ГOCT P 50779.41-96
(ИСО 7873-93)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАТИСТИЧЕСКИЕ МЕТОДЫ
КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ АРИФМЕТИЧЕСКОГО СРЕДНЕГО С ПРЕДУПРЕЖДАЮЩИМИ ГРАНИЦАМИ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 125 «Стандартизация статистических методов управления качеством», Акционерным обществом «Нижегородский научно-исследовательский центр контроля и диагностики технических систем» (АО «НИЦ КД»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 14 августа 1996 г. № 512
3 Разделы (подразделы, приложения) настоящего стандарта, за исключением раздела 4, представляют собой полный аутентичный текст ИСО 7873-93 «Контрольные карты для арифметического среднего с предупреждающими границами» с дополнительными требованиями, отражающими потребности экономики страны
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
Введение
Статистическое управление процессом предусматривает использование контрольных карт для арифметического среднего с предупреждающими границами, которые являются модификацией контрольных карт Шухарта.
Контрольные карты (КК) для арифметических средних с предупреждающими границами отличаются высокой чувствительностью к сдвигам уровня процесса.
Эти КК позволяют фиксировать даже самые небольшие
сдвиги уровня процесса на основе дополнительной информации, получаемой от
точек, попавших в предупреждающую зону. При этом сохраняется возможность
определения резких крупных сдвигов в уровне процесса, когда выборочные средние
арифметические выходят за пределы границ регулирования. По сравнению с
контрольными картами Шухарта предлагаемые КК более чувствительны к
незначительным и медленно формирующимся ухудшениям уровня процесса (таким, как
сдвиги, не превышающие 2,5 s/![]() , где s - стандартное
отклонение контролируемого параметра и п - объем выборки).
, где s - стандартное
отклонение контролируемого параметра и п - объем выборки).
ГОСТР 50779.41-96
(ИСО 7873-93)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
КОНТРОЛЬНЫЕ КАРТЫ ДЛЯ АРИФМЕТИЧЕСКОГО СРЕДНЕГО С ПРЕДУПРЕЖДАЮЩИМИ ГРАНИЦАМИ
Statistical methods.
Control charts for arithmetic average
with warning limits
Дата введения 1997-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает процедуры статистического управления процессом с помощью контрольных карт (далее - КК), основанных на вычислении среднего арифметического в выборке и использующих предупреждающие границы и границы регулирования. Предполагают, что для крупных партий и для массового выпуска штучной и серийной продукции контролируемым параметром качества является случайная величина, которая должна подчиняться нормальному закону распределения. Если вычисляют и наносят на КК среднее по четырем или более изделиям, предположение о нормальности распределения необязательно (4.2).
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.21-96 Статистические методы. Правила определения и методы расчета статистических характеристик по выборочным данным. Часть 1. Нормальное распределение
ИСО 3534-1-931) Статистика. Словарь и условные обозначения. Часть 1. Вероятность и основные статистические термины
ИСО 3534-2-931) Статистика. Словарь и условные обозначения. Часть 2. Статистический контроль качества
____________
1) До прямого применения данного стандарта ИСО в качестве государственного стандарта распространение его осуществляет ВНИИКИ.
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют термины с соответствующими определениями, данные в ИСО 3534-1 и ИСО 3534-2.
4 УСЛОВИЯ ПРИМЕНЕНИЯ
4.1 Прежде чем применять методы статистического управления процессом, следует в течение базового периода провести статистический анализ интересующего показателя качества, чтобы установить связь между процессом и качеством продукции для выработки рекомендаций по наладке процесса.
Если статистический анализ показывает, что процесс находится в статистически неуправляемом состоянии, и возможности процесса не соответствуют установленным требованиям, то необходимо определить причины сдвигов уровня процесса и способы его настройки.
