
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛЫ
Методы испытаний на растяжение при повышенных температурах
ГОСТ 9651-84
(ИСО 783-89)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Методы испытаний на растяжение Metals. Methods of tension tests at
elevated |
ГОСТ (ИСО 783-89) |
Дата введения 01.01.86
Настоящий стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов и изделий из них номинальным диаметром или наименьшим размером в поперечном сечении 3,0 мм и более, а для тонких листов и лент толщиной от 0,5 мм определение при температурах от 35 до 1200 °С характеристик механических свойств:
предела текучести физического;
предела текучести условного;
временного сопротивления;
относительного равномерного удлинения;
относительного удлинения после разрыва;
относительного сужения поперечного сечения после разрыва.
Стандарт не распространяется на проволоку и трубы.
Стандарт полностью соответствует СТ СЭВ 1194-88, ИСО 783-89 по сущности метода, проведению испытаний и обработке результатов.
Термины, применяемые в настоящем стандарте, и пояснения к ним - по ГОСТ 1497-84.
(Измененная редакция, Изм. № 1).
1. МЕТОД ОТБОРА ОБРАЗЦОВ
1.1. Типы и размеры пропорциональных плоских и цилиндрических образцов приведены в приложении.
При наличии указаний в нормативно-технической документации на металлопродукцию допускается применение пропорциональных образцов других типов и размеров.
(Измененная редакция, Изм. № 1).
1.2. Требования к изготовлению образцов, их предельным отклонениям в размерах рабочей части, маркировке - по ГОСТ 1497-84.
2. АППАРАТУРА
2.1. Аппаратура - по ГОСТ 1497-84 с дополнениями.
2.1.1. Рабочее пространство испытательных машин должно позволять устанавливать нагревательное устройство с удлинительными штангами для крепления образцов, которые должны обеспечивать надежное центрирование образца в захватах испытательной машины.
2.1.2. Нагревательное устройство должно обеспечивать равномерный нагрев образца по его рабочей части до заданной температуры испытания и поддержание этой температуры с учетом предельных отклонений, указанных в п. 4.2 настоящего стандарта, на протяжении всего испытания.
2.1.3. Термоэлектрические преобразователи первичные (термопары) должны соответствовать требованиям ГОСТ 3044-84.
(Измененная редакция, Изм. № 1).
2.1.4. Регулирующие и измерительные приборы должны соответствовать требованиям ГОСТ 7164-78, ГОСТ 9245-79, ГОСТ 9736-91 и иметь класс точности не ниже 0,5.
3. ПОДГОТОВКА К ПРОВЕДЕНИЮ ИСПЫТАНИЯ
3.1. Измерение размеров образца, определение его начальной площади поперечного сечения F0, установление, нанесение и измерение начальной расчетной длины l0 - по ГОСТ 1497-84.
3.2. Для измерения температуры на образец устанавливают:
два первичных термопреобразователя (термопары) - при l0 ≤ 100 мм (у меток, ограничивающих начальную расчетную длину образца l0);
три первичных термопреобразователя (термопары) - при l0 > 100 мм (у меток, ограничивающих начальную расчетную длину образца l0 и в середине ее).
За исключением разногласий в оценке качества металла, допускается устанавливать на образце с начальной расчетной длиной l0 до 50 мм один первичный термопреобразователь (термопару) в средней части начальной расчетной длины образца l0.
3.3. Рабочий конец первичного термопреобразователя (термопары) должен иметь надежный контакт с поверхностью образца и быть изолированным от радиационного нагрева.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Образец, находящийся в нагревательном устройстве и нагретый до заданной температуры, после установленного времени выдержки подвергают испытанию.
4.2. Предельные отклонения от установленной температуры испытания в точках замера по длине расчетной части образца без учета погрешностей измерения температуры, обусловленных термоэлектрическим преобразователем и вторичными приборами, не должны превышать:
± 5 °С - при температуре испытания до 600 °С;
± 7 °С - при температуре испытания свыше 600 до 900 °С;
± 8 °С - при температуре испытания свыше 900 до 1200 °С.
При разногласиях в оценке качества металла предельные отклонения температуры от установленной при испытании в любой точке расчетной длины образца должны быть на 2 °С ниже.
Допускаются предельные отклонения от установленной температуры:
± 3 °С - при температуре испытания до 600 °С;
± 4 °С - при температуре испытания свыше 600 до 800 °С;
± 5 °С - при температурах испытания свыше 800 до 1000 °С,
(Измененная редакция, Изм. № 1).
4.3. Продолжительность нагрева образца до температуры испытания и время выдержки при этой температуре указываются в нормативно-технической документации на металлопродукцию. При отсутствии таких указаний продолжительность нагрева до температуры испытания должна составлять не более 1 ч, время выдержки - от 20 до 30 мин.
4.4. При наличии указаний в нормативно-технической документации на металлопродукцию допускается проводить испытания в защитной (нейтральные газы) атмосфере.
Продолжительность нагрева образца до температуры испытания в защитной атмосфере и время выдержки указываются в нормативно-технической документации на металлопродукцию.
