ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТОЯКИ ЖЕЛЕЗОБЕТОННЫЕ ЦЕНТРИФУГИРОВАННЫЕ ДЛЯ ОПОР ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ Технические условия Centrifugal reinforced concrete posts for high-voltage transmission lines. Specifications |
ГОСТ Взамен |
Постановлением Государственного комитета СССР по делам строительства от 25 октября 1984 г. № 180 срок введения установлен
с 01.01.86
Настоящий стандарт распространяется на железобетонные предварительно напряженные конические и цилиндрические стойки кольцевого сечения, изготовляемые методом центрифугирования из тяжелого бетона средней плотности более 2200 до 2500 кг/м3 включительно и предназначенные для опор линий электропередачи напряжением 35-750 кВ.
Стойки, предназначенные для эксплуатации в среде с агрессивной степенью воздействия на железобетонные конструкции, должны удовлетворять дополнительным требованиям, установленным проектной документацией согласно СНиП 2.03.11-85 и указанным в заказе на изготовление стоек.
Показатели технического уровня, установленные настоящим стандартом, предусмотрены для стоек высшей и первой категорий качества.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Стойки подразделяют на типы:
СК - конические;
СЦ - цилиндрические.
1.2. Форма и основные размеры стоек должны соответствовать указанным на черт. 1 и 2 и приведенным в табл. 1.
Примечания:
1. На действующем оборудовании допускается изготовление до 1 января 1988 г.: конических стоек длиной 22600 мм с наружными диаметрами в нижнем сечении 560 мм и в верхнем - 334 мм; цилиндрических стоек длиной 22200 мм с наружным диаметром 560 мм.
2. В случаях, если при транспортировании и хранении гарантируется исключение передачи на стойку нагрузок от вышележащих стоек, то допускается изготовление стоек без опорных диафрагм.
1.3. Стойки должны иметь закладные изделия для крепления металлических конструкций опор и для присоединения элементов заземления.
1.4. Стойки должны иметь подпятники.
Крепление подпятников, изготовляемых отдельно (П1-П3, ПК-3) и совместно со стойками, приведено на черт. 1-2.
1.5. Конструкция стоек приведена:
конических - в ГОСТ 22687.1-85;
цилиндрических - в ГОСТ 22687.2-85.
1.6. Стойки обозначают марками в соответствии с ГОСТ 23009-78.
Марка стойки состоит из буквенно-цифровых групп, разделенных дефисом.
Первая группа содержит обозначение типоразмера стойки, включающего:
буквенное обозначение типа стойки (п. 1.1);
длину стойки в метрах (в целых числах);
условное обозначение сечения стойки (табл. 1).
Вторая группа включает обозначения:
несущей способности стойки и области ее применения в опоре;
характеристики напрягаемой продольной арматуры:
1 - для арматурной стали класса A-V или Ат-VCK,
2 - то же, класса A-VI,
3 - для арматурных канатов класса К-7 при смешанном армировании,
4 - то же, класса К-19,
5 - для арматурных канатов класса К-7,
0 - для арматурной стали класса A-IV или Ат-IVK.
В третьей группе при необходимости отражают дополнительные характеристики (стойкость к воздействию агрессивной среды, наличие дополнительных закладных изделий и т.д.).
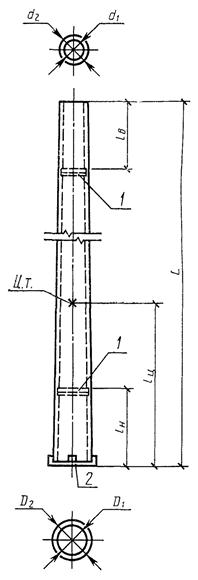
Коническая стойка
Узлы крепления подпятников
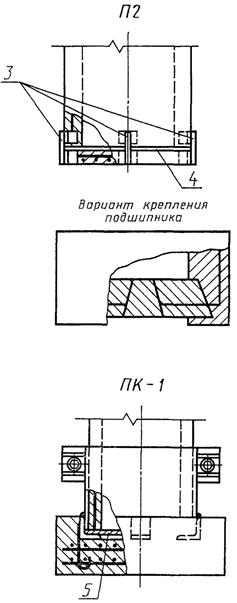
1 - опорные диафрагмы; 2 - подпятник; 3 - коротыши; 4 - цементный раствор; ц.т. - центр тяжести стойки; L - длина стойки; lц - расстояние до центра тяжести стойки; lн, lв - расстояния до мест установки опорных диафрагм; D2, d2 - наружные диаметры стойки; D1, d1 - внутренние диаметры стойки; 5 - асбестовый лист D = 410 mm, d = 10 мм.
