатаных и холоднокатаных листов и полос приведена в приложении 1.
1.2.13. Размеры, точность изготовления, состояние материала, марку латуни листов и полос потребитель указывает в заказе. При отсутствии требований в заказе точность изготовления определяет изготовитель.
Условные обозначения проставляют по схеме:
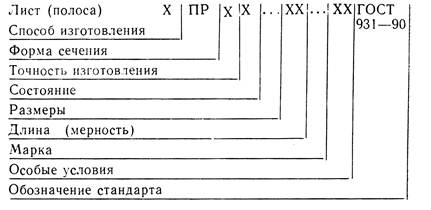
при следующих сокращениях:
Способ изготовления:
горячекатаный – Г;
холоднокатаный – Д;
Форма сечения:
прямоугольный (ая) – ПР.
Точность изготовления (для полос):
нормальная по толщине и ширине – Н;
повышенная по толщине и ширине – П;
нормальная по толщине и повышенная по ширине – К;
повышенная по толщине и нормальная по ширине – И.
Точность изготовления по длине холоднокатаных листов:
нормальная – Н;
повышенная – П;
высокая – В.
Состояние:
мягкое – М;
полутвердое – П;
твердое – Т;
особотвердое – О.
Длина (мерность):
немерная – НД;
мерная – МД;
кратная мерной – КД.
Особые условия:
антимагнитная – АМ.
Мерность указывается только для полос.
Вместо отсутствующих данных ставится знак Х, кроме обозначения длины (мерности) и особых условий.
Примеры условных обозначений:
Лист горячекатаный размером 5´600´1500 мм из латуни марки Л63:
Лист ГПРХХ 5´600´1500 Л63 ГОСТ 931-90
Лист холоднокатаный, повышенной точности изготовления, мягкий, размером 4´1000´2000 мм из латуни марки ЛМц 58-2:
Лист ДПРПМ 4´1000´2000 ЛМц 58-2 ГОСТ 931-90
Полоса холоднокатаная, нормальной точности изготовления по толщине и ширине, твердая, размером 2,5´400´1000 мм, мерной длины, из латуни марки ЛО62-1:
Полоса ДПРНТ 2,5´400´1000 МД ЛО62-1 ГОСТ 931-90
1.3. Характеристики
1.3.1. Листы и полосы изготовляют из латуней марок по ГОСТ 15527:
горячекатаные листы изготовляют из латуней марок Л63, ЛО62-1, ЛС59-1 и ЛМц58-2;
холоднокатаные листы и полосы – из латуней марок Л90, Л85, Л80, Л68, Л63, ЛМц58-2, ЛО62-1 и ЛС59-1.
1.3.2. По состоянию материала листы и полосы изготовляют:
мягкими – из латуней марок Л90, Л85, Л80, Л68, Л63, ЛМц58-2 и ЛС59-1;
полутвердыми – из латуней марок Л90, Л85, Л80, Л68, Л63, ЛС59-1 и ЛМц58-2;
твердыми – из латуней марок Л90, Л85, Л80, Л68, Л63, ЛС59-1, ЛМц58-2 и ЛО62-1;
особотвердыми из латуней марок Л68 и Л63;
пружиннотвердыми – из латуни марки Л63.
Особотвердые листы и полосы изготовляют толщиной до 2 мм включительно.
1.3.3. Поверхность листов и полос должна быть гладкой, чистой, свободной от загрязнений, затрудняющих визуальный осмотр.
Допускаются отдельные мелкие поверхностные дефекты, не выводящие листы и полосы при контрольной зачистке за предельные отклонения по толщине.
Допускаются для мягких листов и полос малозначительные местные потемнения, покраснения и цвета побежалости.
1.3.4. Мягки листы и полосы должны быть протравлены.
После безокислительного отжига мягкие листы и полосы травлению не подлежат.
1.3.5. Характеристики базового исполнения
1.3.5.1. Листы и полосы должны быть плоскими.
Прогиб не должен превышать 1,0 мм на каждые 100 мм ширины и 20 мм на каждые 1000 мм длины.
1.3.5.2. Листы и полосы должны быть ровно обрезаны и не должны иметь значительных заусенцев.
Заворот кромки, волнистая и рваная кромка не допускаются.