4.2 Прежде чем применять правила настоящего стандарта, необходимо в первую очередь установить следующее:
а) выборочное среднее арифметическое ![]() распределено
по нормальному закону распределения. За исключением особых нетипичных случаев,
распределение выборочного среднего арифметического для четырех и более изделий
в выборке (согласно центральной предельной теореме) близко к нормальному
закону, даже если отдельные наблюдения не подчиняются нормальному закону;
распределено
по нормальному закону распределения. За исключением особых нетипичных случаев,
распределение выборочного среднего арифметического для четырех и более изделий
в выборке (согласно центральной предельной теореме) близко к нормальному
закону, даже если отдельные наблюдения не подчиняются нормальному закону;
б) индивидуальные измерения, используемые для
вычисления ![]() ,
должны быть проведены измерительным инструментом, деление шкалы которого не
превышает s/2;
,
должны быть проведены измерительным инструментом, деление шкалы которого не
превышает s/2;
в) неизвестное значение математического
ожидания m выборочных средних ![]() характеризует текущий уровень
процесса. Если уровень процесса изменяется, то изменяется и m. В этом случае уровень процесса должен быть скорректирован.
характеризует текущий уровень
процесса. Если уровень процесса изменяется, то изменяется и m. В этом случае уровень процесса должен быть скорректирован.
Примечание - Следует обратить внимание на понятие «уровень процесса». Именно уровень процесса является объектом управления при применении КК. Поэтому сигналом к корректирующим действиям является не появление несоответствующих единиц продукции, а недопустимое изменение уровня процесса, например выход m за границы m1 или m-1, специально установленные для уровня процесса;
г) при двустороннем критерии целевой уровень процесса m0 соответствует значению центра поля допуска на контролируемый параметр, установленного в нормативной документации;
д) стандартное отклонение s контролируемого параметра должно быть постоянным и приемлемым. Это предположение должно быть проверено по контрольной карте выборочных стандартных отклонений или размахов;
е) при применении одностороннего критерия (m1 > m0 или m-1 < m0) целевой уровень процесса предполагают равным m0, а интерес представляет только нежелательное отклонение уровня процесса в том или ином направлении. Если процесс вышел из статистически управляемого состояния в соответствующем направлении, то необходима корректировка. Значения m1 и m-1 выбирают так, чтобы указать такие сдвиги уровня процесса (D = çm1 - m0çили D = çm-1 - m0ç), которые недопустимы и должны быть быстро обнаружены. Эти значения определяют через недопустимое значение доли несоответствующих единиц продукции (приложение А).
Примечание - Здесь важно подчеркнуть, что для статистического управления процессом изначально должны быть заданы и допуск на контролируемый параметр, и недопустимое значение возможной доли несоответствующих единиц продукции. По правилам приложения А эти требования к качеству продукции переводят в требования к качеству процесса через установление недопустимых сдвигов уровня процесса. Выполнение требований к качеству процесса означает выполнение требований к качеству продукции. КК служит инструментом для контроля выполнения требований к качеству процесса;
ж) в случае двустороннего критерия (m1 > m0 и m-1 < m0) интерес представляют оба направления возможных отклонений уровня процесса от m0. Если процесс вышел из статистически управляемого состояния в любом направлении, то он должен быть скорректирован.
Значение d, которое характеризует приведенное значение математического ожидания (уровня процесса) для процесса, вышедшего из статистически управляемого состояния, рассчитывают через значения m0, d, m1 и (или) m-1 следующим образом:
![]() (4.1)
(4.1)
Когда величина s постоянна, процесс может выйти из статистически управляемого состояния вследствие изменения m под влиянием неслучайных причин.
Примечание - Важно подчеркнуть, что при применении КК должны быть установлены три вида требований:
- требование к качеству продукции - поле допуска контролируемого параметра и недопустимое значение возможной доли несоответствующих единиц продукции;
- требование к качеству процесса - m0, m1 и (или) m-1;
- требование
к выборочной характеристике ![]() - контрольные границы
(предупреждающие и границы регулирования).
- контрольные границы
(предупреждающие и границы регулирования).
Требования к качеству продукции устанавливают в технических условиях и (или) в контракте, требования к качеству процесса - в технологической документации, а контрольные границы - в инструкции для контролера или оператора (наладчика).
5 ОПИСАНИЕ МЕТОДА
5.1 Статистическое управление процессом осуществляют с использованием контрольных карт для арифметического среднего с предупреждающими границами.
Контрольная карта - это графическое отражение
состояния процесса, его уровня и изменчивости. Текущие выборочные значения ![]() наносят на КК,
как показано в приложении
Б (рисунок Б.1).
