ГОСТ 23518-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
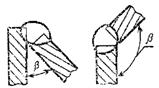
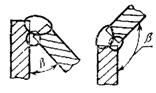
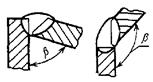
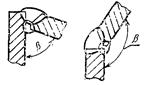
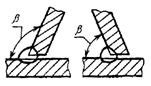
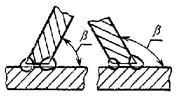
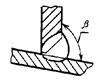
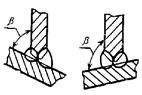
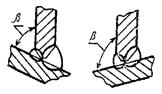
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ.
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ
И ТУПЫМИ УГЛАМИ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ. Основные типы, конструктивные элементы и размеры Cas-shielded arc welding. Welded joints. Main types, design elements and dimensions |
ГОСТ |
Переиздание. Февраль 2011 г.
Постановлением Государственного комитета СССР по стандартам от 11.03.79 № 870 дата введения установлена
01.01.80
Ограничение срока действия снято по протоколу № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитных газах.
2. Приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
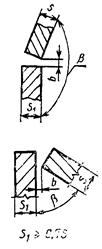
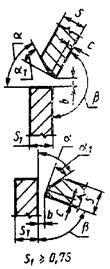
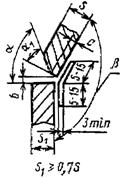
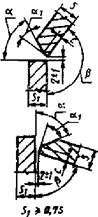
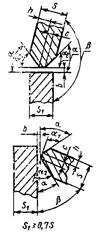
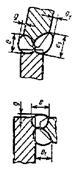
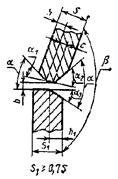
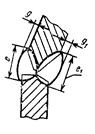
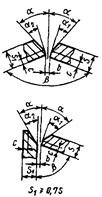
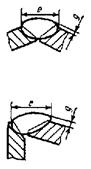
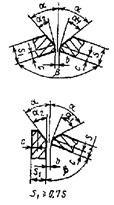
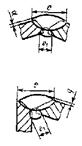
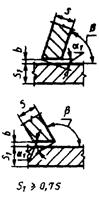
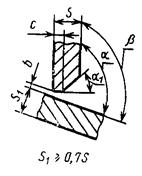
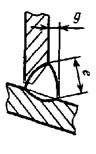
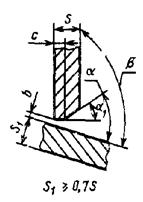
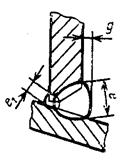
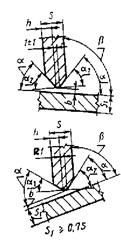
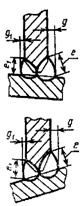
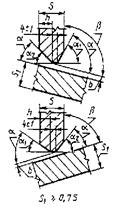
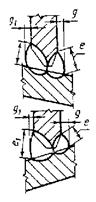
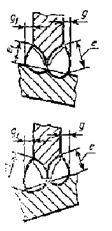
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2 - 20.