МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ГЛАВНОЕ УПРАВЛЕНИЕ ПУТИ
ПРОЕКТНО-ТЕХНОЛОГИЧЕСКОЕ КОНСТРУКТОРСКОЕ БЮРО
АЛЬБОМ ЧЕРТЕЖЕЙ
ВЕРХНЕГО СТРОЕНИЯ
ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
МОСКВА "ТРАНСПОРТ" 1995
В
альбоме помещены чертежи и краткое описание конструкций верхнего строения пути,
а также основные показатели технических условий на материалы и изделия верхнего
строения пути, за исключением стрелочных переводов.
В
альбоме учтена техническая документация (стандарты, технические проекты,
технические условия), действующая на 01.01.94.
Альбом
предназначен в качестве справочного материала для работников путевого хозяйства
железных дорог, промышленных предприятий и строителей железных дорог.
Ил.
174, табл. 41.
Ответственный за выпуск: А.К. Кузнецов
Заведующий редакцией
В.К. Тихонычева
Редактор А.С.
Яновский
СОДЕРЖАНИЕ
Верхнее
строение железнодорожного пути состоит из следующих элементов: балластного
слоя, шпал и переводных брусьев, рельсов со скреплениями и противоугонами, стрелочных
переводов и глухих пересечений.
При
капитальном ремонте пути верхнее строение главных путей в зависимости от
интенсивности и условий движения поездов на участке должно быть приведено к
определенному типу: особо тяжелому, тяжелому или нормальному.
Особо
тяжелый тип применяется при грузонапряженности свыше 50 млн. т×км брутто/км в год.
Тяжелый
тип применяется при грузонапряженности от 25 до 50 млн. т×км брутто/км в год, а также на участках с движением
пассажирских поездов со скоростью 140 км/ч и более и на участках с особой
интенсивностью движения пассажирских и пригородных поездов (100 поездов в сутки
на один путь и более).
Нормальный
тип применяется при грузонапряженности до 25 млн. т×км брутто/км в год.
По
верхнему строению указанных типов допускается обращение локомотивов с нагрузкой
на ось до 27 тс и вагонов до 25 тс. Условия обращения подвижного состава по
разным типам верхнего строения устанавливаются Министерством путей сообщения.
При
выполнении капитального ремонта пути с укладкой железобетонных и деревянных
шпал со скреплениями раздельного типа в установленных МПС климатических зонах
должна производиться укладка бесстыкового пути.
Ширина
колеи между внутренними гранями головок рельсов (размер К на черт. 1 и 2) должна
соответствовать значениям, указанным в табл. 1.
Верх
головок рельсов обеих нитей пути на прямых участках должен быть в одном уровне.
Разрешается
на прямых участках пути, на всем протяжении каждого из них, содержание одной
рельсовой нити на 4 мм выше другой.
Возвышение
наружной нити на кривых участках пути (размер h на черт. 2) в
зависимости от радиуса кривой и скорости движения по ней устанавливается
приказом начальника дороги в соответствии с инструкцией, утвержденной МПС.
Возвышение
наружной рельсовой нити не должно превышать 150 мм.
В
необходимых случаях на кривых участках главного пути возвышение наружной
рельсовой нити может допускаться с разрешения МПС и более 150 мм.
Отклонение
в уровне расположения рельсовых нитей от установленных норм на прямых и кривых
участках пути допускается не более 4 мм.
Расчетное
возвышение наружного рельса в кривых, мм, определяется по формуле:
 , (1)
, (1)
где
R - радиус
кривой, м;
 - средняя квадратичная (средневзвешенная по тоннажу)
скорость движения поездов, определяемая для года по фактически развиваемым на
данной кривой скоростям движения всех пассажирских и грузовых поездов различной
массы.
- средняя квадратичная (средневзвешенная по тоннажу)
скорость движения поездов, определяемая для года по фактически развиваемым на
данной кривой скоростям движения всех пассажирских и грузовых поездов различной
массы.
Средняя
квадратичная скорость определяется по формуле:
 , (2)
, (2)
где
Qi - масса i-го
поезда брутто, т;
ni - количество поездов данной
массы;
vi
- скорость поездов данной массы, км/ч.
Полученное
по формуле (1)
возвышение округляется до величины, кратной 5 мм, в ближайшую сторону.
Начальникам
дорог разрешено в зависимости от местных условий изменять возвышение,
полученное расчетом по формуле (1), в пределах ±15 %.
Полученное
возвышение должно быть проверено по следующей формуле:
 , (3)
, (3)
где
hmin - минимальное расчетное возвышение наружного рельса, мм;
vmax - максимальная скорость,
развиваемая на данной кривой пассажирским поездом, км/ч;
115
- расчетная величина, обеспечивающая непревышение установленной нормы
непогашенного ускорения (0,7 м/с2).
За
окончательное возвышение наружного рельса принимается большее из полученных по
формулам (1)
и (3).
Рельсы
как на прямых, так и на кривых участках пути должны иметь подуклонку 1:20
(наклон внутрь колеи) относительно поверхности шпал. У рельсов типов Р75 и Р65,
уложенных в путь до 1963 г., допускается подуклонка 1:40.
Шпалы
применяются деревянные и железобетонные. Число шпал на рельсовом звене и
расстояния между ними (размер "е" на черт. 1 и 2) должны
соответствовать значениям, приведенным в табл. 2.
Стыки
рельсов как в прямых, так и в кривых участках пути устанавливаются на весу.
Стыки
обеих рельсовых нитей должны располагаться по угольнику; при укладке
допускаются отклонения от правильного положения (забег):
а)
в прямых - до 30 мм;
б)
в кривых - до 30 мм плюс половина величины укорочения рельса.
При
эксплуатации пути отклонение стыков от положения по угольнику допускается до 80
мм.
В
кривых участках пути наружная рельсовая нить укладывается из рельсов нормальной
длины. На внутренней нити вследствие того, что она короче наружной, через
некоторое число рельсов нормальной длины укладываются укороченные (на 80 или
160 мм) рельсы.
Порядок
укладки нормальных и укороченных рельсов по внутренней нити кривой
устанавливается в зависимости от радиуса кривой, длины рельсов и их укорочения.
Таблица 1. Нормы ширины колеи, мм
|
План пути
|
Нормальная ширина колеи1
|
Допускается впредь до перевода на колею 1520 мм
|
|
в обычных условиях1
|
на некоторых участках при наличии бокового износа
рельсов
|
|
Прямые
и кривые R³651 м
|
1520
|
1524
|
1524
|
|
Кривые
R = 650¸450 м
|
1520
|
1524
|
1530
|
|
” R
= 449¸350 м
|
1520
|
1524
|
1535
|
|
” R
= 349¸300 м
|
1530
|
1530
|
1540
|
|
” R
= 299 и менее
|
1535
|
1540
|
1540
|
|
Допускаемые
отклонения
|
+6*
|
+6
|
+6
|
|
-4
|
-4
|
-4
|
1 Если рельсы имеют боковой износ, то величины допускаемых
отклонений от указанных норм устанавливаются в соответствии с требованиями
Инструкции по текущему содержанию пути ЦП/2913.
* На участках, где скорости
движения поездов составляют 50 км/ч и менее, допускается отклонение +10 мм.
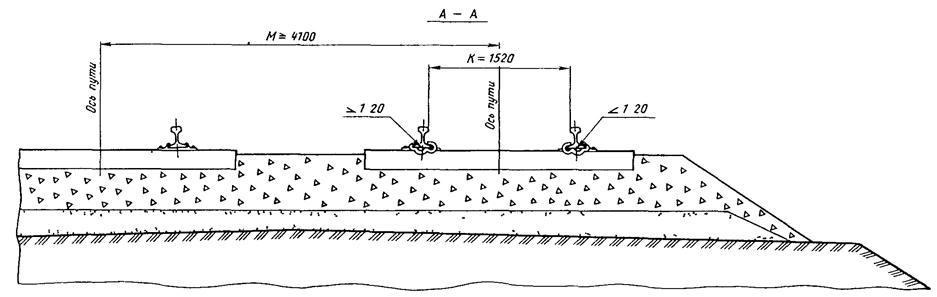
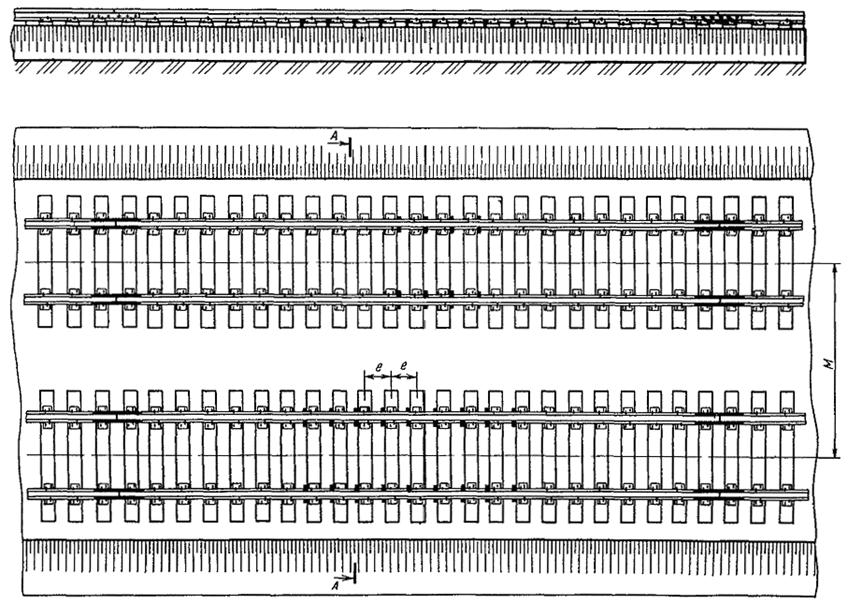
Черт. 1. Верхнее строение пути с деревянными шпалами в
прямых участках:
К - ширина колеи, М - ширина междупутья, е
- расстояние между осями шпал
Таблица 2. Нормы укладки шпал в путь
|
Длина рельсов, м
|
Тип рельсов
|
Число шпал
|
Расстояние между осями шпал, мм
|
|
на 1 км, шт.
|
на звено, шт.
|
стыковых
|
промежуточных
|
|
25,0
|
Р75 и Р65
|
2000
|
50
|
420
|
501 - 502
|
|
25,0
|
Р75 и Р65
|
1840
|
46
|
420
|
546 - 547
|
|
25,0
|
Р50
|
2000
|
50
|
440
|
501 - 502
|
|
25,0
|
Р50
|
1840
|
46
|
440
|
545 - 546
|
|
25,0
|
Р43
|
1840
|
46
|
500
|
544 - 545
|
|
25,0
|
Р43
|
1600
|
40
|
500
|
628 - 629
|
|
12,5
|
Р75 и Р65
|
2000
|
25
|
420
|
503 - 504
|
|
12,5
|
Р75 и Р65
|
1840
|
23
|
420
|
549 - 550
|
|
12,5
|
Р50
|
2000
|
25
|
440
|
502 - 503
|
|
12,5
|
Р50
|
1840
|
23
|
440
|
548 - 549
|
|
12,5
|
Р43
|
1840
|
23
|
500
|
545 - 546
|
|
12,5
|
Р43
|
1600
|
20
|
500
|
632
|
Черт. 2. Верхнее строение пути с деревянными шпалами в
кривых участках:
К - ширина колеи; М - ширина междупутья; А
- уширение междупутья в кривых; а - уширение рельсовой колеи в кривых; h
- возвышение наружного рельса; е -
расстояние между осями шпал
Таблица 3. Число пар пружинных противоугонов,
устанавливаемых на звено рельсов длиной 25 м при костыльном скреплении
|
Характеристика участков
|
Участки с грузонапряженностью менее 25 млн. т×км брутто/км в год
|
Участки с грузонапряженностью более 25 млн т×км брутто/км в год
|
|
нетормозные
|
тормозные
|
нетормозные
|
тормозные
|
|
на щебеночном и асбестовом балласте
|
На другом балласте
|
на щебеночном и асбестовом балласте
|
На другом балласте
|
на щебеночном и асбестовом балласте
|
На другом балласте
|
на щебеночном и асбестовом балласте
|
На другом балласте
|
|
На участках, где не обращаются шести- и восьмиосные
вагоны
|
|
Двухпутные
линии и однопутные с явно выраженным односторонним грузопотоком
|
18
|
20
|
23
|
34
|
26
|
28
|
36
|
42
|
|
Однопутные
линии с примерно равным грузопотоком в обоих направлениях
|
14/14
|
16/16
|
28/0*
|
34/0*
|
18/18
|
20/20
|
34/0*
|
40/0*
|
|
Тормозные
участки негрузового направления однопутных линий
|
-
|
-
|
14/14
|
16/16
|
-
|
-
|
18/18
|
20/20
|
|
На участках обращения шести- и восьмиосных вагонов
|
|
Двухпутные
линии и однопутные с явно выраженным односторонним грузопотоком
|
26
|
30
|
36
|
42
|
32
|
36
|
42
|
44
|
|
Однопутные
линии с примерно равным грузопотоком в обоих направлениях
|
18/18
|
20/20
|
34/0*
|
36/0*
|
22/22
|
22/22
|
40,0*
|
42/0*
|
|
Тормозные
участки негрузового направления однопутных линий
|
-
|
-
|
18/18
|
22/22
|
-
|
-
|
22/22
|
22/22
|
|
При
появлении угона противоугоны дополнительно устанавливаются и с другой
стороны.
|
|
Примечание. В
числителе - число пар противоугонов для одного направления, в знаменателе -
для обратного.
|
|
|
|
|
|
|
|
|
|
|
Между
рельсами, уложенными в путь, должны оставляться зазоры, позволяющие рельсам
свободно перемещаться при изменении температуры.
Величина
зазоров зависит от температуры рельсов в момент укладки их в путь, длины
рельсов и климатической зоны, в которой они укладываются.
Для
предотвращения продольных перемещений, нарушения нормальных рельсовых зазоров и
других последствий угона, рельсы должны быть закреплены пружинными
противоугонами (табл. 3).
Длина
плетей бесстыкового пути устанавливается проектом и должна составлять, как
правило, 700 - 800 м, но не менее 250 м. Между плетьми укладываются три-четыре
звена уравнительных рельсов по 12,5 м.
Тип
скреплений должен соответствовать типу рельсов. При костыльном скреплении
прикрепление рельсов к шпалам производится следующим образом. На прямых
участках пути и на кривых радиусом более 1200 м рельсы типов Р75, Р65, Р50 и
Р43 прикрепляются на каждом конце шпалы, кроме стыковых, четырьмя костылями, из
которых два основных прикрепляют рельс к шпале, а два дополнительных прикрепляют
подкладку к шпале.
На
участках со скоростями движения свыше 100 км/ч, а также на мостах, в тоннелях,
на кривых радиусом 1200 м и менее, и на всех стыковых шпалах рельсы типов Р75,
Р65, Р50 и Р43 прикрепляются на каждом конце шпалы (мостового бруса) пятью
костылями, из которых три основных (два с внутренней и один с наружной стороны)
прикрепляют рельс к шпале, а два дополнительных прикрепляют подкладку к шпале.
Рельсы
типов I-a, P38 и легче, как правило, прикрепляются тремя костылями
на каждом конце шпалы.
Раздельное
скрепление применяется как на деревянных, так и на железобетонных шпалах. При
раздельном скреплении каждая подкладка прикрепляется, к деревянной шпале
четырьмя шурупами, к железобетонной - двумя закладными болтами или двумя
шурупами. Рельсы прикрепляются к подкладкам при помощи клемм и вертикальных
клеммных болтов.
При
нераздельных скреплениях типов ЖБ и ЖБР, предназначенных для железобетонных
шпал, рельсы прикрепляются к шпале при помощи пружинных клемм и закладных
болтов с гайками.
На
железобетонные шпалы под подкладки укладываются прокладки из резины.
Рельсы
типов Р50 и тяжелее в стыках соединяются между собой только двухголовыми
накладками; рельсы типов Р43 и легче могут соединяться двухголовыми или
фартучными накладками.
Болты
в стыках с двухголовыми накладками располагаются поочередно гайками внутрь и
наружу колеи. Порядок расположения болтов определяется формой болтовых
отверстий в двухголовых накладках. В стыках с фартучными накладками два средних
болта ставятся гайками внутрь колеи, остальные гайками наружу колеи.
Расстояние
между осями путей на перегонах двухпутных линий на прямых участках должно быть
не менее 4100 мм (размер М на черт. 1). На трехпутных и четырехпутных
линиях расстояние между осями второго и третьего пути на прямых участках должно
быть не менее 5000 мм.
Расстояние
между осями путей в кривых участках пути (размер М+А на черт. 2) должно
увеличиваться в зависимости от радиуса кривой, согласно Указаниям по применению
габаритов приближения строений по ГОСТ
9238-83.
III. БАЛЛАСТНАЯ ПРИЗМА
Балластный
слой для железнодорожного пути устраивается из сыпучих и хорошо проводящих воду
материалов. Он должен обеспечивать устойчивость пути и обладать упругими
свойствами. В качестве балласта применяется щебень, асбест1, гравий,
песок.
1 С 1993 г асбест стал называться “смесью песчано-щебеночной
из отсевов дробления серпентинитов для балластного слоя железнодорожного пути”.
При
особо тяжелом типе верхнего строения пути для устройства балластного слоя
применяется щебень на подушке из песка, а также асбест.
При
тяжелом типе верхнего строения применяется щебень и асбест на подушке из песка.
При
нормальном типе верхнего строения пути может применяться любой вид балластного
материала.
На
черт. 3
- 12
даны поперечные профили балластной призмы (размеры на черт. 3 - 12
указаны в метрах), которые были введены в 1964 г. для применения при
реконструкции, а также при капитальном и среднем ремонтах, если при этом
предусмотрена постановка пути на щебень и асбест. Основные размеры балластной
призмы приведены в табл. 4.
Таблица 4. Основные размеры балластной призмы
|
Показатель
|
Типы верхнего строения пути
|
|
Особо тяжелый
|
Тяжелый
|
Нормальный
|
|
Толщина балластного слоя
под шпалой при двухслойной балластной призме и деревянных шпалах, см:
|
|
|
|
|
щебеночный или асбестовый
слой
|
35
|
30
|
25
|
|
подушка из песка
|
20
|
20
|
20
|
|
То же при железобетонных
шпалах:
|
|
|
|
|
щебеночный или асбестовый
слой
|
40
|
35
|
30
|
|
подушка из песка
|
20
|
20
|
20
|
|
Ширина плеча балластной
призмы, см1
|
45
|
35
|
25*
|
|
Крутизна откосов балластной
призмы
|
1:1,5
|
1:1,5
|
1:1,5
|
|
Рекомендуемая ширина
земляного полотна на прямых участках пути, м:
|
|
|
|
|
на однопутных линиях
|
7,5
|
7,0
|
6,5
|
|
на двухпутных линиях
|
11,6
|
11,1
|
10,6
|
|
1 Ширина плеча указана для случая применения шпал
длиной 2,70 м; при шпалах другой длины (2,75 или 2,80 м) плечо уменьшается.
|
|
* На кривых участках пути радиусом менее 600 м плечо
балластной призмы с наружной стороны кривой принимается равным 35 см.
|
|
Примечание. При подушке
из гравия толщину слоя щебня или асбеста можно уменьшать на 5 см за счет
увеличения на эту величину толщины подушки.
|
На
поперечных профилях щебеночной призмы размеры даны для плотного сложения
балластных материалов. При укладке щебня вновь, толщину его под шпалой следует
увеличивать для компенсации осадки на 20 % проектной толщины при размерах
частиц щебня 25 - 70 мм и на 15 % при размерах частиц 40 - 70 мм.
Верх
щебеночного балластного слоя при деревянных шпалах должен быть на 3 см ниже их
верхней пласти, а при железобетонных шпалах - в одном уровне с верхней пластью
их средней части.
При
новых профилях балластной призмы должна предусматриваться обочина земляного
полотна шириной 50 - 60 см.
Чертежи
балластной призмы приведены с подушкой из песка. При подушке из гравия и других
соответствующих ему материалов размеры балластной призмы должны быть изменены
согласно табл. 4.
До
1964 г. в балластных призмах допускалась толщина щебеночного слоя до 25 см, а
крутизна откосов до 1:1,25.
Ширина
плеча балластной призмы должна быть не менее 25 см, а ширина обочины - не менее
50 см.
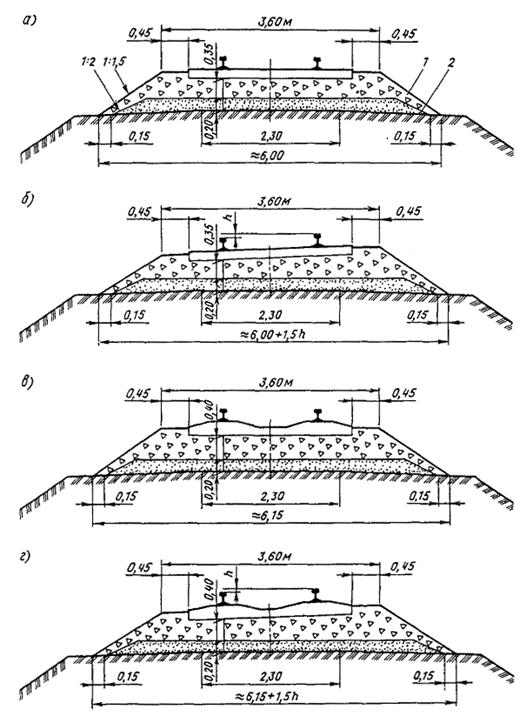
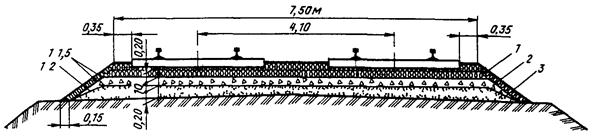
Черт. 3. Поперечные профили балластной призмы из щебня
на песчаной подушке для особо тяжелого типа верхнего строения пути на
однопутных участках:
а, б - соответственно в прямых и кривых на
деревянных шпалах; в, г - то же на железобетонных шпалах; h
- возвышение наружного рельса; 1 - щебень; 2 - песок

Черт. 4. Поперечные профили балластной призмы из щебня
на песчаной подушке для тяжелого типа верхнего строения пути на однопутных
участках:
а, б - соответственно в прямых и кривых на
деревянных шпалах; в, г - то же на железобетонных шпалах; h
- возвышение наружного рельса; 1
- щебень; 2 - песок

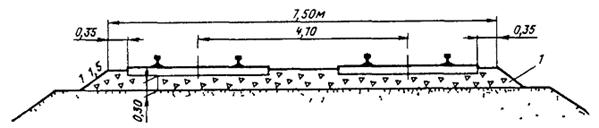
Черт. 5. Поперечные профили балластной призмы из щебня
на песчаной подушке для нормального типа верхнего строения пути на однопутных
участках:
а, б - соответственно в прямых и кривых на
деревянных шпалах; в, г - то же на железобетонных шпалах; h -
возвышение наружного рельса; 1 - щебень; 2 - песок

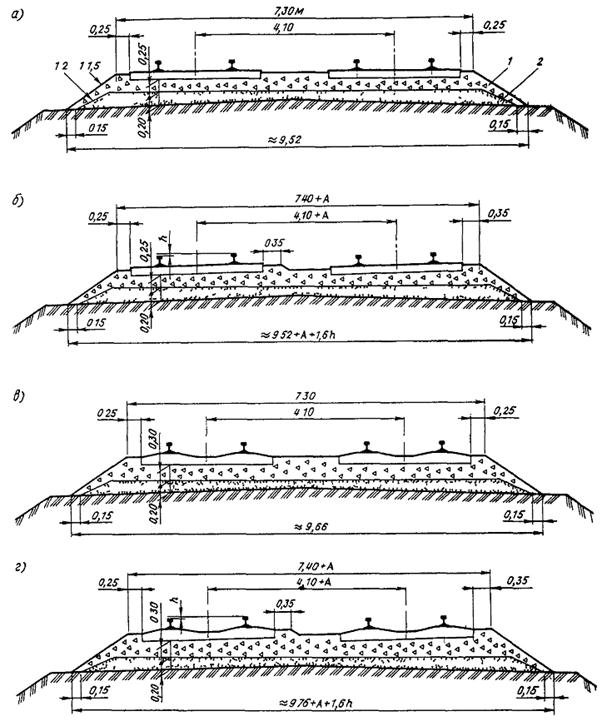
Черт. 6. Поперечные профили балластной призмы из щебня
на песчаной подушке для особо тяжелого типа верхнего строения пути на
двухпутных участках:
а, б - соответственно в прямых и кривых на
деревянных шпалах; в, г - то же на железобетонных шпалах; А -
уширение междупутья в кривых; h - возвышение наружного рельса; 1 - щебень; 2
- песок

Черт. 7. Поперечные профили балластной призмы из щебня
на песчаной подушке для тяжелого типа верхнего строения пути на двухпутных
участках:
а, б - соответственно в прямых и кривых на
деревянных шпалах; в, г - то же на железобетонных шпалах; А
- уширение междупутья в кривых; h - возвышение наружного
рельса; 1 - щебень; 2 - песок
Черт. 8. Поперечные профили
балластной призмы из щебня на песчаной подушке для нормального типа верхнего
строения пути на двухпутных участках
а, б
- соответственно в прямых и кривых на деревянных шпалах, в, г -
то же на железобетонных шпалах, А - уширение междупутья в кривых, h
- возвышение наружного рельса, 1 - щебень, 2 - песок
Черт 9. Образец поперечного
профиля балластной призмы из щебня с покрывающим слоем из асбестового балласта
на песчаной подушке для тяжелого типа верхнего строения пути:
1 - асбест; 2
- щебень, 3 - песок

