ПРОЕКТНО-ТЕХНОЛОГИЧЕСКИЙ ТРЕСТ «ОРГТЕХСТРОЙ-11»
СХЕМЫ
ВХОДНОГО И ОПЕРАЦИОННОГО КОНТРОЛЯ
КАЧЕСТВА СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТ
ЧАСТЬ V
ВНУТРЕННИЕ САНИТАРНО-ТЕХНИЧЕСКИЕ СИСТЕМЫ
МОСКВА - 2000 год
Применение на территории Российской Федерации импортных строительных материалов
В связи со случаями поставки на российский рынок строительных материалов и изделий (поливинилхлоридные облицовочные материалы, гипсокартонные листы, трубы и другие изделия) с показателями ниже требований нормативных документов на аналогичную продукцию, действующую на территории РФ, Минстрой России разъясняет.
Применяемые в строительстве на территории РФ импортные материалы и изделия должны соответствовать требованиям действующих государственных стандартов и нормативных документов. Законодательством предусматривается подтверждение такого соответствия сертификатами соответствия или документом о качестве материалов и изделий поставщика.
При отсутствии в России государственных стандартов и нормативных документов на эти материалы и изделия и их поставке в Россию по зарубежным стандартам необходимо в соответствии с постановлением Минстроя России № 18-25 от 19.04.96 г. наличие Технического свидетельства Минстроя России, подтверждающего пригодность продукции для ее применения в строительстве.
Минстрой России обратился с просьбой к органам экспертизы и архитектурно-строительного надзора усилить контроль за соблюдением указанного порядка.
(Письмо Минстроя России от 12 февраля 1997 г. № ЛХ-76/13)
Разработаны Проектно-технологическим трестом «Оргтехстрой-11»
Департамента строительства и инвестиций Минатом РФ
(лицензия ФЛЦ № 000721)
|
Начальник треста «Оргтехстрой-11» (тел. 237-6400, тел. секретаря 237-3814) |
Ю. А. Покровский |
|
Главный инженер треста (тел. 237-64-02) |
И. И. Горобец |
|
Исполнитель (тел. 237-38-04) |
А. С. Каревский |
СОДЕРЖАНИЕ
Схемы входного и операционного контроля качества СМР составлены в соответствии с требованиями СНиП 3.01.01-85* «Организация строительного производства».
Схемы входного и операционного контроля предназначены для линейных инженерно-технических работников, бригадиров и рабочих, работников отдела контроля качества СМР, работников лабораторной, геодезической и сварочной служб, осуществляющих самоконтроль, входной, операционный и приемочный контроль качества СМР.
Схемы могут быть использованы:
- работниками служб по подготовке строительного производства в качестве типовых для включения их в проекты производства СМР или разработки на их основе схем, отражающих специфику конкретных проектов зданий и сооружений;
- работниками служб по подготовке кадров в качестве учебного пособия при подготовке, переподготовке и повышении квалификации рабочих и ИТР;
- преподавательским составом высших и средних технических учебных заведений при подготовке инженерно-технических работников строительного профиля;
- руководителями подразделений, основных функциональных отделов и служб, а также руководством строительных организаций при проверке знаний проектов и нормативных требований по качеству выполнения СМР у линейного персонала, а также при осуществлении инспекционного контроля качества СМР;
- работниками авторского надзора проектных организаций,
- работниками технического надзора заказчика, осуществляющими приемку выполненных работ, работниками служб архитектурно-строительного надзора, федеральных и местных центров по лицензированию строительной деятельности и других организаций, осуществляющих надзор за строительством.
Схемы входного и операционного контроля качества СМР составлены на основании требований строительных норм и правил, государственных стандартов, технических условий, типовой проектной документации и содержат:
- основные требования к качеству применяемых материалов, конструкций и деталей;
- перечень операций, подлежащих контролю в процессе выполнения строительно-монтажных работ;
- перечень технических требований, подлежащих соблюдению при выполнении строительно-монтажных работ;
- схемы основных монтажных узлов;
- основные требования к качеству при приемке законченных этапов и видов работ.
Строительные конструкции, изделия, материалы и инженерное оборудование, поступающие на строительную площадку, должны пройти входной контроль. Производители работ (мастера) обязаны проверять путем внешнего осмотра и выполнения необходимых замеров соответствие качества поступающих конструкций, изделий, материалов и инженерного оборудования требованиям рабочих чертежей, государственных стандартов, технических условий.
При выполнении входного контроля на комплектовочных базах прорабу (мастеру) должны быть представлены документы (паспорта, сертификаты, акты и т.д.), подтверждающие качество поставляемых материалов и изделий. При возникновении сомнений в качестве поставляемых материалов прораб (мастер) обязан потребовать контрольной проверки поступивших материалов и изделий.
Входной контроль должен предотвратить запуск в производство материалов, конструкций и изделий, не соответствующих требованиям проектной и нормативно-технической документации. На строительной площадке входной контроль должен выполняться прорабом или мастером с привлечением в необходимых случаях лабораторной и других служб.
Операционный контроль должен осуществляться в процессе выполнения строительно-монтажных работ и обеспечивать своевременное выявление дефектов и причин их возникновения, а также своевременное принятие мер по их устранению и предупреждению.
При осуществлении операционного контроля должны проверяться:
- соблюдение заданной в проектах производства работ и технологических картах технологии производства работ;
- соответствие качества выполняемых работ требованиям проекта и нормативно-технической документации.
Операционный контроль должен осуществляться производителем работ (мастером), инженером (лаборантом) строительной лаборатории, геодезистом, работником сварочной службы или лаборатории сварки. Участие той или иной службы в осуществлении операционного контроля должно быть регламентировано технологической картой на конкретный технологический процесс.
Приемочный контроль должен осуществляться по завершении этапов или отдельных видов работ, а также ответственных конструкций. Приемка оформляется актами освидетельствования скрытых работ, актами приемки отдельных этапов или видов работ, а также ответственных конструкций.
Приемка должна производиться прорабом, работниками отдела контроля качества СМР с привлечением в необходимых случаях работников лабораторной, геодезической или сварочной служб, и представителями технического надзора заказчика.
При осуществлении производственного контроля надлежит пользоваться измерительным инструментом и приборами, прошедшими метрологическую поверку в установленные сроки.
Ссылки на нормативную литературу даны по состоянию на 01.01.2000. Данные о новой нормативной документации и изменениях действующей приводятся в информационных указателях Госстандарта и Госстроя РФ.
СХЕМЫ ВХОДНОГО И ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА СМР
ЧАСТЬ V
ГОСТ 3262-75* «Трубы стальные водогазопроводные. Технические условия».
ГОСТ 10704-91 «Трубы стальные электросварные прямошовные. Сортамент».
ГОСТ 10705-80* «Трубы стальные электросварные. Технические условия».
ГОСТ 10707-80* «Трубы стальные электросварные холоднодеформированные. Технические условия».
ГОСТ 8731-74* «Трубы стальные бесшовные горячедеформированные. Технические условия».
ГОСТ 8732-78* «Трубы стальные бесшовные горячедеформированные. Сортамент».
ГОСТ 8733-74* «Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия».
ГОСТ 8734-75* «Трубы стальные бесшовные холоднодеформированные. Сортамент».
ТУ 14-3Р-13-95 «Трубы стальные электросварные прямошовные диаметром от 20 до 159 мм».
ГОСТ 8944-75* «Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические требования».
ГОСТ 8946-75* ÷ ГОСТ 8963-75* Угольники проходные, угольники переходные, тройники прямые и переходные, тройники с двумя переходами, кресты прямые, переходные и с двумя переходами, муфты прямые короткие и длинные, компенсирующие и переходные, ниппели двойные, гайки соединительные, футорки, контргайки, колпаки, пробки из ковкого чугуна с цилиндрической резьбой для трубопроводов. Основные размеры.
ГОСТ 8965-75* «Части соединительные стальные с цилиндрической резьбой для трубопроводов Р 1,6 МПа. Технические условия».
ГОСТ 8966-75, ГОСТ 8968-75, ГОСТ 8969-75 Муфты прямые, контргайки и сгоны стальные с цилиндрической резьбой для трубопроводов Р 1,6 МПа (основные размеры).
ГОСТ 17380-83* «Детали трубопроводов стальные бесшовные приварные на Ру ≤ 10 МПа (≤ 100 кгс/см2). Технические условия».
ГОСТ 17375-83*, ГОСТ 17376-83*, ГОСТ 17378-83*, ГОСТ 17379-83* Стальные приварные отводы крутоизогнутые, тройники, переходы и заглушки эллиптические (конструкция и размеры).
ГОСТ 12816-80* «Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие технические требования».
ГОСТ 12820-80*, ГОСТ 12821-80* «Фланцы стальные плоские приварные (конструкция и размеры)».
ГОСТ 5762-74* «Задвижки на условное давление Ру < 25 МПа (250 кгс/см2). Общие технические условия».
ГОСТ 3706-93 «Задвижки литые фланцевые и под приварку. Строительные длины».
ГОСТ 9544-93 «Арматура трубопроводная запорная. Нормы герметичности затворов».
ГОСТ 13252-91 «Затворы обратные на номинальное давление Рн ≤ 25 МПа (250 кгс/см2). Общие технические условия».
ГОСТ 3326-86 «Клапаны запорные, клапаны и затворы обратные. Строительные длины».
ГОСТ 11823-91 «Клапаны обратные на номинальное давление Рн ≤ 25 МПа (250 кгс/см2). Общие технические условия».
ГОСТ 22445-88 «Затворы обратные. Основные параметры».
ГОСТ 9789-75* «Клапаны предохранительные пружинные, полноподъемные фланцевые стальные на Ру 1,6 и 4,0 МПа (16 и 40 кгс/см2). Технические условия».
ГОСТ 12532-88 «Клапаны предохранительные прямого действия. Основные параметры».
ГОСТ 10944-75 «Краны регулирующие для нагревательных приборов систем водяного отопления зданий».
ГОСТ 9394-76* «Волокно льняное короткое. Технические условия».
ГОСТ 19151-73* «Сурик свинцовый. Технические условия».
ГОСТ 202-84* «Белила цинковые. Технические условия».
ТУ 6-05-1388-86 «Лента из фторопластового уплотнительного материала».
ГОСТ 1779-83* «Шнуры асбестовые. Технические условия».
ГОСТ 8295-73* «Графит для изготовления смазок, покрытий и электропроводящей резины. Технические условия».
ГОСТ 7931-76* «Олифа натуральная. Технические условия».
ГОСТ 481-80* «Паронит и прокладки из него. Технические условия».
ГОСТ 7338-90 «Пластины резиновые и резинотканевые. Технические условия».
ГОСТ 15180-86 «Прокладки плоские эластичные. Основные параметры и размеры».
ГОСТ 9347-74* «Картон прокладочный и уплотнительные прокладки из него. Технические условия».
ГОСТ 10007-80 «Фторопласт-4. Технические условия».
Стандарты и технические условия на трубы, соединительные части, арматуру, уплотнительные и другие материалы, предусмотренные проектом.
СНиП 3.01.01-85* «Организация строительного производства».
СНиП 3.05.01-85 «Внутренние санитарно-технические системы».
СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий».
СНиП 2.04.05-91* «Отопление, вентиляция и кондиционирование».
СНиП 2.04.08-87* «Газоснабжение».
СНиП 3.05.02-88* «Газоснабжение».
ГОСТ 24297-87 «Входной контроль продукции. Основные положения».
ТУ 36-808-85 «Узлы укрупненные монтажные из стальных труб для внутренних систем водопровода, горячего водоснабжения и отопления зданий».
ТУ 36-737-85 «Узлы укрупненные монтажные из чугунных и стальных труб для внутренних систем канализации зданий».
ТУ 36-2512-82 «Узлы обвязки чугунных радиаторов унифицированные».
ТУ 36-2448-82 «Узлы тепловые элеваторные».
ТУ 400-28-160-91 «Узлы элеваторные».
ТУ 400-28-80-86 «Узлы укрупненные монтажные для внутренних водостоков из стальных труб».
ТУ 66.19.334-91 «Узлы и детали монтажные из водопроводных труб внутренних санитарных систем».
ТУ 400-28-213-77 «Патрубок с фланцем на Ру 1,0 и 1,6 МПа».
ТУ 400-28-153-86 «Узлы арматурные фланцевые».
ТУ 400-28-35-87 «Узлы и детали из стальных труб для внутренних систем газоснабжения».
ТУ 36.21.15.14-2-88 «Сборочные единицы и детали для внутренних газопроводов».
Стандарты и технические условия на узлы из стальных труб для внутренних санитарно-технических систем.
Входной контроль качества стальных труб, арматуры, узлов и др. материалов должен осуществляться в соответствии с требованиями государственных стандартов, технических условий, ППР и другой технологической документации, утвержденной в установленном порядке.
ГОСТ 3262-75* «ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ. ТЕХНИЧЕСКИЕ УСЛОВИЯ»
Стальные неоцинкованные (черные) и оцинкованные сварные трубы обыкновенные, усиленные и легкие, без резьбы и с резьбой, условным проходом от 6 до 150 мм, применяемые для водо- и газопроводов, систем отопления и деталей конструкций, должны отвечать требованиям ГОСТ 3262-75* «Трубы стальные водогазопроводные. Технические условия».
Трубы выпускают размерами, мм, приведенными в нижеследующей таблице.
|
Условный проход |
Наружный диаметр |
Толщина стенки труб |
||
|
легких |
обыкновенных |
усиленных |
||
|
6 |
10,2 |
1,8 |
2,0 |
2,5 |
|
8 |
13,5 |
2,0 |
2,2 |
2,8 |
|
10 |
17,0 |
2,0 |
2,2 |
2,8 |
|
15 |
21,3 |
2,35 |
- |
- |
|
15 |
21,3 |
2,5 |
2,8 |
3,2 |
|
20 |
26,8 |
2,35 |
- |
- |
|
20 |
26,8 |
2,5 |
2,8 |
3,2 |
|
25 |
33,5 |
2,8 |
3,2 |
4,0 |
|
32 |
42,3 |
2,8 |
3,2 |
4,0 |
|
40 |
48,0 |
3,0 |
3,5 |
4,0 |
|
50 |
60,0 |
3,0 |
3,5 |
4,5 |
|
65 |
75,5 |
3,2 |
4,0 |
4,5 |
|
80 |
88,5 |
3,5 |
4,0 |
4,5 |
|
90 |
101,3 |
3,5 |
4,0 |
4,5 |
|
100 |
114,0 |
4,0 |
4,5 |
5,0 |
|
125 |
140,0 |
4,0 |
4,5 |
5,5 |
|
150 |
165,0 |
4,0 |
4,5 |
5,5 |
По требованию потребителя трубы легкой серии, предназначенные под накатку резьбы, изготовляют размерами, приведенными в нижеследующей таблице.
|
Условный проход |
Наружный диаметр |
Толщина стенки |
|
10 |
16 |
2,0 |
|
15 |
20 |
2,5 |
|
20 |
26 |
2,5 |
|
25 |
32 |
2,8 |
|
32 |
41 |
2,8 |
|
40 |
47 |
3,0 |
|
50 |
59 |
3,0 |
|
65 |
74 |
3,2 |
Предельные отклонения по размерам труб не должны превышать указанных в нижеследующей таблице.
|
Размеры труб |
Предельные отклонения для труб точности изготовления |
|
|
обычной |
повышенной |
|
|
Наружный диаметр с условным проходом: |
|
|
|
до 40 мм |
+ 0,4; - 0,5 мм |
± 0,4 мм |
|
свыше 40 мм |
+ 0,8; - 1,0 % |
± 0,8 % |
|
Толщина стенки |
- 15 % |
- 10 % |
|
Примечания: 1. Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе. 2. Трубы обычной точности изготовления применяют для систем отопления, повышенной - для деталей водопроводных и газопроводных конструкций. |
||
По длине трубы изготовляют от 4 до 12 м:
- мерной или кратной мерной длины с припуском на каждый рез по 5 мм и предельным отклонением на всю длину ... + 10 мм;
- немерной длины: (по согласованию изготовителя с потребителем в партии немерных труб допускается до 5 % труб с длиной от 1,5 до 4 м.).
Кривизна труб на 1 м длины не должна превышать 2 мм - для труб с условным проходом до 20 мм включительно; 1,5 мм - с условным проходом свыше 20 мм.
Поступившие на строительную площадку трубы:
- должны быть укомплектованы муфтами, если это предусмотрено договором на поставку;
- не должны иметь на поверхности трещин, плен, вздутий и закатов;
- могут иметь отдельные вмятины, рябизну, риски, следы зачистки и пр. дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру;
- могут иметь грат на внутренней поверхности шва труб, который по требованию потребителя на трубах с условным проходом 20 мм и более должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм;
- должны иметь сплошное цинковое покрытие по всей поверхности, толщиной не менее 30 мкм; допускается отсутствие цинкового покрытия на торцах и резьбе труб; не допускается на поверхности труб пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла; допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка;
- по требованию потребителя должны иметь на концах, подлежащих сварке, с толщиной стенки 5 мм и более, фаски под углом 35 - 40° к торцу трубы; при этом должно быть оставлено торцовое кольцо шириной 1 ÷ 3 мм;
- по требованию потребителя должны иметь резьбу на обоих концах труб с условным проходом более 10 мм, которая должна быть чистой, без рванин и заусенцев; допускаются на резьбе нитки с сорванной или неполной резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы; резьба труб должна быть защищена от механических повреждений и коррозии смазкой;
- должны иметь обрезанные под прямым углом и зачищенные от заусенцев концы; допускаемая величина скоса торца не более 2°, остатки заусенцев не должны превышать 0,5 мм.
Резьба на трубах может быть длинной или короткой. Число ниток и длина резьбы должны соответствовать приведенным ниже значениям.
|
Условный проход, мм |
Число ниток |
Длина резьбы до сбега |
Условный проход, мм |
Число ниток |
Длина резьбы до сбега |
||
|
длинной |
короткой |
длинной |
короткой |
||||
|
6 |
- |
- |
- |
50 |
11 |
24 |
17,0 |
|
8 |
- |
- |
- |
65 |
11 |
27 |
19,5 |
|
10 |
- |
- |
- |
80 |
11 |
30 |
22,0 |
|
15 |
14 |
14 |
9,0 |
90 |
11 |
33 |
26,0 |
|
20 |
14 |
16 |
10,5 |
100 |
11 |
36 |
30,0 |
|
25 |
11 |
18 |
11,0 |
125 |
11 |
38 |
33,0 |
|
32 |
11 |
20 |
13,0 |
150 |
11 |
42 |
36,0 |
|
40 |
11 |
22 |
15,0 |
|
|
|
|
Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с вышеуказанной, а по требованию потребителя - до 10 %.
Трубы изготовляют из сталей по ГОСТ 380-94 и ГОСТ 1050-88* без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88*.
Примеры условных обозначений:
труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты - труба 20S2,8 ГОСТ 3262- 75;
то же, с муфтой - труба М-20S2,8 ГОСТ 3262- 75;
то же, мерной длины, с резьбой - труба Р-20S2,8-4000 ГОСТ 3262-75;
то же, с цинковым покрытием, немерной длины, с резьбой - труба Ц-Р-20S2,8 ГОСТ 3262-75;
то же, с цинковым покрытием, мерной длины, с резьбой - труба Ц-Р-20S2,8-4000 ГОСТ 3262-75.
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
ГОСТ 10704-91 «Трубы стальные электросварные прямошовные. Сортамент»
ГОСТ 10705-80* «Трубы стальные электросварные. Технические условия»
Стальные электросварные прямошовные трубы, применяемые для трубопроводов и конструкций разного назначения, изготовляют по ГОСТ 10704-91.
Технические требования к стальным электросварным прямошовным трубам диаметром от 8 до 530 мм с толщиной стенки от 1 до 10 мм из углеродистой стали регламентируются ГОСТ 10705-80*.
В зависимости от показателей качества трубы изготовляют следующих групп:
А - с нормированием механических свойств из спокойной, полуспокойной и кипящей стали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 (категории 4 по ГОСТ 16523-89*, категории 1 по ГОСТ 14637-89*);
Б - с нормированием химического состава из спокойной, полуспокойной и кипящей стали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 и ГОСТ 14637-89*, из спокойной, полуспокойной и кипящей стали марок 08, 10, 15, 20 по ГОСТ 1050-88* и стали марки 08Ю по ГОСТ 9045-93;
В - с нормированием механических свойств и химического состава из спокойной, полуспокойной и кипящей стали марок Ст2, Ст3, Ст4 по ГОСТ 380-94 (категории 4 по ГОСТ 16523-89* и категорий 2 - 5 по ГОСТ 14637-89*), из спокойной, полуспокойной и кипящей стали марок 08, 10, 15, 20 по ГОСТ 1050-88* и для труб диаметром 50 мм стали марки 08Ю по ГОСТ 9045-93;
Д - с нормированием испытательного гидравлического давления.
Трубы изготовляют термически обработанными (по всему объему трубы или по сварному соединению) и без термической обработки. Вид термической обработки по всему объему трубы выбирает изготовитель.
Поступившие на строительную площадку трубы:
- не должны иметь на поверхности трещин, плен, закатов, рванин и рисок;
- могут иметь рябизну, забоины, вмятины, мелкие риски, слой окалины и следы зачистки при условии, если они не выводят толщину стенки и диаметр трубы за предельные отклонения;
- могут иметь смещение кромок до 10 % от номинальной толщины стенки;
- могут иметь (на трубах диаметром 57 мм и более) один поперечный шов;
- могут иметь окисную пленку; не должны иметь окалины (после термической обработки в защитной атмосфере);
- могут иметь заваренные и зачищенные непровары швов; незаваренные и незачищенные непровары швов не допускаются;
- не должны иметь наружный грат; могут иметь в месте снятия грата утонение стенки на 0,1 мм сверх минусового допуска;
- должны иметь (по требованию потребителя на трубах внутренним диаметром 33 мм и более) частично удаленный или сплющенный внутренний грат, при этом высота грата или его следов не должна превышать 0,35 мм - при толщине стенки менее 2 мм; 0,4 мм - при толщине стенки от 2 до 3 мм; 0,5 мм - при толщине стенки свыше 3 мм (высота внутреннего грата или его следов для труб внутренним диаметром менее 33 мм должна устанавливаться по согласованию изготовителя с потребителем);
- должны иметь концы, обрезанные под прямым углом (при этом допускается образование фаски); косина реза для труб диаметром до 219 мм не должна превышать 1 мм, а для труб диаметром 219 мм и более - 1,5 мм;
- должны иметь (по требованию потребителя) на концах труб с толщиной стенки 5 мм и более фаску под углом 25 - 30° к торцу трубы и торцовое кольцо шириной 1,8 мм ± 0,8 мм (угол скоса и ширина горнового кольца по согласованию изготовителя с потребителем могут быть изменены).
По длине трубы изготовляют:
- немерной длины: при диаметре до 30 - не менее 2 м; св. 30 до 70 - не менее 3 м; св. 70 до 152 - не менее 4 м; св. 152- не менее 5 м. По требованию потребителя трубы групп А и В по ГОСТ 10705-80 диаметром свыше 152 мм изготовляют длиной не менее 10 м, трубы всех групп диаметром до 70 мм - длиной не менее 4 м;
- мерной длины: при диаметре до 70 - от 5 до 9 м; св. 70 до 219 - от 6 до 9 м; св. 219 до 426 - от 10 до 12 м (по согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять длиной от 6 до 12 м);
- кратной длины: кратностью не менее 250 мм и не превышающей нижнего предела, установленного для мерных труб. Припуск для каждого реза устанавливается по 5 мм (если другой припуск не оговорен) и входит в каждую кратность.
Трубы мерной и кратной длины изготовляют двух классов точности по длине:
I - с обрезкой концов и снятием заусенцев;
II - без заторцовки и снятия заусенцев (с порезкой в линии стана).
Предельные отклонения по длине мерных труб не должны превышать нижеуказанных значений.
|
Размеры труб |
Предельные отклонения по длине мерных труб для класса труб |
|
|
I |
II |
|
|
До 6 м включительно |
+ 10 мм |
+ 50 мм |
|
Свыше 6 м |
+ 15 мм |
+ 70 мм |
Предельные отклонения по общей длине кратных труб не должны превышать: + 15 мм для труб I класса, + 100 мм для труб II класса.
По требованию потребителя трубы мерной и кратной длины II класса точности должны быть с заторцованными концами с одной или двух сторон.
Предельные отклонения по наружному диаметру не должны превышать нижеприведенных значений.
|
Наружный диаметр труб мм |
Предельные отклонения по наружному диаметру, мм, для труб точности изготовления |
|
|
обычной |
повышенной |
|
|
10 |
± 0,2 |
- |
|
Св. 10 до 30 вкл. |
± 0,3 |
± 0,25 |
|
Св. 30 до 51 вкл. |
± 0,4 |
± 0,35 |
|
Св. 51 до 193,7 вкл. |
± 0,8 |
± 0,7 |
|
Св. 193,7 до 426 вкл. |
± 0,75 |
± 0,65 |
|
Св. 426 до 1020 |
± 0,7 |
± 0,65 |
|
Св. 1020 |
± 0,6 |
± 0,6 |
По требованию потребителя трубы изготовляются с односторонним или смещенным допуском по наружному диаметру. Односторонний или смещенный допуск не должен превышать суммы предельных отклонений, приведенных выше.
Предельные отклонения по толщине стенки должны соответствовать:
± 10 % - при диаметре труб до 152 мм;
ГОСТ 19903 - при диаметре труб свыше 152 мм для максимальной ширины листа нормальной точности.
По согласованию потребителя с изготовителем допускается изготовление труб с односторонним допуском по толщине стенки, при этом односторонний допуск не должен превышать суммы предельных отклонений по толщине стенки.
Для труб диаметром свыше 76 мм допускается утолщение стенки у грата на 0,15 мм.
Овальность и разностенность труб диаметром до 530 мм включительно должны быть не более предельных отклонений соответственно, по наружному диаметру и толщине стенки.
Кривизна труб не должна превышать 1,5 мм на 1 м длины. По требованию потребителя кривизна труб диаметром до 152 мм должна быть не более 1 мм на 1 м длины.
Общая кривизна труб не должна превышать 0,2 % от длины трубы. Кривизна на 1 м длины таких труб не определяется.
ГОСТ 8732-78* «Трубы стальные бесшовные горячедеформированные. Сортамент»
ГОСТ 8731-74* «Трубы стальные бесшовные горячедеформированные. Технические условия»
Стальные бесшовные горячедеформированные трубы из углеродистой, низколегированной, легированной стали для трубопроводов, конструкций и др. целей изготовляют по ГОСТ 8732-78*. Технические требования к ним регламентируются ГОСТ 8731-74*.
Трубы выпускаются: наружным диаметром от 20 до 550 мм, толщиной стенок от 2,5 до 75 мм; длиной: немерной длины - в пределах от 4 до 12,5 м, мерной длины - в пределах немерной; длины, кратной мерной - в пределах немерной длины с припуском на каждый рез по 5 мм; приблизительной длины - в пределах немерной длины (по соглашению изготовителя с потребителем допускается изготовлять трубы длиной, выходящей за пределы, указанные для труб немерной длины; для труб с толщиной стенки более 16 мм длина мерных труб устанавливается соглашением изготовителя с потребителем; трубы приблизительной длины изготовляют по требованию потребителя).
В зависимости от нормированных показателей трубы выпускаются групп А, Б, В, Г и Д (группа Д - без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления).
Трубы изготовляются без термообработки. По требованию потребителя трубы должны изготовляться термически обработанными.
Поставленные на строительную площадку трубы:
- не должны иметь на поверхности трещин, плен, рванин и закатов;
- могут иметь отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены, если они не выводят толщину стенки за пределы минусовых отклонений;
- должны иметь концы, обрезанные под прямым углом; при обрезке допускается образование фаски под углом не менее 70° к оси трубы; концы труб должны быть зачищены от заусенцев; допускается образование фаски при их удалении;
- с толщиной стенки 20 мм и более могут иметь концы обрезанные автогеном, плазменной резкой или пилой; припуск по длине труб при обрезке этих труб должен быть не менее 20 мм на каждый рез;
- с толщиной стенки 20 мм и более, изготовляемые из катаной или кованой заготовки, по требованию потребителя могут иметь необрезанные концы (необрезанная часть трубы отмечается краской и в длину трубы не включается);
- подлежащие сварке, с толщиной стенки от 5 до 20 мм должны иметь по требованию потребителя снятые под углом 35 - 40° к торцу трубы фаски (при этом должно быть оставлено торцовое кольцо шириной 1 - 3 мм).
Трубы всех видов, работающие под давлением (условия работы труб оговариваются в заказе), должны выдерживать испытательное гидравлическое давление, вычисляемое по формуле, приведенной в ГОСТ 3845-75*.
По требованию потребителя трубы должны выдерживать гидравлическое давление в соответствии с требованиями ГОСТ 3845-75*, но не более 20 МПа.
Предельные отклонения по наружному диаметру труб не должны превышать нижеприведенных значений.
|
Наружный диаметр, мм |
Предельные отклонения по наружному диаметру труб для точности изготовления |
|
|
повышенной |
обычной |
|
|
До 50 включ. |
± 0,5 мм |
± 0,5 мм |
|
Св. 50 до 219 |
± 0,8 % |
± 1,0 % |
|
Св. 219 |
± 1,0 % |
± 1,25 % |
Предельные отклонения по толщине стенки труб не должны превышать значений, приведенных в нижеследующей таблице.
|
Наружный диаметр, мм |
Толщина стенки, мм |
Предельные отклонения по толщине стенки труб точности изготовления, % |
|
|
повышенной |
обычной |
||
|
До 219 |
До 15 включ. |
± 12,5 |
± 12,5; - 15,0 |
|
Св. 15 до 30 |
+ 10,0; - 12,5 |
± 12,5 |
|
|
30 и выше |
± 10,0 |
+ 10,0; - 12,5 |
|
|
Св. 219 |
До 15 включ. |
+ 12,5; - 15,0 |
|
|
Св. 15 до 30 |
± 12,5 |
||
|
30 и выше |
+ 10,0; -12,5 |
||
Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: + 10 мм - при длине до 6 м; + 15 мм при длине свыше 6 м или с наружным диаметром более 152 мм; ± 500 мм для приблизительной длины.
По соглашению изготовителя с потребителем трубы могут поставляться с комбинированными предельными отклонениями.
Овальность и разностенность труб не должны выводить размер труб за предельные отклонения по диаметру и толщине стенки.
Кривизна любого участка трубы на 1 м длины не должна превышать 1,5 мм - для труб с толщиной стенки до 20 мм; 2,0 мм - для труб с толщиной стенки свыше 20 до 30 мм; 4,0 мм - для труб с толщиной стенки свыше 30 мм.
По требованию потребителя трубы должны поставляться по внутреннему диаметру и по толщине стенки, а также по наружному и внутреннему диаметрам и по разностенности.
Предельные отклонения по внутреннему диаметру для труб диаметром 70 - 203 мм, стенкой 7 - 20 мм и отношением диаметра к толщине стенки, равным или менее 10, не должны превышать соответствующих предельных отклонений по наружному диаметру, приведенных выше.
Для прочих размеров труб предельные отклонения по внутреннему диаметру устанавливаются по соглашению изготовителя с потребителем.
ГОСТ 8734-75* «Трубы стальные бесшовные холоднодеформированные. Сортамент»
ГОСТ 8733-74* «Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические условия»
Трубы стальные бесшовные холоднодеформированные изготовляются по ГОСТ 8734-75*, технические требования к ним регламентируются ГОСТ 8733-74*.
Трубы изготовляются диаметром от 5 до 250 мм с толщиной стенки от 0,3 до 24 мм.
В зависимости от отношения наружного диаметра (Dн) к толщине стенки (s) трубы подразделяются на:
- особотонкостенные при Dн/s более 40 и трубы диаметром 20 мм и менее со стенкой 0,5 мм и менее;
- тонкостенные при Dн/s от 12,5 до 40 и трубы диаметром 20 мм и менее со стенкой 1,5 мм;
- толстостенные при Dн/s от 6 до 12,5;
- особотолстостенные при Dн/s менее 6.
По длине трубы должны изготовляться: немерной длины от 1,5 до 11,5 м; мерной длины от 4,5 до 9 м с предельными отклонениями по длине + 10 мм; длины, кратной мерной от 1,5 до 9 м с припуском на каждый рез по 5 мм (если другой припуск не оговорен в заказе) и с предельными отклонениями на общую длину не более оговоренных для труб мерной длины.
Поступившие на строительную площадку трубы:
- не должны иметь трещин, плен, рванины, раковин и закатов;
- могут иметь отдельные незначительные забоины, окалину (следы отслоившейся окалины), не препятствующие осмотру; вмятины, следы правки, риски и следы зачистки дефектов, если они не выводят размеры труб за предельные отклонения;
- не должны иметь окалину, если это оговорено договором поставки;
- с толщиной стенки 5 мм и более должны иметь снятые фаски под углом 35 - 40° к торцу трубы и торцевое кольцо шириной 1 - 3 мм, если это оговорено договором поставки на трубы.
Предельные отклонения по наружному диаметру и толщине стенки труб не должны превышать нижеприведенных значений.
|
Размеры труб, мм |
Предельные отклонения |
|
Наружный диаметр: от 4 до 10 вкл. |
± 0,15 мм |
|
св. 10 до 30 вкл. |
+ 0,30 мм |
|
св. 30 до 50 вкл. |
± 0,40 мм |
|
св. 50 |
± 0,8 % |
|
Толщина стенки: до 1 |
± 0,12 мм |
|
св. 1 до 5 вкл. |
± 10 % |
|
св. 1 до 2,5 при |
± 12 % |
|
диаметре 110 мм и более |
|
|
св. 5 |
± 8 % |
По соглашению изготовителя с потребителем трубы могут изготовляться с комбинированными предельными отклонениями.
Трубы должны изготовляться по наружному диаметру и по толщине стенки. По требованию потребителя трубы должны изготовляться по внутреннему диаметру и толщине стенки, а также по наружному и внутреннему диаметру и разностенности.
Предельные отклонения по внутреннему диаметру труб не должны превышать соответствующих предельных отклонений по наружному диаметру.
Овальность и разностенность труб не должны выводить их размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
Кривизна любого участка трубы на 1 м длины не должна превышать 1,5 мм для труб диаметром свыше 10 мм. По требованию потребителя кривизна труб диаметром 20 - 90 мм не должна превышать 1 мм на 1 м длины.
ГОСТ 10692-80* «Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение»
Каждая партия стальных труб должна сопровождаться документом о качестве, содержащим: товарный знак или наименование или товарный знак и наименование предприятия-изготовителя, наименование предприятия-потребителя, номер заказа, дату выписки документа о качестве, обозначение стандарта или нормативно-технической документации, размер труб, марку стали, номер плавки (при поплавочной поставке) или партии, химический состав труб (по требованию потребителя), массу партии, общую длину труб и по требованию количество труб в штуках, результаты всех видов испытаний, отметки об отгрузке труб разных размеров, если это оговорено в нормативно-технической документации, штамп технического контроля.
Маркировку наносят на каждую трубу диаметром свыше 159 мм с толщиной стенки 3,5 мм и более. По требованию потребителя допускается маркирование каждой трубы диаметром от 114 мм. В зависимости от диаметра и толщины стенки труб маркировку наносят клеймением, электрическим карандашом или резиновым штампом (несмываемой краской), электрографом или несмываемой краской.
Маркировку труб проводят на расстоянии не более 50 мм и не менее 20 мм от торца и обводят или подчеркивают яркой краской.
Маркировку труб диаметром до 159 мм включительно, труб, имеющих светлую поверхность, а также холоднодеформированных труб в пакетах, наносят на ярлык. Маркировку холоднодеформированных труб диаметром до 450 мм включительно, увязанных в пакеты, допускается наносить на ярлык и на три трубы каждого диаметра.
Маркировка должна содержать размер трубы, марку стали, товарный знак или наименование и товарный знак предприятия-изготовителя. При машинной маркировке допускается обозначать марку стали четырехзначным числовым кодом в соответствии с Общесоюзным классификатором продукции.
Трубы диаметром до 159 мм должны быть прочно увязаны в пакеты или плотно уложены в деревянные ящики или решетки, изготовленные по ГОСТ 2991-85*, ГОСТ 24634-81*, ГОСТ 5959-80* или контейнеры по ГОСТ 20435-75* или другой нормативно-технической документации, и надежно закреплены внутри тары от свободного перемещения при транспортировании.
По требованию потребителя трубы диаметром до 159 мм транспортируют без упаковки. В транспортные пакеты по нормативно-технической документации увязывают трубы диаметром свыше 159 до 250 мм включительно и холоднодеформированные трубы диаметром до 450 мм включительно.
При хранении и складировании трубы должны быть рассортированы партиями по размерам и маркам стали, чтобы предотвратить возможность их перепутывания. Трубы должны храниться на стеллажах или площадках отрытого хранения, при этом они должны иметь консервационное покрытие.
ГОСТ 12816-80* «Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Общие технические требования»
Поступившие на строительную площадку фланцы и кольца могут иметь отдельные вмятины, забоины, раковины, шлаковые включения и другие дефекты, не влияющие на прочность и герметичность.
Допускается местная зачистка (подторцовка) поверхности фланцев под гайки (головки болтов) глубиной не более 1 мм.
На наружной цилиндрической поверхности или стороне квадрата, или (и) тыльной стороне фланцев должна быть выполнена следующая маркировка: товарный знак предприятия-изготовителя или его сокращенное наименование (по требованию потребителя), марка материала фланцев, за исключением фланцев из стали ВСт3сп, ВСт3пс, условный проход в мм и условное давление в кгс/см2 без указания букв Dу и Ру и размерности; буква Ф для фланцев под фторопластовую прокладку.
Партия фланцев должна сопровождаться документом о качестве.
Для уплотнения фланцевых соединений должны применяться прокладки из следующих материалов:
паронит (ГОСТ 481-80*) марок ПОН (паронит общего назначения) и ПМБ (паронит маслобензостойкий) толщиной от 1 до 4 мм;
пластины резиновые и резинотканевые (ГОСТ 7338-90) толщиной 3 - 5 мм;
фторопласт-4 (ГОСТ 10007-80*Е);
картон прокладочный (ГОСТ 9347-74*), смоченный в натуральной олифе (ГОСТ 7931-76*).
Допускается применение прокладок из других уплотнительных материалов, обеспечивающих не меньшую герметичность соединений по сравнению с вышеприведенными материалами (с учетом среды, давления и температуры).