4.5. Остальные требования к проведению испытания, обработке результатов - по ГОСТ 1497-84.
Для указания температуры испытания к обозначению определяемой характеристики механических свойств добавляют соответствующий цифровой индекс.
Пример: σ0,2/450, σв/450, δ5/450, ψ450 - предел текучести
условный с допуском на величину остаточной деформации 0,2 %, временное сопротивление, относительное удлинение после разрыва образца с ![]() , относительное сужение поперечного
сечения после разрыва, определенные при температуре испытания 450 °С.
, относительное сужение поперечного
сечения после разрыва, определенные при температуре испытания 450 °С.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРОПОРЦИОНАЛЬНЫЕ ПЛОСКИЕ ОБРАЗЦЫ
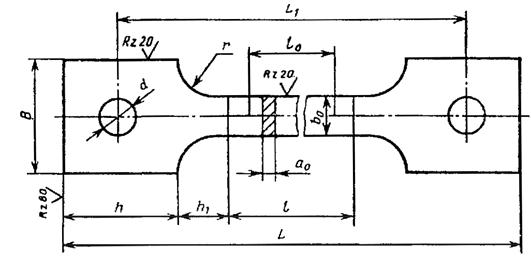
Таблица 1
мм
|
a0 |
b0 |
|
|
l |
B |
h |
h1 |
r |
d |
L1 |
L |
|
|
1 |
0,5 - 1,0 |
10 |
20 |
40 |
l0 + (1,5 ... 2,5) |
30 |
40 |
15 - 20 |
25 - 40 |
10 |
l + h + 2h1 |
l + 2h + 2h1 |
|
2 |
1,1 - 2,0 |
10 |
25 |
50 |
30 |
40 |
15 - 20 |
25 - 40 |
10 |
|||
|
3 |
2,1 - 3,0 |
10 |
30 |
60 |
40 |
40 |
15 - 20 |
25 - 40 |
12 |
|||
|
4 |
3,1 - 4,0 |
10 |
35 |
70 |
40 |
40 |
15 - 20 |
25 - 40 |
12 |
|||
|
5 |
4,1 - 5,0 |
10 |
40 |
80 |
40 |
40 |
15 - 20 |
25 - 40 |
15 |
|||
|
6 |
5,1 - 6,0 |
15 |
55 |
110 |
50 |
50 |
15 - 20 |
25 - 40 |
15 |
|||
|
7 |
6,1 - 7,0 |
15 |
55 |
110 |
50 |
50 |
15 - 20 |
25 - 40 |
15 |
|||
|
8 |
7,1 - 8,0 |
15 |
60 |
120 |
50 |
50 |
15 - 20 |
25 - 40 |
15 |
|||
|
9 |
8,1 - 8,5 |
20 |
75 |
150 |
50 |
50 |
15 - 20 |
25 - 40 |
15 |
|||
|
10 |
8,6 - 10,0 |
20 |
80 |
160 |
60 |
60 |
15 - 20 |
25 - 40 |
20 |
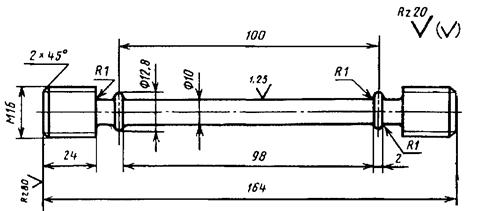
ПРОПОРЦИОНАЛЬНЫЕ ЦИЛИНДРИЧЕСКИЕ ОБРАЗЦЫ
Тип I

Таблица 2
|
Номер образца |
d0 |
l0 = 5d0 |
l0 = 10d0 |
l |
d |
D |
r |
h |
h1 |
|
А |
3 |
15 |
30 |
l0 + (0,5 ... 2)d0 |
6 |
M10 |
4 |
12 |
4 |
|
В |
4 |
20 |
40 |
6 |
M10 |
4 |
12 |
4 |
|
|
1 |
5 |
25 |
50 |
8 |
M12 |
5 |
14 |
5 |
|
|
2 |
6 |
30 |
60 |
10 |
M12 |
5 |
15 |
5 |
|
|
3 |
8 |
40 |
80 |
12 |
M16 |
5 |
15 |
5 |
|
|
4 |
10 |
50 |
100 |
12 |
M16 |
5 |
15 |
5 |
(Измененная редакция, Изм. № 1).
Тип II
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
В.И. Маторин, Б.М. Овсянников, В.Д. Хромов, Н.А. Бирун, А.В. Минашин, Э.Д. Петренко, М.Ф. Жембус, В.Г. Гешелин, А.В. Богачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.07.84 № 2513
3. ВЗАМЕН ГОСТ 9651-73
4. Стандарт полностью соответствует СТ СЭВ 1194-88 и соответствует ИСО 783-89 по сущности метода, проведению испытаний и обработке результатов
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
6. Срок действия продлен до 01.01.96 Постановлением Госстандарта СССР от 11.05.90 № 1156
7. ПЕРЕИЗДАНИЕ (февраль 1993 г.) с Изменением № 1, утвержденным в мае 1990 г. (ИУС 8-90)
СОДЕРЖАНИЕ