Черт 10. Образец поперечного
профиля балластной призмы из асбеста на песчаной подушке для нормального типа
верхнего строения пути:
А - уширение
междупутья в кривых, h - возвышение наружного рельса, 1 - асбест; 2
- песок
Черт 11. Образец поперечного
профиля балластной призмы из щебня на земляном полотне из скальных грунтов,
чистого крупно- и среднезернистого песка для тяжелого типа верхнего строения пути:
1 - щебень

Черт 12. Образец поперечного
профиля балластной призмы из щебня с выпуском гравийной подушки для тяжелого
типа верхнего строения пути:
1 - щебень, 2 - гравий
Основные требования к щебню
из природного камня для балластного слоя железнодорожного пути по ГОСТ
7392-85
(введен с 1 января 1986 г. взамен ГОСТ 7392-78)
1.
Стандарт распространяется на щебень из природного камня, получаемый методом
дробления горных пород и используемый в качестве балластного слоя
железнодорожного пути.
Щебень
должен применяться в соответствии со строительными нормами и правилами, и
другими нормативными документами, утвержденными в установленном порядке.
2.
В зависимости от вида исходной горной породы щебень изготавливают из скальных
пород или валунов и гравия.
3.
К щебню предъявляют требования по следующим показателям:
зерновому
составу;
содержанию
частиц размером менее 0,16 мм;
содержанию
дробленых зерен (в щебне из валунов и гравия);
прочности;
содержанию
зерен слабых пород;
содержанию
глины в комках;
морозостойкости;
электроизоляционным
свойствам.
4.
В зависимости от крупности зерен щебень подразделяют на две фракции с размером
зерен от 25 до 60 мм и от 5 до 25 мм. На железных дорогах общего пользования
щебень фракций от 25 до 60 мм предназначается для балластировки главных путей,
щебень фракций от 5 до 25 мм - для балластировки станционных и подъездных
путей.
5.
Приемочный контроль качества щебня на предприятии (карьере) - изготовителе
проводят в его лаборатории в сроки, указанные ниже:
|
Определение зернового состава щебня и содержание в
нем частиц размером менее 0,16 мм.
|
Ежедневно
|
|
Определение содержания дробных зерен в щебне из
валунов и гравия.....................................
|
Ежедневно
|
|
Определение содержания в щебне глины в комках, почвы
растительного слоя и других органических примесей
|
Ежедневно
|
|
Определение истираемости в полочном барабане или
сопротивления удару на копре ПМ....
|
Один раз в квартал
|
|
Определение содержания в щебне зерен слабых пород................................................................
|
Ежедневно
|
|
Определение морозостойкости........................................................................................................
|
Один раз в год
|
|
Определение электроизоляционных свойств щебня..........................................
|
При геологической разведке месторождений и один раз
в год
|
6.
Каждую партию отгружаемого щебня сопровождают документом о качестве, в котором
указывают:
наименование
предприятия-изготовителя и его адрес;
номер
и дату выдачи документа;
наименование
получателя и его адрес;
номер
вагона, накладных и количество отгружаемого щебня;
разновидность
щебня (щебень из скальных пород или из валунов и гравия) и название исходной
горной породы;
показатели
(фракция, прочность, морозостойкость и др.).
7.
Щебень хранят и транспортируют раздельно по фракциям; при этом должно быть
обеспечено предохранение его от загрязнения.
Основные требования к гравийному и гравийно-песчаному
балласту для железнодорожного пути по ГОСТ
7394-85
(введен с 1 января 1986 г. взамен ГОСТ 7394-77)
1.
Стандарт распространяется на гравийный и гравийно-песчаный балласт, который
является природной песчано-гравийной смесью, образовавшейся в результате
естественного разрушения горных пород, и используемой в качестве балластного
слоя железнодорожного пути.
Гравийный
балласт должен применяться на приемо-отправочных и других станционных путях, а
также в качестве подушки под щебеночный и асбестовый балласты;
гравийно-песчаный - на малодеятельных станционных, подъездных и соединительных
путях и в качестве подушки под все виды балластов.
2.
Гравийный и гравийно-песчаный балласт должен характеризоваться следующими
показателями:
зерновым
составом;
содержанием
кварцевых зерен прочных изверженных и метаморфических горных пород;
содержанием
зерен слабых пород;
содержанием
пылевидных и глинистых частиц.
3.
Приемочный контроль качества балласта на предприятии (карьере) - изготовителе
проводят в его лаборатории в сроки, указанные ниже:
|
Определение
зернового состава и содержания частиц размером менее 0,16 мм....................................
|
Ежедневно
|
|
Определение
содержания пылевидных и глинистых частиц отмучиванием.........................................
|
Один
раз в квартал и в каждом случае изменения геологических условий забоя
|
|
Определение
содержания зерен слабых пород в гравийной части балласта..........................................
|
Один
раз в год и в каждом случае изменения геологических условий забоя
|
|
Определение
содержания кварцевых зерен и зерен прочных изверженных и метаморфических
горных пород в песчаной части балласта
|
При
геологической разведке
|
4.
Каждую партию отгружаемого балласта сопровождают документом о качестве, в
котором указывают:
наименование
карьера-поставщика и его адрес;
номер
и дату выдачи паспорта;
наименование
получателя и его адрес;
номера
вагонов, накладных и количество отгружаемого балласта;
вид
балласта (гравийный или гравийно-песчаный);
показатели
(зерновой состав, содержание пылевидных частиц и др.).
5.
Гравийный, и гравийно-песчаный балласт транспортируют и хранят в условиях,
предохраняющих их от загрязнения.
Основные требования к песчано-щебеночной смеси из
отсевов дробления серпентинитов для балластного слоя железнодорожного пути по
ТУ 32 ЦП 782-92
(введены взамен ГОСТ 24580-84)
1.
Технические условия распространяются на неклассифицированные (рядовые) отходы
асбестовых обогатительных комбинатов, которые остаются после отсасывания
вакуум-насосами сортовых волокон асбеста из измельченной при многостадийном
дроблении и грохочении асбестоносной горной породы - серпентинита (змеевика).
2.
К смеси предъявляют требования по следующим показателям:
зерновому
составу;
истираемости
в полочном барабане;
морозостойкости;
содержанию
почвы и глины в комках.
3.
Приемочный контроль качества смеси на предприятии-изготовителе проводят в его
лаборатории в сроки, указанные ниже:
Определение зернового состава смеси.............................................. Ежедневно
Истираемость в полочном барабане.................................................. Один
раз в год
Морозостойкость................................................................................. Один
раз в год
Содержание почвы и глины
в комках............................................... Ежедневно при отгрузке
из отвала
4.
Смесь к месту укладки в путь или к месту складирования доставляют в
хоппер-дозаторах или в полувагонах. Перевозка смеси на платформах не
допускается, так как при движении поезда смесь интенсивно выдувается ветровыми
потоками.
5.
Каждую партию отгружаемой смеси сопровождают документом о качестве в котором
указывают:
наименование
предприятия-изготовителя;
номер
и дату выдачи документа;
номера
накладных и количество отгружаемой смеси;
соответствие
смеси нормам технических условий.
6.
Смесь хранят на открытых площадках, обеспечивая предохранение ее от
загрязнения.
На
железных дорогах в зависимости от условий эксплуатации находят применение
деревянные и железобетонные шпалы, а также брусья для стрелочных переводов и
металлических мостов.
Основные требования к деревянным шпалам по ГОСТ
78-89
(введен с 1 июля 1991 г. взамен ГОСТ 78-65)
1.
Деревянные шпалы для железных дорог широкой колеи в зависимости от назначения
должны изготовляться трех типов (черт. 13):
I - для главных;
путей;
II - для
станционных и подъездных путей;
III - для малодеятельных подъездных путей промышленных
предприятий.
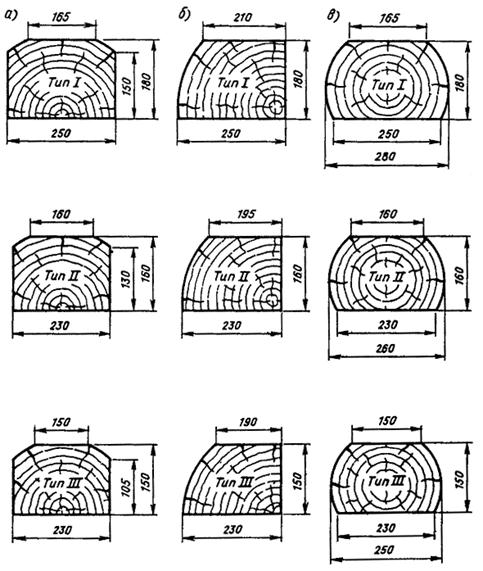
Черт. 13. Поперечные сечения
деревянных шпал по ГОСТ
78-89:
а -
обрезных; б - полуобрезных; в - необрезных

Черт. 14. Шпала деревянная
а - обрезная с отверстиями для скрепления ДО,
укрепленная от растрескивания болтами, б - необрезная, с отверстиями для
скрепления КД, укрепленная от растрескивания обвязкой из проволоки d
= 6 - 7 мм, d - клеймо гвоздевого типа, 1 - болт с гайкой, 2
- шайба 36´36´3
Допускаются
шпалы типа I с шириной нижней пласти 230 мм и шпалы типов II и III с
шириной нижней пласти 250 мм, в количестве не более 10 % в партии.
2.
По форме поперечного сечения шпалы подразделяются на три вида:
обрезные
- пропилены четыре стороны;
полуобрезные
- пропилены три стороны;
необрезные
- пропилены две противоположные стороны, две другие могут быть пропилены
частично.
3.
Размеры шпал установлены для древесины с абсолютной влажностью не более 22 %.
При большей влажности древесины шпалы должны иметь по толщине и ширине припуски
на усушку: для хвойных пород - по ГОСТ
6782.1-75, а для лиственных пород - по ГОСТ
6782.2-75.
4.
Ширины пластей шпал должны измеряться в самом узком месте на участке длиной 400
мм, отстоящем на расстоянии 380 мм от торца шпалы, толщина - в любом месте, но
не ближе 380 мм от торцов.
5.
Длина шпал должна быть 2750 мм (черт. 14) при измерении по наименьшему
расстоянию между торцами.
6.
Шпалы должны изготовляться из древесины следующих пород: сосны, ели, пихты,
лиственницы, кедра и березы.
7.
Пласти шпал, а в обрезных шпалах и боковые стороны, должны быть взаимно
параллельны.
Непараллельность
не должна быть более 10 мм на всю длину шпалы.
8.
Непропиленные поверхности шпал и обзольные участки обрезных шпал должны быть
очищены от кровли и луба. Сучки и ребристая закомелистость должны быть срезаны
вровень с поверхностью шпалы, при этом срез сучка может быть плоским.
9.
Шпалы должны быть глубоконаколотыми. Допускаются по согласованию с потребителем
ненаколотые шпалы.
10.
Шпалы, до укладывания их в путь, должны быть пропитаны на заводах-изготовителях
маслянистыми защитными средствами. Качество пропитки шпал масляными антисептиками
должно удовлетворять требованиям ГОСТ 20022.5-75.
11.
Учет шпал производится в штуках.
12.
Маркировка непропитанных шпал должна быть четкой и наноситься на одном из
торцов каждой шпалы клеймением или стойкой краской. Маркировка шпал после пропитки
не возобновляется.
13.
Хранение шпал должно производиться на складах с сухой территорией в штабелях в
соответствии с правилами хранения древесины. Допускается укладка шпал в штабеля
перекрещивающимися рядами - клетками.
Основные требования к деревянным брусьям для
стрелочных переводов1 по ГОСТ 8816-70
(введен с 1 января 1971 г.)
1 Мостовые деревянные
брусья изготавливаются по ГОСТ 28450-90 и
имеют два типоразмера (черт 16).
1.
Брусья подразделяются:
а)
по назначению на типы:
I - для главных
путей;
II
- для малодеятельных главных, приемо-отправочных путей и сортировочных горок;
III - для
подъездных путей промышленных предприятий;
б)
по форме поперечного сечения на виды:
обрезные
(А) (пропиленные с четырех сторон);
необрезные
(Б) (пропиленные с двух противоположных сторон).
Таблица 5. Размеры поперечных сечений деревянных брусьев
для стрелочных переводов по ГОСТ 8816-70, мм (см. черт. 15)
|
Тип брусьев
|
Толщина брусьев h
|
Ширина верхней пласти b
|
Ширина нижней пласти b1
|
Ширина бруса с непропиленными сторонами b2
|
Высота пропиленных боковых сторон обрезного бруса h1
|
|
уширенной
|
широкой
|
нормальной
|
|
I
|
180
|
220
|
200
|
-
|
260
|
300
|
150
|
|
II
|
160
|
220
|
-
|
175
|
250
|
280
|
130
|
|
III
|
160
|
-
|
200
|
175
|
230
|
260
|
130
|
2.
Размеры поперечных сечений брусьев (табл. 5, черт. 15) установлены для
древесины с абсолютной влажностью не более 22 %. При большей влажности
древесины брусья должны изготовляться с припуском на усушку для хвойных пород
по ГОСТ
6782.1-75 и для лиственных пород по ГОСТ
6782.2-75.
3.
Ширину пластей бруса измеряют в самом узком месте на участке длиной 400 мм,
отстоящем на расстоянии 350 мм от вершинного торца.
4.
Брусья должны изготавливаться длиной от 3,0 до 5,5 м с шагом 0,25.
5.
Брусья поставляют комплектами в зависимости от назначения путей, типа рельсов и
марки стрелочных переводов. Количество брусьев в комплекте должно
соответствовать данным, приведенным в табл. 6.
6.
Брусья должны изготовляться из древесины сосны, ели, пихты, лиственницы, кедра
и березы. Один комплект должен состоять из брусьев одной породы древесины.
Еловые и пихтовые брусья могут входить в один комплект.
7.
Влажность древесины брусьев не нормируется.

Черт. 15. Поперечные сечения
деревянных брусьев для стрелочных переводов по ГОСТ 8816-70:
а -
обрезных; б - необрезных

Черт. 16. Поперечные сечения
деревянных мостовых брусьев по ГОСТ 28450-90
8.
Пласти бруса должны быть взаимно параллельны. Боковые стороны в обрезных
брусьях должны быть взаимно параллельны и перпендикулярны к пластям. Скос
пропила по всей толщине бруса допускается не более 10 мм.
Непараллельность пластей и боковых сторон в обрезных брусьях допускается по
нормам предельных отклонений по толщине и ширине бруса.
Таблица 6. Комплекты деревянных брусьев для стрелочных
переводов (по ГОСТ 8816-70)
|
Длина брусьев, м
|
Условный номер длины брусьев (наносится на торце)
|
Обозначение комплекта брусьев
|
|
A1
|
А2
|
А3
|
А4
|
Б1
|
Б2
|
В
|
|
Тип рельсов
|
Перекрестные стрелочные переводы
|
|
Р65
|
Р65 и Р50
|
Р65
|
Р50 и Р43
|
|
Марки стрелочных переводов
|
|
1/22
|
1/18
|
1/11
|
1/9
|
1/11
|
1/9
|
|
Число брусьев в комплекте с разделением их по
ширине верхней пласти1
|
|
У
|
Ш
|
У
|
Ш
|
У
|
Ш
|
У
|
Ш
|
У
|
H
|
У
|
H
|
У
|
H
|
|
3,00
|
1
|
16
|
-
|
22
|
9
|
16
|
-
|
15
|
2
|
16
|
-
|
17
|
-
|
-
|
-
|
|
3,25
|
2
|
14
|
25
|
2
|
14
|
-
|
10
|
-
|
10
|
1
|
7
|
-
|
7
|
-
|
-
|
|
3,50
|
3
|
5
|
16
|
5
|
12
|
-
|
8
|
-
|
8
|
-
|
7
|
-
|
7
|
19
|
-
|
|
3,75
|
4
|
-
|
16
|
-
|
12
|
-
|
7
|
-
|
4
|
-
|
8
|
-
|
5
|
18
|
-
|
|
4,00
|
5
|
-
|
14
|
-
|
11
|
-
|
5
|
-
|
6
|
-
|
4
|
-
|
3
|
8
|
-
|
|
4,25
|
6
|
-
|
12
|
-
|
9
|
4
|
2
|
4
|
1
|
6
|
-
|
3
|
1
|
8
|
-
|
|
4,50
|
7
|
-
|
10
|
-
|
8
|
6
|
1
|
5
|
1
|
7
|
-
|
7
|
-
|
10
|
-
|
|
4,75
|
8
|
-
|
10
|
-
|
9
|
-
|
6
|
-
|
4
|
2
|
3
|
3
|
1
|
4
|
4
|
|
5,00
|
9
|
-
|
11
|
-
|
9
|
-
|
5
|
-
|
4
|
-
|
5
|
-
|
5
|
-
|
8
|
|
5,25
|
10
|
-
|
10
|
-
|
8
|
-
|
6
|
-
|
4
|
-
|
6
|
-
|
4
|
-
|
8
|
|
5,50
|
11
|
-
|
11
|
-
|
7
|
-
|
4
|
-
|
-
|
-
|
3
|
-
|
-
|
4
|
-
|
|
Итого
|
|
35
|
135
|
29
|
108
|
26
|
54
|
24
|
44
|
32
|
43
|
30
|
33
|
71
|
20
|
|
Всего
|
|
170
|
|
137
|
|
80
|
|
68
|
|
75
|
|
63
|
|
91
|
|
|
Объем комплекта брусьев, м3
|
|
32,77
|
|
26,00
|
|
15,46
|
|
12,55
|
|
12,39*
|
|
10,07
|
|
16,10
|
|
|
Масса одного комплекта, т
|
|
19
|
|
15,1
|
|
9,0
|
|
7,3
|
|
7,2*
|
|
5,9
|
|
9,4
|
|
|
1 У - уширенная верхняя пласть; Ш - широкая; Н
- нормальная.
|
|
* Объем
комплекта и масса из брусьев II типа.
|
|
Примечание.
Комплекты A1, А2,
А3 и А4 составляют
из брусьев I типа; комплекты Б1 - I и II типов; Б2 и В
- II типа
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9.
Торцы брусьев должны быть опилены перпендикулярно к продольной оси бруса. Скос
пропила по толщине и ширине бруса допускается не более 20 мм.
10.
Непропиленные поверхности брусьев и обзольные участки обрезных брусьев должны
быть очищены от коры и луба. Сучки должны быть обрублены, а ребристая
закомелистость (ройка) опилена заподлицо с поверхностью бруса. Заделка пороков
древесины не допускается.
11.
Постановка брусьев в количественных соотношениях по типам, комплектам, породам,
а также порядок отгрузки и транспортирования их должны производиться в
соответствии с договором на поставку.
Основные требования к предварительно напряженным
железобетонным шпалам для железных дорог колеи 1520 мм по ГОСТ
10629-88*
(введен с 1 января 1990 г. взамен ГОСТ 10629-78)
* До ввода в действие ГОСТ
10629-88 железобетонные шпалы изготовлялись по ГОСТ 10629-63 (черт. 17) и
ГОСТ 10629-78 (черт. 18, 19).
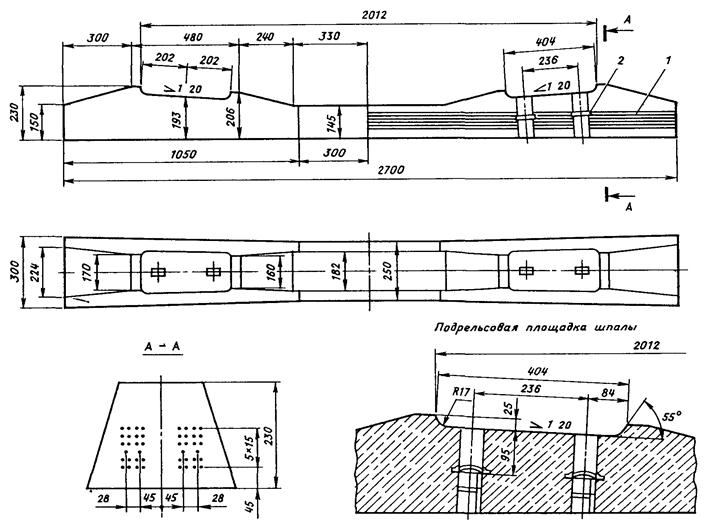
1.
Стандартом предусмотрено изготовление шпал двух типов:
Ш1
- для раздельного клеммно-болтового рельсового скрепления (типа КБ) с болтовым
прикреплением подкладки к шпале (черт. 20, 21);
Ш2
- для нераздельного клеммно-болтового рельсового скрепления (типа БПУ) с болтовым
прикреплением подкладки или рельса к шпале (черт. 22).
2.
Шпалы типа Ш1 изготавливаются в двух вариантах, отличающихся очертанием
подрельсовой площадки. Угол наклона упорных кромок подрельсовых площадок в шпалах
может быть 72° и 55°.
3.
В зависимости от трещиностойкости, точности геометрических параметров, качества
бетонных поверхностей шпалы подразделяют на два сорта: первый и второй.
Шпалы
второго сорта предназначены для укладки на малодеятельных, станционных и
подъездных путях. Поставку шпал второго сорта производят только с согласия
потребителя.
4.
Шпалы изготавливают из тяжелого бетона класса по прочности на сжатие В40.
5.
Марка бетона по морозостойкости должна быть не ниже F200.
6. Для бетона шпал применяются щебень из природного
камня или щебень из гравия фракции 5 - 20 мм. Допускается по согласованию с
потребителем применять щебень фракции 20 - 40 мм в количестве не более 10 % от
массы щебня фракции 5 - 20 мм, а также щебень из природного камня фракции 5 -
25 мм.
7.
В качестве арматуры шпал следует применять стальную проволоку периодического
профиля класса Вр диаметром 3 мм.
8.
Номинальное число арматурных проволок в шпале 44.
Расположение
проволок контролируется на торцах шпалы.
9. Концы напрягаемой арматуры не должны выступать за
торцевые поверхности шпал первого сорта более чем на 15 мм и второго сорта -
более чем на 20 мм.
10.
В шпалах не допускаются:
наплывы
бетона в каналах для болтов, препятствующие свободной установке и повороту этих
болтов в рабочее положение;
местные
наплывы бетона на подрельсовых площадках;
провертывание
болтов скрепления в каналах шпалы при завинчивании гаек; трещины в бетоне.
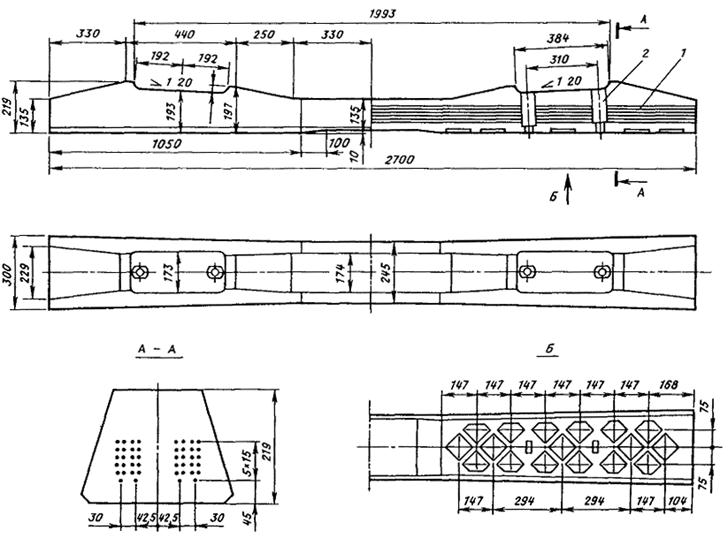
Черт. 17. Шпала железобетонная
типа С-56-1 по ГОСТ 10629-63:
1 -
арматура; 2 - втулки деревянные пропитанные

Черт. 18. Шпала железобетонная
типа ШС-1 по ГОСТ 10629-78:
1 - арматура;
2 - закладная шайба

Черт. 19. Шпала железобетонная
типа ШС-2у по ГОСТ 10629-78:
1 -
арматура; 2 - закладная шайба
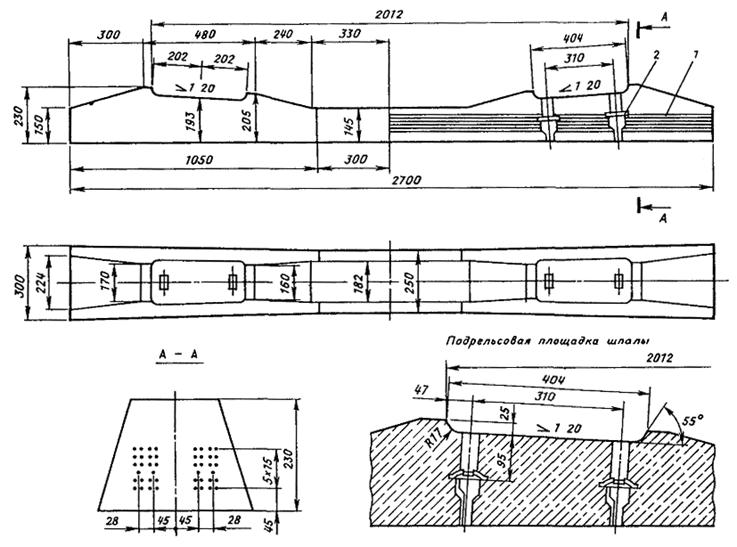
Черт. 20. Шпала железобетонная
типа Ш 1-1 по ГОСТ
10629-88
1 -
арматура, 2 - закладная шайба

