ГОСТ 26214-84
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ПОГРЕШНОСТИ, ДОПУСКАЕМЫЕ ПРИ ИЗМЕРЕНИИ
ЛИНЕЙНЫХ РАЗМЕРОВ
|
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ
ИЗ ДРЕВЕСИНЫ Погрешности, допускаемые при измерении линейных размеров Products of wood and wooden materials. |
ГОСТ |
Постановлением Государственного комитета СССР по стандартам от 19 июня 1984 г. № 1972 дата введения установлена
01.01.86
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
1. Настоящий стандарт распространяется на детали и сборочные единицы из древесины и древесных материалов и устанавливает допускаемые погрешности измерения линейных размеров до 10000 мм при приемочном контроле и правила определения приемочных границ с учетом допускаемых погрешностей измерения.
2. Допускаемые погрешности измерения σ в зависимости от допусков IТ по ГОСТ 6449.1-82 приведены в таблице.
Допускаемые погрешности измерений линейных размеров
мм
|
Интервалы размеров |
Квалитеты |
|||||||||||||||||
|
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
|
|||||||||
|
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
IТ |
σ |
|
|
До 3 |
- |
- |
- |
- |
0,10 |
0,03 |
0,14 |
0,04 |
0,25 |
0,07 |
0,40 |
0,10 |
0,80 |
0,15 |
1,00 |
0,20 |
1,40 |
0,30 |
|
Св. 3 до 6 |
- |
- |
- |
- |
0,12 |
0,04 |
0,18 |
0,05 |
0,30 |
0,08 |
0,46 |
0,10 |
0,75 |
0,20 |
1,20 |
0,30 |
1,80 |
0,40 |
|
» 6 » 10 |
- |
- |
- |
- |
0,15 |
0,04 |
0,22 |
0,06 |
0,36 |
0,10 |
0,58 |
0,15 |
0,90 |
0,25 |
1,50 |
0,40 |
2,20 |
0,50 |
|
» 10 » 18 |
- |
- |
- |
- |
0,18 |
0,05 |
0,27 |
0,08 |
0,43 |
0,12 |
0,70 |
0,20 |
1,10 |
0,30 |
1,80 |
0,50 |
2,70 |
0,80 |
|
» 18 » 30 |
- |
- |
- |
- |
0,21 |
0,06 |
0,33 |
0,09 |
0,52 |
0,16 |
0,84 |
0,20 |
1,30 |
0,35 |
2,10 |
0,60 |
3,30 |
0,90 |
|
» 30 » 50 |
- |
- |
- |
- |
0,25 |
0,06 |
0,39 |
0,10 |
0,62 |
0,18 |
1,00 |
0,25 |
1,60 |
0,40 |
2,50 |
0,70 |
3,90 |
1,10 |
|
» 50 » 80 |
- |
- |
0,19 |
0,05 |
0,30 |
0,08 |
0,46 |
0,13 |
0,74 |
0,20 |
1,00 |
0,30 |
1,90 |
0,50 |
3,00 |
0,80 |
4,60 |
1,20 |
|
» 80 » 120 |
- |
- |
0,22 |
0,06 |
0,35 |
0,09 |
0,54 |
0,16 |
0,87 |
0,20 |
1,40 |
0,35 |
2,20 |
0,50 |
3,50 |
0,90 |
5,40 |
1,40 |
|
» 120 » 180 |
- |
- |
0,25 |
0,06 |
0,40 |
0,10 |
0,63 |
0,18 |
1,00 |
0,25 |
1,60 |
0,40 |
2,50 |
0,60 |
4,00 |
1,00 |
6,30 |
1,50 |
|
» 180 » 250 |
- |
- |
0,29 |
0,08 |
0,46 |
0,13 |
0,72 |
0,21 |
1,15 |
0,30 |
1,85 |
0,40 |
2,90 |
0,80 |
4,60 |
1,30 |
7,20 |
1,90 |
|
» 250 » 315 |
- |
- |
0,32 |
0,09 |
0,52 |
0,16 |
0,81 |
0,23 |
1,30 |
0,35 |
2,10 |
0,50 |
3,20 |
0,90 |
5,20 |
1,40 |
8,10 |
2,20 |
|
» 315 » 400 |
- |
- |
0,36 |
0,10 |
0,57 |
0,16 |
0,89 |
0,23 |
1,40 |
0,35 |
2,30 |
0,60 |
3,60 |
1,00 |
5,70 |
1,50 |
8,90 |
2,40 |
|
» 400 » 500 |
- |
- |
0,40 |
0,10 |
0,63 |
0,18 |
0,97 |
0,25 |
1,55 |
0,40 |
2,50 |
0,60 |
4,00 |
1,00 |
6,30 |
1,80 |
9,70 |
2,70 |
|
» 500 » 630 |
- |
- |
0,44 |
0,14 |
0,70 |
0,23 |
1,10 |
0,25 |
1,75 |
0,40 |
2,80 |
0,70 |
4,40 |
1,10 |
7,00 |
1,80 |
- |
- |
|
» 630 » 800 |
- |
- |
0,50 |
0,15 |
0,80 |
0,26 |
1,25 |
0,30 |
2,00 |
0,50 |
3,20 |
0,80 |
5,00 |
1,30 |
8,00 |
2,00 |
- |
- |
|
» 800 » 1000 |
- |
- |
0,56 |
0,18 |
0,90 |
0,30 |
1,40 |
0,35 |
2,30 |
0,60 |
3,60 |
0,90 |
5,60 |
1,40 |
9,00 |
2,30 |
- |
- |
|
» 1000 » 1250 |
- |
- |
0,66 |
0,20 |
1,05 |
0,35 |
1,65 |
0,45 |
2,60 |
0,70 |
4,20 |
1,00 |
6,60 |
1,70 |
10,50 |
2,70 |
- |
- |
|
» 1250 » 1600 |
0,50 |
0,15 |
0,78 |
0,25 |
1,25 |
0,40 |
1,95 |
0,50 |
3,10 |
0,80 |
5,00 |
1,30 |
7,80 |
2,10 |
12,50 |
3,20 |
- |
- |
|
» 1600 » 2000 |
0,60 |
0,20 |
0,92 |
0,30 |
1,50 |
0,50 |
2,30 |
0,60 |
3,70 |
1,00 |
6,00 |
1,60 |
9,20 |
2,50 |
15,00 |
3,90 |
- |
- |
|
» 2000 » 2500 |
0,70 |
0,25 |
1,10 |
0,35 |
1,75 |
0,60 |
2,80 |
0,75 |
4,40 |
1,10 |
7,00 |
