ГОСТ 25135-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩЕЕ
СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ
ВЕРТИКАЛЬНЫЕ
ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ
БРЕВЕН
НОРМЫ ТОЧНОСТИ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Оборудование деревообрабатывающее СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ ВЕРТИКАЛЬНЫЕ Нормы точности Woodworking machinery. Vertical log band
saws. |
ГОСТ |
Дата введения 01.07.83
Настоящий стандарт распространяется на ленточнопильные вертикальные станки, входящие в состав ленточнопильных линий для продольной распиловки бревен.
Перед проверкой станок должен быть установлен по уровню.
Допуск на установку станка по уровню не должен превышать 0,10 мм на длине 1000 мм.
(Измененная редакция, Изм. № 1).
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков на точность - по ГОСТ 25338.
Нормы точности станков не должны превышать значений, указанных в пп. 1.2 - 1.6 и 2.1.
1.2. Радиальное биение обода пильного шкива
На станине станка устанавливают показывающий прибор 1 (черт. 1) так, чтобы его измерительный наконечник касался наружной обработанной поверхности обода пильного шкива 2 и был перпендикулярен к ней в плоскости измерения.
Проверяют верхний и нижний пильные шкивы.
Отклонение для каждого шкива равно наибольшему из результатов двух измерений.
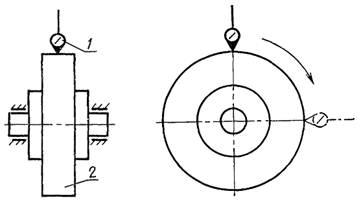
Черт. 1
Допуск в мм для шкивов диаметром:
1250 мм 0,05
св. 1250 мм 0,07
1.1, 1.2. (Измененная редакция, Изм. № 1).
1.3. Торцовое биение обода пильного шкива
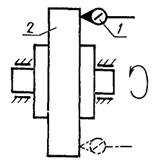
Черт. 2
Допуск 0,08 мм на радиусе 500 мм
На станине станка устанавливают показывающий прибор 1 (черт. 2) так, чтобы его измерительный наконечник касался торцовой обработанной поверхности обода пильного шкива 2 и был перпендикулярен к ней в плоскости измерения.
Проверяют верхний и нижний пильные шкивы.
Отклонение для каждого шкива равно наибольшему из результатов двух измерений.
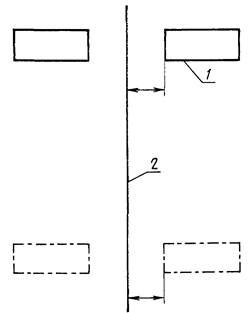
1.4. Параллельность торцовых поверхностей пильных шкивов
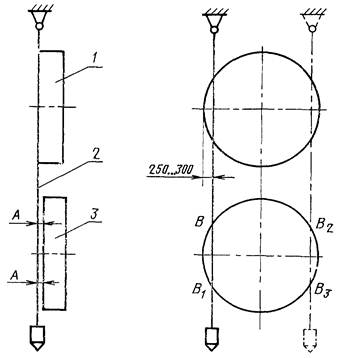
Черт. 3
Допуск 0,5 мм на длине 1000 мм
Верхний пильный шкив 1 (черт. 3) устанавливают с помощью рамного уровня так, чтобы его торцовая поверхность (со стороны подачи материала) находилась в вертикальной плоскости с точностью до 0,1 мм/м.
Отвес 2 располагают так, чтобы его нить касалась торцовой поверхности верхнего пильного шкива (со стороны подачи материала).
Размер А в точках В, B1, B2 и В3 измеряют набором плоскопараллельных концевых мер длины и щупом в двух сечениях, расположенных симметрично оси вращения шкива 3.
Измерения проводятся в двух крайних положениях верхнего шкива.
Измерения повторяют при повороте нижнего шкива на 90°.
Отклонение равно наибольшей алгебраической разности результатов измерений.
1.5. Расположение рабочей ветви пильной ленты в вертикальной плоскости
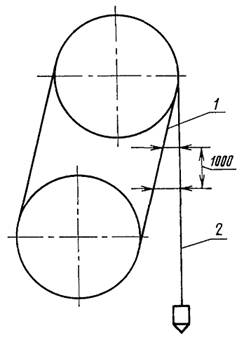
Черт. 4
Допуск 0,5 мм на длине 1000 мм
Пильную ленту 1 (черт. 4) устанавливают на шкивах в рабочее состояние.
Отвес 2 располагают вдоль полотна пильной ленты.
В двух точках измеряют щупом расстояние от нити отвеса до пильной ленты.
Измерения повторяют при повороте шкивов на 90°.
Участки соединения пилы не проверяют.
Отклонение равно наибольшей разности результатов измерений.
1.6. Параллельность перемещения верхней направляющей пильной ленте
Черт. 5
Допуск 0,1 мм на длине 300 мм
Верхнюю направляющую 1 (черт. 5) пильной ленты 2, установленной на шкивах в рабочее состояние, перемещают из крайнего нижнего в крайнее верхнее положение.
Расстояние между рабочей поверхностью вкладыша направляющей и пильной лентой измеряют щупом в каждом положении.
Участки соединения пилы не проверяются.
Отклонение равно наибольшей разности результатов измерений.
2. ПРОВЕРКА СТАНКА В РАБОТЕ В СОСТАВЕ ЛЕНТОЧНОПИЛЬНЫХ ЛИНИЙ
2.1. Равномерность толщины выпиливаемого пиломатериала
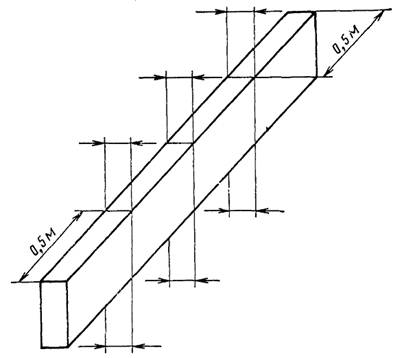
Черт. 6
Допуск для станков с диаметрами пильных шкивов 1250 мм и более при толщине выпиливаемых досок, мм:
до 32 включ.......................................... ±1,0
от 40 до 100.......................................... ±2,0
св. 100..................................................... ±3,0
От бревна или бруса из дерева хвойной породы отпиливают доски. Отклонения размеров досок - по ГОСТ 24454.
Толщину досок измеряют штангенциркулем по обеим кромкам в трех сечениях: двух крайних на расстоянии 0,5 м от края доски и одном посередине доски (черт. 6).
Отклонение равно наибольшей разности результатов измерений.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.02.82 № 638
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение ИТД, на который дана ссылка |
Номер пункта |
5. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ИЗДАНИЕ (декабрь 2003 г.) с Изменением № 1, утвержденным в ноябре 1987 г. (ИУС 2-88)