ГОСТ 30245-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ
ЗАМКНУТЫЕ СВАРНЫЕ КВАДРАТНЫЕ
И ПРЯМОУГОЛЬНЫЕ
ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННАЯ НАУЧНО-ТЕХНИЧЕСКАЯ КОМИССИЯ
ПО СТАНДАРТИЗАЦИИ И ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ
В СТРОИТЕЛЬСТВЕ (МНТКС)
Москва
Предисловие
1 РАЗРАБОТАН Центральным научно-исследовательским и проектным институтом строительных металлоконструкций им. Н. П. Мельникова (ЦНИИПСК) Российской Федерации
ВНЕСЕН Минстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (МНТКС) 17 ноября 1994 г.
За принятие проголосовали:
|
Наименование государства |
Наименование органа государственного управления строительством |
|
Азербайджанская Республика |
Госстрой Азербайджанской Республики |
|
Республика Армения |
Госупрархитектуры Республики Армения |
|
Республика Беларусь |
Госстрой Республики Беларусь |
|
Республика Казахстан |
Минстрой Республики Казахстан |
|
Кыргызская Республика |
Госстрой Кыргызской Республики |
|
Республика Молдова |
Минархстрой Республики Молдова |
|
Российская Федерация |
Минстрой России |
|
Республика Таджикистан |
Госстрой Республики Таджикистан |
|
Республика Узбекистан |
Госкомархитектстрой Республики Узбекистан |
3 ВВЕДЕН В ДЕЙСТВИЕ с 1 сентября 1995 г. в качестве государственного стандарта Российской Федерации Постановлением Минстроя России от 17.02.95 № 18-19
4 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
ГОСТ 30245-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ЗАМКНУТЫЕ СВАРНЫЕ
КВАДРАТНЫЕ
И ПРЯМОУГОЛЬНЫЕ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Технические условия
Steel bent closed welded square and
rectanqular
section for building. Specifications
Дата введения 1995-09-01
1 Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
Обязательные требования качества продукции изложены в пунктах 3.3 - 3.5, 4.3 - 4.5, 4.7, 4.11, 4.12, 5.2, 5.4, 5.5, 5.8 - 5.10, 5.12.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия.
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3916.1-89 Фанера общего назначения с наружными слоями из шпона лиственных пород. Технические условия
ГОСТ 3916.2-89 Фанера общего назначения с наружными слоями из шпона хвойных пород. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7566-81 Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования и хранения
ГОСТ 14192-77 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
ТУ 14-1-347-82 Жесть белая горячекатаная горячего лужения
ТУ 14-105-509-87 Сталь низколегированная горячекатаная для гнутосварных профилей строительных металлоконструкций
3 Сортамент
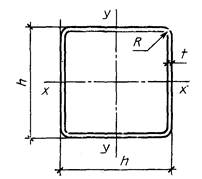
3.1 Поперечное сечение профилей должно соответствовать указанному на рисунках 1 и 2.
|
|
|
|
Рисунок 1 |
Рисунок 2 |
|
Обозначения к рисункам 1, 2 и таблицам 1, 2: h - высота
(ширина); b - ширина; t - толщина стенки; R - радиус
наружного закругления; |
|

3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать для квадратных профилей таблице 1; для прямоугольных профилей - таблице 2.