Косина реза не должна превышать предельные отклонения по ширине и длине.
1.3.5.3. Серповидность полос толщиной до 4 мм не должна превышать 5 мм на 1 м длины, толщиной свыше 4 мм – 8 мм на 1 м длины.
1.3.5.4. Механические свойства листов и полос должны соответствовать приведенным в табл. 10.
1.3.5.5. Холоднокатаные листы и полосы толщиной 1,0-10,0 мм должны выдерживать испытание на изгиб в холодном состоянии вдоль прокатки:
мягкие – на 180°,
полутвердые – на 90°.
вокруг оправки с радиусом закругления, равным толщине листа или полосы. Появление следов надрывов и трещин не допускается.
1.3.6. Характеристики исполнения, устанавливаемые по требованию потребителя
1.3.6.1. Листы горячекатаные изготовляют промежуточных размеров по толщине, ширине, длине с предельными отклонениями по ближайшему большему размеру, приведенными в табл. 1, 2, 3.
1.3.6.2. Листы холоднокатаные изготовляют промежуточных размеров по толщине, ширине, длине с предельными отклонениями по ближайшему большему размеру, приведенными в табл. 4, 5 и 6.
1.3.6.3. Листы холоднокатаные изготовляют повышенной точности по длине с предельным отклонением для листов толщиной до 3 мм включительно – минус 5 мм, толщиной свыше 3 мм – минус 10 мм.
1.3.6.4. Листы холоднокатаные изготовляют высокой точности по длине с предельным отклонением для листов толщиной свыше 3 мм – минус 6 мм.
1.3.6.5. Полосы изготовляют промежуточных размеров по толщине, ширине, длине с предельными отклонениями по ближайшему большему размеру, приведенными в табл. 7, 8 и 9.
При этом полосы повышенной точности по ширине изготовляют:
толщиной до 1 мм включ. – шириной до 100 мм включ.;
толщиной до 2 мм включ. – шириной от 150 до 600 мм включ.
Полосы мерной и кратной мерной длины изготовляют с предельным отклонением по длине – минус 10 мм.
1.3.6.6. Листы и полосы изготовляют повышенной точности по прогибу – не более 0,8 мм на каждые 100 мм ширины и не более 15 мм на каждые 1000 мм длины.
|
Способ изготовления |
Марка латуни |
Состояние материала |
Толщина, мм |
Ширина, мм |
Временное сопротивление sВ, Н/мм2 (кгс/мм2) |
Относительное удлинение d10, %, не менее |
||
|
листа |
полосы |
листа |
полосы |
|||||
|
Холоднокатаные |
Л90 |
Мягкий |
От 0,40 |
От 0,40 до 12,0 |
До 800 |
До 600 |
От 230 (24) |
36 |
|
до 0,60 |
||||||||
|
От 0,70 |
До 600 |
до 340 (35) |
||||||
|
до 12,00 |
включ. |
|||||||
|
Полутвердый |
От 0,40 |
До 800 |
До 600 |
От 290 (30) |
10 |
|||
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 12,00 |
До 1000 |
до 390 (40) |
|||||
|
до 12,00 |
||||||||
|
Твердый |
От 0,40 |
До 800 |
До 600 |
Не менее |
3 |
|||
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 10,00 |
До 1000 |
350 (36) |
|||||
|
до 10,00 |
||||||||
|
Л85 |
Мягкий |
От 0,40 |
До 800 |
До 600 |
От 250 (26) |
38 |
||
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 12,00 |
До 1000 |
до 360 (37) |
|||||
|
до 12,00 |
||||||||
|
Полутвердый |
От 0,40 |
До 800 |
До 600 |
От 320 (33) |
12 |
|||
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 12,00 |
До 1000 |
до 430 (44) |
|||||
|
до 12,00 |
||||||||
|
Твердый |
От 0,40 |
До 800 |
До 600 |
Не менее |
3 |
|||
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 10,00 |
До 1000 |
390 (40) |
|||||
|
до 10 |
||||||||
|
Холоднокатаные |
Л80 |
Мягкий |
От 0,40 |
До 800 |
До 600 |
От 260 (27) |
40 |
|
|
