СССР
УТВЕРЖДЕНО
Министерство химического и
нефтяного машиностроения СССР
Заместитель министра
Г. Ф. Шеин
«30» октября 1981г.
ОТРАСЛЕВЫЕ СТАНДАРТЫ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ ДЛЯ СОСУДОВ И АППАРАТОВ
НА ДАВЛЕНИЕ СВЫШЕ 9,81 ДО 98,1 МПа (СВЫШЕ
100 ДО 1000 кгс/см2). ТИПЫ, КОНСТРУКЦИИ И
РАЗМЕРЫ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ШПИЛЬКИ ДЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ НА ДАВЛЕНИЕ СВЫШЕ 9,81 ДО 98,1 МПа (СВЫШЕ 100 ДО 1000 кгс/см2).
Типы. Конструкция и размеры.
ОСТ 26-01-139-81
ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
/Начальник А. М. Васильев
ВПО «СОЮЗХИММАШ»
/Начальник В. А. Чернов
СОГЛАСОВАНО
НИИХИММАШ
Директор Н. М. Самсонов
Заместитель директора П. Ф. Серб
Начальник БНИОС В. В. Дюкин
ПО УРАЛХИММАШ
Главный инженер Н. К. Глобин
СОГЛАСОВАНО
МИНИСТЕРСТВО ПО ПРОИЗВОДСТВУ
МИНЕРАЛЬНЫХ УДОБРЕНИЙ СССР
УПРАВЛЕНИЕ ОБОРУДОВАНИЯ
Заместитель начальника ГИАП В. Н. Назаров
Главный механик С. А. Тверецкий
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом ВПО Союзхиммаш от 30.10.81 г. № 173.
ИСПОЛНИТЕЛИ
В. П. Вирюкин (руководитель темы); В. И. Лившиц, канд. техн. наук; В. К. Погодин, канд. техн. наук; В. М. Черемных; Г. Г. Ожегов; Г. Г. Золотенин; Е. Д. Кудрикова; А. В. Тасевич; Л. А. Корчагина; В. Д. Продан.
ОТРАСЛЕВОЙ СТАНДАРТ
|
ШПИЛЬКИ ДЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ НА ДАВЛЕНИЕ СВЫШЕ 9,81 ДО 98,1 МПа (СВЫШЕ 100 ДО 1000 КГС/СМ2). Типы. Конструкция и размеры. |
ОСТ 26-01-139-81 Взамен ОСТ 26-1360-75 |
Приказом Всесоюзного производственного объединения Союзхиммаш № 173 от 30 октября 1981 г. срок действия
с 01.07.1982 г.
до 01.01.1997 г.
Настоящий стандарт распространяется на шпильки для резьбовых соединений сосудов и аппаратов, применяемых в химической, нефтехимической и смежных отраслях промышленности на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2) и при расчетной температуре стенки сосуда от минус 40 до плюс 420 °С.
Примечание. В технически обоснованных случаях на сварные
аппараты газовой промышленности на давление не свыше 15,7![]() МПа (не свыше 160
МПа (не свыше 160![]() кгс/см2)
допускается распространение отраслевого стандарта ОСТ 26-2040-77 (
кгс/см2)
допускается распространение отраслевого стандарта ОСТ 26-2040-77 (![]() ,
, ![]() - предел текучести материала
корпуса аппарата, соответственно, при расчетной температуре и 20 °С).
- предел текучести материала
корпуса аппарата, соответственно, при расчетной температуре и 20 °С).
(Измененная редакция, Изм. № 1, 2).
1. ТИПЫ ШПИЛЕК.
Стандарт устанавливает следующие типы шпилек:
Тип А - шпилька для затяжки фланцевого соединения гаечным ключом;
Тип Б - шпилька для затяжки фланцевого соединения гидродомкратом с захватом за основную резьбу;
Тип В - шпилька для затяжки фланцевого соединения гидродомкратом с захватом за резьбовой хвостовик.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ.
2.1. Конструкция и размеры шпилек должны соответствовать указанным на черт. 1, 2, 3 и в таблице.