На строительной площадке и в заготовительном производстве в процессе входного контроля:
должно быть проверено наличие и содержание паспортов, сертификатов и других сопроводительных документов;
должны быть проверены сопроводительные документы (паспорта, технические паспорта, сертификаты, или их копии, заверенные владельцем сертификата), маркировка, ярлыки с целью определения комплектности (без разборки узлов на сборочные единицы и детали) и соответствия поступивших труб, узлов, фасонных частей, сварочных и изоляционных материалов, оборудования, арматуры, соединительных деталей, изоляционных покрытий требованиям проекта (по сопроводительной документации должно быть проверено соответствие марок, размеров и других характеристик требованиям рабочей документации, по которой должен осуществляться монтаж внутренних санитарно-технических систем);
должно быть проверено наличие и сроки действия гарантий предприятий-изготовителей на оборудование и изделия (оборудование и изделия, на которые истек гарантийный срок, указанный в технических условиях, а при отсутствии таких указаний - по истечение года могут быть приняты в монтаж только после проведения ревизии, исправления дефектов, испытаний, а также других работ, предусмотренных эксплуатационной документацией; результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию);
должен быть произведен внешний осмотр труб, узлов, фасонных частей, сварочных и изоляционных материалов, оборудования, арматуры, соединительных частей, изоляционных покрытий и т.д. с целью проверки соответствия их требованиям стандартов, технических условий или других нормативно-технических документов и обнаружения недопустимых дефектов на наружных и внутренних поверхностях;
при возникновении каких-либо сомнений в качестве поступивших материалов или документов должны быть вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
Изготовление узлов и деталей трубопроводов из стальных труб следует производить в соответствии с требованиями СНиП 3.05.01-85 «Внутренние санитарно-технические системы», технических условий и стандартов на конкретные узлы и детали.
|
Содержание допуска |
Величина допуска (отклонения) |
||
|
Отклонение: |
|
||
|
от перпендикулярности торцов отрезанных труб |
не более 2° |
||
|
длины заготовки детали |
± 2 мм при длине до 1 м и ± 1 мм на каждый последующий метр |
||
|
Размеры заусенцев в отверстиях и на торцах отрезанных труб |
не более 0,5 мм |
||
|
Овальность труб в зоне гиба |
не более 10 % |
||
|
Радиус гиба труб в системах отопления и теплоснабжения |
|
||
|
с условным проходом до 40 мм вкл. |
не менее 2,5 Dнар |
||
|
с условным проходом 50 мм и более |
не менее 3,5 Dнар |
||
|
Радиус гнутых и сварных отводов труб диаметром 100 мм и более в системах холодного и горячего водоснабжения |
не менее 1,5 Dу |
||
|
Число ниток с неполной или сорванной резьбой |
не более 10 % |
||
|
Отклонение длины резьбы: |
|
||
|
короткой |
- 10 % |
||
|
длинной |
+ 5 мм |
||
|
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы |
до 1 % наружного диаметра фланца, но не более 2 мм |
||
|
Отклонения линейных размеров собранных узлов |
не более ± 3 мм при длине до 1 м и ± 1 мм на каждый последующий метр |
||
|
|
|||
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
|
Подготовительные работы |
Проверить: - наличие монтажных чертежей (эскизов), технологических карт и схем операционного контроля качества; - наличие и содержание сопроводительной документации (паспорта, технические паспорта, сертификаты и т.д.); - соответствие поступивших труб, арматуры, фасонных частей, сварочных и уплотнительных материалов требованиям монтажных чертежей (эскизов) и технических условий (по маркировке, маркам, размерам); - внешним осмотром отсутствие дефектов внешнего вида на трубах и других материалах и оборудовании; - подготовку уплотнительных, сварочных, изоляционных и антикоррозионных материалов; - подготовку рабочего места слесаря, инструмента и оборудования. |
Монтажные чертежи (эскизы), технологические карты и схемы операционного контроля качества Паспорта, сертификаты, ярлыки |
|
|
Изготовление узлов и деталей трубопроводов |
Контролировать: - соблюдение заданной технологии заготовительных работ (разметки и резки труб, снятия заусенцев с концов деталей под сварку, нарезки или накатки резьбы, сверления отверстий, гнутья труб, разметки патрубков на «седло» и гнезд для них, высечки седловин, зачистки кромок патрубков и гнезд для них, высечки седловин, зачистки кромок патрубков и гнезд врезок, сборки врезок, насадки фланцев на концы труб, сборки узлов на фланцах или на резьбе с уплотнителем, сборки узлов с поддерживанием при электроприхватке, сварки, отделки, испытаний, исправления дефектов и т.д.); - отклонения линейных размеров узлов от заданных. |
Технологические карты, журналы, акты |
|
|
Приемка |
Проверить: - соответствие изготовленных узлов требованиям монтажных чертежей (эскизов) и технических условий; - надлежащее оформление результатов испытаний узлов, качество отделки узлов, маркировку, комплектование и упаковку узлов; - надлежащее оформление исполнительной документации. |
Сопроводительный документ Акты испытаний |
|
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: мастер (бригадир), контролеры ОТК - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: отдел технического контроля, прораб (мастер) КИП - штангенциркуль, линейка металлическая, рулетка металлическая, угломер и т.д. (см. текст). |
|||
Соединение стальных труб, а также деталей и узлов из них следует выполнять на сварке, резьбе, накидных гайках и фланцах (к арматуре и оборудованию).
Сварку стальных труб следует производить любым способом, регламентированным стандартами.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037-80*.
Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой марки Св-15ГСТЮЦА с Се по ГОСТ 2246-70* диаметром 0,8 - 1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием, если применение других сварочных материалов не согласовано в усыновленном порядке.
Соединение оцинкованных стальных труб, деталей и узлов сваркой при монтаже и на заготовительном предприятии следует выполнять при условии обеспечения местного отсоса токсичных выделений или очистки цинкового покрытия на длину 20 - 30 мм со стыкуемых концов труб с последующим покрытием наружной поверхности сварного шва и околошовной зоны краской, содержащей 94 % цинковой пыли (по массе) и 6 % синтетических связующих веществ (полистерина, хлорированного каучука, эпоксидной смолы).
При сварке стальных труб, деталей и узлов следует выполнять требования ГОСТ 12.3.003-86*.
Соединение стальных труб (неоцинкованных и оцинкованных), а также их деталей и узлов диаметром условного прохода до 25 мм включительно на объекте строительства следует производить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаваренных кратеров, а также пережогов и подтеков наплавленного металла.
Отверстия в трубах диаметром до 40 мм для приварки патрубков необходимо выполнять, как правило, путем сверления, фрезерования или вырубки на прессе. Диаметр отверстия должен быть равен внутреннему диаметру патрубка с допускаемыми отклонениями ± 1 мм.
Оцинкованные стальные трубы, узлы и детали должны соединяться, как правило, на резьбе с применением оцинкованных стальных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках и фланцах (к арматуре и оборудованию).
Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполняемую по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой - на обыкновенных и усиленных.
При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Поворот трубопроводов в системах отопления и водоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375-83*.
Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5 Dнар, а с условным проходом 50 мм и более - не менее 3,5 Dнар трубы.
В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946 - 75*, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного условного прохода трубы.
При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки и под углом не менее 45° к плоскости гиба.
Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается.
При сборке узлов резьбовые соединения должны быть уплотнены.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 318 К (105 °С) включительно следует применять ленту из фторопластового уплотнительного материала (ФУМ) или льняную прядь, пропитанную свинцовым суриком или белилами, замешанными на олифе.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды выше 378 К (105 °С) и для конденсационных линий следует применять ленту ФУМ или асбестовую прядь вместе с льняной прядью, пропитанные графитом, замешанным на олифе.
Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.
В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150 °С) следует применять паронит толщиной 2 - 3 мм или фторопласт-4, а при температуре не более 403 К (130 °С) - прокладки из термостойкой резины.
Для резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, обеспечивающие герметичность соединений при проектной температуре теплоносителя и согласованные в установленном порядке.
Фланцы соединяются с трубой сваркой.
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Поверхность фланцев должна быть гладкой и без заусенцев.
Головки болтов следует располагать с одной стороны соединения.
На вертикальных участках трубопроводов гайки необходимо располагать снизу.
Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца.
Прокладки во фланцевых соединениях не должны перекрывать болтовых отверстий.
Установка между фланцами нескольких или скошенных прокладок не допускается.
Отклонения линейных размеров собранных узлов не должны превышать ± 3 мм при длине до 1 м и ± 1 мм на каждый последующий метр.
Узлы санитарно-технических систем должны быть испытаны на герметичность на месте их изготовления.
Узлы трубопроводов систем отопления, теплоснабжения, внутреннего холодного и горячего водоснабжения, в том числе и предназначенные для заделки в отопительные панели, вентили, краны, задвижки, грязевики, воздухосборники, элеваторы и т.п. необходимо подвергать испытанию гидростатическим (гидравлическим) или пузырьковым (пневматическим) методом в соответствии с ГОСТ 25136-82 и ГОСТ 24054-80*.
При гидростатическом методе испытаний на герметичность из узлов полностью удаляют воздух, заполняют водой с температурой не ниже 278 К (5 °С) и выдерживают под пробным избыточным давлением Рпр, равным 1,5 Ру, где Ру - условное избыточное давление, которое могут выдерживать соединения при нормальной температуре рабочей среды в условиях эксплуатации.
Если при испытании на трубопроводе появилась роса, то испытание следует продолжить после ее высыхания или вытирания.
Узлы канализации из стальных труб и смывные трубы к высокорасполагаемым бачкам следует выдерживать под пробным избыточным давлением 0,2 МПа (2 кгс/см2) в течение не менее 3 мин.
Падение давления при испытаниях не допускается.
Выдержавшими испытание считаются узлы из стальных труб санитарно-технических систем, на поверхности и в местах соединения которых не появятся капли, пятна воды и не произойдет падения давления.
Выдержавшими испытание считаются вентили, задвижки и краны, если на поверхности и в местах уплотнительных устройств после двукратного поворота регулирующих устройств (перед испытанием) не появятся капли воды.
При пузырьковом методе испытания на герметичность узлы трубопровода заполняют воздухом с избыточным давлением 0,15 МПа (1,5 кгс/см2), погружают в ванну с водой и выдерживают не менее 30 с.
Выдержавшими испытание считаются узлы, при испытании которых не появятся пузырьки воздуха в ванне с водой.
Обстукивание соединений, поворот регулирующих устройств и устранение дефектов во время испытаний не допускаются.
Наружная поверхность узлов и деталей из неоцинкованных труб, за исключением резьбовых соединений и поверхности зеркала фланца, на заводе-изготовителе должна быть покрыта грунтовкой, а резьбовая поверхность узлов и деталей - антикоррозионной смазкой в соответствии с требованиями ТУ 36-808-85.
Основные технологические операции при изготовлении узлов
Разметка труб:
при разметке прямых участков:
- разметка труб согласно эскизу;
- нанесение рисок мелом в местах резов;
при разметке патрубков:
- установка шаблона на патрубок;
- разметка патрубков «на седло» и гнезд для них по шаблону мелом.
Резка труб:
- укладка трубы на ведущий ролик механизма подачи или закрепление трубы в прижиме;
- снятие муфты с конца трубы (при необходимости);
- установка упора мерной линейки на требуемое деление или разметка трубы;
- подача трубы до упора или закрепление трубы в станке;
- резка трубы с нанесением мелом на детали условных обозначений последующих операций обработки;
- проверка отклонений торцов отрезанных труб от перпендикулярности и длины заготовки от заданной;
- маркировка деталей.
Снятие заусенцев с концов деталей из труб:
- установка и закрепление трубы в прижиме станка;
- снятие заусенцев с конца трубы;
- освобождение трубы из прижима;
- поворачивание и закрепление трубы;
- проверка размеров оставшихся заусенцев;
- снятие заусенцев со второго конца трубы;
- освобождение трубы из прижима.
Обработка концов труб после газовой резки:
- обивка окалины с концов труб после газовой резки;
- зачистка кромок до металлического блеска;
- снятие фасок вручную или шлифовальной машиной;
- проверка фасок, проверка длины заготовки, маркировка.
Нарезка резьбы:
- закрепление детали в пневматическом прижиме станка с укладкой ее на подставку;
- раззенковка конца детали (при нарезке с раззенковкой);
- нарезка резьбы;
- освобождение детали из прижима станка;
- поворачивание и закрепление детали в прижиме для нарезки резьбы на втором конце;
- раззенковка второго конца детали (при нарезке с раззенковкой);
- нарезка резьбы;
- освобождение детали из прижима;
- проверка качества резьбы и длины заготовки детали.
Гнутье труб:
- разметка места гнутья;
- установка трубы в станок;
- гнутье трубы;
- снятие детали со станка;
- проверка угла и радиуса изгиба, овальности труб в зоне гиба, положения сварного шва (при гибке сварных труб).
Сверление отверстий в стенках труб:
- установка и закрепление трубы в тисках, приспособлении или кондукторе;
- сверление отверстий в стенке трубы;
- снятие заусенцев в отверстии трубы;
- освобождение трубы, снятие со станка.
Насадка фланцев на концы труб:
- зачистка внешней стороны конца трубы и внутренней стороны фланца;
- насадка фланца на конец трубы или фасонной части;
- выверка насаженного фланца по угольнику;
- поддерживание при электроприхватке;
- проверка длины заготовки и маркировка.
Сборка узлов трубопроводов на резьбе:
при свертке насухо:
- свертка насухо (на две-три нитки) деталей, арматуры, фитингов в узел по эскизу;
- нанесение мелом рисок, указывающих положение гнутых деталей, арматуры, фитингов;
при свертке на уплотнителе:
- закрепление в ручном или пневматическом прижиме узла, свернутого насухо;
- навертывание с уплотнителем фитингов и арматуры согласно нанесенным рискам;
- выправка перекосов;
- очистка соединений от выступающего уплотнителя;
- проверка размеров собранного узла.
Сборка узлов на электродуговой прихватке:
- подбор и укладка готовых изделий на верстак;
- сборка узла с центрированием и поддерживанием стыков при электроприхватке;
- поворачивание узла при прихватке стыков с исправлением перекосов;
- проверка перпендикулярности фланца и линейных размеров собранного узла.
Сборка узлов на фланцевых соединениях:
- подбор готовых деталей, арматуры и изделий с укладкой на верстак или сборочную площадку;
- сборка узла из отдельных деталей, арматуры (задвижек, вентилей, клапанов и др.) и изделий (грязевиков и др.) на фланцах;
- соединение фланцев с установкой болтов и готовых прокладок;
- затяжка болтов;
- проверка соответствия выполненных фланцевых соединений требованиям нормативно-технической документации;
- проверка линейных размеров собранных узлов;
- маркировка узлов.
Изготовление и сборка элеваторного и безэлеваторного узла:
- разметка и резка труб;
- снятие заусенцев с концов деталей под сварку;
- нарезка резьбы с раззенковкой;
- гнутье труб;
- сверление отверстий;
- разметка патрубков на «седло» и гнезд для них;
- высечка седловин;
- насадка фланцев на концы труб;
- сборка узла с поддерживанием при электроприхватке;
- сборка узлов на фланцевых соединениях или на резьбе с уплотнителем;
- проверка соединений на соответствие их требованиям нормативно-технической документации;
- проверка линейных размеров собранных узлов; маркировка узлов.
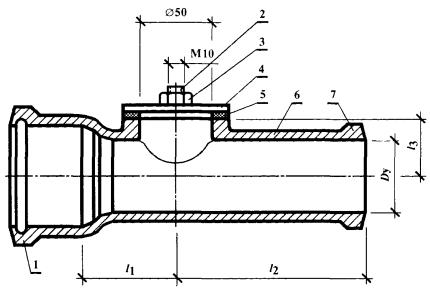
Изготовление и сборка водомерного узла:
- разметка и резка труб;
- снятие заусенцев с концов деталей под сварку;
- нарезка резьбы с раззенковкой;
- сверление отверстий и снятие заусенцев в них;
- разметка патрубков на «седло» и гнезд для них;
- высечка седловин;
- гнутье труб;
- разметка патрубков на «седло» и гнезд для них;
- высечка седловин;
- насадка фланцев на концы труб;
- сборка узлов (на электроприхватке; на фланцах или резьбе);
- проверка соединений на соответствие их требованиям нормативно-технической документации;
- проверка линейных размеров собранных узлов; маркировка узлов.
Пневматическое испытание узлов и деталей трубопроводов:
- установка заглушек;
- присоединение к воздухопроводу;
- опускание узла или деталей в воду или индикаторную жидкость;
- испытание давлением 0,15 МПа (1,5 кгс/см2) в течение заданного времени (не менее 30 с);
- осмотр с отметкой дефектных мест;
- отсоединение воздухопровода и заглушек;
- оценка возможности исправления дефектов; исправление дефектов и повторные испытания (согласно требованиям нормативно-технической документации).
Испытание узлов, арматуры и деталей трубопроводов гидростатическим методом:
- установление заглушек;
- присоединение пресса; наполнение узла, арматуры водой;
- создание в узле давления Рпр, равного 1,5 Ру (согласно требованиям нормативно-технической документации);
- выдержка при заданном давлении в течение заданного времени;
- осмотр соединений, арматуры с отметкой дефектов;
- спуск воды; отсоединение пресса и снятие заглушек;
- оценка возможности исправления дефектов; исправление дефектов и повторные испытания (согласно требованиям нормативно-технической документации).
Технические условия распространяются на узлы укрупненные монтажные из стальных труб для внутренних систем водопровода, горячего водоснабжения и отопления зданий, предназначенные для индустриального монтажа систем с водой рабочим давлением не более 1,6 МПа (16 мс/см2) и паром рабочим давлением не более 1,0 МПа (10 кгс/см2) и температурой:
воды и пара не более 150 °С - для систем отопления;
воды не более 75 °С - для систем горячего водоснабжения;
воды не менее 6 °С - для систем водопровода.
Под изготовлением укрупненных монтажных узлов из стальных труб для внутренних систем водопровода, горячего водоснабжения и отопления зданий предусматривается изготовление узлов или блоков, собранных из двух или более деталей. Изготовление отдельных деталей из труб для упомянутых систем должно производиться также по упомянутым техническим условиям.
Стальные узлы изготавливаются из труб с диаметрами условного прохода не более 250 мм для внутренних систем водопровода, горячего водоснабжения и отопления строящихся и реконструируемых производственных, общественных, жилых и вспомогательных зданий в соответствии со СНиП 2.04.05-91.
По техническим условиям выпускаются следующие основные стальные узлы:
1. Узлы укрупненные монтажные из стальных труб для систем горячего водоснабжения и водопровода.
1.1. Узлы обвязок санитарных приборов.
1.2. Узлы унифицированные водомерные.
1.3. Блоки водопроводные из стальных труб.
2. Узлы укрупненные монтажные из стальных труб для внутренних систем отопления (кроме узлов ввода).
2.1. Узлы присоединения к магистралям.
3. Узлы укрупненные монтажные из стальных труб для вводов внутренних систем отопления жилых и общественных зданий (диаметром до 150 мм).
3.1. Узлы обвязки ввода с подмешиванием.
3.2. Узлы обвязки ввода без подмешивания.
Обозначение стальных узлов должно состоять из:
слов «узлы стальные» (при изготовлении отдельных стальных узлов для монтажа не всей системы, а ее части, которые являются самостоятельной поставкой заказчику, например, блоков обвязки санитарных приборов и др., вместо слов «узлы стальные» указывается наименование этих узлов);
наименования конкретной системы;
максимального и минимального (либо конкретного) диаметров условного прохода труб, определенных монтажными чертежами и обозначаемых дробью; перед дробью ставится - «Dу»; для узлов одного диаметра указывается значение диаметра после «Dу»;
наименования транспортируемой среды;
параметров транспортируемой среды (для водопровода указывается только давление);
условного обозначения «ПРАВ.» для стальных узлов, на которые распространяются требования «Правил устройства и безопасности эксплуатации трубопроводов пара и горячей воды Госгортехнадзора»;
обозначения ТУ 36-808-85.
Примеры записи условного обозначения узлов:
УЗЛЫ СТАЛЬНЫЕ ОТОПЛЕНИЯ Dу 100/15 ВОДА 1,0 МПа - 398 К (125 °С) ТУ 36-808-85;
УЗЛЫ СТАЛЬНЫЕ ОТОПЛЕНИЯ Dу 150/20 ВОДА 1,0 МПа - 423 К (150 °С) ПРАВ. ТУ 38-808-85;
УЗЛЫ СТАЛЬНЫЕ ОТОПЛЕНИЯ Dу 150/20 ПАР 0,07 МПа - 398 К (125 °С) ТУ 38-808-85;
УЗЛЫ СТАЛЬНЫЕ ОТОПЛЕНИЯ Dу 100/20 ПАР 1,0 МПа - 393 К (120 °С) ПРАВ. ТУ 38-808-85;
УЗЛЫ СТАЛЬНЫЕ ВОДОПРОВОДА Dу 80/15 ВОДА 0,6 МПа ТУ 38-808-85;
УЗЛЫ СТАЛЬНЫЕ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ Dу 100/15 ВОДА 0,6 МПа 348 К (75 °С) ТУ 38-808-85;
УЗЛЫ УНИФИЦИРОВАННЫЕ ВОДОМЕРНЫЕ ВОДОПРОВОДА Dу 150/50 ВОДА 1,0 МПа ТУ 38-808-85.
Стальные узлы должны отвечать требованиям технических условий и монтажных чертежей и эскизов.
Основные размеры стальных узлов устанавливаются в монтажных чертежах или эскизах.
Размеры прокладок для фланцевых соединений устанавливаются по ГОСТ 15180-86 или в монтажных чертежах, или эскизах.
Техническими условиями допускаются отдельные отступления от монтажных чертежей или эскизов и технических условий по соглашению с потребителем. Эти отступления не должны приводить к ухудшению качества и внешнего вида стальных узлов.
Внесение изменений в монтажные чертежи или эскизы и технические условия должны производиться в установленном порядке в соответствии с действующими нормативно-техническими документами.
Техническими условиями предусмотрено применение для изготовления стальных узлов, на которые не распространяются «Правила» следующих стальных труб:
оцинкованных и неоцинкованных легких, обыкновенных и усиленных водогазопроводных обычной точности изготовления диаметрами условного прохода 10 - 150 мм по ГОСТ 3262-75* (при этом трубы диаметрами условного прохода более 100 мм должны поставляться по соглашению с заводом-изготовителем стальных узлов);
электросварных любой группы диаметрами условного прохода 20 - 250 мм по ГОСТ 10704-91.
Для изготовления стальных узлов, на которые распространяются требования «Правил» предусмотрено применение электросварных труб групп А и В наружными диаметрами 76 - 168 мм (Dу 65 - 150 мм) по ГОСТ 10704-91.
Трубы по ГОСТ 3262-75* предусмотрено использовать для гнутых участков и в соединениях на сварке и резьбе, трубы по ГОСТ 10704-91 - для прямых участков (без гибов) и в соединениях на сварке.
Соединение труб при изготовлении стальных узлов предусмотрено:
с помощью сварки и на резьбе из труб диаметрами условного прохода не более 50 мм (разрешается соединять трубы диаметрами условного прохода свыше 50, но не более 80 мм на резьбе с чугунной арматурой);
с помощью сварки и с арматурой на фланцах из труб диаметрами условного прохода более 50 мм.
Изготовление стальных узлов из оцинкованных труб должно производиться на резьбе.
Допускается изготавливать стальные узлы из оцинкованных труб с соединением на сварке.
Для изготовления стальных узлов предусмотрено применение следующей арматуры:
клапанов (вентилей) запорных муфтовых латунных Dу 15 - 50 мм на Ру 1,0 и 1,6 МПа (10 и 16 кгс/см2) по ТУ 26-07-1392-86 (марок 15Б3р, 15Б1п и 15Б1бк) для стальных узлов с водой с температурой не более 70 °С и давлением 1,0 МПа (10 кгс/см2) и для стальных узлов с водой и паром температурой не более 150 °С и давлением 1,6 МПа (16 кгс/см2);
клапанов запорных муфтовых из ковкого чугуна на Ру 1,6 МПа (16 кгс/см2) Dу 15 - 80 мм по ТУ 26-07-1429-87Е (марок 15кч18п2 и 15кч18р2) для стальных узлов с горячей водой и паром температурой не более 150 °С и для стальных узлов с водой температурой не более 50 °С;
клапанов запорных муфтовых и фланцевых из серого чугуна на Ру 1,6 МПа (16 кгс/см2) Dу 15 - 80 мм по ТУ 26-07-1464-88Е (марки 15ч9п2), ТУ 26-07-1465-88Е (марок 15ч8н2 и 15ч8р2), ТУ 26-07-1474-88Е (марки 15ч14п) для сильных узлов с водой и паром температурой не более 150 °С и стальных узлов с водой температурой не более 50 °С;
кранов конусных проходных сальниковых муфтовых латунных на Ру 1 МПа (10 кгс/см2) Dу 15 - 50 по ТУ 26-07-1396-87Е (марки 11Б6бк) для стальных узлов с водой температурой не более 80 °С;
кранов пробковых проходных сальниковых муфтовых и фланцевых чугунных на Ру 1,0 МПа (10 кгс/см2) Dу 15 - 80 и Dу 65 - 100 мм для стальных узлов с водой температурой не более 40 °С;
задвижек параллельных двухдисковых с выдвижным шпинделем чугунных на Ру 1 МПа (10 кгс/см2) Dу 50 - 150 мм по ТУ 26-07-1399-86Е (марок 30ч6бр и 30ч6бкП) для стальных узлов с водой и паром температурой не более 150 °С и для стальных узлов с водой температурой не более 50 °С;
задвижек клиновых с выдвижным шпинделем стальных на Ру 1,6 МПа (16 кгс/см2) Dу 50 - 150 мм по ТУ 26-07-1526-90Е и ТУ 26-07-1527-90Е для стальных узлов с водой и паром температурой не более 150 °С.
Разрешается применение арматуры по другим стандартам и техническим условиям, используемой по соответствующему назначению и обеспечивающей герметичность, прочность и температурную стойкость соединений.
Для изготовления стальных узлов, соединяемых на резьбе, предусмотрено применение следующих соединительных деталей:
стальных соединительных частей с цилиндрической резьбой Dу 10 - 80 мм по ГОСТ 8966-75 ÷ ГОСТ 8969-75 на давление 1,6 МПа (16 кгс/см2);
соединительных частей из ковкого чугуна с цилиндрической резьбой по ГОСТ 8946-75* - ГОСТ 8963-75* Dу 10 - 40 мм на Ру 1,6 МПа (16 кгс/см2) и Dу 50 - 80 мм на Ру 1,0 МПа (10 кгс/см2).
Для изготовления стальных узлов диаметрами условного прохода 40 мм и более, соединяемых на сварке, должны применяться детали трубопроводов из углеродистой стали по ГОСТ 17375-83*, ГОСТ 17376-83* и ГОСТ 17378-83*.
Для изготовления стальных узлов из труб диаметром условного прохода 50 мм и более, соединяемых на фланцах, должны применяться:
фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2) по ГОСТ 12820-80*, как правило, с соединительным выступом, или фланцы стальные приварные встык на Ру 0,1 до 20,0 МПа (от 1 до 200 кгс/см2);
болты по ГОСТ 7798-70* из стали 20, 25, 35 по ГОСТ 1050-88*;
шпильки для деталей с гладкими отверстиями по ГОСТ 22042-76* из стали марок 20, 25, 35 по ГОСТ 1050-88*;
гайки по ГОСТ 5915-70* из стали марок 10, 20, 25 по ГОСТ 1050-88*.
Допускается применение болтов, шпилек и гаек из других материалов.
При этом материалы крепежных деталей должны быть того же класса, что и фланцы.
Для стальных узлов с температурой транспортируемой среды более 100 °С работоспособность болтов, шпилек и гаек должна быть подтверждена расчетом или данными эксплуатации (при применении других материалов).
Для резьбовых соединений стальных узлов с температурой транспортируемой среды не более 105 °С должны применяться уплотнители:
льняная прядь по ГОСТ 9394-76*, пропитанная свинцовым суриком по ГОСТ 19151-73* или свинцовыми густотертыми белилами по ОСТ 6-10-458-87 «Краски свинцовые густотертые», замешанными на олифе по ГОСТ 7931-76* (допускается применять для систем водопровода цинковые белила по ГОСТ 202-84*);
лента из фторопластового уплотнительного материала марки ФУМ по ТУ 6-05-1388-86.
Для резьбовых соединений стальных узлов с температурой транспортируемой среды более 105 °С должны применяться уплотнители:
асбестовый шнур диаметром 0,5 (0,75) мм по ГОСТ 1779-83* вместе с льняной прядью по ГОСТ 9394-76*Е, пропитанные графитом по ГОСТ 8295-73*, замешанным на олифе по ГОСТ 7931-76*;
лента из фторопластового уплотнительного материала марки ФУМ по ТУ 6-05-1388-86 (только для стальных узлов с диаметрами условного прохода труб не более 50 мм).
Для фланцевых соединений стальных узлов должны применяться уплотнительные прокладки из:
резины тепломорозокислотощелочестойкой (при температуре транспортируемой среды не более 80 °С) по ГОСТ 7338-90;
картона марки А по ГОСТ 9347-74*, смоченного в олифе по ГОСТ 7931-76* - при температуре транспортируемой среды не более 105 °С;
паронита общего назначения по ГОСТ 481-80* при температуре транспортируемой среды не более 150 °С;
фторопласта-4 по ГОСТ 10007-80Е (только для уплотнительных поверхностей фланцев исполнений 8 и 9 по ГОСТ 12815-80Е) - при температуре транспортируемой среды не более 150 °С.
Допускаются другие уплотнительные материалы, обеспечивающие герметичность, прочность и температурную стойкость резьбовых и фланцевых соединений.
Для сварки стальных узлов должны применяться следующие электроды и материалы:
электроды не ниже марок Э42А и Э46 по ГОСТ 9467-75*;
электродная проволока не ниже марок СВ-08ГА и СВ-10ГА по ГОСТ 2246-70*;
флюс марок АН-348А, ОСЦ-45 по ГОСТ 9087-81*Е.
Допускаются электроды и сварочная проволока других марок по качеству не ниже указанных.
Отрезка труб должна производиться механическим способом. Разрешается газовая и плазменная отрезка труб под сварку.
На трубах для узлов, на которые распространяются требования «Правил», после газовой и плазменной отрезки должна быть удалена зона термического влияния.
Торцы отрезанных труб должны быть перпендикулярны к оси трубы. Отклонение от перпендикулярности не должно превышать 2°.
Отклонение от заготовительной длины (длины развертки) трубной заготовки или детали при механической отрезке не должно превышать ± 2 мм при длине до 1 м и ± 1 мм на каждый последующий метр, при отрезке пламенем - ± 3 мм при длине до 1 м и 1,5 мм на каждый последующий метр.
В трубах стальных узлов отверстия под патрубки должны выполняться путем сверления, фрезерования или вырубки на прессе.
Разрешается отверстия под патрубки диаметром 40 мм и более вырезать газовым или плазменным способом без удаления зоны термического влияния для узлов, на которые не распространяются требования «Правил».
Диаметр отверстия должен быть равен внутреннему диаметру патрубка с отклонением не более + 3 мм.
В отверстиях труб и с торцов отрезанных труб (подлежащих соединению на резьбе и фланцах) заусенцы не должны превышать 0,5 мм. Способ зачистки устанавливается заводом-изготовителем.
Резьба на трубах должна быть выполнена по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой или накаткой на обыкновенных или усиленных трубах. Сбег резьбы и фаски - по ГОСТ 10549-80*.
Допускается не более 10 % ниток с сорванной или неполной резьбой на всей длине резьбы.
При изготовлении резьбы методом накатки на трубе допускается уменьшение внутреннего диаметра до 10 % по всей длине резьбы.
Длина резьбы должна соответствовать указанной в нижеследующей таблице.
|
Диаметр условного прохода трубы |
Длина резьбы со сбегом, мм |
|||
|
короткая |
длинная |
|||
|
номинальная |
пред. откл. |
номинальная |
пред. откл. |
|
|
10 |
10,5 |
|
42 |
|
|
15 |
12,0 |
|
40 |
|
|
20 |
13,5 |
|
45 |
|
|
25 |
15,0 |
|
50 |
|
|
32 |
17,0 |
- 10 % |
55 |
+ 5 |
|
40 |
19,0 |
|
60 |
|
|
50 |
21,0 |
|
65 |
|
|
65 |
23,5 |
|
75 |
|
|
80 |
26,0 |
|
85 |
|
|
Примечание: Для накидных гаек допускается увеличение длины короткой резьбы. |
||||
Повороты труб выполняются:
путем изгиба труб и установкой отводов по ГОСТ 17375-83* для стальных узлов систем отопления;
путем изгиба труб и установкой угольников по ГОСТ 8946-75*, ГОСТ 8947-75* и отводов по ГОСТ 17375-83* для стальных узлов систем горячего водоснабжения и водопровода.
Гибка труб выполняется в холодном состоянии.
Повороты труб диаметрами условного прохода 100 мм и более допускается осуществлять с применением сварных и складчатых отводов.
Средний радиус гиба труб должен быть равен не менее:
2,5 наружного диаметра трубы для труб с диаметрами условного прохода не более 40 мм;
3,5 наружного диаметра трубы для труб с диаметрами условного прохода 50 мм и более.
При гибке сварных труб шов следует располагать с наружной стороны трубной заготовки и под углом не менее 45° к плоскости гиба; нарушение качества сварного шва при этом не допускается.
Исправлять ошибки угла гиба следует в одном направлении (прямом).
Отклонение от заданного угла гиба трубы должно быть не более 5 % - для узлов, на которые распространяются требования «Правил», и 10 % - для всех остальных узлов.
Размеры гофр, образующихся на внутренней поверхности гибов, должны быть в пределах, указанных в нижеследующей таблице.
|
Наружный диаметр труб Dн, мм |
Н, мм, не более |
|
до 33,5 |
- |
|
от 33,5 до 48 вкл. |
1 |
|
св. 48 до 168 вкл. |
3 |
|
Примечания: 1. Для труб с Dн 33,5 и не более 48 гофры могут быть образованы и в сторону выпуклости. 2. Для труб по ГОСТ 10704-91 допускается увеличение допуска на высоту гофр при их гибе до 20 %. |
|
Овальность в середине зоны гиба не должна превышать 20 %.
Для стальных узлов, на которые распространяются требования «Правил», овальность не должна быть более 5 %. Если овальность превышает 5 %, но не более 10 %, то она должна быть подтверждена расчетом на прочность.
Концы отводов, изготовленных изгибом труб, должны иметь прямые участки длиной не менее:
Dн трубы, но не менее 50 мм - для труб диаметром условного прохода до 100 мм включительно;
100 мм - для труб диаметрами условного прохода свыше 100 мм.
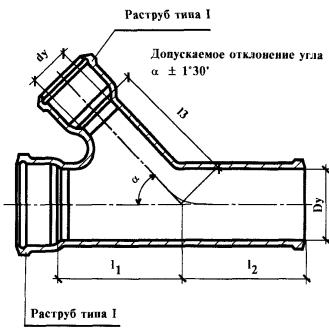
При изготовлении сварных отводов (колен) угол каждого сектора должен быть не более 30°. Расстояние между сварными швами на внутренней стороне отвода должно быть не менее 100 мм.
Изготовление складчатых отводов должно производиться в соответствии с требованиями нормалей теплосетей, действующих в установленном порядке.
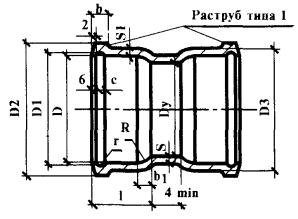
Для компенсации возможных отклонений по высоте от размеров строительных конструкций на стальных узлах (стояках) с трубами диаметрами условного прохода не более 80 мм рекомендуется применять раструбы (стаканчики) или безрезьбовые муфты.
Раструбы (стаканчики) должны изготовляться раздачей трубы в горячем состоянии. Длина раструба должна соответствовать требованиям монтажного чертежа или эскиза. Зазор между наружным диаметром трубы и внутренним диаметром раструба не должен превышать 1 мм на одну сторону.
Толщина стенки раструба может быть меньше номинальной толщины стенки раздаваемой трубы не более чем на 15 %.
При сборке резьбовые и фланцевые соединения должны быть уплотнены.
В резьбовых соединениях уплотнитель должен быть наложен ровным слоем по ходу резьбы.
Прокладки фланцевых соединений должны доходить до болтовых отверстий.
Уплотнитель и прокладки не должны выступать внутрь трубы; выступающий внутрь и наружу уплотнитель из резьбовых соединений должен быть удален.
При сборке стальных узлов контргайка должна быть установлена фаской к муфте или арматуре.
Головки болтов следует располагать с одной стороны соединений.
На вертикальных трубопроводах гайки следует располагать снизу.
Выход концов болтов и шпилек из гаек должен быть одинаковым, концы должны выступать не менее чем на полтора шага резьбы.
Риски на торцах квадратов пробковых кранов, а также рукоятки (шпиндели) и стрелки на корпусах другой арматуры должны соответствовать направлению движения транспортируемой среды.
Отклонения линейных размеров у собранных стальных узлов не должны превышать ± 3 мм при длине до 1 м и ± 1 мм на каждый последующий метр.
Для проверки соответствия собранных стальных узлов требованиям технических условий и монтажных чертежей или эскизов завод-изготовитель должен производить приемочный контроль, в процессе которого проверяются:
основные размеры и отклонения их от требований технических условий, монтажных чертежей или эскизов;
качество гиба, отрезки, компенсирующих раструбов (стаканчиков) и правильность сборки сварных, резьбовых и фланцевых соединений;
прочность и плотность сварных, герметичность резьбовых и фланцевых соединений испытанием гидростатическим или пузырьковым компрессионным методами. Испытанию пузырьковым методом могут подвергаться стальные узлы с рабочим давлением не более 1,0 МПа (10 кгс/см2).
Стальные узлы, на которые распространяются требования «Правил», должны проверяться гидростатическим методом;
прочность и плотность сварных соединений стальных узлов, на которые распространяются требования «Правил», методом ультразвуковой дефектоскопии или просвечиванием рентгеновскими (гамма) лучами, или другим методом неразрушающего контроля, установленным по согласованию с местными органами Госгортехнадзора;
качество отделки, маркировки, упаковки;
комплектность;
товарный вид.
В тех случаях, когда в части образцов, подлежащих проверке, обнаруживаются нарушения требований технических условий и монтажных чертежей или эскизов, назначается повторная проверка удвоенного количества проверяемых узлов от партии.
Товарный вид, прочность, плотность и герметичность всех соединений должны проверяться на каждом стальном узле.
Сварные соединения стальных узлов, успешно прошедшие 100 %-ный ультразвуковой контроль (или другим метом неразрушающего контроля), испытаниям гидростатическим или пузырьковым компрессионным методами не подвергаются.
Ультразвуковому контролю (или другому методу неразрушающего контроля) стальные узлы подвергаются в объеме, установленном заводом-изготовителем по согласованию с местными органами Госгортехнадзора. Перед просвечиванием соответствующие участки сварного соединения должны быть замаркированы.
Обнаруженные дефекты должны быть устранены.
Если при повторной проверке обнаружатся нарушения требований технических условий и монтажных чертежей или эскизов, вся предъявляемая к приемке партия бракуется; определяется возможность исправления брака, а на узлах, не подлежащих исправлению должна ставиться отметка ОТК, указывающая об окончательном браке.
Хранение бракованных изделий вместе с годными запрещается.
Для проверки геометрических размеров узлов должен применяться следующий измерительный инструмент:
штангенциркуль по ГОСТ 166-89*;
линейка металлическая по ГОСТ 427-75* или линейка поверочная по ГОСТ 8026-92;
рулетка измерительная металлическая по ГОСТ 7502-89*;
угломер по ГОСТ 5378-88;
угольник поверочный по ГОСТ 3749-77*;
щупы по ТУ 2.034.225-87.
Для измерения отклонений от перпендикулярности соединений труб (или фланцев с трубами) должны применяться угольники по ГОСТ 3749-77*.
Качество гиба и раструба должно проверяться внешним осмотром и вышеприведенным инструментом.
Овальность в зоне гиба следует определять в процентах по формуле:
![]()
где: а - овальность в %;
Dmax - максимальный наружный диаметр;
Dmin - минимальный наружный диаметр.
Цилиндрическую резьбу проверяют резьбовыми калибрами по ГОСТ 18929-73* и ГОСТ 18930-73*, внешним осмотром и штангенциркулем по ГОСТ 166-89*.
Контроль правильности сборки резьбовых и фланцевых соединений производится до отделки узлов внешним осмотром.
Контроль качества и правильность сборки сварных соединений производится до отделки узлов внешним осмотром и измерениями по ГОСТ 3242-79.
Контроль качества сварных соединений, на которые распространяются требования «Правил», должен производиться ультразвуковой дефектоскопией по ГОСТ 14782-86 или просвечиванием рентгеновскими или гамма-лучами по ГОСТ 7512-82*.