наносят на КК,
как показано в приложении
Б (рисунок Б.1).
5.2 Контрольная карта для арифметического среднего с
предупреждающими границами имеет целевую (центральную) линию процесса,
соответствующую центру поля допуска контролируемого параметра. Эта линия
соответствует значению m0, предупреждающие границы - значениям m0 ± В2s/![]() ,
а границы регулирования - значениям m0 ± В1s/
,
а границы регулирования - значениям m0 ± В1s/![]() ,
где п - объем выборки. Предполагают, что значения индивидуальных
измерений контролируемого параметра, используемые для вычисления
,
где п - объем выборки. Предполагают, что значения индивидуальных
измерений контролируемого параметра, используемые для вычисления ![]() , статистически
независимы.
, статистически
независимы.
В1 и В2 - коэффициенты, определяющие расположение границ регулирования и предупреждающих границ на КК. Принцип выбора значений В1 и В2 описан в разделе 6.
5.3 Контрольная карта может быть нанесена на бланке, на световом табло, приведена в памяти компьютера или представлена в другой удобной форме.
5.4 КК должны находиться как можно ближе к рабочим местам; ввод данных и построение графиков должны быть осуществлены чисто и подробно.
5.5 Необходимо подготовить стандартные рабочие процедуры для определения, подготовки и использования КК как метода измерения изменчивости процесса. Данные по мере их получения должны быть своевременно нанесены на контрольную карту.
5.6 Контрольные карты для арифметического среднего с предупреждающими границами могут быть использованы для процессов как с односторонним, так и с двусторонним критериями. Однако обычно используют двусторонний критерий.
5.6.1 В случае, когда процесс находится в статистически управляемом состоянии и имеет двусторонний критерий, выделяют пять зон качества (рисунок 1):
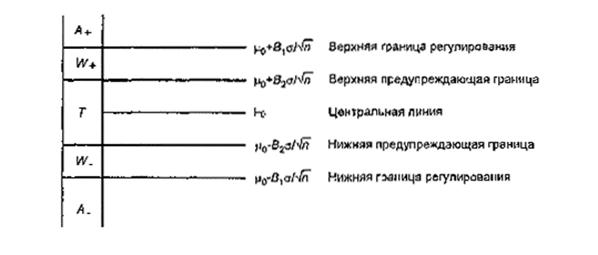
Рисунок 1 - Зоны качества для статистического управления процессом с двусторонним критерием
а) зону Т (целевую): выборочное среднее арифметическое находится между верхней и нижней предупреждающими границами;
б) зоны W+ и W- (предупреждающие): выборочное среднее арифметическое находится соответственно между верхней предупреждающей границей и верхней границей регулирования или между нижней предупреждающей границей и нижней границей регулирования;
в) зоны А+ и А- (критические): выборочное среднее арифметическое находится соответственно выше верхней или ниже нижней границ регулирования.
5.6.2 В случае, когда процесс находится в статистически управляемом состоянии и имеет односторонний критерий, выделяют три зоны качества (рисунки 2 и 3):
а) зону Т (целевую): выборочное среднее арифметическое находится ниже верхней или выше нижней предупреждающих границ в зависимости от конкретного случая;
б) зону W (предупреждающую): выборочное среднее арифметическое находится между предупреждающей границей и границей регулирования;
в) зону А (критическую): выборочное среднее арифметическое находится за пределами границы регулирования.
На рисунке 2 рассмотрен случай, когда нежелательный сдвиг уровня процесса связан с его возрастанием.
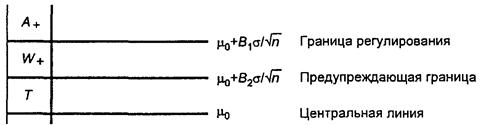
Рисунок 2 - Зоны качества для статистического управления с односторонним критерием - верхние границы
На рисунке 3 рассмотрен случай, когда нежелательный сдвиг уровня процесса связан с его убыванием.
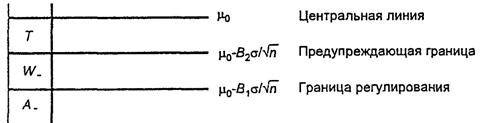
Рисунок 3 - Зоны качества для статистического управления с односторонним критерием - нижние границы
5.7 Выборочное среднее арифметическое наносят на
контрольную карту с предупреждающими границами следующим образом: для каждой
выборки на КК наносят точку с указанием времени или порядкового номера в
качестве абсциссы и соответствующего значения ![]() - в качестве ординаты (рисунок Б.1).
