
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ИЗДЕЛИЯ
ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ
МАТЕРИАЛОВ
МЕТОД ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
ГОСТ 16838-71
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДЕТАЛИ И
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ Метод определения твердости лакокрасочных покрытий Parts and products of wood and wooden materials. Method for determination of paint coatings hardness |
ГОСТ |
Постановлением Государственного комитета стандартов Совета Министров СССР от 24.03.71 № 556 срок введения установлен
с 01.07.72
Постановлением Госстандарта СССР от 17.06.87 № 2076 срок действия продлен
до 01.01.93
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на детали и изделия из древесины и древесных материалов и устанавливает метод определения твердости лакокрасочных покрытий, толщиной не менее 20 мкм. Метод основан на вдавливании алмазной четырехгранной пирамиды под нагрузкой и измерении диагонали отпечатка после снятия нагрузки.
Стандарт не распространяется на покрытия, образованные пентафталевыми и масляными лакокрасочными материалами, а также на матовые покрытия.
1. АППАРАТУРА
1.1. Испытание проводят на микротвердомере ПМТ-3 (черт. 1) или любом другом приборе, имеющем индентор по ГОСТ 9377-81 и обеспечивающем плавное приложение нагрузки 0,02 даН; постоянство заданной нагрузки в течение не менее (90 ± 5) с; перпендикулярность направления приложения нагрузки к испытываемой поверхности.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Определение твердости покрытий проводят на контрольных образцах размером 90×120 мм, изготовленных из тех же материалов, что и основные детали.
Отделку контрольных образцов производят одновременно с основными деталями по тем же технологическим процессам.
2.2. Для одного испытания должен быть изготовлен один контрольный образец.
2.3. На контрольном образце твердость покрытия определяют в трех точках, равномерно распределенных на испытываемой поверхности, но не ближе 10 мм от края образца.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Контрольный образец устанавливают на столик микротвердомера типа ПМТ-3 (черт. 1), светитель включают в электросеть.
Измерительный микроскоп микротвердомера фокусируют на поверхность участка покрытия, выбранного для испытания.
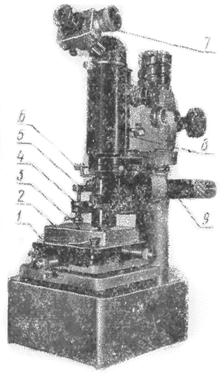
1 - столик; 2 - контрольный образец; 3 - индентор; 4 - груз; 5 - механизм нагружения; 6 - рукоятка; 7 - окулярный микрометр; 8 - измерительный микроскоп; 9 - осветитель.
Плавно без толчков поворачивают столик с контрольным образцом на 180° до упора.
На шток индентора устанавливают груз.
Плавно поворачивая рукоятку механизма нагружения микротвердомера, опускают груз с индентором на испытываемый участок покрытия. Индентор выдерживают на поверхности образца под нагрузкой (90 ± 5) с. Плавно поворачивая рукоятку механизма нагружения в обратном направлении, поднимают индентор.
Столик поворачивают в исходное положение.
Окулярным микрометром измеряют с точностью до 0,5 мкм диагональ полученного отпечатка (черт. 2).
3.2. Измерение диагонали отпечатка производят в светлом поле микроскопа с объективом апертурой 0,65, 30 - 40× увеличением.
3.3. Испытания проводят в помещении при температуре воздуха (20 ± 2) °С и относительной влажности (65 ± 5) %.
(Измененная редакция, Изм. № 1).
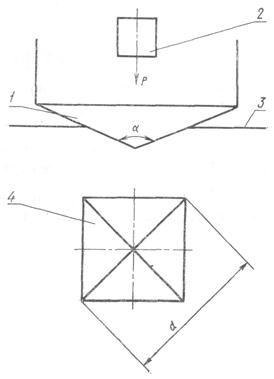
1 - индентор (четырехгранная пирамида); 2 - груз; 3 - испытываемый материал; 4 - отпечаток; a - угол между противоположными гранями пирамиды - 136°; d - диагональ отпечатка.
3.4. Время выдержки покрытий до определения твердости регламентируется соответствующей технической документацией на лакокрасочные материалы.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Число твердости HV в МПа вычисляют с погрешностью не более 0,1 МПа по формуле
![]()
где Р - нагрузка, даН;
F - условная площадь боковой поверхности отпечатка, мм2.