Испытанию гидростатическим методом стальные узлы должны подвергаться в соответствии с ГОСТ 24054-80* на испытательном стенде пробным давлением, равным 1,5 рабочего давления.
Предельное отклонение пробного давления не должно превышать ± 5 %.
Время выдержки под пробным давлением стальных узлов:
систем отопления, горячего водоснабжения и водопровода - не менее 2 мин.;
систем отопления, встроенных в строительные конструкции - не менее 3 мин.;
систем отопления, на которые распространяются требования «Правил» - не менее 5 мин.
По истечении испытательного времени давление должно быть снижено до рабочего, при котором должна быть проверена:
прочность сварных соединений внешним осмотром;
прочность, герметичность резьбовых и фланцевых соединений внешним осмотром.
Для испытаний должна применяться вода с температурой не ниже 5 °С и не выше 40 °С.
Выдержавшими испытание считаются стальные узлы, в местах соединений которых отсутствуют просачивание воды или запотевание.
Испытание пузырьковым методом должно проводиться в соответствии с ГОСТ 24054-80* погружением стального узла в ванну, заполненную индикаторной жидкостью или обмыливанием по технологии завода-изготовителя.
В качестве индикаторной жидкости применяется вода с добавлением в нее алюмоаммонийных квасцов по ГОСТ 4238-77 (из расчета 500 г квасцов на 3 м3 воды). Раствор следует тщательно перемешать и выдержать в течение полутора суток. Уровень жидкости в ванне должен быть выше уровня верхней точки стального узла, помещенного в ванну.
Испытание должно производиться пробным давлением воздуха 0,15 МПа (1,5 кгс/см2) в течение 30 с.
Выдержавшими испытание считаются узлы, в местах соединений которых отсутствует проникновение воздуха.
При испытаниях падение давления не допускается.
Измерение давления должно производиться манометрами 1,5 класса точности I и II группы по ГОСТ 2405-88 с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
Не допускается к применению манометры:
с отсутствием пломбы или клейма;
с просроченным сроком поверки;
в неисправном состоянии.
Собранные стальные узлы после проверки качества сварки и сборки, после испытаний должны быть защищены от коррозии защитными покрытиями.
Подготовка поверхности под покрытие и покрытие производится по технологии, утвержденной на заводе-изготовителе, в соответствии с требованиями действующих стандартов.
Наружная поверхность стальных узлов из неоцинкованных труб, за исключением резьбовых соединений и поверхности зеркала фланца, должна быть покрыта грунтовкой:
ГФ-021 ГОСТ 25129-82*;
ФЛ-086 ГОСТ 16302-79*;
разрешаются другие грунтовки, обладающие хорошей адгезией к металлу и обеспечивающие температурную стойкость покрытия.
По соглашению завода-изготовителя с потребителем допускается покрытие стальных узлов по поверхности, не очищенной от продуктов коррозии, грунтовкой ГФ-021 или другой грунтовкой, модифицированной ингибитором ВПХ-101 по действующей нормативно-технической документации.
При этом ингибитор должен добавляться в количестве 3 % на сухой остаток грунтовки.
Поврежденные места выгоревшей грунтовки в стаканчиках и местах сварки на поверхности стальных узлов, изготовленных из предварительно огрунтованных труб, разрешается не восстанавливать, а покрывать антикоррозионной смазкой.
Поврежденные места цинкового покрытия стальных труб из оцинкованных труб должны быть покрыты краской, содержащей 94 % цинковой пыли (по массе) и 6 % синтетических связывающих веществ (полистерин, хлорированный каучук, эпоксидная смола) по соответствующей нормативно-технической документации, действующей в установленном порядке.
По соглашению завода-изготовителя с потребителем допускается покрывать поврежденные места цинкового покрытия краской по ГОСТ 5631-79*, состоящей из лака БТ-577 по ГОСТ 5631-79*, смешанного с пудрой ПАП-2 по ГОСТ 5494-95 или другими цинксодержащими красками, эмалями, грунтовками.
Класс покрытия - VII по ГОСТ 9.032-74*.
Проверка товарного вида, отделки, комплектности, маркировки и упаковки производится визуально.
Стальные узлы поставляются партиями согласно утвержденным монтажным чертежам или эскизам.
Размер партии определяется заводом-изготовителем на основании заказа.
При этом в партию должны входить стальные узлы одной из систем или конкретные стальные узлы (узлы обвязки сантехприборов, блоки, детали и др.).
В комплект поставки партии стальных узлов должны входить также средства крепления, если они предусмотрены чертежами и заказом. Средства крепления должны изготавливаться по действующим техническим условиям.
По соглашению завода-изготовителя с потребителем допускается поставлять стальные узлы (кроме стальных узлов, на которые распространяются требования «Правил») с неукомплектованной арматурой или без регулирующей арматуры, крепежных деталей и средств крепления.
К каждой партии стальных узлов, отправляемой одному заказчику и одной транспортной единицей, прилагается сопроводительный документ установленной формы.
При этом в сопроводительном документе указывается:
- наименование завода-изготовителя и его ведомственная принадлежность;
- номер заказа;
- обозначение стальных узлов по техническим условиям;
- общее количество стальных узлов системы (партии) и количество конкретных стальных узлов в каждом контейнере с указанием номера контейнера;
- количество контейнеров;
- рабочее давление в МПа (кгс/см2);
- пробное давление в МПа (кгс/см2);
- допустимая температура в К (°С);
- дата проведения испытаний;
- дата консервации;
- дата выпуска;
- гарантийный срок;
- отметка ОТК;
- количество однотипных средств крепления и обозначение их по соответствующим техническим условиям или стандартам;
- количество (штук, масса) крепежных деталей и обозначение их по стандартам;
- количество и тип регулирующей арматуры.
Партия стальных узлов должна упаковываться в специализированные контейнеры, изготовленные заводом-изготовителем узлов или потребителем в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
Упакованные стальные узлы транспортируются открытым подвижным составом по железным дорогам, автомобильным и речным транспортом согласно требованиям соответствующих «Правил перевозок...».
При хранении стальных узлов более одного года они должны быть подвергнуты испытанию согласно вышеизложенным требованиям.
При транспортировании, хранении, погрузке и разгрузке узлов механические повреждения не допускаются.
Стальные узлы, выпускаемые в соответствии с требованиями ТУ 36-808-85, должны иметь гарантийный срок эксплуатации 9 месяцев, но не более 12 месяцев со дня проведения испытания на заводе изготовителе.
Технические условия распространяются на узлы обвязки чугунных радиаторов унифицированные, предназначенные для вертикальных и горизонтальных однотрубных систем отопления с односторонним присоединением радиаторов по ГОСТ 8690-94 при теплоносителе - воде с температурой до 130 °С и рабочим давлением не более 0,6 МПа (6 кгс/см2) в жилых, общественных, производственных и вспомогательных зданиях.
Изготовление узлов предусматривается в следующих исполнениях:
- по расстоянию между центрами ниппельных отверстий -
h = 500 мм и h = 300 мм;
- по типу регулирующей арматуры -
с проходным регулирующим краном типа КРП по ГОСТ 10944-75*;
с трехходовым регулирующим краном типа КРТ по ГОСТ 10944-75*;
проточные (без регулирующей арматуры);
- по типу узла -
вертикальные;
горизонтальные;
- по типу здания -
для зданий с нишами;
для зданий без ниш;
- по этажности -
для первых и средних (рядовых) этажей;
для верхних этажей;
по расположению узла к стояку -
правые;
левые;
по условному диаметру узла -
диаметрами 10, 15, 20, 25 и 25S20 мм.
Примеры записи условного обозначения узлов:
унифицированный узел обвязки чугунного радиатора h = 500 мм с проходным регулирующим краном типа КРП для первых и средних (рядовых) этажей в зданиях с нишами, условным диаметром 10 мм - Уч-500-КРП-РН-10 ТУ 36-2512-82;
то же, h = 500 или 300 мм с проходным регулирующим краном типа КРП, горизонтальный, для верхних этажей в зданиях с нишами и без ниш, условным диаметром 15 мм - Уч-КРП-ГВ-15 ТУ 36-2512-82;
то же, h = 300 мм с трехходовым регулирующим краном типа КРТ для верхних этажей в зданиях без ниш, условным диаметром 25S20 мм, левого исполнения - Уч-300-КРТ-Е-25S20Л ТУ 36-2512-82;
то же, h = 500 мм проточный (без регулирующего крана) для средних этажей в зданиях с нишами, условным диаметром 20 мм - Уч-500-Прот-СН-20 ТУ 36-2512-82.
Узлы должны отвечать требованиям технических условий и рабочих чертежей (эскизов).
Основные размеры узлов приведены в нижеследующих схемах.
Техническими условиями допускаются отдельные отступления от чертежей (эскизов) по соглашению завода-изготовителя с потребителем.
Внесение изменений в чертежи и технические условия должно производиться в установленном порядке в соответствии с действующими нормативно-техническими документами.
Узлы для верхних этажей могут быть использованы для средних.
Для изготовления узлов должны применяться следующие материалы и комплектующие изделия:
трубы стальные водогазопроводные неоцинкованные легкие, обычной точности изготовления диаметрами условного прохода до 25 мм (включительно) по ГОСТ 3262-75*; по соглашению изготовителя с потребителем разрешаются обыкновенные трубы; допускается изготовление узлов из труб по ГОСТ 8732-78*;
краны регулирующие проходные типа КРП по ГОСТ 10944-75;
краны регулирующие трехходовые типа КРТ по ГОСТ 10944-75;
сгоны по ГОСТ 8969-75;
контргайки по ГОСТ 8968-75, ГОСТ 8961-75*;
муфты прямые по ГОСТ 8966-75, ГОСТ 8954-75*;
футорки по ГОСТ 8960-75;
кран для спуска воздуха СТД 7073В по ТУ 36-710-82;
Узлы обвязки чугунных радиаторов унифицированные с кранами регулирующими проходными типа КРП
|
1. Трубы dу = 10 ... 25 мм 2. Кран регулирующий проходной типа КРП 3. Муфта прямая |
4. Контргайка 5. Футорка 32×25 для узла dу 25 6. Сгон |
7. Компенсирующий стаканчик 8. Кран для спуска воздуха 9. Труба dу 10 - 20 мм. |
Узлы обвязки чугунных радиаторов унифицированные с кранами регулирующими трехходовыми типа КРТ
|
1. Трубы dу = 10 ÷ 25 мм 2. Кран регулирующий проходной типа КРТ 3. Муфта прямая |
4. Контргайка 5. Футорка 32×25 для узла dу 25 6. Сгон |
7. Компенсирующий стаканчик 8. Кран для спуска воздуха 9. Труба dу 10 - 20 мм. |
Узлы обвязки чугунных радиаторов унифицированные проточные
|
1. Трубы dу = 10 ÷ 25 мм 2. Кран регулирующий проходной типа КРТ 3. Муфта прямая |
4. Контргайка 5. Футорка 32×25 для узла dу 25 6. Сгон |
7. Компенсирующий стаканчик 8. Кран для спуска воздуха 9. Труба dу 10 - 20 мм. |
уплотнители для резьбовых соединений:
- льняная прядь по ГОСТ 9394-76**, пропитанная свинцовым суриком по ГОСТ 19151-73* или свинцовыми густотертыми белилами по ОСТ 6-10-458-87 «Краски свинцовые густотертые», замешанными на олифе по ГОСТ 7931-76*;
- лента из фторопластового уплотнительного материала марки ФУМ по ТУ 6-05-1388-86;
б) при температуре теплоносителя выше 105 °С:
- асбестовый шнур диаметром 0,5 (0,75) мм по ГОСТ 1779-83* вместе с льняной прядью по ГОСТ 9394-76*Е, пропитанные графитом по ГОСТ 8295-73*, замешанным на олифе по ГОСТ 7931-76*;
- лента из фторопластового уплотнительного материала марки ФУМ по ТУ 6-05-1388-86;
- допускаются другие уплотнительные материалы, обеспечивающие герметичность, прочность и температурную стойкость соединений.
Допускается заменять кран типа КРП на кран двойной регулировки типа КРД по ГОСТ 10944-75 в узлах для однотрубной системы отопления с замыкающим участком.
Торцы отрезанных труб должны быть перпендикулярны к оси трубы.
Допускаемое отклонение от перпендикулярности не должно превышать 2°.
С торцов отрезанных труб, подлежащих соединению на резьбе, должны быть сняты заусенцы. Заусенцы не должны превышать 0,5 мм.
Допускаемое отклонение заготовительной длины (длины развертки) трубной заготовки при механической отрезке не должно превышать ± 2 мм при длине до 1 м и ± 1 мм на каждый последующий метр.
Резьба на трубах должна быть выполнена по ГОСТ 6357-81 (класс точности В) накаткой; на обыкновенных трубах - накаткой или нарезкой.
Резьба должна быть чистой без заусенцев и рванин, не должна быть косой. Допускается не более 10 % ниток с сорванной или неполной резьбой.
При изготовлении резьбы методом накатки на трубе допускается уменьшение внутреннего диаметра до 10 % по всей длине резьбы.
Длина резьбы должна отвечать приведенным ниже требованиям.
|
Dу, мм |
Наибольшая длина короткой резьбы |
Наименьшая длина длинной резьбы |
|
10 |
10,0 |
42 |
|
15 |
11,5 |
40 |
|
20 |
13,0 |
45 |
|
25 |
14,5 |
50 |
|
Примечание: длину короткой резьбы допускается уменьшать не более, чем на 10 %. |
||
Средней радиус гиба трубной заготовки должен быть не менее 2,5 наружного диаметра трубы.
При гибке сварных труб шов следует располагать с наружной стороны трубной заготовки и по возможности под углом 45° к плоскости гиба.
В местах изгиба труб не должно быть вмятин и складок (морщин), овальность сечения не должна превышать 10 %.
Раструбы (стаканчики) должны изготавливаться раздачей трубы.
Длина раструба (компенсирующего стаканчика) должна быть равна 60 мм.
Размеры внутренних диаметров раструбов должны отвечать приведенным ниже требованиям.
|
Размеры соединяемых труб, мм |
Внутренний диаметр раструба (стаканчика), мм |
||
|
Диаметр условного прохода |
Наружный диаметр |
Номинальный |
Допускаемое отклонение |
|
10 |
17,0 |
18,5 |
- 1 |
|
15 |
21,3 |
23,0 |
|
|
20 |
26,8 |
28,8 |
|
|
25 |
33,5 |
35,5 |
|
Перед сборкой детали узлов и краны должны быть очищены от загрязнений, внутренних засоров и металлической стружки.
При сборке резьбовые соединения должны быть уплотнены.
Уплотнитель должен быть наложен ровным слоем по ходу резьбы и не выступать внутрь трубы.
Снаружи место соединения необходимо очистить от выступающего уплотнителя.
Рукоятки регулировочных кранов должны быть установлены в положение, соответствующее направлению движения теплоносителя.
Допускаемые отклонения линейных размеров у собранных узлов от заданных не должны превышать ± 3 мм при длине до 1 м и ± 1 мм на каждый последующий метр.
При перегруппировке радиаторов секции должны собираться на ниппелях.
Для обеспечения герметичности соединений радиатора должны применяться прокладки толщиной до 1,5 мм из материала:
при температуре теплоносителя не более 105 °С:
- теплостойкой резины по ГОСТ 7338-90 или картона марки А по ГОСТ 9347-74*, смоченного в воде и проваренного в олифе по ГОСТ 7931-76*;
при температуре теплоносителя более 105 °С:
- теплостойкой резины по ГОСТ 7338-90 или паронита общего назначения по ГОСТ 480-80*.
В перебранном радиаторе прокладки не должны выступать за поверхность шеек секций.
Сварку узлов следует производить до уплотнения резьбовых соединений.
При этом резьбовые поверхности должны быть предохранены от попадания брызг и капель расплавленного металла.
Типы, конструктивные элементы и размеры сварных соединений узлов должны удовлетворять требованиям ГОСТ 16037-80*.
Не допускается приварка патрубков на сварных швах труб.
Продольные сварные швы труб должны располагаться так, чтобы они были доступны для осмотра и, в случае необходимости, для подварки.
Перед сваркой кромки и сопрягаемые поверхности деталей должны быть очищены от ржавчины, масел, влаги и других загрязнений до металлического блеска на ширину не менее 10 мм в обе стороны от корня шва.
Перед началом сварки должны быть проверены правильность сборки и качество прихватки соединяемых труб.
Не допускается подгонка кромок, вызывающая дополнительные напряжения в металле.
Отверстия в трубах под патрубки должны выполняться путем сверления, фрезерования или вырубкой на прессе.
Диаметр отверстия должен быть равен внутреннему диаметру патрубка с допустимым отклонением + 1 мм.
Заусенцы отверстий должны быть зачищены любым способом, предусмотренным по технологии завода-изготовителя.
При сварке угловых соединений оси труб должны быть взаимно перпендикулярны. Допускаемое отклонение от перпендикулярности труб не должно превышать 2 мм на 1 метр длины.
После сварки сварной шов и прилегающая с обеих сторон к нему поверхность должна быть зачищена от шлака, брызг и загрязнений.
Собранные узлы после проверки качества сборки в сварки должны быть защищены от коррозии защитными покрытиями.
Подготовка поверхности под покрытие и покрытие производятся по технологии, утвержденной на заводе-изготовителе, в соответствии с требованиями действующих стандартов.
Наружная поверхность узлов, за исключением резьбовых соединений, должна быть покрыта грунтовкой ФЛ-086 ГОСТ 16302-79*.
По соглашению изготовителя с потребителем допускаются другие аналогичные марки грунтовки, обладающие хорошей адгезией к металлу при температуре до 130 °С.
Класс покрытия VII по ГОСТ 9.032-74*.
Для проверки соответствия собранных узлов требованиям технических условий и чертежей (эскизов) завод-изготовитель должен производить приемочный контроль узлов, в процессе которого проверяются:
геометрические размеры узлов;
качество гиба, сварных и резьбовых соединений, покрытия, маркировки и упаковки;
комплектность;
товарный вид.
К проверке размеров, качества гиба, накатки и нарезки резьбы, покрытия, маркировки и упаковки узлы предъявляются партиями.
Количество проверяемых образцов от партии определяется заводом-изготовителем.
В тех случаях, когда в образцах, подлежащих приемке, обнаруживаются нарушения требований технических условий и чертежей, назначается повторная проверка удвоенного количества проверяемых образцов от партии.
Товарный вид, качество сварных и резьбовых соединений должно проверяться на каждом узле.
При изготовлении узла вместе с перегруппированным радиатором должно быть проверено также качество соединений радиатора с узлом и секций радиаторов.
Обнаруженные дефекты должны быть устранены.
Если при повторной проверке обнаружатся узлы с нарушениями технических условий и чертежей, вся предъявленная к приемке партия узлов бракуется.
Для проверки геометрических размеров узлов должен применяться следующий измерительный инструмент:
штангенциркуль по ГОСТ 166-89*;
линейка металлическая по ГОСТ 427-75* или линейка поверочная по ГОСТ 8026-92;
рулетка измерительная металлическая по ГОСТ 7502-89*;
угломер по ГОСТ 5378-88;
угольник поверочный по ГОСТ 3749-77*;
шаблоны, изготовленные заводом-изготовителем.
Для измерения отклонений от перпендикулярности соединений труб должны применяться угольники по ГОСТ 3749-77*.
Качество гиба и раструба должно проверяться внешним осмотром и вышеприведенным инструментом.
Овальность в зоне гиба следует определять в процентах по формуле:
![]()
где: а - овальность в %;
Dmax - максимальный наружный диаметр;
Dmin - минимальный наружный диаметр.
Наличие в местах изгиба труб вмятин и складок должно быть проверено внешним осмотром.
Цилиндрическую резьбу проверяют резьбовыми калибрами по ГОСТ 18929-73*, ГОСТ 18930-73*, ГОСТ 2533-88, внешним осмотром и штангенциркулем по ГОСТ 166-89*.
Контроль качества резьбовых соединений производится до отделки узлов внешним осмотром и гидравлическим или пневматическим испытанием.
Контроль качества сварных соединений производится до отделки узлов внешним осмотром и измерениями по ГОСТ 3242-79, а также гидравлическим или пневматическим испытанием.
Испытанию гидростатическим методом узлы должны подвергаться в соответствии с ГОСТ 24054-80* на испытательном стенде пробным давлением, равным 1,0 МПа (10 кгс/см2).
Предельное отклонение пробного давления не должно превышать ± 5 %.
Время выдержки под пробным давлением узлов - не менее 2 мин.
По истечении испытательного времени давление должно быть снижено до рабочего, при котором должна быть проверена:
прочность сварных соединений внешним осмотром;
прочность и герметичность резьбовых соединений внешним осмотром.
Для испытаний должна применяться вода с температурой не ниже 5 °С и не выше 40 °С.
Выдержавшими испытание считаются узлы, в местах соединений которых отсутствуют просачивание воды или запотевание.
После испытания вода из узла должна быть удалена, узлы продуты воздухом.
Пневматическое испытание должно проводиться погружением узла в ванну с водой пробным давлением воздуха 0,15 МПа (1,5 кгс/см2) в течение 30 с.
Выдержавшими испытание считаются узлы, в местах соединений которых отсутствует проникновение воздуха.
При испытаниях падение давления не допускается.
Подъем и снижение давления должны осуществляться постепенно.
Устранение дефектов во время испытаний не допускается.
Измерение давления должно производиться манометрами 1,5 класса точности I и II группы по ГОСТ 2405-88 с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
Не допускаются к применению манометры:
с отсутствием пломбы или клейма;
с просроченным сроком поверки;
в неисправном состоянии.
Проверка товарного вида, маркировки и упаковки производится визуально.
На забракованные узлы должен составляться акт, в котором должна определяться возможность исправления брака. На узлах, не подлежащих исправлению должна ставиться отметка ОТК, указывающая об окончательном браке.
Хранение бракованных изделий вместе с годными запрещается.
Узлы поставляются в собранном виде, согласно утвержденным чертежам, партиями.
В комплект поставки каждого узла должна входить средства крепления, изготовленные по действующим на них техническим условиям.
Допускается по соглашению изготовителя с потребителем поставлять узлы в собранном виде без регулирующих кранов и средств крепления.
Размер партии определяется заводом-изготовителем на основании заказа.
Завод-изготовитель, при необходимости, может поставлять узлы, подсоединенные к скомплектованным радиаторам.
К каждой партии узлов, отправляемой одному заказчику и одной транспортной единицей, прилагается сопроводительный документ, установленной формы.
В сопроводительном документе указывается:
- наименование завода-изготовителя и его ведомственная принадлежность;
- номер заказа;
- наименование изделия;
- обозначение исполнений узлов;
- количество контейнеров;
- общее количество узлов и количество каждого исполнения;
- количество в тип кранов с указанием стандарта (при отдельной поставке);
- рабочее давление в МПа (кгс/см2);
- пробное давление в МПа (кгс/см2);
- допустимая температура в К (°С);
- дата проведения испытаний;
- дата выпуска;
- гарантийный срок;
- отметка ОТК.
При поставке узлов в сборе с радиаторами в сопроводительном документе должно быть дополнительно указано количество радиаторов в партии, число секций в каждом узле, поверхность нагрева радиаторов в каждом исполнении.
При поставке узлов, не укомплектованных кранами и средствами крепления, в сопроводительном документе должно быть отражено их отсутствие.
Узлы должны упаковываться по исполнениям в контейнеры; при этом должны быть приняты меры по предохранению узлов от перемещения, механических повреждений, коррозии, расконсервации и засорения. Концы труб должны быть временно закрыты инвентарными пробками. Допускается по соглашению завода-изготовителя с потребителем инвентарные пробки не устанавливать.
При поставке различных исполнений в одном контейнере каждое исполнение должно быть связано отдельно.
Средства крепления должны упаковываться отдельно в тару.
Перед упаковкой резьбовая поверхность узлов должна быть покрыта антикоррозионной смазкой К-17 по ГОСТ 10877-76*.
Консервация должна выполняться в соответствии с требованиями ГОСТ 9.014-78*.
К каждой упаковке узлов должна быть прикреплена табличка (с маркировкой).
Маркировка должна содержать: наименование завода-изготовителя; номер заказа; общее количество узлов в контейнере; обозначение исполнений узлов; количество узлов каждого исполнения (при упаковке в один контейнер); масса «брутто» и надпись «не бросать»; дата консервации; отметка ОТК.
При поставке узлов в сборе с радиаторами маркировка должна содержать дополнительно количество радиаторов и секций радиаторов.
При поставке узлов, не укомплектованных кранами, в маркировке должно быть отражено их отсутствие.
Упакованные узлы транспортируются открытым подвижным составом по железным дорогам, автомобильным и речным транспортом согласно требованиям соответствующих «Правил перевозок ...».
При хранении узлов более одного года они должны быть подвергнуты повторному гидравлическому испытанию согласно вышеизложенным требованиям.
При транспортировании, хранении, погрузке и разгрузке узлов механические повреждения не допускаются.
Узлы, выпускаемые в соответствии с требованиями ТУ 36-2512-85, должны иметь гарантийный срок эксплуатации 12 месяцев, но не более 18 месяцев со дня отгрузки в адрес заказчика.
Технические условие распространяются на узлы укрупненные монтажные из стальных труб для внутренних систем канализации зданий, предназначенные для индустриального монтажа водостоков, бытовой и производственной самотечной канализации в производственных, общественных, жилых и вспомогательных зданиях.
Узлы укрупненные монтажные из стальных труб для внутренних систем канализации зданий должны применяться для транспортирования неагрессивной и нетоксичной среды давлением не более 0,1 МПа (1,0 кгс/см2) и температурой не более 50 °С.
По техническим условиям выпускаются следующие стальные узлы:
узлы водостоков из стальных труб;
узлы бытовой канализации из стальных труб;
узлы производственной канализации из стальных труб.
Под изготовлением укрупненных монтажных узлов предусматривается изготовление узлов, собранных из двух и более деталей. Изготовление отдельных деталей из труб для упомянутых систем должно производиться также по данным техническим условиям.
Изготовление стальных узлов предусматривается из труб:
диаметрами условного прохода 25 - 65 мм - для систем бытовой канализации обвязок групповой установки умывальников или моек;
диаметрами условного прохода 25-40 мм - для систем производственной канализации;
наружным диаметром 89 - 152 мм - для внутренних водостоков на горизонтальных подвесных линиях при наличии вибрационных нагрузок.
При изготовлении стальных узлов соединение труб должно производиться на резьбе. Допускается изготавливать стальные узлы с соединением труб на сварке.
Обозначение стальных узлов должно состоять из:
слов «Узлы стальные», или конкретного наименования узла (детали), являющегося самостоятельной поставкой заказчику;
наименования системы;
максимального и минимального диаметров условного прохода труб, определенных монтажными чертежами или эскизами и обозначаемых дробью; перед дробью ставится - Dу; для узлов одного диаметра указывается значение диаметра после Dу.
Стальные узлы должны отвечать требованиям технических условий и монтажным чертежам или эскизам, утвержденным в установленном порядке.
Основные размеры стальных узлов устанавливаются в монтажных чертежах или эскизах.
Отдельные отступления от монтажных чертежей или эскизов допускаются по соглашению с потребителем. Эти отступления не должны приводить к ухудшению качества и внешнего вида узлов.
Для изготовления стальных узлов предусмотрено применение следующих стальных труб и соединительных частей:
водогазопроводных легких оцинкованных труб обычной точности изготовления по ГОСТ 3262-75* диаметрами условного прохода 25 - 65 мм для бытовой канализации и 25 - 40 мм для производственной канализации;
труб стальных электросварных прямошовных по ГОСТ 10704-91 с наружным диаметром 89 - 152 мм для внутренних водостоков;
оцинкованных соединительных стальных частей с цилиндрической резьбой Dу 25 - 65 мм по ГОСТ 8966-75 и ГОСТ 8969-75;
соединительных частей из ковкого чугуна с цилиндрической резьбой по ГОСТ 8946-75* ÷ ГОСТ 8963-75* Dу 25 - 40 мм с цинковым покрытием или без покрытия.
Для уплотнения резьбовых соединений стальных узлов должны применяться:
льняная прядь по ГОСТ 9394-76*, пропитанная свинцовым суриком по ГОСТ 19151-73* или свинцовыми густотертыми белилами по ОСТ 6-10-458-87 «Краски свинцовые густотертые», замешанными на олифе по ГОСТ 7931-76* (допускается применять цинковые белила по ГОСТ 202-84*);
лента из фторопластового уплотнительного материала марки ФУМ по ТУ 6-05-1388-86.
Допускаются другие уплотнительные материалы, обеспечивающие герметичность, прочность и стойкость резьбовых, фланцевых и стыковых соединений.
Для сварки узлов должны применяться:
электроды марок Э42А и Э46 по ГОСТ 9467-75* и электродная проволока марок СВ-08ГА, СВ-10ГА по ГОСТ 2246-70*;
допускаются электроды и проволока других марок по качеству не ниже указанных.
Отрезка стальных труб должна производиться механическим способом.
Разрешается газовая и плазменная отрезка стальных труб под сварку без удаления зоны термического влияния.
Торцы отрезанных труб должны быть перпендикулярны к их осям.
Отклонения от перпендикулярности не должны превышать 2° для стальных труб.
Отклонение от заготовительной длины трубной заготовки не должно превышать:
± 2 мм при длине до 1 м и ± 1 мм на каждый последующий метр - для стальных труб при механической отрезке;
± 3 мм при длине до 1 м и ± 1,5 мм на каждый последующий метр - для стальных труб при отрезке пламенем.
В трубах стальных узлов отверстия под патрубки должны выполняться путем сверления, фрезерования или вырубкой на прессе. Разрешается отверстия под патрубки диаметром 40 мм и более вырезать газовым или плазменным способом без удаления зоны термического влияния.
Диаметр отверстия должен быть равен внутреннему диаметру патрубка с отклонениями не более ± 1 мм.
В отверстиях и с торцов отрезанных стальных труб, подлежащих соединению на резьбе, заусенцы не должны превышать 0,8 мм.
Способ зачистки устанавливается заводом-изготовителем.
Резьба на стальных трубах должна быть выполнена по ГОСТ 6357-81 (класс точности В) накаткой. Сбег резьбы и фаски - по ГОСТ 10549-80*.
На всей длине резьбы допускаются:
не более 10 % ниток с сорванной или неполной резьбой;
до 10 % уменьшения внутреннего диаметра.
Длина резьбы должна соответствовать указанной в нижеследующей таблице.
|
Диаметр условного прохода трубы |
Длина резьбы со сбегом, мм |
|||
|
короткая |
длинная |
|||
|
номинальная |
пред. откл. |
номинальная |
пред. откл. |
|
|
10 |
10,5 |
- 10 % |
42 |
+ 5 |
|
15 |
12,0 |
40 |
||
|
20 |
13,5 |
45 |
||
|
25 |
15,0 |
50 |
||
|
32 |
17,0 |
55 |
||
|
40 |
19,0 |
60 |
||
|
50 |
21,0 |
65 |
||
|
65 |
23,5 |
75 |
||
Повороты стальных труб выполняются установкой угольников по ГОСТ 8946-75*, ГОСТ 8947-75* и путем изгиба труб.
Гибка труб производится в холодном состоянии.
Отклонение от заданного угла гиба трубы должно быть не более 10 %.
Средний радиус гиба труб должен быть равен не менее:
2,5 наружного диаметра трубы для труб с диаметрами условного прохода не более 40 мм;
3,5 наружного диаметра трубы для труб с диаметрами условного прохода 50 мм и 65 мм.
При гибке сварных труб шов следует располагать с наружной стороны трубной заготовки и под углом не менее 45° к плоскости гиба; нарушение качества сварного шва при этом не допускается.
Исправлять ошибки угла гиба следует в одном направлении (прямом).
Размеры гофр, образующихся на внутренней поверхности гибов, должны быть в пределах, указанных в нижеследующей таблице.
|
Наружный диаметр труб Dн, мм |
Н, мм, не более |
|
До 33,5 |
- |
|
от 33,5 до 48 вкл. |
1 |
|
св. 48 до 75,5 вкл. |
3 |
|
Примечание: Для труб с Dн свыше 33,5 и не более 48 гофры могут быть образованы и в сторону выпуклости. |
|
Овальность в зоне гиба не должна превышать 10 %.
Концы отводов, изготовленных изгибом труб, должны иметь прямые участки длиной не менее Dн, но не менее 50 мм.
При сборке резьбовые соединения стальных узлов должны быть уплотнены.
Уплотнитель должен быть наложен ровным слоем по ходу резьбы, при этом он не должен выступать внутрь трубы.
Выступающий внутрь и снаружи уплотнитель из резьбовых соединений должен быть удален.
При сборке стальных узлов контргайка должна быть установлена фаской к муфте.
Сварку следует производить до сборки узлов.
При сварке стальных узлов резьбовые поверхности должны быть предохранены от попадания брызг и капель расплавленного металла.
Перед сваркой кромки и сопрягаемые поверхности стальных оцинкованных труб должны быть очищены от масел, влаги, других загрязнений и цинкового покрытия на ширину не менее 20 - 30 мм в обе стороны от корня шва. При наличии местного отсоса при сварке цинковое покрытие допускается не снимать. В этом случае сварку следует производить проволокой марки Св-15ГСТЮЦА по ГОСТ 2246-70* или электродом диаметром не более 3 мм с рутиловым покрытием.
Очистка кромок и сопрягаемых поверхностей труб производится любым способом, предусмотренным технологией завода-изготовителя.
Соединение оцинкованных труб следует производить ручной электродуговой или газовой сваркой.
Сварка стальных узлов должна производиться при помощи кондукторов.
Режим и производство сварочных работ должны устанавливаться и выполняться в соответствии с требованиями утвержденной технологической карты на сварочные работы.
Основные типы, конструктивные элементы и размеры сварных соединений стальных узлов устанавливаются заводом-изготовителем в соответствии с требованиями ГОСТ 16037-80*.
Расстояние от начала гиба трубы до оси поперечного сварного шва должно быть не менее 50 мм.
Продольные сварные швы стыкуемых стальных труб должны быть смещены на угол не менее 90° (по периметру).
Смещение наружных кромок (торцов) стыкуемых труб (или двух взаимно перпендикулярных образующих поверхностей в угловом соединении труб) одного и того же диаметра с одинаковой толщиной должно быть не более 2 мм.
При этом разность толщин свариваемых труб в стык не должна превышать:
для толщины трубы не более 3 мм - 1 мм;
для толщины трубы более 3 мм - 2 мм.
Расстояние от края углового шва привариваемого штуцера (патрубка) до края кольцевого сварного шва стальной трубы должно быть не менее 50 мм и не менее трех номинальных толщин привариваемого штуцера до края любого сварного шва.
При сварке угловых соединений оси стальных труб должны быть взаимно перпендикулярны. Отклонение от перпендикулярности труб не должно превышать 2 мм на 1 м длины.
После сварки сварной шов должен быть очищен от шлака и брызг расплавленного металла методом, установленным на заводе-изготовителе.
Отклонение линейных размеров у собранного узла не должно превышать ± 3 мм при длине до 1 м и ± 1 мм на каждый последующий метр.
Собранные узлы после проверки качества сборки и сварки должны быть защищены от коррозии защитными покрытиями.
К покрытию принимаются узлы, прошедшие контроль качества сварки и сборки, а также испытания.
Подготовка поверхности под покрытие и покрытие производятся по технологии, утвержденной на заводе-изготовителе, в соответствии с требованиями действующих стандартов.
Поврежденные места цинкового покрытия стальных узлов должны быть покрыты краской, содержащей 94 % цинковой пыли (по массе) и 6 % синтетических связывающих веществ (полистерин, хлорированный каучук, эпоксидная смола) по соответствующей нормативно-технической документации, действующей в установленном порядке.
Разрешается покрытие краской по ГОСТ 5631-79*, состоящей из лака БТ-577 (ГОСТ 5631-79*), смешанного с пудрой ПАП-2 по ГОСТ 5494-95.
Класс покрытия VII по ГОСТ 9.032-74*.
Стальные узлы поставляются партиями согласно утвержденным монтажным чертежам и эскизам.
Размер партии определяется заводом-изготовителем на основании заказа.
В комплект поставки партии должны входить средства крепления, если они предусмотрены чертежами и заказом.
Средства крепления должны изготавливаться по действующим техническим условиям.
Для проверки соответствия собранных узлов требованиям технических условий и чертежей (эскизов) завод-изготовитель должен производить приемочный контроль узлов, в процессе которого проверяются:
геометрические размеры узлов и отклонения от них;
качество гиба, отрубки и обрезки, правильность сборки сварных и резьбовых соединений;
прочность и плотность сварных и герметичность резьбовых соединений стальных узлов испытанием гидростатическим и пузырьковыми методами;
качество отделки, маркировки, упаковки;
комплектность;
товарный вид.
К проверке размеров, качества гиба, накатки и нарезки резьбы, сборки, покрытия, маркировки и упаковки узлы предъявляются партиями.
Количество проверяемых образцов от партии определяется заводом-изготовителем.
На каждом стальном узле проверяются:
прочность и плотность сварных и герметичность резьбовых соединений;
товарный вид.
В тех случаях, когда в образцах, подлежащих приемке, обнаруживаются нарушения требований технических условий и чертежей, назначается повторная проверка удвоенного количества проверяемых образцов от партии.
Обнаруженные дефекты должны быть устранены
Если при повторной проверке обнаружатся узлы с нарушениями технических условий и чертежей, вся предъявленная к приемке партия узлов бракуется.
Для проверки геометрических размеров узлов должен применяться следующий измерительный инструмент:
штангенциркуль по ГОСТ 166-89*;
линейка металлическая по ГОСТ 427-75* или линейка поверочная по ГОСТ 8026-92;
рулетка измерительная металлическая по ГОСТ 7502-89*;
угломер по ГОСТ 5378-88;
угольник поверочный по ГОСТ 3749-77*;
щупы по ТУ 2.034.225-87;
шаблоны (кондукторы), изготовленные заводом-изготовителем и аттестованные в установленном порядке.
Для измерения отклонений от перпендикулярности соединений труб должны применяться угольники по ГОСТ 3749-77*.
Качество гиба должно проверяться внешним осмотром и вышеприведенным инструментом.
Овальность в зоне гиба следует определять в процентах по формуле:
![]()
где: а - овальность в %;
Dmax - максимальный наружный диаметр;
Dmin - минимальный наружный диаметр.
Наличие в местах изгиба труб вмятин и складок должно быть проверено внешним осмотром.
Цилиндрическую резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 18929-73* и ГОСТ 18930-73*, внешним осмотром и штангенциркулем по ГОСТ 166-89*.
Контроль правильности сборки резьбовых соединений производится до отделки узлов внешним осмотром.
Контроль качества сварных соединений производится до отделки узлов внешним осмотром и измерениями по ГОСТ 3242-79.
Испытанию гидростатическим методом узлы должны подвергаться в соответствии с ГОСТ 24054-80* на испытательном стенде пробным давлением, равным 0,2 МПа (2 кгс/см2).
Предельное отклонение пробного давления не должно превышать ± 5 %.
Время выдержки под пробным давлением узлов - не менее 2 мин.
По истечении испытательного времени давление должно быть снижено до рабочего, при котором должна быть проверена:
прочность сварных соединений внешним осмотром;
прочность и герметичность резьбовых соединений внешним осмотром.
Для испытаний должна применяться вода с температурой не ниже 5 °С и не выше 40 °С.
Выдержавшими испытание считаются узлы, в местах соединений которых отсутствуют просачивание воды или запотевание.
Испытание пузырьковым методом должно проводиться в соответствии с ГОСТ 24054-80* погружением стального узла в ванну, заполненную индикаторной жидкостью или обмыливанием по технологии завода-изготовителя.