Черт. 21. Шпала железобетонная
типа Ш1-2 по ГОСТ
10629-88:
1 -
арматура, 2 - закладная шайба
Черт. 22. Шпала железобетонная
типа Ш2-1 по ГОСТ
10629-88:
1 -
арматура, 2 - закладная шайба
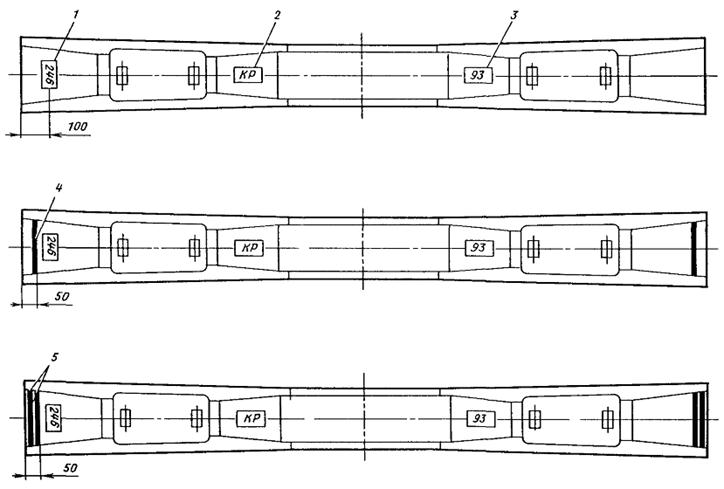
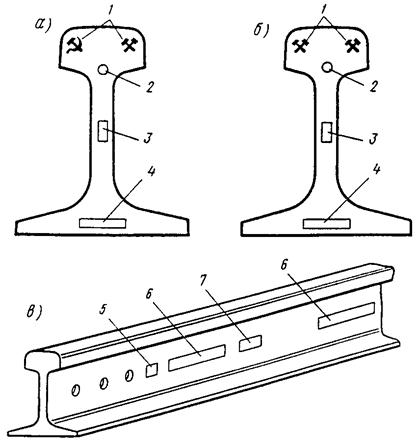
Черт. 23. Маркировка
железобетонных шпал:
1 - номер партии, 2 - товарный знак
предприятия-изготовителя, 3 - год изготовления, 4 - знак шпалы
второго сорта, 5 - знак некондиционных шпал
11.
На верхней поверхности шпал штампованием при формовании наносят (черт. 23):
товарный знак или краткое наименование
предприятия-изготовителя - на каждой шпале;
год
изготовления (две последние цифры) - не менее чем у 20 % шпал каждой партии;
В
концевой части каждой шпалы краской наносят:
штамп
ОТК;
номер
партии.
12. На обоих концах шпалы второго сорта наносят
краской поперечную полосу шириной 15 - 20 мм.
13. Шпалы транспортируют и хранят в рабочем
положении (подошвой вниз). Высота штабеля должна быть не более 16 рядов. Под
шпалы и между ними в штабеле укладываются деревянные подкладки в зоне
подрельсовых площадок толщиной не менее 50 мм.
При сплошной замене рельсов на основных направлениях
железных дорог в путь укладывают в зависимости от грузонапряженности новые
рельсы двух типов: Р75 (ГОСТ 16210-77)
и Р65 (ГОСТ 8161-75)
(табл. 7).
На путях промышленных предприятий находят применение рельсы типов Р50 (ГОСТ 7174-75)
и Р43 (ГОСТ
7173-54). В железнодорожных путях имеются рельсы таких же типов, но более
ранних лет укладки (табл. 8). Рельсы, вторично используемые в путях,
называются старогодными.
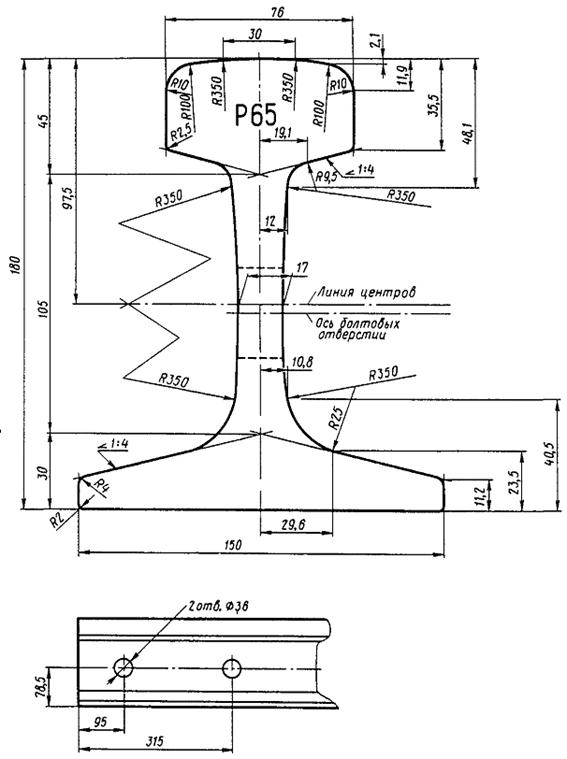
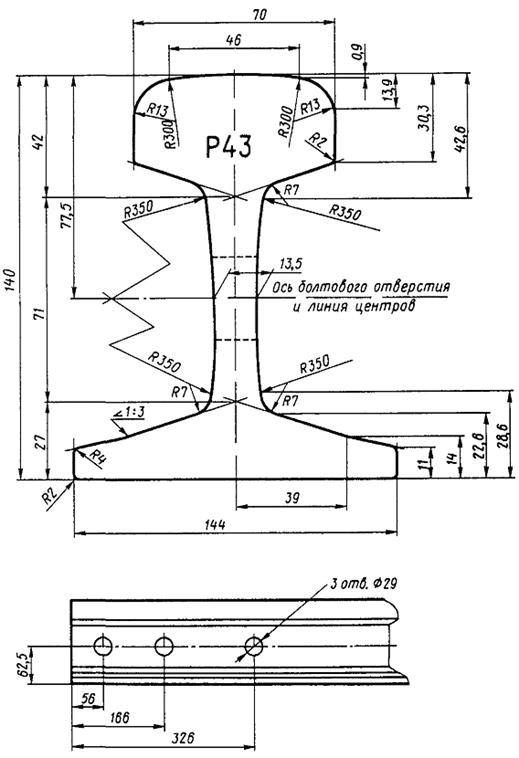
Таблица 7. Основные показатели рельсов
|
Показатель
|
Р75 по ГОСТ 16210-77
|
Р65 по ГОСТ 8161-75
|
Р50 по ГОСТ 7174-75
|
Р43 по ГОСТ 7173-54
|
|
Номер чертежа в альбоме
|
24
|
25
|
26
|
27
|
|
Масса 1 м рельса, кг
|
74,41
|
64,72
|
51,67
|
44,65
|
|
Масса одного рельса длиной 25 м, кг
|
1860
|
1618
|
1292
|
1116
|
|
Высота рельса, мм в том числе:
|
192,0
|
180,0
|
152,0
|
140,0
|
|
высота головки
|
55,3
|
45,0
|
42,0
|
42,0
|
|
" шейки
|
104,4
|
105,0
|
83,0
|
71,0
|
|
" подошвы
|
32,3
|
30,0
|
27,0
|
27,0
|
|
Ширина головки рельса, мм:
|
|
|
|
|
|
вверху
|
72,0
|
73,0
|
70,2
|
70,0
|
|
внизу
|
75,0
|
75,0
|
72,0
|
70,0
|
|
Ширина подошвы, мм
|
150
|
150
|
132
|
114
|
|
Толщина шейки в средней части, мм
|
20
|
18
|
16
|
14,5
|
|
Площадь поперечного сечения, см2
|
95,04
|
82,65
|
65,99
|
57,0
|
|
Распределение площади по профилю, %:
|
|
|
|
|
|
головки
|
37,4
|
34,1
|
38,1
|
42,8
|
|
шейки
|
26,5
|
28,5
|
24,5
|
21,3
|
|
подошвы
|
36,1
|
37,4
|
37,4
|
35,9
|
|
Расстояние от центра тяжести, мм:
|
|
|
|
|
|
до низа подошвы
|
88,2
|
81,3
|
70,5
|
68,5
|
|
до верха головки
|
103,8
|
98,7
|
81,5
|
71,5
|
|
Момент инерции
относительно осей, см4:
|
|
|
|
|
|
горизонтальной
|
4489
|
3540
|
2011
|
1489
|
|
вертикальной
|
665
|
564
|
375
|
260
|
|
Момент сопротивления, см3:
|
|
|
|
|
|
по низу подошвы
|
509
|
435
|
285
|
217
|
|
по верху головки
|
432
|
358
|
247
|
208
|
|
по боковой грани подошвы
|
89
|
75
|
55
|
45
|

Черт. 24. Рельс типа Р75 по ГОСТ 16210-77
(Рельсы поставляются с 1978 г.)

Черт. 25. Рельс типа Р65 по ГОСТ 8161-75
(Рельсы поставляются с 1976 г.)
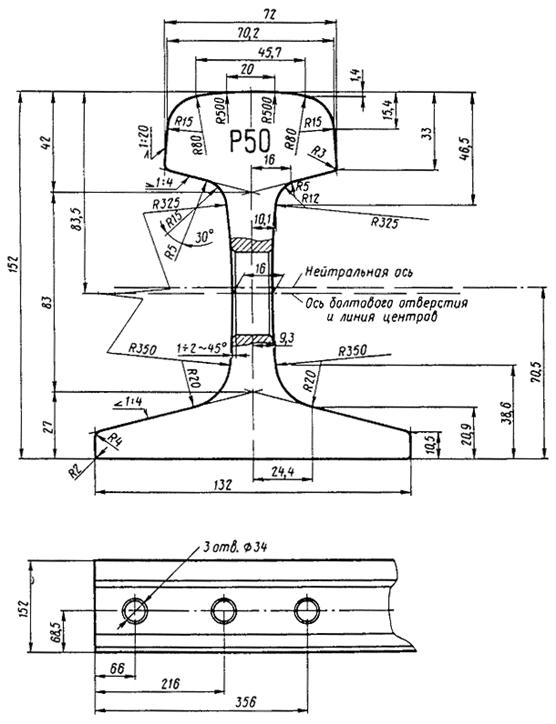
Черт. 26. Рельс типа Р50 по ГОСТ 7174-75
(Рельсы поставляются с 1976 г.)
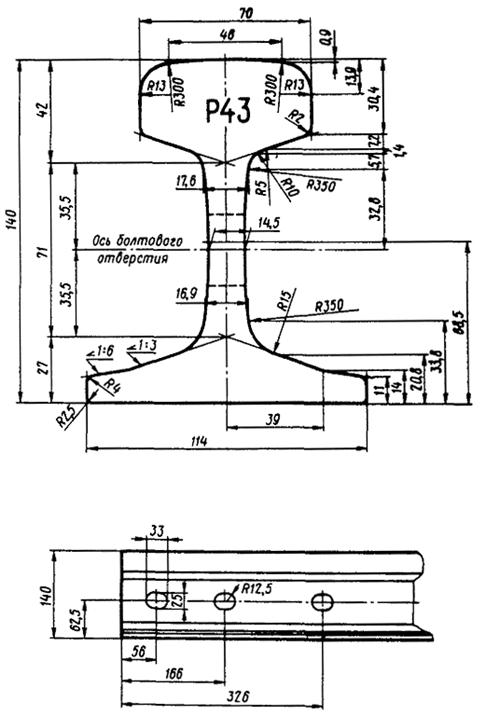
Черт. 27. Рельс типа Р43 по ГОСТ
7173-54 (Рельсы поставляются с 1955 г.)
Таблица 8. Некоторые показатели рельсов, снятых с
производства, но используемых в пути
|
Показатель
|
Р75
|
Р65
|
Р50
|
Р43
|
I-a
|
P38 (II-а)
|
P33 (III-а)
|
|
ГОСТ 16210-70
|
проект 751/ЦП
|
ГОСТ 8161-63
|
ГОСТ 8161-56
|
проект 1950 г.
|
ГОСТ 7174-65
|
ГОСТ 7174-54
|
ГОСТ 3542-47
|
ГОСТ 3542-47
|
ОСТ 119
|
ГОСТ 3542-47
|
ГОСТ 6726-53
|
|
Номер чертежа в альбоме
|
28
|
29
|
30
|
31
|
32
|
33
|
34
|
35
|
36
|
37
|
38
|
39
|
|
Масса 1 м рельса, кг
|
74,4
|
75,1
|
64,64
|
64,93
|
64,90
|
51,63
|
51,51
|
50,50
|
43,61
|
43,57
|
38,42
|
33,48
|
|
Высота рельса, мм, в том числе:
|
192
|
192
|
180
|
180
|
180
|
152
|
152
|
152
|
140
|
140
|
135
|
128
|
|
высота головки
|
55,3
|
48,5
|
45
|
45
|
45
|
42
|
42
|
42
|
42
|
44
|
40
|
37
|
|
" шейки
|
104,4
|
110
|
105
|
105
|
105
|
83
|
83
|
83
|
71
|
71
|
71
|
68
|
|
" подошвы
|
32,3
|
33,5
|
30
|
30
|
30
|
27
|
27
|
27
|
27
|
25
|
24
|
23
|
|
Ширина головки рельса, мм:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
вверху
|
71,8
|
72,8
|
72,8
|
72,8
|
76
|
70
|
70
|
70
|
70
|
70
|
68
|
60
|
|
внизу
|
75,0
|
75,0
|
75,0
|
75,0
|
76
|
71,9
|
70
|
70
|
70
|
70
|
68
|
60
|
|
Ширина подошвы, мм
|
150
|
160
|
150
|
150
|
150
|
132
|
132
|
132
|
114
|
125
|
114
|
110
|
|
Толщина шейки в средней части, мм
|
20
|
20
|
18
|
18
|
17
|
16
|
15,5
|
14,5
|
13,5
|
14
|
13
|
12
|
|
Площадь поперечного сечения, см2
|
95,1
|
95,8
|
82,6
|
82,9
|
82,9
|
65,9
|
65,8
|
64,5
|
55,7
|
55,6
|
49,1
|
42,8
|
|
Распределение металла по профилю, %:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
головка
|
37,4
|
32,3
|
34,2
|
34,5
|
35,5
|
38,2
|
38,3
|
39,5
|
43,0
|
45,9
|
45,4
|
43,0
|
|
шейка
|
26,5
|
28,5
|
28,4
|
28,3
|
27,1
|
24,4
|
23,8
|
22,2
|
20,5
|
19,3
|
19,8
|
19,9
|
|
подошва
|
36,1
|
39,2
|
37,4
|
37,2
|
37,4
|
37,4
|
37,5
|
38,3
|
36,5
|
34,8
|
34,8
|
37,1
|
|
Момент инерции относительно осей, см4:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
горизонтальной
|
4490
|
4597
|
3548
|
3573
|
3588
|
2018
|
2037
|
2016
|
1472
|
1476
|
1223
|
968
|
|
вертикальной
|
661
|
771
|
569
|
572
|
576
|
375
|
377
|
-
|
257
|
284
|
209
|
167
|
|
Момент сопротивления, см3
|
|
|
|
|
|
|
|
|
|
|
|
|
|
по низу подошвы
|
509
|
547
|
436
|
437
|
432
|
286
|
287
|
285
|
214
|
212
|
180
|
156
|
|
по верху головки
|
432
|
426
|
359
|
363
|
370
|
248
|
251
|
248
|
206
|
210
|
182
|
147
|

Черт. 28. Рельс типа Р75 по ГОСТ 16210-70 (Рельсы
поставлялись в период 1966 - 1977 гг.)

Черт. 29. Рельс типа Р75 по проекту 751/ЦП (Рельсы
поставлялись в период 1958 - 1966 гг.)

Черт. 30. Рельс типа Р65 по ГОСТ 8161-63 (Рельсы
поставлялись в период 1964 - 1975 гг.)

Черт. 31. Рельс типа Р65 по ГОСТ 8161-56 (Рельсы
поставлялись в период 1956 - 1963 гг., отверстия могли быть овальными 38´30 мм)
Черт. 32. Рельс типа Р65 по проекту 1950 г. (Рельсы
поставлялись в период 1953 - 1955 гг.)
Черт. 33. Рельс типа Р50 по ГОСТ 7174-65 (Рельсы
поставлялись в период 1965 - 1975 гг.)

Черт. 34. Рельс типа Р50 по ГОСТ 7174-54 (Рельсы
поставлялись в период 1955 - 1966 гг.)

Черт. 35. Рельс типа Р50 по ГОСТ 3542-47 (Рельсы
поставлялись в период 1948 - 1954 гг.)
Черт. 36. Рельс типа Р43 по ГОСТ 3542-47 (Рельсы
поставлялись в период 1946 - 1954 гг.)
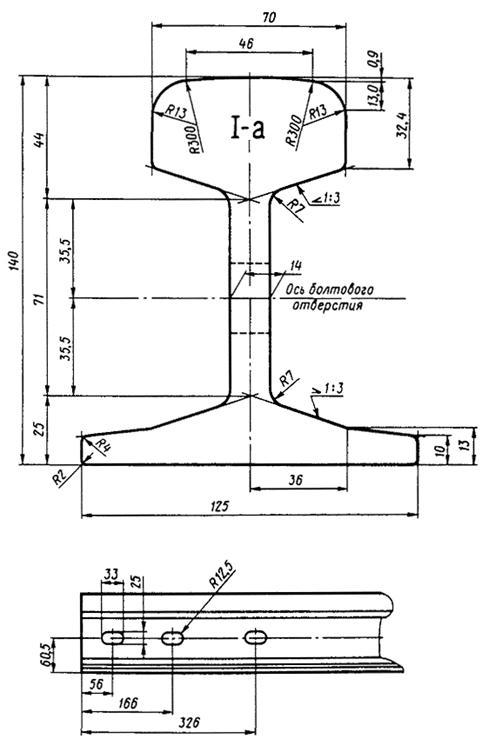
Черт. 37. Рельс типа 1-а по ОСТ 119 (Рельсы
поставлялись до 1946 г.)

Черт. 38. Рельс типа Р38 (II-a) по
ГОСТ 3542-47
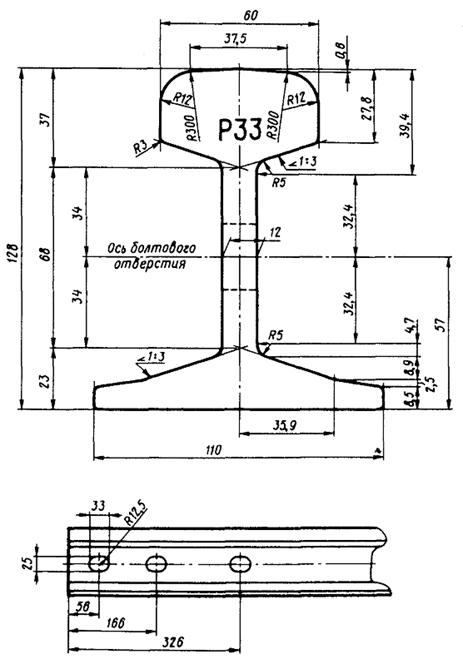
Черт. 39. Рельс типа Р33 (III-a)
ГОСТ 6726-53 (Рельсы поставлялись до 1932 г.)
Основные требования к рельсам типов Р75, Р65 и Р50 из
мартеновской стали по ГОСТ 24182-80
(введен с 1 июля 1981 г. взамен ГОСТ 8160-63 и ГОСТ 6944-63)
1.
Стандарт распространяется на незакаленные по всей длине рельсы типов Р75, Р65 и
Р50, изготовленные из мартеновской стали и предназначенные для укладки на
железных дорогах широкой колеи.
2.
Конструкция и размеры рельсов соответствуют ГОСТ 7174-75,
ГОСТ 8161-75
и ГОСТ 16210-77.
3.
Изготавливают рельсы двух групп.
4.
Рельсы I группы изготавливают из спокойной мартеновской стали, раскисленной в
ковше комплексными раскислителями без применения алюминия или других
раскислителей, образующих в стали вредные строчечные неметаллические включения.
5.
Рельсы II группы изготавливают из спокойной мартеновской стали, раскисленной
алюминием или марганец-алюминиевым сплавом.
6.
Химический состав стали должен соответствовать нормам, указанным в табл. 9.
7.
Механические свойства стали для рельсов I и II групп при испытаниях на
расстояние должны соответствовать нормам, указанным в табл. 10.
8.
Технология изготовления рельсов должна гарантировать отсутствие в них флокенов,
а также местных неметаллических включений (глинозема, карбидов и нитридов
титана или глинозема сцементированного силикатами), вытянутых вдоль направления
прокатки в виде дорожек - строчек длиной более 2 мм для рельсов группы I и
длиной более 8 мм для рельсов группы II.
9.
Поверхность головки рельса на его концах должна быть подвергнута закалке с
прокатного нагрева или с индукционного нагрева токами высокой частоты.
Таблица 9. Химический состав рельсовой стали
|
Группа рельсов
|
Тип рельсов
|
Марка стали
|
Массовая доля, %
|
|
Углерод
|
Марганец
|
Кремний
|
Фосфор
|
Сера
|
|
I
|
Р75
|
М76В
|
0,71 - 0,82
|
|
0,25 - 0,45
|
|
|
|
Р65
|
М76Т
|
|
|
|
|
|
М76ВТ
|
|
|
|
|
|
М76Ц
|
|
|
|
|
|
Р50
|
М74Т
|
|
|
|
|
|
М74Ц
|
0,69 - 0,80
|
0,75 - 1,05
|
0,18 - 0,40
|
Не более 0,035
|
Не более 0,045
|
|
II
|
Р75
|
М76
|
0,71 - 0,82
|
|
|
|
|
|
Р65
|
|
|
|
|
|
|
|
Р50
|
М74
|
0,69 - 0,80
|
|
|
|
|
|
Примечания. 1. В
обозначении марки стали буква "М" указывает способ выплавки стали
(мартеновский), цифры - среднее содержание углерода в сотых долях процента.
2. Рельсы, изготовленные из
стали марки М76В, относить к рельсам с ванадием; из сталей марок М76Т, М74Т и
М76ВТ - к рельсам с титаном; из сталей марок М76Ц и М74Ц - к рельсам с
цирконием.
3. Массовая доля ванадия в
рельсовой стали в зависимости от марки колеблется от 0,01 до 0,07 %, титана -
от 0,005 до 0,025 %, циркония - от 0,001 до 0,050 %.
4. Допускается производство
рельсов типа Р50 групп I и II из кислородно-конверторной стали. При этом в
обозначении марки стали буква "М" заменяется буквой "К".
|
Таблица 10. Механические свойства рельсовой стали
|
Типы рельсов
|
Марка стали
|
Временное сопротивление, кгс/см2, не
менее
|
Относительное удлинение, %, не менее
|
|
Р75, Р65
|
М76
|
90
|
4,0
|
|
Р50
|
М74
|
86
|
5,0
|
Рельсы,
предназначенные для сварки или других специальных целей, по требованию
потребителя допускается изготовлять длиной не менее 6,0 м без закалки одного
или обоих концов.
10.
Рельсы после полного остывания могут быть подвергнуты холодной правке на роликоправильных
машинах и штемпельных прессах.
11.
После холодной правки не допускаются:
повторная
холодная правка рельсов на роликоправильных машинах в одной и той же плоскости;
холодная
штемпельная правка концов рельсов, если кривизна концов находится в пределах
расположения болтовых отверстий;
падение
рельсов с высоты более 1,0 м;
волнистость
и скручивание рельсов. Рельс считается скрученным, если при замере его на
контрольном стеллаже он имеет по концам зазоры между краем подошвы и стеллажем
(по диагонали) более 1/10000 своей длины.
12.
Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса.
Перекос торцов не должен быть более 1,0 мм при измерении в любом направлении.
Обрубать и ломать дефектные концы рельсов не допускается.
Болтовые
отверстия на концах рельсов должны быть просверлены перпендикулярно к
вертикальной продольной плоскости рельса. Поверхности болтовых отверстий и
торцов рельсов должны быть без рванин, задиров и следов усадки в виде
расслоений и трещин. Заусенцы и наплывы металла у болтовых отверстий и на
торцах рельсов должны быть удалены зачисткой.
Черт. 40. Основная маркировка рельсов:
а - рельсы первого сорта; б - рельсы второго
сорта; в - места нанесения маркировки на шейке рельса; 1 -
инспекторские клейма; 2 - клеймо ОТК завода (может быть в виде квадрата,
треугольника или буквы "К"); 3 - место нанесения номера рельса
по расположению его в слитке (1 и 2 - головные рельсы, Х - донные средние
рельсы обозначений не имеют); 4 - место нанесения номера плавки стали
(номер плавки для рельсов 1 группы начинается с буквы П); 5 - место
указания порядкового номера рельса от головной части слитка; 6 - место
выкатанной (выпуклой) маркировки по длине рельса, повторяющейся примерно через
2,5 м и обозначающей: завод-изготовитель, месяц и год проката, тип рельса
13.
Пробный отрезок рельса для копровых испытаний должен выдержать при температуре
от 0° до плюс 40 °С испытание на удар без излома, трещин и выколов подошвы (как
в пролете, так и на опорах).
14.
Пробный отрезок рельса для испытания на прочность подошвы должен выдержать без
трещин или излома статическую нагрузку до получения стрелы прогиба 4,0 мм.
15.
Для укладки на магистральных путях МПС не допускаются: рельсы второго сорта
типов Р75 и Р65 с раскатанными загрязнениями, пузырьками и трещинами на средней
трети низа подошвы глубиной более 0,3 мм; рельсы второго сорта типа Р50.
16.
Маркировка рельсов приведена на черт. 40, 41 и в табл. 11.
17.
Отгружаемые потребителю рельсы должны сопровождаться документом (актом
технической годности рельсов), подписанным представителем
предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие рельсов
требованиям настоящего стандарта, в котором должно быть указано:
обозначение
предприятия-изготовителя;
номера
стандартов, в соответствии с которыми были изготовлены и приняты рельсы и
номера заказа;
сорт
и тип рельсов;
отпечатки
или описание приемочных клейм и маркировки рельсов красками;
число
рельсов с указанием их длины и массы;
номера
вагонов;
наименование
и адрес получателя.
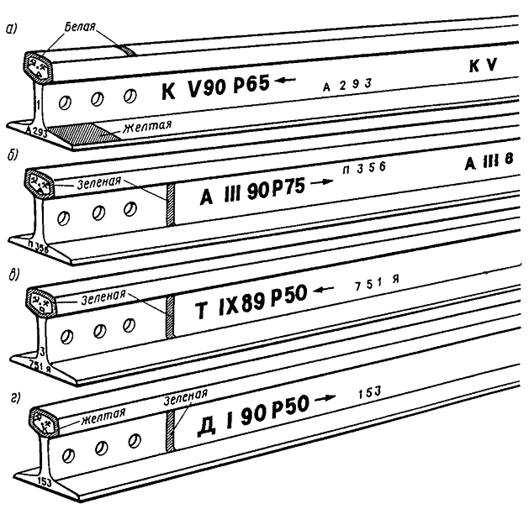
Черт. 41. Пример полной заводской маркировки новых
рельсов первого сорта:
а - рельс
изготовлен Кузнецким (К) металлургическим комбинатом в мае (V) 1990 г. (90)
типа Р65, плавка А293, из обычной стандартной углеродистой стали, с закалкой
концов (белая полоса краской на головке), по содержанию углерода
"твердый" (желтая окраска подошвы на конце), стрелкой обозначен
головной конец; б - рельс изготовлен заводом "Азовсталь" (А) в
марте 1990 г. (III 90) типа Р75, плавка П356, закаленный по всей длине
(зеленая полоса на шейке и зеленая окантовка торца); в - рельс
изготовлен Нижнетагильским (Т) металлургическим комбинатом в сентябре 1989 г.
(IX 89) типа Р50, плавка 751Я, закаленный по всей длине, по качеству закалки -
первого класса (зеленая окантовка на торце); г - рельс изготовлен
заводом им. Дзержинского (Д) в январе 1990 г. (I 90) типа Р50, плавка 153, закаленный
по всей длине, по качеству закалки - второго класса (желтая окантовка на торце)
Таблица 11. Дополнительная маркировка рельсов
|
Эскиз
|
Описание маркировки
|
|
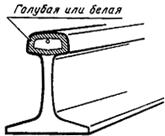
|
Головка на торце, по
контуру, обведена голубой (для рельсов I группы) или белой (для рельсов II
группы) краской; выбит один керн - рельс первого сорта незакаленный
|
|