- в качестве ординаты (рисунок Б.1).
6 СТАТИСТИЧЕСКОЕ УПРАВЛЕНИЕ ПРОЦЕССОМ
6.1 Если хотя бы одна точка попала в верхнюю критическую зону А+, или в нижнюю критическую зону А-, то это сигнал о выходе процесса из-под контроля. При получении такого сигнала должна быть определена и устранена причина выхода процесса из статистически управляемого состояния.
6.2 Если установленное количество последовательных точек попадает в одну из предупреждающих зон - верхнюю W+ или нижнюю W-, то это служит сигналом о выходе процесса из-под контроля и необходимости корректировки.
Значения различных параметров для планов статистического управления процессом выбирают в соответствии с разделом 7.
7 ВЫБОР ЗНАЧЕНИЙ ПАРАМЕТРОВ ДЛЯ ПЛАНОВ СТАТИСТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ
7.1 При выборе плана статистического управления процессом необходимо установить следующие значения:
а) объем выборки п (по 7.3)1);
б) период отбора выборок t (по 7.3)1);
_______________
1) Значения величин t и п устанавливают предварительно.
в) количество последовательных точек К (по 6.2);
г) коэффициенты В1, и В2 (по 7.2.2 и 7.4.1), - а также правила принятия решений для корректировки процесса.
Исходными величинами для выбора плана статистического управления процессом являются m0, s m1, и (или) m-1 (в соответствии с разделом 4); L0 и L1 [средние длины серий выборок для процессов соответственно в статистически управляемом и неуправляемом состояниях (в соответствии с 7.2 и приложением В)].
7.2 Эффективность процедуры статистического управления процессом может быть оценена через средние длины серий выборок.
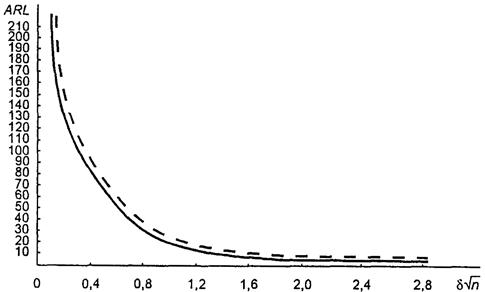
7.2.1 Средняя длина серии выборок (ARL) процесса - это среднее число выборок, которые будут извлечены до получения сигнала о неуправляемом состоянии процесса, при неизменном уровне процесса. Значения ARL представлены в таблицах 1-4. ARL имеет максимальное значение, когда уровень процесса совпадает с целевым уровнем m0; значение ARL резко уменьшается, когда уровень процесса отклоняется от целевого. Контрольная карта должна быть рассчитана таким образом, чтобы были выполнены два условия:
а) при совпадении уровня процесса с целевым уровнем m0 средняя длина серий выборок обозначается L0 и должна принимать большое значение. Это обеспечивает низкую вероятность возникновения ложных сигналов о выходе процесса из статистически управляемого состояния;
б) при уровне процесса со значениями m1, или m-1 средняя длина серий выборок обозначается L1 и должна принимать малое значение. Это позволяет быстро обнаружить неудовлетворительное состояние процесса.
7.2.2 Для
одностороннего критерия в таблицах
1, 2
и 3 в строке ![]() даны значения ARL,
равные L0, и
значения ARL, равные L1, - в
строках, соответствующих различным значениям
даны значения ARL,
равные L0, и
значения ARL, равные L1, - в
строках, соответствующих различным значениям ![]() , как функции от К, В1,
В2 и
, как функции от К, В1,
В2 и ![]() . При выборе L0 и L1 необходимо установить
несколько вариантов В1, и В2; из них,
насколько это возможно, выбирают те, которые дают максимальное значение
отношения L0/L1.
. При выборе L0 и L1 необходимо установить
несколько вариантов В1, и В2; из них,
насколько это возможно, выбирают те, которые дают максимальное значение
отношения L0/L1.