В качестве индикаторной жидкости применяется вода с добавлением в нее алюмоаммонийных квасцов по ГОСТ 4238-77 (из расчета 500 г квасцов на 3 м3 воды). Раствор следует тщательно перемешать и выдержать в течение полутора суток. Уровень жидкости в ванне должен быть выше уровня верхней точки стального узла, помещенного в ванну.
Испытание должно производиться пробным давлением воздуха 0,1 МПа (1,0 кгс/см2) в течение 30 с.
Выдержавшими испытание считаются узлы, в местах соединений которых отсутствует проникновение воздуха.
При испытаниях падение давления не допускается.
Подъем и снижение давления должны осуществляться постепенно.
Устранение дефектов во время испытаний не допускается.
Измерение давления должно производиться манометрами 2,5 класса точности I и II группы по ГОСТ 2405-88 с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
Не допускается к применению манометры:
с отсутствием пломбы или клейма;
с просроченным сроком поверки;
в неисправном состоянии.
Проверка товарного вида, отделки, комплектности и упаковки производится визуально.
К каждой партии стальных узлов, отправляемой одному заказчику одной транспортной единицей, прилагается сопроводительный документ установленной формы.
При этом в сопроводительном документе указывается:
наименование завода-изготовителя и его ведомственная принадлежность;
номер заказа;
обозначение стальных узлов по техническим условиям;
общее количество стальных узлов в контейнере и количество конкретных стальных узлов в каждом контейнере (партии) с указанием номера контейнера;
количество контейнеров;
дата консервации - для резьбовой поверхности стальных узлов;
дата выпуска;
гарантийный срок;
отметка ОТК;
количество однотипных средств крепления и обозначение их по соответствующим техническим условиям или стандартам.
Партия стальных узлов должна упаковываться в специализированные контейнеры, изготовленные заводом-изготовителем узлов в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
Масса «брутто» контейнера не должна превышать 3 т.
По соглашению завода-изготовителя с потребителем допускается упаковка партии стальных узлов в пакет массой не более 0,5 т.
При этом пакет должен быть перевязан в трех местах проволокой диаметром не менее 5 мм по ГОСТ 3282-74* или стальной лентой сечением (1,2 - 1,8)×30 мм по ГОСТ 3560-73*, или лентой сечением 1,5×30 мм по ГОСТ 6009-74*.
Увязку пакета проволокой (лентой) проводят с укруткой не менее, чем в три оборота. Места увязки должны располагаться равномерно по длине пакета. Концы проволоки (ленты) при обвязке соединяют методом, обеспечивающим плотную увязку.
Увязочный материал не является приспособлением для застройки.
Перед упаковкой резьбовая поверхность стальных узлов должна быть покрыта антикоррозионной смазкой.
Смазка должна обеспечить защиту от коррозии при транспортировании и хранении по условию ОЖ ГОСТ 9.014-78* в течение 0,5 года.
По соглашению завода-изготовителя с потребителем допускается не подвергать резьбовую поверхность стальных узлов противокоррозионной защите. На время транспортирования и хранения узлы должны быть закрыты инвентарными пробками, изготовленными заводом-изготовителем. Допускается по соглашению завода-изготовителя с потребителем инвентарные пробки не устанавливать.
Каждая партия стальных узлов должна иметь потребительскую маркировку готовой продукции, которая должна содержать: номер заказа; обозначение стальных узлов по техническим условиям; дату выпуска и испытания стальных узлов; отметку ОТК.
Каждый контейнер или пакет с упакованной партией (партиями) узлов должен иметь транспортную маркировку согласно ГОСТ 14192-96 «Маркировка грузов». При этом должен быть указан манипуляционный знак - место строповки.
Упакованные стальные узлы транспортируются мелкими отправками открытым подвижным составом по железным дорогам, автомобильным и речным транспортом согласно требованиям соответствующих «Правил перевозок ...».
При хранении стальных узлов более одного года они должны быть подвергнуты испытанию согласно вышеизложенным требованиям.
Стальные узлы, выпускаемые в соответствии с требованиями ТУ 36-737-85, должны иметь гарантийный срок эксплуатации 9 месяцев, но не более 12 месяцев со дня проведения испытания на заводе-изготовителе.
Технические условия распространяются на узлы и детали из стальных труб, предназначенных для монтажа внутренних систем газоснабжения производственных, общественных, жилых и вспомогательных зданий.
Пример записи обозначения узлов из стальных труб для монтажа внутренних систем газоснабжения: Узел газовый УГ-13 ТУ 400-28-35-87.
Узлы и детали из стальных труб должны соответствовать требованиям технических условий и рабочей документации, утвержденной в установленном порядке.
Основные параметры и размеры узлов и деталей должны соответствовать рабочей документации.
Для изготовления узлов и деталей из стальных труб для систем внутреннего газоснабжения должны применяться следующие материалы и комплектующие изделия:
трубы стальные диаметром 15, 20, 25, 32, 40, 50, 76 мм по ГОСТ 3262-75* и диаметром 89, 108, 133 и 159 мм по ГОСТ 10704-91;
угольники по ГОСТ 8946-75*; сгоны по ГОСТ 8969-75;
задвижки параллельные с выдвижным шпинделем фланцевые чугунные на Ру 1,0 МПа (10 кгс/см2) по ТУ 26-07-1399-86Е;
краны чугунные запорные пробковые фланцевые по ТУ 400-28-92-85;
краны пробковые проходные латунные с пружиной для газопроводов по ТУ 26-07-410-87Е;
муфты по ГОСТ 8954-75*; контргайки по ГОСТ 8961-75*;
фланцы стальные плоские приварные по ГОСТ 12820-80*.
Трубные заготовки не должны иметь трещин, свищей, глубоких рисок, вмятин и следов непровара.
Соединительные части не должны иметь трещин, свищей и заметных раковин.
Неперпендикулярность торцов труб должна быть не более 5°.
На концах труб после отрезки должны быть сняты внутренние и наружные заусенцы.
Резьба должна выполняться по ГОСТ 6357-81.
Длина резьбы и число ниток должны соответствовать значениям, приведенным в нижеследующей таблице.
|
Dу, мм |
Короткая резьба |
Длинная резьба |
||||
|
Наибольшая длина, мм |
Число ниток |
Наименьшая длина без сбега, мм |
Число ниток |
|||
|
без сбега |
со сбегом |
без сбега |
со сбегом |
|||
|
15 |
9 |
12,5 |
5 |
6,3 |
40 |
22 |
|
20 |
10,5 |
14 |
5,8 |
7,2 |
45 |
25 |
|
25 |
11 |
15,5 |
4,8 |
6,3 |
50 |
21,5 |
|
32 |
13 |
17,5 |
5,6 |
7,2 |
55 |
24 |
|
40 |
15 |
19,5 |
6,5 |
8,0 |
60 |
26 |
|
50 |
17 |
21,5 |
7,4 |
8,9 |
65 |
28 |
Радиус гиба должен соответствовать указанным в чертежах.
Чугунные детали не должны иметь вмятин и складок. Овальность сечения в местах изгиба не должна превышать 10 %.
Размеры раструбов (стаканчиков) должны соответствовать размерам, указанным в нижеследующей таблице.
Допустимое отклонение линейных размеров трубных деталей не должно превышать 2 мм на длину до 1 мм и на каждый последующий метр длины.
Сварной шов должен производиться по ГОСТ 16037-80*, в шве не должно быть трещин, раковин, пор, подрезов, пережогов и подтеков наплавленного металла внутри трубы.
|
Соединяемые трубы |
Раструбы (стаканчики) |
||
|
Dу, мм |
Наружный диаметр, мм |
Внутренний диаметр, мм |
Длина, мм |
|
15 |
21,3 |
23 |
|
|
20 |
26,8 |
29 |
|
|
25 |
33,5 |
35 |
60 |
|
32 |
42,3 |
44 |
|
|
40 |
48,0 |
50 |
|
Стальные фланцы должны быть установлены перпендикулярно оси труб. Плоскости соединительных фланцев должны быть параллельны одна другой. Головки болтов следует располагать с одной стороны соединения; на вертикальных трубопроводах гайки следует располагать снизу. Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца.
Прокладки фланцевых соединений должны доходить до болтовых отверстий и не выступать во внутрь трубы.
Уплотнительные поверхности затвора запорной арматуры должны быть чистыми, без царапин и забоин.
Кольца и диски задвижек, а также пробки проходных кранов должны быть притерты.
Сальники задвижек и кранов должны иметь плотную набивку. При затянутом сальнике ход шпинделя (штока) или поворот пробки должны быть легкими.
Трубы должны быть окрашены снаружи грунтовкой ГФ-021 по ГОСТ 25129-82*.
При приемо-сдаточном контроле по ГОСТ 15.001-88* каждого узла и 10 % от партии деталей проверяется:
линейные размеры, диаметр и радиус изгиба;
внешний вид изделия;
перпендикулярность торцов и фланцев;
качество: резьбы, покрытия, сварки, арматуры;
плотность соединений;
комплектность; маркировка; упаковка.
При неудовлетворительных результатах контроля хотя бы по одному из требований технических условий предъявленную партию возвращают для устранения недостатков, а затем предъявляют на повторное испытание удвоенное количество изделий.
В случае неудовлетворительных результатов повторной проверки вся партия бракуется.
Качество применяемых материалов и комплектующих изделий проверяется по сертификатам.
Контроль линейных размеров, диаметра, радиуса гиба, перпендикулярности производится металлическим измерительным инструментом по ГОСТ 166-89*, ГОСТ 421-15*, ГОСТ 3749-77*, ГОСТ 5378-88.
Качество резьбы проверяется калибрами по ГОСТ 17764-72*.
Ход шпинделя и поворот пробки крана проверяется вручную.
Внешний вид арматуры проверяется визуально.
Комплектность, маркировку, способ упаковки, количество изделий, способ укладки контролируется внешним осмотром.
Краны, устанавливаемые на газопроводах низкого давления, должны быть проверены: на прочность - водой или воздухом давлением 0,1 МПа (1 кгс/см2), на плотность - давлением 0,05 МПа (0,5 кгс/см2).
Задвижки газопроводов низкого давления испытывают на прочность водой или воздухом давлением 0,1 МПа (1 кгс/см2), а на плотность затвора заливкой керосина с покрытием затвора с противоположной стороны мелом. При этом в течение 10 мин не должно быть обнаружено пропуска керосина.
Запорная арматура, установленная на газопроводах среднего и высокого давления, испытывается на прочность водой и на плотность воздухом.
Арматуру на прочность испытывают 2 мин давлением, равным полуторному от максимального рабочего, но не ниже 0,3 МПа (3 кгс/см2), на плотность - давлением 0,1 МПа (1 кгс/см2).
Узлы и детали из стальных труб для низкого давления испытывают на прочность давлением 0,3 МПа (3 кгс/см2) и плотность воздухом давлением 0,1 МПа (1 кгс/см2), а газопроводов среднего и высокого давления - на прочность и плотность воздухом в соответствии с нижеприведенными данными.
|
Давление газа в газопроводе, МПа (кгс/см2) |
Испытательное давление, МПа (кгс/см2) |
|
|
на прочность |
на плотность |
|
|
0,005 - 0,3 (0,05 - 3) |
0,45 (4,5) |
0,3 (3) |
|
0,3 - 0,6 (3 - 6) |
0,75 (7,5) |
0,6 (6) |
|
0,6 - 1,2 (6 - 12) |
1,5 (15) |
1,2 (12) |
Продолжительность испытания деталей и узлов газопроводов на прочность и плотность определяется временем, необходимым для осмотра мест соединений и сварки, но не менее 1 мин. При этом падения давления не допускается.
Пневматические испытания должны производиться погружением испытуемого изделия в ванну с водой.
Результаты испытаний арматуры, узлов и деталей оформляются актом.
Средний срок службы узлов и деталей - 20 лет.
В комплект поставки входят трубные узлы и детали с арматурой, соединительными частями, а также средствами крепления согласно чертежам и спецификациям.
К каждой партии изделий прилагается товаро-сопроводительная документация, в которой указывается:
наименование изделия; номер технических условий; комплектность;
дата выпуска; отметка ОТК.
Обязательно прикладываются сертификаты на трубы, электроды, сварочную проволоку, копии паспортов на арматуру и копия удостоверения сварщика.
На каждом собранном узле крепится бирка, где краской наносится тип блока, указанный в рабочих чертежах, номер заказа и обозначение технических условий.
Узлы и детали укладываются в специальные контейнеры. Между узлами должны быть прокладки. Масса контейнера с узлами и деталями должна быть не более 3 тонн.
Гарантийный срок эксплуатации узлов и деталей - 2 года со дня ввода их в эксплуатацию, но не более 2,5 лет со дня отгрузки их потребителю.
Технические условия распространяются на узлы, предназначенные для снижения температуры воды, поступающей из тепловой сети в местную отопительную систему и создания в последней циркуляционного напора.
Пример записи узла элеваторного при его заказе и в документации другого изделия, в котором он может быть применен: Узел элеваторный, ТУ 400-28-160-91.
Узлы должны соответствовать требованиям данных технических условий и изготовляться по документации заказчика и дополнительных требований, указанных в чертежах.
Размеры узла должны соответствовать указанным в рабочих чертежах.
Узлу присваивается номер в зависимости от установленного элеватора.
Допуски на линейные и угловые размеры должны соответствовать указанным в рабочих чертежах.
Материалы, запорно-регулирующая арматура и контрольно-измерительные приборы, применяемые для изготовления узлов, должны соответствовать указанным в рабочих чертежах.
Для изготовления узлов должны применяться:
трубы стальные горячедеформированные по ГОСТ 8732-78*, холоднодеформированные по ГОСТ 8734-75* и водогазопроводные по ГОСТ 3262-75*;
фланцы стальные плоские приварные по ГОСТ 12820-80*;
болты с шестигранной головкой по ГОСТ 7798-70*;
гайки шестигранные по ГОСТ 5915-70*; муфты по ГОСТ 8966-75;
паронит листовой по ГОСТ 481-80*;
элеваторы по ТУ 36-1486-78.
Сварка узлов должна производится ручной дуговой или полуавтоматической сваркой под флюсом.
Фланцы соединяют с трубой сваркой. При этом должна быть соблюдена перпендикулярность оси трубы к зеркалу фланца. Допускаемый перекос не должен превышать 1 мм на 100 мм поверхности наружного диаметра зеркала фланца, но не более 3 мм.
Для фланцевых соединений должны применяйся прокладки d = 2 - 3 мм из листового паронита по ГОСТ 481-80*.
Прокладки во фланцевых соединениях должны доходить до болтовых отверстий и не выступать внутрь труб. Установка между фланцами скошенных прокладок или нескольких прокладок не допускается.
При сборке фланцевых соединений головки болтов должны располагаться с одной стороны соединения. Концы болтов фланцевых соединений не должны выступать из гаек более чем на 0,5 диаметра болта и не менее чем на 3 нитки резьбы.
Затяжка болтов фланцевых соединений должна производиться равномерно без перекоса.
Отклонение линейных размеров заготовок труб от заданных в рабочих чертежах не должна превышать ± 2 мм при длине не более 1 м, а узлов трубопроводов при длине свыше 1 м ± 1 мм на каждый последующий метр.
Резьба соединений должна быть выполнена по ГОСТ 6357-81. Сбеги и проточки резьб по ГОСТ 10549-80*.
Резьба должна быть чистой без заусенцев. Не допускается более 10 % ниток с неполной и сорванной резьбой, а также не допускается смещение оси резьбы относительно оси гладкой части детали.
Сальники у задвижек, вентилей и кранов должны быть плотно набиты. Втулка сальника после уплотнения набивки должна входить в гнездо на глубину, обеспечивающую в дальнейшем подтяжку сальника.
Сальниковые узлы задвижек, вентилей и кранов уплотняются: при воде с температурой до 100 °С - хлопчатобумажной, льняной или пеньковой, при паре и воде с температурой более 100 °С - асбестовой или тальковой плетеной набивкой по ГОСТ 5152-84*Е.
В качестве уплотнителя для резьбовых соединений трубопроводов с теплоносителем до 100 °С должна применяться льняная прядь по ГОСТ 9394-76**, пропитанная свинцовым суриком по ГОСТ 19151-73* или другими аналогичными красками.
Для трубопроводов с температурой теплоносителя более 100 °С в качестве уплотнителя должна применяться асбестовая прядь по ГОСТ 1779-83*Е вместе с льняной прядью по ГОСТ 9394-76**.
Уплотнитель должен быть наложен ровным слоем по ходу резьбы и не выступать внутрь трубы.
Снаружи места резьбовых соединений необходимо очищать от выступающего уплотнителя.
Узлы должны быть испытаны гидравлическим давлением 1,3 МПа (13 кгс/см2) в течение времени, необходимого для осмотра.
Узлы с наружной стороны покрываются краской БТ-177 или лаком БТ-577 по ГОСТ 5631-79* после гидравлического испытания. По внешнему виду покрытия должны соответствовать V классу по ГОСТ 9.032-74*.
Комплектность поставки должна соответствовать указанной в рабочих чертежах.
На каждый узел предприятие-изготовитель выдает паспорт, в котором должно быть указано наименование завода-изготовителя, наименование изделия, рабочее и испытательное давление, дата выпуска.
Узлы поставляются без упаковки в собранном виде.
На узлах должна быть нанесена маркировка - номер заказа масляной краской по ГОСТ 8292-85* или ГОСТ 10503-71*. Маркировка наносится на поверхность трубы.
Гарантийный срок хранения - 18 месяцев с момента изготовления узлов. Гарантийный срок эксплуатации - 12 месяцев со дня ввода в эксплуатацию в пределах гарантийного срока по хранению.
Технические требования к сварочным материалам
ОСТ 95 10295-87 «Материалы сварочные. Порядок подготовки к сварке».
ГОСТ 9466-75* «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия».
ГОСТ 9467-75* «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
ГОСТ 2246-70* «Проволока стальная сварочная. Технические условия».
ГОСТ 9087-81*Е «Флюсы сварочные плавленные. Технические условия».
ГОСТ 26271-84* «Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия».
Государственные стандарты и технические условия на сварочные материалы конкретных видов и марок.
ГОСТ 24297-87 «Входной контроль продукции. Основные положения».
Подготовка сварочных материалов производится в соответствии с требованиями государственных стандартов на сварочные материалы, ГОСТ 24297-87 «Входной контроль продукции. Основные положения» и технологической документации, устанавливающей порядок подготовки сварочных материалов на конкретном предприятии.
Подготовка сварочных материалов в зависимости от условий производства должна включать в себя:
- входной контроль сварочных материалов, заключающийся в проверке наличия и содержания сопроводительной документации, в проверке соответствия поступивших материалов данным сопроводительной документации, в осмотре упаковки и тары, во внешнем осмотре сварочных материалов с целью проверки соответствия показателей их внешнего вида требованиям стандартов и технических условий;
- проверку сварочно-технологических свойств электродов, химического состава наплавленного металла и механических свойств металла шва, наплавленного металла или сварного соединения - при отсутствии сертификата, при наличии в технических условиях на конкретные сварочные материалы соответствующих требований, перед сваркой ответственных конструкций;
- прокалку (сушку) электродов и флюсов, очистку, намотку проволоки в кассеты для механизированных способов сварки;
- учет, хранение и выдачу их в производство.
Подготовка сварочных материалов к сварке в зависимости от структуры предприятия проводится централизованно на участке подготовки сварочных материалов или разрозненно.
1. Входной контроль сварочных материалов
Входной контроль сварочных материалов производится в соответствии с требованиями ГОСТ 24297-87, требованиями государственных стандартов и технических условий на сварочные материалы конкретных видов и марок, требованиями проекта производства сварочных работ (ППСР) и другой технологической документации.
1.1. Электроды покрытые металлические для ручной дуговой сварки (ГОСТ 9466-75*, ГОСТ 9467-75*)
Покрытие электродов должно быть плотным, прочным, без вздутий, пор, наплывов.
На поверхности покрытия электродов допускаются поверхностные продольные трещины и местные сетчатые растрескивания, протяженность (максимальный размер) которых не превышает трехкратный номинальный диаметр электрода, если минимальное расстояние между ближайшими концами трещин или (и) краями участков местного сетчатого растрескивания более трехкратной длины более протяженной трещины или участка растрескивания.
На поверхности покрытия электродов допускаются местные вмятины глубиной не более 50 % толщины покрытия в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде.
Две местные вмятины, расположенные с двух сторон электрода в одном поперечном сечении, могут быть приняты за одну, если их суммарная глубина не превышает 50 % толщины покрытия.
На поверхности покрытия допускаются местные задиры протяженностью не более 15 мм при глубине не более 25 % номинальной толщины покрытия числом не более двух на одном электроде.
На участке электрода, примыкающем к зачищенному от покрытия контактному торцу электрода, допускается оголенность стержня протяженностью по длине электрода не более половины диаметра стержня, но не более 1,6 мм для электродов с основным покрытием и не более 2/3 диаметра стержня, но не более 2,4 мм для электродов с кислым, целлюлозным и рутиловым покрытиями.
Разность толщины покрытия (е) в диаметрально противоположных участках электрода не должна превышать нижеследующих значений.
|
Диаметр электрода, мм |
1,6 |
2,0 |
2,5 |
3,0 3,15 |
4,0 |
5,0 |
6,0 6,3 |
Св. 6,3 |
|
е, мм |
0,08 0,12 |
0,10 0,14 |
0,12 0,16 |
0,15 0,20 |
0,20 0,26 |
0,24 0,32 |
0,28 0,36 |
0,30 0,40 |
|
- в знаменателе указаны значения е, допускаемые для отдельных электродов, число которых не должно превышать 10 % общего числа контролируемых электродов. |
||||||||
На отдельных электродах, суммарное количество которых не должно превышать 10 % общего числа контролируемых электродов, допускается:
- отклонение длины зачищенного от покрытия конца от номинального значения до ± 7,5 мм;
- наличие на покрытии каждого электрода не более двух поперечных надрывов размером не более половины длины окружности покрытия, поверхностных следов слипания электродов, не более трех пор с наружным размером не более 1,5 мм для электродов диаметром до 4 мм включительно и не более 2,0 мм для электродов диаметром более 4 мм;
- увеличение протяженности поверхностных продольных трещин и участков местного сетчатого растрескивания на поверхности покрытия до значений, превышающих вышеприведенные нормы, но не более чем на 50 %;
- увеличение суммарной протяженности вмятин на покрытии до 35 мм;
- увеличение числа местных задиров на поверхности покрытия до трех на электрод.
Электроды должны быть упакованы в коробки или пачки, на (в) которых должна иметься этикетка или маркировка, содержащая следующие данные: наименование или товарный знак предприятия-изготовителя; условное обозначение электродов; номер партии и дату изготовления; область применения электродов; режимы сварочного тока в зависимости от диаметра электродов и положения сварки; особые условия выполнения сварки; механические и специальные свойства металла шва или сварного соединения, не указанные в условном обозначении электродов; допустимое содержание влаги в покрытии перед использованием электродов; режим повторного прокаливания электродов, массу электродов в коробке или пачке.
Каждая партия электродов должна сопровождаться сертификатом, удостоверяющим соответствие электродов требованиям ГОСТ 9466-75* и стандарта или технических условий на электроды данной марки. В сертификате указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение электродов;
номер партии и дату изготовления;
массу нетто партии в килограммах;
массу проволоки электродных стержней с указанием обозначения стандарта или технических условий;
фактический химический состав наплавленного металла;
фактические значения показателей механических и специальных свойств металла шва, наплавленного металла или сварного соединения, являющихся приемо-сдаточными характеристиками электродов конкретной марки.
1.2. ГОСТ 2246-70* «Проволока стальная сварочная. Технические условия»
По назначению проволока подразделяется:
для сварки (наплавки);
для изготовления электродов (условное обозначение - Э).
Проволока для сварки выпускается следующих диаметров и предельных отклонений от них, мм: 0,3-0,005; 0,5-0,06; 0,8-0,07; 1,0-0,09; 1,2-0,09; 1,4-0,09; 1,5-0,09; 1,6-0,12; 2,0-0,12; 2,5-0,12; 3,0-0,12; 4,0-0,16; 5,0-0,16; 6,0-0,16; 8,0-0,20; 10,0-0,24; 12,0-0,24.
Овальность проволоки не должна превышать половины предельного отклонения по диаметру.
Поверхность сварочной проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, раковин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных пороков не должна превышать предельного отклонения по диаметру проволоки.
На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
Проволока с неомедненной поверхностью поставляется в мотках, размеры и масса которых приведены ниже.
|
Диаметр проволоки, мм |
Внутренний диаметр витков мотка проволоки, мм |
Масса проволоки, кг, не менее |
|
|
низкоуглеродистой |
легированной |
||
|
0,3 - 0,5 |
150 - 300 |
2 |
2 |
|
0,8 |
200 - 350 |
5 |
5 |
|
1,0 - 1,2 |
200 - 400 |
20 |
15 |
|
1,4 - 1,5 |
300 - 600 |
25 |
15 |
|
1,6 - 2,0 |
300 - 600 |
30 |
20 |
|
2,5 - 3,0 |
400 - 600 |
40 |
30 |
|
Допускается поставка мотков массой, уменьшенной до 50 % от указанной в объеме не более 10 % общей массы проволоки в партии. |
|||
По соглашению сторон проволока поставляется намотанной на катушки или в кассеты.
Проволока в мотках (катушках, кассетах) должна состоять из одного отрезка, свернутого неперепутанными рядами и плотно намотанного таким образом, чтобы исключить возможность распушивания или разматывания мотка. Концы проволоки должны быть легко находимы. Допускается контактная стыковая сварка отдельных кусков проволоки одной плавки.
Каждый моток должен быть плотно перевязан мягкой проволокой не менее чем в трех местах, равномерно расположенных по периметру мотка. Мотки проволоки одной партии допускается связывать в бухты. Масса бухты не должна превышать 80 кг. По согласованию с потребителем допускается масса бухт более 80 кг.
На каждом мотке (бухте, катушке, кассете) должен быть металлический ярлык, на котором должны быть указаны: наименование или товарный знак предприятия-изготовителя; условное обозначение проволоки; номер партии, клеймо ОТК.
Каждый моток (бухта, катушка) проволоки диаметром 0,5 мм и менее должен быть обернут слоем бумаги и упакован в плотный деревянный ящик по ГОСТ 18617-83* или другую тару по нормативно-технической документации. Каждый моток (бухта, катушка) проволоки диаметром свыше 0,5 мм должен быть обернут слоем бумаги, затем слоем полимерной пленки, нетканых материалов или ткани из химических волокон. При механизированной упаковке каждый моток проволоки должен быть упакован в крепированную бумагу или полимерную пленку с одновременным креплением проволокой. На каждый упакованный моток (бухту, катушку) поверх упаковки должен крепиться металлический ярлык, содержащий данные, приведенные выше.
Каждая партия проволоки должна сопровождаться сертификатом, удостоверяющим соответствие проволоки требованиям ГОСТ 2246-70*.
В сертификате должны быть указаны:
товарный знак предприятия-изготовителя;
условное обозначение проволоки;
номер плавки и партии;
состояние поверхности проволоки;
химический состав в %;
содержание ферритной фазы в %;
результаты испытаний на растяжение;
масса проволоки нетто в кг.
Проволока должна храниться в закрытом складском помещении.
1.3. ГОСТ 26271-84* «Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия»
По условиям применения порошковая проволока подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС), сварка которой осуществляется без дополнительной защиты.
В соответствии с допустимыми пространственными положениями сварки и условиями формирования сварного шва проволока подразделяется:
для нижнего положения - Н;
для нижнего, горизонтального (на вертикальной плоскости) - Г;
для нижнего, горизонтального, вертикального - В;
для всех положений - У;
для горизонтального положения с использованием принудительного формирования - ГП;
для вертикального положения с использованием принудительного формирования - ВП;
для всех положений с использованием принудительного формирования - УП.
Порошковая проволока подразделяется также на типы по величине предела текучести металла шва, на уровни в соответствии с температурой испытаний, при которой обеспечивается ударная вязкость металла шва не менее 35 Дж/см2, на категории А, В и С в соответствии с химическим составом наплавленного металла в части содержания углерода, серы и фосфора.
Проволока выпускается следующих диаметров и предельных отклонений от них, мм: 0,8 ± 0,03; 0,9 ± 0,03; 1,0 ± 0,03; 1,2 ± 0,05; 1,4 ± 0,05; 1,6 ± 0,05; 1,8 ± 0,08; 2,0 ± 0,08; 2,2 ± 0,08; 2,4 ± 0,10; 2,6 ± 0,10; 2,8 ± 0,10; 3,0 ± 0,12; 3,2 ± 0,12; 3,6 ± 0,12; 3,6 ± 0,12; 4,0 ± 0,15; 5,0 ± 0,15; 6,0 ± 0,15. По согласованию изготовителя с потребителем допускается изготовление проволоки с промежуточным значением величины диаметра. При этом предельное отклонение должно быть не выше допустимого для ближайшей большей установленной величины диаметра.
Условное обозначение порошковой проволоки состоит из следующих обозначений: марки; диаметра, мм; условия применения; типа; далее через дефис: категории по химическому составу; уровня по ударной вязкости; допустимого положения сварки; обозначения стандарта.
Обозначение марки проволоки должно начинаться индексом «ПП» (проволока порошковая), после чего через дефис ставятся буквенные или цифровые обозначения, указывающие шифр регистрации сварочного материала, принятый в отрасли организации-разработчика.
Пример условного обозначения порошковой проволоки марки ПП-АН3 диаметром 3,0 мм, самозащитой (ПС), по величине предела текучести металла шва типа 44, по химическому составу наплавленного металла категории А, обеспечивающей ударную вязкость металла шва не ниже 35 Дж/см2 при температуре минус 20 °С (2), для сварки в нижнем положении (Н):
ПП-АН3 3,0 ПС44-А2Н ГОСТ 26271-84.
Поверхность проволоки должна быть без вмятин, надрывов, без следов коррозии, масла и других загрязнений. Допускаются продольные риски и следы волочильной смазки.
Сварочно-технологические свойства проволоки проверяют наплавкой валика на пластину и сваркой таврового или стыкового соединений.
На поверхности валика или сварного шва не допускаются поры и трещины. Размеры и количество допускаемых внутренних дефектов на любом участке шва длиной 100 мм должны соответствовать приведенным в нижеследующей таблице.
|
Вид сварного соединения |
Размер одного дефекта, мм |
Допускаемое количество дефектов |
Суммарная приведенная площадь крупных, средних, мелких дефектов, мм2 |
||||
|
крупного |
среднего |
мелкого |
крупных |
крупных, средних (суммарно) |
крупных, средних, мелких (суммарно) |
||
|
не более |
|||||||
|
Стыковое |
2,0 |
1,4 |
0,5 |
4 |
9 |
13 |
15,0 |
|
Тавровое |
1,4 |
1,0 |
0,4 |
3 |
8 |
11 |
8,0 |
|
Примечание. Размеры и количество допускаемых внутренних дефектов для типа Д указываются в нормативно-технической документации на конкретные марки проволоки. |
|||||||
Порошковая проволока наматывается на катушки по ГОСТ 25445-82 или свертывается в мотки. Каждый моток должен состоять из одного отрезка проволоки, свернутого неперепутанными рядами и плотно увязанного таким образом, чтобы исключить распушивание или разматывание мотка. Наружный конец проволоки должен легко обнаруживаться. Размеры и масса мотков приведены в нижеследующей таблице.
|
Диаметр проволоки, мм |
Диаметр мотка, мм |
Масса мотка, кг |
||
|
внутренний, не менее |
наружный, не более |
не менее |
не более |
|
|
От 0,8 до 1,6 включ. |
150 |
450 |
3,0 |
15,0 |
|
Св. 1,8 до 2,2 включ. |
150 |
450 |
3,0 |
30,0 |
|
Св. 2, 4 до 3,6 включ. |
150 |
450 |
5,0 |
30,0 |
|
Св. 4,0 до 6,0 включ. |
300 |
600 |
10,0 |
80,0 |
Каждая партия проволоки должна сопровождаться документом о качестве, в котором указывают:
товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение проволоки;
номер партии;
результаты испытаний проволоки по ГОСТ 26271-84* и по нормативно-технической документации на конкретную марку проволоки;
массу нетто проволоки;
дату изготовления;
штамп технического контроля.
На каждом мотке (катушке) порошковой проволоки должен быть укреплен ярлык, на котором должны быть указаны: условное обозначение проволоки; номер партии; дата изготовления и штамп ОТК.
Мотки (катушки) проволоки должны быть обернуты в водонепроницаемую упаковочную бумагу по ГОСТ 8828-89 или помещены в мешки из полиэтиленовой пленки по ГОСТ 10354-82*. Упакованные мотки (катушки) должны быть уложены в металлические барабаны со сварными или закатными швами. Масса брутто упакованной проволоки должна быть от 20 до 130 кг. Допускается использовать другие виды упаковки, обеспечивающие сохранность проволоки. Для предупреждения увлажнения проволоки по требованию потребителя в каждое упаковочное место помещают силикагель в количестве 0,5 - 1 % от массы проволоки. Силикагель непосредственно перед укладкой должен быть просушен при температуре от 150 до 170 °С не менее 2 ч.
По согласованию изготовителя с потребителем допускается транспортировать мотки проволоки без упаковки в водонепроницаемую бумагу или полиэтиленовые мешки с обязательным разделением отдельных мотков круглой прокладкой диаметром, равным 0,8 диаметра барабана.
На обечайку каждого барабана должен быть наклеен ярлык, в котором указаны: товарный знак или наименование предприятия-изготовителя и товарный знак; условное обозначение проволоки; номер партии; масса нетто и брутто; дата изготовления; штамп технического контроля.
Гарантийный срок хранения порошковой проволоки в упаковке предприятия-изготовителя - 8 месяцев со дня изготовления.
1.4. ГОСТ 9087-81*Е «Флюсы сварочные плавленные. Технические условия»
Плавленные флюсы изготовляют следующих марок: АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, ОСЦ-45П, АН-8, АН-15М, АН-17М, АН-18, АН-20С, АН-20СМ, АН-20П, АН-22, АН-26С, АН-26СП, АН-26П, АН-42, АН-43, АН-47, АН-60, АН-65, ФЦ-9.
Флюсы должны поставляться в виде однородных зерен с регламентированным содержанием инородных частиц (нерастворившихся частиц сырьевых материалов, угля, графита, кокса, стружки, металлических частиц).
Во флюсах АН-348-А, АН-348АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-18 количество инородных частиц допускается не более 0,5 % от массы флюса, во флюсах АН-8, АН-15М, АН-17М, АН-20С, АН-20СМ, АН-20П, АН-22, АН-43, АН-47, АН-60, ФЦ-9 - не более 0,3 %, во флюсах АН-26С, АН-26СП, АН-26П, АН-42 - не более 0,1 %.
Цвет зерен флюса АН-348-А, АН-8 и АН-22 - желтый и коричневый всех оттенков.
Влажность флюсов марки АН-20С, АН-20П, АН-60 не должна превышать 0,05 %, марки АН-8 - 0,08 %, остальных марок - 0,10 % от массы флюса.
Флюс должен быть упакован в бумажные мешки по ГОСТ 2226-88* или другую тару, обеспечивающую сохранность его качества при транспортировании и выгрузке.
Масса нетто одной упаковочной единицы от 20 до 50 кг.
На каждой упаковочной единице должен быть ярлык, содержащий: наименование и товарный знак предприятия-изготовителя; марку флюса; массу нетто; номер партии; обозначение ГОСТ 9087-81; знак «Боится сырости».
Каждая партия флюсов должна сопровождаться документом о качестве, содержащим:
наименование и товарный знак предприятия-изготовителя;
марку флюса;
химический состав;
номер и массу партии;
дату изготовления;
обозначение стандарта.
1.5. Входной контроль и хранение сварочных материалов
При поступлении сварочных материалов на предприятие (центральный склад, склады подразделений и строительные площадки) производится проверка упаковки и тары на соответствие их требованиям нормативно-технической документации, а также проверка наличия сертификатов и требуемых в них данных.
Результаты проверки актируются по установленной на предприятии форме.
При отсутствии сертификатов на сварочные материалы, истечении гарантийного срока их хранения, наличии в ППСР или проекте конкретных требований к качеству сварочных материалов последние могут быть переданы в производство после проведения лабораторных исследований:
сварочная проволока - на химический состав;
наплавленный электродами металл (металл шва) - на химический состав и механические свойства.
При отсутствии сертификатов решение о пригодности газов (двуокиси углерода, аргона, гелия) для сварки неответственных конструкций или для поддува, где разрешаются марки низших сортов, принимает начальник сварочной лаборатории или ответственный работник службы главного сварщика (сварочного участка) с соответствующей отметкой в журнале входного контроля.
Результаты испытаний должны соответствовать требованиям соответствующих нормативно-технических документов.
В случае получения неудовлетворительных результатов по какому-либо виду испытаний, проводятся повторные испытания на удвоенном количестве образцов.
При получении неудовлетворительных результатов повторных испытаний сварочные материалы бракуются. Результаты повторных испытаний считаются окончательными.
Решение о применении сварочных материалов, не имеющих сертификаты, по результатам проведенных испытаний принимает начальник сварочной лаборатории или ответственный работник службы главного сварщика (сварочного участка) с соответствующей отметкой в журнале входного контроля.
Сварочные материалы на складах ОМТС, УПТК, сварочных участках должны храниться в сухих помещениях при относительной влажности воздуха не более 50 %.
Условия хранения сварочных материалов должны обеспечивать сохранность их от загрязнений, механических повреждений и коррозии.
Электроды должны храниться на стеллажах по маркам.
Каждый стеллаж должен иметь надпись с характеристикой находящихся на нем электродов (марка, диаметр, номер партии, дата выпуска и масса).
Сварочная проволока в бухтах должна храниться по маркам, плавкам, диаметрам. Бухты должны храниться в вертикальном положении с наклоном в сторону рядом стоящей.
Сварочные флюсы должны храниться по маркам и партиям в бумажных мешках или другой таре, обеспечивающей их сохранность от увлажнения и загрязнения. Флюс просыпанный и загрязненный из-за повреждения тары при транспортировании или хранении использовать в производстве запрещается.
Складские помещения и помещения для подготовки сварочных материалов должны быть оборудованы печами для прокалки электродов и флюсов с температурой до 500 °С и сушильными шкафами для сушки с температурой до 150 °С.
Сварочные материалы для сварки ответственных конструкций при 100 %-ном радиографическом и ультразвуковом контроле следует передавать на рабочие места в закрытой или герметичной таре.
В качестве такой тары применяются:
для электродов и сварочной проволоки (прутков) при ручной аргоно-дуговой сварке - герметичная тара (пенал) или упаковка по документации завода-изготовителя;
для проволоки в кассетах - упаковка из водонепроницаемого материала (полиэтиленовая пленка по ГОСТ 10354-82*, бумага упаковочная по ГОСТ 8828-89 и парафинированная по ГОСТ 9569-79* и т.д.);
для флюса - фляги с герметичной крышкой по ГОСТ 5037-97.
2. Подготовка сварочных материалов к сварке
Сварочные материалы перед сваркой ответственных конструкций, подвергаемых радиографическому или ультразвуковому контролю в объеме 25 % и более, следует проверять на технологические свойства независимо от наличия сертификата.
Сварочные материалы, предназначенные для сварки неответственных конструкций проверяют при отсутствии сертификата или при наличии в технических условиях соответствующих требований.
Технологические испытания и заварка образцов для лабораторных исследований проводятся при наличии соответствующего лабораторного оборудования, поверенных средств измерений, квалифицированными сварщиками, имеющими удостоверения согласно «Правил аттестации сварщиков», утвержденных Госгортехнадзором РФ.