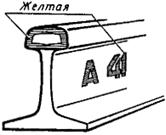
|
Голубая или белая полоса
сверху на головке рельса; вдавленная буква К на торце - рельс первого сорта с
закаленными концами (на остальном протяжении рельс не закален)
|
|

|
Головка на торце, по
контуру, обведена светло-зеленой краской; на шейке на расстоянии около 1 м от
торца также светло-зеленая полоса; вдавленная буква З на торце - рельс
первого сорта, закален по всей длине по параметрам закалки первого класса
|
|

|
Головка на торце, по
контуру, обведена желтой краской; на расстоянии около 1 м от торца
светло-зеленая полоса; буква З на торце - рельс первого сорта, закален по
всей длине по параметрам закалки второго класса
|
|
|
Головка по контуру обведена
желтой краской; на шейке на расстоянии около 1 м от торца желтой краской
написан шифр из одной буквы и цифр - рельс опытный, характеристика его дана в
документах
|
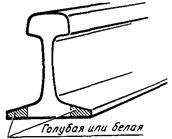
|

|
Один край подошвы окрашен
голубой или белой краской - рельс имеет одинарное укорочение: 40 мм для
12,5-метровых и 80 мм для 25-метровых рельсов
|
|
|
Оба края подошвы окрашены
голубой или белой краской - рельс имеет двойное укорочение: 80 мм для
2,5-метровых и 160 мм для 25-метровых рельсов
|
|
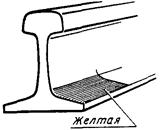
|
Верх подошвы на конце
окрашен желтой краской - сталь, из которой изготовлен рельс, содержит углерод
выше среднего процента по стандарту
|
|

|
Подошва и половина шейки
окрашены красной или зеленой краской и выбиты два керна - рельс второго
сорта; при красной окраске - незакаленный, при зеленой - закаленный
|
|
|
Весь торец рельса окрашен
синей краской, на обоих торцах по три керна - рельс забракован, к укладке в
пути МПС не пригоден
|
Основные требования к рельсам типов Р50, Р65 и Р75,
термообработанных путем объемной закалки в масле по ГОСТ 18267-82
(введен с 1 января 1984 г. взамен ГОСТ 18267-72)
1.
Стандарт распространяется на железнодорожные рельсы типов Р50, Р65 и Р75,
изготовленные из мартеновской высокоуглеродистой стали и подвергнутые
термической обработке по всей длине путем объемной закалки их в масле с
последующим печным отпуском.
2.
Рельсы, предназначенные для термической обработки, должны соответствовать
требованиям, предъявляемым к рельсам первого сорта, изготовляемым по ГОСТ
24182-80.
Допускается
по согласованию между изготовителем и потребителем подвергать термической
обработке рельсы второго сорта. Закаленные рельсы, переведенные во второй сорт
по поверхностным дефектам, предназначены для укладки на путях, не принадлежащих
МПС.
3.
Твердость на поверхности катания головки закаленных рельсов должна быть в
пределах НВ 341...388; твердость шейки и подошвы рельсов - не более НВ 388.
4.
Макроструктура закаленного металла головки рельса должна представлять собой
сорбит закалки.
Допускается
наличие мелких разрозненных участков феррита.
5.
Механические свойства закаленных рельсов должны соответствовать следующим:
Временное
сопротивление, кгс/мм2 ........................................ ³120
Предел
текучести, кгс/мм2 .............................................……..
³81
Относительное
удлинение, % ..........................................…… ³6
Относительное
сужение, % ...........................................…….. ³25
Ударная
вязкость при 20 °С, кгс м/см2
................................... ³2,5
6.
Пробный отрезок рельса должен выдерживать низкотемпературные испытания на удар
под копром без излома и признаков разрушения.
7.
При неудовлетворительных результатах повторных испытаний на удар под копром
рельсы разрешается подвергать высокому отпуску на твердость НВ 255...302 и
сдавать их по ГОСТ 24182-80 как незакаленные.
8.
Маркировка рельсов должна соответствовать указанной на черт. 40, 41 и в
табл. 11.
9.
Рельсы должны сопровождаться документом, подписанным представителем
предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие их
требованиям настоящего стандарта и содержащим:
наименование
предприятия-изготовителя;
наименование
продукции и способ термической обработки;
тип,
класс и группу рельсов;
марку
стали из которой рельсы изготовлены;
обозначение
настоящего стандарта;
отпечатки
или описание приемочных клейм, а также описание маркировки рельсов красками;
число
рельсов с указанием их длины и массы;
наименование
и адрес потребителя.
Маркировка рельсов
На каждом новом рельсе наносится маркировка на его
шейке и на одном из торцов.
Маркировка
подразделяется на постоянную,
выполняемую во время прокатки и клеймением в горячем и холодном состоянии (см.
черт. 40)
и временную или дополнительную, выполняемую краской (см.
табл. 11).
Маркировка (см. черт. 41) необходима для правильной укладки рельсов в
путь.
Старогодные
рельсы также маркируются (черт. 42).

Черт. 42. Пример маркировки
старогодных рельсов (светлой краской):
а - рельс I
группы, годный для укладки в путь без ремонта; б - рельс II группы,
подлежащий ремонту (II-P); в - рельс IV группы, не годный для укладки в
путь (XXX)
Рельсы
в стыках соединяются с помощью двухголовых металлических накладок. Рельсы типов
Р43 и легче могут также соединяться фартучными накладками. Бесстыковой путь с
рельсами типов Р75, Р65 и Р50 на железобетонных шпалах в зоне стыков
уравнительных пролетов имеет такую же конструкцию, как и на деревянных шпалах
(табл. 12,
13,
14,
черт. 43,
44,
45).
Основным
типом рельсового скрепления для деревянных шпал является костыльное скрепление.
Таблица 12. Детали, входящие в комплект узла стыкового и
промежуточного костыльного скрепления рельсов типа Р65 и Р75
|
Деталь
|
№ позиции на черт. 43
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Рельс
типа Р65
|
4
|
29
|
-
|
-
|
|
Рельс
типа Р75
|
4
|
28
|
-
|
-
|
|
Накладка
двухголовая1
|
5
|
46
|
2
|
29,5
|
|
Болт
путевой М27´160
|
6
|
52
|
6
|
0,82
|
|
Гайка
М27
|
2
|
53
|
6
|
1,32
|
|
Шайба
пружинная 27*
|
3
|
60
|
6
|
0,09
|
|
Подкладка
Д65**
|
1
|
62
|
2
|
7,66
|
|
Костыль
путевой
|
7
|
70
|
10
|
0,38
|
|
Прокладка
под подкладку
|
8
|
68
|
2
|
0,61
|
|
Противоугон
П65
|
-
|
72
|
-
|
1,36
|
|
Противоугон
П75
|
-
|
71
|
-
|
1,41
|
1С рельсами типа Р65 по проекту 751/ЦП применяются
подкладки по черт. 65 и накладки по черт. 47.
Допускается применение накладок с четырьмя отверстиями, длиной 800 мм.
*Вместо одновитковых пружинных шайб допускается
постановка тарельчатых пружин (черт. 61).
**В
кривых R<800 м под наружной нитью укладываются удлиненные
подкладки по черт. ОП 289 массой 8,44 кг, в кривых R<500 м
они укладываются под обеими нитями.

Черт. 43. Стыковое и
промежуточное костыльное скрепление рельсов типов Р75, Р65
Таблица 13. Детали, входящие в комплект узла стыкового и
промежуточного костыльного скрепления рельсов типа Р50
|
Деталь
|
№ позиции на черт. 44
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Рельс
типа Р50
|
4
|
30
|
-
|
-
|
|
Накладка
двухголовая
|
5
|
48
|
2
|
18,77
|
|
Болт
путевой М24´150
|
6
|
54
|
6
|
0,59
|
|
Гайка
М24
|
2
|
55
|
6
|
0,16
|
|
Шайба
пружинная 24
|
3
|
60
|
6
|
0,07
|
|
Подкладка
Д50
|
1
|
66
|
2
|
6,20
|
|
Костыль
путевой
|
7
|
70
|
10
|
0,38
|
|
Прокладка
под подкладку
|
8
|
69
|
2
|
0,52
|
|
Противоугон
П50
|
-
|
73
|
-
|
1,36
|

Черт. 44. Стыковое и промежуточное костыльное
скрепление рельсов типа Р50
Таблица 14. Детали, входящие в комплект узла стыкового и
промежуточного костыльного скрепления рельсов типа Р43
|
Деталь
|
№ позиции на черт. 45
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Рельс
типа Р43
|
5
|
31
|
-
|
-
|
|
Накладка
двухголовая
|
6
|
50
|
2
|
16,01
|
|
Болт
путевой М22´135
|
7
|
56
|
6
|
0,45
|
|
Гайка
М22
|
3
|
57
|
6
|
0,16
|
|
Шайба
пружинная 22
|
4
|
60
|
6
|
0,05
|
|
Подкладка
Д43
|
2
|
67
|
2
|
5,26
|
|
Костыль
путевой
|
1
|
70
|
10
|
0,38
|
|
Противоугон
П43
|
-
|
74
|
-
|
1,13
|
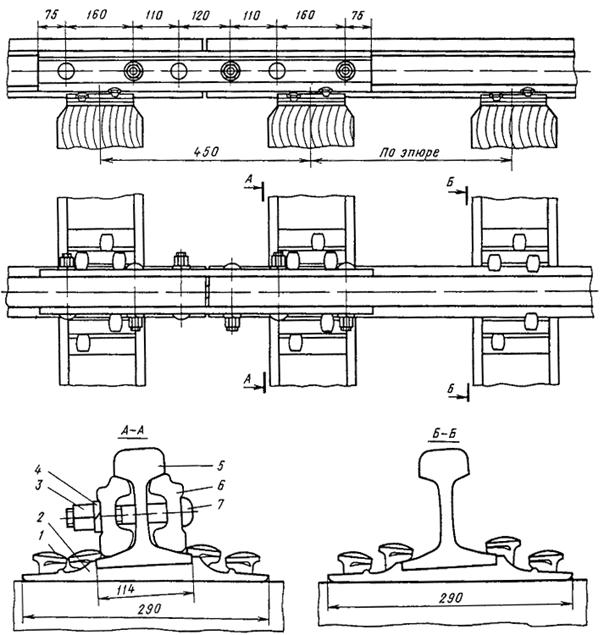
Черт. 45. Стыковое и промежуточное костыльное
скрепление рельсов типа Р43
VII. НАКЛАДКИ
Накладки
(табл. 15),
в зависимости от конструкции пути, в которой они применяются, могут иметь
четыре или шесть болтовых отверстий (черт. 46 - 51).
Таблица 15. Характеристики двухголовых накладок
|
Показатель
|
Р65 по ГОСТ 8193-73
|
Р50 по ГОСТ 19128-73
|
Р43 по ГОСТ 19127-73
|
|
Номер
чертежа в альбоме
|
46
|
48
|
50
|
|
Масса
1 м полосы, кг
|
30,42
|
23,59
|
20,92
|
|
Масса
одной накладки, кг:
|
|
|
|
|
с четырьмя отверстиями
|
23,78
|
12,36
|
9,49
|
|
с шестью отверстиями
|
29,5
|
18,77
|
16,01
|
|
Высота
накладки, мм
|
130
|
107
|
95,64
|
|
Ширина
накладки, мм
|
45,5
|
46,0
|
40,0
|
|
Толщина
шейки, мм
|
21,0
|
19,0
|
20,0
|
|
Площадь
поперечного сечения, см2
|
38,75
|
30,05
|
26,65
|
|
Расстояние
до центра тяжести, мм:
|
|
|
|
|
от верха накладки
|
64,2
|
53,8
|
49,2
|
|
от низа накладки
|
63,3
|
50,7
|
45,3
|
|
от внешней грани
|
20,1
|
21,8
|
18,8
|
|
Момент
инерции, см4, относительно осей:
|
|
|
|
|
горизонтальной
|
528
|
281
|
190
|
|
вертикальной
|
53,3
|
40,9
|
27,1
|
|
Момент
сопротивления, см3:
|
|
|
|
|
по верху накладки
|
82,5
|
52,2
|
38,9
|
|
по низу накладки
|
83,8
|
55,4
|
42,1
|
|
по внешней грани (наибольший)
|
26,5
|
18,8
|
14,4
|
|
Примерное
количество накладок в одной тонне:
|
|
|
|
|
четырехдырных
|
42
|
81
|
105
|
|
шестидырных
|
34
|
53
|
62
|
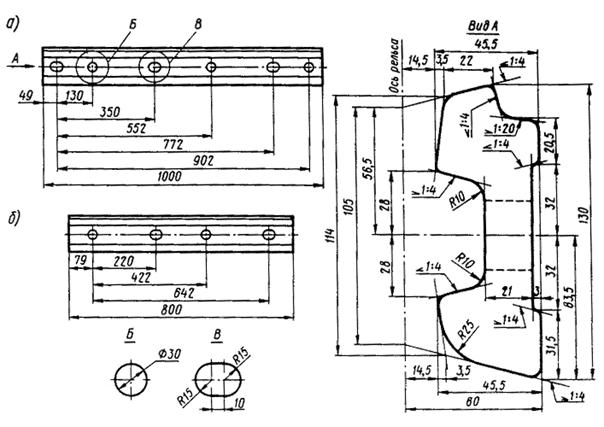
Черт. 46. Накладка двухголовая к рельсам типов Р75,
Р65 по ГОСТ 8193-73:
а - шестидырная; б - четырехдырная
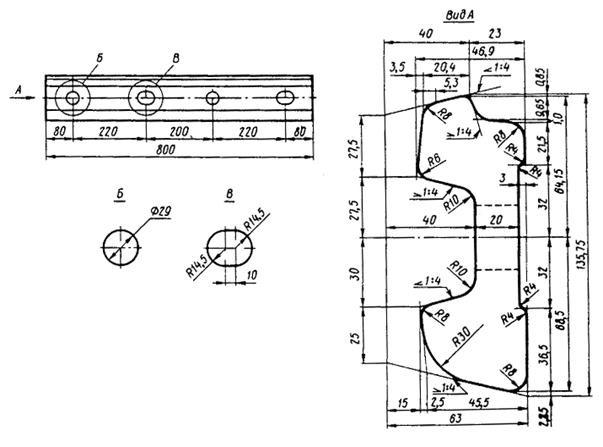
Черт. 47. Накладка двухголовая к рельсам типа Р75 по
проекту 751/ЦП
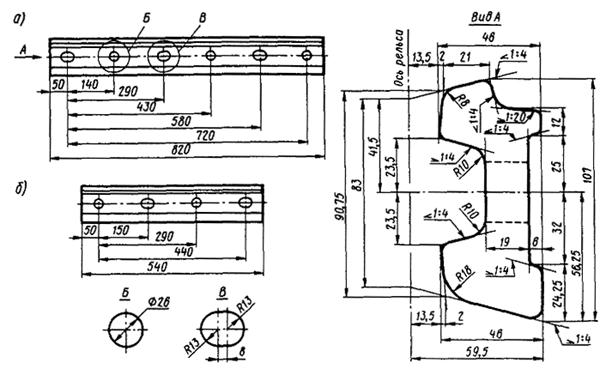
Черт. 48. Накладка двухголовая к рельсам типа Р50 по
ГОСТ 19128-73:
а - шестидырная; б - четырехдырная
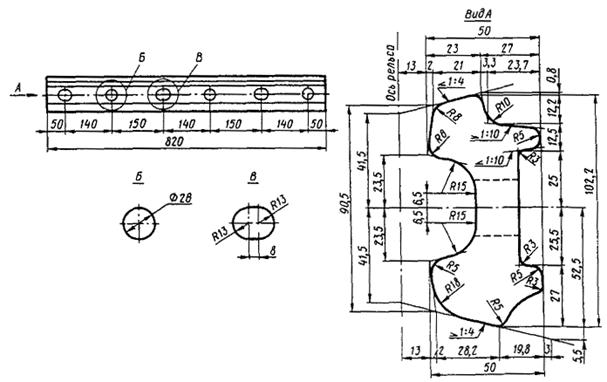
Черт. 49. Накладка двухголовая к рельсам типа Р50
(Применяется только с пружинным скреплением ЖБ)
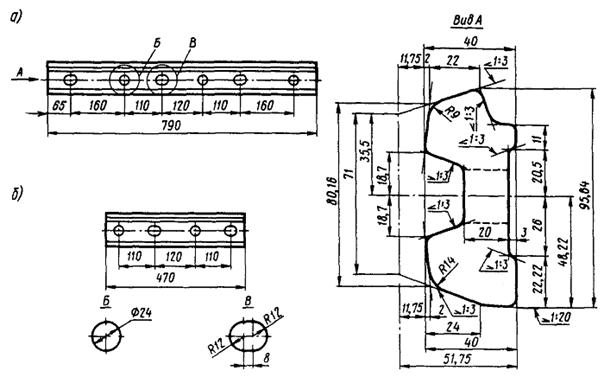
Черт. 50. Накладка двухголовая к рельсам типа Р43 по
ГОСТ 19127-73:
а - шестидырная; б - четырехдырная
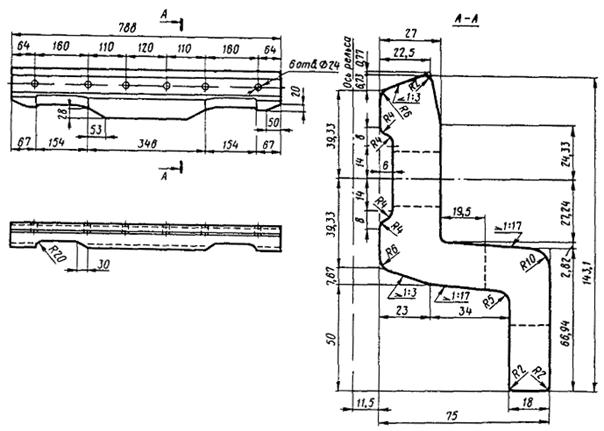
Черт. 51. Накладка фартучная к рельсам типа Р43, Р38 (II-а)
и I-а
Основные требования к рельсовым двухголовым накладкам
по ГОСТ
4133-73
(введен с 1 января 1975 г. взамен ГОСТ 4133-54)
1.
Накладки должны изготовляться из профильных полос, прокатанных из полностью
раскисленной спокойной мартеновской стали марки М54. Химический состав стали,
%, должен соответствовать указанному ниже:
Углерод
........................................................... 0,45 - 0,62
Марганец
......................................................... 0,50 - 0,85
Кремний
.......................................................... 0,15 - 0,35
Фосфор
............................................................. до 0,04
Сера
....……....................................................... до 0,05
Мышьяк
..................................................…...... до 0,08
2.
Резка профильных полос на мерные длины накладок может производиться как в
горячем, так и в холодном состоянии.
Газопламенная
и электродуговая резка не допускается.
3.
Отверстия для болтов в накладках должны быть прошиты в горячем состоянии
перпендикулярно к поверхности шейки накладки.
4.
По требованию заказчика допускается изготовлять накладки без болтовых отверстий
и без закалки их в масле.
Изготовление
в накладках болтовых отверстий допускается производить методом холодной
механической обработки.
5.
Заварка или заделка каких-либо дефектов на профильной полосе и на накладках не
допускается.
6.
Накладки должны быть прямыми. Допускается равномерная кривизна по всей длине
накладки, не превышающая значений, приведенных в табл. 16.
7.
Допускается правка накладок в холодном состоянии. Усилия при правке должны
прикладываться плавно, без ударов.
8.
Механические свойства готовых закаленных в масле накладок должны
соответствовать указанным ниже:
Временное
сопротивление на разрыв, кгс/мм .......................... ³86,0
Предел
текучести, кгс/мм2 ..................................……………… ³54,0
Относительное
удлинение после разрыва, % ........................… ³10,0
Относительное
сужение после разрыва, % ..........................….. ³30,0
Твердость
по Бринеллю, НВ ......................................…………. 235 - 388
9.
На каждой профильной полосе на наружной стороне шейки накладки через каждые 500
- 600 мм должны быть выкатаны выпуклые буквы и цифры в следующем порядке:
А
- (металлургический комбинат "Азовсталь") или К (Кузнецкий
металлургический комбинат);
месяц
(римскими цифрами) и две последние цифры года изготовления накладки;
обозначение
типа накладки (тип рельса, для которого накладка предназначена).
10.
К четырем накладкам каждой принятой на заводе партии накладок (в партии должно
быть не более 3000 шт. накладок) проволокой привязываются ярлыки, на которых
указывается:
наименование
предприятия-изготовителя накладок;
год
и месяц изготовления накладок;
тип
накладок;
сорт
накладок и обозначение номера стандарта;
количество
накладок в партии в штуках и номер партии;
приемочные
клейма инспектора МПС и ОТК завода.
Таблица 16. Предельные значения кривизны накладок
|
Значение кривизны, мм, для
накладок длиной
|
Вид кривизны
|
|
менее I м
|
I
м и более
|
|
1
|
1,6
|
Выпуклость в сторону
головки рельса в вертикальной плоскости
|
|
0,5
|
0,8
|
Выпуклость в сторону
подошвы рельса в вертикальной плоскости
|
|
2
|
3
|
Выпуклость в сторону шейки
рельса в горизонтальной плоскости
|
|
1,5
|
2,4
|
Вогнутость в сторону шейки
рельса в горизонтальной плоскости
|
11.
У накладок второго сорта один торец замаркирован полосой не менее 20 мм
несмываемой красной краской.
Укладка
накладок второго сорта на путях МПС не допускается. Накладки второго сорта
могут использоваться на промышленных путях.
Основные требования к болтам и гайкам для рельсовых
стыков по ГОСТ 11530-76 и ГОСТ 11532-76
(введены с 1 января 1977 г. взамен ГОСТ 11530-65, ГОСТ 11531-65 и ГОСТ
11532-65)
1.
Стандартом предусмотрено изготовление болтов грубой точности, нормальной и
повышенной прочности.
2.
Болты нормальной прочности должны изготовляться класса прочности 8.8 по ГОСТ
11759.4-87 из стали марки 35 или 35Р микролегированной бором или из других марок
стали этого класса прочности.
Болты
повышенной прочности должны изготовляться класса прочности 10.9 по ГОСТ
11759.4-87 из стали марки 40Х или других марок стали этого класса прочности.
3.
Резьба по ГОСТ
24705-81 должна выполняться способом накатывания.
4.
Поле допуска 8g - по ГОСТ
16093-81, допускается поле допуска 8h.
5.
Допускается:
округление
кромок головки радиусом до 1,5 мм, не выводящее диаметр головки за
предельные отклонения;
заусенец
или облом размером до 1,5 мм, расположенный по периметру головки болта
перпендикулярно его оси.
6.
На каждом болте должна быть нанесена маркировка, содержащая товарный знак или
условное обозначение предприятия-изготовителя; на болтах повышенной прочности -
дополнительно буква П.
7.
Болты должны быть укомплектованы гайками по ГОСТ 11532-76. Болты М22 допускается
укомплектовать гайками по ГОСТ 16018-79.
Допускается
упаковка в тару болтов совместно с гайками одного типоразмера.
По
согласованию с потребителем допускается транспортирование болтов без упаковки с
гайками, навинченными на них или упакованными в тару.
8.
Гайки изготовляются грубой и нормальной точности.
Для
болтов нормальной прочности гайки должны изготовляться класса прочности 5, а
для болтов повышенной прочности - класса прочности 8 по ГОСТ 1759.55-87.
9.
Резьба по ГОСТ
24705-81.
10.
Поле допуска 7H - по ГОСТ 116093-81, допускается поле допуска 7g.
11.
Фаски на конце резьбы гаек - по ГОСТ 19549-80.
12.
На одной из опорных поверхностей гаек повышенной прочности должна наноситься
буква П.
13.
Гайки должны транспортироваться комплектно с болтами.
По
требованию потребителя допускается гайки не комплектовать болтами и
транспортировать их как отдельные изделия.
Основные требования к путевым пружинным одновитковым
шайбам по ГОСТ 19115-91
1.
Шайбы пружинные путевые применяются при стыковании рельсов между собой и
изготовляются трех типоразмеров: для болтов диаметром 27, 24 и 22 мм.
2.
Шайбы изготовляют из пружинной стали марки 65Г по ГОСТ
14959-79.
3.
Шайбы поставляются потребителю упакованными в тару.
Основные требования к тарельчатым пружинам для
рельсовых стыков по ТУ 32 ЦП 749-86
(введены с 1 января 1987 г.)
1.
Пружины тарельчатые изготавливают наружным диаметром 70 мм, толщиной 5 мм и
применяют в стыках рельсов типов Р65 и Р75.
2.
Пружины изготавливают из рессорно-пружинной стали марки 60С2А по ГОСТ
14959-79.
3.
На каждый болт под гайку устанавливаются две пружины.
4.
Отгрузка потребителю тарельчатых пружин осуществляется в контейнерах.
При
стыковании рельсов типов Р43 и тяжелее применяются специальные болты с круглой
головкой и овальным подголовком, предотвращающим проворачивание болта при
завинчивании или отвинчивании гаек (черт. 52 - 58). Для рельсов более легких
типов могут применяться болты, имеющие несимметричную головку (черт. 59). Под
гайки предусмотрена установка пружинных шайб (черт. 60, табл. 17),
либо тарельчатых пружин (черт. 61).
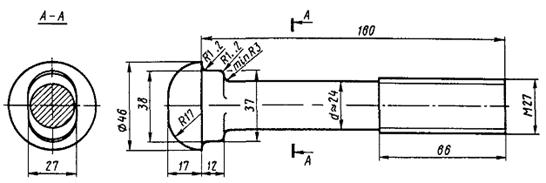
Черт. 52. Болт путевой М27´160 по ГОСТ 11530-76 для рельсов типов Р65 и Р75
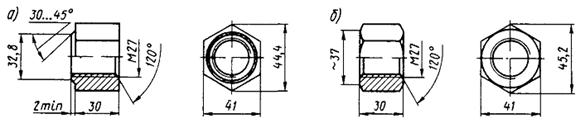
Черт. 53. Гайка М27 по ГОСТ 11532-76 к болтам для
рельсов типов Р65 и Р75:
а - с одной фаской; б - с двумя фасками
Черт. 54. Болт путевой 24´150 по ГОСТ 11530-76 для рельсов типа Р50