до 0,60 |
От 0,40 |
|||||||
|
От 0,70 |
до 12,00 |
До 1000 |
до 370 (38) |
|||||
|
до 12,00 |
||||||||
|
Полутвердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
15 |
|||
|
до 0,60 |
до 12,00 |
От 330 (34) |
||||||
|
От 0,70 |
До 1000 |
до 430 (44) |
||||||
|
до 12,00 |
||||||||
|
Твердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
3 |
|||
|
до 0,60 |
до 10,00 |
Не менее |
||||||
|
От 0,70 |
До 1000 |
390 (40) |
||||||
|
до 10,0 |
||||||||
|
Л68 |
Мягкий |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
42 |
||
|
до 0,60 |
до 12,00 |
От 290 (30) |
||||||
|
От 0,70 |
До 1000 |
до 370 (38) |
||||||
|
до 12,00 |
||||||||
|
Полутвердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
20 |
|||
|
до 0,60 |
до 12,00 |
От 340 (35) |
||||||
|
От 0,70 |
До 1000 |
до 470 (48) |
||||||
|
до 12,00 |
||||||||
|
Твердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
10 |
|||
|
до 0,60 |
до 10,00 |
От 430 (44) |
||||||
|
От 0,70 |
До 1000 |
до 540 (55) |
||||||
|
до 10,0 |
||||||||
|
Особотвердый |
От 0,40 |
От 0,40 |
До 600 |
До 600 |
Не менее |
- |
||
|
до 2,00 |
до 2,00 |
включ. |
520 (53) |
|||||
|
Л63 |
Мягкий |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
38 |
||
|
до 0,60 |
до 12,00 |
От 290 (30) |
||||||
|
От 0,70 |
До 1000 |
до 400 (41) |
||||||
|
до 12,00 |
||||||||
|
Полутвердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
20 |
|||
|
до 0,60 |
до 12,00 |
От 340 (35) |
||||||
|
От 0,70 |
До 1000 |
до 470 (48) |
||||||
|
до 12,00 |
||||||||
|
Твердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
8 |
|||
|
до 0,60 |
до 10,00 |
От 410 (42) |
||||||
|
От 0,70 |
До 1000 |
до 570 (58) |
||||||
|
до 10,00 |
||||||||
|
Особотвердый |
От 0,40 |
От 0,40 |
До 600 |
До 600 |
От 510 (52) |
4 |
||
|
до 2,00 |
до 2,00 |
включ. |
до 640 (65) |
|||||
|
Пружиннотвердый |
От 0,40 |
От 0,40 |
До 800 |
До 600 |
- |
|||
|
до 0,60 |
до 12,00 |
Не менее |
||||||
|
От 0,70 |
До 1000 |
610 (62) |
||||||
|
до 12,00 |
||||||||
|
ЛС59-1 |
Мягкий |
От 3,00 |
От 1,00 |
До 600 |
До 600 |
От 340 (35) |
25 |
|
|
до 12,00 |
до 10,00 |
включ. |
до 470 (48) |
|||||
|
Твердый |
От 3,00 |
От 1,00 |
До 600 |
До 600 |
От 460 (47) |
5 |
||
|
до 10,00 |
до 10,00 |
включ. |
до 610 (62) |
|||||
|
ЛМц58-2 |
Мягкий |
От 1,00 |
От 1,00 |
До 1000 |
До 600 |
От 380 (39) |
30 |
|
|
до 12,00 |
до 10,00 |
до 470 (48) |
||||||
|
Полутвердый |
От 1,00 |
От 1,00 |
До 1000 |
До 600 |
От 420 (43) |
15 |
||
|
до 12,00 |
до 10,00 |
до 590 (60) |
||||||
|
Твердый |
От 1,00 |
От 1,00 |
До 1000 |
До 600 |
Не менее |
3 |
||
|
до 10,00 |
до 10,00 |
590 (60) |
||||||
|
ЛО62-1 |
Твердый |
От 1,00 |
От 1,00 |
До 1000 |
До 600 |
Не менее |
5 |
|
|
до 10,00 |
до 10,00 |
390 (40) |
||||||
|
Горячекатаные |
Л63 |
- |
От 5,00 |
- |
От 600 |
- |
От 290 (30) |
30 |
|
до 25,00 |
до 2500 |
до 390 (40) |
||||||
|
ЛО62-1 |
- |
От 5,00 |
- |
От 600 |
- |
От 340 (35) |
20 |
|
|
до 25,00 |
до 2500 |
до 440 (45) |
||||||
|
ЛС59-1 |
- |
От 5,00 |
- |
От 600 |
- |
От 360 (37) |
18 |
|
|
до 25,00 |
до 2500 |
до 490 (50) |
||||||
|
ЛМц58-2 |
- |
От 5,00 |
- |
От 600 |
- |
Не менее |
25 |
|
|
до 25,00 |
до 2500 |
390 (40) |
||||||
Примечания:
1. Верхний предел временного сопротивления может быть выше, но не более чем на 20 Н/мм2 (2 кгс/мм2) при сохранении относительного удлинения не менее приведенного в табл. 10.