Оценка технологических свойств сварочных материалов производится по стабильности горения дуги, качеству формирования валиков и шва, отсутствию недопустимых наружных дефектов при внешнем осмотре всей протяженности шва.
При неудовлетворительных результатах испытаний проводят повторные испытания удвоенного количества проб.
Перед проведением повторных испытаний флюса, электродов или сварочной проволоки (порошковой) проверяемые сварочные материалы необходимо прокалить. Результаты повторных испытаний являются окончательными.
По результатам испытаний начальник сварочной лаборатории или ответственный работник службы главного сварщика (сварочного участка) в журнале входного контроля указывает область применения испытанных партий сварочных материалов.
В случае неудовлетворительных результатов испытаний сварочные материалы в производство не допускаются.
2.1. Подготовка электродов
Электроды перед выдачей их в производство должны быть прокалены по режимам, указанным на маркировке упаковочной тары.
Срок хранения после прокалки электродов с основным покрытием, предназначенных для сварки сталей перлитного класса и высокохромистых сталей не должен быть более 5 суток, для остальных - 15 суток.
При большем сроке хранения электродов требуется их повторная прокалка.
Прокалку электродов не допускается производить более трех раз (не считая прокалки при их изготовлении).
При большем количестве прокалок электроды используются только для сварки неответственных конструкций или проводятся повторные технологические испытания.
Дата каждой повторной прокалки сварочных материалов должна быть проставлена в журнале учета прокалки сварочных материалов.
Технологические испытания электродов должны проводиться при сварке образцов по ГОСТ 9466-75*.
В процессе сварки технологической пробы сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
дуга должна легко возбуждаться и стабильно гореть;
покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
в металле шва, а также в металле, наплавленном предназначенными для сварки электродами, не должно быть трещин, надрывов и поверхностных пор.
При проверке сварочно-технических свойств электродов, предназначенных для сварки сталей, электродами контролируемой партии выполняют один односторонний сварной тавровый образец и один двусторонний сварной тавровый образец.
В случаях, установленных стандартами или техническими условиями на электроды конкретной марки, вместо одностороннего сварного таврового образца выполняют трубный сварной стыковой образец.
Трубные сварные стыковые образцы выполняют из двух отрезков труб, размеры которых приведены в нижеследующей таблице.
|
Диаметр проверяемых электродов, мм |
Наружный диаметр трубы, мм |
Толщина стенки трубы, S, мм |
Минимальная длина каждого из свариваемых отрезков труб, мм |
|
До 2,5 |
32 - 42 |
3,5 - 5,0 |
100 |
|
Св. 2,5 |
108 - 133 |
8,0 - 10,0 |
120 |
Конструктивные элементы подготовки кромок образцов под сварку и выполненных швов представлены на нижеследующих рисунках.
Сварку образцов для проверки сварочно-технологических свойств электродов следует производить с соблюдением режимов и условий, установленных стандартами или техническими условиями на электроды контролируемой марки, при температуре окружающего воздуха не ниже + 5 °С в следующих пространственных положениях:
в положении, указанном в паспорте или технических условиях - при выполнении односторонних сварных тавровых образцов;
в положении «нижнее в лодочку» - при выполнении двусторонних сварных тавровых образцов;
в неповоротном положении при горизонтальном расположении оси образца - при выполнении трубных сварных стыковых образцов.
Легкость возбуждения и стабильность горения дуги, равномерность плавления электродов и правильность формирования валиков шва, а также легкость удаления шлака контролируют наблюдением при сварке.
Контроль сварных соединений на отсутствие поверхностных трещин, надрывов и пор производят внешним осмотром с помощью лупы пятикратного увеличения.
Контроль внутренних дефектов в угловых швах тавровых образцов производят радиографическим методом по ГОСТ 7512-82*, или осмотром поверхностей излома по всей площади и измерением выявленных включений после разрушения образца по шву, или осмотром поверхности каждого слоя при последовательном снятии слоев металла шва; в стыковых соединениях труб - радиографическим методом или внешним осмотром при послойной проточке шва.
2.2. Подготовка сварочной проволоки
Сварочная проволока из углеродистых и легированных сталей, а также порошковая проволока перед выдачей в производство должна быть очищена от следов ржавчины, масла, окислов и других загрязнений, порублена на прутки для газовой сварки, намотана в кассеты.
Сварочную проволоку для газовой сварки следует хранить по маркам нарезанной на прутки длиной не более 1000 мм и связанной в пучки массой до 3 кг. Каждый пучок проволоки должен иметь маркировку с указанием марки и номера плавки. Рекомендуется наносить отличительную окраску с одной стороны на концы прутков проволоки на длине 15 - 20 мм. Окраску осуществляют окунанием торцов пучка в краску.
Если порошковая проволока хранилась в условиях высокой влажности или если это оговорено техническими условиями, перед сваркой ее подвергают прокалке при температуре 230 - 250 °С в течение 2 - 3 часов для удаления влаги и остатков волочильной смазки.
Технологические свойства порошковой проволоки проверяют по ГОСТ 26271-84* наплавкой валика на пластину размером 150×200 и толщиной 14 - 18 мм из стали Ст3пс или Ст3сп по ГОСТ 380-94 или из стали, для сварки которой предназначена проволока, с последующим визуальным контролем поверхности валика и сваркой таврового или стыкового соединений по ГОСТ 9466-75*.
2.3. Подготовка флюсов
Флюсы перед выдачей в производство должны быть прокалены по режимам, приведенным в ГОСТ 9087-81*, или по режимам, указанным в технических условиях.
|
Марка флюса |
Оптимальные режимы сушки |
|
|
Температура, °С |
Время, ч |
|
|
АН-348-А, АН-348-АМ, АН-348-В, ФЦ-9, АН-348-ВМ, ОСЦ-45М, АН-26С, АН-47 |
300 - 400 |
1 |
|
АН-18, АН-22, АН-8, АН-17М, АН-60, АН-20С, АН-20СМ, АН-20П, АН-43 |
400 - 450 |
2 |
|
АН-26П, АН-26СП |
500 - 600 |
2 |
|
АН-15М |
650 - 900 |
1 |
По истечении срока хранения после прокалки флюсы перед сваркой должны быть прокалены повторно по тому же режиму. Количество прокалок не ограничивается.
Дата каждой прокалки флюса и режим прокалки должны быть проставлены в журнале учета прокалки сварочных материалов.
После прокалки флюс следует хранить в герметичной таре (флягах) или в сушильном шкафу.
Эскизы и технические требования
ГОСТ 9466-75* «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия».
ГОСТ 9467-75* «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
ГОСТ 2246-70* «Проволока стальная сварочная. Технические условия».
ГОСТ 9087-81*Е «Флюсы сварочные плавленные. Технические условия».
ГОСТ 26271-84* «Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия».
Государственные стандарты и технические условия на сварочные материалы конкретных видов и марок.
ГОСТ 24297-87 «Входной контроль продукции. Основные положения».
ОСТ 95 10295-87 «Материалы сварочные. Порядок подготовки к сварке».
ГОСТ 16037-80* «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры».
Строительные нормы и правила, технические условия, содержащие требования к производству сварочных работ
Входной контроль качества сварочных материалов производится в соответствии с требованиями ГОСТ 24297-87 «Входной контроль продукции. Основные положения», требованиями государственных стандартов и технических условий на сварочные материалы конкретных видов и марок, требованиями ППСР и другой технологической документации, утвержденной в установленном порядке.
Входной контроль сварочных материалов должен включать в себя:
проверку наличия и содержания сопроводительной документации;
проверку маркировки, ярлыков, этикеток и соответствия поставленных сварочных материалов данным сопроводительной документации и требованиям проекта;
проверку сохранности упаковки и тары;
внешний осмотр сварочных материалов с целью проверки соответствия показателей внешнего вида требованиям стандартов и технических условий;
проверку технологических свойств сварочных материалов.
Сварочные материалы подлежат строгому учету, надлежащему хранению и подготовке к сварочным работам. Технические требования к сварочным материалам и процессу их подготовки к сварке изложен в СОКК «Подготовка сварочных материалов».
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие и содержание сопроводительных документы на сварочные материалы (сертификаты, документы о качестве), маркировку, этикетки, сохранность упаковки; соответствие полученных материалов требованиям НТД; - подготовку сварочных материалов (технологические испытания, прокалку электродов и проволоки, очистку проволоки, намотку в кассеты и т.д.); - наличие проекта производства сварочных работ, технологических карт и схем операционного контроля; - квалификацию сварщиков; - подготовку рабочего места сварщика, наличие инвентарного помещения для обогрева или тепляка (в зимних условиях производства сварочных работ на строительной площадке); наличие и исправность сварочного оборудования; |
Сертификаты, документы о качестве. Журналы: учета результатов входного контроля, учета поступления, учета прокалки. ППР, ППСР, технологические карты схемы операционного контроля качества |
|
- подготовку свариваемых поверхностей (очистку их от загрязнений, размеры разделки кромок, зачистку кромок и прилегающих к ним поверхностей); - сборку труб для сварки, правку плавных вмятин на концах труб, величину смещения кромок труб, смещение швов смежных труб, величину зазоров между трубами, число прихваток. |
Журнал сварочных работ |
|
|
Сварка стальных трубопроводов |
Контролировать: - соблюдение заданного технологической документацией режима сварки, технику сварки и качество сварных швов, очистку сварных швов от шлака и брызг металла, окалины и других загрязнений; |
Журнал сварочных работ |
|
- результаты проверки стыков физическими методами или механическими испытаниями; - технологию подварки дефектных участков сварного шва и качество исправленных швов; - наличие на швах личного клейма сварщика; - восстановление цинкового покрытия труб. |
Акты (протоколы) испытаний |
|
|
Приемка |
Проверить: - соответствие конструкции, внешнего вида и размеров сварных соединений требованиям технологических карт и нормативных документов. |
Журнал сварочных работ Общий журнал работ |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: мастер (бригадир), контролеры ОТК, работники лаборатории сварки - в процессе выполнения работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: отдел технического контроля, прораб (мастер) КИП - штангенциркуль, микрометр, линейка металлическая, ДУК-66П (ДУК-66ПМ), УЗД МВТУ, Арматура, Гаммарид-25М, Гаммарид-192/120, Мира-1Д (2Д, 3Д) и др. |
||
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - С2
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 5 мм и минимальном наружном диаметре трубы 25 мм. Газовая сварка (Г) допускается при толщине стенки трубы 1 - 3 мм и максимальном наружном диаметре 150 мм.
Дуговая сварка под флюсом (Ф) допускается при толщине стенки трубы 4 - 6 мм и минимальном наружном диаметре 133 мм.
|
|
|
||||||||
|
Способ сварки |
S |
b |
e |
|
Способ сварки |
S |
b |
e |
g |
|
ЗП Р |
2,0 |
0,5+0,5 |
4+2 |
|
Г |
1,0 - 1,6 |
0,5 ± 0,3 |
3+1 |
0,5+0,5 |
|
3,0 |
1,0+0,5 |
4+2 |
|
2,0 - 3,0 |
1,0 ± 0,5 |
4+2 |
1,0 ± 0,5 |
||
|
4,0 - 5,0 |
1,5+0,5 |
4+2 |
|
|
|
|
|
|
|
|
Ф |
4,0 |
1,5+0,5 |
8+2 |
|
|
|
|
|
|
|
6,0 |
1,5+0,5 |
10+2 |
|
|
|
|
|
|
|
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ НА СЪЕМНОЙ ПОДКЛАДКЕ - С4
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом.
(ЗП) допускается при толщине стенки трубы 2 - 3 мм (Р) и 2 - 4 мм (ЗП) и минимальном наружном диаметре 25 мм.
|
Способ сварки |
S = 81 |
|
Р |
2 - 3 |
|
ЗП |
2 - 4 |
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ НА ОСТАЮЩЕЙСЯ ЦИЛИНДРИЧЕСКОЙ - С5
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 3 мм и минимальном наружном диаметре 25 мм
S = S1 = 2 - 3
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ - С8
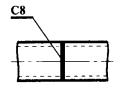
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 - 20 мм и минимальном наружном диаметре труб 25 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
20 |
|
b, мм |
1+0,5 |
2+0,5 |
2+1,0 |
||||||||||
|
с, мм |
0,5+05 |
1,0 ± 0,5 |
|||||||||||
|
е, мм |
8+2 |
10+2 |
11+2 |
12+2 |
13+3 |
14+3 |
16+4 |
18+4 |
20+4 |
22+5 |
25+5 |
27+5 |
29+7 |
|
g, мм |
|
|
|||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ СО СКОСОМ ОДНОЙ КРОМКИ ОДНОСТОРОННИМ ШВОМ НА ОСТАЮЩЕЙСЯ ЦИЛИНДРИЧЕСКОЙ ПОДКЛАДКЕ
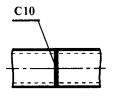
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 20 мм и минимальном наружном диаметре трубы 25 (ЗП) и 57 (Р) мм.
|
S = S1, мм |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
20 |
|
b, мм |
2+2 |
4 ± 1 |
|
|||||||||||
|
е, мм |
9+2 |
10+2 |
11+2 |
12+3 |
13+3 |
14+4 |
16+4 |
18+4 |
19+4 |
21+5 |
23+6 |
26+6 |
28+6 |
31+7 |
|
g, мм |
|
|
||||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ СО СКОСОМ КРОМОК ОДНОСТОРОННИМ ШВОМ - С17
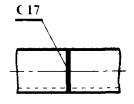
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (3П) допускается при толщине стенки трубы 3 - 20 мм и минимальном наружном диаметре трубы 25 мм. Газовая сварка (Г) допускается при толщине стенки трубы 3 - 7 мм и наружном диаметре труб 14 - 150 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
||
|
b, мм |
1+0,5 |
1,5+0,5 |
2,0+1,0 |
2,0+1,5 |
||||||||||
|
с, мм |
0,5+0,5 |
1,0 ± 0,5 |
1,5 ± 0,5 |
|||||||||||
|
е, мм |
7+2 |
8+2 |
9+2 |
11+2 |
12+3 |
13+3 |
16+4 |
18+4 |
21+4 |
23+6 |
26+6 |
28+6 |
||
|
g, мм |
|
|
||||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ СО СКОСОМ КРОМКИ ОДНОСТОРОННИМ ШВОМ НА СЪЕМНОЙ ПОДКЛАДКЕ - С18
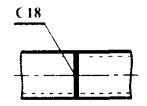
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 40 мм и минимальном наружном диаметре трубы 25 мм.
|
S = S1, мм |
2 |
3 - 4 |
5 |
6 - 8 |
9 - 10 |
12 |
14 |
16 |
18 |
20 |
25 - 30 |
35 - 40 |
|
b, мм |
2+1,0 |
|
4+1 |
6 ± 1,0 |
||||||||
|
е, мм |
7+2 |
8+2 |
10+2 |
13+3 |
15+3 |
18+3 |
22+4 |
24+4 |
26+5 |
29+5 |
39+7 |
50+7 |
|
g, мм |
|
|
||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЫ С ТРУБОЙ ИЛИ С АРМАТУРОЙ СО СКОСОМ КРОМОК ОДНОСТОРОННИМ ШВОМ НА ОСТАЮЩЕЙСЯ ЦИЛИНДРИЧЕСКОЙ ПОДКЛАДКЕ - С19
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 20 мм и минимальном наружном диаметре 25 мм.
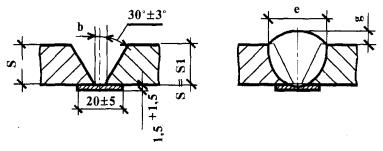
|
S = S1, мм |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
|
b, мм |
2+1,0 |
|
5 ± 1,0 |
||||||||||
|
е, мм |
7+2 |
8+2 |
9+2 |
10+2 |
12+3 |
13+4 |
14+4 |
16+5 |
18+5 |
23+6 |
25+8 |
27+8 |
30+8 |
|
g, мм |
|
|
|||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ СЕКТОРОВ КОЛЕН (ОТВОДОВ) СО СКОСОМ КРОМОК ДВУСТОРОННИМ ШВОМ - С54
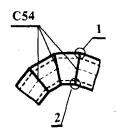
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 - 25 мм и минимальном наружном диаметре трубы 108 мм.
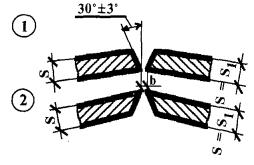
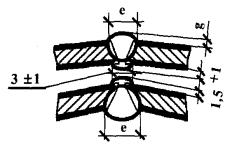
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
25 |
|
b, мм |
|
|
|
||||||||||||
|
е, мм |
8+2 |
9+2 |
10+2 |
12+3 |
13+4 |
14+4 |
16+4 |
18+5 |
20+5 |
22+5 |
24+6 |
26+6 |
28+6 |
30+7 |
32+7 |
|
g, мм |
|
|
|||||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ СЕКТОРОВ КОЛЕН (ОТВОДОВ) СО СКОСОМ КРОМОК ОДНОСТОРОННИМ ШВОМ НА СЪЕМНОЙ ПОДКЛАДКЕ - С55
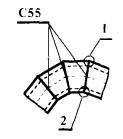
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 - 25 мм и минимальном наружном диаметре трубы 108 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
24 |
25 |
|
b, мм |
|
|
|
||||||||||||
|
е, мм |
8+2 |
9+2 |
10+2 |
12+3 |
13+4 |
14+4 |
16+4 |
18+5 |
20+5 |
22+5 |
24+6 |
26+6 |
28+6 |
30+7 |
32+7 |
|
g, мм |
|
|
|||||||||||||
СТЫКОВОЕ СОЕДИНЕНИЕ ФЛАНЦА С ТРУБОЙ С ДВУМЯ НЕСИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК ДВУСТОРОННИМ ШВОМ - С56
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 3 - 40 мм и минимальном наружном диаметре трубы 70 мм.
|
S = S1, мм |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
25 - 30 |
35 - 40 |
|
b, мм |
|
|
||||||||||||
|
е, мм |
5+2 |
7+2 |
8+2 |
9+2 |
10+3 |
12+3 |
14+4 |
16+4 |
20+6 |
22+6 |
24+8 |
26+8 |
35+8 |
48+8 |
|
g, мм |
|
|
|
|||||||||||
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ ТРУБ С РАЗДАЧЕЙ ОДНОГО КОНЦА ТРУБЫ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - Н3
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенок трубы 2 - 20 мм и минимальном наружном диаметре трубы 14 мм (ЗП) и 25 мм (Р).
Газовая сварка (Г) допускается при толщине стенки трубы 1,6 - 7 мм и наружном диаметре труб 14 - 150 мм.
В, не более: 30 мм - при Dн до 32 мм включ.; 40 мм - при Dн св. 32 до 108 мм включ.; 50 мм при Dн свыше 108 мм.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ ТРУБ МУФТОЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ДВОЙНЫМ ШВОМ - Н4
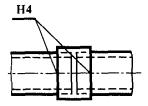
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенок трубы 2 - 20 мм и минимальном наружном диаметре трубы 14 мм (ЗП) и 25 мм (Р).
Газовая сварка (Г) допускается при толщине стенки трубы 1,6 - 7 мм и наружном диаметре трубы 14 - 150 мм. Муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять муфты из сталей марок 10 и 20 по ГОСТ 1050-88*.
Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
К = 1,3S + 1
l ± 5 мм: 40 мм при Dн менее 32 мм;
50 мм при Dн свыше 32 до 108 мм включительно;
60 мм при Dн более 108 мм.
УГЛОВОЕ СОЕДИНЕНИЕ ФЛАНЦА ИЛИ КОЛЬЦА С ТРУБОЙ БЕЗ СКОСА КРОМОК ДВУСТОРОННИМ ШВОМ - У5
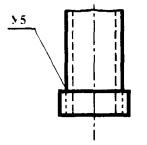
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенок трубы 2 - 15 мм и минимальном наружном диаметре трубы 14 мм.
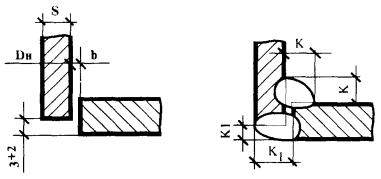
S = 2 - 15 мм
b не более:
0,5 мм при Dн до 45 вкл.;
1,0 мм при Dн св. 45 до 194 мм вкл.;
1,5 мм при Dн св. 194 мм.
К = S+1 мм.
К1 = S - при S до 3 мм вкл.;
К1 = 3 - при S свыше 3.
УГЛОВОЕ СОЕДИНЕНИЕ ОТРОСТКА, ОТВЕТВИТЕЛЬНОГО ШТУЦЕРА ИЛИ ПРИВАРЫША С ТРУБОЙ БЕЗ СКОСА КРОМОК ОДНОСТОРОННИМ ШВОМ - У17, У18
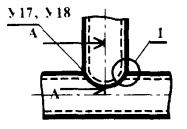
Ручная дуговая сварка (Р) и дуговая сварка в защитном газе плавящимся электродом (ЗП) допускается при толщине стенки трубы 2 - 20 мм (У17) и 2 - 25 мм (У18) и минимальном наружном диаметре трубы 14 мм (ЗП) и 25 мм (Р).
Газовая сварка (Г) допускается при толщине стенки трубы 1 - 7 мм и наружном диаметре трубы 14 - 150 мм.
В угловом соединении У18 размеры е и g в сечении А - А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
Размер b - не более 1 мм для (Г); не более 2 мм для (Р и ЗП). Размер К = 1,3 толщины более тонкой детали.
Угловое соединение У17 применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
b не более 1 мм для (Г) и не более 2 мм для (Р и ЗП); К = 1,3 толщины более тонкой детали.
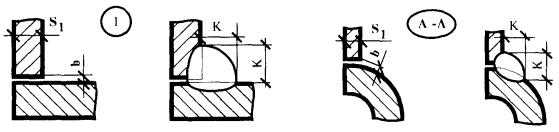
Угловое соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5.

Сварку стальных трубопроводов (в заготовительном производстве и на строительной площадке) следует производить в соответствии с требованиями соответствующих государственных и отраслевых стандартов, строительных норм и правил, технических условий на конкретные узлы и соединения, проекта производства работ, проекта производства сварочных работ, технологических карт на сварочные работы и другой технологической документации, утвержденной в установленном порядке.
Сварку должны выполнять электросварщики, имеющие удостоверение на право производства сварочных работ, выданное в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
Руководство сварочными работами должен осуществлять квалифицированный специалист, имеющий документ о специальном образовании или подготовке в области сварки.
Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной (пробный) стык в присутствии мастера-контролера или инженера сварочной лаборатории.
Сварка допускных (пробных) стыков производится в следующих случаях:
если сварщик впервые приступает к сварке стальных трубопроводов или имеет перерыв в работе по сварке свыше: 6 месяцев (трубопроводы отопления, водоснабжения и канализации; 2 месяцев (технологические трубопроводы); одного календарного месяца (газопроводы);
если осуществляется сварка труб из новых для данного сварщика марок сталей;
если применяются новые для данного сварщика марки сварочных материалов (электродов, сварочной проволоки, флюсов);
если меняется технология сварки.
Допускной (пробный) стык должен быть однотипным с производственным.
Допускной (пробный) стык подвергается:
внешнему осмотру на соответствие требованиям СНиП 3.05.01-85, ГОСТ 16037-80*, СНиП 3.05.03-85, СНиП 3.05.04-85*, СНиП 3.05.05-84;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82*;
механическим испытаниям в соответствии с требованиями ГОСТ 6996-66*.
При неудовлетворительных результатах контроля допускного стыка:
внешним осмотром - стык бракуется и дальнейшему контролю не подлежит;
физическими методами или механическими испытаниями - проверка повторяется на удвоенном числе стыков.
В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и должен пройти дополнительную практику по сварке, после чего сварить новый допускной стык, подлежащий испытаниям в соответствии с вышеприведенными требованиями.
Сварку стальных труб следует производить любым способом, регламентированным стандартами.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037-80*.
Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой марки Св-15ГСТЮЦА с Се по ГОСТ 2246-70* диаметром 0,8 - 1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием, если применение других сварочных материалов не согласовано в установленном порядке.
Соединение оцинкованных стальных труб, деталей и узлов сваркой при монтаже и на заготовительном предприятии следует выполнять при условии обеспечения местного отсоса токсичных выделений или очистки цинкового покрытия на длину 20 - 30 мм со стыкуемых концов труб с последующим покрытием наружной поверхности сварного шва и околошовной зоны краской, содержащей 94 % цинковой пыли (по массе) и 6 % синтетических связующих веществ (полистерина, хлорированного каучука, эпоксидной смолы).
При сварке стальных труб, деталей и узлов следует выполнять требования ГОСТ 12.3.003-86*.
Соединение стальных труб (неоцинкованных и оцинкованных), а также их деталей и узлов диаметром условного прохода до 25 мм включительно на объекте строительства следует производить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от попадания брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаваренных кратеров, а также пережогов и подтеков наплавленного металла.
Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80*.
Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При сборке и сварке труб без подкладного кольца смещение кромок внутри трубы не должно превышать:
для трубопроводов тепловых сетей, на которые распространяются требования Правил Госгортехнадзора СССР - в соответствии с этими требованиями;
для других трубопроводов - 20 % толщины стенки трубы, но не более 3 мм.
Для стыковых соединений, собираемых и свариваемых на остающемся подкладном кольце, зазор между кольцом и внутренней поверхностью трубы не должен превышать 1 мм.
Сборку труб диаметром свыше 100 мм, изготовленных с продольным швом следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный шов сварен с двух сторон, смещение этих швов можно не производить.
Соединение концов стыкуемых труб при величине зазора между ними более допустимого следует выполнять вставкой «катушки» длиной не менее 200 мм.
Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
Сборку стыков труб под сварку следует производить с помощью монтажных центровочных приспособлений.
Правка плавных вмятин на концах труб и подгонка кромок с помощью домкратов, роликовых опор и других средств для трубопроводов тепловых сетей, на которые не распространяются требования Правил Госгортехнадзора РФ, допускается, если их глубина не превышает 3,5 % диаметра трубы. Участки труб с вмятинами большей глубины или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной от 5 до 10 мм следует обрезать или исправлять наплавкой.
При сборке стыка с помощью прихваток число их для труб диаметром до 100 мм должно быть 1 - 2, для труб диаметром свыше 100 до 426 мм - 3 - 4.
Прихватки должны быть расположены равномерно по периметру стыка. Протяженность одной прихватки для труб диаметром до 100 мм - 10 - 20 мм, диаметром свыше 100 до 426 мм - 20 - 40 мм. Высота прихватки должна быть при толщине стенки трубы 8 до 10 мм - (0,6 - 0,7) S, но не менее 3 мм, при большей толщине стенки - 5 - 8 мм.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
Сварку трубопроводов тепловых сетей, на которые не распространяются требования Правил Госгортехнадзора, допускается производить без подогрева свариваемых стыков:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенки труб), а также труб из низколегированной стали с толщиной стенки не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенки свыше 10 мм.
При более низкой температуре окружающего воздуха сварку следует производить в специальных кабинах, в которых температура воздуха в районе свариваемых стыков должна поддерживаться не ниже указанной.
Разрешается производить сварочные работы на открытом воздухе при подогреве свариваемых концов труб на длине не менее 200 мм от стыка до температуры не ниже 200 °С. После окончания сварки должно быть обеспечено постепенное понижение температуры стыка и прилегающей к нему зоны труб путем укрывания их асбестовым полотном или применения другого способа.
Сварка при отрицательной температуре воздуха трубопроводов тепловых сетей, на которые распространяются требования Правил Госгортехнадзора, должны выполняться с соблюдением требований Правил.
При дожде, ветре и снегопаде сварочные работы могут выполняться только при условии защиты сварщика и места сварки.
Сварку оцинкованных труб следует выполнять в соответствии со СНиП 3.05.01-85.
При контроле качества сварных соединений стальных трубопроводов должен выполняться операционный контроль качества сборки и сварки в соответствии с требованиями СНиП 3.01.01-85* и требованиями технологических карт на сварочные операции (или другой технологической документации), утвержденных в установленном порядке.
В процессе операционного контроля должны проверяться соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, подготовки кромок, величины зазоров, числа прихваток, технологии и режима сварки, качества прихваток и сварного шва.
Все сварные стыки подлежат внешнему осмотру и измерению. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если:
отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаваренные кратеры и свищи;
отсутствуют отступления от допускаемых размеров и формы шва;
отсутствуют смещения кромок, превышающие допускаемые размеры;
отсутствуют западания между валиками; выходящие на поверхность поры; непровары и провисания в корне шва (при возможности осмотра стыка изнутри трубы).
СНиП 3.05.03-85 для сварных стыков тепловых сетей допускает наличие объемных включений и западаний между валиками, а также непроваров, вогнутости и превышений проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца, размеры и количество которых приведено в нижеследующих таблицах.
|
Дефект сварного шва в трубопроводах тепловых сетей (СНиП 3.05.03-85) |
Максимально допустимый линейный размер дефекта, мм |
Максимально допустимое число дефектов на любые 100 мм шва |
|
Объемное включение округлой или удлиненной формы при номинальной толщине стенки или меньшем катете шва, мм: |
|
|
|
до 5,0 |
0,8 |
2 |
|
св. 5,0 до 7,5 |
0,8 |
3 |
|
св. 7,5 до 10,0 |
1,0 |
4 |
|
Западание (углубление между валиками и чешуйчатое строение шва при номинальной толщине стенки или меньшем катете шва, мм: |
|
|
|
до 15,0 |
1,5 |
не ограничивается |
|
св. 15,0 |
2,0 |
то же |
|
Трубопроводы, на которые Правила Госгортехнадзора |
Дефект сварного шва тепловых сетей |
Максимально допустимая высота (глубина), % от номинальной толщины стенки |
Максимально допустимая суммарная длина по периметру стыка |
|
Распространяются |
Вогнутость и непровар в корне шва |
10, но не более 2 мм |
20 % периметра |
|
Превышение проплава |
20, но не более 2 мм |
То же |
|
|
Не распространяются |
Вогнутость, превышение проплава и непровар в корне шва |
10 |
1/3 периметра |
Стыки, не удовлетворяющие вышеперечисленным требованиям, подлежат исправлению и повторному контролю качества или удалению.
Проверке качества сварных швов физическими методами контроля подвергаются:
трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10 - 20 кгс/см2) в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на одного сварщика);
трубопроводы тепловых сетей, на которые распространяются требования Правил Госгортехнадзора, наружным диаметром до 465 мм - в объеме, предусмотренном этими Правилами;
трубопроводы тепловых сетей, на которые не распространяются требования Правил Госгортехнадзора, наружным диаметром до 465 мм - в объеме не менее 3 % (но не менее двух стыков) общего числа однотипных стыков, выполненных каждым сварщиком; в случае проверки сплошности сварных соединений с помощью магнитографического контроля 10 % общего числа стыков, подвергнутых контролю, должно быть проверено, кроме того, радиографическим методом.
Сварные стыки, изготовленные в условиях строительной площадки, отбираются для проверки физическими методами в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
Сварные швы следует браковать, если при проверке физическими (неразрушающими) методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78* для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 периметра стыка;
поры и включения сварных швов трубопроводов тепловых сетей, на которые распространяются требования Правил Госгортехнадзора, размеры которых не превышают значений, приведенных в нижеследующей таблице.
|
Номинальная толщина стенки трубы, мм |
Предельно допустимые размеры пор и включений, мм |
Суммарная длина пор и включений на любые 100 мм шва, мм |
|||||
|
отдельных |
скоплений |
цепочек |
|||||
|
ширина (диаметр) |
длина |
ширина (диаметр) |
длина |
ширина (диаметр) |
длина |
||
|
До 2,0 |
0,5 |
2,0 |
0,8 |
2,0 |
0,5 |
3,0 |
4,0 |
|
Св. 2,0 до 3,0 |
0,6 |
2,5 |
1,0 |
2,5 |
0,6 |
4,0 |
6,0 |
|
Св. 3,0 до 5,0 |
0,8 |
3,5 |
1,2 |
3,5 |
0,8 |
5,0 |
10,0 |
|
Св. 5,0 до 8,0 |
1,2 |
4,0 |
2,0 |
4,0 |
1,2 |
6,0 |
15,0 |
|
Св. 8,0 до 11,0 |
1,5 |
5,0 |
2,5 |
5,0 |
1,5 |
8,0 |
20,0 |
|
Св. 11,0 до 14,0 |
2,0 |
5,0 |
3,0 |
5,0 |
2,0 |
8,0 |
20,0 |
|
Св. 14,0 до 20,0 |
2,5 |
6,0 |
4,0 |
6,0 |
2,5 |
9,0 |
25,0 |
Допустимыми дефектами сварных швов по результатам ультразвукового контроля считаются дефекты, измеряемые характеристики и число которых не превышает значений, приведенных в нижеследующей таблице. При этом крупным считается дефект, условная протяженность которого превышает 5,0 мм при толщине стенки до 5,5 мм и 10 мм при толщине стенки свыше 5,5 мм. Если условная протяженность дефекта не превышает указанных значений, он считается мелким.
При электродуговой сварке без подкладного кольца при одностороннем доступе к шву допускается суммарная условная протяженность дефектов, расположенных в корне шва, до 1/3 периметра трубы.
Уровень амплитуды эхо-сигнала от измеряемого дефекта не должен превышать уровень амплитуды эхо-сигнала от соответствующего искусственного углового отражателя («зарубки») или эквивалентного сегментного отражателя.
|
Номинальная толщина стенки трубы, мм |
Размер искусственного углового отражателя («зарубки»), мм S мм |
Допустимая условная длина отдельного дефекта, мм |
Число дефектов на любые 100 мм шва |
|
|
крупных и мелких суммарно |
крупных |
|||
|
От 4,0 до 8,0 |
2,0 S 1,0 |
10,0 |
7 |
2 |
|
Св. 8,0 до 14,5 |
2,5 S 2,0 |
20,0 |
8 |
3 |
|
Св. 14,5 до 20,0 |
3,5 S 2,0 |
20,0 |
8 |
3 |
При выявлении физическими (неразрушающими) методами контроля недопустимых дефектов в сварных швах трубопроводов, на которые распространяются требования Правил Госгортехнадзора, должен производиться повторный контроль качества швов, установленный этими Правилами, а в сварных швах трубопроводов, на которые не распространяются требования Правил, в т.ч. трубопроводов водоснабжения и канализации, должен производиться повторный контроль удвоенного числа швов по сравнению с указанным выше.
В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если:
для трубопроводов водоснабжения и канализации - суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78 для 7-го класса;
для трубопроводов тепловых сетей - размеры выборки после удаления дефектного участка не превышают значений, указанных в нижеследующей таблице.
Сварные стыки, в швах которых для исправления дефектного участка требуется произвести выборку размерами более допускаемых, должны быть полностью удалены.
|
Глубина выборки, % номинальной толщины стенки свариваемых труб (расчетной высоты сечения шва) |
Длина, % номинального наружного периметра трубы (патрубка) |
|
До 25 |
Любая |
|
Св. 25 до 50 |
Не более 50 |
|
Св. 50 |
Не более 25 |
|
Примечание: при исправлении в одном соединении нескольких участков их суммарная протяженность может превышать вышеуказанную не более чем в 1,5 раза при тех же нормах по глубине. |
|
Исправление дефектов следует производить дуговой сваркой.
Подрезы следует исправлять наплавкой ниточных валиков шириной (высотой) не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
Все исправленные участки сварных стыков должны быть проверены внешним осмотром, радиографической или ультразвуковой дефектоскопией.
Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
Для соединения труб следует применять дуговую (ручную, автоматическую под флюсом) и газовую сварку.
Типы, конструктивные элементы и размеры сварных соединений стальных газопроводов должны соответствовать ГОСТ 16037-80 и требованиям данного документа.
Конструктивные размеры разделки кромок при соединении труб и деталей одинакового наружного диаметра с развой толщиной стенок должны соответствовать требованиям СНиП III-42-80.
Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S - наименьшая из толщин стенок свариваемых труб, мм.
Применение сварочных материалов (электродов, сварочной проволоки и флюсов) допускается только при наличии сертификатов заводов-изготовителей.
Перед применением сварочные материалы следует проверить внешним осмотром на их соответствие требованиям ГОСТ (ТУ). При обнаружении дефектов (обсыпка защитой обмазки электродов и их увлажнение, коррозия сварочной проволоки) применение этих материалов не допускается.
Перед сборкой под сварку стальных труб необходимо:
очистить их внутреннюю полость от возможных засорений (грунта, льда, снега, воды, строительного мусора, отдельных предметов и др.);
проверить геометрические размеры разделки кромок, выправить плавные вмятины на концах труб глубиной до 3,5 % наружного диаметра трубы;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
Концы труб, имеющие трещины, надрывы, забоины, задиры фасок глубиной более 5 мм, следует обрезать.
При температуре воздуха ниже минус 5 °С правка концов труб без их подогрева не допускается.
Сборку труб под сварку следует выполнять на инвентарных подкладках с применением центраторов и других приспособлений.
Для закрепления труб в зафиксированном под сварку положении электродами, применяемыми для сварки корневого шва стыка, следует выполнять равномерно расположенные по периметру стыка прихватки в количестве, шт.:
для труб диаметром до 80 мм включительно - 2;
для труб диаметром св. 80 мм до 150 мм включительно - 3;
для труб диаметром св. 150 мм до 300 мм включительно - 4;
для труб диаметром св. 300 мм - через каждые 250 мм.
Высота прихватки должна составлять 1/3 толщины стенки трубы, но не менее 2 мм; длина каждой прихватки - 20 - 30 мм при диаметре стыкуемых труб до 50 мм включ.; 50 - 60 мм - при диаметре стыкуемых труб более 50 мм.
Ручную дуговую сварку неповоротных и поворотных стыков труб при толщине стенок до 6 мм следует выполнять не менее чем в два слоя, а при толщине стенок более 6 мм - не менее чем в три слоя. Каждый слой шва перед наложением последующего должен быть тщательно очищен от шлака и брызг металла.
Газовая сварка ацетиленом допускается для газопроводов условным диаметром не более 150 мм, с толщиной стенок до 5 мм включительно со скосом кромок, с толщиной стенок до 3 мм включительно без скоса кромок. Газовую сварку следует производить в один слой.
Газовая сварка с применением пропан-бутановой смеси допускается только для газопроводов давлением до 0,005 МПа (0,05 кгс/см2) включительно условным диаметром не более 150 мм с толщиной стенки до 5 мм включительно.
Автоматическую дуговую сварку под флюсом следует выполнять по первому слою, сваренному ручной дуговой сваркой (теми же электродами, которыми прихватывались стыки), или полуавтоматической (автоматической) сваркой в среде углекислого газа.
Сборку под сварку труб с односторонним продольным швом следует производить со смещением швов в местах стыковки труб не менее чем на:
15 мм ... для труб диаметром до 50 мм;
50 мм ... для труб диаметром от 50 до 100 мм;
100 мм ... для труб диаметром свыше 100 мм.
При сборке под сварку труб, у которых заводские швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Приварка патрубков ответвлений в местах расположения поперечных (кольцевых) сварных швов основного газопровода не допускается. Расстояние между поперечным швом газопровода и швом приварки к нему патрубка должно быть не менее 100 мм.
На внутренних газопроводах, а также в ГРП и ГРУ при врезках ответвлений диаметром до 50 мм включ. (в том числе импульсных линий) расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
Сварочные работы на открытом воздухе во время дождя, снегопада, тумана и при ветре скоростью свыше 10 м/с можно выполнять только при обеспечении защиты места сварки от влаги и ветра.