Длина резьбы ввертного конца
шпильки установлена из условия, что отношение временного сопротивления
материала шпильки (![]() ) к временному сопротивлению материала
фланца (
) к временному сопротивлению материала
фланца (![]() )
должно быть меньше или равно 1,7 (при расчетной температуре), т. е.:
)
должно быть меньше или равно 1,7 (при расчетной температуре), т. е.:

ТИП А
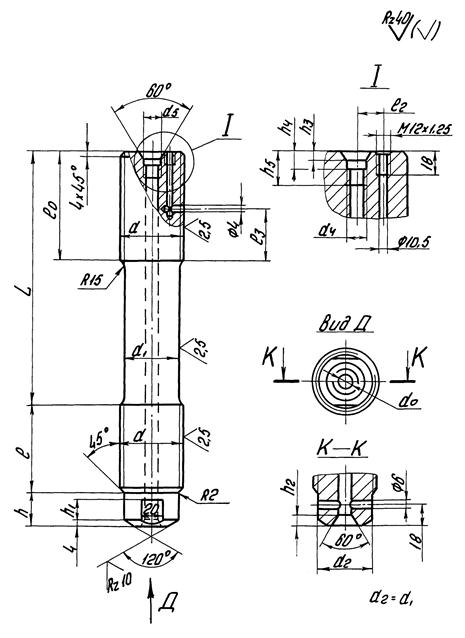
Черт. 1.
ТИП Б
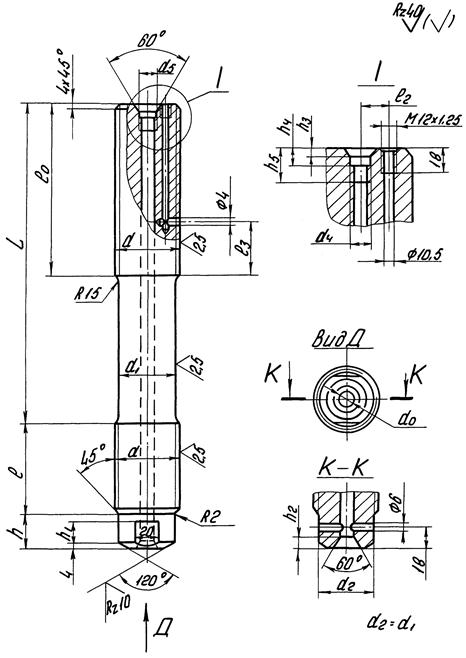
Черт. 2.
ТИП В
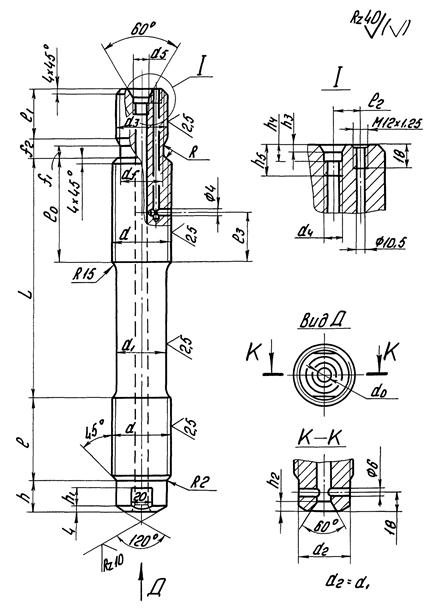
Черт. 3.
Черт. 1 - 3. (Измененная редакция, Изм. № 1).
РАЗМЕРЫ ШПИЛЕК
мм
|
Шаг резьбы Р |
Диаметр гладкой части d1 (Пред. откл. по h12) |
Диаметр резьбы хвостовика d3 для типа В |
Шаг резьбы хвостовика Р |
Диаметр проточки для типа В (Пред. откл. по h12) |
Диаметр осевого отверстия do |
Диаметр резьбы осевого отверстия d4 |
Диаметр расточки осевого отверстия d5 |
|
|
56 |
5,5 |
48,3 |
- |
- |
- |
12 |
М14×1,5 |
15 |
|
60 |
52,3 |
52 |
5 |
45 |
||||
|
64 |
6 |
55,7 |
56 |
5,5 |
48,3 |
|||
|
68 |
59,7 |
60 |
52,3 |
|||||
|
72 |
63,7 |
64 |
6 |
55,7 |
||||
|
76- |
67,7 |
68 |
59,7 |
|||||
|
80 |
71;7 |
72 |
63,7 |
|||||
|
85 |
76,7 |
76 |
67,7 |
|||||
|
90 |
81,7 |
80 |
71,7 |
|||||
|
95 |
86,7 |
85 |
76,7 |
18 |
М20×1,5 |
21 |
||
|
100 |
91,7 |
90 |
81,7 |
|||||
|
105 |
96,7 |
95 |
86,7 |
|||||
|
110 |
101,7 |
100 |
91,7 |
|||||
|
115 |
106,7 |
105 |
96,7 |
|||||
|
120 |
111,7 |
110 |
101,7 |
|||||
|
125 |
116,7 |
115 |
106,7 |
|||||
|
130 |
121,7 |
120 |
111,7 |
|||||
|
140 |
131,7 |
130 |
121,7 |
|||||
|
150 |
141,7 |
140 |
131,7 |
|||||
|
160 |
151,7 |
150 |
141,7 |
|||||
|
170 |
161,7 |
160 |
151,7 |
|||||
|
180 |
171,7 |
170 |
161,7 |
|||||
|
190 |
181,7 |
180 |
171,7 |
|||||
|
200 |
191,7 |
190 |
181,7 |
Продолжение
мм
|
Номинальный диаметр резьбы d |
Длина резьбового конца lo типов |
Длина ввинчиваемого резьбового конца l |
Длина резьбового хвостовика l1 для типа В |
Расстояние между осями отверстий l2 |
Расстояние до радиального отверстия l3 |
Высота цилиндрического выступа h |
|
|
А и В |
Б |
||||||
|
56 |
100 |
150 |
80 |
- |
- |
- |
32 |
|
60 |
105 |