2. Значения твердости указаны в приложении 2.
3. Глубина выдавливания при испытании на вытяжку сферической лунки приведена в приложении 3.
1.3.6.7. Листы и полосы изготовляют антимагнитными в соответствии с ГОСТ 15527.
1.3.6.8. Листы и полосы в полутвердом состоянии из латуни марки Л63 изготовляют с временным сопротивлением sВ от 380 (39) до 470 (48) Н/мм2 (кгс/мм2).
1.3.6.9. Холоднокатаные листы и полосы изготовляют с механическими свойствами, приведенными в табл. 11.
|
Способ изготовления |
Марка латуни |
Состояние материала |
Временное сопротивление sВ, Н/мм2 (кгс/мм2)., |
Относительное удлинение d10, %, не менее |
|
Холоднокатаные |
Л90 |
Мягкий |
От 230 (24) |
36 |
|
до 320 (35) |
||||
|
Полутвердый |
От 290 (30) |
10 |
||
|
до 370 (38) |
||||
|
Л68 |
Мягкий |
От 280 (29) |
42 |
|
|
до 370 (38) |
||||
|
Л63 |
Мягкий |
От 290 (30) |
40 |
|
|
до 390 (40) |
||||
|
Полутвердый |
От 350 (35) |
22 |
||
|
до 450 (46) |
||||
|
Твердый |
От 430 (42) |
8 |
||
|
до 530 (54) |
1.3.7. Характеристики изготовления, устанавливаемые по согласованию потребителя и изготовителя
1.3.7.1. Допускается требования к качеству поверхности устанавливать по эталонам, утвержденным в установленном порядке.
1.3.7.2. Горячекатаные и холоднокатаные листы толщиной свыше 4 мм изготовляют с обкатанной кромкой без обрезки.
1.3.7.3. Холоднокатаные листы и полосы толщиной 1-10 мм, прошедшие испытания на изгиб вдоль направления прокатки, испытаниям на растяжение не подвергают.
1.3.7.4. Допускается для испытания на растяжение и изгиб отбирать два листа или две полосы от партии.
1.4. Маркировка
1.4.1. На конце каждого листа или полосы на прочно прикрепленном бумажном ярлыке должны быть нанесены не смываемой водой краской: товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение листов или полос;
номер партии;
штамп или клеймо отдела технического контроля.
При отгрузке листов и полос, связанных в пачки, приведенные данные наносят на ярлык, прикрепляемый к пачке, или наклеенный на верхнюю полосу или верхний лист пачки.
1.4.2. Транспортная маркировка, место нанесения, способ исполнения транспортной маркировки, способ крепления ярлыка – по ГОСТ 14192 с нанесением манипуляционного знака «Боится сырости».
При транспортировании грузов воздушным транспортом ярлыки должны быть деревянными или металлическими и крепиться с двух сторон.
1.5. Упаковка
1.5.1. Упаковка должна обеспечивать защиту листов и полос от механических повреждений, воздействия влаги и активных химических веществ в процессе транспортирования и хранения.
Листы и полосы толщиной до 1,5 мм должны быть упакованы в плотные дощатые или решетчатые ящики.
Допускается упаковывать листы и полосы толщиной до 1,5 мм в пачки. Пачки должны быть обернуты в два слоя бумагой и защищены сверху и снизу досками (только для полос) или деревянными щитами, размеры которых соответствуют ширине и длине пачки, и перевязаны не менее чем в двух местах или крестообразно лентой размером не менее 0,3´20 мм или проволокой толщиной не менее 2 мм.