Условная площадь боковой поверхности отпечатка (F) для стандартной четырехгранной пирамиды с углом при вершине между противоположными гранями 136° равна:

где d - среднее арифметическое обеих диагоналей отпечатка после снятия нагрузки, мм;
a - угол между противоположными гранями, равный 136°.
![]()
4.2. За результат испытания принимают среднее арифметическое результатов трех замеров на контрольном образце.
4.3. Числа твердости при испытании алмазной пирамидой при нагрузке, равной 0,02 даН, приведены в таблице (приложение 1).
4.4. Записи об испытании ведут в журнале (приложение 2).
ПРИЛОЖЕНИЕ 1
Справочное
ЧИСЛА ТВЕРДОСТИ ПРИ ИСПЫТАНИИ АЛМАЗНОЙ ПИРАМИДОЙ ПРИ НАГРУЗКЕ 0,02 даН
|
Диагональ отпечатка d в мм |
0,000 |
0,001 |
0,002 |
0,003 |
0,004 |
0,006 |
0,003 |
0,007 |
0,008 |
0,009 |
|
0,020 |
92,7 |
84,1 |
76,6 |
70,1 |
64,4 |
59,3 |
54,9 |
50,9 |
47,3 |
44,1 |
|
0,030 |
41,2 |
38,6 |
36,2 |
34,1 |
32,1 |
30,3 |
28,6 |
27,1 |
25,7 |
24,4 |
|
0,040 |
23,2 |
22,1 |
21,0 |
20,1 |
19,2 |
18,3 |
17,5 |
16,8 |
16,1 |
15,4 |
|
0,050 |
14,8 |
14,3 |
13,7 |
13,2 |
12,7 |
12,3 |
11,8 |
11,4 |
11,0 |
10,6 |
|
0,060 |
10,3 |
9,97 |
9,65 |
9,34 |
9,05 |
8,78 |
8,51 |
8,26 |
8102 |
7,79 |
|
0,070 |
7,57 |
7,36 |
7,15 |
6,96 |
6,77 |
6,59 |
6,42 |
6,26 |
6,10 |
5,94 |
|
0,080 |
5,79 |
5,65 |
5,52 |
5,38 |
5,26 |
5,13 |
5,01 |
4,90 |
4,79 |
4,68 |
|
0,090 |
4,58 |
4,48 |
4,38 |
4,29 |
4,20 |
4,11 |
4,02 |
3,94 |
3,86 |
3,78 |
|
0,100 |
3,71 |
3,63 |
3,56 |
3,50 |
3,43 |
3,36 |
3,30 |
3,24 |
3,18 |
3,12 |
|
0,110 |
3,06 |
3,01 |
2,96 |
2,90 |
2,85 |
2,80 |
2,76 |
2,71 |
2,66 |
2,62 |
|
0,120 |
2,58 |
2,53 |
2,49 |
2,45 |
2,41 |
2,37 |
2,34 |
2,30 |
2,26 |
2,23 |
|
0,130 |
2,19 |
2,16 |
2,13 |
2,10 |
2,07 |
2,04 |
2,01 |
1,98 |
1,95 |
1,92 |
|
0,140 |
1,89 |
1,89 |
1,84 |
1,81 |
1,79 |
1,76 |
1,74 |
1,72 |
1,69 |
1,67 |
|
0,150 |
1,65 |
1,63 |
1,61 |
1,58 |
1,56 |
1,54 |
1,52 |
1,50 |
1,49 |
1,47 |
|
0,160 |
1,45 |
1,43 |
1,41 |
1,40 |
1,38 |
1,36 |
1,35 |
1,33 |
1,31 |
1,30 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ЖУРНАЛ
записи результатов испытаний на твердость лакокрасочных покрытий на древесине и
древесных материалах
|
Марка лакокрасочного материала |
Характеристика поверхности покрытия по обработке |
Номер замера |
Диагональ отпечатка d, мм |
Твердость HV, кгс/мм2 |
|
«____» _______________ 19___ г. Подпись _________________________
СОДЕРЖАНИЕ