Таблица 1
|
h |
t |
Площадь |
Справочные значения величин для осей |
Масса 1 м, кг |
|||
|
мм |
x-x |
||||||
|
|
|
|
|||||
|
50 |
2 2,5 3 4 5 |
3,9 4,7 5,5 7,1 8,6 |
14,4 17,2 19,9 24,5 28,3 |
5,7 6,8 7,9 9,8 11,3 |
1,96 1,93 1,91 1,86 1,81 |
3,0 3,6 4,3 5,5 6,7 |
|
|
80 |
2,5 3 4 5 6 |
7,7 9,2 12,2 15,0 17,8 |
74,6 89,5 115,3 138,0 158,1 |
18,7 22,4 28,8 34,5 39,5 |
3,12 3,12 3,07 3,03 2,98 |
6,0 7,2 9,6 11,8 14,0 |
|
|
100 |
3 4 5 6 7 |
11,6 15,3 18,9 22,6 26,2 |
180,2 231,3 278,7 326,3 373,9 |
36,0 46,3 55,7 65,3 74,8 |
3,94 3,89 3,84 3,80 3,75 |
9,1 12,0 14,8 17,7 20,5 |
|
|
120 |
3 4 5 6 |
14,0 18,5 22,9 27,4 |
315,1 408,5 497,9 583,4 |
52,5 68,1 83,0 97,2 |
4,76 4,71 4,66 4,61 |
11,0 14,5 18,0 21,5 |
|
|
140 |
4 5 6 7 8 |
21,6 26,9 32,1 37,2 42,3 |
657,9 808,4 947,1 1077,1 1201,7 |
94,0 115,5 135,3 153,9 171,7 |
5,52 5,48 5,43 5,38 5,33 |
17,0 21,1 25,2 29,2 33,2 |
|
|
160 |
4 5 6 7 8 |
24,7 30,7 36,8 42,8 48,7 |
989,7 1214,6 1435,1 1640,8 1836,9 |
123,7 151,8 179,4 205,1 229,6 |
6,33 6,29 6,24 6,20 6,15 |
19,4 24,1 28,9 33,6 38,2 |
|
|
180 |
5 6 7 8 9 10 |
34,6 41,4 48,2 54,8 61,5 68,2 |
1749,1 2063,5 2372,1 2663,3 2976,5 3300,7 |
194,3 229,3 263,6 295,9 326,2 353,5 |
7,11 7,06 7,01 6,97 6,91 6,86 |
27,2 32,5 37,8 43,0 48,3 53,5 |
|
|
200 |
5 6 7 8 9 10 11 12 13 14 |
38,4 45,6 52,8 59,8 66,7 73,4 80,0 86,5 92,9 99,2 |
2410,0 2832,0 3236,0 3621,0 3987,0 4336,0 4667,0 4980,0 4685,0 4408,0 |
241,0 283,0 324,0 362,0 399,0 434,0 467,0 498,0 527,0 554,0 |
7,93 7,88 7,83 7,78 7,73 7,68 7,64 7,59 7,54 7,49 |
30,1 35,8 41,4 46,9 52,3 57,6 62,8 67,0 72,9 77,9 |
|
|
250 |
8 9 10 11 12 13 14 |
75,8 84,7 93,4 102,0 111,0 119,0 127,0 |
7315,0 8092,0 8840,0 9559,0 10251,0 10917,0 11550,0 |
585,0 647,0 707,0 765,0 820,0 872,0 924,0 |
9,82 9,78 9,73 9,68 9,63 9,58 9,53 |
59,5 66,5 73,3 80,1 86,8 93,4 99,8 |
|
|
300 |
8 9 10 11 12 13 14 |
89,9 101,0 113,0 124,0 135,0 145,0 155,0 |
12812,0 14302,0 15712,0 17080,0 18330,0 19580,0 20784,0 |
846,0 949,0 1047,0 1139,0 1222,0 1309,0 1386,0 |
11,94 11,90 11,79 11,74 11,65 11,62 11,58 |
70,5 79,3 89,0 97,3 106,0 113,8 122,0 |
|
Таблица 2
Размеры в миллиметрах
|
h |
b |
t |
Площадь |
Справочные значения величин для осей |
Масса |
|||||
|
поперечного |
x-x |
y-y |
||||||||
|
сечения А, см2 |
|
|
|
|
|
|
||||
|
60 |
40 |
2 2,5 3 4 5 |
3,8 4,7 5,5 7,1 8,6 |
18,8 22,4 26,0 32,2 37,1 |
6,2 7,4 8,6 10,7 12,3 |
