Система нормативных документов в строительстве
СВОД ПРАВИЛ
ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ
СОЕДИНЕНИЙ
ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДОВ
СП 42-105-99
ОАО "РОСГАЗИФИКАЦИЯ"
Москва
1999
Предисловие
1 РАЗРАБОТАН Головным научно-исследовательским и проектным институтом по использованию газа в народном хозяйстве “ГИПРОНИИГАЗ” при участии НПО "Пластик".
2 СОГЛАСОВАН с Госгортехнадзором РФ (письмо № 02-35/868 от 23.07.1998 г.) и АООТ НПО "Пластик" (письмо № 402/98 от 4.05.98 г.).
3 ОДОБРЕН Госстроем России (письмо № 13-500 от 10.09.1998 г.)
4 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО «Росгазификация» № 14П от 03.03.1999 г.
5 ПРИНЯТ впервые
Свод правил разработан группой специалистов: В.Ю. Каргин. А.Г. Карвецкий, В.В. Богатов, Т.В. Ставская - ОАО «Гипрониигаз»; И.В. Гвоздев - АООТ НПО «Пластик»; И.В. Сессин - ОАО «Росгазификация».
СОДЕРЖАНИЕ
Введение
Свод правил предназначен для использования строительными организациями Российской Федерации при строительстве и ремонте газораспределительных сетей из полиэтиленовых труб, а также отраслевыми лабораториями и другими организациями, занимающимися оценкой качества сварных соединений.
СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
ПОЛИЭТИЛЕНОВЫХ ГАЗОПРОВОДОВ
QUALITY CONTROL OF WELDED JOINTS
OF POLYETHYLENE GAS PIPELINES
Дата введения 99.04.01
1 Область применения
Настоящий свод правил распространяется на сварные соединения напорных труб из полиэтилена для газопроводов, транспортирующих горючие газы по ГОСТ 5542, предназначенные для промышленного и коммунально-бытового использования.
Свод правил устанавливает технические требования к контролю качества, правилам приемки и методам испытания соединений полиэтиленовых труб между собой и с соединительными деталями, выполненных сваркой нагретым инструментом встык и сваркой при помощи деталей с закладными нагревателями.
2 Нормативные ссылки
В настоящем своде правил использованы ссылки на следующие стандарты:
СНиП 2.04.08-87* "Газоснабжение".
СНиП 3.05.02-88* "Газоснабжение".
ГОСТ 166-89 "Штангенциркули. Технические условия".
ГОСТ 4045-75 "Тиски слесарные с ручным приводом. Технические условия".
ГОСТ 5542-87 "Газы природные топливные для коммунально-бытового назначения".
ГОСТ 8433-81 "Вещества вспомогательные ОП-7 и ОП-10".
ГОСТ 11262-80 "Пластмассы. Метод испытания на растяжение".
ГОСТ 12423-66 "Пластмассы. Условия кондиционирования образцов (проб)".
ГОСТ 14782-86 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые".
ГОСТ 24157-80 "Метод определения стойкости при постоянном внутреннем давлении".
ГОСТ Р 50838-95 "Трубы из полиэтилена для газопроводов. Технические условия".
СП 42-101-96 "Проектирование и строительство газопроводов из полиэтиленовых труб диаметром до 300 мм".
3 Общие положения
3.1 Свод правил разработан в развитие строительных норм и правил СНиП 3.05.02 "Газоснабжение" в части строительства газопроводов из полиэтиленовых труб давлением до 0,6 МПа.
3.2 Свод правил .может применяться в процессе строительства новых и реконструкции действующих подземных газопроводов с использованием полиэтиленовых труб (ПЭ63, ПЭ80 и ПЭ100) отечественного и зарубежного производства, отвечающих требованиям ГОСТ Р 50838.
3.3 Технологический процесс сварки и порядок проведения пооперационного контроля должен соответствовать СП 42-101 и другой нормативно-технической документации по строительству газопроводов из полиэтиленовых труб утвержденной или согласованной с Минземстроем (Минстроем) России.
3.4 Нормы контроля сварных соединений полиэтиленовых труб (разрушающими и неразрушающими методами) должны приниматься в соответствии с требованиями СНиП 2.04.08, СНиП 3.05.02 и СП 42-101.
При этом в случае сварки труб деталями с закладными нагревателями разрушающим методам контроля подвергают только допускные соединения, а вырезка и испытание контрольных соединений из числа выполненных при помощи этих деталей не требуется.
Нормы контроля качества стыковых соединений ультразвуковым и разрушающим методами принимают в зависимости от степени автоматизации сварочных машин.
4 Технические требования к контролю качества сварных соединений
4.1 Контролю качества подвергаются сварные соединения, изготовленные из труб, соответствующих требованиям ГОСТ Р 50838, муфт с закладными электронагревателями ТУ 2248-030-00203536-96, отводов седловых ТУ 2248-031-00203536-96 и ТУ 2248-037-00203536-96, деталей соединительных ТУ 2248-032-00203536-96 и ТУ 6-19-359-97 и других соединительных деталей (в т.ч. зарубежного изготовления), соответствующих нормативной документации, утвержденной в установленном порядке.
4.2 Методы контроля качества сварных соединений подразделяются на обязательные (экспресс) методы, проводимые лабораториями строительно-монтажных организаций и специальные, которые рекомендуются к использованию отраслевыми испытательными центрами в случае необходимости подтверждения результатов экспресс методов, проведения углубленных исследований и других целей.
4.3 Вырезку контрольных соединений из газопровода осуществляют, как правило, в период производства сварочных работ с целью исключения вварки "катушек".
4.4 Проверке подвергаются допускные и контрольные соединения, выполненные каждым сварщиком в соответствии с нормами СНиП 3.05.02 и СП 42-101.
4.5 Сварные соединения, забракованные при внешнем осмотре и измерениях, исправлению не подлежат и должны быть из газопровода удалены.
4.6 При неудовлетворительных результатах испытаний сварных соединений экспресс методами необходимо произвести проверку удвоенного числа соединений тем же методом контроля, по которому получены неудовлетворительные результаты. Если при повторной проверке хотя бы одно из проверяемых соединений окажется неудовлетворительного качества, то сварщик должен быть отстранен от работы и направлен для прохождения дополнительной практики. Порядок проведения дальнейших работ на газопроводе должен определяться требованиями СНиП 3.05.02.
4.7 Перечень методов испытаний, обязательных при проведении контроля качества сварных соединений приведен в таблице 1.
Обязательным методам оценки должны подвергаться сварные соединения, выполняемые перед началом строительства газопроводов (допускные стыки) и отбираемые из числа стыков, сваренных каждым сварщиком на объекте строительства (контрольные стыки).