Черт. 1
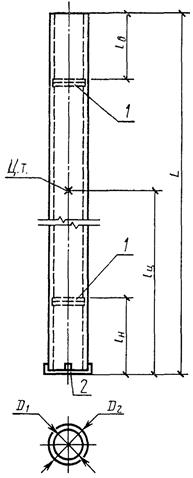
Цилиндрическая стойка
Узлы крепления подпятников
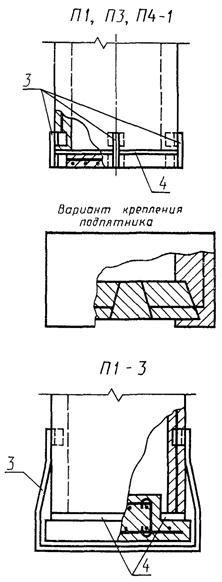
1 - опорные диафрагмы; 2 - подпятник; 3 - коротыши; 4 - цементный раствор; ц.т. - центр тяжести стойки; L - длина стойки; lц - расстояние до центра тяжести стойки; lн, lв - расстояния до мест установки опорных диафрагм; D1 - внутренний диаметр стойки; D2 - наружный диаметр стойки
Черт. 2
До пересмотра типовых проектов допускается применять марки в соответствии с действующей проектной документацией.
Примеры условного обозначения (марки) конической стойки (типа СК) длиной 26000 мм и сечением 1, второй несущей способности, с напрягаемой продольной арматурой из арматурных канатов класса К-7 (при смешанном армировании):
СК 26.1-2.3
конической стойки (типа СК) длиной 22600 мм и сечением 3, первой несущей способности, с напрягаемой продольной арматурой из арматурной стали класса A-VI;
СК 22.3-1.2
цилиндрической стойки (типа СЦ) длиной 20000 мм и сечением 3, первой несущей способности, с напрягаемой продольной арматурой из арматурной стали класса A-IV;
СЦ 20.3-1.0
Таблица 1
|
Типоразмер стойки |
Размеры, мм |
|||||||
|
L |
D2 |
D1 |
d2 |
d1 |
lв/lн |
lц |
||
|
Конические |
СК 26.1 |
26000 |
650 |
500 |
410 |
300 |
5800/5400 |
11300 |
|
СК 26.2 |
504 |
280 |
11800 |
|||||
|
СК 22.1 |
22600 |
540 (550)* |
440 |
330 (340)* |
4600/4600 |
10000 |
||
|
СК 22.2 |
490 |
310 |
||||||
|
СК 22.3 |
510 |
5200/4600 |
10400 |
|||||
|
Цилиндрические |
СЦ 26.1 |
26400 |
560 |
440 |
- |
- |
5400/5400 |
13200 |
|
СЦ 26.2 |
5700/5700 |
|||||||
|
СЦ 26.3 |
450 |
5500/5500 |
||||||
|
СЦ 22.1 |
22200 |
450/430** |
4600/4600 |
10700 |
||||
|
СЦ 20.1 |
20000 |
800 |
690/640** |
4100/4100 |
9400 |
|||
|
СЦ 20.2 |
630 |
10000 |
||||||
|
СЦ 20.3 |
640 |
|||||||
__________
* Размер в скобках относится к стойке марки СК 22.1-3.2 по ГОСТ 22687.1-85.
** В числителе указан диаметр в верхнем сечении стойки, в знаменателе - в нижнем сечении.
Примечание. Для стоек, изготовляемых из тяжелого бетона класса В50 и выше, допускается принимать размеры D1 и d1, отличающимися от установленных таблицей.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Стойки следует изготовлять в соответствии с требованиями настоящего стандарта и технологической документации, утвержденной в установленном порядке, по чертежам, приведенным:
для конических стоек - в ГОСТ 22687.1-85;
для цилиндрических стоек - в ГОСТ 22687.2-85.