Необходимость предварительного подогрева стыков следует определять в зависимости от марки стали свариваемых труб, подразделяющихся на следующие группы:
I - трубы из спокойных (сп) и полуспокойных (пс) сталей марок: Ст1, Ст2, Ст3, Ст4 по ГОСТ 380-88*; 08, 10, 15 и 20 по ГОСТ 1050-88*;
II - трубы из кипящих (кп) сталей марок: Ст1, Ст2, Ст3, Ст4 по ГОСТ 380-88*;
III - трубы из низколегированных сталей марок: 09Г2С, 17Г1С, 14ХГС и др. по ГОСТ 19281-89*; марки 10Г2 по ГОСТ 4543-71*.
Предварительный подогрев стыков следует производить при сварке труб с толщиной стенки от 5 до 10 мм включительно электродами с рутиловым или целлюлозным покрытием при температуре наружного воздуха ниже минус 20 °С - для труб I и II труппы, ниже минус 10 °С - для труб III группы. Минимальная температура подогрева должна составлять 100 °С и измеряться на расстоянии 5 - 10 мм от кромки трубы.
Для дуговой сварки труб следует применять следующие типы электродов по ГОСТ 9467-75*, ГОСТ 9466-75*:
Э42-Ц, Э46-Ц диаметром 3,0; 3,25; 4,0 мм с целлюлозным покрытием - для сварки корневого слоя шва труб I - III групп;
Э42А, Э42Б, Э46А, Э46Б, Э50А, Э50Б диаметром 2,5; 3,0; 3,25 мм с основным покрытием - для сварки корневого слоя шва труб I и III групп;
Э42А, Э42Б, Э46А, Э46Б, Э50А, Э50Б диаметром 3,25 и 4,0 мм с основным покрытием - для сварки заполняющих и облицовочного слоев шва труб I и III групп;
Э42-Р, Э46-Р с рутиловым покрытием - для сварки всех слоев шва труб I и II групп (постоянным током);
Э42-Р с рутиловым покрытием - для сварки всех слоев шва труб I и II групп (переменным током).
Сварочную проволоку и флюсы следует подбирать по ГОСТ 2246-70* и ГОСТ 9087-81*Е соответственно в зависимости от группы свариваемых труб в следующих сочетаниях:
для труб I и II группы - СВ-08 и АН-348-А, СВ-08А и АНЦ-1 (ТУ 108.1424-86), СВ-08ГА и АН-47;
для труб III группы - СВ-08ГА и АН-348-А, АНЦ-1 (ТУ 108.1424-86), АН-47.
При дуговой сварке труб в среде углекислого газа следует применять:
сварочную проволоку по ГОСТ 2246-70* марки СВ-08Г2С;
углекислый газ по ГОСТ 8050-85* чистотой не менее 99,5 %.
При газовой сварке следует применять:
сварочную проволоку по ГОСТ 2246-70* марок СВ-08, СВ-08А, СВ-08ГА, СВ-08Г2С, СВ-08ГС, СВ-12ГС;
кислород технический по ГОСТ 5583-78*;
ацетилен в баллонах по ГОСТ 5457-75* или ацетилен, полученный на месте производства работ из карбида кальция по ГОСТ 1460-81*.
Операционный контроль в процессе сборки и сварки газопроводов следует производить в соответствии с требованиями СНиП 3.01.01-85*.
При операционном контроле следует проверять соответствие стандартам: подготовки труб, их очистки, правки концов; конструктивных элементов и размеров сварных швов; числа, размеров и расположения прихваток; порядка наложения отдельных слоев шва, размеров и формы слоев шва.
Стыки, сваренные дуговой или газовой сваркой, по результатам внешнего осмотра должны соответствовать требованиям ГОСТ 16037-80*, СНиП III-42-80, а также удовлетворять следующим требованиям:
швы и прилегающие к ним поверхности труб на расстоянии не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений;
швы не должны иметь трещин, прожогов, незаваренных кратеров, выходящих на поверхность пор, а также подрезов глубиной более 5 % толщины стенки труб (более 0,5 мм) и длиной более 1/3 периметра стыка (более 150 мм).
Из общего числа сваренных стыков следует отбирать стыки для проверки их физическими методами или механическими испытаниями.
Стыки для механических испытаний следует вырезать в период производства работ с целью исключения врезки (вварки) (катушек). Допускается стыки для механических испытаний сваривать из отрезков труб в условиях сооружаемого объекта.
Контролю физическими методами следует подвергать:
допускные стыки - радиографическим методом;
отобранные для контроля по нормам нижеприведенной таблицы стыки внутренних газопроводов - радиографическим и ультразвуковым методами.
Сварные стыки соединительных деталей газопроводов, изготовленные в условиях заготовительного производства (ЦЗЗ или ЦЗМ), подлежат контролю радиографическим методом.
|
Газопроводы |
Число стыков, подлежащих контролю физическими методами, от общего числа стыков, сваренных каждым сварщиком на объекте, % |
|
Внутренние газопроводы природного газа и СУГ диаметром менее 50 мм всех давлений; внутренние газопроводы природного газа (включая ГРП, ГРУ) диаметром 50 мм и более давлением до 0,005 МПа (0,05 кгс/см2) включительно |
Не подлежат контролю |
|
Внутренние газопроводы СУГ всех давлений, за исключением вышеуказанных |
100 |
|
Внутренние газопроводы природного газа давлением свыше 0,005 до 1,2 МПа (св. 0,05 до 12 кгс/см2) включительно |
5, но не менее одного стыка |
|
Подземные вводы |
100 |
Контроль стыков радиографическим методом следует проводить по ГОСТ 7512-82*, ультразвуковым - по ГОСТ 14782-86. Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
Применение ультразвукового метода допускается только при условии проведения выборочной дублирующей проверки стыков радиографическим методом в объеме не менее 10 % числа стыков, отобранных для контроля. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем этого контроля следует увеличить до 50 %. В случае выявления при этом дефектных стыков все стыки, сваренные сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
По результатам проверки радиографическим методом стыки следует браковать при наличии следующих дефектов:
трещин, прожогов, незаваренных кратеров;
непровара по разделке шва;
непровара в корне шва и между валиками свыше 25 мм на каждые 300 мм длины сварного соединения или свыше 10 % периметра при длине сварного соединения менее 300 мм;
непровара в корне шва в сварных соединениях, выполненных с подкладным кольцом;
если размеры дефектов стыков (пор, шлаковых и других включений) превышают установленные для класса 6 по ГОСТ 23055-78*.
Результаты проверки стыков радиографическим методом следует оформлять протоколом по форме обязательного приложения 5 (к СНиП).
По результатам ультразвукового контроля стыки следует браковать при наличии дефектов, площадь которых превышает указанную в ВСН 012-88 Миннефтегазстроя или площадь отверстия в стандартных образцах предприятия, прилагаемых к ультразвуковому аппарату, а также при наличии дефектов протяженностью более 25 мм на 300 мм длины сварного соединения или на 10 % периметра при длине сварного соединения менее 300 мм.
Результаты проверки стыков ультразвуковым методом следует оформлять протоколом по форме обязательного приложения 7 (к СНиП).
Исправление дефектов шва, выполненного газовой сваркой, запрещается.
Исправление дефектов шва, выполненного дуговой сваркой, допускается производить путем удаления дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037-80*, допускается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2 - 3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков запрещается.
Механическим испытаниям следует подвергать:
допускные стыки;
стыки внутренних газопроводов природного газа и СУГ диаметром менее 50 мм;
стыки внутренних газопроводов природного газа диаметром 50 мм и более давлением до 0,005 МПа (0,05 кгс/см2) включительно.
Число стыков, отбираемых для механических испытаний, должно составлять 0,5 % общего числа стыков, сваренных каждым сварщиком в течение календарного месяца при сооружении объектов или производстве трубных заготовок в заготовительном производстве (ЦЗМ и ЦЗЗ), но не менее двух - для труб диаметром до 50 мм включ., одного - для труб условным диаметром свыше 50 мм.
Для определения механических свойств стыков, сваренных дуговой или газовой сваркой, следует производить следующие виды механических испытаний:
испытание на статическое растяжение;
испытание на статический изгиб или сплющивание.
Для механических испытаний сварных стыков газопроводов условным диаметром свыше 50 мм из каждого отобранного для контроля стыка должны вырезаться три образца с неснятым усилением для испытания на растяжение и три образца со снятым усилением для испытания на изгиб. Образцы следует вырезать из участков сварного стыка, распределенных равномерно по периметру. Изготовление образцов должно производиться по ГОСТ 6996-66*.
Результаты испытаний сварного стыка на растяжение и изгиб следует определять как среднее арифметическое результатов соответствующих видов испытаний образцов данного стыка.
Результаты механических испытаний сварного стыка считаются неудовлетворительными, если:
средняя арифметическая величина предела прочности при испытании на растяжение менее нижнего предела прочности основного металла труб, установленного ГОСТ (ТУ);
средняя арифметическая величина угла изгиба при испытании на изгиб: менее 120° - для дуговой сварки; менее 100° - для газовой сварки;
результат испытаний хотя бы одного из трех образцов по одному из видов испытаний на 10 % ниже требуемой величины показателя по этому виду испытаний (предела прочности или угла изгиба).
Механические испытания сварных стыков труб условным диаметром до 50 мм включ. должны производиться на целых стыках на растяжение и сплющивание. Для труб этих диаметров половину отобранных для контроля стыков (с неснятым усилением) следует испытывать на растяжение и половину (со снятым усилением) - на сплющивание.
Результаты механических испытаний сварного стыка считаются неудовлетворительными, если величина:
предела прочности при испытании стыка на растяжение менее нижнего предела прочности основного металла труб, установленного ГОСТ (ТУ);
просвета между сжимающими поверхностями пресса при появлении первой трещины на сварном шве при испытании стыка на сплющивание свыше 5S, где S - толщина стенки трубы.
Результаты механических испытаний сварных стыков следует оформлять по форме обязательного приложения 6 (к СНиП).
При неудовлетворительных результатах проверки стыков физическими методами или механическими испытаниями необходимо провести проверку удвоенного числа стыков.
Проверку удвоенного числа стыков физическими методами следует выполнять на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке физическими методами хотя бы один из проверяемых стыков окажется неудовлетворительного качества, то все стыки, сваренные данным сварщиком на объекте в течение календарного месяца, должны быть проверены радиографическим методом контроля.
Проверка удвоенного числа стыков механическими испытаниями должна производиться по виду испытаний, давшему неудовлетворительные результаты. В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке, все стыки, сваренные данным сварщиком в течение календарного месяца на данном объекте газовой сваркой, должны быть удалены, а стыки, сваренные дуговой сваркой, проверены радиографическим методом контроля.
Сварку следует производить до сборки стальных узлов на резьбе и фланцах.
При сварке резьбовые поверхности и поверхность зеркала фланца должны быть предохранены от попадания брызг и капель расплавленного металла.
Перед сваркой кромки и сопрягаемые поверхности труб и деталей стальных узлов должны быть очищены от ржавчины, масел, влаги и других загрязнений на ширину не менее 10 мм в обе стороны от корня шва.
Перед сваркой стальных узлов из оцинкованных труб следует очистить их сопрягаемые наружные поверхности от цинкового покрытия на длине 20 - 30 мм.
При наличии местного отсоса при сварке оцинкованных труб диаметрами условного прохода 15 мм и более допускается цинковое покрытие не снимать.
В этом случае сварку следует производить проволокой Св-15ГСТЮЦА по ГОСТ 2246-70* или электродом диаметром не более 3 мм с рутиловым покрытием. Допускается применение электродов и проволоки других марок, качеством не ниже указанных.
Очистка производится любым способом, предусмотренным по технологии завода-изготовителя.
Перед началом сварки должны быть проверены правильность сборки и качество прихватки соединяемых труб.
Не допускается подгонка кромок, вызывающая дополнительные напряжения в металле.
При изготовлении стальных узлов следует применять сварку ручную электродуговую, полуавтоматическую в среде защитных газов, газовую и дуговую под флюсом.
Соединение стальных узлов из оцинкованных труб следует производить сваркой ручной электродуговой и газовой.
Соединение стальных узлов, на которые распространяются требования Правил Госгортехнадзора, производить газовой сваркой разрешается при толщине труб не более 6 мм.
Сварка стальных узлов должна производиться с помощью кондукторов, обеспечивающих правильность стыковки труб.
Режим и производство сварочных работ должны устанавливаться и выполняться в соответствии с утвержденной технологией завода-изготовителя с соблюдением условий безопасности по ГОСТ 12.3.003-86*.
Основные типы, конструктивные элементы и размеры сварных соединений стальных узлов (кроме стальных узлов, на которые распространяются требования Правил) устанавливаются заводом-изготовителем в зависимости от толщины стенки трубы в соответствии с ГОСТ 16037-80*.
При сварке следует отдавать предпочтение стыковым соединениям.
При изготовлении стальных узлов, на которые распространяются требования Правил, должны применяться, как правило, стыковые соединения. При приварке к трубам штуцеров (патрубков), фланцев и других плоских элементов разрешается применение угловых и тавровых соединений.
Применение нахлесточных сварных соединений не допускается.
Не допускается приварка штуцеров (патрубков) на сварных швах и зоне термического влияния.
На гибе трубы может быть допущена сварка одного штуцера (патрубка) с номинальным условным проходом не более 25 мм.
Расстояние между продольными швами стыкуемых труб при диаметре трубы 100 мм и более должно быть не менее 100 мм (по периметру трубы) или они должны быть смещены на угол не менее 90° (по периметру), а при диаметре менее 100 мм продольные сварные швы должны быть смещены на 1/3 длины окружности.
Смещение наружных кромок (торцов) стыкуемых труб (или двух взаимно перпендикулярных образующих поверхностей в угловом (тавровом) соединении труб) одного и того же диаметра с одинаковой толщиной труб не должно превышать:
2 мм при толщине трубы не более 4 мм;
3 мм при толщине трубы более 4 мм.
Разность толщин свариваемых труб в стык не должна превышать:
для толщины трубы не более 3 мм - 1 мм;
для толщины трубы свыше 3, но не более 7 мм - 2 мм;
для толщины трубы свыше 7 мм - 3 мм.
Если разностенность труб превышает указанные величины, то для осуществления плавного перехода выполняют механическую обработку трубы с более толстой стенкой согласно требованиям ГОСТ 16037-80*.
Угол наклона обработанной поверхности к оси трубы не должен быть более 15°.
Расстояние от края углового шва привариваемого штуцера (патрубка) до края кольцевого сварного шва должно быть не менее 50 мм и не менее трех номинальных толщин привариваемого штуцера до края любого сварного шва.
При сварке угловых (тавровых) соединений оси труб должны быть взаимно перпендикулярны.
Отклонение от перпендикулярности труб не должно превышать 2 мм на 1 метр длины.
Приварка фланца к трубе - по ГОСТ 12820-80* или ГОСТ 12821-80*. Отклонение от перпендикулярности фланца по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Сварные швы должны быть плотными, ровными, одинаково размерными по всей длине шва.
Все катеты должны сопрягаться с основным металлом плавно, без резких переходов и наплывов.
В сварном соединении не допускаются трещины, поры, непровары (несплавления), прожоги, свищи, наплывы и отступления от геометрии швов.
Исправление дефектов сварного шва может производиться с разрешения ОТК завода-производителя.
При этом исправление дефектов производится следующим образом:
свищи и трещины должны вырубаться до основного металла, затем провариваться вновь;
плохо проваренные места должны подвариваться;
лишний металл должен выплавляться газовым резаком.
Исправление дефектов сварки подчеканкой не допускается.
После сварки сварной шов должен быть зачищен от шлака и брызг методом, установленным на заводе-изготовителе.
На сварных швах стальных узлов, на которые распространяются требования Правил, должно ставиться личное клеймо сварщика.
Прочность и плотность сварных соединений стальных узлов, на которые распространяются требования Правил, должны проверяться методом ультразвуковой дефектоскопии по ГОСТ 14782-86 или просвечиванием рентгеновскими (гамма) лучами по ГОСТ 7512-82*, или другим методом неразрушающего контроля, установленным по согласованию с местными органами Госгортехнадзора.
Объем неразрушающего контроля устанавливает завод-изготовитель по согласованию с местными органами Госгортехнадзора.
Перед просвечиванием соответствующие участки сварного шва соединения должны быть замаркированы.
Если при повторной проверке обнаружатся нарушения требований технических условий и чертежей, вся предъявленная к приемке партия узлов бракуется.
Прочность и плотность сварных соединений стальных узлов, на которые не распространяются требования Правил, проверяются испытанием гидростатическим или пузырьковым компрессионным методами.
Результаты каждого вида неразрушающего контроля сварных соединений стальных узлов, на которые распространяются Правила, а также результаты гидростатических и пузырьковых испытаний должны быть зафиксированы в документации.
Сварка элеваторных узлов из труб горячедеформированных по ГОСТ 8732-78*, холоднодеформированных по ГОСТ 8734-75* и водогазопроводных по ГОСТ 3262-75* должна производиться ручной дуговой сваркой электродами типа Э42, Э42А, Э46 или полуавтоматической сваркой под флюсом сварочной проволокой СВ-08, СВ-08А или СВ-08Г2С.
При подготовке труб и деталей под сварку должны быть очищены поверхности от окалины и загрязнений на ширине не менее 15 мм от места сварки.
По наружному виду сварной шов должен иметь равномерную чешуйчатую волнистую поверхность, одинаковую по всей длине шва.
Сварные соединения не должны иметь непроваров, прожогов, ноздреватости, шлаковых включений, подрезов и газовых пузырей.
После сварки все дефекты: наплывы, подтеки, брызги металла, шлак, окалина, остатки флюса и окиси должны быть удалены с поверхности свариваемых деталей без нарушения прочности и цельности сварочного шва и основного металла.
Фланцы соединяются с трубой сваркой. При этом должна быть соблюдена перпендикулярность оси трубы к зеркалу фланца. Допускаемый перекос не должен превышать 1 мм на 100 мм поверхности наружного диаметра зеркала фланца, но не более 3 мм.
Узлы не отвечающие требованиям технических условий и чертежей возвращаются для устранения дефектов.
После устранения дефектов узел должен повторно предъявляться отделу технического контроля.
Качество сварки проверяется внешним осмотром и гидравлическими испытаниями.
Технические требования
ГОСТ 6942-98 Трубы чугунные канализационные и фасонные части к ним. Технические условия
ТУ 21-00512131-19-95 Трубы чугунные канализационные и фасонные части к ним уменьшенной металлоемкости
ТУ 14-3-1877-93 Трубы чугунные канализационные
ГОСТ 127.1-93 Сера техническая. Технические условия
ГОСТ 19608-84* Каолин обогащенный для резинотехнических и пластмассовых изделий, искусственных кож и тканей
ГОСТ 19607-74* Каолин обогащенный для химической промышленности. Технические условия
ГОСТ 11052-74 Цемент гипсоглиноземистый расширяющийся
ТУ РСФСР 10-269-88 Пакля ленточная пропитанная
Стандарты и технические условия на другие чугунные трубы, фасонные части к ним, уплотнительные или заполняющие стык материалы, указанные в проекте и согласованные в установленном порядке.
СНиП 3.01.01-85* Организация строительного производства
СНиП 3.05.01-85 Внутренние санитарно-технические системы
ТУ 36-737-85 Узлы укрупненные монтажные из чугунных и стальных труб для внутренних систем канализации зданий
ТУ 400-28-118-85 Узлы укрупненные монтажные из чугунных труб канализации санитарно-технических кабин
ТУ 36.21.26-024-93 Узлы монтажные из труб чугунных канализационных
ТУ 36.21.26-025-93 Фасонные части к трубам чугунным канализационным
Технические условия на узлы монтажные из чугунных труб для внутренних систем канализации.
Входной контроль качества чугунных труб, фасонных частей, узлов, уплотнительных и заполняющих стык материалов должен осуществляться в соответствии с требованиями СНиП 3.01.01-85*, СНиП 3.05.01-85, ГОСТ 6942-98, государственных стандартов и технических условий, ППР и другой технологической документации, утвержденной в установленном порядке.
Стандарт распространяется на чугунные канализационные трубы и фасонные части к ним, предназначенные для систем внутренней канализации зданий.
Конструкции и размеры труб должны соответствовать указанным на рисунке и таблице.
Размеры в миллиметрах
|
Условный проход труб, Dу |
Строительная длина, L |
D1 |
D2 |
D3 |
D4 |
D5 |
S |
l |
b |
b1 |
|
50 |
750, 1000, 2000 |
65 |
72 |
76 |
86 |
96 |
4,0 |
50 |
10 |
8 |
|
100 |
750, 1000, 1250, 2000, 2100, 2200 |
118 |
123 |
127 |
138 |
151 |
4,5 |
50 |
10 |
8 |
|
150 |
750, 1000, 1250, 2000, 2100, 2200 |
168 |
176 |
180 |
192 |
206 |
5,0 |
50 |
10 |
8 |
Пример условного обозначения трубы чугунной канализационной Dу = 100 мм, L = 2000 мм:
ТЧК-100-2000 ГОСТ 6942-98
Сортамент труб и фасонных частей должен соответствовать указанному в нижеследующей таблице.
|
Наименование |
Условные проходы, мм |
Условное обозначение |
||
|
Dу |
dу |
графическое |
буквенное |
|
|
Трубы |
50 |
- |
|
ТЧК-Dy-L |
|
100 |
- |
|||
|
150 |
- |
|||
|
Патрубки |
50 |
- |
|
П-Dy-L |
|
100 |
- |
|||
|
150 |
- |
|||
|
Патрубки компенсационные |
100 |
- |
|
ПК-Dy |
|
150 |
- |
|||
|
Патрубки переходные |
50/100 |
- |
|
ПП-D1×Dy |
|
100/150 |
- |
|||
|
Колена |
50 |
- |
|
К-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Колена низкие |
100 |
- |
|
КН-100 |
|
Отводы 110° и 120° |
50 |
- |
|
O 110°-Dy или O 120°-Dy |
|
100 |
- |
|||
|
Отводы 135° |
50 |
- |
|
O 135°-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Отводы 150° |
50 |
- |
|
O 150°-Dy |
|
100 |
- |
|||
|
100Д |
- |
|||
|
150 |
- |
|||
|
Отводы-тройники приборные |
100 |
50 |
|
ОТПр-100×50 или ЛОТПр-100×50 |
|
Отступы |
50 |
- |
|
ОТС-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Тройники прямые |
50 |
50 |
|
ТП-Dy×dy |
|
100 |
50 |
|||
|
100 |
100 |
|||
|
100 |
100К |
|||
|
100 |
100Д |
|||
|
150 |
50 |
|||
|
150 |
100 |
|||
|
150 |
150 |
|||
|
Тройники прямые компенсационные |
100 |
50 |
|
ТПК-Dy×dy |
|
150 |
50 |
|||
|
Тройники прямые низкие |
100 |
100 |
|
ТН 100×100 |
|
Тройники прямые переходные |
100/50 |
100 |
|
ТПР 100/50×100 |
|
Тройники прямые переходные низкие |
100/50 |
100 |
|
ТПРН 100/50×100 |
|
Тройники косые 45 и 60° |
50 |
50 |
|
ТК45°-Dy×dy и ТК60°-Dy×dy |
|
100 |
50 |
|||
|
100 |
100 |
|||
|
150 |
50 |
|||
|
150 |
100 |
|||
|
150 |
150 |
|||
|
Крестовины прямые |
50 |
50 |
|
КП-Dy×dy |
|
100 |
50 |
|||
|
100 |
100 |
|||
|
150 |
50 |
|||
|
150 |
100 |
|||
|
Крестовины прямые со смещенной осью отвода |
100 |
50/100 |
|
КПС-Dy×dy |
|
Крестовины косые 45 и 60° |
50 |
50 |
|
КК45°-Dy×dy и КК60°-Dy×dy |
|
100 |
50 |
|||
|
100 |
100 |
|||
|
150 |
50 |
|||
|
150 |
100 |
|||
|
Крестовины двухплоскостные |
100 |
100; 50 |
|
КД-Dy×dy×dy |
|
150 |
100; 50 |
ЛКД-Dy×dy×dy |
||
|
Муфты |
50 |
- |
|
МФ-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Муфты надвижные |
50 |
- |
|
МФН-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Ревизии |
50 |
- |
|
Р-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Заглушка |
50 |
- |
|
З-Dy |
|
100 |
- |
|||
|
150 |
- |
|||
|
Отводы-тройники переходные |
100 |
50 |
|
ОТП 100×50 |
|
Прочистки |
100 |
|
|
ПР-Dy |
|
150 |
||||
Чугунные канализационные трубы и фасонные части к ним должны изготавливаться в соответствии с требованиями данного стандарта, по конструкторской и технологической документации, утвержденной в установленном порядке.
Трубы и фасонные части к ним не должны иметь дефектов, ухудшающих их монтажные и эксплуатационные качества: заливов, наростов, капель металла, шлаковых наслоений на наружной и внутренней поверхностях. Допускается устранение незначительных дефектов, обусловленных способом производства и не ухудшающих качества изделий.
Трубы и фасонные части к ним не должны иметь отбела по всей наружной поверхности глубиной более 1 мм, а на торцах и наружной поверхности гладких концов труб на длине 60 мм от торца и в местах разъема литейных форм на фасонных частях - глубиной более 2 мм.
Отклонения от номинальных размеров внутренних диаметров раструбов труб и фасонных частей и наружных диаметров гладких концов труб и хвостовиков фасонных частей (до нанесения на изделие антикоррозионного покрытия) не должны превышать ± 2 мм. Отклонения от размеров строительных длин в изделиях всех типов и диаметров не должны превышать ± 0,9 %.
Допускается утолщение не более чем на 2 мм стенок гладких концов труб на участке длиной до 150 мм и хвостовиков фасонных частей на участке длиной до 70 мм от их торцов с соответствующим уменьшением внутренних диаметров изделий в этих местах, а также закругление с наружной стороны торцов гладких концов труб и хвостовиков фасонных частей.
Отклонения от прямолинейности труб Dy 100 и Dy 150 мм не должны превышать 2 мм на 1 м длины, а труб Dy 50 мм - 5 мм на 1 м длины.
Трубы и фасонные части в сборе после нанесения на их внутренние и наружные поверхности антикоррозионного покрытия и заделки раструбов должны выдерживать гидравлическое давление не менее 0,1 МПа (1,0 кгс/см2).
Наружная и внутренняя поверхности труб и фасонных частей должны быть покрыты антикоррозионным составом на основе битумов марки БНИ IV-3 по ГОСТ 9812-74* или другими составами, обеспечивающими температуру размягчения антикоррозионного покрытия не ниже 60 °С.
Антикоррозионное покрытие должно быть сплошным, прочным, гладким, без трещин и пузырей, прочно сцепленным с металлом изделий и не должно быть липким.
На поверхности покрытия труб допускаются кольцевые отпечатки от опор для перекатывания труб, а на поверхности покрытия фасонных частей - следы от крючков подвесок цепных конвейеров, а также потеки, вызываемые стоком антикоррозионного состава с труб и фасонных частей, или несплошности покрытия.
Предприятие-изготовитель должно комплектовать трубы и фасонные части для поставки в ассортименте, определяемом заказом потребителя.
Трубы и фасонные части должны иметь маркировку, отлитую или нанесенную несмываемой краской на торцевой или образующей поверхности раструба или непосредственно за раструбом и включающую:
- товарный знак предприятия-изготовителя;
- условное обозначение изделия;
- обозначение данного стандарта.
Предприятие-изготовитель должно сопровождать каждую партию изделий документом о качестве, в котором указывают:
- наименование и адрес предприятия-изготовителя;
- товарный знак предприятия-изготовителя;
- наименование, условное обозначение и число изделий в партии;
- дату изготовления изделий;
- обозначение данного стандарта:
- номер и дату выдачи документа о качестве.
Документ о качестве должен содержать отметку о приемке изделий (штамп) ОТК, содержать гарантии изготовителя и быть подписан ответственным лицом ОТК.
Трубы упаковывают в контейнеры, пакеты, в кассеты или в связки, увязанные проволокой.
При упаковке трубы укладывают раструбами попеременно в противоположные стороны. Фасонные части укладывают на ящичные поддоны или контейнеры по ГОСТ 26598-85.
Трубы и фасонные части перевозят всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Трубы следует хранить рассортированными по условным диаметрам, фасонные части - по типам и типоразмерам в условиях, исключающих возможность механических повреждений изделий.
Гарантийный срок хранения - 3 года со дня изготовления, гарантийный срок эксплуатации - 2 года со дня ввода объекта в эксплуатацию или продажи в пределах гарантийного срока хранения.
Раструб типа I
* - размер для справок
Размеры раструбов типа I в мм приведены в нижеследующей таблице.
|
Условный проход Dy |
D1 |
D2 |
D3* |
D4* |
D5 |
b |
b1 |
S |
S1 |
l min |
c |
|
50 |
65 |
11 |
76 |
81 |
90 |
13 |
8 |
4,0 |
4,5 |
55 |
10 |
|
100 |
118 |
123 |
128 |
133 |
145 |
14 |
10 |
4,5 |
5,0 |
55 |
10 |
|
150 |
168 |
176 |
182 |
187 |
202 |
15 |
12 |
5,0 |
5,5 |
55 |
10 |
|
* - размеры для справок |
|||||||||||
Размеры даны без учета антикоррозионного покрытия.
Допускается изготовление раструбов типов I, II, IV без кольцевой канавки на внутренней поверхности раструбов.
Раструб типа II
* - размер для справок
Размеры раструбов типа II в мм приведены в нижеследующей таблице.
|
Условный проход Dy |
D |
D1* |
D2* |
D3 |
D4 |
b |
b1 |
S1 |
l min |
с |
|
50 |
72 |
76 |
81 |
90 |
67 |
13 |
8 |
4,5 |
55 |
9 |
|
100 |
123 |
128 |
133 |
145 |
118 |
14 |
10 |
5,0 |
55 |
10 |
|
150 |
176 |
182 |
187 |
202 |
170 |
15 |
12 |
5,5 |
55 |
12 |
|
* - размеры для справок |
||||||||||
Раструб типа III
|
|
Хвостовики фасонных частей |
|||
|
|
||||
|
Размеры хвостовиков в мм |
||||
|
Условный проход Dy |
D |
D1 |
S |
|
|
50 |
58 |
62 |
4,0 |
|
|
100 |
109 |
114 |
4,5 |
|
|
150 |
160 |
164 |
5,0 |
|
Раструб типа IV
Колена
|
|
Размеры в мм |
||
|
Условный проход Dy |
l1 |
l2 |
|
|
50 |
57 |
130 |
|
|
100 |
85 |
150 |
|
|
150 |
125 |
180 |
|
|
*a - 92°30′ ± 1°30′ Размеры даны без учета толщины антикоррозионного покрытия |
|||
|
|
|||
Колена низкие
* - размеры для справок
Отводы
|
|
Условный проход, Dy |
l1 |
l2 |
R* |
|
|
при a = 110° |
|||
|
50 |
65 |
135 |
70 |
|
|
100 |
75 |
150 |
75 |
|
|
|
при a = 120° |
|||
|
50 |
55 |
125 |
70 |
|
|
100 |
65 |
140 |
75 |
|
|
|
при a = 135° |
|||
|
50 |
50 |
115 |
70 |
|
|
100 |
55 |
125 |
75 |
|
|
150 |
100 |
165 |
175 |
|
|
|
при a = 150° |
|||
|
50 |
60 |
130 |
167 |
|
|
100 |
115 |
175 |
335 |
|
|
100Д |
115 |
275 |
335 |
|
|
150 |
65 |
125 |
130 |
|
Отступы
|
|
Условный проход, Dy |
L |
l1 |
R |
|
50 |
250 |
80 |
60 |
|
|
100 |
250 |
80 |
85 |
|
|
150 |
260 |
80 |
90 |
|
|
|
||||
Отводы-тройники приборные
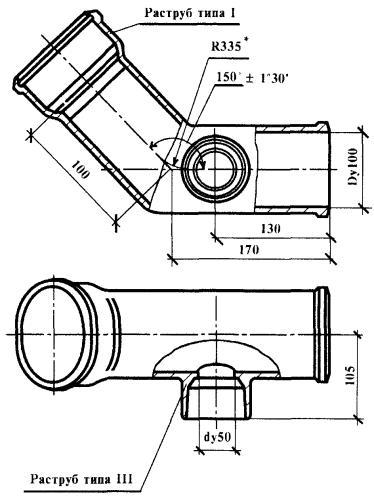
* - размеры для справок
Приборные отводы-тройники изготовляют в правом и левом исполнениях.
Условное обозначение приборного отвода-тройника в правом исполнении:
ОТПр ГОСТ 6942-98
То же, в левом исполнении:
ЛОТПр ГОСТ 6942-98
Тройники прямые
|
|
Размеры в мм |
||||
|
Dy |
dy |
l1 |
l2 |
l3 |
|
|
50 |
50 |
40 |
120 |
40 |
|
|
100 |
50 |
40 |
120 |
65 |
|
|
100 |
70 |
145 |
70 |
||
|
100Д |
95 |
220 |
150 |
||
|
150 |
50 |
40 |
125 |
90 |
|
|
100 |
70 |
155 |
95 |
||
|
150 |
95 |
170 |
95 |
||
|
*a = 87°30′ ± 1°30′ |
|||||
|
|
|||||
Тройники прямые компенсационные
|
|
Dy |
l1 |
l2 |
l3 |
l4 |
|
100 |
320 |
160 |
55 |
125 |
|
|
150 |
330 |
165 |
80 |
130 |
|
|
|
|||||
Тройники прямые низкие
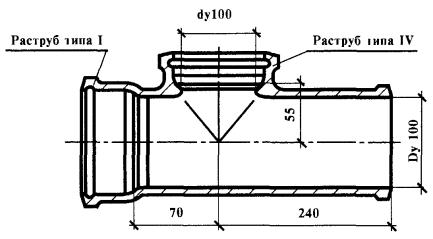
Тройники прямые переходные
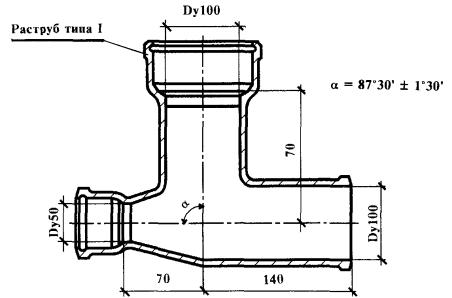
a = 87°30′ ± 1°30′
Тройники прямые переходные низкие
Тройники косые
|
|
Размеры в мм |
||||
|
Dy |
dy |
l1 |
l2 |
l3 |
|
|
при a = 45°30′ ± 1°30′ |
|||||
|
50 |
50 |
90 |
100 |
90 |
|
|
100 |
50 |
115 |
75 |
125 |
|
|
100 |
150 |
110 |
150 |
||
|
150 |
50 |
140 |
50 |
160 |
|
|
100 |
180 |
85 |
188 |
||
|
150 |
220 |
125 |
220 |
||
|
при a = 60°30′ ± 1°30′ |
|||||
|
50 |
50 |
62 |
108 |
62 |
|
|
100 |
50 |
80 |
95 |
90 |
|
|
100 |
110 |
125 |
110 |
||
|
150 |
50 |
92 |
80 |
120 |
|
|
100 |
122 |
108 |
135 |
||
|
150 |
152 |
138 |
152 |
||
|
* - размеры для справок |
|
||||
Крестовины прямые
|
|
Размеры в мм |
||||
|
Dy |
dy |
l1 |
l2 |
l3 |
|
|
50 |
50 |
40 |
120 |
40 |
|
|
100 |
50 |
40 |
120 |
65 |
|
|
100 |
70 |
145 |
70 |
||
|
150 |
50 |
40 |
125 |
90 |
|
|
100 |
70 |
155 |
95 |
||
|
|
|||||
Крестовины прямые со смещенной осью отвода
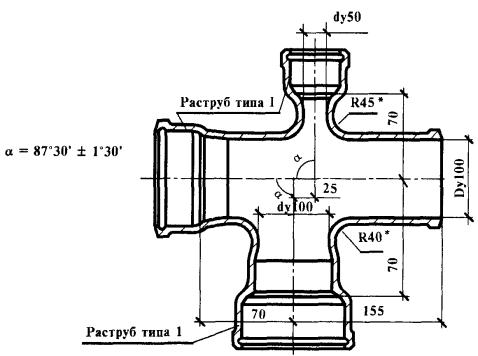
Крестовины косые
|
|
Размеры в мм |
||||
|
Dy |
dy |
l1 |
l2 |
l3 |
|
|
при a = 45°30′ ± 1°30′ |
|||||
|
50 |
50 |
90 |
100 |
90 |
|
|
100 |
50 |
115 |
75 |
125 |
|
|
100 |
150 |
110 |
150 |
||
|
150 |
50 |
140 |
85 |
160 |
|
|
100 |
180 |
85 |
188 |
||
|
при a = 60°30′ ± 1°30′ |
|||||
|
50 |
50 |
62 |
108 |
62 |
|
|
100 |
50 |
80 |
95 |
90 |
|
|
100 |
110 |
125 |
110 |
||
|
150 |
50 |
92 |
80 |
120 |
|
|
100 |
122 |
108 |
135 |
||
|
|
|||||
Муфты
|
|
Условный проход Dy |
50 |
100 |
150 |
|
|
||||
Крестовины двухплоскостные
|
|
Размеры в мм |
||||
|
Условный проход Dy |
l1 |
l2 |
l3 |
l4 |
|
|
100 |
70 |
155 |
75 |
105 |
|
|
150 |
100 |
180 |
130 |
145 |
|
|
|
|||||
a = 87°30′ ± 1°30′
Ревизии
|
1 - корпус; 2 - крышка; 3 - прокладка по ГОСТ 7338-90; 4 - гайка по ГОСТ 5915-70*; 5 - болт по ГОСТ 7798-70*; 6 - раструб типа I; 7 - хвостовик. |
Размеры в мм |
|||||||
|
Условный проход Dy |
l1 |
l2 |
l3 |
d |
A |
число болтов |
||
|
50 |
60 |
115 |
34 |
10 |
80 |
2 |
||
|
100 |
95 |
135 |
58 |
12 |
140 |
2 |
||
|
150 |
120 |
165 |
84 |
12 |
170 |
2 |
||
|
|
||||||||
Муфты надвижные
|
|
Размеры в мм |
||
|
Dy |
D |
L |
|
|
50 |
67 |
80 |
|
|
100 |
118 |
100 |
|
|
150 |
170 |
120 |
|
|
|
|||
Патрубки
|
|
Условный проход, Dy |
Строительная длина L, мм |
|
50 |
250; 350; 400 |
|
|
100 |
200; 250; 350 |
|
|
150 |
400 |
|
|
|
||
Патрубки компенсационные
|
|
Размеры в мм |
||
|
Условный проход Dy |
l1 |
l2 |
|
|
100 |
130 |
80 |
|
|
100 |
370 |
80 |
|
|
150 |
130 |
80 |
|
|
150 |
380 |
80 |
|
|
|
|||
Патрубки переходные
|
|
Условный проход |
|
|
Dy |
Dy1 |
|
|
100 |
50 |
|
|
150 |
100 |
|
|
|
||
Отводы - тройники переходные
Пример условного обозначения отвода-тройника переходного:
ОТП-100×50 ГОСТ 6942-98
Прочистки
|
|
Размеры в мм |
||||
|
Условный проход Dy |
l1 |
l2 |
l3 |
||
|
100 |
53 |
142 |
65 |
||
|
150 |
53 |
142 |
95 |
||
|
|
|||||
|
1 - раструб типа I; 2 - болт; 3 - гайка; 4 - крышка; 5 - прокладка; 6 - корпус; 7 - хвостовик |
|||||
Прочистки должны поставляться комплектно со всеми деталями, указанными на рисунке, и в собранном виде.