1,80 |
11,00 |
2,90 |
17,50 |
4,50 |
- |
- |
|
» 2500 » 3150 |
0,86 |
0,30 |
1,35 |
0,45 |
2,10 |
0,70 |
3,30 |
0,85 |
5,40 |
1,40 |
8,50 |
2,20 |
13,50 |
3,50 |
21,00 |
5,50 |
- |
- |
|
» 3150 » 4000 |
1,05 |
0,35 |
1,65 |
0,55 |
2,60 |
0,85 |
4,10 |
1,00 |
6,60 |
1,70 |
10,50 |
2,70 |
16,50 |
4,30 |
26,00 |
6,80 |
- |
- |
|
» 4000 » 5000 |
1,30 |
0,40 |
2,00 |
0,65 |
3,20 |
1,00 |
5,00 |
1,30 |
8,00 |
2,10 |
13,00 |
3,40 |
25,00 |
5,20 |
32,00 |
8,30 |
- |
- |
|
» 5000 » 6300 |
1,55 |
0,50 |
2,50 |
0,80 |
4,00 |
1,30 |
6,20 |
1,60 |
9,80 |
2,60 |
15,50 |
4,00 |
25,00 |
6,50 |
40,00 |
10,40 |
- |
- |
|
» 6300 » 8000 |
1,95 |
0,65 |
3,10 |
1,00 |
4,90 |
1,60 |
7,60 |
1,95 |
12,00 |
3,10 |
19,50 |
5,00 |
31,00 |
8,00 |
49,00 |
12,70 |
- |
- |
|
» 8000 » 10000 |
2,40 |
0,80 |
3,80 |
1,25 |
6,00 |
1,90 |
9,40 |
2,50 |
15,00 |
3,90 |
24,00 |
6,20 |
38,00 |
10,00 |
60,00 |
15,60 |
- |
- |
3. Устанавливаемые погрешности измерения являются допускаемыми, включающими в себя все составляющие, зависящие от измерительных средств, измерительного усилия, базирования и т. д.
4. Допускаемая погрешность измерения включает случайные и неучтенные систематические погрешности измерения.
5. При допусках, не соответствующих значениям, указанным в таблице, допускаемую погрешность измерения выбирают по ближайшему меньшему значению допуска для соответствующего размера.
6. Допускаемые погрешности измерений должны учитываться при назначении допусков размеров изделий, выборе измерительных средств и установлении приемочных границ - значений размеров, по которым производится приемочный контроль изделий.
7. Приемочные границы должны совпадать с предельными размерами контролируемого изделия.
Допускается смещение приемочных границ относительно предельных размеров контролируемого изделия введением производственного допуска (уменьшением допуска). При этом величина смещения не должна превышать половины устанавливаемой настоящим стандартом погрешности измерения у каждой приемочной границы, а производственный допуск может быть меньше допуска, указанного на чертеже изделия, на величину, не превышающую значения допускаемой погрешности измерения.
Способы установления приемочных границ указаны в приложении.
8. Допускаемая погрешность измерения σ представляет собой допускаемое отклонение размеров деталей, располагаемое симметрично от приемочных границ (±σ).
9. При разногласиях в оценке качества принятых деталей погрешность измерения не должна превышать 30 % погрешности, установленной настоящим стандартом. Среди принятых допускается до 3 % деталей от перепроверяемой партии с отклонениями, выходящими за приемочные границы на величину не более половины допускаемой погрешности измерения при приемке.
ПРИЛОЖЕНИЕ
Справочное
ПРИЕМОЧНЫЕ ГРАНИЦЫ С УЧЕТОМ
ДОПУСКАЕМЫХ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЯ
Стандарт предусматривает два возможных способа установления приемочных границ с учетом влияния погрешностей измерения, т. е. тех размеров, которыми оценивают годность изделий при приемочном контроле.
1-й способ. Приемочные границы устанавливаются равными предельным отклонениям размера изделия (см. чертеж, а) по ГОСТ 6449.1-82.
Это означает, что влияние погрешности измерения учтено выбором квалитета на допуски и посадки по ГОСТ 6449.1-82 при конструировании изделия.
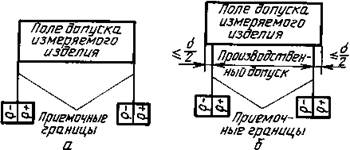
2-й способ. Приемочные границы устанавливают смещенными относительно предельных размеров внутрь поля допуска изделия (устанавливается производственный допуск - см. чертеж, б).
Производственный допуск (уменьшение допуска) устанавливается в наиболее ответственных соединениях. Необходимость введения производственного допуска для того или иного размера должна быть оговорена в технических требованиях.