Таблица 1 - Перечень обязательных методов испытаний
|
Способ сварки |
|
|
1 Внешний осмотр |
Нагретым инструментом встык. Деталями с ЗН |
|
2 Испытание на осевое растяжение |
Нагретым инструментом встык |
|
3 Ультразвуковой контроль |
Нагретым инструментом встык |
|
4 Пневматические испытания |
Нагретым инструментом встык. Деталями с ЗН |
|
5 Испытание на сплющивание |
Деталями с ЗН |
|
6 Испытание на отрыв |
Деталями с ЗН (только для седловых отводов) |
4.8 Перечень специальных методов испытаний, рекомендуемых к проведению при оценке качества сварных соединений приведен в таблице 2.
Таблица 2 - Перечень специальных методов испытаний
|
Методы испытаний |
Способ сварки |
|
1 Испытание на статический изгиб |
Нагретым инструментом встык |
|
2 Испытание при постоянном внутреннем давлении |
Нагретым инструментом встык Деталями с ЗН |
|
3 Испытание на длительное растяжение |
Нагретым инструментом встык |
|
4 Испытания на стойкость к удару |
Деталями с ЗН (только для седловых отводов) |
Результаты испытаний на длительное растяжение являются факультативными.
5 Обязательные методы контроля сварных соединений
5.1 Внешний осмотр
5.1.1 Внешнему осмотру подвергаются соединения, выполненные любым способом сварки. Внешний вид сварных соединений должен соответствовать контрольным образцам, оформленным в соответствии с приложением А.
5.1.2 Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, должен отвечать следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3 - 0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2 - 0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % от толщины стенки трубы (детали);
- впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
5.1.3 Размеры валиков наружного грата швов зависят от толщины стенки свариваемых труб (деталей) и должны соответствовать данным таблицы 3.
Таблица 3 - Геометрические размеры сварного шва
|
Параметры наружного грата |
Условное обозначение труб |
||||||||
|
SDR11 63´5,8 |
SDR11 75´6,8 |
90´5,2 |
SDR11 90´8,2 |
SDR17,6 110´6,3 |
SDR11 110´10 |
SDR17,6 125´7,1 |
SDR11 125´11,4 |
SDR17,6 140´8,0 |
|
|
Высота, мм |
1,5 - 3,0 |
2,0 - 3,5 |
1,5 - 3,0 |
2,5 - 4,5 |
2,0 - 3,5 |
2,5 - 4,5 |
2,0 - 4,0 |
3,0 - 5,0 |
2,5 - 4,5 |
|
Ширина, мм |
4,0 - 6,0 |
5,0 - 7,0 |
4,0 - 6,0 |
6,0 - 8,5 |
4,5 - 6,5 |
6,5 - 9,5 |
5,5 - 7,5 |
8,5 - 12,0 |
6,0 - 8,5 |
|
Параметры наружного грата |
Условное обозначение труб |
||||||||
|
SDR11 140´12,7 |
SDR17,6 160´9,1 |
SDR11 160´14,6 |
SDR17,6 180´10,2 |
SDR11 180´16,4 |
SDR17,6 200´11,4 |
SDR11 200´18,2 |
SDR17,6 225´12,8 |
SDR11 225´20,5 |
|
|
Высота, мм |
3,0 - 5,0 |
2,5 - 4,5 |
3,0 - 5,0 |
2,5 - 4,5 |
3,5 - 5,5 |
3,0 - 5,0 |
4,0 - 6,0 |
3,0 - 5,0 |
4,5 - 6,5 |
|
Ширина, мм |
9,0 - 13,0 |
6,5 - 9,5 |
10 - 15 |
6,5 - 9,5 |
11 - 16 |
8,5 - 12 |
13 - 18 |
9,0 - 13,0 |
14 - 21 |
5.1.4 Определение размеров валиков производится непосредственно на сварном шве в условиях строительного производства. Допускается в обоснованных случаях на отдельных соединениях, выполненных из труб ПЭ80 и ПЭ100, производить определение расположения впадины между валиками грата и замер самих валиков после срезания наружного грата по всему периметру трубы. Срезание наружного грата должно производиться при помощи специальных приспособлении, не наносящих повреждений телу трубы и не выводящих толщину стенки за пределы допускаемых отклонений.
Критерии оценки внешнего вида соединений, выполненных нагретым инструментом встык. приведены в таблице 4.
5.1.5 Результаты внешнего осмотра и проверки размеров сварочного грата соединений. выполненных сваркой нагретым инструментом встык считают положительными, если они отвечают требованиям п. 5.1.2, таблице 3 и критериям оценки дефектов, приведенным в таблице 4.
5.1.6 Отдельные наружные повреждения валиков сварного шва (срезы, сколы, вдавленности от клеймения стыка) протяженностью не более 20 мм и не затрагивающие основного материала трубы считать браком не следует.
Методика определения размеров сварного стыкового соединения приведена в приложении Б.
Таблица 4 - Оценка сварных стыковых соединений внешним осмотром
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
1.Хороший шов с гладкими и симметричными валиками грата округлой формы |
Соблюдение всех технологических параметров сварки в пределах нормы |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Размеры наружного грата и внешний вид шва соответствуют требованиям п. 5.1.2. настоящего стандарта |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
2. Брак. Шов с несимметричными валиками грата одинаковой высоты в одной плоскости, но различной в противоположных точках шва. |
Превышение допустимого зазора между торцами труб перед сваркой. |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Различие по высоте более 50 % в противоположных точках шва |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
3. Брак. Малый грат округлой формы |
Недостаточное давление при осадке шва или малое время прогрева |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Величина наружного грата по высоте и ширине меньше нижних предельных значений, приведенных в таблице 3 настоящего стандарта |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
4.Брак. Большой грат округлой формы |
Чрезмерное время прогрева или повышенная температура нагревателя |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Величина наружного грата по высоте и ширине больше верхних предельных значений, приведенных в таблице 3 настоящего стандарта |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
5. Брак. Несеметричный грат по всей окружности шва. |
Различный материал свариваемых труб или деталей (ПЭ63 с ПЭ80), или толщина стенки |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Различие по высоте и ширине валиков грата по всей окружности шва превышает 40 % |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
6. Брак. Высокий и узкий грат, как правило не касающийся краями грубы |
Чрезмерное давление при осадке стыка при пониженной температуре нагревателя |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Высота валиков грата больше или равна его ширине. |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
7. Брак. Малый грат с глубокой впадиной между валиками. |
Низкая температура нагревателя при недостаточном времени прогрева |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Устье впадины расположено ниже наружной и выше внутренней образующих труб |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
8. Брак. Неравномерность (асимметричность) валиков грата |
Смещение труб относительно друг друга |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Различие по высоте валиков грата в одной плоскости более 40 % с одновременным смещением образующих труб более 10 % от толщины стеки. |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
9. Брак. Неравномерное распределение грата по периметру шва. |
Смещение нагревателя в процессе прогрева |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Высота грата в месте неравномерного выхода больше его ширины, впадина между валиками грата нечетко выражена или отсутствует. В противоположной точке шва грат имеет размеры. меньшие на 50 % и более. |
|
|
||||||||||
|
Краткое описание |
Возможная причина возникновения |
|||||||||||
|
10 Брак Шов с многочисленными наружными раковинами по всему периметру с концентрацией по краям грата с возможными следами поперечного растрескивания. |
Чрезмерная температура нагревателя, значение которой выше температуры деструкции данной марки полиэтилена. |
|||||||||||
|
Критерии оценки |
Графическое изображение |
Внешний вид |
||||||||||
|
Многочисленные раковины. расположенные вплотную друг к другу |
|
|
||||||||||








5.1.7 Внешний вид сварных соединений, выполненных при помощи деталей закладными нагревателями, должен отвечать следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°;
- поверхность деталей не должна иметь следов температурной деформации или сгоревшего полиэтилена;
- по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки.
