
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАКЛЕПКИ С ПОЛУКРУГЛОЙ НИЗКОЙ ГОЛОВКОЙ
классов точности В и С.
ГОСТ 10302-80
(СТ СЭВ 1023-78)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО
СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЗАКЛЕПКИ С ПОЛУКРУГЛОЙ НИЗКОЙ ГОЛОВКОЙ классов точности В и С. Технические условия Brazier-head rivets classes В and С. Specifications |
ГОСТ (СТ СЭВ 1023-78) Взамен |
Постановлением Государственного комитета СССР по стандартам от 6 мая 1980 г. № 2009 срок введения установлен
с 01.01.81
Проверен в 1985 г. Постановлением Госстандарта от 23.04.85 № 1138 срок действия продлен
до 01.01.91
(Измененная редакция, Изм. № 1).
Настоящий стандарт распространяется на заклепки с полукруглой низкой головкой общемашиностроительного применения с диаметром стержня от 2 до 10 мм классов точности В и С.
Стандарт полностью соответствует СТ СЭВ 1023-78.
Заклепки с полукруглой низкой головкой должны удовлетворять всем требованиям ГОСТ 10304-80 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
1. РАЗМЕРЫ
1.1. Размеры заклепок должны соответствовать указанным на чертеже и в табл. 1 и 2.
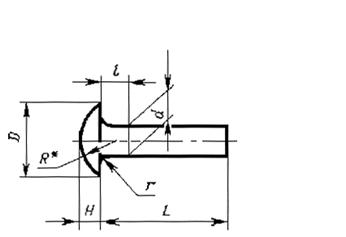
* Размер для справок.
(Измененная редакция, Изм. № 1).
1.2. Параметр шероховатости всех поверхностей заклепок класса точности С-Rа £ 50 мкм.
Таблица 1
мм
|
Диаметр стержня d |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
|
Диаметр головки D |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
|
Высота головки Н |
0,8 |
1 |
1,2 |
1,6 |
2 |
2,5 |
3 |
4 |
|
Радиус под головкой r, не более |
0,2 |
0,4 |
0,5 |
0,6 |
||||
|
Радиус сферы головки R |
2,9 |
3,6 |
4,4 |
5,8 |
7,3 |
8,5 |
12,2 |
14,5 |
|
Расстояние от основания головки до места замера l |
1,5 |
3 |
4 |
6 |
||||
(Измененная редакция, Изм. № 1).
мм
|
Диаметр стержня d |
Длина L |
|
2,0 |
3-10 |
|
2,5 |
4-18 |
|
3,0 |
4-38 |
|
4,0 |
6-50 |
|
5 |
8-50 |
|
6 |
8-50 |
|
8 |
10-50 |
|
10 |
16-50 |
(Измененная редакция, Изм. № 1).
Длина заклепок должна выбираться из следующего ряда: 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50 мм.
Пример условного обозначения заклепки с полукруглой низкой головкой класса точности В диаметром стержня d = 8 мм, длиной L = 20 мм, из материала группы 00, без покрытия:
Заклепка 8 ´ 20.00 ГОСТ 10302-80
(Измененная редакция, Изм. № 1).
1.3. Теоретическая масса заклепок указана в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения высоты головки для размеров H < 1 мм - плюс 0,28, минус 0,16 мм; для H = 1 мм - ±0,28 мм.
ПРИЛОЖЕНИЕ
Справочное
Масса стальных заклепок
|
Длина L, мм |
Теоретическая масса 1000 шт., кг, при номинальном диаметре d, мм |
|||||||
|
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
10 |
|
|
2 |
||||||||
|
3 |
0,115 |
|||||||
|
4 |
0,139 |
0,235 |
0,360 |
|||||
|
5 |
0,164 |
0,273 |
0,416 |
|||||
|
6 |
0,189 |
0,312 |
0,471 |
0,921 |
||||
|
7 |
0,213 |
0,350 |
0,527 |
1,020 |
||||
|
8 |
0,238 |
0,389 |
0,582 |
1,119 |
1,878 |
2,941 |
||
|
9 |
0,263 |
0,427 |
0,638 |
1,217 |
2,032 |
3,163 |
||
|
10 |
0,287 |
0,466 |
0,693 |
1,316 |
2,186 |
3,386 |
6,415 |
|
|
12 |
0,543 |
0,804 |
1,513 |
2,495 |
3,829 |
7,204 |
||
|
14 |
0,620 |
0,915 |
1,710 |
2,803 |
4,273 |
7,993 |
||
|
16 |
0,697 |
1,026 |
1,908 |
3,111 |
4,717 |
8,782 |
15,03 |
|
|
18 |
0,774 |
1,137 |
2,105 |
3,419 |
5,161 |
9,571 |
16,26 |
|
|
20 |
1,248 |
2,302 |
3,728 |
5,605 |
10,361 |
17,49 |
||
|
22 |
1,359 |
2,500 |
4,036 |
6,049 |
11,150 |
18,72 |
||
|
24 |
1,470 |
2,697 |
4,344 |
6,493 |
11,939 |
19,96 |
||
|
26 |
1,581 |
2,894 |
4,652 |
6,937 |
12,728 |
21,19 |
||
|
28 |
1,692 |
3,091 |
4,961 |
7,381 |
13,517 |
22,42 |
||
|
30 |
1,802 |
3,289 |
5,269 |
7,825 |
14,306 |
23,66 |
||
|
32 |
1,914 |
3,486 |
5,577 |
8,268 |
15,096 |
24,89 |
||
|
34 |
2,025 |
3,683 |
5,885 |
8,712 |
15,885 |
26,12 |
||
|
36 |
2,136 |
3,881 |
6,194 |
9,156 |
16,674 |
27,36 |
||
|
38 |
2,247 |
4,078 |
6,502 |
9,600 |
17,663 |
28,59 |
||
|
40 |
4,275 |
6,810 |
10,044 |
18,252 |
29,82 |
|||
|
42 |
4,472 |
7,118 |
10,488 |
19,041 |
31,06 |
|||
|
45 |
4,768 |
7,581 |
11,154 |
20,225 |
32,90 |
|||
|
48 |
5,064 |
8,043 |
11,820 |
21,409 |
34,75 |
|||
|
50 |
5,261 |
8,351 |
12,264 |
22,198 |
35,99 |
|||
(Измененная редакция, Изм. № 1).
Примечание. Для определения массы заклепок, изготовляемых из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты: 0,356 - для алюминиевого сплава, 1,080 - для латуни, 1,134 - для меди.