Листы и полосы толщиной от 1,5 мм и более должны быть упакованы в пачки с односторонней защитой перевязанными щитами по размерам пачки, как указано выше.
Допускается листы и полосы толщиной от 1,5 мм и более, массой каждого листа или полосы превышающей 30 кг, укладывать в контейнеры по ГОСТ 18477 или в универсальные или специализированные контейнеры по нормативно-технической документации без упаковки и без защиты деревянными щитами.
При этом листы и полосы должны быть уложены и укреплены таким образом, чтобы не перемещались при транспортировании и погрузочно-разгрузочных работах. В качестве упаковочных средств и материалов и средств скрепления должны применяться:
ящики типов I, II-1, II-2, III-3, V-1, V-2, VI-1, VI-3 по ГОСТ 2991 и типов I-1, I-2 по ГОСТ 10198;
размеры ящиков по ГОСТ 21140 или по нормативно-технической документации;
доски и щиты по нормативно-технической документации;
бумага марок В-70, В-78 или Б по ГОСТ 2228;
лента по ГОСТ 3560;
проволока по ГОСТ 3282.
Упаковка и транспортирование листов и полос для районов Крайнего Севера или приравненных к ним районов – по ГОСТ 15846.
1.5.2. Грузовые места должны быть сформированы в транспортные пакеты. Габаритные размеры пакетов – по ГОСТ 24597.
Средства скрепления в транспортные пакеты – по ГОСТ 21650.
Масса грузового места или транспортного пакета не должна превышать 1250 кг.
1.5.3. Пакетирование проводят на поддонах по ГОСТ 9557 или с использованием брусков размером не менее 50´50 мм и длиной, равной ширине грузового места, в соответствии с требованиями ГОСТ 26663.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282 или лентой размером не менее 0,5´30 мм по ГОСТ 3560.
Концы обвязочной проволоки скрепляют скруткой не менее пяти витков, лентой – в замок.
1.5.4. В каждый контейнер должен быть вложен упаковочный лист с указанием данных, приведенных в п. 1.4.1. и массы партии (нетто).
2. ПРИЕМКА
2.1. Листы и полосы принимают партиями. Партия должна состоять из листов и полос одного размера, одного способа изготовления, одной марки латуни, одного состояния материала, одной точности изготовления и сопровождаться одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение листов или полос;
результаты испытаний;
номер партии;
массу нетто партии.
2.2. Химический состав определяют на двух листах или двух полосах от партии.
Допускается на предприятии-изготовителе отбор проб производить от расплавленного металла.
2.3. Для контроля толщины листов и полос от партии отбирают листы и полосы «вслепую» (методом наибольшей объективности) по ГОСТ 18321. План контроля – по ГОСТ 18242.
Количество контролируемых листов и полос отбирают в соответствии с табл. 12.
|
Количество листов или полос в партии |
Количество контролируемых листов или полос |
|
От 2 до 8 |
2 |
|
« 9 « 15 |
3 |
|
« 16 « 25 |
5 |
|
« 26 « 50 |
8 |
|
« 51 « 90 |
13 |
|
« 91 « 150 |
20 |
|
« 151 « 280 |
32 |
|
« 281 « 500 |
50 |
|
« 501 « 1200 |
80 |
|
« 1201 « 320 |
125 |
При контроле толщины количество контролируемых точек на каждом листе или полосе определяют в зависимости от общего числа участком длиной 100 мм по периметру листа или полосы по табл. 13.
При периметре, не кратном 100 мм, конечный участок длиной свыше 50 мм, но не более 100 мм принимается за один участок.
|
Количество участков в листе или полосе (N) |
Количество контролируемых точек в листе или полосе |
Браковочное число |
|
От 2 до 8 |
3 |
1 |
|
« 9 « 15 |
5 |
1 |
|
« 16 « 25 |
8 |
2 |
|
« 26 « 50 |
8 |
2 |
|
« 51 « 90 |
13 |
2 |
|
« 91 « 150 |
20 |
3 |
|
« 151 « 280 и более |
32 |
4 |
Отобранные листы и полосы считают годными по толщине, если число результатов измерений, не соответствующих предельным отклонениям, приведенным в табл. 1, 4, 7, менее браковочного числа, приведенного в табл. 13.