Черт. 55. Гайка М24 по ГОСТ 11532-76 к болтам для
рельсов типа Р50:
а - с одной фаской; б - с двумя фасками

Черт. 56. Болт путевой М22´135 по ГОСТ 11530-76 для рельсов типов Р43, Р38 и I-а
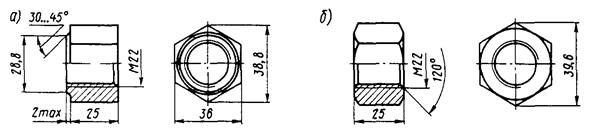
Черт. 57. Гайка М22 по ГОСТ 11532-76 к болтам для
рельсов типов Р43, Р38, I-а и Р33:
а - с одной фаской; б - с двумя фасками
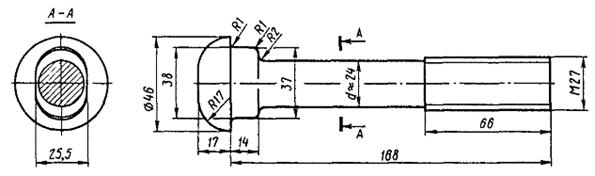
Черт. 58. Болт путевой М27´168 для рельсов типа Р75 (только по проекту 751/ЦП)
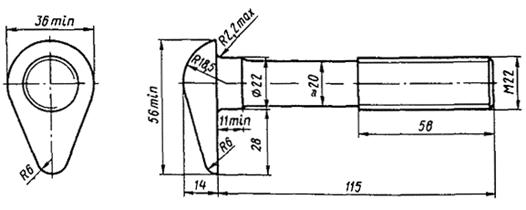
Черт. 59. Болт путевой М22´115 по ГОСТ 799-73 для рельсов типов Р43 и I-а

Черт. 60. Шайбы пружинные путевые по ГОСТ 19115-91
Таблица 17. Размеры путевых пружинных шайб по ГОСТ
19115-91 (см. черт. 60)
|
Обозначение размера
|
Размер, мм
|
|
Номинальный
диаметр резьбы болта
|
22
|
24
|
27
|
30
|
|
Диаметр
шайбы d
|
24
|
26
|
29
|
32
|
|
Толщина
s
|
|
|
|
|
|
Ширина
b
|
8
|
9
|
10
|
12
|
|
Радиус
r, не более
|
2,0
|
2,5
|
|
Размер
Н:
|
|
|
|
|
|
не менее
|
13,5
|
15,0
|
16,5
|
18,5
|
|
не более
|
18,5
|
20,0
|
23,0
|
26,0
|
|
Теоретическая
масса 1000 шт. шайб, кг
|
49,1
|
67,9
|
93,4
|
135,0
|

Черт. 61. Пружина тарельчатая 70´27, 2´5´3 по ТУ 32 ЦП 749-68
Для
обеспечения стабильного положения подошвы рельса и уменьшения удельного
давления на подрельсовое основание, в конструкциях рельсовых скреплений
применяются металлические подкладки (табл. 18, черт. 62 - 67).
В
скреплениях на деревянных шпалах под металлическую подкладку для предотвращения
износа деревянных шпал укладываются специальные прокладки (черт. 68, 69).
Таблица 18. Характеристики подкладок и прокладок,
применяемых при костыльном скреплении
|
Тип рельсов
|
Изделие
|
№ чертежа в альбоме
|
Масса изделия, кг
|
|
Р75
выпуска с июля 1966 г. и Р65 всех выпусков с 1953 г.
|
Подкладка
Д65 (ГОСТ 8194-75)
|
62
|
7,66
|
|
Подкладка
для кривых участков ДН-65 (ГОСТ 8194-75)
|
63
|
7,83
|
|
Подкладка
для кривых участков пути ДН6-65(черт.ОП 289)
|
64
|
8,44
|
|
Р75
по проекту 751/ЦП (1958 - 1966 гг.)
|
Подкладка
Д75
|
65
|
7,90
|
|
Р50
всех выпусков с 1948 г.
|
Подкладка
Д50 (ГОСТ 12135-75)
|
66
|
6,20
|
|
Р43
и II-а (Р38)
|
Подкладка
Д43 (ГОСТ 7056-77)
|
67
|
5,26
|
|
Р75
выпуска с июля 1966 г. и Р65 всех выпусков
|
Прокладка
из резины Д65 (черт. ЦП-67, ТУ 38105551-86)
|
68
|
0,61
|
|
Прокладка
из резинокорда Д65 (черт. ЦП-362, ТУ 38104325-90)
|
-
|
0,64
|
|
Р50
всех выпусков
|
Прокладка
из резины Д50 (черт. ОП68-74, ТУ 38105551-86)
|
69
|
0,52
|
|
Примечание. Кроме
указанных в таблице, под костыльные скрепления имеются также подкладки,
применяемые в изолирующих стыках.
|

Черт. 62. Подкладка Д65 для костыльного скрепления к
рельсам типов Р65 и Р75 по ГОСТ 8194-75

Черт. 63. Подкладка ДН65 для костыльного скрепления к
рельсам типов Р65 и Р75 по ГОСТ 8194-75
Черт. 64. Подкладка ДН6 65 для костыльного скрепления
в кривых участках пути к рельсам типов Р65 и Р75 по черт. ОП 289
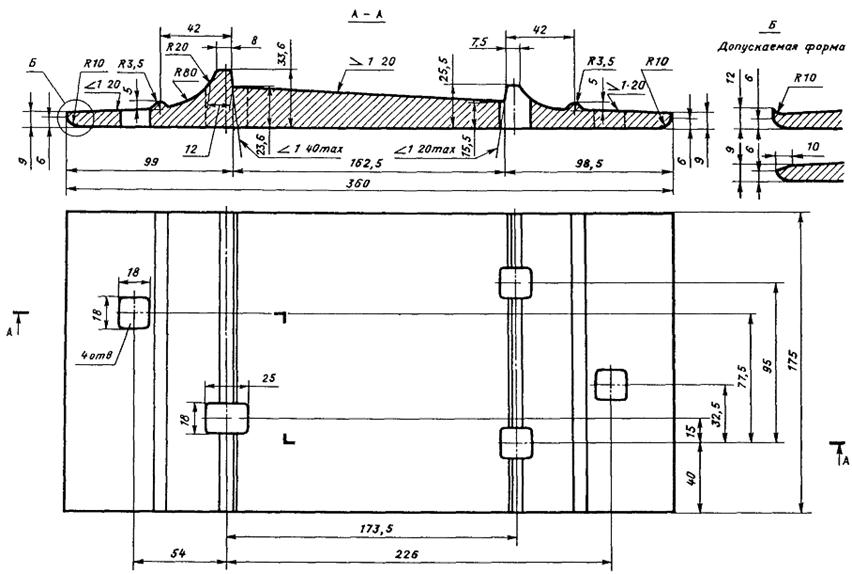
Черт. 65. Подкладка Д75 для костыльного скрепления к
рельсам типа Р75 по проекту 751/ЦП
Черт. 66. Подкладка Д50 для костыльного скрепления к
рельсам типа Р50 по ГОСТ 12135-75
Черт. 67. Подкладка Д43 для костыльного скрепления к
рельсам типа Р43 по ГОСТ 7056-77
Черт. 68. Прокладка под подкладку Д65
Черт. 69. Прокладка под подкладку Д50
Основные требования к подкладкам для костыльного
скрепления по ГОСТ
3280-84 (введен с 1 января 1986 г. взамен ГОСТ 3280-72)
1.
Подкладки должны изготовляться из полос, прокатанных из стали по ГОСТ 380-88 с
содержанием углерода от 0,16 % до 0,30 %, мышьяка - не более 0,20 %.
Рекомендуется,
для повышения коррозионной стойкости, изготовлять подкладки из стали с
содержанием меди 0,20 - 0,40 %.
2.
Поверхности прилегания подкладки к рельсу и к шпале должны быть плоскими.
3.
Допускаемые отклонения от правильной геометрической формы подкладок, мм,
указаны ниже:
Продольная
и поперечная выпуклость поверхности прилегания подкладок к подошве рельса, не
более .............................…………………………………………. 0,5
Продольная
и поперечная выпуклость и вогнутость прилегания подкладок к шпале, не более
.....................................……………………………………………... 1,5
Вогнутость
поверхности прилегания подкладок к подошве рельса .… Не допускается
Отклонение
от перпендикулярности торцов подкладок, не более в вертикальной плоскости
.................................……………………………………………… 3,0
в
горизонтальной плоскости ..............................………………………… 5,0
4.
Расслоения и следы усадочных раковин на торцевых поверхностях не допускаются.
Утяжка металла на верхних гранях торцов реборд не должна быть более 2 мм,
а на остальных поверхностях у торцов - не более 1 мм.
5.
Подкладки должны выдерживать без излома, трещин и надрывов испытание на изгиб
на угол 45° (внутренний угол 135°).
6.
По качеству подкладки разделяются на первый и второй сорт. Подкладки второго
сорта могут использоваться на промышленных путях. Один торец подкладок второго
сорта окрашивается красной краской.
7.
На каждой подкладочной полосе, на наружной стороне одной из полок подкладок,
должен быть выкатан выпуклыми буквами или цифрами товарный знак или условные
обозначения предприятия-изготовителя так, чтобы этот знак имелся полностью или
частично на каждой готовой подкладке.
8.
На две подкладки каждой принятой партии навешивают металлический ярлык, в
котором должно быть указано:
товарный
знак или условное обозначение предприятия-изготовителя;
год
и месяц изготовления подкладок;
тип
подкладок и сорт;
номер
партии;
число
подкладок в штуках;
клеймо
технического контроля предприятия-изготовителя;
приемочное
клеймо инспектора МПС.
Основные требования к резиновым нашпальным прокладкам
для костыльного скрепления по ТУ 38105 551-86
(введены с 1 января 1987 г. взамен ТУ 38 105 551-78)
1.
Технические условия распространяются на резиновые прокладки, применяемые в
качестве амортизатора под металлические подкладки для деревянных шпал.
2.
Резина, применяемая для изготовления прокладок должна удовлетворять по
физико-механическим показателям требованиям, приведенным ниже:
Условная
прочность при растяжении, кгс/см2, не менее .............…….. 55
Относительное
удлинение при разрыве, %, не менее ..............……….. 100
Относительная
остаточная деформация после разрыва, %, не более ... 16
Твердость
по Шору А, единиц .............................………………………. 65
Температурный
предел хрупкости, °С, не выше ..................…………... минус 25
Истираемость,
м3/ТДж, не более ..............................……………………. 350
3.
Твердость готовых прокладок по Шору А должна быть не менее 65 единиц.
4.
Маркировка формовых прокладок производится на каждой прокладке путем гравировки
гнезд прессформ в соответствии с чертежами.
5.
Прокладки собираются в пачки по 20 штук и перевязываются шпагатом или другим
перевязочным материалом, обеспечивающим сохранность пачки при транспортировке.
6.
Каждое упаковочное место должно иметь ярлык с указанием:
товарного
знака или наименования предприятия-изготовителя;
условного
обозначения прокладки;
номера
партии;
количества
штук;
марки
резины;
штампа
ОТК;
даты
изготовления.
7.
Прокладки должны храниться на расстоянии не менее 1 м от отопительных приборов
и защищены от действия прямых солнечных лучей при температуре от 0° до 35 °С.
Разрешается
хранить прокладки при температуре до минус 25 °С при условии отсутствия
деформации и ударных нагрузок.
Типовые
костыли (черт. 70)
имеют длину 165 мм и массу 0,38 кг.
Удлиненные
костыли применяются при выправке пути на пучинах. Они отличаются от типовых
костылей длиной, которая может равняться 205 и 230 мм и массой (соответственно
0,46 и 0,51 кг).
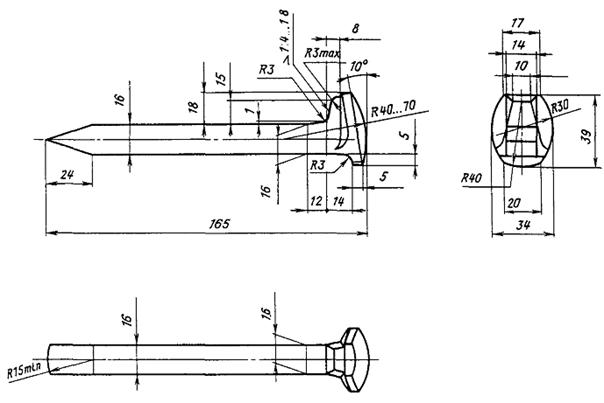
Черт. 70. Костыль путевой по ГОСТ
5812-82
Основные требования к путевым костылям по ГОСТ
5812-82
(введен с 1 января 1983 г. взамен ГОСТ 5812-75)
1.
Костыли изготовляют из стали марки Ст4 по ГОСТ 380-88. Допускается изготовлять
костыли из стали марки Ст3 по ГОСТ 380-88 любой степени раскисления. По
согласованию между потребителем и предприятием-изготовителем допускается
изготовлять костыли из сталей других марок по ГОСТ 380-88.
Для
районов с холодным климатом костыли должны изготовляться в исполнении ХЛ по ГОСТ
15150-69 из спокойных сталей указанных марок.
2.
Изготовляют костыли нормальные длиной 165 мм и удлиненные трех типоразмеров:
205, 230 и 280 мм.
3.
На стержне костыля не должно быть заусенцев высотой более 1,5 мм.
4.
Толщина лезвия заостренной части костыля не должна быть более 2 мм.
Смещение
заостренной части относительно оси стержня не должно быть более 1,5 мм.
5.
Костыли должны выдерживать испытание на растяжение нагрузкой 49 кН (5 тс) без
нарушения целостности соединения головки со стержнем и среза боковых частей
головки.
6.
На головке каждого костыля наносится маркировка, содержащая товарный знак или
условное обозначение предприятия-изготовителя. На головках удлиненных костылей
дополнительно наносят риски - одну на костылях длиной 230 мм, две -
длиной 205 мм, три - длиной 280 мм.
7.
Каждая принятая партия костылей сопровождается документом о качестве, в котором
указывается:
наименование
или товарный знак предприятия-изготовителя;
условное
обозначение костыля;
результаты
испытаний;
масса
костылей.
Для
предотвращения продольного перемещения рельсов в пути на деревянных шпалах с
костыльным скреплением применяются пружинные противоугоны, изготавливаемые из
рессорно-пружинной или рельсовой стали (табл. 19, черт. 71 - 76).
Таблица 19. Характеристики пружинных противоутонов
|
Тип противоугона
|
Масса, кг
|
Марка стали
|
|
П75
|
1,41
|
60С2А или 65
|
|
П65
|
1,36
|
|
П50
|
1,22
|
|
П43
|
1,13
|
|
ПШ1-65
|
1,25
|
Рельсовая сталь
|
|
ПШ1-50
|
1,15
|

Черт. 71. Противоугон пружинный П75 по ТУ 14-4-1438-87
к рельсам типа Р75
Черт. 72. Противоугон пружинный П65 по ТУ 14-4-1438-87
к рельсам типа Р65

Черт. 73. Противоугон пружинный П50 по ТУ 14-4-1438-87
к рельсам типа Р50
Черт. 74. Противоугон пружинный П43 по ТУ 14-4-1438-87
к рельсам типа Р43
Черт. 75. Противоугон пружинный ПШ1-65 к рельсам типа
Р65
Черт. 76. Противоугон пружинный ПШ1-50 к рельсам типа
Р50
Основные требования к пружинным противоугонам по ТУ
14-4-1438-87
(введены с 1 октября 1987 г. взамен ГОСТ 19893-74)
1.
Противоугоны изготовляют из стали марки 65 по ГОСТ
14959-79, размером сечения 25 мм по ГОСТ 2591-88.
Допускается
изготовление противоугонов размером сечения 22 мм.
2.
Противоугоны должны подвергаться термической обработке (закалке и отпуску) для
получения твердости 286 - 400 единиц по Бринеллю.
3.
На поверхности противоугонов не должно быть трещин, закатов, пережженных мест,
продольных волосовин и рисок глубиной свыше 0,5 мм.
Складки
металла, утонение и утолщение сечения в местах технологических пережимов
браковочными признаками не являются.
4.
На торцевых поверхностях противоугонов в местах рубки не допускаются заусенцы
высотой более 1 мм.
5.
Среднее значение статического усилия сдвига противоугона вдоль подошвы рельса
должно быть не менее 800 кг.
6.
На каждом противоугоне должна быть нанесена маркировка, содержащая: год
изготовления (последнюю цифру) и для противоугона П75 - цифру 7.
7.
Противоугоны транспортируют без упаковки любым видом транспорта.
8.
Противоугоны должны сопровождаться документом, в котором указывается:
наименование
предприятия-изготовителя;
условные
обозначения противоугонов;
масса
противоугонов.
Самым
распространенным скреплением для железобетонных шпал с рельсами типов Р75, Р65
и Р50 является подкладочное раздельное скрепление (черт. 77 - 94, табл.
20,
21).
На деревянных шпалах находит применение раздельное скрепление, в котором
подкладка крепится к шпале с помощью шурупов (черт. 95 - 99, табл. 22).
Таблица 20. Детали, входящие в комплект узла раздельного
промежуточного скрепления КБ65 на железобетонных шпалах с рельсами типа Р65 или
Р75
|
Деталь
|
№ позиции на черт. 77
|
№ черт в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Подкладка
КБ65
|
2
|
78
|
1
|
7,0
|
|
Болт
М22´175
|
7
|
79
|
2
|
0,635
|
|
Болт
М22´75
|
4
|
80
|
2
|
0,345
|
|
Гайка
М22´22
|
3
|
81
|
4
|
0,126
|
|
Шайба
двухвитковая 25
|
5
|
82
|
4
|
0,12
|
|
Прокладка
под подошву рельсов Р65
|
10
|
83
|
1
|
0,23
|
|
Скоба
для изолирующей втулки КБ
|
8
|
85
|
2
|
0,09
|
|
Шайба
черная 22 (вариант)
|
|
84
|
2
|
0,055
|
|
Втулка
изолирующая КБ
|
9
|
87
|
2
|
0,04
|
|
Втулка
солирующая KB-1-22 (вариант)
|
|
86
|
2
|
0,027
|
|
Прокладка
под подкладку КБ
|
1
|
88
|
1
|
0,60
|
|
Прокладка
под подкладку КБ (вариант)
|
|
89
|
1
|
0,64
|
|
Клемма
ПК
|
6
|
90
|
2
|
0,62
|
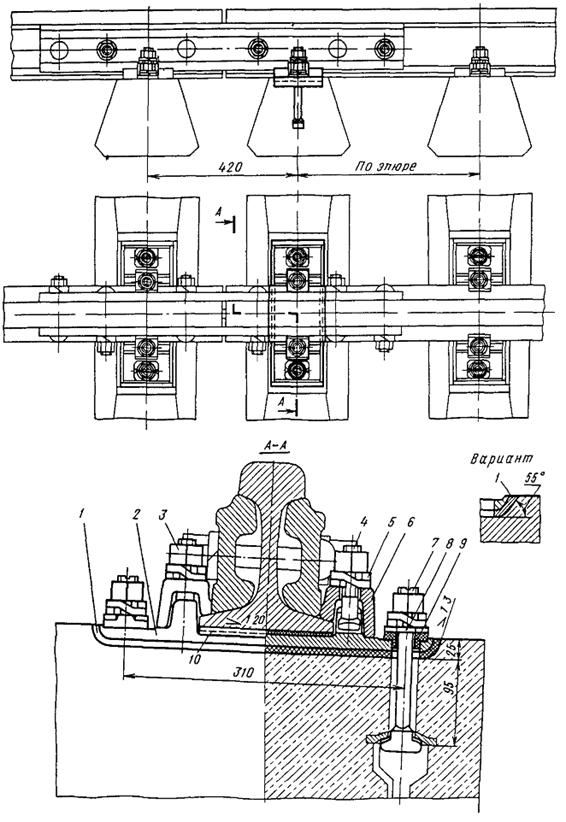
Черт. 77. Рельсовое скрепление КБ65 на железобетонных
шпалах с рельсами типов Р65 и Р75
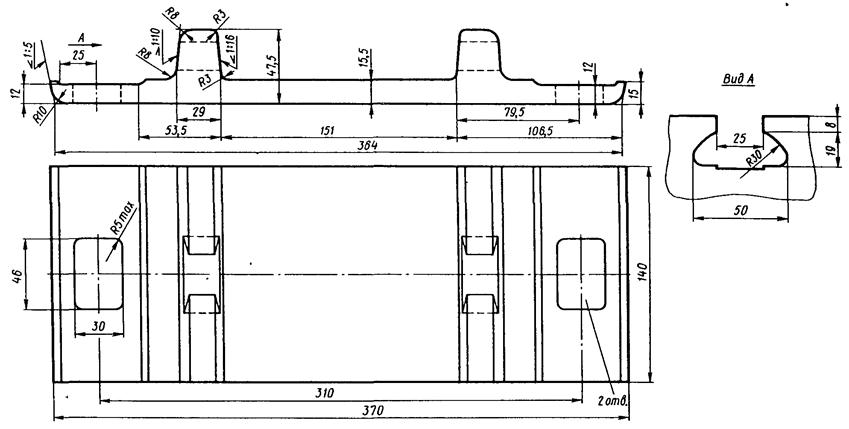
Черт. 78. Подкладка раздельного скрепления КБ65 по
ГОСТ 16279-78