2.2. Стойки должны удовлетворять требованиям ГОСТ 13015.0-83:
по заводской готовности стоек;
по прочности, жесткости и трещиностойкости стоек;
по показателям фактической прочности бетона (в проектном возрасте, передаточной и отпускной);
по морозостойкости и водонепроницаемости бетона;
к качеству материалов, применяемых для приготовления бетона;
к бетону, а также к материалам для приготовления бетона стоек, предназначенных для эксплуатации в среде с агрессивной степенью воздействия на железобетонные конструкции;
к форме и размерам арматурных и закладных изделий и их положению в стойках;
по маркам сталей для закладных изделий;
по защите стоек от коррозии.
2.3. Требования к бетону
2.3.1. Стойки следует изготовлять из тяжелого бетона (средней плотности более 2200 до 2500 кг/м3 включительно) классов по прочности на сжатие, указанных в ГОСТ 22687.1-85 и ГОСТ 22687.2-85.
Бетон должен удовлетворять требованиям ГОСТ 26633-85.
(Измененная редакция. Изм. № 1).
2.3.2. Коэффициент вариации прочности бетона в партии для стоек высшей категории качества должен быть не более 9 %.
2.3.4. Нормируемую отпускную прочность бетона принимают равной нормируемой передаточной прочности бетона (п. 2.3.3). При поставке стоек в холодный период года (по ГОСТ 13015.0-83) значение нормируемой отпускной прочности бетона может быть повышено, но не более 90 % класса по прочности на сжатие.
Значение нормируемой отпускной прочности бетона должно соответствовать установленному проектной документацией и указанному в заказе на изготовление стоек.
(Измененная редакция. Изм. № 1).
2.3.5. Марки бетона по морозостойкости и водонепроницаемости должны соответствовать для стоек, предназначенных для применения в районах с расчетной температурой наружного воздуха наиболее холодной пятидневки по СНиП 2.01.01-82:
ниже минус 40 °С - W200 и F8;
минус 40 °С и выше - W150 и F6.
Марки бетона по морозостойкости и водонепроницаемости указывают в заказе на изготовление стоек.
2.3.6. Для приготовления бетона следует применять:
портландцемент ПЦ-Д0 и ПЦ-Д5 по ГОСТ 10178-85;
заполнители (с наибольшей крупностью крупного заполнителя не более 20 мм) - по ГОСТ 10268-80;
воду - по ГОСТ 23732-79.
Допускается применять портландцемент с минеральными добавками.
Пластифицирующие и воздухововлекающие (газообразующие) добавки, применяемые для приготовления бетона, должны удовлетворять требованиям нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция. Изм. № 1).
2.4. Требования к арматуре
2.4.1. В качестве напрягаемой продольной арматуры стоек следует применять:
горячекатаную арматурную сталь классов A-VI, A-V и A-IV по ГОСТ 5781-82;
термомеханически и термически упрочненную арматурную сталь классов Ат-VCK и Ат-IVK по ГОСТ 10884-81;
арматурные канаты класса К-7 по ГОСТ 13840-68 и класса К-19 по ТУ 14-4-22-71.
В I и II районах по гололеду преимущественно следует применять арматурную сталь классов A-VI, A-V, Ат-VCK, A-IV и Ат-IVC.
В III-V районах по гололеду преимущественно следует применять арматурные канаты классов К-7 и К-19.
2.4.2. В качестве ненапрягаемой продольной арматуры стоек следует применять арматурную сталь классов A-VI, A-V, Ат-VCK, A-IV, Ат-IVC и A-I в соответствии с чертежами по ГОСТ 22687.1-85 и ГОСТ 22687.2-85.
2.4.3. Поперечную арматуру (спираль) стоек следует выполнять из арматурной проволоки классов Вр-I и B-I по ГОСТ 6727-80.
В стойках высшей категории качества должна применяться арматурная проволока класса Вр-I.
2.4.4. Монтажные кольца следует выполнять из арматурной стали класса A-I по ГОСТ 5781-82.
2.5. Закладные изделия следует выполнять из углеродистой стали обыкновенного качества по ГОСТ 380-71 следующих марок:
ВСт3пс6 - при толщине проката 4-10 мм;
ВСт3Гпс5 » » » 11-30 мм;
ВСт3сп5 » » » 11-25 мм.
Марки стали для закладных изделий стоек, предназначенных для применения в районах с расчетной температурой наружного воздуха наиболее холодной пятидневки ниже минус 40 °С, должны соответствовать установленным проектной документацией и указанным в заказе на изготовление стоек.