2,23 2,20 2,18 2,13 2,08 |
10,0 11,8 13,7 16,7 19,1 |
5,0 5,9 6,8 8,3 9,5 |
1,63 1,60 1,58 1,54 1,49 |
3,0 3,6 4,3 5,5 6,7 |
|
100 |
60 |
3 4 5 6 |
9,2 12,2 15,0 17,8 |
123,2 157,6 187,8 216,3 |
24,6 31,5 37,6 43,3 |
3,66 3,59 3,54 3,48 |
55,6 70,8 83,8 96,2 |
18,5 23,6 27,9 32,1 |
2,46 2,41 2,36 2,32 |
7,2 9,6 11,8 14,0 |
|
120 |
80 |
3 4 5 6 7 |
11,6 15,3 18,9 22,6 26,3 |
233,4 299,0 361,4 423,2 483,2 |
38,9 49,8 60,2 70,5 80,4 |
4,48 4,42 4,37 4,33 4,28 |
124,8 159,7 192,4 224,1 254,6 |
31,2 39,9 48,1 56,0 63,8 |
3,27 3,23 3,19 3,15 3,10 |
9,1 12,0 14,8 17,7 20,6 |
|
140 |
60 |
4 5 6 |
15,3 18,9 22,6 |
362,1 436,1 509,7 |
51,7 62,3 72,8 |
4,86 4,80 4,75 |
95,4 113,6 131,3 |
31,8 37,9 43,8 |
2,50 2,45 2,41 |
12,0 14,8 17,7 |
|
140 |
100 |
3 4 5 6 7 |
14,2 18,5 22,9 27,4 32,0 |
404,2 511,3 619,7 729,2 839,8 |
57,7 73,0 88,5 104,2 120,0 |
5,31 5,26 5,20 5,16 5,11 |
241,2 304,3 368,0 432,4 497,5 |
48,2 60,9 73,6 86,5 99,5 |
4,10 4,05 4,01 3,97 3,92 |
11,1 14,5 18,0 21,5 25,1 |
|
160 |
80 |
3 4 5 6 |
13,9 18,5 22,9 27,4 |
455,0 606,7 735,9 864,7 |
56,9 75,8 92,0 108,1 |
5,70 5,73 5,67 5,62 |
155,2 206,9 248,7 280,7 |
38,8 51,7 62,2 72,7 |
3,34 3,34 3,29 3,26 |
10,9 14,5 18,0 21,5 |
|
160 |
120 |
4 5 6 7 8 |
21,6 26,9 32,1 37,2 42,3 |
799,2 978,2 1150,5 1307,4 1461,0 |
99,9 122,3 143,8 163,4 182,6 |
6,08 6,03 5,99 5,93 5,88 |
514,0 628,4 736,9 836,6 932,5 |
85,7 104,7 122,8 139,4 155,4 |
4,88 4,83 4,79 4,74 4,69 |
17,0 21,1 25,2 29,2 33,2 |
|
180 |
60 |
5 6 |
22,9 27,4 |
833,8 978,5 |
92,6 108,7 |
6,03 5,97 |
144,7 166,5 |
48,2 55,5 |
2,51 2,46 |
18,0 21,5 |
|
180 |
100 |
5 6 7 8 |
26,9 32,1 37,2 42,3 |
1143,0 1344,4 1527,9 1706,1 |
127,0 149,4 169,8 189,6 |
6,52 6,47 6,41 6,35 |
459,6 537,8 607,9 676,0 |
91,9 107,6 121,6 135,2 |
4,13 4,09 4,04 4,00 |
21,1 25,2 29,2 33,2 |
|
180 |
140 |
4 5 6 7 8 |
24,6 30,7 36,8 42,8 48,7 |
1165,0 1443,0 1706,8 1952,0 2187,3 |
128,2 160,3 189,6 216,9 243,0 |
6,91 6,85 6,81 6,75 6,70 |
782,4 981,2 1158,9 1322,9 1480,6 |
111,8 140,2 165,6 189,0 211,5 |
5,70 5,65 5,61 5,56 5,51 |
19,3 24,1 28,9 33,6 38,2 |
|
200 |
120 |
4 |
27,7 |
1631,8 |
163,2 |
7,68 |
1160,0 |
145,0 |
6,47 |
21,8 |
|
200 |
160 |
5 6 7 8 9 10 |
34,6 41,4 48,2 54,8 61,3 67,7 |
2039,7 2412,4 2767,1 3104,3 3424,0 3726,7 |
204,0 241,2 276,7 310,4 342,3 372,4 |
7,67 7,63 7,58 7,53 7,48 7,43 |
1450,0 1712,3 1962,0 2199,0 2436,0 2211,7 |