2.3.1. Для контроля ширины, длины и косины реза листов и полос от партии отбирают листы и полосы в соответствии с табл. 14.
Допускается изготовителю при получении неудовлетворительного результата на одном из отобранных листов или на одной из отобранных полос контролировать каждый лист или каждую полосу партии.
Допускается изготовителю проводить контроль листов и полос в процессе производства.
|
Количество листов или полос в партии |
Количество контролируемых листов или полос |
Браковочное число |
|
От 2 до 8 |
2 |
1 |
|
« 9 « 15 |
3 |
1 |
|
« 16 « 25 |
5 |
2 |
|
« 26 « 50 |
8 |
2 |
|
« 51 « 90 |
13 |
2 |
|
« 91 « 150 |
20 |
3 |
|
« 151 « 280 |
32 |
4 |
|
« 281 « 500 |
50 |
4 |
|
« 501 « 1200 |
80 |
4 |
|
« 1201 « 3200 |
125 |
4 |
2.4. Проверке качества поверхности подвергают каждый лист или полосу партии.
2.5. Проверке прогиба подвергают два листа или две полосы от партии.
2.6. Для испытаний на растяжение (временное сопротивление и относительное удлинение) и изгиб отбирают по два листа или по две полосы от каждых полных 1000 кг и менее.
Для листов и полос толщиной более 8 мм для испытаний на растяжение и изгиб отбирают по два листа или по две полосы от каждых полных 3000 кг или менее.
Относительное удлинение определяют для листов и полос толщиной от 0,5 мм и более.
Испытание листов и полос из латуни марки ЛС59-1 на изгиб проводят по требованию потребителя.
2.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Для анализа химического состава листов и полос от каждого отобранного листа или от каждой отобранной полосы вырезают по одному образцу.
Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 25086, ГОСТ 1652.1 – ГОСТ 1652.13 и ГОСТ 9716.1 – ГОСТ 9716.3 или другими методами, не уступающими по точности указанным.
При разногласиях анализ химического состава проводят по ГОСТ 25086, ГОСТ 1652.1 – ГОСТ 1652.13.
3.2. Проверку качества поверхности и кромки листов и полос проводят осмотром без применения увеличительных приборов.
3.3. Толщину листов и полос измеряют микрометром по ГОСТ 6507 или по ГОСТ 4381.
Измерение толщины листов и полос проводят на расстоянии не менее 100 мм от вершины угла и не менее 15 мм от края листа или 10 мм от края полосы.
Контроль толщины листов или полос проводят с приемочным уровнем дефектности AQL=4%.
Толщину листов и полос измеряют на каждом отобранном листе или на каждой отобранной полосе в точках, расположенных равномерно-случайно по периметру листа или полосы.
Число листов или полос в партии (М), шт., вычисляют по формуле
![]()
где Р – масса партии, кг;
g - плотность материала, г/см3;
Н – толщина листа (полосы), мм;
b – ширина листа (полосы), мм;
l – длина листа (полосы), мм.
Количество контролируемых участком в листе или полосе (N), шт., вычисляют по формуле
![]()
Результаты измерения толщины листов или полос, не соответствующие предельным отклонениям, приведенным в табл. 1, 4, 7, не должны отличаться от допускаемых более чем на половину поля допуска.
3.4. Измерение ширины, длины и косины реза листов, ширины и длины полос проводят металлической линейкой по ГОСТ 427 или рулеткой измерительной металлической по ГОСТ 7502, или штангенциркулем по ГОСТ 166. Измерение ширины проводят на одном месте на расстоянии 100 мм от края листа или полосы.
Измерение косины реза проводят по ГОСТ 26877.
3.5. Измерение прогиба листов и полос проводят по ГОСТ 26877.
3.6. Испытание на изгиб проводят по ГОСТ 14019.
3.7. Серповидность измеряют по ГОСТ 26877.
3.8. Для испытаний на растяжение от каждого отобранного листа или каждой отобранной полосы вырезают по одному образцу. Отбор образцов – по ГОСТ 24047.