2.6. Натяжение напрягаемой продольной арматуры следует производить механическим способом на упоры.
2.7. Анкеровка напрягаемой арматуры должна обеспечивать восприятие усилия натяжения арматуры и требуемую точность натяжения.
2.8. Значения суммарных усилий натяжения продольной напрягаемой арматуры, контролируемые по окончании натяжения ее на упоры, должны соответствовать приведенным в ГОСТ 22687.1-85 и ГОСТ 22687.2-85.
Отклонения значений усилия натяжения не должны превышать + 10 и - 5 %.
2.9. Спираль следует привязывать вязальной проволокой к продольной арматуре в соответствии с указаниями ГОСТ 22687.1-85 и ГОСТ 22687.2-85.
2.10. Толщина наружного и внутреннего защитного слоя бетона до поперечной арматуры должна соответствовать указанным в чертежах стоек.
2.11. Значения действительных отклонений толщины наружного защитного слоя бетона до поперечной арматуры и внутреннего защитного слоя до монтажных колец не должны превышать ± 5 мм.
2.12. Значения действительных отклонений геометрических параметров не должны превышать предельных, указанных в табл. 2.
Таблица 2
|
Геометрический параметр |
Пред. откл., мм |
|
|
Отклонение от линейного размера |
Длина стойки: |
|
|
при длине 26,0 и 26,4 м |
± 80 |
|
|
» » от 20,0 до 22,6 м |
± 60 |
|
|
.Наружный диаметр стойки |
± 6 |
|
|
Толщина стенки стойки |
+ 5; - 3 |
|
|
Размеры закладных изделий: |
||
|
по длине изделия |
- 5 |
|
|
по размеру отверстия |
+ 5; - 3 |
|
|
Смещение закладных изделий: |
||
|
между смежными изделиями в плоскости диаметрального сечения |
20 |
|
|
из плоскости диаметрального сечения |
10 |
|
|
Отклонение от прямолинейности |
Прямолинейность образующей поверхности стойки: |
|
|
на длине 1000 мм |
1 |
|
|
на всей длине стойки: |
||
|
при длине 26,0 м |
30 |
|
|
» » 22,6 и 22,2 м |
25 |
|
|
Отклонение от перпендикулярности |
Перпендикулярность оси отверстия и стойки |
0,01 длины отверстия |
Примечание. Действительные отклонения по толщине стенки на концевых участках длиной 0,5 м и на торцах стойки не должны превышать + 20 мм.
Для стоек высшей категории качества действительные отклонения по наружному диаметру стойки не должны превышать ± 4 мм; по толщине стенки - ± 3 мм.
2.13. Требования к качеству поверхностей и внешнему виду конструкций
2.13.1. Размеры раковин, местных наплывов и впадин на боковой наружной поверхности стойки и ее торцах, а также околов бетона на торцах стойки не должны превышать указанных в табл. 3.
Таблица 3
|
Предельные размеры, мм |
|||||
|
раковин |
местных наплывов (высота) и впадин (глубина) |
околов бетона на торцах |
|||
|
Диаметр |
Глубина |
Глубина |
Суммарная площадь (от общей площади), % |
||
|
Боковая наружная |
10 |
3 |
2 |
- |
- |
|
Торцевая |
8 |
5 |
2 |
10 |
20 |
Число раковин не должно превышать:
на боковой наружной поверхности стоек - одной на длине 2 м;
на торцевой поверхности вместе с околами - 20 % общей площади торца.
Шероховатость боковой поверхности - не более чем на 5 % общей площади боковой наружной поверхности стоек.
Открытые воздушные поры, которые образуются в результате защемления воздуха бетоном у поверхности формы, не допускаются.
2.13.2. Обвалы бетона с внутренней поверхности с обнажением арматуры не допускаются, а высота сегмента шлама внутри стойки не должна превышать 0,08 внутреннего диаметра стойки и 50 мм на длине не более 2,0 м со стороны слива.
2.13.3. Не допускается обнажение арматуры стоек, за исключением концов напрягаемой арматуры, которые не должны выступать за торцевые поверхности более чем на 40 мм и должны быть защищены битумным лаком.
2.13.4. Открытые наружные поверхности закладных изделий стоек, предназначенных для эксплуатации в неагрессивной среде, должны иметь лакокрасочное покрытие, а предназначенных для работы в газовой среде с агрессивной степенью воздействия - комбинированное (лакокрасочное по металлическому подслою) покрытие.