181,2 214,0 245,2 274,9 303,3 330,4 |
6,46 6,43 6,38 6,33 6,28 6,23 |
27,2 32,5 37,8 43,0 48,1 53,1 |
|
300 |
200 |
8 9 10 11 12 13 14 |
75,8 84,7 93,4 102,0 111,0 119,0 127,0 |
9512,0 10527,0 11505,0 12446,0 13351,0 12482,0 15054,0 |
634,0 702,0 767,0 830,0 890,0 945,0 1004,0 |
11,20 11,15 11,10 11,05 11,00 10,95 10,90 |
5069,0 5630,0 6143,0 6634,0 7104,0 7553,0 7983,0 |
510,0 563,0 614,0 663,0 710,0 755,0 798,0 |
8,20 8,15 8,11 8,06 8,01 7,96 7,92 |
59,5 66,5 73,3 80,1 86,8 93,4 99,8 |
|
320 |
180 |
8 10 12 14 |
75,8 93,4 111,0 127,0 |
10341,0 12506,0 14511,0 16359,0 |
646,0 782,0 907,0 1022,0 |
11,70 11,60 11,50 11,30 |
4248,0 5111,0 5899,0 6617,0 |
472,0 568,0 655,0 735,0 |
7,49 7,40 7,31 7,21 |
59,5 73,3 86,8 99,8 |
|
340 |
160 |
9 10 12 14 |
84,7 93,4 111,0 127,0 |
12306,0 13446,0 15596,0 17576,0 |
724,0 791,0 917,0 1034,0 |
12,10 12,00 11,90 11,80 |
3793,0 4130,0 4755,0 5319,0 |
474,0 516,0 594,0 655,0 |
6,69 6,65 6,56 6,47 |
66,5 73,3 86,8 99,8 |
|
340 |
260 |
10 12 14 |
113,0 135,0 155,0 |
18892,0 22054,0 25020,0 |
1111,0 1297,0 1472,0 |
12,90 12,80 12,70 |
12510,0 14577,0 16508,0 |
962,0 1121,0 1269,0 |
10,50 10,40 10,30 |
89,0 106,0 122,0 |
|
380 |
220 |
10 12 14 |
113,0 135,0 155,0 |
21925,0 25594,0 29037,0 |
1154,0 1347,0 1528,0 |
13,90 13,80 13,70 |
9416,0 10948,0 12370,0 |
856,0 995,0 1125,0 |
9,11 9,02 8,93 |
89,0 106,0 122,0 |
|
400 |
200 |
10 12 14 |
113,0 135,0 155,0 |
23345,0 27248,0 30907,0 |
1167,0 1362,0 1545,0 |
14,30 14,20 14,10 |
7949,0 9227,0 10409,0 |
795,0 923,0 1041,0 |
8,37 8,28 8,19 |
89,0 10,60 122,0 |
|
Примечания к таблицам 1 и 2 1. Радиус наружного закругления R = 2t. 2. Масса 1 м длины профиля определена по площади поперечного сечения при плотности стали 7,85 г/см3. |
||||||||||
3.3 Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
3.4 Предельные отклонения по высоте и ширине профиля не должны превышать:
- при высоте (ширине) профиля до 100 мм ± 1,5 мм
- при высоте (ширине) профиля более 100 мм ± 2,0 мм
Предельные отклонения по высоте (ширине) 100 мм профиля с толщиной стенки 7 мм не должны превышать ± 2,0 мм.
3.5 В поперечном сечении профиля отклонения от угла 90° не должны превышать ±1°30¢. Предельные отклонения от угла 90° для профилей с толщиной стенки 7 - 14 мм не должны быть более ± 2°.
3.6 Профили изготовляют длиной от 6,0 до 12,0 м:
- немерной длины;
- мерной длины;
- кратной мерной длины.