160 |
85 |
48 |
|||
|
64 |
110 |
170 |
90 |
50 |
|||
|
68 |
115 |
175 |
95 |
54 |
37 |
||
|
72 |
120 |
185 |
100 |
58 |
|||
|
76 |
125 |
195 |
105 |
62 |
|||
|
80 |
135 |
210 |
110 |
65 |
57 |
||
|
85 |
140 |
215 |
120 |
68 |
|||
|
90 |
145 |
225 |
125 |
72 |
28 |
70 |
|
|
95 |
150 |
235 |
130 |
78 |
|||
|
100 |
160 |
250 |
135 |
82 |
80 |
||
|
105 |
165 |
260 |
145 |
86 |
34 |
||
|
110 |
170 |
270 |
150 |
90 |
85 |
||
|
115 |
175 |
280 |
155 |
95 |
90 |
||
|
120 |
175 |
285 |
160 |
100 |
40 |
||
|
125 |
180 |
295 |
170 |
105 |
95 |
||
|
130 |
185 |
305 |
175 |
110 |
|||
|
140 |
205 |
330 |
185 |
120 |
110 |
||
|
150 |
215 |
350 |
200 |
125 |
50 |
||
|
160 |
230 |
375 |
210 |
135 |
120 |
||
|
170 |
240 |
395 |
225 |
145 |
60 |
||
|
180 |
250 |
415 |
235 |
155 |
130 |
||
|
190 |
260 |
430 |
250 |
165 |
70 |
||
|
200 |
270 |
450 |
260 |
170 |
140 |
||
Продолжение
мм
|
Номинальный диаметр d |
Длина лыски h1 |
Глубина конуса h2 (Пред. откл. по j s17) |
Глубина конуса h3 (Пред. откл. по j s17) |
Глубина расточки осевого отверстия h4 |
Глубина резьбы осевого отверстия h5 |
Ширина проточки f1 min для типа В |
Ширина проточки f2 max для типа В |
Радиус R для типа В |
|
56 |
20 |
9 |
6 |
12 |
25 |
- |
- |
- |
|
60 |
11,5 |
17,5 |
2,5 |
|||||
|
64 |
12,5 |
19 |
2,75 |
|||||
|
68 |
||||||||
|
72 |
14 |
21 |
3 |
|||||
|
76 |
||||||||
|
80 |
40 |
|||||||
|
85 |
||||||||
|
90 |
||||||||
|
95 |
12 |
7 |
14 |
35 |
||||
|
100 |
||||||||
|
105 |
||||||||
|
110 |
||||||||
|
115 |
||||||||
|
120 |
||||||||
|
125 |
||||||||
|
130 |
||||||||
|
140 |
||||||||
|
150 |
||||||||
|
160 |
||||||||
|
170 |
||||||||
|
180 |
||||||||
|
190 |
||||||||
|
200 |
Примечание:
1. Допускается изготавливать шпильки без центрального осевого отверстия do при условии выполнения дренажных отверстий во фланце корпуса сосуда или аппарата.
2. Выбор исполнения конструкции дренажных отверстий для подвода керосина определяется экономическими факторами изготовления и технологическими возможностями завода-изготовителя.
3. При исключении центрального осевого отверстия в шпильке форма и размеры отверстий центровых по ГОСТ 14034-74.