Покрытия должны наноситься на поверхности, очищенные от наплывов бетона. Техническая характеристика покрытий, толщина металлического подслоя в комбинированных покрытиях должны соответствовать установленной проектной документацией в соответствии с главой СНиП 2.03.11-85 и указанной в заказе на изготовление стоек.
2.13.5. В бетоне стоек, отгружаемых заводом-поставщиком потребителю, не допускаются трещины, за исключением усадочных и поверхностных технологических, ширина которых не должна быть более 0,05 мм, а число - более одной на 1 м длины стойки.
Стойки не должны иметь щелей по линиям разъема полуформ.
2.14. Стойки следует поставлять с установленными подпятниками, изготовленными отдельно или совместно со стойками (п. 1.4).
Стойки СЦ 20.3-1 следует поставлять с приваренными фланцами, обеспечивающими соединение стоек в один рабочий элемент.
2.15. Стойки, предназначенные для эксплуатации в среде с агрессивной степенью воздействия, должны иметь защитное покрытие наружной поверхности нижней части стойки на длину до отметки 0,6 м над поверхностью земли.
Материал защитного покрытия должен соответствовать установленному проектной документацией согласно СНиП 2.03.11-85 и указанному в заказе на изготовление стоек.
2.16. Смещение маркировочного знака вдоль оси стойки должно быть не более ± 50 мм.
3. ПРАВИЛА ПРИЕМКИ
3.1. Приемку стоек следует производить партиями в соответствии с требованиями ГОСТ 13015.0-81 и настоящего стандарта.
Партия должна состоять из стоек одной марки, последовательно изготовленных предприятием по одной технологии и из одних и тех же материалов в течение не более одной недели.
Число стоек в партии должно быть не более 500.
3.2. Приемку стоек по показателям морозостойкости и водонепроницаемости бетона, а также по водопоглощению бетона стоек, предназначенных для эксплуатации в газовой среде с агрессивной степенью воздействия, следует проводить по результатам периодических испытаний.
3.3. Приемку стоек по показателям их прочности, жесткости и трещиностойкости, по показателям прочности бетона (классу по прочности на сжатие, отпускной и передаточной прочности), соответствия арматурных и закладных изделий, прочности сварных соединений, толщины защитного слоя бетона до арматуры, точности геометрических параметров, качества бетонной поверхности стоек следует проводить по результатам приемо-сдаточных испытаний и контроля.
3.4. Приемку партии стоек по показателям их прочности, жесткости и трещиностойкости производят по результатам испытаний трех стоек.
В случае, если хотя бы одна из трех стоек первой выборки не обеспечивает контрольные показатели, то для этой партии производят повторные испытания удвоенного числа стоек. Если при испытании стоек этой выборки хотя бы одна стойка окажется дефектной, то партия бракуется.
Для партии стоек, не принятой в результате выборочного контроля, допускается применять сплошной контроль. При этом стойки контролируют только по тем показателям, по которым партия не была принята.
3.5. В случае, если при проверке будет установлено, что фактическая отпускная прочность бетона стоек ниже требуемой отпускной прочности, то поставку стоек потребителю можно производить после достижения бетоном прочности, соответствующей классу бетона по прочности на сжатие.
3.6. Приемку стоек по наличию закладных изделий, правильности нанесения маркировочных знаков, соответствию вида защитного покрытия следует осуществлять по результатам сплошного контроля.
3.7. Приемку стоек по показателям точности геометрических параметров, толщины защитного слоя бетона до арматуры, качества бетонной поверхности, контролируемых путем измерений, следует осуществлять по результатам одноступенчатого выборочного контроля.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Испытание стоек по прочности, жесткости и трещиностойкости
4.1.1. Испытание стоек нагружением для контроля их прочности, жесткости и трещиностойкости следует проводить при достижении бетоном отпускной прочности.
Допускается использовать для испытания стойки, имеющие раковины, местные наплывы и впадины, околы бетона на торцах стоек, размеры которых превышают допускаемые настоящим стандартом (п. 2.13) не более чем в два раза, а также другие дефекты, не влияющие на прочность стоек.
4.1.2. Одна стойка из трех отобранных от партии доводится до разрушения по схеме нормального режима, две другие испытываются по схемам нормального и аварийного режимов с доведением нагрузки до ее нормативного значения.