5.1.8 Критерии оценки внешнего вида соединений, выполненных при помощи седловых отводов с закладными нагревателями, приведены в таблице 5.
Критерии оценки внешнего вида соединений, выполненных при помощи муфт, тройников, отводов и переходов с закладными нагревателями, приведены в таблице 6.
5.1.9 Результаты внешнего осмотра сварных соединений, выполненных при помощи деталей с закладными нагревателями считают положительными, если они отвечают требованиям п. 5.1.7 и критериям оценки дефектов, приведенным в таблицах 5 и 6.
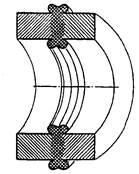
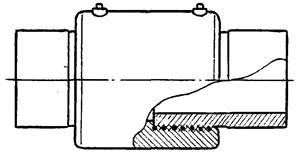
Таблица 5 - Контроль седловых отводов внешним осмотром.
|
Критерии оценки |
Возможная причина возникновения |
||
|
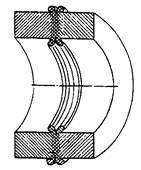
1. Хорошее соединение, отвод плотно облегает поверхность трубы. |
Гладкая поверхность отвода без искривлений и зазоров |
Соблюдение технологических операций и параметров сварки в пределах нормы. |
|
|
Графическое изображение |
Внешний вид |
||
|
|
|
||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
|
|
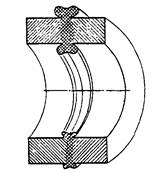
2. Брак. Зазор между охватывающей частью седлового отвода и трубой |
Более 0,5 мм |
Чрезмерная обработка поверхности трубы или недостаточное усилие прижатия отвода |
|
|
Графическое изображение |
Внешний вид |
||
|
|
|
||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
|
|
3. Брак. Температурная деформация наружной поверхности отвода. |
Появление гофра на поверхности |
Чрезмерное время нагрева или напряжения питания |
|
|
Графическое изображение |
Внешний вид |
||
|
|
|
||

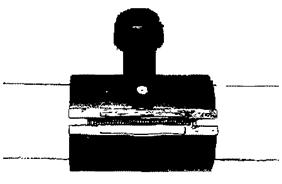
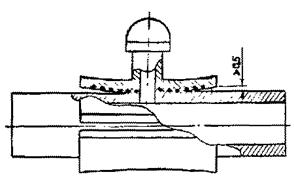
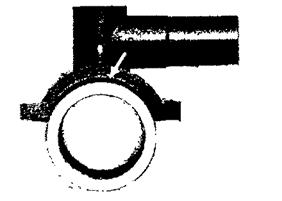

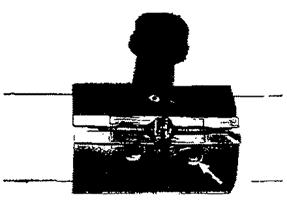
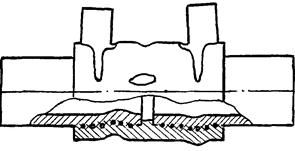
Таблица 6 - Контроль муфт, отводов, тройников и переходов с закладными нагревателями внешним осмотром
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
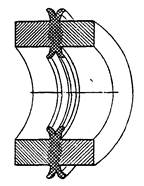
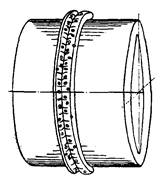
1. Хорошее соединение, деталь плотно охватывает концы свариваемых труб |
Гладкая поверхность детали без видимых зазоров |
Соблюдение технологических операций и параметров сварки в пределах нормы |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
2. Брак. Зазор между охватывающей частью детали и трубой |
Более 0,5 мм |
Чрезмерная обработка поверхности трубы или эллипсность трубы |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
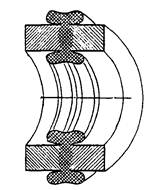
3. Брак. Непараллельность (искривление осей трубы и детали) |
Более 2,0 мм на длине L = 3de |
Недостаточное заглубление концов труб внутрь детали или деформация соединения до его остывания |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
4. Брак. Частичное появление расплава полиэтилена по торцам детали. |
Не допускается |
Сдвиг трубы в процессе сварки или смещение спирали |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
5. Брак. Индикаторы сварки в исходном положении |
Не допускается |
Недостаточное время сварки или недостаточное напряжение, подаваемое на спираль детали |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||
|
Краткое описание |
Критерии оценки |
Возможная причина возникновения |
||
|
6. Брак. Местное расплавление поверхности детали |
Не допускается |
Чрезмерные время нагрева или напряжение питания |
||
|
Графическое изображение |
Внешний вид |
|||
|
|
|
|||








5.2 Испытания на осевое растяжение
Испытаниям на осевое растяжение подвергаются соединения, выполненные сваркой нагретым инструментом встык.
Критерием определения качества сварного соединения, выполненного сваркой встык является характер разрушения образцов.
Различают три типа разрушения:
- Тип I - наблюдается после формирования "шейки" - типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50 % и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки.
- Тип II - отмечается при достижении предела текучести в момент начала формирования "шейки". Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50 %, и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер.
- Тип III - происходит до достижения предела текучести и до начала формирования "шейки". Разрушение наступает при удлинении образца, как правило, не более 20 % и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80 % образцов имеют пластичный характер разрушения I типа. Остальные 20 % образцов могут иметь характер разрушения II типа. Разрушение III типа не допускается.
При хрупком разрыве по шву для определения причин разрушения анализируются характер излома и дефекты шва.
Для труб наружным диаметром 20 мм испытание возможно проводить на образцах в виде отрезка трубы длиной (160 ± 5) мм.