4. Неуказанные предельные отклонения размеров:
отверстий Н14, валов h14, остальных ± ![]() .
.
5. Длину шпилек необходимо выбирать так, чтобы резьбовая часть шпилек типов А и В выступала из соединения с гайкой на 2 ÷ 3 шага резьбы, а резьбовая часть шпилек типа Б на 0,9 диаметра резьбы шпильки плюс 2 ÷ 3 шага резьбы.
6. Размер L определяется размерами деталей фланцевого соединения и принимается по ряду Ra 40 и дополнительным размерам ГОСТ 6636/69 (СТ СЭВ 514-77).
7. Количество лысок для замера твердости материала шпилек допускается определять заводу-изготовителю.
Примеры условных обозначений
Шпилька А с диаметром резьбы 64 мм, с крупным шагом резьбы 6 мм, длиной 400 мм из стали марки 30ХМА:
Шпилька АМ 64×400 - 30ХМА ОСТ 26-01-139-81
Шпилька типа Б с диаметром резьбы 100 мм, с мелким шагом резьбы 6 мм, длиной 600 мм из стали марки 25Х1МФ:
Шпилька БМ 100×6×600 - 25Х1МФ ОСТ 26-01-139-81
Шпилька типа В с диаметром резьбы 120мм, с мелким шагом резьбы 6 мм, длиной 1000 мм из стали марки 34ХН3М:
Шпилька ВМ 120×6×1000 - 34ХН3М ОСТ 26-01-139-81.
(Измененная редакция, Изм. № 1).
2.2. Резьба метрическая - по ГОСТ 24705-81 (СТ СЭВ 182-75), ГОСТ 8724-81 (СТ СЭВ 181-75). Профиль резьбы - по ГОСТ 9150-81 (СТ СЭВ 180-75) с закругленной впадиной.
Предельные отклонения размера отверстия под резьбу - по ГОСТ 19257-73.
Предельные отклонения резьб и длины свинчивания - ГОСТ 16093-81 (СТ СЭВ 640-77). Поля допусков для наружной резьбы - 6g, для резьбы в отверстии - 7Н.
(Измененная редакция, Изм. № 1).
2.3. Остальные технические требования - по ОСТ 26-01-144-81.
2.4. Теоретическая масса частей шпилек приведена в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
ТЕОРЕТИЧЕСКАЯ МАССА ЧАСТЕЙ ШПИЛЕК
|
Номинальный диаметр резьбы d, мм |
Теоретическая масса частей шпилек |
||||
|
Ввертной части Q1, кг |
Хвостовой части Q2, кг, типов |
Масса стержня шпильки длиной 1 см, К, кг/см |
|||
|
А |
Б |
В |
|||
|
56 |
1,60 |
1,55 |
2,36 |
- |
0,13 |
|
60 |
1,99 |
1,91 |
2,94 |
2,76 |
0,15 |
|
64 |
2,38 |
2,30 |
3,58 |
3,34 |
0,18 |
|
68 |
2,97 |
2,76 |
4,22 |
4,05 |
0,21 |
|
72 |
2,53 |
3,27 |
5,07 |
4,87 |
0,24 |
|
76 |
4,14 |
3,84 |
6,78 |
5,78 |
0,27 |
|
80 |
5,38 |
4,65 |
7,26 |
6,93 |
0,30 |
|
85 |
6,56 |
5,50 |
8,47 |
8,17 |
0,35 |
|
90 |
7,66 |
6,41 |
9,96 |
9,51 |
0,40 |
|
95 |
8,60 |
7,23 |
11,38 |
10,85 |
0,44 |
|
100 |
9,93 |
8,65 |
13,56 |
12,95 |
0,49 |
|
105 |
11,68 |
9,92 |
15,68 |
14,97 |
0,55 |
|
110 |
13,28 |
11,31 |
18,01 |
17,19 |
0,61 |
|
115 |
15,01 |
12,82 |
20,65 |
19,67 |
0,68 |
|
120 |
16,86 |
14,05 |
22,92 |
21,96 |
0,74 |
|
125 |
19,31 |
15,77 |
25,88 |
24,85 |
0,81 |
|
130 |
21,51 |
17,62 |
29,09 |
27,98 |
0,89 |
|
140 |
26,31 |
22,83 |
36,81 |
36,11 |
1,04 |
|
150 |
32,42 |
27,70 |
45,13 |
43,79 |
1,21 |
|
160 |
38,61 |
33,92 |
55,34 |
53,83 |
1,39 |
|
170 |
46,39 |
40,16 |
66,13 |
68,44 |
1,59 |
|
180 |
54,16 |
47,11 |
78,24 |
76,35 |
1,79 |
|
190 |
63,82 |
54,80 |
90,66 |
89,62 |
2,01 |
|
200 |
73,33 |
63,27 |
105,48 |
103,28 |
2,24 |
Примечания:
1. Масса шпильки определяется по формуле
![]() ,
,
где Q1 и Q2 - масса ввертной и хвостовой частей шпильки;
(L - lo) - длина гладкой части шпильки;
K -
переменный коэффициент, ![]() .