Испытание на
растяжение листов и полос толщиной от 0,4 до 3 мм проводят по ГОСТ 11701 на
образцах типа I или II с
начальной расчетной длиной ![]() , шириной 20 или 15 мм.
, шириной 20 или 15 мм.
Испытание на
растяжение листов и полос толщиной 3 мм и более проводят по ГОСТ 1497 на образцах
типа I или II шириной 20 мм для
листов и полос толщиной до 7 мм включительно и шириной 30 мм для листов и полос
толщиной более 77 мм. Начальная расчетная длина образцов равна ![]() .
.
3.9. Допускается изготовителю применять другие средства измерений и методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
В случае разногласий применяют средства измерения и методы контроля, установленные в пп. 3.2 – 3.8.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Листы и полосы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
Транспортирование листов и полос железнодорожным транспортом проводят мелкими, малотоннажными и повагонными отправками.
При длине листов или полос свыше 3 м и массы грузового места более 1250 кг транспортирование осуществляется в крытых вагонах или на открытом подвижном составе в контейнерах по ГОСТ 18477 или по нормативно-технической документации.
При отсутствии перегрузки в пути допускается листы и полосы транспортировать в контейнерах по ГОСТ 18477 или по нормативно-технической документации в пакетированном виде без упаковки в ящики и без защиты деревянными щитами.
4.2. Листы хранят в крытых помещениях. При хранении листы и полосы должны быть защищены от действия влаги, механических повреждений и воздействия активных химических реагентов. При соблюдении указанных условий хранения потребительские свойства листов и полос при хранении не изменяются.
ПРИЛОЖЕНИЕ 1
Справочное
ТЕОРЕТИЧЕСКАЯ МАССА 1 м2 ГОРЯЧЕКАТАНЫХ И ХОЛОДНОКАТАНЫХ ЛИСТОВ И ПОЛОС
|
Толщина полосы или листа, мм |
Теоретическая масса 1 м2 листа или полосы, кг, из латуни марок |
Толщина полосы или листа, мм |
Теоретическая масса 1 м2 листа или полосы, кг, из латуни марок |
||
|
Л90, Л85, Л80 |
Л68, Л63, ЛС59-1, ЛМц58-2, ЛО62-1 |
Л90, Л85, Л80 |
Л68, Л63, ЛС59-1, ЛМц58-2, ЛО62-1 |
||
|
0,4 |
3,48 |
3,40 |
4,5 |
39,15 |
38,15 |
|
0,5 |
4,35 |
4,25 |
5,0 |
43,50 |
42,50 |
|
0,6 |
5,22 |
5,10 |
5,5 |
47,85 |
46,75 |
|
0,7 |
6,09 |
6,05 |
6,0 |
52,20 |
51,00 |
|
0,8 |
6,96 |
6,80 |
6,5 |
56,55 |
55,25 |
|
0,9 |
7,83 |
7,65 |
7,0 |
60,90 |
59,50 |
|
1,0 |
8,70 |
8,50 |
7,5 |
65,25 |
63,75 |
|
1,1 |
9,57 |
9,35 |
8,0 |
69,60 |
68,00 |
|
1,2 |
10,44 |
10,20 |
9,0 |
78,30 |
76,50 |
|
1,3 |
11,31 |
11,05 |
10,0 |
87,00 |
85,00 |
|
1,35 |
11,75 |
11,48 |
11,0 |
95,70 |
93,50 |
|
1,4 |
12,18 |
11,90 |
12,0 |
104,40 |
110,50 |
|
1,5 |
13,05 |
12,75 |
13,0 |
113,10 |
120,00 |
|
1,6 |
13,92 |
13,60 |
14,0 |
121,80 |
119,00 |
|
1,65 |
14,36 |
14,03 |
15,0 |
130,50 |
127,00 |
|
1,8 |
15,65 |
15,30 |
16,0 |
139,20 |
136,00 |
|
2,0 |
17,40 |
17,00 |
17,0 |
147,90 |
144,50 |
|
2,2 |
19,14 |
18,70 |
18,0 |
156,60 |
153,00 |
|
2,25 |
19,58 |
19,13 |
19,0 |
165,30 |
161,50 |
|
2,5 |
21,75 |
21,25 |
20,0 |
174,00 |
170,00 |
|
2,75 |
23,93 |
23,38 |
21,0 |
182,70 |
178,50 |
|
3,0 |
26,10 |
25,50 |
22,0 |
191,40 |
187,00 |
|
3,5 |
30,45 |
29,75 |
25,0 |
217,50 |
212,50 |
|
4,0 |
34,80 |
34,00 |
|||
Примечание. При вычислении теоретической массы плотность латуни марок Л90, Л85, Л80 принята равной 8,7 г/см3, а латуни марок Л68, Л63, ЛС59-1, ЛМц58-2 и ЛО62-1 – равной 8,5 г/см3.