Черт. 79. Болт закладной М22´175 по ГОСТ 16017-79
Черт. 80. Болт клеммный М22´75 по ГОСТ 16016-79

Черт. 81. Гайка М22´22 по ГОСТ
16018-79
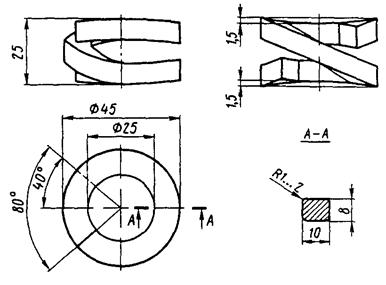
Черт. 82. Шайба двухвитковая 25 по ГОСТ 21797-76

Черт. 83. Прокладка под подошву рельсов Р65
Черт. 84. Шайба черная 22

Черт. 85. Скоба для изолирующей втулки КБ

Черт. 86. Втулка изолирующая KB-1-22

Черт. 87. Втулка изолирующая КБ

Черт. 88. Прокладка повышенной упругости под подкладку
КБ
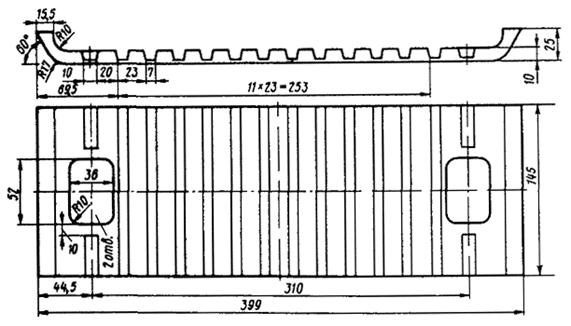
Черт. 89. Прокладка повышенной упругости под подкладку
КБ (вариант)
Черт. 90. Клемма раздельного скрепления (ПК) по ГОСТ
22343-90

Черт. 91. Клемма раздельного рельсового скрепления
(СК) по ГОСТ 22343-77
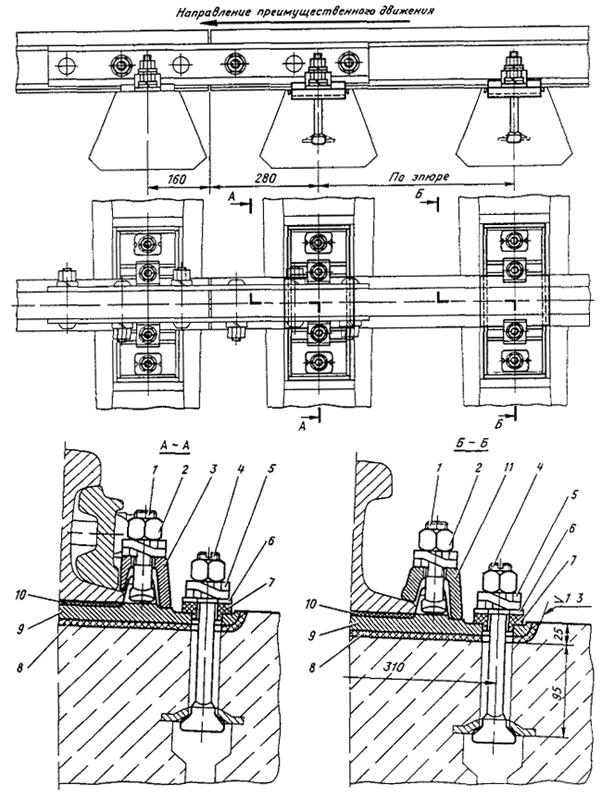
Черт. 92. Рельсовое скрепление КБ50 на железобетонных
шпалах с рельсами типа Р50
Таблица 21. Детали,
входящие в комплект узла раздельного промежуточного скрепления КБ50 на
железобетонных шпалах с рельсами типа Р50
|
Деталь
|
№ позиции на черт. 92
|
№ черт в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Подкладка
КБ50
|
9
|
93
|
1
|
6,95
|
|
Прокладка
под подошву рельсов Р50
|
10
|
94
|
1
|
0,165
|
|
Болт
М22´175
|
4
|
79
|
2
|
0,635
|
|
БолтМ22´75
|
1
|
80
|
2
|
0,345
|
|
Гайка
М22´22
|
2
|
81
|
4
|
0,126
|
|
Клемма
ПК
|
11
|
90
|
2
|
0,62
|
|
Клемма
СК
|
3
|
91
|
2
|
0,58
|
|
Шайба
двухвитковая 25
|
5
|
82
|
4
|
0,12
|
|
Скоба
для изолирующей втулки КБ
|
6
|
85
|
2
|
0,09
|
|
Шайба
черная 22 (вариант)
|
|
84
|
2
|
0,055
|
|
Втулка
изолирующая КБ
|
7
|
87
|
2
|
0,04
|
|
Втулка
изолирующая KB-1-22 (вариант)
|
|
86
|
2
|
0,027
|
|
Прокладка
под подкладку КБ
|
8
|
88
|
1
|
0,60
|
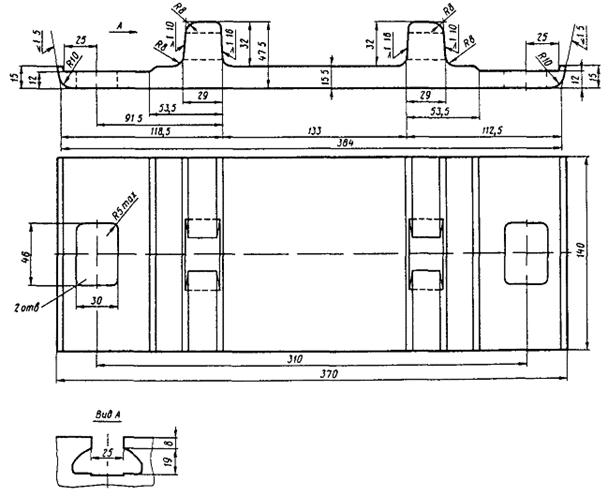
Черт. 93. Подкладка КБ50 по ГОСТ 16278-78
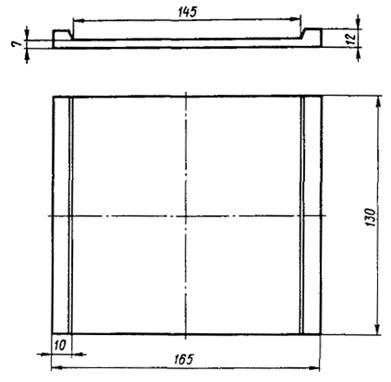
Черт. 94. Прокладка под подошву рельсов Р50
Таблица 22. Детали, входящие в комплект узла раздельного
промежуточного скрепления КД65 (К4-65) на деревянных шпалах с рельсами типов
Р65 и Р75
|
Деталь
|
№ позиции на черт. 95
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Подкладка
К4-65
|
1
|
96
|
1
|
9,6
|
|
Прокладка
под подкладку КД65
|
8
|
97
|
1
|
0,62
|
|
Шуруп
путевой
|
3
|
98
|
4
|
0,56
|
|
Прокладка
под подошву рельсов Р65
|
7
|
99
|
1
|
0,25
|
|
Болт
М22´75
|
6
|
80
|
2
|
0,345
|
|
Гайка
М22´22
|
5
|
81
|
4
|
0,126
|
|
Клемма
ПК
|
4
|
90
|
2
|
0,62
|
|
Шайба
двухвитковая 25
|
2
|
82
|
4
|
0,12
|
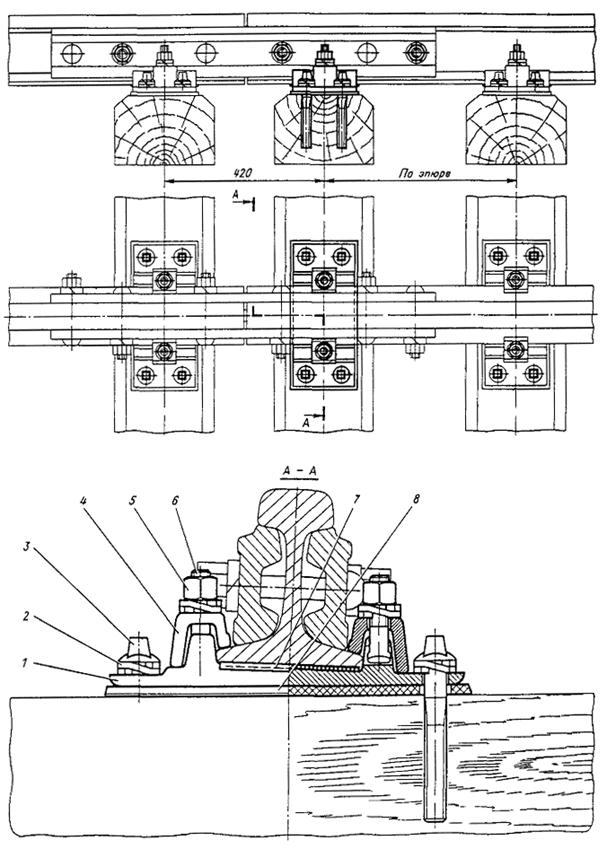
Черт. 95. Рельсовое скрепление КД65 (К4-65) на
деревянных шпалах с рельсами типов Р65 и Р75

Черт. 97. Прокладка под подкладку КД65

Черт. 98. Шуруп путевой 24´170 по ГОСТ 809-71
Черт. 99. Прокладка под подошву рельсов Р65 в
скреплении КД65
Основные требования к подкладкам раздельного
скрепления по ГОСТ 16277-84
(введен с 1 января 1986 г. взамен ГОСТ 16277-78)
1.
Подкладки должны изготовляться из полос, прокатанных из стали спокойных,
полуспокойных и кипящих марок, группы Б, первой категории (кроме стали марки
БСтО по ГОСТ 380-88) с содержанием углерода от 0,18 % до 0,30 %, мышьяка до
0,20%.
Допускается
изготовлять подкладки из полос с содержанием углерода стали не менее 0,16 %
(при этом суммарное количество углерода и 1/4 марганца должно составлять не
менее 0,28 %).
2.
Поверхности прилегания подкладки к подошве рельса и шпале должны быть плоскими.
3.
Допускаемые отклонения, мм, от правильной геометрической формы подкладок
приведены ниже:
Продольная
и поперечная выпуклость поверхности прилегания подкладок к подошве рельса
................................................………………………………………... £0,5
То
же, на расстоянии от торца до 20 мм ............................…………….. £1,5
Продольная
и поперечная выпуклость и вогнутость прилегания подкладок к шпале
.........................................................………………………………………….. £1,5
Вогнутость
поверхности прилегания подкладок к подошве рельса ..... Не допускается
Отклонение
от перпендикулярности торцов подкладок:
в
вертикальной плоскости ....................................……………………… £3,0
в
горизонтальной плоскости ..................................……………………. £5,0
4.
Заусенцы, отпечатки на поверхности прилегания подкладок к подошве рельса и к
шпале, а также на внутренних гранях реборд должны быть удалены посредством
фрезерования, опиловки или вырубки, если они выходят за пределы опорных
поверхностей.
Допускаются
на наружной стороне реборд следы механической обработки глубиной не более 2 мм,
получаемые при удалении заусенцев по периметру пазов для клеммных болтов.
Заварка
или заделка дефектов не допускается.
5.
На поверхности торцов подкладок, крепежных отверстий и пазов для клеммных
болтов не должно быть расслоений.
Не
допускаются заусенцы:
по
периметру пазов для клеммных болтов высотой более 1,5 мм;
по
периметру крепежных отверстий, выходящие за опорную верхнюю поверхность более
0,5 мм;
на
остальных поверхностях подкладок более 1,0 мм.
6.
Отгиб концов реборд паза внутрь подкладок не должен быть более 1,5 мм и
не должен выходить за пределы вертикальных линий, ограничивающих расстояние
между внутренними гранями реборд у их основания.
7.
При прошивке крепежных отверстий местное выпучивание металла на кромках
подкладок ниже уса не должно быть более 1,0 мм и не должно выводить подкладку
за установленные предельные отклонения по ширине более чем на 1 мм, при этом
допускается деформация уса.
8.
Подкладки испытывают на изгиб на угол 45° (внутренний угол 135°). Это испытание
подкладка должна выдерживать без излома, трещин и надрывов.
9.
По качеству подкладки разделяются на первый и второй сорт. Подкладки второго
сорта используют на промышленных путях. Один торец подкладок второго сорта
окрашивается красной краской.
10.
На каждой подкладочной полосе, на наружной стороне одной из полок подкладок,
должен быть выкатан выпуклыми буквами или цифрами товарный знак или условное
обозначение предприятия-изготовителя с таким расчетом, чтобы этот знак имелся
полностью или частично на каждой готовой подкладке.
11.
На две подкладки каждой принятой партии навешивают металлический ярлык, в
котором должно быть указано:
товарный
знак или условное обозначение предприятия-изготовителя;
год
и месяц изготовления подкладок;
тип
подкладок и сорт;
номер
партии;
число
подкладок в штуках;
клеймо
технического контроля предприятия-изготовителя;
приемочное
клеймо инспектора МПС.
Основные требования к клеммам раздельного скрепления
по ГОСТ 22343-90
(введен с 1 июля 1991 г. взамен ГОСТ 22343-77)
1.
Клеммы изготовляют из полос, прокатанных из стали марки Ст4 любой степени
раскисления по ГОСТ 380-88.
2.
Поверхности прилегания клеммы к подошве рельса и подкладке должны быть ровными.
Допускается равномерная продольная выпуклость поверхности прилегания клеммы к
подошве рельса и подкладке размером не более 1 мм.
Вогнутость
поверхности прилегания клеммы к подошве рельса и подкладке не допускается.
3.
На поверхности торцов клеммы и отверстий не должно быть расслоений.
4.
Поверхности торцов клеммы должны быть перпендикулярны к продольной оси.
Допускается косина реза в горизонтальной и вертикальной плоскости клеммы не
более 3,0 мм.
5.
Допускаются на опорных поверхностях клеммы вмятины от ножа не более 3,0 мм и
утяжка металла не более 3,0 мм с плавным переходом к основной поверхности на
расстоянии не более 15 мм от торца.
6.
Допускаются заусенцы на торцах клеммы, около отверстия для клеммных болтов и на
наружных нерабочих поверхностях клеммы высотой не более 1,0 мм.
7.
В местах разъема валков допускается ус не более 1,5 мм. С наружной стороны
большой ножки клеммы допускается ус не более 1,0 мм.
8.
На каждую партию клемм навешивают два металлических ярлыка, в которых должны
быть указаны:
товарный
знак или условное обозначение предприятия-изготовителя;
номер
партии;
масса
партии;
клеймо
технического контроля предприятия-изготовителя и инспектора МПС.
Основные требования к болтам и гайкам для скреплений
по ГОСТ 16016-79, ГОСТ 16017-79 и ГОСТ 16018-79
(введены с 1 января 1981 г. взамен ГОСТ 16016-70, ГОСТ 16017-70 и ГОСТ
16018-70)
1.
Стандартами предусмотрено изготовление клеммых, закладных болтов и гаек к ним
нормальной и грубой точности.
2.
Клеммные и закладные болты должны изготовляться класса прочности 3.6 или 4.8 по
ГОСТ
1759.4-87.
3.
Резьба по ГОСТ
24705-81. Поле допуска 8g по ГОСТ
16093-81.
4.
Смещение оси головки болтов относительно стержня не должно превышать 0,9 мм.
5.
Болты должны быть укомплектованы гайками по ГОСТ 16018-79.
6.
Гайки должны изготовляться класса прочности 5 или 6 по ГОСТ 1759.5-87.
7.
Резьба по ГОСТ
24705-81. Поле допуска 7Н по ГОСТ
16093-81.
8.
Смещение оси отверстия гайки относительно оси симметрии не должно превышать 0,9
мм.
9.
Фаски на конце резьбы гаек - по ГОСТ 10549-80.
10.
Гайки отгружаются в комплекте с болтами для рельсовых скреплений.
Допускается
транспортировать гайки как отдельные изделия. В этом случае упаковка гаек и
маркировка тары выполняются по ГОСТ
18160-72.
Основные требования к шайбам пружинным двухвитковым по
ГОСТ 21797-76
(введен с 1 июля 1977 г.)
1.
На чертежах указаны размеры шайб, прошедших термическую обработку и трехкратное
обжатие.
2.
Пружинные двухвитковые шайбы должны быть изготовлены из стали марки 65Г по ГОСТ
14959-79 сечением 8´10 мм.
3.
Допускается изготовлять шайбы из стали марки 60С2А по ГОСТ
14959-79 или из стали других марок с механическими свойствами не ниже стали
65Г, а также с цинковым покрытием с хроматированием.
4.
На поверхности шайб не должно быть плен, трещин, раковин, расслоений и закатов.
Наличие окалины на поверхности шайб и скрученность (пропеллерность витков)
браковочными признаками не являются.
5.
На поверхности шайб допускаются следы от подающего, навивочного и
спрессовывающего инструмента в виде вмятин и задиров глубиной не более 0,5 и
шириной до 5 мм.
6.
На поверхности обрезанных концов допускаются сколы металла глубиной не более
1,5 мм и заусенцы высотой не более 1,5 мм.
7.
Наружный диаметр шайбы в сжатом состоянии не должен превышать 49,5 мм.
8.
Термообработанные двухвитковые пружинные шайбы должны иметь твердость от 40 до
50 единиц по Роквеллу.
9.
Шайбы могут иметь маркировку, состоящую из условного обозначения
предприятия-изготовителя и года изготовления (две последние цифры).
10.
Упаковка шайб и маркировка тары производятся по ГОСТ
18160-72. Допускается упаковывать шайбы в тару массой нетто до 2,5 т.
11.
По согласованию с потребителем допускается шайбы не упаковывать и перевозить
без упаковки любым транспортом, кроме железнодорожных платформ.
Основные требования к изолирующим втулкам из
реактопластов для рельсовых скреплений по ТУ 32 ЦП 748-86
(введены с 1 июля 1986 г. взамен ТУ 6-05-1809-77)
1.
Технические условия распространяются на втулки изолирующие рельсовых
скреплений, предназначенные для электрической изоляции болтов в рельсовых
скреплениях железнодорожного пути.
2.
Втулки изготавливаются из прессматериалов-реактопластов. В качестве основных
материалов используется ткань пропитанная, премикс, прессматериалы ГСП-32,
ДСВ-2-Р-2М, АГ-4В и др.
3.
Втулки по своим качественным показателям должны соответствовать требованиям,
приведенным ниже:
Форма
и размеры ........................................…… В соответствии с чертежом
на изделие
Разрушающее
усилие при сжатии, кН, не менее .............…………. 100
Электрическое
сопротивление в сухом состоянии, Ом, не менее .. 106
Водопоглощение
за 24 ч, %, не менее .......................……………… 1,2
Маслопоглощение
в осевом масле за 24 ч, %, не более ........…….. 0,8
4.
Маркировка втулок производится путем гравировки соответствующих гнезд в
прессформе.
5.
Втулки упаковываются в многослойные бумажные или битумированные мешки.
Допускаются
по согласованию с потребителем другие виды упаковки. Любой вид упаковки должен
исключать возможность повреждения втулок в процессе транспортирования. Масса
одного упаковочного места не должна превышать 20 кг.
6.
При маркировке транспортной тары указывают:
наименование
завода-изготовителя и его товарный знак;
условное
обозначение втулки;
номера
технических условий;
количество
деталей;
дата
изготовления;
штамп
ОТК.
7.
Втулки транспортируют любым видом крытого транспорта в соответствии с
правилами, действующими на данном виде транспорта.
8.
Втулки должны храниться в складских помещениях или под навесами.
Основные требования к подрельсовым и нашпальным
прокладкам-амортизаторам из отходов шинного производства по ТУ 38 104 325-90
(введены с 1 января 1991 г. взамен ТУ 38 104 325-85)
1.
Технические условия распространяются на прокладки-амортизаторы подрельсовые и
нашпальные, изготовленные из отходов шинного производства и представляющие
собой резинокордные пластины.
2.
Резиновые смеси, предназначенные для изготовления прокладок-амортизаторов,
должны удовлетворять по физико-механическим показателям требованиям,
приведенным ниже:
Условная
прочность при растяжении, кгс/м2, не менее ................... 100
Относительное
удлинение при разрыве, %, не менее .............…..... 300
Сопротивление
раздиру, кгс/см, не менее ...........................………. 40
Эластичность
по откосу, %, не менее ...............................………… 30
Истираемость,
м3/ТДж, не более ...................................…………… 140
Температурный
предел хрупкости, °С, не выше ......................…… минус 50
3.
Прокладки-амортизаторы по физико-механическим показателям должны удовлетворять
требованиям, приведенным ниже:
Твердость
по Шору А, единиц ....................................... 75
Набухание
в осевом масле "Л", %, не более ................. 10
Водопоглощение,
%, не более ........................................ 0,2
Набухание
в воде, %, не более ....................................... 0,8
4.
Маркировка производится оттиском гравировки прессформы в соответствии с
требованиями чертежа.
5.
Прокладки-амортизаторы поставляются без упаковки, связанными в пачки массой не
более 15 кг. Пачки перевязываются шпагатом или резинотканевыми полосками из
отходов производства.
6.
Транспортная маркировка должна быть нанесена на ярлыки, которые крепятся к
торцевой или боковой поверхности кип прокладок-амортизаторов.
7.
Хранят прокладки-амортизаторы в сухих и чистых закрытых помещениях. При этом
прокладки должны быть защищены от попадания агрессивных жидкостей и прямых
солнечных лучей и находиться на расстоянии не менее 1 м от нагревательных
приборов.
Основные требования к резиновым нашпальным прокладкам
для железобетонных шпал по ТУ 38 105 1215-86
(введены с 1 января 1987 г. взамен ТУ 38 105 1215-78)
1.
Технические условия распространяются на прокладки резиновые и смеси резиновые
товарные для их изготовления, предназначенные для электрической изоляции и
амортизации пути на железобетонных шпалах.
2.
Резина, применяемая для прокладок, должна удовлетворять по физико-механическим
показателям требованиям, приведенным далее:
Условная
прочность при растяжении, кгс/см2, не менее ................……. 75
Относительное
удлинение при разрыве, %, не менее ................……….. 200
Относительная
остаточная деформация, %, не более ..................………. 20
Твердость
по Шору А, единиц, не менее ............................……………… 57
Истираемость,
м3/ТДж, не более .................................……………………. 300
Температурный
предел хрупкости, °С, не выше .....................…………… минус 32
Удельное
объемное сопротивление электрическому току, Ом×см, не
менее …. 109
3.
Готовые прокладки по физико-механическим показателям должны удовлетворять
требованиям, приведенным ниже:
Твердость
по Шору А, единиц, не менее ............................……………………. 57
Удельное
объемное сопротивление электрическому току, Ом×см, не
менее ... 109
4.
Маркировка формовых прокладок производится на каждой прокладке путем гравировки
гнезд прессформ в соответствии с чертежами.
5.
Прокладки собираются в пачки не более 20 штук. Пачки перевязываются шпагатом
или другим перевязочным материалом, обеспечивающим сохранность пачки при
транспортировании. Допускаются другие виды упаковки.
6.
Каждое упаковочное место должно иметь ярлык с указанием:
товарного
знака или наименования предприятия-изготовителя;
условного
обозначения прокладки;
номера
партии;
количества
прокладок;
марки
резины;
штампа
ОТК;
даты
изготовления.
7.
Прокладки должны храниться на расстоянии не менее 1 м от отопительных приборов
и защищены от действия прямых солнечных лучей при температуре от 0 до 35 °С.
Разрешается хранить прокладки при температуре до минус 25 °С при условии
отсутствия деформации и ударных нагрузок.
Основные требования к путевым шурупам по ГОСТ 809-71
(введен с 1 января 1972 г. взамен ГОСТ 809-41)
1.
Шурупы изготовляют из стали марки Ст3 по ГОСТ 380-88. По соглашению между
потребителем и предприятием-изготовителем шурупы могут изготавливаться из
других марок стали с механическими свойствами не ниже, чем у марки Ст3.
2.
Для районов с холодным климатом шурупы должны изготовляться в исполнении ХЛ по ГОСТ
15150-69 из спокойных марок стали.
3.
Для особых условий эксплуатации шурупы могут изготавливаться с антикоррозионным
покрытием.
4.
На поверхности шурупов не допускаются:
риски
и раковины глубиной более 0,5 мм;
притупление
ребер квадратной части головки, выводящее размеры диагонали квадрата за
предельное значение;
изогнутость
стержня более 0,5 мм;
смещение
оси головки относительно оси стержня более 1 мм;
швы
от разъема матриц высотой более 0,5 мм и ступеньки более 0,3 мм от
смещения матриц;
увеличение
наружного диаметра резьбы более размера 26 мм на участке сбега резьбы;
рванины
и выкрашивания ниток резьбы, если они по глубине выходят за предельные
отклонения наружного диаметра резьбы и если общая протяженность рванин и
выкрашиваний по длине превышает половину витка.
5.
На торце квадратной части головок шурупов маркируют товарный знак или условное
обозначение предприятия-изготовителя и год изготовления (две последние цифры).
На
сети железных дорог проходило эксплуатационную проверку бесподкладочное
рельсовое скрепление с пружинными клеммами на железобетонных шпалах. Широкого
распространения такое скрепление не получило (черт. 100 - 114, табл. 23 - 27).
Таблица 23. Детали, входящие в комплект узла
промежуточного нераздельного скрепления ЖБ65 на железобетонных шпалах с
рельсами типа Р65 или Р75
|
Деталь
|
№ позиции на черт. 100
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Клемма
промежуточная АП2
|
9
|
101
|
1
|
0,612
|
|
Клемма
промежуточная АП4
|
10
|
101
|
1
|
0,649
|
|
Клемма
стыковая АС10
|
1
|
102
|
1
|
0,518
|
|
Клемма
стыковая АС12
|
7
|
102
|
1
|
0,555
|
|
Прокладка
изолирующая под клемму
|
8
|
103
|
2
|
0,024
|
|
Шайба
черная 22
|
5
|
84
|
2
|
0,055
|
|
Втулка
изолирующая В-22
|
6
|
104
|
2
|
0,015
|
|
Прокладка
амортизирующая
|
4
|
105
|
1
|
0,22
|
|
Болт
М22´175
|
3
|
79
|
2
|
0,635
|
|
Гайка
М22´22
|
2
|
81
|
2
|
0,126
|