4.1.3. Испытание стоек следует проводить по схемам, приведенным для конических стоек в ГОСТ 22687.1-85 и для цилиндрических - в ГОСТ 22687.2-85.
4.1.4. Значения контрольной нагрузки по проверке прочности, жесткости и трещиностойкости, а также соответствующие этой нагрузке значения ширины раскрытия трещин и прогибов приведены в ГОСТ 22687.1-85 и ГОСТ 22687.2-85.
4.1.5. Испытание стоек по прочности, жесткости и трещиностойкости следует проводить по ГОСТ 8829-85 с учетом требований настоящего стандарта.
4.1.6. Ширину раскрытия трещин замеряют в местах ее наибольшего раскрытия с точностью 0,05 мм.
4.1.7. Ширину раскрытия трещин следует измерять при помощи отсчетного микроскопа типа МПБ-2 с ценой деления шкалы 0,05 мм и набора щупов по ГОСТ 882-75.
4.2. Прочность бетона следует определять по ГОСТ 10180-78 на серии образцов-кубов размерами 10 ´ 10 ´ 10 см, изготовленных вибрированием из бетонной смеси рабочего состава, подвергнутых термообработке вместе со стойками и хранившимися в условиях по ГОСТ 18105-80.
Прочность центрифугированного бетона по результатам испытаний указанных образцов-кубов, изготовленных вибрированием бетонной смеси, принимают с коэффициентом перехода, значение которого определяют экспериментально для каждого завода и утверждают в установленном порядке.
До утверждения значение этого коэффициента допускается принимать равным 1,20.
Допускается определять фактическую прочность бетона стоек ультразвуковым методом по ГОСТ 17624-78 или приборами механического действия по ГОСТ 22690.0-77 - ГОСТ 22690.4-77, а также другими методами, предусмотренными стандартами на методы испытания бетона.
4.3. Морозостойкость бетона следует определять по ГОСТ 10060-76 на серии образцов, изготовленных из бетонной смеси рабочего состава.
4.5. Водопоглощение бетона стоек, предназначенных для эксплуатации в среде с агрессивной степенью воздействия, следует определять по ГОСТ 12730.0-78 и ГОСТ 12730.3-78.
4.6. Методы контроля и испытаний исходных сырьевых материалов, применяемых для изготовления стоек, должны соответствовать установленным государственными стандартами или техническими условиями на эти материалы.
4.7. Контроль и испытание сварных арматурных изделий - по ГОСТ 10922-75.
4.8. Измерение усилий в напрягаемой арматуре контролируемых по окончании ее натяжения, следует проводить согласно ГОСТ 22362-77.
4.9. Линейные размеры, отклонения от прямолинейности и перпендикулярности, толщины защитного слоя бетона до арматуры, положение закладных изделий, а также качество бетонных поверхностей и внешний вид стоек проверяют методами, установленными ГОСТ 13015-75, с учетом требований настоящего стандарта.
4.10. Толщину стенок на концах измеряют штангенциркулем или металлической линейкой в четырех местах по двум взаимно перпендикулярным диаметрам.
4.11. Наружный диаметр стойки проверяют в двух сечениях путем измерения в двух взаимно перпендикулярных плоскостях.
4.12. Толщину защитного слоя и положение арматуры в бетоне стойки следует определять в соответствии с ГОСТ 17625-83 при помощи специальных электромагнитных и других приборов, регистрирующих положение арматуры без разрушения бетона, а также путем непосредственных измерений в стойках, испытываемых до разрушения.
5. МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
5.1. Маркировка стоек - по ГОСТ 13015.2-81.
Маркировочные надписи следует наносить на наружной поверхности стойки на расстоянии 6 м от нижнего ее торца.
На каждой стойке вместе с маркировочными надписями необходимо нанесение знака безопасности размерами 290 ´ 390 мм (с размерами стрелы по ГОСТ 12.4.027-76).
В верхней части стойки на расстоянии 0,2 м от торца дополнительно должна быть нанесена марка стойки.
5.2. В местах установки опорных диафрагм (см. черт. 1, 2) на наружной поверхности стоек наносят полосы шириной 40-60 мм.
Указанные полосы могут не наноситься, если на стойке приводят цифровую отметку установки диафрагм (например, 4, 6 м).
5.3. Требования к документу о качестве стоек, поставляемых потребителю - по ГОСТ 13015.3-81.
