
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
РАМЫ ЛЕСОПИЛЬНЫЕ ВЕРТИКАЛЬНЫЕ
ОДНОЭТАЖНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ. НОРМЫ ТОЧНОСТИ
ГОСТ 10295-90
(СТ СЭВ 4997-85 и СТ СЭВ 6686-89)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Деревообрабатывающее оборудование РАМЫ ЛЕСОПИЛЬНЫЕ
ВЕРТИКАЛЬНЫЕ Основные параметры. Нормы точности Woodworking equipment. Vertical one-storey saw |
ГОСТ (CT СЭВ 4997-85) (CT СЭВ 6686-89) |
Дата введения 01.01.91
Настоящий стандарт распространяется на вертикальные одноэтажные двухшатунные лесопильные рамы, предназначенные для распиловки бревен и брусьев.
Стандарт не распространяется на лесопильные рамы для распиловки коротких бревен и брусьев.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
Основные параметры рам должны соответствовать указанным в таблице.
Размеры, мм
|
Значение параметра |
||
|
Ширина просвета пильной рамки |
630 |
800 |
|
Ход пильной рамки, не менее |
400 |
500 |
|
Наибольший диаметр распиливаемых бревен (в вершине) |
380 |
520 |
|
Длина распиливаемых бревен и брусьев: |
|
|
|
наименьшая, не более |
3000 |
3000 |
|
наибольшая, не менее |
7500 |
7500 |
|
Число двойных ходов пильной рамки в минуту, не менее |
270 |
250 |
|
Наибольшее число пил в поставе, не менее |
12 |
14 |
|
Наибольшая подача бревна и бруса на один двойной ход пильной рамки, не менее |
35 |
40 |
2. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ ЛЕСОПИЛЬНОЙ РАМЫ
2.1. Перед проверкой рама должна быть установлена по уровню. Допуск на установку не должен превышать 0,1 мм на длине 1000 мм.
Общие требования к испытаниям лесопильных рам на точность - по ГОСТ 25338.
2.2. Горизонтальность осей нижних подающих вальцов
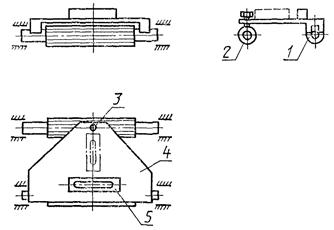
Допуск горизонтальности 0,3 мм на длине 1000 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 1.
На валу переднего (заднего) нижнего подающего вальца 1 (2) устанавливают специальное приспособление 4 так, чтобы его регулировочный винт 3 касался средней точки заднего (переднего) нижнего вальца 2 (1).
На приспособлении устанавливают уровень 5 в направлении подачи и регулировочным винтом выставляют приспособление в горизонтальной плоскости. Затем уровень устанавливают параллельно проверяемому вальцу.
Отклонение от горизонтальной плоскости равно наибольшему показанию уровня.
2.3. Параллельность осей нижних и верхних подающих вальцов в горизонтальной плоскости

Допуск параллельности 0,3 мм на длине 1000 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 2.
Микрометрический нутромер 2 со специальной призмой устанавливают между валами нижних подающих вальцов 1 (верхних подающих вальцов 3) в точках, наиболее удаленных друг от друга по длине вала.
Отклонение от параллельности равно алгебраической разности показаний нутромера.
2.4. Параллельность осей нижних и верхних передних и задних подающих вальцов в вертикальной плоскости

Допуск параллельности 0,5 мм на длине 1000 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 3.
Микрометрический нутромер 1 со специальной призмой устанавливают между валами нижнего 2 и верхнего 3 задних подающих вальцов (передних подающих вальцов) в точках, наиболее удаленных друг от друга по длине вала.
Отклонение от параллельности равно алгебраической разности показаний нутромера.
2.5. Перпендикулярность перемещения пильной рамки оси переднего нижнего подающего вальца

Допуск перпендикулярности 0,7 мм на длине 1000 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 4.
На валы нижних подающих вальцов 1 устанавливают специальное приспособление 2.
На стойке пильной рамки 3 при ее крайнем верхнем положении укрепляют стойку с индикатором 4 так, чтобы его измерительный наконечник касался вертикальной грани поверочного угольника 5, установленного на специальном приспособлении.
Пильную рамку опускают в крайнее нижнее положение.
Отклонение от перпендикулярности равно алгебраической разности показаний индикатора на длине перемещения.
2.6. Параллельность установочной линейки оси переднего нижнего подающего вальца

Допуск параллельности 0,3 мм на длине 1000 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 5.
На валу переднего нижнего подающего вальца 1 устанавливают индикатор 2 на стойке со специальной призмой так, чтобы его измерительный наконечник касался рабочей грани установочной линейки 3.
Вертикальное положение стойки индикатора проверяют по уровню.
Измерения проводят в точках, наиболее удаленных друг от друга.
Отклонение от параллельности равно алгебраической разности показаний индикатора.
3. ПРОВЕРКА ТОЧНОСТИ ЛЕСОПИЛЬНОЙ РАМЫ В РАБОТЕ
3.1. Требования к распиливаемым лесоматериалам
Проверка лесопильной рамы на точность пиломатериалов следует проводить при распиловке круглых лесоматериалов диаметром в вершине не менее 200 мм и длиной не менее 3000 мм на обрезные доски и брусья с толщиной не менее 40 мм, для осуществления проверки необходимо изготовить не менее двух образцов.
Проверка точности лесопильных рам в работе проводится в соответствии со схемой, указанной на черт 6.

1 - базовая поверхность
3.2. Плоскостность по пласти образца
Допуск плоскостности по пласти в продольном и диагональном направлениях 2 мм на длине 1000 мм, в поперечном направлении 1 мм на длине 100 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 6а.
3.3. Прямолинейность по кромке образца
Допуск прямолинейности по кромке 2 мм на длине 1000 мм
Проверка проводится в соответствии со схемой, указанной на черт. 6б.
Плоскостность и прямолинейность поверхностей пропила проверяются поверочной линейкой и щупом.
3.4. Перпендикулярность поверхности пропила базовой поверхности образца
Допуск перпендикулярности - ± 2 мм на длине 100 мм.
Проверка проводится в соответствии со схемой, указанной на черт. 6в.
Перпендикулярность поверхностей пропила проверяют угольником и щупом.
3.5. Равномерность ширины и толщины образца
Предельные отклонения пиломатериалов по толщине и ширине, мм:
до 32 мм...................... ± 1,0
от 32 до 100 мм........... ± 2,0
более 100 мм............... ±3,0
Равномерность ширины и толщины обрезных досок проверяют штангенциркулем.
Образцы - обрезные доски и брусья.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
С.М. Хасдан, Э.Д. Авдеев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по управлению качеством продукции и стандартам от 01.03.90 № 327
3. Срок проверки - 1999 г., периодичность проверки - 10 лет.
4. Стандарт соответствует СТ СЭВ 4997-85 в части ширины просвета пильной рамки 630 и 800 мм, СТ СЭВ 6686-89
5. ВЗАМЕН ГОСТ 10295-75 и ГОСТ 15994-70
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
СОДЕРЖАНИЕ
|
2. Проверка геометрической точности лесопильной рамы.. 2 |