При испытании на осевое растяжение определяются также предел текучести и относительное удлинение при разрыве. По результатам испытаний составляют протокол по форме, установленной требованиями СНиП 3.05.02.
Методика проведения испытаний образцов сварных стыковых соединений на осевое растяжение приведена в приложении В.
5.3 Ультразвуковой контроль
Ультразвуковому контролю должны подвергаться соединения полиэтиленовых труб, выполненные сваркой нагретым инструментом встык.
Количество сварных соединений подвергаемых УЗК -контролю следует определять по нормам СНиП 3.05.02 (с учетом требований п. 3.4 настоящего СП).
Для УЗК -контроля должны использоваться, как правило, дефектоскопы, позволяющие запоминать и хранить информацию о результатах контроля, а так же осуществлять вывод информации на стандартный принтер или экран персонального компьютера. Методику использования и настройки применяемых дефектоскопов следует определять в соответствии со специальной инструкцией.
Рабочая часть используемых пьезоэлектрических преобразователей должна иметь вогнутую поверхность, соответствующую наружному диаметру труб и обеспечивать плотное сопряжение с поверхностью труб при контроле сварных соединений.
С помощью УЗК -контроля должны выявляться внутренние дефекты типа газовых пор, несплошностей, посторонних включений, трещин (в околошовной зоне или зоне сварки), а также смещение внутренних кромок труб.
Основными измеряемыми характеристиками выявленных дефектов являются:
- эквивалентная площадь дефектов;
- координаты дефекта в сварном соединении;
- условная протяженность дефекта;
- суммарная условная протяженность дефектов.
Бракованными считаются сварные соединения, в которых обнаружены:
- отдельные внутренние дефекты, численное значение эквивалентной площади которых равно или превышает 10 % от номинальной толщины стенки труб;
- многочисленные внутренние дефекты, численное значение эквивалентной площади которых менее 10 % номинальной толщины стенки труб, но имеющие суммарную условная протяженность более 15 % от периметра трубы;
- смещение внутренних кромок труб более 10 % от номинальной толщины стенки труб.
Методические положения по проведению УЗК -контроля сварных стыковых соединений полиэтиленовых труб приведены в приложении Г.
5.4 Пневматические испытания сварных соединений
Пневматическим испытаниям подвергаются сварные соединения, выполненные как сваркой нагретым инструментом встык, так и сваркой с помощью деталей с закладными нагревателями. Пневматические испытания соединений проводятся совместно с испытаниями всего построенного газопровода.
Сварные соединения должны выдерживать испытания на прочность и герметичность при внутреннем давлении воздуха по нормам, принимаемым в соответствии с требованиями СНиП 3.05.02 в зависимости от давления транспортируемого газа.
Результаты испытаний на прочность считают положительными, если в период испытаний давление в газопроводе не меняется (нет видимого падения давления по манометру).
Результаты испытания на герметичность считаются положительными, если в период испытания фактическое падение давления в газопроводе не меняется или не превышает допустимой величины, определяемой по формулам СНиП 3.05.02.
Методика проведения пневматических испытаний сварных соединений приведена в приложении Д.
5.5 Испытание на сплющивание
Испытаниям на сплющивание подвергают соединения, полученные сваркой при помощи деталей муфтового типа (муфт, переходов, отводов, тройников, заглушек и т.п.) с закладными нагревателями.
Испытания проводят на образцах-сегментах путем сжатия труб у торца соединения до величины, равной двойной толщине стенки.
Стойкость сварного шва к сплющиванию характеризуется процентом отрыва, который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы. Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если отношение длины шва, не подвергнутой отрыву, к общей измеренной длине шва составляет не менее 40 %.
Методика проведения испытаний сварных соединений на сплющивание приведена в приложении Е.
5.6 Испытание на отрыв
Испытаниям на отрыв подвергают сварные соединения труб и седловых отводов с закладными нагревателями
Сварное соединение подвергается испытанию целиком и продолжается до полного отделения седлового отвода от трубы.
В результате испытания соединения излом в месте сварки седлового отвода с трубой должен иметь полностью или частично пластичный характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение не допускается. В процессе проведения испытаний фиксируется также разрушающая нагрузка.
Методика проведения испытания сварных соединений на отрыв приведена в приложении Ж.
6 Специальные методы контроля
6.1 Испытание на статический изгиб
Испытаниям на статический изгиб подвергаются соединения, выполненные сваркой нагретым инструментом встык.
Испытания проводят на образцах-полосках с расположенным по центру сварным швом.
При испытании на статический изгиб определяется угол изгиба образца, при котором появляются первые признаки разрушения. Результаты испытания считаются положительными. если испытываемые образцы выдерживают без разрушения и появления трещин изгиб на угол не менее 160°
Методика проведения испытаний приведена в приложении И.
6.2 Испытание при постоянном внутреннем давлении
Испытаниям при постоянном внутреннем давлении подвергаются сварные соединения. выполненные как сваркой нагретым инструментом встык, так и сваркой при помощи деталей с закладными нагревателями.
Испытания проводятся в соответствии с требованиями ГОСТ Р 50838 и методикой ГОСТ 24157.
При испытании определяется стойкость при постоянном внутреннем давлении в течение заданного промежутка времени при нормальной и повышенной температурах и определенной величине начального напряжения в стенке трубы.
Результаты испытаний считаются положительными, если все испытуемые образцы не разрушились до истечения контрольного времени испытания или разрушился один из образцов, но при повторных испытаниях ни один из образцов не разрушился.
Методика проведения испытаний на внутреннее давление приведена в приложении К.
6.3 Испытание на длительное растяжение
Испытание сварных соединений на длительное растяжение проводится для определения длительной несущей способности сварных соединений, выполненных сваркой нагретым инструментом встык.
Одновременно с испытанием оцениваемых образцов сварных швов при тех же условиях испытывают образцы других сварных соединений, сваренных при оптимальных параметрах сварки (базовые стыки). Образцы оцениваемых сварных соединений и базовые стыки должны быть изготовлены из одной марки материала и одной партии труб.
Испытания проводят до появления трещин не менее чем у 50 % испытываемых образцов. Результаты испытания сравниваются по среднему значению времени до появления трещин.
По мере проведения испытаний образцы должны подвергаться периодическому внешнему осмотру с целью выявления хрупкого излома и трещин в зоне шва. Изломы в области зажимов не учитываются.
Результаты испытания считаются положительными, если образцы оцениваемых сварных соединений имеют среднее значение времени до появления трещин не ниже значений, полученных для базовых стыковых соединений.
Методика проведения испытаний приведена в приложении Л.
6.4 Испытание на стойкость к удару
Испытаниям на стойкость к удару подвергаются соединения, выполненные при помощи седловых отводов крановых, отвечающих требованиям ТУ 2248-031-00203536-96.