ТУ 14-3-1877-93 «Трубы чугунные канализационные»
Технические условия распространяются на чугунные трубы для канализационных трубопроводов, предназначенные для транспортирования самотеком или под давлением бытовых жидкостей и атмосферных сточных вод, а также грунтовых вод и производственных жидкостей не агрессивных к уплотнениям стыковых соединений труб.
Трубы выпускаются условным проходом, Dy, мм: 400; 500; 600; 700; 800; 900 и 1000.
В зависимости от значения расчетного внутреннего давления трубы подразделяют на группы: безнапорные (Б), низконапорные (Н), средненапорные (С).
Трубы изготовляют из серого чугуна.
В зависимости от толщины стенки трубы подразделяются на классы: Т, ЛА, А.
Трубы изготовляются с раструбом под зачеканку. Трубы диаметром 400 мм могут быть двух исполнений: с раструбом под резиновую уплотнительную манжету и с раструбом под зачеканку.
Герметичность стыковых соединений обеспечивается пеньковой смоляной или битуминизированной уплотнительной прядью и устройством асбоцементного замка или только герметикой.
Подробные технические данные о трубах приведены в СОКК «Прокладка чугунных напорных трубопроводов на наружных сетях канализации и водоснабжения» (альбом часть III «Наружные сети канализации и водоснабжения», листы 34 - 36).
Уплотнительные и заполняющие стык материалы
Для уплотнения стыков труб и фасонных частей чугунных узлов применяются следующие материалы:
комовая или молотая сера по ГОСТ 127.1-93;
обогащенный каолин по ГОСТ 19608-84* или ГОСТ 19607-74*;
гипсоглиноземистый расширяющийся цемент по ГОСТ 11052-74;
пеньковый пропитанный канат;
пакля ленточная пропитанная по ТУ РСФСР 10-269-88;
прокладки из тепломорозокислотощелочестойкой резины марки ТМКЩ по ГОСТ 7338-90.
Допускаются другие уплотнительные и заполняющие стык материалы, обеспечивающие герметичность, прочность и стойкость стыковых соединений, при согласовании их в установленном порядке.
На строительной площадке и в заготовительном производстве в процессе входного контроля:
должно быть проверено наличие и содержание паспортов, сертификатов и других сопроводительных документов;
должны быть проверены сопроводительные документы (паспорта, сертификаты, или их копии, заверенные владельцем сертификата), маркировка, ярлыки с целью определения комплектности и соответствия поступивших труб, узлов, фасонных частей, сварочных и изоляционных материалов, соединительных деталей, изоляционных покрытий требованиям проекта (по сопроводительной документации должно быть проверено соответствие марок, размеров и других характеристик требованиям рабочей документации, по которой должен осуществляться монтаж внутренних санитарно-технических систем);
должно быть проверено наличие и сроки действия гарантий предприятий-изготовителей на оборудование и изделия (оборудование и изделия, на которые истек гарантийный срок, указанный в технических условиях, а при отсутствии таких указаний - по истечение года могут быть приняты в монтаж только после проведения ревизии, исправления дефектов, испытаний, а также других работ, предусмотренных эксплуатационной документацией; результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию);
должен быть произведен внешний осмотр труб, узлов, фасонных частей, сварочных и изоляционных материалов, оборудования, арматуры, соединительных частей, изоляционных покрытий и т.д. с целью проверки соответствия их требованиям стандартов, технических условий или других нормативно-технических документов и обнаружения недопустимых дефектов на наружных и внутренних поверхностях;
при возникновении каких-либо сомнений в качестве поступивших материалов или документов должны быть вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие монтажных чертежей (эскизов), технологических карт и схем операционного контроля качества; - наличие и содержание сопроводительной документации (паспорта, сертификаты и т.д.); - соответствие поступивших труб, арматуры, фасонных частей, сварочных и уплотнительных материалов требованиям монтажных чертежей (эскизов) и технических условий (по маркировке, маркам, размерам); - внешним осмотром отсутствие дефектов внешнего вида на трубах и других материалах и оборудовании; - качество чугунных труб и фасонных частей обстукиванием деревянным молотком; очистку концов труб и раструбов от грязи; - подготовку уплотнительных, сварочных, изоляционных и антикоррозионных материалов; - подготовку рабочего места слесаря, инструмента и оборудования. |
Монтажные чертежи (эскизы), технологические карты и схемы операционного контроля качества Паспорта, сертификаты, ярлыки |
|
Изготовление узлов и деталей трубопроводов |
Контролировать: - соблюдение заданной технологии заготовительных работ (разметки и резки труб, маркировки деталей, подбора и установки трубы или фасонной части в приспособление, установки концов труб или фасонных частей в раструбы с предварительным навертыванием на концы труб пряди, центрирования стыка и конопатки раструба, подготовки заполняющих материалов - расплавленной серы с каолином, цементного раствора или др., заливки раструба, маркировки и испытаний узлов); - отклонения линейных размеров узлов от заданных. |
Технологические карты, журналы, акты |
|
Приемка |
Проверить: - соответствие изготовленных узлов требованиям монтажных чертежей (эскизов) и технических условий; - надлежащее оформление результатов испытаний узлов, качество отделки узлов, маркировку, комплектование и упаковку узлов; - надлежащее оформление исполнительной документации. |
Сопроводительный документ Акты испытаний |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: мастер (бригадир), контролеры ОТК - в процессе выполнения работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: отдел технического контроля, прораб (мастер) КИП - штангенциркуль, линейка металлическая, рулетка металлическая, угломер и т.д. (см. текст). |
||
Изготовление узлов и деталей трубопроводов из чугунных труб следует производить в соответствии с требованиями СНиП 3.05.01-85 «Внутренние санитарно-технические системы», технических условий и стандартов на конкретные узлы и детали.
Перед сборкой в узлы следует проверить качество чугунных канализационных труб и фасонных частей путем внешнего осмотра и легкого обстукивания деревянным молотком.
Отклонение от перпендикулярности торцов труб после обрубки не должно превышать 3°.
На концах чугунных труб допускаются трещины длиной не более 15 мм и волнистость кромок не более 10 мм.
Перед заделкой стыков концы труб и раструбы должны быть очищены от грязи.
Стыки чугунных канализационных труб должны быть уплотнены пропитанным пеньковым канатом или пропитанной ленточной паклей по ТУ РСФСР 10-269-88 с последующей заливкой расплавленной комовой или молотой серой по ГОСТ 127.1-93 с добавлением обогащенного каолина по ГОСТ 19608-84*, или гипсоглиноземистым расширяющимся цементом по ГОСТ 11052-74, или другими уплотнительными и заполняющими стык материалами, согласованными в установленном порядке.
Раструбы труб, предназначенных для пропуска агрессивных сточных вод, следует уплотнять просмоленным пеньковым канатом или пропитанной ленточной паклей с последующей заливкой кислотоупорным цементом или иным материалом, стойким к агрессивному воздействию, а в ревизиях - устанавливать прокладки из тепломорозокислотощелочестойкой резины марки ТМКЩ по ГОСТ 7338-90.
Отклонения линейных размеров узлов из чугунных канализационных труб от деталировочных чертежей не должны превышать ± 10 мм.
Основные технологические операции при изготовлении узлов
Разметка и резка труб:
разметка одной (первой) детали и установка упора на партию деталей;
резка трубы;
маркировка детали и укладка ее на стеллаж;
передвижение трубы до упора.
Сборка узлов чугунной канализации:
подбор и установка трубы или фасонной части в приспособление;
установка концов труб или фасонных частей в раструбы с предварительным навертыванием на концы труб пряди;
центрирование стыка и конопатка раструба;
подготовка заполняющих стык материалов (дробление комовой серы, разогрев ее или молотой серы до 130 - 135 °С в электронагревательной печи; подготовка цементного раствора на гипсоглиноземистом расширяющемся цементе с расходом воды 55 - 65 % от массы цемента; или других заполняющих стык материалов, согласованных в установленном порядке);
заливка раструба заполняющим стык материалом;
выдержка до затвердевания уплотняющего материала (до схватывания цементного раствора);
в случае необходимости последующий уход за материалом стыка (обертывание стыков мокрой мешковиной и его увлажнение и т.д.);
маркировка узлов.
Проверка герметичности труб, узлов и фасонных частей:
приспособления, материалы и оборудование - стенд, оборудованный манометром с ценой деления не грубее 0,01 МПа (0,1 кгс/см2); насос, создающий гидравлическое давление 0,2 МПа (2 кгс/см2); заглушки (глухие и с патрубками);
проведение проверки - трубу (фасонную часть) располагают на стенде и на ближайшее к насосу отверстие изделия устанавливают заглушку с патрубком для присоединения к насосу, а на другое отверстие устанавливают заглушку с патрубком для слива воды; если изделие имеет другие отверстия, то на них устанавливают глухие заглушки; после этого испытуемое изделие при помощи насоса заполняют водой, перекрывают вентилем, или другим запорным устройством патрубок для слива воды и в изделии создают давление 0,1 МПа (1,0 кгс/см2); такое давление поддерживают не менее 15 с, в течение которых производят осмотр изделия; изделие считают герметичным, если при его осмотре не будет обнаружено течи воды через его стенку, или запотевание наружной поверхности.
Технические условия распространяются на узлы укрупненные монтажные из чугунных и стальных труб для внутренних систем канализации зданий, предназначенные для индустриального монтажа водостоков, бытовой и производственной самотечной канализации в производственных, общественных, жилых и вспомогательных зданиях.
Узлы укрупненные монтажные из чугунных труб для внутренних систем канализации зданий должны применяться для транспортирования неагрессивной и нетоксичной среды давлением не более 0,1 МПа (1,0 кгс/см2) и температурой не более 50 °С.
Под изготовлением укрупненных монтажных узлов предусматривается изготовление узлов, собранных из двух и более деталей. Изготовление отдельных деталей из труб для упомянутых систем должно производиться также по этим техническим условиям.
По техническим условиям выпускаются следующие чугунные узлы:
узлы водостоков из чугунных труб;
узлы бытовой канализации из чугунных труб;
узлы производственной канализации из чугунных труб.
Обозначение чугунных узлов при заказе должно состоять из:
слов «узлы чугунные» или конкретного наименования узла (детали), являющегося самостоятельной поставкой заказчику;
наименования системы;
максимального и минимального диаметров условного прохода труб, определенных монтажными чертежами или эскизами и обозначаемых дробью. Перед дробью ставится - «Dy». Для узлов одного диаметра значение диаметра указывается после «Dy».
Примеры записи условного обозначения узлов при заказе:
узлы укрупненные монтажные из чугунных труб диаметрами условного прохода 50 ÷ 150 для внутренней системы бытовой канализации жилого дома -
Узлы чугунные бытовой канализации Dy 150/50 ТУ 36-737-85;
узлы укрупненные монтажные из чугунных труб диаметрами условного прохода 50 ÷ 100 мм для внутренних водостоков жилого дома -
Узлы чугунные водостоков Dy 100/50 ТУ 36-737-85;
узлы укрупненные монтажные из чугунных труб диаметрами условного прохода 50 ÷ 150 мм для внутренней системы производственной канализации производственного здания
Узлы чугунные производственной канализации Dy 150/50 ТУ 36-737-85.
Для изготовления чугунных узлов должны применяться чугунные канализационные трубы и фасонные части диаметрами условного прохода 50 ÷ 150 мм по ГОСТ 6942-98.
Для уплотнения стыков труб и фасонных частей чугунных узлов следует применять следующие материалы:
комовую или молотую серу по ГОСТ 127.1-93;
обогащенный каолин по ГОСТ 19608-84* или ГОСТ 19607-74*;
гипсоглиноземистый расширяющийся цемент по ГОСТ 11052-74;
пеньковый пропитанный канат;
паклю ленточную пропитанную по ТУ РСФСР 10-269-88.
Допускаются другие уплотнительные материалы, обеспечивающие герметичность, прочность и стойкость стыковых соединений.
Для подварки чугунных труб (фасонных частей) должны применяться электроды марок Э42А и Э46 по ГОСТ 9467-75* со специальным покрытием и электроды из чугунных прутков.
Допускаются электроды и проволока других марок по качеству не ниже указанных.
Исправление незначительных дефектов на чугунных канализационных трубах (фасонных частях), образовавшихся во время их транспортирования и хранения должно производиться сваркой.
При этом на одной трубе (фасонной части) исправленных мест не должно быть более двух.
Перед сваркой дефектные места чугунных канализационных труб (фасонных частей) должны быть очищены от масел, влаги, ржавчины и других загрязнений, а также от битумного покрытия на участке, обеспечивающем границу нагрева трубы при сварке до температуры не более 60 °С.
Исправление дефектов чугунных труб следует производить ручной электродуговой или газовой сваркой.
Исправление некачественной сварки на чугунных трубах не допускается. В этом случае они считаются бракованными.
Отрубка чугунных труб должна производиться механическим способом.
На концах чугунных труб после перерубки допускаются трещины длиной не более 15 мм и волнистость кромок не более 10 мм.
Торцы отрубленных труб должны быть перпендикулярны к их осям.
Отклонение от перпендикулярности не должно превышать 3°.
Отклонение от заготовительной длины трубной заготовки не должно превышать ± 5 мм при длине до 1 м и ± 3 мм на каждый последующий метр.
Перед сборкой чугунных узлов ленточная пакля должна быть плотно скручена в жгут толщиной не менее 7 - 8 мм, длина жгута должна быть достаточной для образования двух витков.
При сборке стыки чугунных узлов проконопачиваются двумя витками пенькового каната, либо жгутом ленточной пакли.
Затем стыки заливаются:
расплавленной до 130 - 135 °С серой с добавлением 10 % каолина;
цементным раствором консистенции жидкой сметаны (70 % воды от объема цемента).
Заливка стыка чугунного узла серой производится в один прием без разрыва струи. Стыки, залитые серой, выдерживают 5 - 10 минут до полного затвердевания серы.
Стыки чугунных узлов, заделанные цементом, выдерживают 40 минут (для обеспечения схватывания).
Расслоение и раковины в залитых серой или цементом стыках чугунных узлов, а также неполная заливка раструбного стыка не допускается.
Отклонения линейных размеров у собранного узла не должно превышать: ± 10 мм.
Поврежденные места покрытий чугунных узлов подлежат покрытию.
К покрытию принимаются узлы, прошедшие контроль качества сварки, сборки и испытания.
Подготовка поверхности под покрытие и покрытие производится по технологии, утвержденной на заводе-изготовителе в соответствии с требованиями действующих стандартов.
Поврежденные места покрытия чугунных труб (фасонных частей) должны быть покрыты антикоррозионным составом на основе битумов марки БНИ IV-3 по ГОСТ 9812-74* или других марок, обеспечивающим температуру размягчения антикоррозионного покрытия не ниже 60 °С.
Антикоррозионное покрытие должно быть сплошным, гладким, без трещин и пузырей, прочно сцепленным с металлом и не должно быть липким.
Чугунные узлы должны быть приняты ОТК завода-изготовителя.
До изготовления чугунных узлов чугунные трубы должны быть проверены на отсутствие трещин, которые могли образоваться при транспортировании.
Для проверки соответствия чугунных узлов требованиям технических условий и монтажных чертежей или эскизов завод-изготовитель должен производить приемочный контроль.
При этом должны проверяться:
основные размеры и отклонения от геометрических форм;
качество отрубки, правильность сборки раструбных соединений;
герметичность раструбных соединений чугунных узлов и прочность и плотность заваренных дефектных участков на чугунных трубах (фасонных частях) гидравлическим испытанием;
качество отделки, маркировки, упаковки;
комплектность;
товарный вид.
Чугунные узлы предъявляются партиями к проверке:
размеров и отклонений;
качества отрубки, заделки и правильности сборки раструбных соединений;
герметичности раструбных соединений;
качество отделки, маркировки и упаковки;
комплектности.
Количество проверяемых образцов от партии определяется заводом-изготовителем.
В тех случаях, когда в числе образцов, подлежащих проверке, обнаруживаются нарушения требований технических условий и чертежей, назначается повторная проверка удвоенного количества проверяемых образцов от партии.
На каждом чугунном узле должны проверяться:
прочность плотность заваренных дефектных участков на трубе до сборки узла;
товарный вид.
Обнаруженные дефекты должны быть устранены.
Если при повторной проверке обнаружатся нарушения требований технических условий и чертежей, вся предъявляемая к приемке партия бракуется.
Результаты испытаний должны быть зафиксированы в документации (журналах, актах и др.).
На принятые чугунные узлы ОТК завода-изготовителя делает отметку в сопроводительной документации.
На забракованные чугунные узлы должен составляться акт, в котором указывается возможность исправления брака.
На чугунные узлы, не подлежащие исправлению, должна ставиться отметка ОТК завода-изготовителя, указывающая об окончательном браке.
Хранение бракованных чугунных узлов вместе с годными запрещается.
Отсутствие трещин на чугунной трубе (фасонной части) проверяют обстукиванием трубы деревянным молотком массой 0,5 кг; при этом металл не должен издавать дребезжащего звука.
Ударная плоскость молотка должна быть не менее 8 см2.
Обстукивание должно производиться с усилием, приложенным к рукоятке молотка движением кисти руки.
Для проверки геометрических размеров узлов должен применяться следующий измерительный инструмент:
штангенциркуль по ГОСТ 166-89*;
линейка металлическая по ГОСТ 427-75* или линейка поверочная по ГОСТ 8026-92;
рулетка измерительная металлическая по ГОСТ 7502-89*;
угломер по ГОСТ 5378-88;
угольник поверочный по ГОСТ 3749-77*;
щупы по ТУ 2.034.225-87;
шаблоны (кондукторы), изготовленные заводом-изготовителем и аттестованные в установленном порядке.
Для измерения отклонений от перпендикулярности соединений труб должны применяться угольники по ГОСТ 3749-77*.
Герметичность раструбных соединений чугунных узлов проверяется гидравлическим испытанием путем заполнения узла водой и выдержкой его с водой в течение 10 мин.
Чугунные трубы (фасонные части) с заваренными дефектными местами перед сборкой в узлы должны быть подвергнуты гидравлическому испытанию в соответствии с требованиями ГОСТ 6942-98.
Выдержавшими гидравлическое испытание считаются чугунные узлы, в местах соединений которых отсутствуют просачивание воды или запотевание.
Чугунные узлы поставляются партиями согласно утвержденным монтажным чертежам или эскизам.
Размер партии определяется заводом-изготовителем на основании заказа.
В комплект поставки партии должны входить средства крепления, если они предусмотрены чертежами и заказом.
Средства крепления должны изготавливаться по действующим техническим условиям.
К каждой партии чугунных узлов, отправляемой одному заказчику одной транспортной единицей, признается сопроводительный документ установленной формы.
При этом в сопроводительном документе указывается:
наименование завода-изготовителя и его ведомственная принадлежность;
номер заказа;
обозначение чугунных узлов по техническим условиям;
общее количество чугунных узлов в контейнере и количество конкретных чугунных узлов в каждом контейнере (партии) с указанием номера контейнера;
количество контейнеров;
дата выпуска;
гарантийный срок;
отметка ОТК;
количество однотипных средств крепления и обозначение их по соответствующим техническим условиям или стандартам.
Партия чугунных узлов должна упаковываться в специализированные контейнеры, изготовленные заводом-изготовителем узлов в соответствии с нормативно-технической документацией, утвержденной в установленном порядке.
При укладке в контейнер чугунных узлов раструбы труб должны быть расположены в разные стороны. Концы труб не должны выступать из контейнера.
Масса «брутто» контейнера не должна превышать 3 т.
При упаковке в контейнер чугунные узлы должны быть плотно уложены и привязаны в контейнере проволокой диаметром не менее 5 мм по ГОСТ 3282-74* с целью предохранения от перемещения.
При упаковке узлов в контейнер или пакет концы труб должны быть закрыты на время транспортирования и хранения инвентарными пробками, изготовленными заводом-изготовителем по утвержденной технологии.
Допускается по соглашению завода-изготовителя с потребителем инвентарные пробки не устанавливать.
Товаросопроводительная документация должна быть упакована в пленку по ГОСТ 16272-79* или бумагу по ГОСТ 515-77*, или по ГОСТ 8828-89.
Каждая партия чугунных узлов должна иметь потребительскую маркировку готовой продукции.
Потребительская маркировка должна содержать:
номер заказа;
обозначение чугунных узлов по техническим условиям;
дату выпуска чугунных узлов;
отметку ОТК.
Каждый контейнер или пакет с упакованной партией (партиями) чугунных узлов должен иметь транспортную маркировку согласно ГОСТ 14192-77*.
При этом должен быть указан манипуляционный знак - место строповки.
Транспортная маркировка должна наноситься на ярлык в соответствии с требованиями ГОСТ 14192-77*.
Потребительскую маркировку чугунных узлов наносят на такой же отдельный ярлык или на табличку по ГОСТ 12971-67*.
Метод нанесения маркировки, способ и место крепления ярлыка или таблички с потребительской маркировкой чугунных узлов устанавливается заводом-изготовителем, но должны быть одинаковыми для всех упаковок одной партии.
Метод нанесения транспортной маркировки, способ и место крепления ярлыка с транспортной маркировкой устанавливаются заводом-изготовителем в соответствии с требованиями ГОСТ 14192-96.
Упакованные чугунные узлы транспортируются мелкими отправками на открытом подвижном составе по железным дорогам, автомобильным и речным транспортом в соответствии с «Правилами перевозок...», действующими на этих видах транспорта.
При хранении чугунных узлов более одного года они должны быть подвергнуты испытанию согласно требованиям технических условий.
Монтаж и эксплуатация чугунных узлов должны производиться по монтажным чертежам в соответствии с требованиями СНиП 3.05.01-85.
Завод-изготовитель гарантирует соответствие чугунного узла требованиям технических условий при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных техническими условиями.
Гарантийный срок эксплуатации устанавливается 9 месяцев, но не более 12 месяцев со дня проведения испытания на заводе-изготовителе.
Технические условия распространяются на узлы укрупненные монтажные из чугунных труб канализации санитарно-технических кабин, предназначенные для индустриального монтажа внутренних систем канализации жилых и общественных зданий.
Чугунные узлы должны применяться для транспортирования неагрессивной и нетоксичной среды давлением не более 0,1 МПа (1 кгс/см2) и температурой не более 50 °С.
Обозначение чугунных узлов на заказе:
УЗЛЫ ЧУГУННЫЕ САНТЕХКАБИН ТУ 400-28-118-85
Узлы чугунные должны соответствовать требованиям технических условий и рабочих чертежей, утвержденным в установленном порядке.
Узлы состоят из:
- труб ТЧК-100 по ГОСТ 6942-98;
- ревизии Р-100 по ГОСТ 6942-98;
- тройника ТПК-100×50 по ГОСТ 6942-98;
- крестовины КД-100×100×50 по ГОСТ 6942-98;
- отвода О150-100Д по ГОСТ 6942-98.
Основные размеры чугунных узлов устанавливаются в рабочих чертежах. Для изготовления чугунных узлов применяются чугунные трубы и фасонные части по ГОСТ 6942-98 диаметрами 50 - 100 мм.
Для заделки стыков чугунных узлов применяются:
- канат пеньковый;
- сера техническая молотая по ГОСТ 127.1-93;
- обогащенный каолин по ГОСТ 19607-74* или ГОСТ 19608-84*.
Для подварки чугунных труб и фасонных частей должны применяться электроды марок Э42А и Э46 по ГОСТ 9467-75* со специальным покрытием и электроды из чугунных прутков.
Торцы отрубленных и отрезанных труб должны быть перпендикулярны к их осям. Отклонение от перпендикулярности не должно превышать 3°.
Перед заделкой стыков концы труб и раструбы должны быть очищены от грязи.
Чугунные узлы должны соответствовать по размерам и взаимному расположению фасонных частей рабочим чертежам.
Стыки чугунных узлов проконопачиваются двумя витками пенькового каната.
Заливаются стыки расплавленной серой с добавлением 10 % каолина, разогретой до 100 - 135 °С. Заливка стыка производится в один прием, не разрывая струи.
Стыки, заделанные серой, выдерживаются 5 - 10 мин. до полного затвердевания.
Расслоение и раковины в уплотняющем материале стыков, а также не полная заливка раструбного стыка не допускаются. Размеры заделки стыковых соединений указаны в нижеследующей таблице.
|
Диаметр труб, мм |
Глубина раструбов, мм |
Глубина конопатки, мм |
Глубина заливки серой, мм |
Величина нормального кольцевого зазора, мм |
|
50 |
60 |
15 |
45 |
6 |
|
100 |
70 |
15 |
55 |
6 |
Отклонение линейных размеров собранного узла не должно превышать ± 10 мм.
Исправление незначительных дефектов на чугунных канализационных трубах и фасонных частях, которые могут образоваться при транспортировании и хранении, должно производиться сваркой. При этом на одной трубе (фасонной части) исправленных мест не должно быть более двух.
Перед сваркой дефектные места чугунных канализационных труб (фасонных частей) должны быть очищены от масел, плат, ржавчины и других загрязнений, а также битумного покрытия на участке, обеспечивающем границу нагрева трубы при сварке до температуры не более 60 °С.
Исправление дефектов чугунных труб (фасонных частей) следует производить ручной дуговой сваркой по ГОСТ 5264-80* или газовой сваркой по ГОСТ 14771-76*.
Сварные швы должны быть ровными, без непровара. В сварном соединении не допускаются трещины, поры, непровары, свищи и прожоги.
Исправление дефектов сварки подчеканкой не допускается.
Исправление некачественной сварки на чугунных трубах (фасонных частях) не допускается. В этом случае они считаются бракованными.
Поврежденные места чугунных узлов подлежат покрытию.
Подготовка поверхности под покрытие и покрытие производится по технологии завода-изготовителя в соответствии с требованиями действующих стандартов.
Поврежденные места покрытия чугунных труб (фасонных частей) должны быть покрыты антикоррозионным составом на основе битумов БНИ-3 по ГОСТ 9812-74* или других марок, обеспечивающих температуру размягчения антикоррозионного покрытия не ниже 60 °С.
Антикоррозионное покрытие должно быть сплошным, гладким, без трещин и пузырей, прочно сцепленным с металлом и не быть липким.
Чугунные узлы поставляются партиями согласно утвержденным чертежам. Размер партии определяется на основании заказа-соглашения.
В комплект поставки партии должны входить средства крепления, если они предусмотрены чертежами и заказами.
К каждой партии чугунных узлов, отправляемых одному заказчику одной транспортной единицей, прилагается сертификат.
Партии чугунных узлов должны упаковываться в специализированные контейнеры, изготавливаемые заводом-изготовителем по ГОСТ 18477-79*. При упаковке в контейнер нескольких партий чугунных узлов (одному заказчику) каждая партия перевязывается отдельно.
При поставке чугунных узлов вместе со средствами крепления, последние должны быть упакованы в соответствии с требованиями действующих на них технических условий.
К каждому контейнеру чугунных узлов на видном месте должна быть прикреплена табличка с маркировкой упакованных узлов. Табличка должна быть выполнена по ГОСТ 12971-67* и ГОСТ 12969-67*.
Маркировка упакованных узлов должна содержать:
- номер заказа;
- обозначение узла по техническим условиям;
- дату выпуска и испытаний чугунных узлов.
Транспортная маркировка должна быть выполнена по ГОСТ 14192-96, при этом должны быть нанесены манипуляционные знаки № 9 и № 11.
В процессе изготовления чугунных узлов должны осуществляться входной, операционный и приемочный контроль.
До изготовления чугунных узлов входному контролю на соответствие стандартам (техническим условиям) должны подвергаться материалы, трубы и детали. Чугунные трубы и фасонные части должны быть проверены на отсутствие трещин, которые могли образоваться при транспортировании.
Для проверки соответствия чугунных узлов требованиям технических условий и монтажных чертежей завод-изготовитель должен проводить приемочный контроль.
При приемочном контроле должны проверяться:
- основные размеры и отклонения от геометрических форм;
- качество отрубки, заделки и правильности сборки раструбных соединений;
- герметичность раструбных соединений чугунных узлов и прочность заваренных дефектных участков на чугунных трубах;
- качество отделки, маркировки и упаковки;
- комплектность.
Приемочному контролю (за исключением гидравлических испытаний) подвергается 100 % узлов от партии.
Гидравлическим испытаниям подвергается 5 % узлов от партии, но не менее 2 узлов.
Если при повторной проверке обнаружатся нарушения требований технических условий и чертежей, вся предъявляемая к приемке партия узлов бракуется.
Отсутствие трещин на трубах и фасонных частях при входном контроле проверяют обстукиванием деревянным молотком массой 0,5 кг, при этом металл не должен издавать дребезжащего звука. Ударная плоскость молотка должна быть не менее 8 см2.
Отсутствие заливов, наростов, капель металла и шлаковых наслоений проверяется визуально.
Проверку геометрических размеров, центровку раструбных соединений проводят мерительным инструментом по ГОСТ 427-75* и ГОСТ 166-89*.
Качество заделки стыков проверяется наружным осмотром с расчеканкой одного стыка на 100 - 200 заделанных раструбов.
Герметичность раструбных соединений чугунных узлов проверяется гидравлическим испытанием путем заполнения узла водой и выдержкой его с водой в течение 10 минут.
Чугунные трубы и фасонные части с заваренными дефектными местами перед сборкой в узлы должны быть подвергнуты гидравлическому испытанию в соответствии с требованиями ГОСТ 6942-98.
Выдержавшими испытания считаются чугунные узлы, в местах соединений которых отсутствуют просачивание воды или запотевание. Для испытаний должна применяться вода с температурой не ниже 5 °С и не выше 40 °С.
Соответствие взаимного расположения фасонных частей проверяется внешним осмотром.
Проверка товарного вида, отделки, комплектности и упаковки производится визуально.
Чугунные узлы транспортируются автомобильным транспортом в соответствии с «Едиными правилами перевозки грузов…».
Хранение и транспортирование чугунных узлов должно производиться в условиях, защищающих их от механических повреждений и загрязнений.
При хранении чугунных узлов более одного года они должны быть подвергнуты повторному испытанию согласно вышеизложенным требованиям.
Гарантийный срок эксплуатации узлов устанавливается 9 месяцев, но не более 12 месяцев со дня проведения испытаний на заводе-изготовителе.
Технические требования к пластмассовым трубам
ГОСТ 18599-83* «Трубы напорные из полиэтилена. Технические условия».
ТУ 6-49-14-89 «Детали соединительные из полиэтилена высокого давления для напорных труб».
ТУ 6-49-22-90 «Детали соединительные из полиэтилена низкого давления для напорных труб».
ТУ 34-08-10442-90 «Детали соединительные сварные из полиэтилена для напорных трубопроводов».
ТУ 6-19-218-86 «Детали соединительные из полиэтилена низкого давления сварные и гнутые для напорных труб».
ТУ 6-49-04719662-115-93 «Трубы напорные из полиэтилена средней плотности».
ТУ 2248-001-02958115-94 «Трубы напорные из вторичного гранулированного полиэтилена».
ТУ 2248-001-32235015-95 «Трубы напорные из полиэтилена».
ТУ 6-19-374-87 «Трубы радиационно-химически модифицированные из полиэтилена низкого давления для подводок горячего водоснабжения».
ГОСТ 28117-89 «Трубы из непластифицированного поливинилхлорида. Типы и сортамент».
ТУ 6-19-231-87 «Трубы напорные из непластифицированного поливинилхлорида».
ТУ 6-49-4-88 «Трубы ПВХ-12,5 напорные с раструбом из непластифицированного поливинилхлорида».
ТУ 6-19-223-85 «Детали соединительные из непластифицированного поливинилхлорида для соединений под резиновое кольцо».
ТУ 6-19-221-85 «Отводы для труб из непластифицированного поливинилхлорида».
ТУ 6-49-18-90 «Детали соединительные из непластифицированного поливинилхлорида для клеевых соединений напорных труб».
ТУ 2248-011-00284581-96 «Детали фасонные напорных трубопроводов из непластифицированного поливинилхлорида для энергетических систем».
ТУ 38 1051933-93 «Кольца резиновые уплотнительные для напорных трубопроводов из непластифицированного поливинилхлорида».
ТУ 6-19-215-86 «Трубы для электропроводок гладкие из непластифицированного поливинилхлорида».
ТУ 38.102100-89 «Трубы полипропиленовые напорные».
ТУ 6-06-20-19-89 «Трубы полипропиленовые».
ТУ 2248-006-41989945-98 «Трубы напорные из сополимера пропилена «Рандом сополимер» (РРКС)».
ТУ 4926-005-41989945-97 «Трубы и патрубки из полипропилена для канализации».
ТУ 6-19-307-86 «Трубы и патрубки из непластифицированного поливинилхлорида для канализации».
ТУ 6-49-33-92 «Части фасонные из непластифицированного поливинилхлорида для канализационных труб».
ТУ 6-49-0203534-94-93 «Трубы из непластифицированного поливинилхлорида для водостоков».
ГОСТ 22689.0-89 - ГОСТ 22689.2-89 «Трубы полиэтиленовые канализационные и фасонные части к ним. Общие технические условия. Сортамент. Конструкция».
ТУ 2290-001-12333095-96 «Трубы МПТ и соединительные детали к ним».
ТУ 2248-001-29325094-97 «Трубы металлополимерные».
ТУ 2248-001-07629379-96 «Трубы напорные металлополимерные».
ТУ 2248-004-07629379-97 «Трубы напорные металлополимерные для горячего водоснабжения и отопления».
ГОСТ 12816-80* «Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20 МПа (от 1 до 200 кгс/см2). Общие технические требования».
ГОСТ 12815-80* «Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см). Типы. Присоединительные размеры и размеры уплотнительных поверхностей».
ГОСТ 12820-80* «Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры».
ГОСТ 12822-80* «Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры».
ГОСТ 9544-93 «Арматура трубопроводная запорная. Нормы герметичности затворов».
ГОСТ 7338-90 «Пластины резиновые и резинотканевые. Технические условия».
ГОСТ 15180-86 «Прокладки плоские эластичные. Основные параметры и размеры».
ГОСТ 17133-83* «Пластины резиновые для изделий, контактирующих с пищевыми продуктами».
Стандарты и технические условия на трубы, соединительные детали, арматуру, уплотнительные и другие материалы, предусмотренные проектом.
СНиП 3.01.01-85* «Организация строительного производства».
СНиП 3.05.01-85 «Внутренние санитарно-технические системы».
СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий».
СНиП 2.04.05-91* «Отопление, вентиляция и кондиционирование».
СН 478-80 «Инструкция по проектированию и монтажу сетей водоснабжения и канализации из пластмассовых труб».
СП-40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер».
СП-40-103-98 «Проектирование и монтаж трубопроводов систем холодного и горячего внутреннего водоснабжения с использованием металлополимерных труб».
СП-41-102-98 «Проектирование и монтаж трубопроводов систем отопления с использованием металлополимерных труб».
ТУ 36-2445-82 «Заготовки внутренней хозяйственно-фекальной канализации из пластмассовых канализационных труб и фасонных частей к ним типа ЗК».
ОСТ 102-63-81 «Соединения сварные и швы пластмассовых трубопроводов. Контактная тепловая сварка. Основные типы и конструктивные элементы».
ОСТ 6-19-505-79 «Сварка контактная встык труб из полиэтилена. Типовой технологический процесс».
РТМ 36.44.15.3-87 «Рекомендации по изготовлению соединительных деталей из полиэтиленовых и пропиленовых труб для монтажа технологических трубопроводов».
Технические условия на узлы монтажные из пластмассовых труб для внутренних санитарно-технических систем, предусмотренные проектом.
Входной контроль качества пластмассовых труб, соединительных деталей, арматуры, фасонных частей и других материалов для изготовления узлов трубопроводов систем водоснабжения и канализации из пластмассовых труб должен осуществляться в соответствии с требованиями государственных стандартов, технических условий на конкретные виды материалов и изделий, ППР, технологических карт, СОКК и другой технологической документации, утвержденной в установленном порядке.
Стандарт распространяется на напорные трубы кольцевого сечения, изготовленные из полиэтилена низкого давления (ПНД) с допускаемым напряжением в стенке трубы 5 МПа и высокого давления (ПВД) с допускаемым напряжением в стенке трубы 2,5 МПа.
Напорные трубы из полиэтилена изготовляют четырех типов (Л, СЛ, С и Т) в зависимости от величины постоянного внутреннего давления воды при 20 °С, которые трубы могут выдерживать в течение 50 лет.
|
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
|
Л - легкий |
0,25 (2,5) |
С - средний |
0,6 (6,0) |
|
СЛ - среднелегкий |
0,4 (4,0) |
Г - тяжелый |
1,0 (10,0) |
Трубы из полиэтилена низкого давления должны выпускаться диаметром от 10 до 1200 мм, трубы из полиэтилена высокого давления - от 18 до 160 мм.
Предельные отклонения наружного диаметра труб из полиэтилена низкого и высокого давления приведены в нижеследующей таблице.
|
Средний наружный диаметр |
Средний наружный диаметр |
Средний наружный диаметр |
|||
|
Номинальный |
Пред. откл. |
Номинальный |
Пред. откл. |
Номинальный |
Пред. откл. |
|
10 - 32 |
+ 0,3 |
140 |
+ 1,3 |
315 |
+ 2,9 |
|
40 |
+ 0,4 |
160 |
+ 1,5 |
355 |
+ 3,2 |
|
50 |
+ 0,5 |
180 |
+ 1,7 |
400 |
+ 3,6 |
|
63 |
+ 0,6 |
200 |
+ 1,8 |
450 |
+ 3,8 |
|
75 |
+ 0,7 |
225 |
+ 2,1 |
500 |
+ 4,0 |
|
90 |
+ 0,9 |
250 |
+ 2,3 |
560 |
+ 4,2 |
|
110 |
+ 1,0 |
280 |
+ 2,6 |
630 |
+ 4,5 |
|
125 |
+ 1,2 |
|
|
|
|
Трубы изготовляют в отрезках, бухтах и катушках. Трубы в отрезках должны изготовляться номинальной длины от 5 до 12 м с кратностью 0,5 м. Предельные отклонения длины от номинальной ... + 100 мм.
В бухтах и катушках выпускаются трубы диаметром до 160 мм включительно. Длина и предельные отклонения по длине труб в бухтах и катушках оговариваются в договоре поставки.
Трубы должны иметь гладкие наружные и внутренние поверхности. Допускаются незначительные продольные полосы и волнистость. На поверхности и по торцу не допускаются пузыри, раковины, любые посторонние включения, видимые без применения увеличительных приборов.
Цвет труб - черный, однородный.
Изменение длины труб из ПНД и ПВД после прогрева должно быть не более 3 %.
Партия труб должна иметь документ о качестве, содержащий: наименование и (или) товарный знак предприятия-изготовителя, номер партии, дату выпуска партии, условное обозначение трубы, размер партии в метрах и (или) килограммах, результаты испытаний или подтверждение о соответствии качества требованиям ГОСТ 18599-83*.
Маркировка должна быть нанесена на поверхность трубы нагретым металлическим штампом с интервалом не более 4 м и должна включать товарный знак предприятия, условное обозначение трубы без слова «труба», месяц, год изготовления и номер линии в случае формирования партии с двух технологических линий. В маркировку допускается включать номер партии, линии, смены, код аппаратчика.
Условное обозначение труб состоит из слова «труба», из наименования материала, диаметра трубы, типа трубы, указания назначения трубы: хозяйственно-питьевого назначения обозначают словом «питьевая», в остальных случаях - «техническая».
Трубы, выпускаемые в прямых отрезках, должны быть связаны в пакеты массой до 1 т. Из пакетов допускается формировать блок-пакеты массой до 5 т. Трубы диаметром 315 мм и более допускается не связывать в пакеты.
Внутренний диаметр бухты должен быть не менее 20 наружных диаметров трубы для труб типов Т и С, 25 наружных диаметров для труб типа СЛ и 30 наружных диаметров для труб типа Л.