Дополнительно в документе о качестве должны быть приведены:
порядковый номер стоек по системе нумерации предприятия-изготовителя;
марка бетона по морозостойкости и водонепроницаемости, а для стоек, предназначенных для эксплуатации в среде с агрессивной степенью воздействия, - водопоглощение бетона, а также вид защитного покрытия (если эти показатели оговорены в заказе на изготовление стоек);
результаты испытания по прочности, жесткости и трещиностойкости.
5.4. Стойки следует хранить в горизонтальном положении в штабелях рассортированными по маркам.
По высоте каждый штабель должен состоять не более чем из пяти рядов стоек. Стойки укладывают так, чтобы закладные изделия для крепления траверс располагались вертикально.
5.5. Нижний ряд стоек укладывать следует на подкладки, по выровненному основанию, а последующие ряды - на прокладки (в виде шпал с вырезами или набитыми ограничителями), располагаемые по вертикали одна над другой на расстояниях от нижнего и верхнего концов стойки согласно черт. 3.
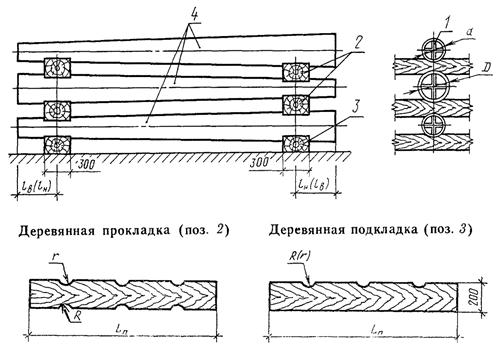
1 - опорные диафрагмы; 2, 3 - деревянные прокладки и подкладки; 4 - стойки; Lп - длина прокладок (подкладок); lн, lв - расстояния от нижнего и верхнего концов стойки до мест установки диафрагм; R(r) - радиус выреза.
Черт. 3
Расположение комлей конических стоек чередуют по рядам. Расстояние между стойками в свету должно быть не менее 100 мм.
5.6. Подкладки и прокладки должны быть инвентарными и окрашены в одинаковый цвет для стоек одного вида.
Концевые участки подкладок и прокладок должны быть D/2 + 200 мм. Наряду с деревянными допускается применение подкладок и прокладок из других материалов (с установкой деревянных или резиновых амортизаторов для предохранения стоек от повреждений в местах их опирания).
5.7. Проходы между штабелями стоек должны обеспечивать нормальную безопасную работу обслуживающего персонала при складировании стоек и их погрузке. Ширина проходов между штабелями должна быть не менее 1,0 м, расстояние между двумя смежными штабелями - не менее 0,5 м.
5.8. Внутрицеховую транспортировку стоек производят краном при помощи траверс со строповкой в двух точках.
При достаточной высоте подкрановых путей траверса должна быть с двумя подтраверсниками.
5.9. Стойки к месту складирования рекомендуется доставлять на тележках, обеспечивающих плавность перевозки и исключающих резкие толчки и удары.
5.10. Для перевозки стоек по железной и автомобильным дорогам должны применяться специально оборудованные сцепы из двух платформ и автомобильные опоровозы, обеспечивающие их неповреждаемость. Поперечные размеры опорных устройств этих средств перевозки и фиксирующих гнезд должны быть не менее их значений для опорных устройств заводских складов.
5.11. Погрузку, крепление и транспортирование стоек на открытом железнодорожном подвижном составе следует осуществлять в соответствии с требованиями Правил перевозок грузов и Технических условий погрузки и крепления грузов, утвержденных МПС.
5.12. Погрузку стоек на транспортные средства и их выгрузку производят, соблюдая меры предосторожности, исключающие возможность их повреждения. При перевозке стоек автомобильным транспортом необходимо предусматривать специальные меры их предохранения от ударов, сотрясений, сильных перекосов, вибраций. При этом скорости при транспортировке стоек по дорогам с асфальтовым покрытием не должны превышать 30-35 км/ч, по дорогам с булыжным покрытием - 10 км/ч, при транспортировке по трассе скорость определяется условиями трассы.
При перевозке стоек железнодорожным транспортом следует применять специальные поворотно-скользящие приспособления (турникеты), имеющие подвижную и неподвижную опоры, позволяющие уменьшить влияние продольных и поперечных усилий. При использовании турникетов и других приспособлений для перевозок должна быть обеспечена устойчивость конструкции путем дополнительных стяжек.