Испытания проводят на образцах в виде патрубков с расположенным посередине седловым отводом.
При испытании на стойкость к удару определяется способность образца выдержать внутреннее пневматическое давление (0,6 ± 0,05) МПа в течение 24 ч после нанесения по нему двух ударов падающим грузом массой (5,0 ± 0,05) кг.
Результаты испытания считаются положительными, если оцениваемые образцы выдерживают испытание при отсутствии видимых разрушений и разгерметизации.
Методика проведения испытаний приведена в приложении М.
Приложение
А
(обязательное)
Порядок оформления контрольных образцов
1. Контрольный образец представляет собой сварное соединение труб между собой или с соединительной деталью, отвечающее требованиям настоящего свода правил. Длина контрольного образца должна составлять не менее 2 Дн, при этом сварной шов должен располагаться посередине.
2. Контрольный образец снабжается опломбированным ярлыком, в котором указывают:
- условное обозначение сваренных труб ( соединительных деталей);
- наименование предприятия, выполняющего сварочные работы;
- гриф утверждения образца главным инженером предприятия, заверенный круглой печатью, и дата утверждения;
- гриф согласования, заверенный круглой печатью и дата согласования.
3. Согласование контрольных образцов осуществляет организация, имеющая соответствующую лицензию Госгортехнадзора РФ.
4. Контрольные образцы хранят на предприятии, выполняющем сварочные работы.
5. Допускается оформление типовых контрольных образцов для ряда типоразмеров труб и соединительных деталей.
Приложение
Б
(обязательное)
Методика определения внешнего вида и размеров сварных соединении
Внешний вид сварных соединений определяют визуально без применения увеличительных приборов путем сравнения оцениваемого соединения с контрольным образцом, а также путем измерения наружного сварочного грата.
Измерения швов проводят как минимум в двух взаимопротивоположных зонах по периметру шва.
Контроль ширины и высоты наружного грата осуществляют штангенциркулем по ГОСТ 166. Допускается использование шаблонов с проходным и непроходным размерами.
Для контроля симметричности производят замер ширины одного из валиков наружного грата. Определение ширины валика производят с помощью измерительной лупы ЛИ-3х по ТУ 3-3.125-81 или другим инструментом с точностью до 1 %.
Для измерения смещения кромок может использоваться специальный шаблон. Схема измерения смещения кромок показана на рисунке Б.1. Шаблон устанавливают по образующей одной из труб, прижимая к трубе в околошовной зоне. Из-за смещения кромок при этом на другом конце опорной площадки шаблона наблюдается его подъем над поверхностью трубы. С помощью щупа по ТУ 2-034-0221197-011-91 производят замер зазора между поверхностью заготовки и пяткой шаблона. Далее рассчитывают отношение (в процентах) измеренного абсолютного значения смещения кромок к номинальной толщине стенки трубы. Расчет производят с точностью до 1 %.
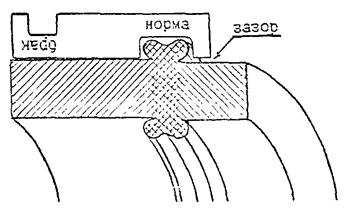
Рисунок Б.1 - Измерение смещения кромок при помощи шаблона
Приложение
В
(обязательное)
Методика испытаний сварных соединений на осевое растяжение
Испытания выполняют на образцах-лопатках типа 2 по ГОСТ 11262.
Образцы-лопатки изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
Из каждого контролируемого стыка вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью ± 1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рисунке В.1.
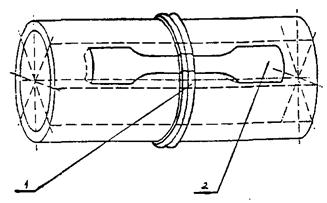
1 - патрубок со сварным соединением; 2 - расположение образцов
Рисунок В.1 - Схема вырезки образцов из сварного соединения для испытания на осевое растяжение
Перед испытанием образцы кондиционируют по ГОСТ 12423 при температуре (23 ± 2) °С не менее 2 ч.
Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (100 ± 10) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (25 ± 2,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
Испытание на растяжение производится на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1 % от измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
При испытании определяют характер (тип) разрушения образца, а также относительное удлинение при разрыве и предел текучести при растяжении.
Испытание на растяжение производят не ранее чем через 24 ч после сварки.
Приложение
Г
(обязательное)
Методика ультразвукового контроля сварных соединений
При проведении УЗК - контроля должны быть использованы:
- ультразвуковой эхо-импульсный дефектоскоп с преобразователями пьезоэлектрическими;
- стандартные образцы для настройки и проверки работоспособности дефектоскопа;
- вспомогательные приспособления и устройства для соблюдения параметров сканирования и измерения характеристик выявленных дефектов.
Допускается применять аппаратуру без вспомогательных приспособлений и устройств для соблюдения параметров сканирования при перемещении преобразователя вручную и измерении характеристик выявленных дефектов.
Дефектоскопы и стандартные образцы, используемые при контроле, должны быть аттестованы и проверены в установленном порядке.
Для контроля следует использовать дефектоскопы, укомплектованные наклонными преобразователями, имеющие аттенюатор и позволяющие определять координаты расположения отражающей поверхности.
Значение ступени ослабления аттенюатора должно быть не более 1 дБ.
Допускается применять дефектоскопы с аттенюатором, значение ступени ослабления которого составляет 2дБ, дефектоскопы без аттенюатора с системой автоматического измерения амплитуды сигнала.
Частота ультразвуковых колебаний, излучаемых наклонными преобразователями, не должна отличаться от номинального значения более чем на 10 % в диапазоне свыше 1,25 МГц и более чем на 20 % в диапазоне до 1,25 МГц.
Положение метки, соответствующей точке выхода луча, не должно отличаться от действительного более чем на ± 1 мм.
УЗК дефектоскоп должен быть укомплектован стандартными образцами отрасли (предприятия) по ГОСТ 14782, которые следует применять для измерения и проверки основных параметров аппаратуры и контроля при эхо-импульсном методе. В дефектоскопах для механизированного контроля должны быть предусмотрены устройства, обеспечивающие систематическую проверку параметров, определяющих работоспособность аппаратуры.
Приложение
Д
(обязательное)
Методика пневматических испытаний сварных соединений
Пневматические испытания сварных соединений производятся в соответствии со СНиП 3.05.02 вместе с испытаниями всего полиэтиленового газопровода на прочность и герметичность. Смонтированный газопровод должен находиться в траншее и быть присыпан на 20 - 25 см выше верхней образующей трубы. Сварные соединения при этом оставляют незасыпанными.