3.7 Предельные отклонения по длине профилей мерной и кратной мерной длины не должны быть более плюс 60 мм.
3.8 Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:
![]()
4 Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготовлять из листовой стали, поставляемой в рулонах по ГОСТ 19903, из стали углеродистой общего назначения и низколегированной толщиной 3 мм и более по ГОСТ 27772; низколегированной толщиной 3 мм и более по ТУ 14-105-509.
Марку стали и категорию поставки указывают в заказе на профили.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля.
Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать произведения 30¢ на длину профиля в метрах и не должно быть более 5°.
4.5 Выпуклость и вогнутость стенок профилей не должна превышать 0,01 размера профиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль за номинальные размеры по длине.
Допускается огневая обрезка торцов отдельных профилей в количестве не более 7 % от массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхности профилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкие риски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом по требованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой, и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этом высота грата, выступающего над поверхностью профиля, не должна превышать:
- при толщине стенки профиля до 4 мм ............... 0,5 мм
- при толщине стенки профиля более 4 мм .......... 1,0 мм
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1 м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм.
Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля. После исправления швы должны быть зачищены.
4.12 Временное сопротивление разрыву продольного сварного шва должно быть не менее 0,95 от норм основного металла.
4.13 Для профилей, изготовляемых из низколегированных сталей, должна производиться нормализация сварного соединения.
4.14 Комплектность
4.14.1 В комплект поставки входят: профили, упакованные в пакеты по типоразмерам и партиям; документ о качестве.
4.14.2 Документ о качестве должен содержать следующие данные:
- наименование предприятия-изготовителя или его товарный знак;
- обозначение профиля;
- номер плавки, химический состав и механические свойства стали (по данным документа о качестве со штампом ОТК завода-поставщика рулонной заготовки);
- длину профиля;
- количество пакетов;
- количество профилей;
- номер заказа и штамп ОТК.
4.15 Упаковка
4.15.1 Профили должны поставляться пакетами с учетом требований ГОСТ 7566.
Профили в пакете должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2 - 3 м длины.
Профили в пакете длиной до 6 м включ. должны быть обвязаны не менее чем в двух местах.
Профили поставляют по теоретической массе.
Масса пакета - не более 10 т.
4.15.2 Упаковка профилей в пакеты должна обеспечивать возможность производить погрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер безопасности.
4.16 Маркировка
4.16.1 К каждому пакету должен быть прикреплен ярлык из фанеры по ГОСТ 3916.1, ГОСТ 3916.2 или жести ГГЖР по ТУ 14-1-347 толщиной 0,32 - 0,50 мм, выполненный по ГОСТ 14192.
4.16.2 Маркировка должна содержать:
- наименование или товарный знак предприятия-изготовителя;
- обозначение профиля;
- номер плавки;
- длину профиля;
- количество профилей;
- массу и номер пакета;
- клеймо ОТК.
5 Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве. Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверке внешнего вида подлежат 3 % профилей от партии.
При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3 % от массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы. Допускается заварка поперечных швов профиля полуавтоматической сваркой при условии обеспечения равнопрочности шва основному металлу. Стык должен быть отмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия-поставщика рулонной стали.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166, радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей замеряют рулеткой РЗ-20 по ГОСТ 7502.
Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общую кривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилей проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний на плотность.
5.13 Комплектность проверяют сличением подготовленной к отправке партии профилей с нарядом-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром на соответствие требованиям настоящего стандарта.
6 Транспортирование и хранение
6.1 Профили перевозят транспортом всех видов в соответствии с правилами перевозок, действующими на транспорте данного вида.
6.2 Транспортирование профилей в части воздействия климатических факторов внешней среды - по условиям 7, хранение - по условиям 4 ГОСТ 15150.
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие профилей требованиям настоящего стандарта при соблюдении потребителем условия транспортирования и хранения.
7.2 Гарантийный срок хранения профилей - 24 мес с момента отгрузки с завода-изготовителя.
Ключевые слова: профили гнутые замкнутые, сортамент, технические требования, правила приемки и методы контроля, транспортирование и хранение, гарантии изготовителя