ПРИЛОЖЕНИЕ 2
Справочное
ТВЕРДОСТЬ ХОЛОДНОКАТАНЫХ ЛИСТОВ И ПОЛОС
|
Марка латуни |
Состояние материала |
Твердость по Бринелю |
|
Л90 |
Мягкий |
60 |
|
Полутвердый |
85 |
|
|
Твердый |
110 |
|
|
Л85 |
Мягкий |
65 |
|
Полутвердый |
95 |
|
|
Твердый |
110 |
|
|
Л80 |
Мягкий |
65 |
|
Полутвердый |
95 |
|
|
Твердый |
120 |
|
|
Л68 |
мягкий |
70 |
|
Полутвердый |
105 |
|
|
Твердый |
125 |
|
|
Особотвердый |
155 |
|
|
Л63 |
Мягкий |
70 |
|
Полутвердый |
105 |
|
|
Твердый |
135 |
|
|
Особотвердый |
160 |
|
|
Пружинно-твердый |
180 |
|
|
ЛС59-1 |
Мягкий |
100 |
|
Твердый |
200 |
|
|
ЛМц58-2 |
Мягкий |
85 |
|
Полутвердый |
100 |
|
|
Твердый |
120 |
|
|
ЛО62-1 |
Твердый |
145 |
ПРИЛОЖЕНИЕ 3
Справочное
ГЛУБИНА ВЫТЯЖКИ ПРИ ИСПЫТАНИИ НА ВЫТЯЖКУ СФЕРИЧЕСКОЙ ЛУНКИ ПРИ РАДИУСЕ ПУНСОНА 10 мм
|
Состояние материала |
Марка латуни |
Глубина выдавливания при толщине листа или полосы |
|||
|
0,40-0,45 |
0,50 |
0,60-1,0 |
1,2-1,5 |
||
|
Мягкий |
Л68 |
Не менее 10,0 |
Не менее 11,0 |
Не менее 11,5 |
Не менее 12,0 |
|
Л63 |
Не менее 9,5 |
Не менее 9,5 |
Не менее 10,0 |
Не менее 10,5 |
|
|
Полутвердый |
Л68 |
8,0-10,0 |
9,0-11,0 |
9,5-11,5 |
11,0-13,0 |
|
Л63 |
7,0-9,0 |
7,0-9,0 |
7,5-9,5 |
8,0-10,0 |
|
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерство металлургии СССР
РАЗРАБОТЧИКИ
Ю.М. Лейбов, канд. техн. наук (руководитель темы); О.М. Зуева, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 20.07.90 № 2224
3. Стандарт полностью соответствует СТ СЭВ 957-89
4. ВЗАМЕН ГОСТ 931-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
ГОСТ 166-80 |
3.4 |
3.8 |
|
|
3.4 |
3.6 |
||
|
3.8 |
ГОСТ 14192-77 |
1.4.2 |
|
|
3.1 |
ГОСТ 15527-70 |
1.3.1, 1.3.6.7 |
|
|
1.5.1 |
|||
|
1.5.1 |
2.3 |
||
|
1.5.1 |
2.3 |
||
|
1.5.1, 1.5.3 |
1.5.1 |
||
|
1.5.1, 1.5.3 |
1.5.1 |
||
|
3.3 |
3.8 |
||
|
ГОСТ 6507-78 |
3.3 |
4.1 |
|
|
ГОСТ 7502-80 |
3.4 |
1.5.2 |
|
|
1.5.3 |
3.1 |
||
|
3.1 |
1.5.3 |
||
|
ГОСТ 26877-86 |
3.4, 3.5, 3.7 |
||
|
ГОСТ 10198-78 |
1.5.1 |