Концы испытываемого газопровода в виде стальных патрубков разъемных или неразъемных соединений полиэтилена со сталью должны быть ограничены временными стальными заглушками, одна из которых должна быть оборудована отводной металлической трубкой для подключения шланга компрессора и установки манометра.
Через два часа после заполнения воздухом рекомендуется произвести подкачку газопровода воздухом для компенсации деформации полиэтиленовых труб под действием внутреннего давления.
Приложение
Е
(обязательное)
Методика испытаний сварных муфтовых соединений на сплющивание
Для определения стойкости муфтовых соединений к сплющиванию подготавливаются патрубки с расположенными по центру муфтами, изображенные на рисунке Е.1. Длина патрубка и количество образцов, изготавливаемое из каждого патрубка, должны соответствовать таблице Е.1.
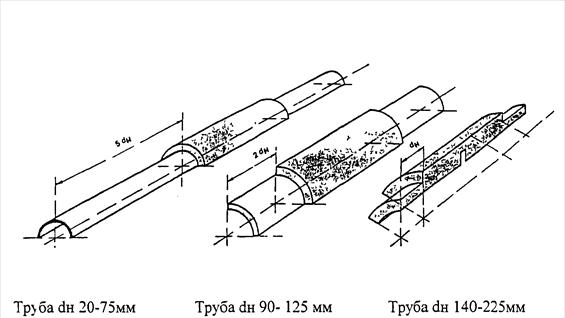
Рисунок Е.1 - Общий вид образцов-сегментов
Таблица Е.1
|
Номинальный диаметр труб, dн, мм |
Длина свободной части образца, L, мм, не менее |
Количество образцов из одного патрубка, шт. |
Угол сегмента, град. |
|
20 - 75 |
5dн |
2 |
180 |
|
90 - 125 |
2dн |
4 |
90 |
|
140 - 225 |
1dн |
8 |
45 |
Не ранее чем через 24 ч после сварки производят разрезание сварного муфтового соединения вдоль оси на испытательные образцы-сегменты в диаметральном сечении.
Испытания проводят при температуре (23 ± 5) °С. При указанной температуре образцы выдерживают не менее 2 ч.
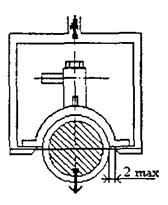
Для испытаний применяют механизированный процесс, обеспечивающий сближение плит со скоростью (100 ± 10) мм/мин; допускается использование пресса со скоростью сближения плит (20 ± 2) мм/мин. Подготовленный к испытанию образец устанавливают между обжимными плитами пресса так, как показано на рисунке Е.2. Затем осуществляют сближение обжимных плит до чех пор, пока расстояние между ними не сократится до удвоенной толщины стенки трубы.
1 - обжимные плиты; 2 - испытываемый образец
Рисунок Е.2 - Схема испытания образцов-сегментов на сплющивание
Допускается проведение испытаний с использованием обжимных плит без округления кромок. В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20 ± 3) мм.
При согласовании с заказчиком допускается испытание образцов соединений труб диаметром до 63 мм включительно производить в слесарных тисках по ГОСТ 4045 плавным деформированием образца.
После снятия нагрузки образец извлекают из пресса или тисков и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
В случае, если на части длины шва обнаружен отрыв трубы или соединительной детали от муфты, штангенциркулем по ГОСТ 166 измеряют длину части шва, не подвергнутой отрыву, и расстояние между крайними витками закладного нагревателя в зоне сварки в пределах одной трубы, которое принимают за длину шва.
Длина шва, не подвергнутая отрыву при сплющивании (Сс), в %, определяется по формуле
![]() , (Е.1)
, (Е.1)
где 1 - длина шва, не подверженная отрыву;
L - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента.
Для удобства измерения допускается дополнительное разрезание образца любым режущим инструментом в продольном и поперечном направлении.
Приложение
Ж
(обязательное)
Методика испытаний седловых отводов на отрыв
Испытания на отрыв проводят на образцах седловых отводов, сваренных с полиэтиленовыми трубами с номинальным наружным диаметром 63, 110 и 160 мм в зависимости от типоразмера седлового отвода. Длина полиэтиленовой трубы (патрубка) принимается равной длине седелки. Перед испытанием образцы кондиционируют при температуре (23 ± 2) °С не менее 2 ч.
Допускается для упрощения фиксации образца в испытательной машине производить срезание хвостика седлового отвода, а также укорочение горловины (отводящего патрубка).
Испытания проводят при температуре (23 ± 2) °С.
Для проведения испытаний возможно использование машин для испытания на сжатие типа ИП6010-100-1 с наибольшей предельной нагрузкой 100 кН. Испытательная машина должна быть снабжена оснасткой, изготовленной по чертежам, утвержденным в установленном порядке, и обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рисунке Ж.1.
1 - отрыв при растяжении;

2 - отрыв при сжатии
Рисунок Ж. 1 - Схемы испытания седлового отвода на отрыв
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого составляет (49,5 - 0,1). (87,5 - 0,2) и (127 - 0,2) мм, соответственно, для полиэтиленовых труб с номинальным наружным диаметром 63, 110 и 160 мм.
Нагружение испытываемого образца проводят со скоростью (100 ± 10) мм/мин до полного отрыва корпуса седелки от полиэтиленовой трубы или до деформации деталей узла соединения, вследствие чего испытательная нагрузка снижается до нуля. Допускается проведение испытания со скоростью (20 ± 2) мм/мин.
Приложение
И
(рекомендуемое)
Методика испытаний стыковых соединений на статический изгиб
Испытания на статический изгиб выполняют на образцах-полосках, размеры которых приведены в таблице И.1.
Таблица И.1
В миллиметрах
|
Размеры образца |
Длина пролета между роликовыми опорами |
Толщина траверсы |
||
|
Толщина |
Ширина |
Длина |
||
|
3 < h < 5 |
20 |
150 |
80 |
4 |
|
5 < h < 10 |
20 |
200 |
90 |
8 |
|
10 < h < 15 |
30 |
200 |
100 |
12,5 |
|
15 < h < 20 |
40 |
250 |
120 |
16 |
|
20 < h < 30 |
50 |
300 |
160 |
25 |
Образцы-полоски вырезают (вырубают) из контрольных стыков равномерно по периметру в количестве не менее пяти шт.
Испытания выполняют по схеме, представленной на рисунке И.1.
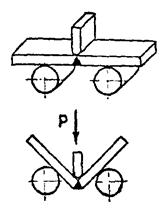
Рисунок И. 1 - Схема испытания на статический изгиб
Нагрузка передается на образец через траверсу, устанавливаемую на середине образца напротив сварного шва. Местное утолщение грата образца со стороны опорной траверсы снимается.