5.13. При погрузке и разгрузке стоек не допускаются:
а) применение тросов или цепей с выступами или узлами;
б) перемещение стоек по земле волоком;
в) разгрузка стоек со свободным их падением;
г) свободное (без торможения) перекатывание стоек по наклонной плоскости;
д) перемещение стоек без катков или прокладок.
Тросы или цепи, применяемые при транспортных работах, должны обеспечивать свободный их выход без заклинивания стойками.
ПРИЛОЖЕНИЕ
Рекомендуемое
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ СТОЕК
1. Изготовление стоек производят по агрегатно-поточной или конвейерной технологии с натяжением напрягаемой арматуры на упоры механическим способом.
2. Стержни продольной напрягаемой арматуры из арматурной стали классов A-VI, A-V, Ат-VCK, A-IV и Ат-IVC допускается выполнять из нескольких отрезков с числом стыков не более четырех в одном стержне и не более 20 % от числа стержней в одном сечении каркаса.
Соединение стержней должно осуществляться стыковой сваркой.
Допускается соединение стержней с помощью приваривания накладок согласно ГОСТ 14098-85.
3. Захват напрягаемой арматуры, имеющей на концах временные анкерные устройства, должен осуществляться их заводкой в пазы оголовников.
Прочность анкерных устройств должна обеспечивать натяжение напрягаемой арматуры с учетом временной перетяжки для стержневой арматуры 5-8 % и для арматурных канатов 8-10 % от контролируемого значения предварительного натяжения арматуры.
4. Значение монтажного натяжения арматуры следует принимать для стержневой арматуры равным 45-50 % и для арматурных канатов 50-55 % от контролируемого натяжения напрягаемой арматуры.
5. Передача усилия натяжения арматуры на форму должна производиться при полном отсутствии зазоров между болтами опалубки и натяжным оголовком, а также между формой и неподвижным оголовком.
6. Между опалубкой и оголовком необходимо обеспечить соосность.
7. Режим центрифугирования должен соответствовать указанному в таблице.
|
Режим вращения формы |
Число оборотов формы в минуту |
Время центрифугирования, мин |
|
1 |
50-80 |
2 |
|
2 |
80-200 |
2 |
|
3 |
200-300 |
1 |
|
4 |
300-380 |
1 |
|
5 |
380-450 |
12-14 |
Примечания:
1. Для форм диаметром 800 мм на режиме 5 число оборотов 380-430 в минуту.
2. Изменения режима центрифугирования допускаются при соответствующем обосновании.
8. Тепловая обработка стоек должна обеспечивать получение бетона с заданными свойствами в установленные сроки.
9. Выдержка стоек перед пропаркой должна быть не менее 2 ч в летнее время и 3 ч - в зимнее.
10. Подъем температуры должен быть плавным в течение не менее 2 ч.
11. Пропаривание должно производиться при температуре 80-85 °С в течение 6-8 ч.
Указанное время уточняется лабораторией завода, гарантирующей получение бетона с заданными характеристиками.
12. Охлаждение должно производиться до температуры цеха, но не менее 3 ч. Допускается искусственное охлаждение в течение заданного времени.
13. Передача натяжения напрягаемой арматуры с опалубки на бетон стойки должна осуществляться только после его охлаждения до температуры 25-30 °С или температуры цеха.
14. Передачу натяжения арматуры на бетон необходимо производить плавно путем освобождения четырех упорных винтов по диагонали. Запрещается производить распалубку до полного снятия натяжения арматуры.
РАЗРАБОТАНЫ
Министерством энергетики и электрификации СССР
Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
ИСПОЛНИТЕЛИ
А.И. Курносов, канд. техн. наук (руководитель темы); В.М. Пинчук; Б.М. Гальперин; В.Е. Иванова; Л.Э. Левин; Н.В. Плохих; Г.И. Бердичевский, д-р техн. наук; Л.Н. Зикеев, канд. техн. наук; В.М. Скубко
ВНЕСЕНЫ Министерством энергетики и электрификации СССР
Зам. министра Ф.В. Сапожников
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 25 октября 1984 г. № 180
СОДЕРЖАНИЕ
|
1. Типы, основные параметры и размеры.. 1 4. Методы контроля и испытаний. 8 5. Маркировка, хранение и транспортирование. 9 Приложение Технологические требования при изготовлении стоек. 10 |