.
2. Масса частей шпилек подсчитана из условия плотности материала g = 7,85 г/ см3.
ОТРАСЛЕВОЙ СТАНДАРТ
«Шпильки для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Типы. Конструкция и размеры.».
ИркутскНИИхиммаш
И. О. директора Е. Р. Хисматулин
Заведующий отделом стандартизации В. И. Королев
Заведующий отделом 5 В. И. Лившиц
Заведующий отделом 10 Л. В. Перегудов
Руководитель темы,
старший научный сотрудник В. П. Вирюкин
Заведующий лабораторией отдела 5 В. К. Погодин
Главный конструктор отдела 10 В. М. Черемных
Ведущий конструктор Г. Г. Ожегов
Младший научный сотрудник А. В. Тасевич
МИХМ
Доцент В. Д. Продан
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ДОКУМЕНТОВ
ГОСТ 6636/69 (СТ СЭВ 514-77) Нормальные линейные размеры.
ГОСТ 14034-74 Отверстия центровые. Размеры.
ГОСТ 16093-81 (СТ СЭВ 640-77) Резьба метрическая для диаметров от 1 до 600 мм. Допуски.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры.
ГОСТ 9150-81 (СТ СЭВ 180-75) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
ГОСТ 8724-81 (СТ СЭВ 181-75) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
ГОСТ 24705-81 (СТ СЭВ 182-75) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры.
ОСТ 26-2040-77 Шпильки для фланцевых соединений. Конструкция и размеры.
(Измененная редакция, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН Министерством химического и нефтяного машиностроения СССР и ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ Всесоюзного производственного объединения «Союзхиммаш» № 173 от 30 октября 1981 г.
2. ИСПОЛНИТЕЛИ
В. И. Лившиц, канд. техн. наук; В. П. Вирюкин (руководитель темы); В. К. Погодин, канд. техн. наук; Г. Г. Золотенин.
3. Срок первой проверки - 1985 год, периодичность проверки - 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 6636/69 |
|
|
ГОСТ 9150-81 |
|
|
ГОСТ 14034-74 |
|
|
ГОСТ 16093-81 |
|
|
ГОСТ 19257-73 |
|
|
ОСТ 26-01-144-81 |
|
|
ОСТ 26-2040-77 |
(Введен дополнительно, Изм. № 2).
ПЕРЕЧЕНЬ ОТРАСЛЕВЫХ СТАНДАРТОВ, С КОТОРЫХ СНИМАЕТСЯ ОГРАНИЧЕНИЕ СРОКА ДЕЙСТВИЯ
|
Обозначение. Наименование документа |
Наименование организации-разработчика |
Наименование организации, за которой закрепляется документ в России (до его пересмотра) |
Примечания (срок действия) |
|
ОСТ 26-01-139-81. Шпильки для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Типы. Конструкция и размеры |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
|
ОСТ 26-01-140-81. Гайки для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Типы. Конструкция и размеры |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
|
ОСТ 26-01-141-81. Шайбы для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Конструкция и размеры |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
|
ОСТ 26-01-142-81. Гнезда для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Конструкция и размеры |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
|
ОСТ 26-01-143-81. Колпачки защитные для резьбовых соединений сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Конструкция и размеры |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
|
ОСТ 26-01-144-81. Шпильки, гайки, шайбы, резьбовые гнезда, колпачки защитные для сосудов и аппаратов на давление свыше 9,81 до 98,1 МПа (свыше 100 до 1000 кгс/см2). Общие технические требования. Правила приемки. Методы испытаний. Маркировка |
АО «ИркутскНИИхиммаш» |
- |
до 01.01.97 |
Директор по научно-техническому
направлению АО «НИИхиммаш» В. А. Заваров
Начальник отдела стандартизации И. И. Орехова
СОДЕРЖАНИЕ