Испытательные образцы устанавливаются таким образом, чтобы внутренняя сторона трубы находилась в зоне растяжения.
Скорость приложения нагрузки должна составлять 50 мм/мин.
Испытания продолжаются до достижения угла изгиба 160°.
Приложение
К
(рекомендуемое)
Методика испытаний сварных соединении на стойкость к постоянному внутреннему давлению
Испытание выполняют на образцах, представляющих собой отрезки труб, снабженные с двух сторон заглушками, обеспечивающими герметичное соединение образца с приспособлением для подачи давления. Длину образца устанавливают с таким расчетом, чтобы свободная длина (L) между заглушками в зависимости от диаметра трубы (D) соответствовала значениям, указанным в таблице 1.
Таблица 1
В миллиметрах
|
D |
L |
|
< 200 |
30 + 250 |
|
225 - 400 |
1000 |
Для проведения испытаний на каждый уровень начального напряжения отбирают не менее трех образцов.
Условия проведения испытаний приведены в таблице 2.
Таблица 2
|
Наименование показателя |
Значение показателя для труб из |
Метод испытания |
||
|
ПЭ63 |
ПЭ80 |
ПЭ100 |
||
|
Стойкость при постоянном внутреннем давлении при 20 °С, ч. не менее |
100 (при начальном напряжении в стенке трубы 8,0 МПа) |
100 (при начальном напряжении в стенке трубы 10,0 МПа) |
100 (при начальном напряжении в стенке трубы 12,4 МПа) |
По ГОСТ 24157 и ГОСТ Р50838 |
|
Стойкость при постоянном внутреннем давлении при 80 °С, ч, не менее |
165 (при начальном напряжении в стенке трубы 3,5 МПа) |
165 (при начальном напряжении в стенке трубы 4,6 МПа) |
165 (при начальном напряжении в стенке трубы 5,5 МПа) |
то же |
|
Стойкость при постоянном внутреннем давлении при 80 °С, ч. не менее |
1000 (при начальном напряжении в стенке трубы 3,2 МПа) |
1000 (при начальном напряжении в стенке трубы 4,0 МПа) |
1000 (при начальном напряжении в стенке трубы 5,0 МПа) |
_»_ |
Испытательное давление (Р) в МПа для каждого испытуемого образца вычисляют по формуле
 , (К.1)
, (К.1)
где s - начальное напряжение, устанавливаемое в нормативно-технической документации на трубы из пластмасс, МПа;
Dmax - максимальный средний наружный диаметр образца, полученный при измерении, мм;
Smin - минимальная толщина стенки образца, полученная при измерении, мм.
Образцы помещаются в гидравлический стенд, представляющий собой ванну, наполненную водой и снабженную термостатирующим устройством. Нагрев образцов может быть произведен как в ванне, так и вне ее. Образцы подвергают испытательному давлению постепенно, равномерно, без толчков, в течение 15 - 60 с от начала нагружения и выдерживают в течение заданного времени или до момента разрушения. В период испытания давление в образце должно поддерживаться с погрешностью не более 2 %.
Приложение
Л
(рекомендуемое)
Методика испытаний сварных соединений на длительное растяжение
Испытания проводятся на образцах типа 2 по ГОСТ 11262. Образцы для испытания должны изготавливаться, как правило, штампом-просечкой, при этом наружный и внутренний грат не удаляется. Образцы не должны иметь надрезов, трещин, раковин и т.д.
Испытанию должны подвергаться не менее шести образцов из каждого оцениваемого сварного соединения и не менее шести контрольных образцов других сварных соединений. выполненных при оптимальных параметрах сварки. Результаты испытаний сравниваются.
Для труб диаметром 63 мм количество испытываемых образцов может быть снижено до пяти.
Для проведения испытаний требуется специальное нагружающее приспособление, которое позволяет создавать и поддерживать в образцах постоянное статическое растягивающее усилие в течение всего времени испытания.
Схематическое изображение испытательного устройства с нагружающим приспособлением показано на рисунке Л.1.
Допускается использование нагружающего приспособления, позволяющего создавать нагрузку в образцах путем их предварительной (5 - 20 %) деформации и закрепления в специальных струбцинах. Испытание в этом случае проводится при релаксации напряжений.
Испытание всех образцов должно проводиться по одной из вышеприведенных схем нагружения. Сравнивать результаты испытаний, проведенных по различным схемам нагружения не допускается.
Перед нагружением образцы кондиционируют при температуре (23 ± 2) °С с последующим погружением в испытательную среду.
Нагружение образцов осуществляется плавно после выравнивания температуры в испытательной ванне или до погружения образцов в ванну.
В качестве испытательной среды рекомендуется использование дистиллированной воды с 2 % содержанием смачивающего поверхностно-активного вещества типа ОП-7 или ОП-10 по ГОСТ 8433. Следует обеспечивать неизменную концентрацию смачивающего вещества с точностью ( ± 5) %.
Испытания на длительное растяжение может проводиться при различных температурах окружающей среды и различных нагрузках. Испытательные напряжения следует выбирать с таким расчетом, чтобы в образцах начали проявляться только хрупкие изломы, а время испытания (до обнаружения изломов на каждом образце невооруженным глазом) было минимальным.
Условия испытания образцов приведены в таблице Л.1.
Если в течение минимального времени испытаний хрупких изломов не появилось, следует устанавливать большие величины испытательного напряжения или деформации.
Таблица Л. 1
|
Минимальное испытательное напряжение, Н/мм |
Температура среды, °С |
Минимальная выдержка, ч |
|
4,0 |
95 |
30 |
|
4,0 |
80 |
500 |

1 - стрелочный индикатор; 2 - рычаг для передачи силы; 3 – прибор для учета времени; 4 - контрольный груз; 5 - образец; 6 - испытуемая среда; 7 - теплоизолированная ванна; 8 - насос для циркуляции жидкости
Рисунок Л1 - Схема испытания образцов сварного шва на длительное растяжение
Приложение
М
(рекомендуемое)
Методика испытании сварных соединений на стойкость к удару
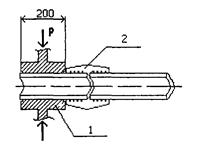
Сущность метода заключается в нанесении удара падающим грузом цилиндрической формы с высоты (2,0 ± 0,01) м по поверхности крышки седлового отвода с последующим определением герметичности испытываемого образца. Схема испытаний представлена на рисунке М1.
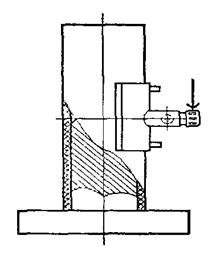
Рисунок М1 - Схема испытания на стойкость к удару
Испытываемый образец должен представлять собой седловой отвод, приваренный посередине полиэтиленового патрубка, длина свободных концов которого должна равняться номинальному наружному диаметру трубы с погрешностью в пределах ± 10 мм.