Черт. 100. Рельсовое скрепление ЖБ65 на железобетонных
шпалах с рельсами типов Р65 и Р75
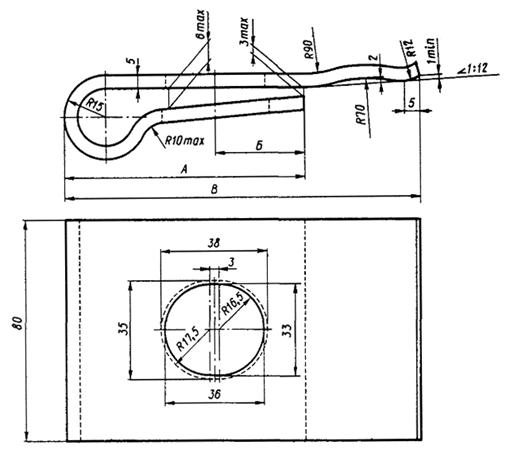
Черт. 101. Клемма промежуточная АП2 (АП4)
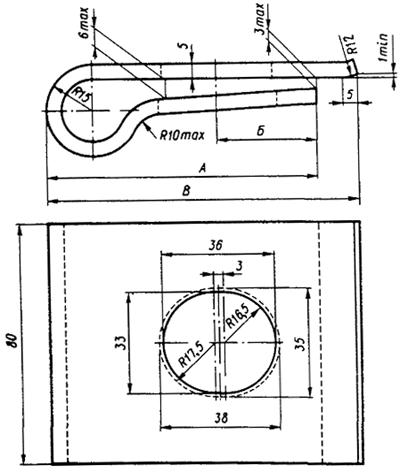
Черт. 102. Клемма стыковая АС10 и АС12
Таблица 24. Размеры промежуточных клемм АП2 и АП4, мм (см.
черт. 101)
|
Тип клеммы1
|
А
|
Б
|
В
|
Масса, кг
|
|
АП2
|
81,5
|
26,5
|
124
|
0,612
|
|
АП4
|
87,5
|
32,5
|
130
|
0,649
|
1Клемма АП2 устанавливается с наружной стороны колеи,
АП4 - с внутренней.
Таблица 25. Размеры стыковых клемм АС10 и АС12, мм (см.
черт. 102)
|
Тип клеммы1
|
А
|
Б
|
В
|
Масса, кг
|
|
АС10
|
81,5
|
26,5
|
94
|
0,518
|
|
АС12
|
87,5
|
32,5
|
100
|
0,555
|
1Клемма АС10 устанавливается с наружной стороны колеи,
АС12 - с внутренней.
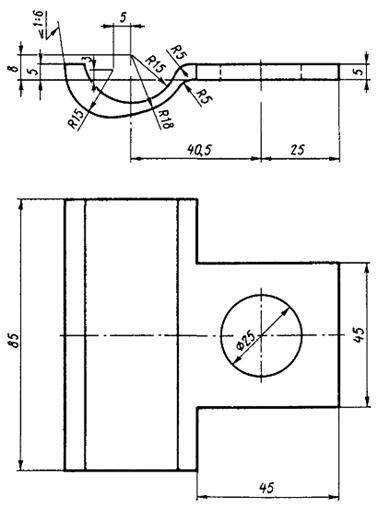
Черт. 103. Прокладка изолирующая под клемму
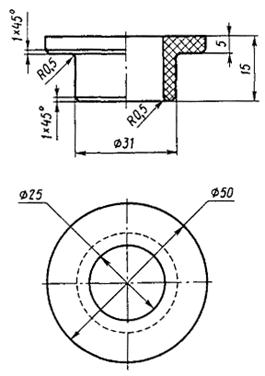
Черт. 104. Втулка изолирующая В-22

Черт. 105. Прокладка амортизирующая
Таблица 26. Детали, входящие в комплект узла
промежуточного нераздельного скрепления ЖБ50 на железобетонных шпалах с
рельсами типа Р50
|
Деталь
|
№ позиции на черт. 106
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Клемма
промежуточная АП6
|
8
|
107
|
2
|
0,687
|
|
Клемма
стыковая АС14
|
6
|
108
|
2
|
0,593
|
|
Прокладка
амортизирующая
|
3
|
105
|
1
|
0,22
|
|
Прокладка
изолирующая под клемму
|
7
|
103
|
2
|
0,024
|
|
Шайба
черная 22
|
4
|
84
|
2
|
0,055
|
|
Втулка
изолирующая В-22
|
5
|
104
|
2
|
0,015
|
|
Болт
М22´175
|
2
|
79
|
2
|
0,635
|
|
Гайка
М22´22
|
1
|
81
|
2
|
0,126
|
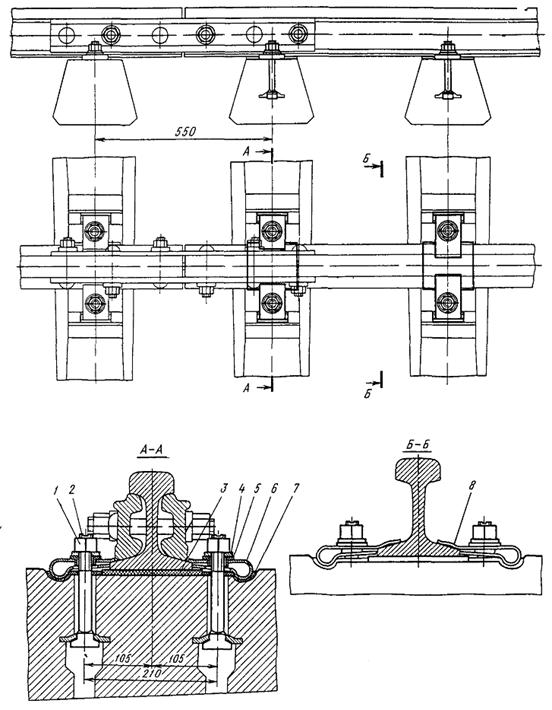
Черт. 106. Рельсовое скрепление ЖБ50 на железобетонных
шпалах с рельсами типа Р50
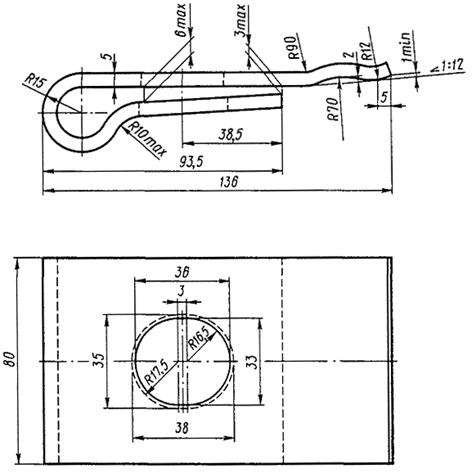
Черт. 107. Клемма промежуточная АП6

Черт. 108. Клемма стыковая АС14
Таблица 27. Детали, входящие в комплект узла промежуточной
нераздельного скрепления ЖБР65 на железобетонных шпалах с рельсами типов Р65 и
Р75
|
Деталь
|
№ позиции на черт. 109
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Клемма
промежуточная ЖБР
|
8
|
110
|
2
|
0,82
|
|
Клемма
стыковая ЖБР
|
2
|
111
|
2
|
0,73
|
|
Прокладка
изолирующая ЖБР
|
1
|
112
|
2
|
0,08
|
|
Прокладка
ЖБР
|
5
|
113
|
1
|
0,52
|
|
Втулка
изолирующая
|
7
|
114
|
2
|
0,02
|
|
Шайба
черная 22
|
6
|
84
|
2
|
0,055
|
|
Болт
М22´175
|
4
|
79
|
2
|
0,635
|
|
Гайка
М22´22
|
3
|
81
|
2
|
0,126
|

Черт. 109. Рельсовое скрепление ЖБР65 на
железобетонных шпалах с рельсами типов Р65 и Р75
Черт. 110. Клемма промежуточная ЖБР

Черт. 111. Клемма стыковая ЖБР
Черт. 112. Прокладка изолирующая ЖБР
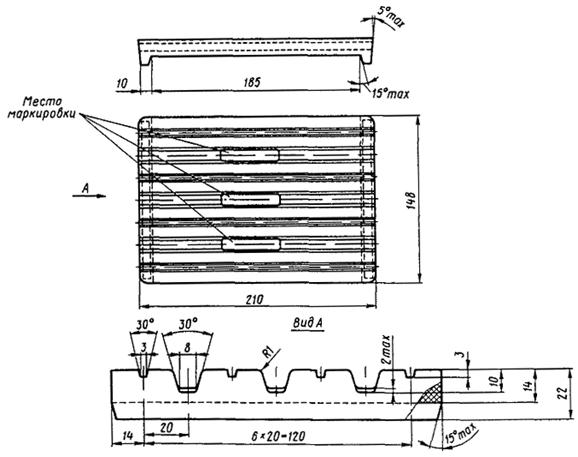
Черт. 113. Прокладка ЖБР
Черт. 114. Втулка изолирующая
Основные требования к пружинным пластинчатым клеммам
для скреплений ЖБ и ЖБР по ТУ 32 ЦП 494-76
(введены с 1 июля 1976 г.)
1.
Клеммы должны изготовляться из полосовой рессорно-пружинной стали марки 60С2ХА
по ГОСТ
14959-79. Допускается изготовлять клеммы из стали марки 60С2 по ГОСТ
14959-79, а по согласованию заказчика с изготовителем и из других марок
стали.
2.
Твердость термически обработанных клемм (после закалки и отпуска) должна быть в
пределах НВ 363-429.
3.
На поверхности клемм не должно быть рванин, закатов, плен, вмятин, забоин,
насечек, трещин и неметаллических включений.
Допускаются
без зачистки или шлифовки местные зажимы, вмятины от инструмента при штамповке,
рябизна от окалины, а также отдельные риски и волосовины глубиной в пределах
минусового отклонения на толщину полосы.
4.
На торцовых поверхностях клемм и на кромках болтовых отверстий не должно быть
расслоений и трещин.
5.
Заусенцы по периметру болтового отверстия и на поверхности прилегания клемм к
подошве рельса не допускаются.
6.
Клеммы должны иметь антикоррозионное покрытие. Вид и толщина покрытия, а также
технические условия на покрытие должны согласовываться между потребителем и
изготовителем.
Допускается
изготовлять клеммы без покрытия, смазанные машинным маслом.
7.
На каждой клемме должна быть нанесена маркировка, указывающая тип клемм.
8.
Клеммы транспортируют без упаковки любым видом транспорта.
9.
Клеммы сопровождаются документом, в котором указывается:
наименование
предприятия-изготовителя;
условное
обозначение клемм;
номер
настоящих технических условий;
масса
клемм и количество штук (для справки).
Переходные
стыки рельсов применяются на участках пути, где стыкуются разнотипные рельсы, а
также однотипные рельсы, имеющие различный вертикальный износ (черт. 115 - 134,
табл. 28
- 33).
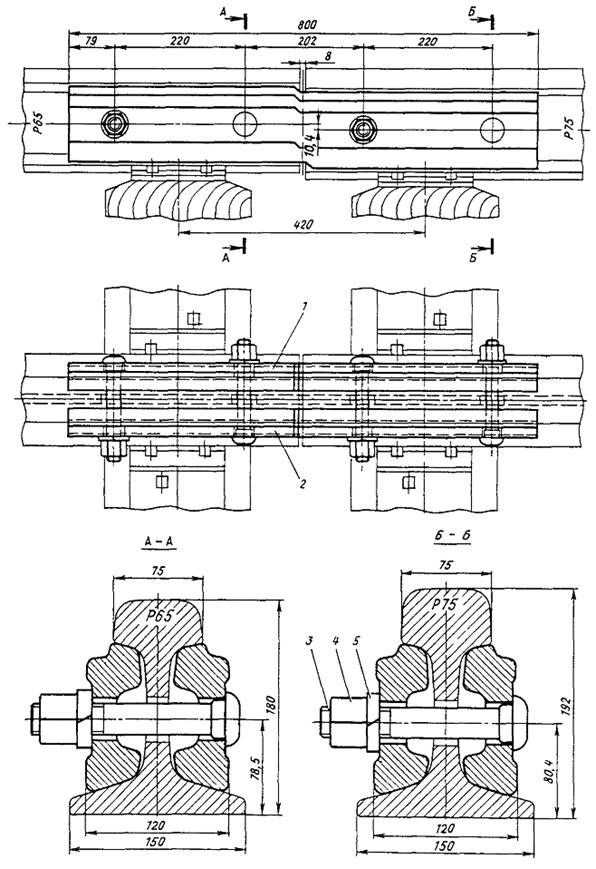
Черт. 115. Переходный стык рельсов Р75 - Р65
Таблица 28. Детали, входящие в комплект узла переходного
стыка рельсов Р75-Р65
|
Деталь
|
№ позиции на черт. 115
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р75-Р65 (правая)
|
2
|
116
|
1
|
23,78
|
|
Накладка
переходная Р75-Р65 (левая)
|
1
|
117
|
1
|
23,78
|
|
Болт
М27´160
|
3
|
52
|
4
|
0,818
|
|
Гайка
М27
|
4
|
53
|
4
|
0,220
|
|
Шайба
пружинная 27
|
5
|
60
|
4
|
0,093
|

Черт. 116. Накладка переходная Р75 - Р65 (правая)
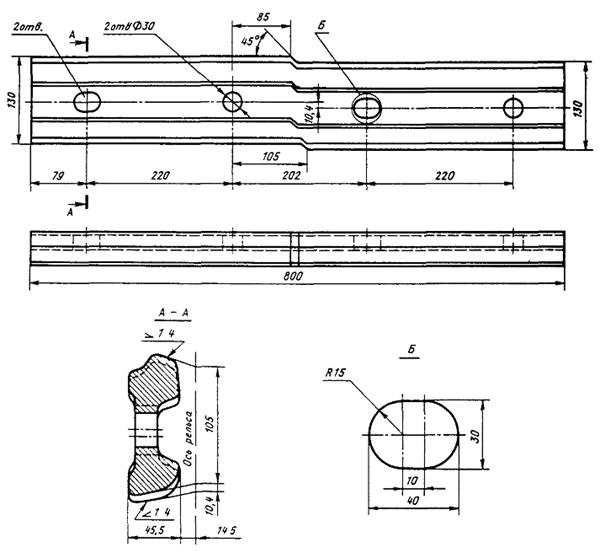
Черт. 117. Накладка переходная Р75 - Р65 (левая)
Таблица 29. Детали, входящие в комплект узла переходного
стыка рельсов Р65-Р50
|
Деталь
|
№ позиции на черт. 118
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р65-Р50 (правая)
|
2
|
119
|
1
|
20,7
|
|
Накладка
переходная Р65-Р50 (левая)
|
1
|
120
|
1
|
20,7
|
|
Болт
М27´160
|
8
|
52
|
2
|
0,818
|
|
Гайка
М27
|
7
|
53
|
2
|
0,220
|
|
Шайба
пружинная 27
|
6
|
60
|
2
|
0,093
|
|
Болт
М24´150
|
5
|
54
|
3
|
0,585
|
|
Гайка
М24
|
4
|
55
|
3
|
0,153
|
|
Шайба
пружинная 24
|
3
|
60
|
3
|
0,068
|

Черт. 118. Переходный
стык рельсов Р65 - Р50

Черт. 119. Накладка переходная Р65 - Р50 (правая)
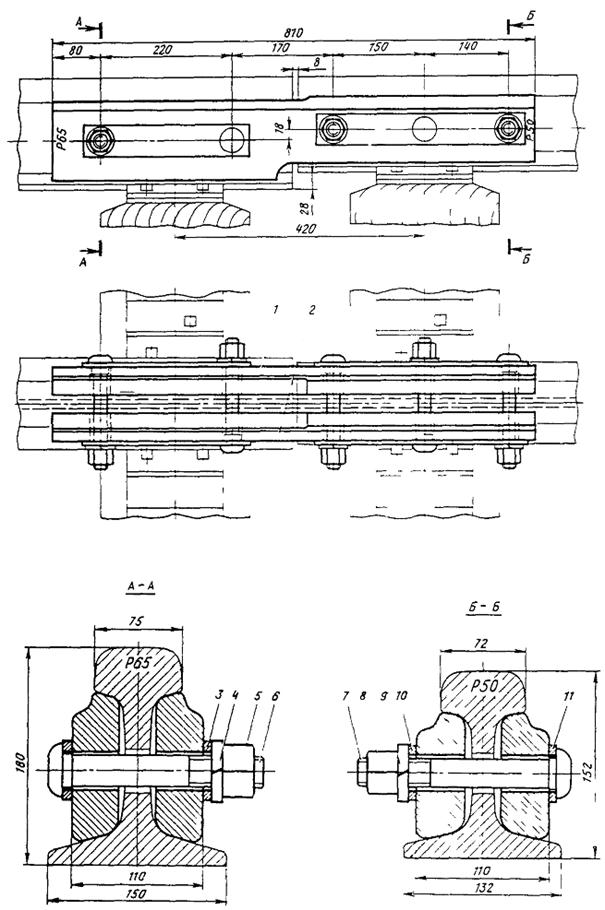
Черт. 120. Накладка переходная Р65 - Р50 (левая)
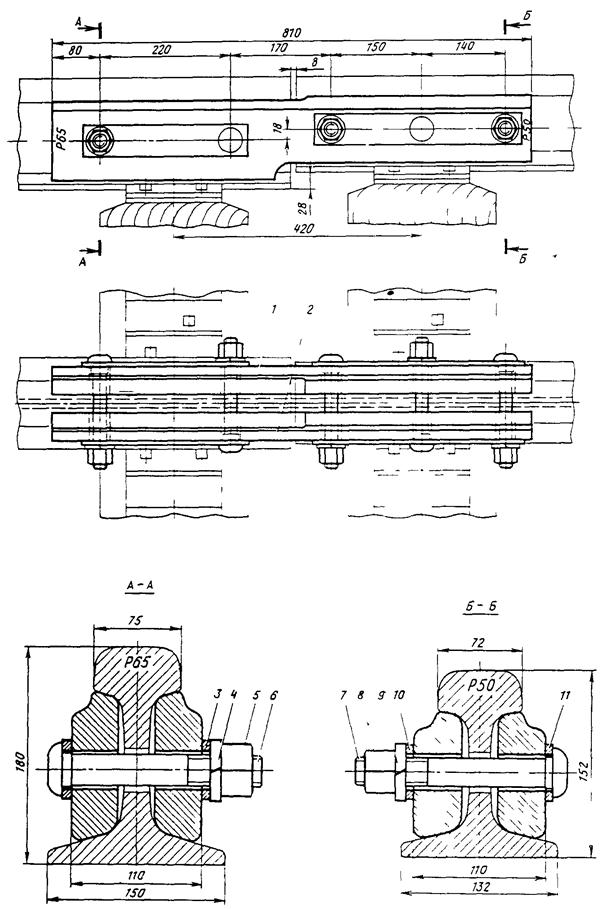
Черт. 121. Переходный стык рельсов Р65 - Р50 на
переходных накладках из полосы
Таблица 30. Детали, входящие в комплект узла переходного
стыка рельсов Р65-Р50 на переходных накладках из полосы
|
Деталь
|
№ позиции на черт. 121
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р65-Р50 из полосы (правая)
|
2
|
122
|
1
|
24,8
|
|
Накладка
переходная Р65-Р50 из полосы (левая)
|
1
|
123
|
1
|
24,8
|
|
Болт
2М27´180
|
6
|
148
|
2
|
0,872
|
|
Гайка
М27
|
5
|
53
|
2
|
0,220
|
|
Шайба
пружинная 27
|
4
|
60
|
2
|
0,093
|
|
Болт
2М24´160
|
7
|
158
|
3
|
0,592
|
|
Гайка
М24
|
8
|
55
|
3
|
0,153
|
|
Шайба
пружинная 24
|
9
|
60
|
3
|
0,068
|
|
Планка
стопорная СИ-65
|
3
|
146
|
2
|
0,58
|
|
Планка
стопорная СИ-50-1
|
11
|
153
|
1
|
0,63
|
|
Планка
стопорная СИ-50-2
|
10
|
154
|
1
|
0,64
|

Черт. 122. Накладка переходная Р65 - Р50 из полосы
(правая)
Черт. 123. Накладка переходная Р65 - Р50 из полосы
(левая)
Таблица 31. Детали, входящие в комплект узла переходного
стыка рельсов Р50-Р50
|
Деталь
|
№ позиции на черт. 124
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р50-Р50 (правая)
|
2
|
125
|
1
|
18,77
|
|
Накладка
переходная Р50-Р50 (левая)
|
1
|
126
|
1
|
18,77
|
|
Болт
М24´150
|
3
|
54
|
6
|
0,585
|
|
Гайка
М24
|
4
|
55
|
6
|
0,153
|
|
Шайба
пружинная 24
|
5
|
60
|
6
|
0,068
|

Черт. 124. Переходный стык рельсов Р50 - Р50
Черт. 125. Накладка переходная Р50 - Р50 (правая)
(Величина перегиба Н должна соответствовать вертикальному износу головки
рельса)

Черт. 126. Накладка переходная Р50 - Р50 (левая)
(Величина перегиба Н должна соответствовать вертикальному износу головки
рельса)
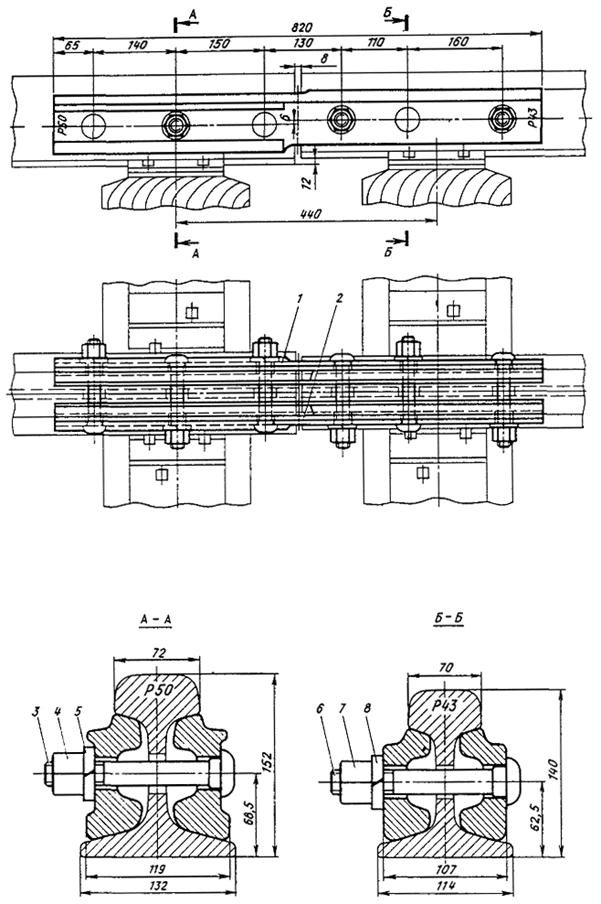
Черт. 127. Переходный стык рельсов Р50 - Р43
Таблица 32. Детали, входящие в комплект узла переходного
стыка рельсов Р50-Р43
|
Деталь
|
№ позиции на черт. 127
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р50-Р43 (правая)
|
2
|
128
|
1
|
17,0
|
|
Накладка
переходная Р50-Р43 (левая)
|
1
|
129
|
1
|
17,0
|
|
Болт
М24´150
|
3
|
54
|
3
|
0,585
|
|
Гайка
М24
|
4
|
55
|
3
|
0,153
|
|
Шайба
пружинная 24
|
5
|
60
|
3
|
0,068
|
|
Болт
М22´135
|
6
|
56
|
3
|
0,448
|
|
Гайка
М22
|
7
|
57
|
3
|
0,152
|
|
Шайба
пружинная 22
|
8
|
60
|
3
|
0,049
|
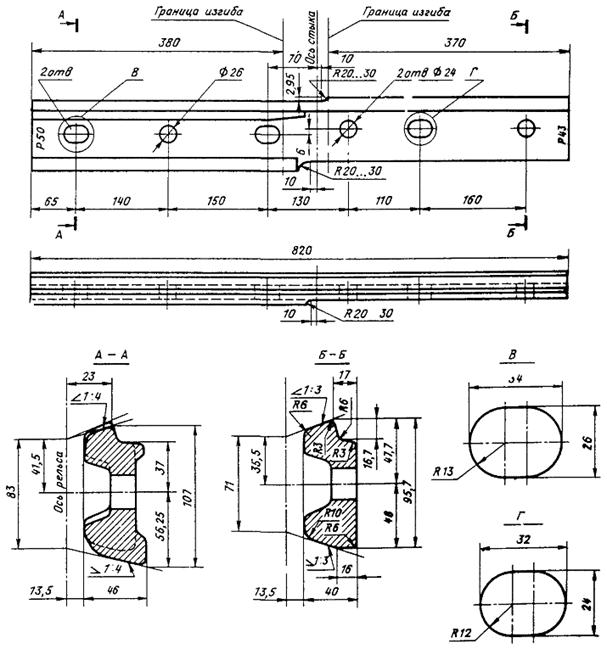
Черт. 128. Накладка переходная Р50 - Р43 (правая)