Перед испытаниями образцы кондиционируют при температуре (23 ± 2) °С не менее 2 ч. Испытания проводят при температуре (23 ± 2) °С.
Сварной образец надевают на стальной сердечник- установленный на жесткой опоре. Диаметр сердечника должен составлять (49,5 ± 0,1), (87,5 ± 0,2) и (127,5 ± 0,2) мм, соответственно, для полиэтиленовых труб SDК 11 с номинальным наружным диаметром 63, 110 и 160 мм.
Образец фиксируют таким образом, чтобы удар падающим грузом был направлен параллельно оси трубы, ось бойка пересекалась с осью горловины седлового отвода и удар приходился посередине крышки. После нанесения первого удара образец разворачивают на 180°, чтобы следующий удар нанести с противоположной стороны.
После нанесения двух ударов образец визуально осматривают на наличие видимых разрушений. При отсутствии видимых разрушений производят испытание на герметичность образца.
Определение герметичности проводят при температуре (23 ± 5) °С. В качестве рабочей среды используют воздух или азот. Аппаратура, используемая для испытания на герметичность, должна соответствовать ГОСТ 24157.
Образцы подвергают испытательному давлению постепенно, в течение 15 - 60 с от начала нагружения и выдерживают при этом давлении не менее 24 ч или до момента потери герметичности. Для испытания образцы погружают в водяную ванну. Нарушение герметичности определяют по показанию манометров или по пузырькам воздуха или азота.
Библиография
1 ТУ 2248-030-00203536-96. "Муфты полиэтиленовые с закладными электронагревателями"; Группа Л 26.
2 ТУ 2248-031-00203536-96. "Седелки крановые полиэтиленовые с закладными электронагревателями": Группа Л 26.
3 ТУ 2248-037-00203536-96. "Отводы седловые полиэтиленовые с закладными электронагревателями"; Группа Л 26.
4 ТУ 2248-032-00203536-96. "Детали соединительные с удлиненными хвостовиками из полиэтилена": Группа Л 26.
5 ТУ 6-19-359-97. Детали соединительные из полиэтилена для газопроводов"; Группа Л 26.
6 ТУ 3-3.125-81. "Лупы измерительные"; Группа П 43.
7 ТУ 2-034-0221197-011-91. "Щупы моделей 82003, 821003, 82203, 82303"; Группа П 52.
|
Генеральный директор 0А0 «Гипрониигаз» |
Голик В.Г. |
|
Начальник ОСМ |
Лысякова В.П. |
|
Начальник лаборатории полиэтиленовых газопроводов |
Карвецкий А.Г. |
|
Начальник технического отдела |
Недлин М.С. |
|
Зам. начальника лаборатории полиэтиленовых газопроводов |
Каргин В.Ю. |
|
Ведущий инженер |
Ставская Т.В. |
|
Ведущий инженер |
Богатов В.В. |
|
Нормоконтролер, инженер первой категории |
Лисанова Г.П. |
|
Главный специалист отдела научно-технического развития ОАО «Росгазификация» |
Сессин И.В. |
|
Заведующий отделом ) № 2 ОАО МИПП НПО «Пластик» |
Гвоздев И.В. |
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к окончательной редакции «Свода правил
по контролю качества сварных соединений полиэтиленовых газопроводов»
Настоящий свод правил разработан в соответствии с договором № 195 от 28.06.96 с ОАО «Росгазификация»
Основанием для разработки СП . . . .«Контроль качества сварных соединений полиэтиленовых газопроводов» является отсутствие единого нормативного отраслевого документа в этой области.
Цель разработки свода правил - определение технических требований к контролю качества и методам испытаний сварных соединений, полученных сваркой нагретым инструментом встык и сваркой при помощи деталей с закладными нагревателями.
Необходимость разработки настоящего свода правил вызвана также появлением на отечественном рынке труб из ПЭ8О и применением технологии сварки с помощью муфт (деталей) с закладными нагревательными элементами, методы оценки которого еще только внедряются в практику строительства.
Разработка свода правил велась, в связи с этим обстоятельством, путем оценки возможности использования методов контроля, отраженных в отечественных нормативных и справочных документах, а также анализа зарубежных источников в этой области. При оформлении документа учтены некоторые особенности немецких стандартов серии DVS, в которых для большей наглядности приводятся поясняющие фотографии.
Данный свод правил разработан впервые и является самостоятельным документом.
Свод правил был разослан на отзыв в следующие организации: ОАО «Росгазификация», НПО «Пластик», АО «ВНИИСТ», МГПО «Мосгаз», АО «Татгазстрой», АО «Сасовогаз». Полученные замечания и предложения оформлены в «Сводку отзывов» и учтены при составлении окончательной редакции. Всего по первой редакции стандарта получено 32 замечания и предложения, из которых 21 принято, а 11 отклонено с соответствующим обоснованием причин.
Разрабатываемый свод правил согласован Госгортехнадзором России, НПО «Пластик» и ОАО «Росгазификация».
При разработке свода правил использовались следующие источники информации:
СНиП 2.04.08-87* «Газоснабжение»
СНиП 3.05.02-88* «Газоснабжение»
ГОСТ Р 50838-95 «Трубы из полиэтилена для газопроводов»;
ГОСТ 11262-80 «Методы испытания пластмасс»;
Проектирование, строительство и эксплуатация трубопроводов из полимерных материалов. Справочник, Москва, Стройиздат, 1985;
Сварка полимерных материалов. Справочник, Москва, Машиностроение, 1988.”;
I$О/DIS 13954 «Испытание на отрыв отслаиванием электрофузионных полиэтиленовых соединений»;
ISО/DIS 13955 «Испытания на отрыв разрушением электрофузионных полиэтиленовых соединений»;
ISО/DIS 138/SC5(\WG12) «Общие свойства труб, соединений и клапанов из пластмасс»;
DVS 2202 в сварных соединениях”,
DVS 2203 «Испытания на длительное растяжение»;
DVS «Испытания сварных соединений из термопластичных пластмасс на изгиб»,
DVS 2206 «Испытание конструктивных элементов и конструкций термопластичных пластмасс»,
SFS 3470 «Пластмассовые трубы, газовые трубы РЕМ и РЕН и фитинги, требования к качеству».
|
Генеральный директор |
В.Г. Голик |
|
Начальник ОСМ |
В.П. Лысякова |
|
Начальник лаборатории полиэтиленовых газопроводов |
А.Г. Карвецкий |
|
Зам, начальника лаборатории полиэтиленовых газопроводов |
В.Ю. Каргин |
|
Ведущий инженер |
В.В. Богатов |
|
Ведущий инженер |
Т.В. Ставская |