Черт. 129. Накладка переходная Р50 - Р43 (левая)
Таблица 33. Детали, входящие в комплект узла переходного
стыка рельсов Р50-Р43 на переходных накладках из полосы
|
Деталь
|
№ позиции на черт. 130
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
переходная Р50-Р43 из полосы (правая)
|
2
|
131
|
1
|
19,1
|
|
Накладка
переходная Р50-Р43 из полосы (левая)
|
1
|
152
|
1
|
19,1
|
|
Болт
2М24´160
|
7
|
158
|
6
|
0,592
|
|
Гайка
М24
|
6
|
55
|
6
|
0,153
|
|
Шайба
пружинная 24
|
5
|
60
|
6
|
0,068
|
|
Планка
стопорная СИ-50-1
|
3
|
153
|
1
|
0,63
|
|
Планка
стопорная СИ-50-2
|
4
|
154
|
1
|
0,64
|
|
Планка
стопорная С-43-1
|
9
|
133
|
1
|
0,61
|
|
Планка
стопорная С-43-2
|
8
|
134
|
1
|
0,61
|
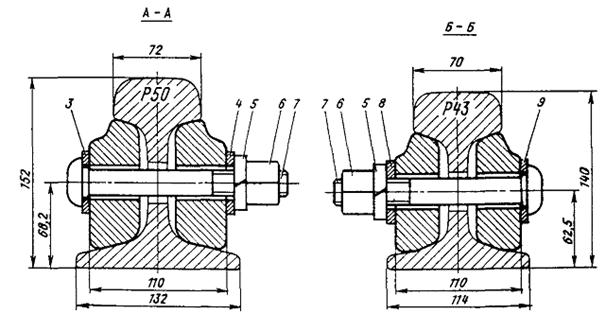
Черт. 130. Переходный
стык рельсов Р50 - Р43 на переходных накладках из полосы

Черт. 131. Накладка переходная Р50 - Р43 из полосы
(правая)

Черт. 132. Накладка переходная Р50 - Р43 из полосы
(левая)
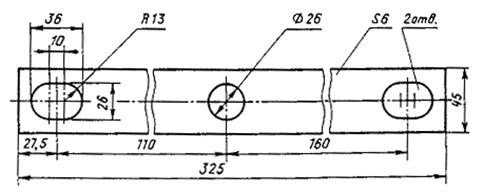
Черт. 133. Планка стопорная С-43-1
Черт. 134. Планка стопорная С-43-2
Изолирующие
стыки рельсов применяются в конструкциях пути для обеспечения работы устройств
автоблокировки и электрической централизации (черт. 135 - 174,
табл. 34 - 41).

Черт. 135. Клееболтовой изолирующий стык рельсов типа Р65
с двухголовыми шестидырными накладками
Таблица 34. Детали, входящие в комплект узла клееболтового
изолирующего стыка рельсов типа Р65 с двухголовыми шестидырными накладками
|
Деталь
|
№ позиции на черт. 135
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
двухголовая строганая типа Р65
|
5
|
136
|
2
|
28,0
|
|
Изолирующий
слой (верхний)
|
4
|
-
|
2
|
-
|
|
Изолирующий
слой (нижний)
|
7
|
-
|
2
|
-
|
|
Прокладка
стыковая ПС-65
|
1
|
144
|
2
|
0,13
|
|
Болт
М27´160 с изоляцией
|
6
|
-
|
6
|
-
|
|
Гайка
М27
|
2
|
53
|
6
|
0,220
|
|
Шайба
пружинная 27
|
3
|
60
|
6
|
0,093
|
Черт. 136. Накладка двухголовая строганая типа Р65
Черт. 137. Клееболтовой изолирующий стык рельсов типа Р65
с накладками специального профиля
Таблица 35. Детали, входящие в комплект узла клееболтового
изолирующего стыка рельсов типа Р65 с накладками специального профиля
|
Деталь
|
№ позиции на черт. 137
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
специальная типа Р65
|
5
|
138
|
2
|
29,24
|
|
Изолирующий
слой
|
4
|
-
|
2
|
-
|
|
Прокладка
стыковая ПС-65
|
1
|
144
|
2
|
0,13
|
|
Болт
М27´130 с изоляцией
|
6
|
-
|
6
|
-
|
|
Гайка
М27
|
2
|
53
|
6
|
0,220
|
|
Шайба
пружинная 27
|
3
|
60
|
6
|
0,093
|

Черт. 138. Накладка специальная для изолирующих стыков типа
Р65

Черт. 139. Изолирующий стык рельсов типа Р65 с объемлющими
накладками на деревянных шпалах
Таблица 36. Детали, входящие в комплект
узла изолирующего стыка рельсов типа Р65 с объемлющими накладками на деревянных
шпалах
|
Деталь
|
№ позиции на черт. 139
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
объемлющая НИ-65
|
11
|
140
|
2
|
33,75
|
|
Прокладка
боковая составная ПБС-65
|
6
|
141
|
4
|
0,45
|
|
Прокладка
нижняя ПН-65
|
3
|
142
|
1
|
0,88
|
|
Подкладка
ПИ-65
|
2
|
143
|
2
|
5,97
|
|
Прокладка
стыковая ПС-65
|
1
|
144
|
1
|
0,13
|
|
Планка
под болты ППБ-65
|
8
|
145
|
4
|
0,087
|
|
Планка
стопорная СИ-65
|
9
|
146
|
4
|
0,58
|
|
Болт
2М27´180
|
10
|
148
|
4
|
0,872
|
|
Втулка
В-27
|
7
|
147
|
4
|
0,025
|
|
Гайка
М27
|
4
|
53
|
4
|
0,22
|
|
Шайба
пружинная 27
|
5
|
60
|
4
|
0,093
|
|
Костыль
путевой
|
12
|
70
|
6
|
0,378
|
Черт. 140. Накладка объемлющая НИ-65

Черт. 141. Прокладка боковая составная ПБС-65
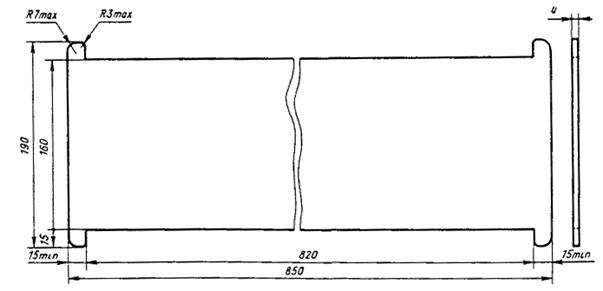
Черт. 142. Прокладка нижняя ПН-65

Черт. 143. Подкладки ПИ-65, ПИ-50, ПИ-43
Таблица 37. Размеры подкладок ПИ (см. черт. 143)
|
Тип подкладки
|
L,
мм
|
L1, мм
|
Масса, кг
|
|
ПИ-65
|
244,5
|
249
|
|
|
ПИ-50
|
226,5
|
231
|
5,97
|
|
ПИ-43
|
210,5
|
215
|
|
Черт. 144. Прокладка стыковая ПС-65
Черт. 145. Планка под болты ППБ-65
Черт. 146. Планка стопорная СИ-65
Черт. 147. Втулка В-27
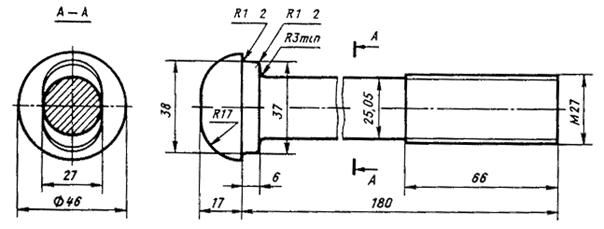
Черт. 148. Болт 2М27´180
ГОСТ 11530-76

Черт. 149. Изолирующий стык рельсов типа Р50 с объемлющими
накладками на деревянных шпалах
Таблица 38. Детали, входящие в комплект узла изолирующего
стыка рельсов типа Р50 с объемлющими накладками на деревянных шпалах
|
Деталь
|
№ позиции на черт. 149
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
объемлющая НИ-50
|
12
|
150
|
2
|
27,5
|
|
Прокладка
боковая составная ПБС-50
|
7
|
151
|
4
|
0,39
|
|
Прокладка
нижняя ПН-50
|
3
|
152
|
1
|
0,79
|
|
Планка
стопорная СИ-50-1
|
10
|
153
|
2
|
0,63
|
|
Планка
стопорная СИ-50-2
|
6
|
154
|
2
|
0,64
|
|
Планка
под болты ППБ-50
|
9
|
155
|
4
|
0,10
|
|
Прокладка
стыковая ПС-50
|
1
|
156
|
1
|
0,08
|
|
Втулка
В24
|
8
|
157
|
6
|
0,021
|
|
Болт
2М24´160
|
11
|
158
|
6
|
0,592
|
|
Гайка
М24
|
4
|
55
|
6
|
0,153
|
|
Шайба
пружинная 24
|
5
|
60
|
6
|
0,068
|
|
Костыль
путевой
|
13
|
70
|
6
|
0,378
|
|
Подкладка
ПИ-50
|
2
|
143
|
2
|
5,97
|
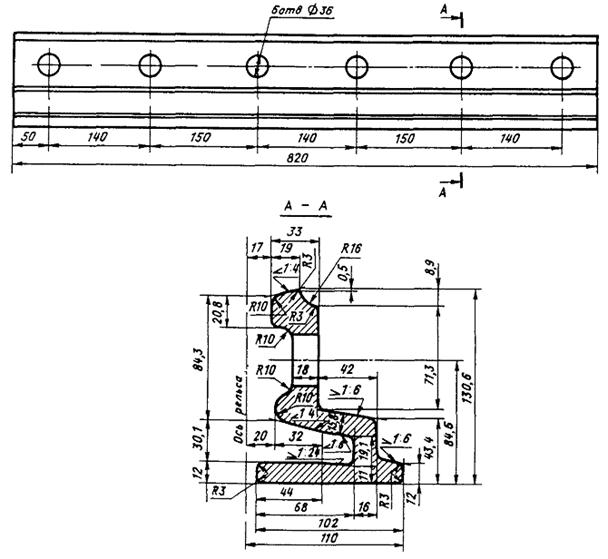
Черт. 150. Накладка объемлющая НИ-50

Черт. 151. Прокладка боковая составная ПБС-50

Черт. 152. Планка нижняя ПН-50
Черт. 153. Планка стопорная СИ-50-1
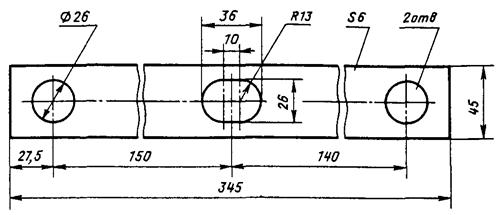
Черт. 154. Планка стопорная СИ-50-2
Черт. 155. Планка под болты ППБ-50
Черт. 156. Прокладка стыковая ПС-50

Черт. 157. Втулка В-24
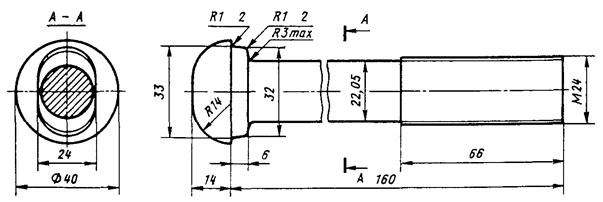
Черт. 158. Болт 2М24´160
ГОСТ 11530-76
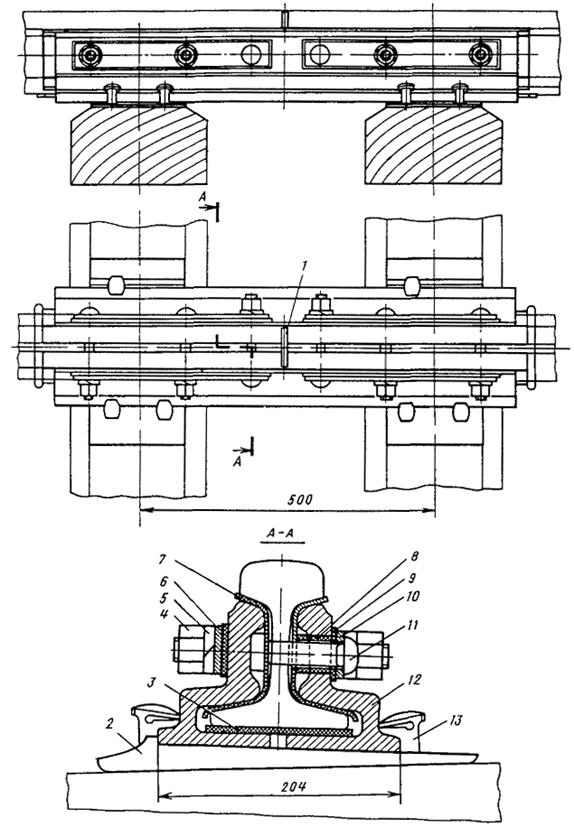
Черт. 159. Изолирующий стык рельсов типа Р43 с объемлющими
накладками на деревянных шпалах
Таблица 39. Детали, входящие в комплект узла изолирующего
стыка рельсов типа Р43 с объемлющими накладками на деревянных шпалах
|
Деталь
|
№ позиции на черт. 159
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
объемлющая НИ-43
|
12
|
160
|
2
|
24,0
|
|
Прокладка
боковая составная ПБС-43
|
7
|
161
|
4
|
0,33
|
|
Планка
под болты ППБ-43
|
9
|
162
|
4
|
0,088
|
|
Планка
стопорная СИ-43-1
|
6
|
163
|
2
|
0,53
|
|
Планка
стопорная СИ-43-2
|
10
|
164
|
2
|
0,54
|
|
Болт
2М22´140
|
11
|
165
|
6
|
0,449
|
|
Прокладка
нижняя ПН-43
|
3
|
166
|
1
|
0,70
|
|
Прокладка
стыковая ПС-43
|
1
|
167
|
1
|
0,07
|
|
Втулка
В-22
|
8
|
168
|
6
|
0,017
|
|
Гайка
М22
|
4
|
57
|
6
|
0,152
|
|
Шайба
пружинная 22
|
5
|
60
|
6
|
0,049
|
|
Костыль
путевой
|
13
|
70
|
6
|
0,378
|
|
Подкладка
ПИ-43
|
2
|
143
|
2
|
5,97
|

Черт. 160. Накладка объемлющая НИ-43
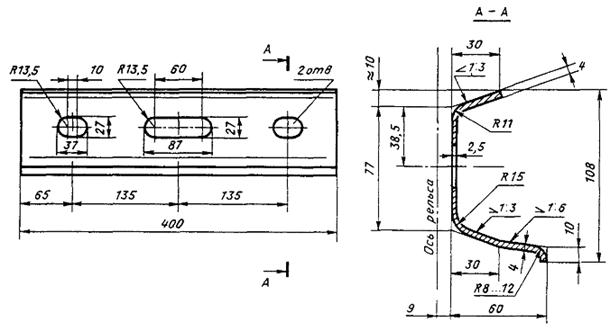
Черт. 161. Прокладка боковая составная ПБС-43

Черт. 162. Планка под болты ППБ-43

Черт. 163. Планка стопорная СИ-43-1
Черт. 164. Планка стопорная СИ-43-2

Черт. 165. Болт 2М22´140
ГОСТ 11530-76
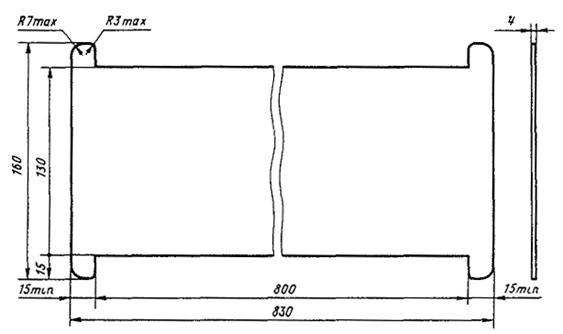
Черт. 166. Прокладка нижняя ПН-43

Черт. 167. Прокладка стыковая ПС-43

Черт. 168. Втулка В-22
Таблица 40. Детали, входящие в комплект узла изолирующего
стыка рельсов типа Р65 с объемлющими накладками на железобетонных шпалах
|
Деталь
|
№ позиции на черт. 169
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
объемлющая НИ-65
|
14
|
140
|
2
|
33,75
|
|
Прокладка
боковая составная ПБС-65
|
9
|
141
|
4
|
0,45
|
|
Прокладка
нижняя ПН-65
|
6
|
142
|
1
|
0,88
|
|
Подкладка
для рельсов типа Р65
|
3
|
171
|
2
|
8,2
|
|
Прокладка
стыковая ПС-65
|
1
|
144
|
1
|
0,13
|
|
Планка
под болты ППБ-65
|
11
|
145
|
4
|
0,087
|
|
Планка
стопорная СИ-65
|
12
|
146
|
4
|
0,58
|
|
Болт
2М27´180
|
13
|
148
|
4
|
0,872
|
|
Втулка
В-27
|
10
|
147
|
4
|
0,025
|
|
Гайка
М-27
|
7
|
53
|
4
|
0,22
|
|
Шайба
пружинная 27
|
8
|
60
|
4
|
0,093
|
|
Клемма
КС
|
4
|
173
|
4
|
0,60
|
|
Болт
М 22´60
|
5
|
174
|
4
|
0,309
|
|
Болт
М22´175
|
15
|
79
|
4
|
0,635
|
|
Гайка
М22´22
|
16
|
81
|
8
|
0,126
|
|
Шайба
двухвитковая 25
|
17
|
82
|
8
|
0,12
|
|
Шайба
черная 22
|
18
|
84
|
4
|
0,088
|
|
Прокладка
под подкладку КБ
|
2
|
88
|
2
|
0,60
|
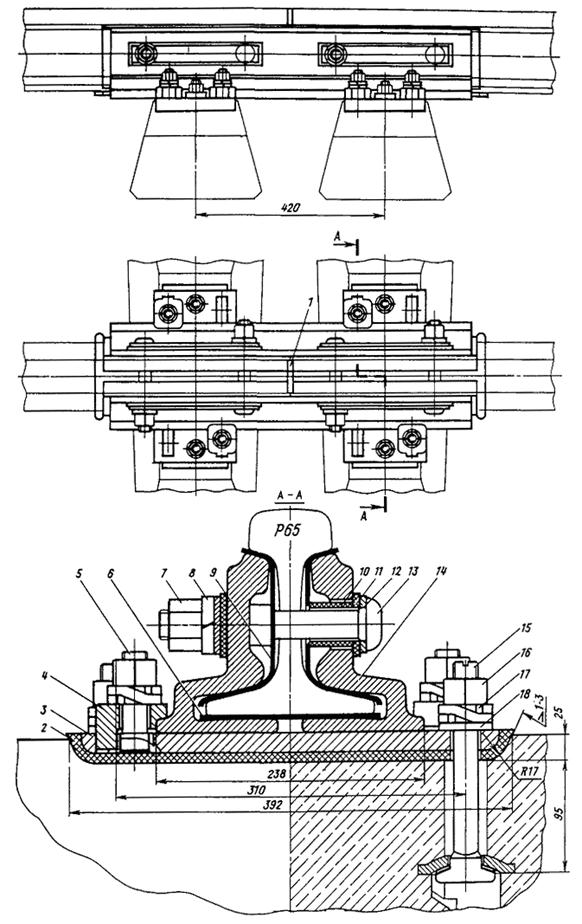
Черт. 169. Изолирующий стык рельсов типа Р65 с объемлющими
накладками на железобетонных шпалах
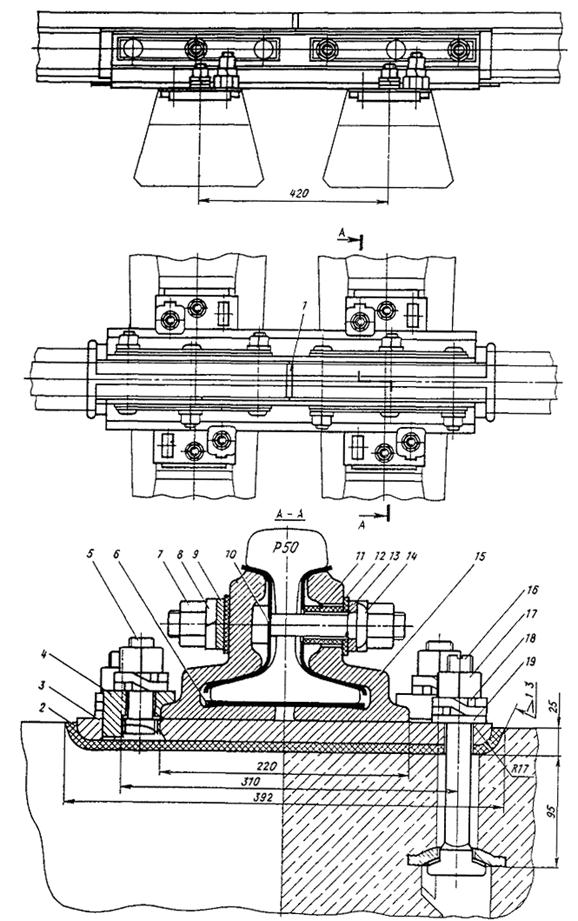
Черт. 170. Изолирующий стык рельсов типа Р50 с объемлющими
накладками на железобетонных шпалах
Таблица 41. Детали, входящие в комплект узла изолирующего
стыка рельсов типа Р50 с объемлющими накладками на железобетонных шпалах
|
Деталь
|
№ позиции на черт. 170
|
№ черт. в альбоме
|
Число деталей в узле
|
Масса одной детали, кг
|
|
Накладка
объемлющая НИ-50
|
15
|
150
|
2
|
27,5
|
|
Прокладка
боковая составная ПБС-50
|
10
|
151
|
4
|
0,39
|
|
Прокладка
нижняя ПН-50
|
6
|
152
|
1
|
0,65
|
|
Подкладка
для рельсов типа Р50
|
3
|
172
|
2
|
8,2
|
|
Планка
стопорная СИ-50-1
|
9
|
153
|
2
|
0,63
|
|
Планка
стопорная СИ-50-2
|
13
|
154
|
2
|
0,64
|
|
Планка
под болты ППБ-50
|
12
|
155
|
4
|
0,10
|
|
Прокладка
стыковая ПС-50
|
1
|
156
|
1
|
0,08
|
|
Втулка
В24
|
11
|
157
|
6
|
0,021
|
|
Болт
2М24´160
|
14
|
158
|
6
|
0,592
|
|
Гайка
М24
|
7
|
55
|
6
|
0,153
|
|
Шайба
пружинная 24
|
8
|
60
|
6
|
0,068
|
|
Клемма
КС
|
4
|
173
|
4
|
0,60
|
|
БолтМ22´60
|
5
|
174
|
4
|
0,309
|
|
Болт
М22´175
|
16
|
79
|
4
|
0,635
|
|
Гайка
М22´22
|
17
|
81
|
8
|
0,126
|
|
Шайба
двухвитковая 25
|
18
|
82
|
8
|
0,12
|
|
Шайба
черная 22
|
19
|
84
|
4
|
0,088
|
|
Прокладка
под подкладку КБ
|
2
|
88
|
2
|
0,60
|
Черт. 171. Подкладка для рельсов типа Р65
Черт. 172. Подкладка для рельсов типа Р50
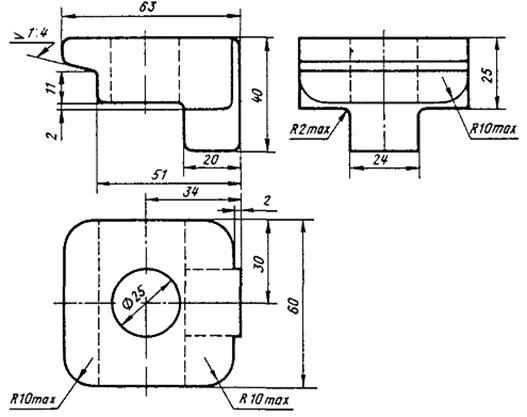
Черт. 173. Клемма КС

Черт. 174. Болт М22´60