Бухты труб диаметром до 32 мм включительно должны быть скреплены не менее чем в четырех местах, трубы большего диаметра - не менее чем в шести. Концы труб должны быть притянуты к бухте.
Пакеты труб длиной до 6 м включительно должны быть скреплены не менее чем в двух местах, большей длины - не менее чем в трех местах.
Трубы в бухтах хранят в горизонтальном и вертикальном положении. При хранении в штабелях высота штабеля труб типов Л и СЛ не должна превышать 2 м, труб типа С - 3 м и труб типа Т - 4 м.
Напорные трубы из полиэтилена выпускаются также по ТУ 6-49-04719662-115-93 «Трубы напорные из полиэтилена средней плотности», ТУ 2248-001-02958115-94 «Трубы напорные из вторичного гранулированного полиэтилена», ТУ 2248-001-32235015-95 «Трубы напорные из полиэтилена».
Детали соединительные из полиэтилена выпускаются по ТУ 6-49-14-89 «Детали соединительные из полиэтилена высокого давления для напорных труб», ТУ 6-49-22-90 «Детали соединительные из полиэтилена низкого давления для напорных труб», ТУ 34-08-10442-90 «Детали соединительные сварные из полиэтилена для напорных трубопроводов» и ТУ 6-19-218-86 «Детали соединительные из полиэтилена низкого давления сварные и гнутые для напорных труб».
Технические условия распространяются на трубы напорные кольцевого сечения из непластифицированного поливинилхлорида (ПВХ), предназначенные для трубопроводов, транспортирующих воду, в том числе хозяйственно-питьевого водоснабжения, и другие жидкости и газообразные вещества, к которым ПВХ, материал уплотнительных колец и клеевой шов химически стоек.
По техническим условиям выпускаются трубы ПВХ-10, отвечающие допускаемому напряжению в стенке трубы (d) 10 МПа (100 кгс/см2).
Трубы ПВХ-10 выпускаются четырех типов в зависимости от величины постоянного внутреннего давления воды при температуре 20 °С, которое трубы могут выдерживать в течение 50 лет.
|
Тип трубы |
Номинальное давление, МПа (кгс/см2) |
|
СЛ - среднелегкий |
0,4 (4,0) |
|
С - средний |
0,6 (6,0) |
|
Т - тяжелый |
1,0 (10,0) |
|
ОТ - особотяжелый |
1,6 (16,0) |
Трубы должны выпускаться следующих видов:
без раструбов;
с раструбами под клеевое соединение (РК);
с раструбами для соединения с помощью резиновых уплотнительных колец (Р).
Трубы должны изготавливаться в отрезках, номинальной длины 5,5; 6,0; 6,5 м. Предельное отклонение длины труб от номинальной ± 50 мм. Допускается поставка труб меньшей длины (но не менее 2, м) в количестве до 5 % от размера партии.
По согласованию между потребителем и изготовителем, а также транспортной организацией МПС в случае отправки труб железнодорожным транспортом, допускается поставка труб другой длины.
Размеры и предельные отклонения от них труб без раструбов не должны превышать приведенных в нижеследующей таблице, мм.
|
Средний наружный диаметр |
СЛ |
С |
Т |
ОТ |
|||||
|
Толщина стенки |
Толщина стенки |
Толщина стенки |
Толщина стенки |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
10 |
+ 0,2 |
- |
- |
- |
- |
- |
- |
1,0 |
+ 0,3 |
|
12 |
+ 0,2 |
- |
- |
- |
- |
- |
- |
1,0 |
+ 0,3 |
|
16 |
+ 0,2 |
- |
- |
- |
- |
- |
- |
1,2 |
+ 0,4 |
|
20 |
+ 0,2 |
- |
- |
- |
- |
- |
- |
1,5 |
+ 0,4 |
|
25 |
+ 0,2 |
- |
- |
- |
- |
1,5 |
+ 0,4 |
1,9 |
+ 0,4 |
|
32 |
+ 0,2 |
- |
- |
- |
- |
1,8 |
+ 0,4 |
2,4 |
+ 0,5 |
|
40 |
+ 0,2 |
- |
- |
1,8 |
+ 0,4 |
1,9 |
+ 0,4 |
3,0 |
+ 0,5 |
|
50 |
+ 0,2 |
- |
- |
1,8 |
+ 0,4 |
2,4 |
+ 0,5 |
3,7 |
+ 0,6 |
|
63 |
+ 0,2 |
- |
- |
1,9 |
+ 0,4 |
3,0 |
+ 0,5 |
4,7 |
+ 0,7 |
|
75 |
+ 0,3 |
1,8 |
+ 0,4 |
2,2 |
+ 0,5 |
3,6 |
+ 0,6 |
5,6 |
+ 0,8 |
|
90 |
+ 0,3 |
1,8 |
+ 0,4 |
2,7 |
+ 0,5 |
4,3 |
+ 0,7 |
6,7 |
+ 0,9 |
|
110 |
+ 0,3 |
2,2 |
+ 0,5 |
3,2 |
+ 0,6 |
5,3 |
+ 0,8 |
8,2 |
+ 1,1 |
|
125 |
+ 0,3 |
2,5 |
+ 0,5 |
3,7 |
+ 0,6 |
6,0 |
+ 0,8 |
9,3 |
+ 1,2 |
|
140 |
+ 0,4 |
2,8 |
+ 0,5 |
4,1 |
+ 0,7 |
6,7 |
+ 0,9 |
10,4 |
+ 1,3 |
|
160 |
+ 0,4 |
3,2 |
+ 0,6 |
4,7 |
+ 0,7 |
7,7 |
+ 1,0 |
11,9 |
+ 1,4 |
|
200 |
+ 0,4 |
4,0 |
+ 0,6 |
5,9 |
+ 0,8 |
9,6 |
+ 1,2 |
14,9 |
+ 1,7 |
|
225 |
+ 0,5 |
4,5 |
+ 0,7 |
6,6 |
+ 0,9 |
10,8 |
+ 1,3 |
16,7 |
+ 1,9 |
|
280 |
+ 0,6 |
5,5 |
+ 0,8 |
8,2 |
+ 1,1 |
13,4 |
+ 1,6 |
20,8 |
+ 2,3 |
|
315 |
+ 0,6 |
6,2 |
+ 0,9 |
9,2 |
+ 1,2 |
15,0 |
+ 1,7 |
23,4 |
+ 2,6 |
Размеры и предельные отклонения от них труб с раструбом не должны превышать значений, приведенных в нижеследующей таблице.
|
d |
d1 |
l |
l1 |
|
|
Номинальное |
Предельное отклонение |
|||
|
20 |
20,3 |
- 0,2 |
32 |
3 |
|
25 |
25,3 |
- 0,2 |
32 |
3 |
|
32 |
32,3 |
- 0,2 |
32 |
3 |
|
40 |
40,3 |
- 0,2 |
40 |
4 |
|
50 |
50,3 |
- 0,2 |
50 |
5 |
|
63 |
63,3 |
- 0,2 |
63 |
6 |
|
75 |
75,3 |
- 0,2 |
70 |
7 |
|
90 |
90,3 |
- 0,2 |
79 |
8 |
|
110 |
110,3 |
- 0,2 |
91 |
10 |
|
125 |
125,3 |
- 0,2 |
100 |
11 |
|
140 |
140,4 |
- 0,3 |
109 |
12 |
|
160 |
160,4 |
- 0,3 |
121 |
14 |
|
Примечание: предельные отклонения d и s приведены в вышеприведенной таблице. |
||||
Раструб для клеевого соединения (РК)
Размеры и предельные отклонения от них, мм, труб с раструбом для соединения с помощью резиновых уплотнительных колец (Р) не должны превышать величин, приведенных в нижеследующей таблице.
|
d |
d1 |
d2 |
S1, не менее, для труб типа |
е, не менее |
l |
l1, не менее |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
С |
Т |
|||||||||
|
63 |
63,6 |
+ 0,7 |
80,0 |
+ 0,8 |
- |
3,4 |
13 |
99,5 |
6 |
|
|
75 |
75,6 |
+ 0,7 |
93,9 |
+ 0,8 |
- |
4,0 |
14 |
102,5 |
7 |
|
|
90 |
90,7 |
+ 0,8 |
110,7 |
+ 0,8 |
- |
4,8 |
15 |
110,5 |
8 |
|
|
110 |
110,8 |
+ 0,9 |
132,5 |
+ 0,9 |
3,5 |
5,9 |
17 |
116,0 |
10 |
|
|
160 |
161,0 |
+ 1,1 |
186,0 |
+ 1,0 |
5,1 |
8,5 |
22 |
134,5 |
14 |
|
|
225 |
226,4 |
+ 1,1 |
254,5 |
+ 1,2 |
7,1 |
12,0 |
27 |
154,0 |
20 |
|
|
280 |
281,6 |
+ 1,4 |
314,7 |
+ 1,4 |
8,9 |
14,9 |
32 |
172,0 |
24 |
|
|
315 |
316,8 |
+ 1,5 |
351,3 |
+ 1,6 |
9,9 |
16,7 |
35 |
184,0 |
26 |
|
|
Примечание: предельные отклонения d и s приведены в вышеприведенной таблице. |
||||||||||
Раструб для соединения с помощью резиновых уплотнительных колец (Р)
Трубы должны изготавливаться из композиций на основе отечественного или импортного поливинилхлорида, имеющих разрешение Минздрава (для хозяйственно-питьевого водоснабжения).
Трубы должны иметь гладкую наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость. На поверхности и по торцу не допускаются пузыри, раковины, трещины, видимые без применения увеличительных приборов.
Цвет труб темносерый, оттенки не регламентируются.
Трубы в условиях монтажа и эксплуатации не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте влияния на организм человека. Работа с ними не требует особых мер предосторожности.
При поднесении открытого пламени трубы загораются без взрыва, по вынесении из пламени затухают.
Трубы поставляются партиями. Размер партии должен быть не более 3500 м для труб диаметром свыше 90 мм и не более 5000 м для труб диаметром 90 мм и менее.
Партия труб должна сопровождаться документом о качестве, который должен содержать следующие данные: наименование и/или товарный знак предприятия-изготовителя; условное обозначение труб; номер партии и дату изготовления; размер партии в метрах и штуках; показатели качества по проведенным испытаниям или подтверждение о соответствии качества требованиям технических условий; штамп и подпись ОТК.
Трубы с раструбами для соединения с помощью резинового кольца должны поставляться в комплекте с резиновыми уплотнительными кольцами по ТУ 38.105.1933-93. Качество колец должно гарантироваться заводом-изготовителем колец и подтверждаться паспортом. Количество колец (шт.) должно быть равно количеству труб. По согласованию сторон допускается поставка дополнительного количества колец в размере до 5 %.
Маркировка должна наноситься на поверхность каждой трубы нагретым металлическим штампом или краской и должна включать условное обозначение трубы без слова «труба», товарный знак или наименование предприятия-изготовителя. В маркировку допускается включать дату изготовления, номер смены, партии, линии, код аппаратчика.
Условное обозначение труб состоит из наименования материала, вида трубы, диаметра трубы, указания назначения трубы: хозяйственно-питьевого назначения обозначают словом «питьевая», в остальных случаях - «техническая».
Примеры условного обозначения.
Труба из непластифицированного ПВХ без раструба диаметром 110 мм среднелегкого типа, разрешенная Минздравом для хозяйственно-питьевого водоснабжения:
Труба ПВХ 110 СЛ питьевая ТУ 6-19-231-87.
Труба из непластифицированного ПВХ с раструбом для клеевого соединения диаметром 32 мм тяжелого типа, не имеющая разрешения для хозяйственно-питьевого водоснабжения:
Труба ПВХ РК 32 Т техническая ТУ 6-19-231-87.
Труба из непластифицированного ПВХ с раструбом для соединения с помощью резиновых уплотнительных колец, диаметром 160 мм среднего типа, разрешенная для хозяйственно-питьевого водоснабжения:
Труба ПВХ Р160 С питьевая ТУ 6-19-231-87.
Трубы диаметром менее 90 мм должны быть связаны в пакеты массой не более 80 кг, при механизированной погрузке - в пакеты массой до 1500 кг. Пакеты труб должны быть скреплены в двух-трех местах по длине средствами скрепления по ГОСТ 21650-76*.
Трубы диаметром 90 мм и более поставляются в пакетах, скрепленных в двух местах с помощью рамы из бруса деревянного по ГОСТ 24454-80*, обтянутого лентой стальной, скрепленной в замок, или пакетах, обвязанных в двух-трех местах по длине средствами скрепления по ГОСТ 21650-76*.
Кольца, комплектующие трубы, должны быть упакованы в мешки или ящики.
Каждый пакет труб должен снабжаться ярлыком из картона, фанеры или другого материала с нанесением несмываемой краской транспортной маркировки по ГОСТ 14192-96. На ярлыке должны быть указаны: наименование предприятия-изготовителя или его товарный знак; наименование пункта отправления; условное обозначение труб; номер партии и дата изготовления; количество труб в упаковке в м, кг и штуках; номинальная длина труб.
Гарантийный срок хранения труб - два года со дня изготовления.
Трубы должны храниться в горизонтальном положении в штабелях, высота которых не должна превышать 3 м. При хранении в закрытом помещении трубы должны храниться на расстоянии не менее 1 м от источников тепла.
Для сборки труб с раструбами для соединения с помощью резиновых уплотнительных колец применяют: чугунные соединительные детали, поставляемые по импорту, по стандарту DIN 16451; соединительные детали по ТУ 6-19-223-85; отводы по ТУ 6-19-221-85.
Чугунные соединительные детали по стандарту DIN 16451
|
Тройник раструб-фланец ММВ-KS |
Тройник раструбный ММА-KS |
|
|
|
|
Патрубок фланец - гладкий конец F-KS |
Патрубок фланец-раструб Е-KS |
|
|
|
|
Переход раструбный ММР-KS |
|
|
|
|
Соединительные детали из непластифицированного поливинилхлорида
|
Тройник |
Переход |
|
|
|
|
Тройник переходной |
Отвод |
|
|
|
|
Муфта надвижная |
Муфта обыкновенная |
|
|
|
Трубы напорные с раструбом ПВХ-12,5 из непластифицированного поливинилхлорида выпускают по ТУ 6-49-4-88. Допускаемое напряжение в стенке трубы (d) установлено равным 12,5 МПа (125 кгс/см2).
Трубы предназначены для трубопроводов, транспортирующих воду, в том числе для хозяйственно-питьевого водоснабжения, и другие жидкости и газообразные вещества, к которым ПВХ и материал уплотнительных колец химически стоек.
Трубы ПВХ-12,5 выпускаются типов С и Т в зависимости от величины постоянного внутреннего давления воды при температуре 20 °С, которое трубы могут выдерживать в течение 50 лет (С - 0,6 МПа (6,0 кгс/см2); Т - 1,0 МПа (10,0 кгс/см2).
Трубы выпускаются средним наружным диаметром (d) 110+0,3 мм, 160+0,4 мм и 225+0,5 мм.
Пример условного обозначения трубы ПВХ 12,5 из непластифицированного ПВХ с раструбом диаметром 110 мм тяжелого типа, разрешенной для хозяйственно-питьевого водоснабжения:
Труба ПВХ 12,5 Р 110 Т питьевая ТУ 6-49-4-88.
Соединение труб предусмотрено с помощью резиновых уплотнительных колец.
Детали соединительные из непластифицированного поливинилхлорида для клеевых соединений напорных труб выпускают по ТУ 6-49-18-90 методом литья под давлением и используют для соединения труб из ПВХ по ТУ 6-19-231-87 с помощью клея марки ГИПК-127А по ТУ 6-05-251-95-87. Соединительные детали применяют для трубопроводов, транспортирующих воду (в том числе хозяйственно-питьевого назначения при температуре до 30 °С), воздух, а также другие среды, к которым ПВХ химически стоек.
Соединительные детали (муфты, угольники, тройники, втулки под фланцы, переходы) выпускают следующих диаметров (d): 16, 20, 25, 32, 40, 50, 63, 110 и 160 мм.
Детали соединительные из непластифицированного поливинилхлорида под резиновое кольцо выпускают по ТУ 6-19-223-85 методом литья под давлением и используют для соединения напорных труб из ПВХ по ТУ 6-19-231-87.
Соединительные детали изготовляют на максимальное рабочее давление воды 1 МПа (10 кгс/см2) и используют для соединения труб типов С и Т.
Соединительные детали (тройники и переходы) выпускают для следующих диаметров труб (d): 63, 75, 90, 110 и 160 мм. Кроме того, по техническим условиям выпускают тройник неравнопроходной 110×63 мм и муфту надвижную 63 мм.
Отводы для труб из непластифицированного поливинилхлорида выпускают по ТУ 6-19-221-85 методом гнутья трубных заготовок, имеющих на одном конце раструб для соединения с помощью уплотнительных резиновых колец или для клеевого соединения. Углы изгиба отводов составляют 11, 30, 45 или 90°.
Отводы изготовляют на максимальное рабочее давление воды 1 МПа (10 кгс/см2) и используют для соединения труб типов С и Т по ТУ 6-19-231-87.
Размеры раструбов отводов для соединения на резиновом кольце соответствуют требованиям ТУ 6-19-231-87.
Отводы с раструбом под резиновое уплотнительное кольцо выпускают для труб диаметром 90, 110, 160, 225, 280 и 315 мм.
Технические условия распространяются на резиновые уплотнительные кольца для напорных труб и соединительных деталей из непластифицированного поливинилхлорида по ТУ 6-19-231-87, ТУ 6-49-4-88, ТУ 6-19-221-85 и ТУ 6-19-223-85.
Кольца предназначены для уплотнения стыков труб из непластифицированного поливинилхлорида и соединительных деталей к ним, применяемых для прокладки напорных трубопроводов в системах транспортирования воды, в т.ч. хозяйственно-питьевого назначения, а также промышленных и фекальных сточных вод, имеющих кислотнощелочную среду с РН 6 - 8. Кольца работоспособны при температуре от минус 15 до 60 °С и давлении до 1,6 МПа (16 кгс/см2).
Пример записи условного обозначения кольца для труб диаметром 110 мм:
кольцо ПВХ 110 ТУ 38 1051933-93.
Конструкция и размеры колец должны соответствовать приведенным ниже рисунку и таблице.
Размеры, мм
|
Диаметр условного прохода трубы |
Dвн |
Dн |
h |
d |
R1 |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||
|
63 |
64 |
± 0,6 |
84 |
19 |
± 0,5 |
10 |
± 0,4 |
5,0 |
± 0,2 |
|
75 |
76 |
98 |
20 |
11 |
5,5 |
||||
|
90 |
92 |
± 0,8 |
116 |
21 |
12 |
6,0 |
|||
|
110 |
113 |
139 |
23 |
13 |
6,5 |
||||
|
140 |
144 |
± 1,0 |
172 |
25 |
14 |
7,0 |
|||
|
160 |
165 |
195 |
27 |
15 |
7,5 |
||||
|
225 |
233 |
± 1,3 |
267 |
32 |
17 |
8,5 |
|||
|
280 |
290 |
± 1,6 |
330 |
36 |
± 0,8 |
20 |
± 0,5 |
10,0 |
± 0,25 |
|
315 |
326 |
± 2,0 |
368 |
39 |
21 |
10,5 |
|||
Продолжение таблицы
|
Dy |
R2 |
R |
l |
l1 = R3 |
l2 |
l3 |
c |
|
63 |
4,0 |
5,0 |
1,0 |
1,5 |
1,0 |
1,5 |
3,0 |
|
75 |
4,5 |
4,0 |
1,1 |
1,5 |
1,1 |
1,6 |
3,0 |
|
90 |
5,0 |
3,0 |
1,2 |
1,8 |
1,2 |
1,7 |
3,0 |
|
110 |
5,5 |
4,5 |
1,3 |
2,0 |
1,0 |
1,5 |
4,0 |
|
140 |
6,0 |
3,5 |
1,4 |
2,0 |
1,7 |
2,1 |
4,0 |
|
160 |
6,5 |
4,5 |
1,5 |
2,0 |
1,5 |
2,1 |
4,0 |
|
225 |
7,5 |
7,0 |
1,7 |
2,5 |
1,7 |
2,5 |
5,0 |
|
280 |
8,5 |
4,8 |
2,0 |
3,0 |
1,9 |
3,2 |
6,0 |
|
315 |
9,0 |
6,5 |
2,1 |
3,3 |
2,0 |
3,5 |
6,0 |
Показатели внешнего вида должны соответствовать приведенным в нижеследующей таблице.
|
Наименование показателя |
Допустимый размер отклонения |
|
|
на рабочей поверхности |
на нерабочей поверхности |
|
|
1. Трещина |
Не допускается |
|
|
2. Искажение, смещение формы кольца |
Допускается в пределах допуска на размер |
|
|
3. След обработки |
Допускается в пределах допуска на размер |
|
|
4. Возвышение, углубление, недопрессовка, отпечаток на поверхности, включение |
Не допускается более: высотой (глубиной) 1 мм, шириной и длиной 3,0 мм в количестве 3 шт. на кольцо |
Не допускается более: высотой (глубиной) 2 мм, шириной и длиной 5,0 мм в количестве 5 шт. на кольцо |
|
5. Выпрессовка |
Допускается не более: высотой 1,0 мм, толщиной 0,5 мм |
Допускается не более: высотой 2,0 мм, шириной 0,5 мм для колец с внутренним диаметром до 200,0 мм и высотой 3,0 мм, шириной 0,5 мм для колеи с внутренним диаметром свыше 200,0 мм |
|
6. Втянутая кромка |
Допускается глубиной не более 1,0 мм без ограничения длины |
Допускается глубиной не более 2,0 мм без ограничения длины |
|
7. Срез, обрыв |
Допускается глубиной не более 0,5 мм без ограничения длины |
Допускается глубиной не более 2,0 мм без ограничения длины |
|
8. Пористость в сечении |
Не допускается |
|
|
9. Пористость поверхности |
Не допускается |
Допускается шириной, длиной не более 3,0 мм в количестве не более 3 на кольцо |
|
10. Пузырь |
Не допускается |
Допускается не более: высотой 2,0 мм, диаметром 3,0 мм в количестве 5 шт. на кольцо |
|
11. Разнотонность, разноцветность |
Допускается |
|
На нерабочей поверхности кольца должна быть нанесена маркировка оттисками гравировки на пресс-форме с указанием наименования или товарного знака предприятия-изготовителя: условного обозначения кольца (без указания ТУ) и года выпуска (две последние цифры).
Кольца одинакового размера связывают в пачки от 5 до 25 шт. шпагатом по ГОСТ 17308-88.
Кольца, связанные в пачки, упаковывают в мягкую тару по ГОСТ 17811-78*, ГОСТ 2226-88*, ящики по ГОСТ 18573-86* или картонные коробки по ГОСТ 13841-95 массой брутто не более 50 кг.
Каждое упакованное место должно сопровождаться ярлыком с указанием: наименования или товарного знака предприятия-изготовителя; условного обозначения колец; марки резины; количества колец, шт.; и массы, кг; номера партии; даты изготовления (месяц, год - последние две цифры); штампа ОТК.
Кольца транспортируются любым видом транспорта крытого типа при соблюдении требований технических условий, а также в соответствии с правилами перевозок грузов, действующих на каждом виде транспорта.
Кольца должны храниться в закрытом помещении в условиях, исключающих деформацию и повреждение, при температуре от минус 25 до 50 °С и находиться на расстоянии не менее одного метра от отопительных приборов, а также не подвергаться воздействию солнечных лучей и веществ, разрушающих резину.
Допускается хранен в при температуре не менее минус 40 °С в течение не более 20 суток.
Кольца после хранения при температуре ниже минус 25 °С перед монтажом должны быть выдержаны при температуре (25 ± 5) °С в течение 24 час.
В качестве монтажной смазки разрешается использовать глицерин (ГОСТ 6823-77*) и раствор мыла (ТУ 10-04-02-89). Не допускается применение смазок на основе нефтепродуктов.
Гарантийный срок хранения колец - 5 лет со дня изготовления. Гарантийный срок эксплуатации - 4 года со дня ввода в эксплуатацию в пределах гарантийного срока хранения.
Прогнозируемый срок службы колец при температуре воды 20 °С - 50 лет.
Для сборки труб с раструбами из непластифицированного поливинилхлорида по ТУ 6-16-231, ТУ 6-49-4 с помощью резиновых уплотнительных колец должны применяться соединительные детали по ТУ 6-19-223, отводы по ТУ 6-19-221.
Монтаж трубопроводов должен осуществляться в соответствии с требованиями СН-478 и ведомственных норм, утвержденных в установленном порядке, при температуре от минус 15 до 35 °С.
Схема установки резинового уплотнительного кольца
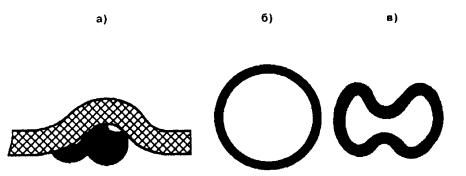
а) расположение кольца в желобе раструба; б) кольцо; в) схема деформации кольца перед установкой в раструб; г) установка кольца в раструбе.
Монтаж трубопровода из раструбных труб с уплотнительными кольцами включает следующие операции:
устройство концевого упора в начале участка трубопровода, в который должна упираться первая уложенная труба;
очистку от загрязнений и посторонних предметов внутренней поверхности раструбов и наружной поверхности гладких концов труб, входящих в раструб;
центрирование труб;
установку уплотнительного кольца в раструб;
смазку гладкого конца трубы;
соединение труб.
На гладком конце трубы должна быть нанесена метка, указывающая глубину установки конца трубы в раструб. При отсутствии метки ее следует нанести масляной краской, мелом, графитным или восковым карандашом в виде поперечной черты. При этом можно пользоваться шаблоном.
Непосредственно перед сборкой гладкий конец трубы, у которого снята фаска, смазывается монтажной смазкой.
Гладкий конец трубы должен быть введен до метки для обеспечения компенсации температурных удлинений труб. При этом необходимо следить, чтобы ранее собранные трубы не перемещались в осевом направлении и гладкий конец труб не был вдвинут в раструб до упора.
Узлы из отрезков труб, соединительных частей и арматуры рекомендуется собирать в трубозаготовительных мастерских.
Установку соединительных деталей на прокладываемом участке трубопровода следует производить одновременно с укладкой труб.
При присоединении поливинилхлоридных труб к фланцевой арматуре используют патрубок фланец - гладкий конец и патрубок фланец - раструб. Уплотнение раструбов этих деталей осуществляется таким же способом, как и уплотнение самих раструбных труб, т.е. с использованием уплотнительных резиновых колец по ТУ 38 1051933-93.
Технические условия распространяются на трубы и патрубки кольцевого сечения из непластифицированного поливинилхлорида, предназначенные для систем хозяйственно-фекальной канализации зданий, внутренних водостоков и внутриквартальной канализации при максимальной температуре постоянных стоков 60 °С и кратковременных стоков (в течение не более 1 мин) до 95 °С при максимальном их расходе 30 л/мин.
Трубы и патрубки должны изготавливаться с раструбом на одном конце. Допускается по требованию потребителя поставка труб и патрубков без раструбов.
Размеры труб и патрубков должны соответствовать величинам, приведенным в нижеследующей таблице. По согласованию с потребителем допускается поставка труб и патрубков другой длины.
Предельные отклонения на длину труб должны составлять ± 25 мм, на длину патрубков - ± 5 мм.
Трубы и патрубки должны поставляться в комплекте с резиновыми уплотнительными кольцами по ТУ 38.105.1818-88. Количество колец должно превышать на 3 % количество (в шт.) труб или патрубков с раструбами.
Предприятие-изготовитель должно сопровождать каждую партию труб и патрубков документом о качестве. Документ о качестве должен содержать: наименование или товарный знак предприятия-изготовителя, условное обозначение труб (патрубков), номер партии и дату изготовления, размер партии в метрах (или штуках и/или килограммах), показатели качества по проведенным испытаниям или подтверждение о соответствии качества требованиям ТУ, подпись ОТК.
|
d |
S |
d1 |
d2 |
lmin |
L1 max |
L2 min |
L3 min |
L труб |
L патрубков |
|
50+0,2 |
3,2+05 |
50,3+0,8 |
59,6+1,0 |
7,8 |
18 |
38 |
6 |
2650 |
345, 360, 370, 410, 450, 457, 465, 515, 535, 870, 970 |
|
90+0,3 |
3,2+0,5 |
90,4+0,8 |
101,0+1,0 |
9,1 |
20 |
48 |
6 |
2620, 5240 |
|
|
110+0,3 |
3,2+0,5 |
110,4+0,5 |
120,6+0,7 |
9,1 |
22 |
54 |
6 |
2000, 2485, 2605, 2650, 4000 |
345 1125 1225 1255 1315 1500 |
|
160+0,4 |
3,6+0,5 4,7+0,5 |
160,5+0,5 |
174,3+0,7 |
11,7 |
32 |
74 |
7 |
2000, 3000, 5500, 6000 |
|
|
200+0,4 |
4,5+0,5 5,9+0,5 |
200,6+0,5 |
216,2+0,8 |
13 |
40 |
90 |
9 |
5500, 6000 |
|
Маркировка труб должна наноситься на поверхность трубы с интервалом не более 1 м нагретым металлическим штампом или краской и включать товарный знак или наименование предприятия-изготовителя, условное обозначение трубы без слова «труба».
Патрубки маркируют общим ярлыком на каждой упаковке. На поверхности патрубка допускается наличие полной или частичной маркировки трубы, из которой изготовлен патрубок.
Трубы длиной свыше 4 м и диаметром 160 и 200 мм формируют в пакеты массой до 1000 кг.
Формирование труб в пакеты должно производиться следующими способами:
- сборка пакета в двух местах с помощью рамы из бруса деревянного по ГОСТ 8486-86*, обтянутого лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок;
- перевязкой пакета в трех местах по длине (на расстоянии 0,5 - 1 м от краев пакета и в середине его) лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок, или проволокой стальной низкоуглеродистой общего назначения по ГОСТ 3282-74*, скрепленной в скрутку, с использованием мягкого прокладочного материала в качестве прокладки под проволоку;
- перевязкой пакета в трех местах по длине (на расстоянии 0,5 - 1 м от краев пакета и в середине его) двумя витками ленты капроновой ЛТК 50×200 по ТУ РСФСР 3.445231-76.
В открытом подвижном составе пакеты труб длиной свыше 3 м должны укладываться рядами с прокладкой между ними досок толщиной не менее 40 мм и шириной не менее 150 мм. Доски должны укладывайся поперек связки на расстоянии около 0,5 м от ее концов.
Трубы и патрубки длиной от 0,8 до 3 м включительно формируют в пакеты массой не более 50 кг.
При формировании пакета должно соблюдаться чередование с каждой стороны пакета раструбного конца и конца трубы без раструба.
Средства формирования пакета (ленту стальную, проволоку, ленту капроновую, раму и т.д.) запрещается использовать как место крепления крюка или других элементов грузоподъемных механизмов.
При проведении погрузочно-разгрузочных работ строповку пакета необходимо производить в двух местах на расстоянии 0.5 - 1 м от краев пакета.
Патрубки длиной до 0,8 м должны упаковываться в ящики по ГОСТ 13841-95. При транспортировании патрубков автотранспортом или в крытых вагонах допускается упаковка их в ящики картонные по ГОСТ 9142-90*.
Кольца, комплектующие изделия должны упаковываться в мешки по ГОСТ 17811-78*, ГОСТ 2226-88* или ящики по ГОСТ 13841-95 массой брутто не более 50 кг.
На каждое грузовое место должна наноситься транспортная маркировка и крепиться ярлык из картона, фанеры или покрытой пленкой бумаги, содержащий следующие данные: наименование предприятия-изготовителя, условное обозначение изделия, номер партии и дату изготовления, количество изделий в упаковке в штуках (метрах) и/или килограммах, упаковщик, номер технических условий на комплектующие резиновые кольца.
Трубы и патрубки должны храниться у потребителя на складе или в других условиях, исключающих возможность их механического повреждения и действия прямых солнечных лучей.
Допускается хранение труб и патрубков на открытом складе в течение не более трех месяцев с момента их изготовления.
Гарантийный срок эксплуатации труб и патрубков - два года с момента начала эксплуатации.
Для сборки трубопроводов должны применяться соединительные детали по ТУ 6-49-33-92 «Части фасонные из непластифицированного поливинилхлорида для канализационных труб».
Фасонные части изготавливают видов и размеров, представленных в нижеследующей таблице.
|
Вид фасонных частей |
Наружный диаметр труб, мм |
|
Отвод 30°, отвод 87°30′; патрубок компенсационный; ревизия; крышка ревизии; заглушка |
50; 100 |
|
Отвод 45° |
50 |
|
Тройник 87°30′ |
50×50; 110×110; 110×50 |
|
Тройник 45° |
50×50; 110×110 |
|
Муфта надвижная |
110 |
|
Переход |
110×50 |
|
Крестовина 45° |
110×110 |
|
Крестовина двухплоскостная (правая и левая) |
110×110×50 |
|
Отвод приборный |
110 |
Фасонные части должны иметь гладкую поверхность без раковин, наплывов, сколов и посторонних включений.
Фасонные части, подвергнутые испытанию на прогрев при температуре 120 °С в течение 30 мин, не должны иметь пузырей и повреждений поверхности, проникающих глубже, чем на 20 % толщины стенки.
Фасонные части, имеющие раструбы, и крышки ревизий должны поставляться в комплекте с круглыми резиновыми уплотнительными кольцами по ТУ 38.105.1818, предназначенными для сборки с трубами соответствующего размера.
Общее количество колеи (в штуках) должно на 3 % превышать количество фасонных частей в партии, умноженное на количество посадочных гнезд под кольцо одного изделия.
Партия фасонных изделий должна сопровождаться документом, удостоверяющим их качество, и содержащим: наименование предприятия-изготовителя и его товарный знак; условное обозначение изделия; дату выдачи документа о качестве; номер партии; размер партии; дату изготовления; подтверждение о соответствии партии фасонных частей требованиям технических условий; подпись технического контроля; обозначение технических условий на комплектующие резиновые кольца, номер партии колец и дату их изготовления.
Маркировка должна наноситься на поверхность фасонной части в процессе ее изготовления литьем под давлением. Маркировка должна включать: наименование предприятия-изготовителя; условное обозначение изделия, исключая его вид и обозначение технических условий. Маркировка отводов должна дополняться указанием угла отвода.
Каждое транспортное место с фасонными частями должно снабжаться ярлыком из фанеры или другого материала, содержащим: наименование предприятия-изготовителя или его товарный знак; условное обозначение изделия; номер партии; количество фасонных частей; дату выпуска; фамилию или номер упаковщика.
Каждое упаковочное место с комплектующими резиновыми кольцами должно снабжаться ярлыком, содержащим: условное обозначение колец; номер партии колец и дату выпуска; количество колец; фамилию или номер упаковщика.
Фасонные части, упакованные в тару, должны храниться в неотапливаемых складах, защищенными от воздействия прямых солнечных лучей и атмосферных осадков. Допускается хранение на стеллажах без упаковки, а также в отапливаемых помещениях на расстоянии не менее 1 м от нагревательных приборов.
Изготовитель гарантирует соответствие фасонных частей требованиям технических условий при соблюдении потребителем правил транспортирования и хранения. Гарантийный срок хранения фасонных частей - 2 года со дня изготовления.
Гарантийный срок эксплуатации фасонных частей - 2 года со дня ввода строительного объекта в эксплуатацию.
Стандарты распространяются на трубы и фасонные части к ним, изготовленные из полиэтилена низкого (ПНД) и высокого (ПВД) давления, предназначаемые для систем внутренней канализации зданий с максимальной температурой сточной жидкости 60 °С и кратковременной (до 1 мин) 95 °С.
Сортамент труб и фасонных частей, их буквенно-цифровые и графические обозначения приведены в нижеследующей таблице.
|
Наименование изделия |
d |
d1 |
Тип |
Условное обозначение |
|
|
буквенно-цифровое |
графическое |
||||
|
Трубы |
40,0 |
- |
- |
ТК d-ПНД (ПВД) |
|
|
50,0 |
- |
- |
|||
|
90,0 |
- |
- |
|||
|
110,0 |
- |
- |
|||
|
Патрубки |
50,0 |
- |
КС |
П dК×dС-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
50,0 |
- |
Кс |
П dК×dc-ПНД (ПВД) |
|
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
40,0 |
- |
P |
П dP×dc-ПНД (ПВД) |
|
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
40,0 |
- |
СР |
П dC×dP-ПНД (ПВД) |
|
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Патрубки компенсационные |
50,0 |
- |
Кк |
П dК×dк-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
50,0 |
- |
Кс |
ПК dК×dс-ПНД (ПВД) |
|
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
50,0 |
- |
КС |
ПК dК×dС-ПНД (ПВД) |
|
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Патрубки переходные |
90,0 |
50,0 |
кК |
ПП dк×d1К-ПНД (ПВД) |
|
|
110,0 |
50,0 |
||||
|
110,0 |
90,0 |
||||
|
90,0 |
50,0 |
сК |
ПП dс×d1К-ПНД (ПВД) |
|
|
|
110,0 |
50,0 |
||||
|
110,0 |
90,0 |
||||
|
50,0 |
40,0 |
сС |
ПП dс×d1С-ПНД (ПВД) |
|
|
|
90,0 |
50,0 |
||||
|
110,0 |
50,0 |
||||
|
110,0 |
90,0 |
||||
|
50,0 |
40,0 |
сР |
ПП dс×d1Р-ПНД (ПВД) |
|
|
|
90,0 |
50,0 |
||||
|
110,0 |
50,0 |
||||
|
110,0 |
90,0 |
||||
|
Патрубки приборные |
50,0 |
- |
Ук |
ППр У×dк-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
50,0 |
- |
УС |
ППр У×dС-ПНД (ПВД) |
|
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Отводы приборные |
90,0 |
- |
Ук |
ОПр У×dк-ПНД (ПВД) |
|
|
110,0 |
- |
||||
|
Отводы приборные |
90,0 |
- |
УС |
ОПр У×dс-ПНД (ПВД) |
|
|
110,0 |
- |
||||
|
Отводы |
50,0, 90,0, 110,0 |
50,0, 90,0, 110,0 |
Кк |
О adК×d1к-ПНД (ПВД) a = 30°; a = 45° |
|
|
О dК×d1к-ПНД (ПВД) |
|
||||
|
50,0, 50,0, 90,0, 110,0 |
40,0, 50,0, 90,0, 110,0 |
СК |
О ad1С×dк-ПНД (ПВД) a = 30°; a = 45° |
|
|
|
О d1С×dк-ПНД (ПВД) |
|
||||
|
40,0, 50,0, 90,0, 110,0 |
40,0, 50,0, 90,0, 110,0 |
СС |
О adС×d1С-ПНД (ПВД) a = 30°; a = 45° |
|
|
|
О dС×d1С-ПНД (ПВД) |
|
||||
|
50,0, 50,0, 90,0, 110,0 |
40,0, 50,0, 90,0, 110,0 |
СР |
О adС×d1Р-ПНД (ПВД) a = 30°; a = 45° |
|
|
|
О dС×d1Р-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 90,0, 90,0, 110,0, 110,0 |
50,0, 50,0, 90,0, 110,0, 110,0 |
КкК |
Т adК×dк×d1К-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dК×dк×d1К-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 90,0, 90,0, 110,0, 110,0 |
50,0, 50,0, 90,0, 50,0, 110,0 |
КСК |
Т adК×dС×d1К-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dК×dС×d1К-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 90,0, 90,0, 110,0, 110,0 |
50,0, 50,0, 90,0, 50,0, 110,0 |
ССК |
Т adС×dС×d1К-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dС×dС×d1К-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 50,0, 90,0, 90,0, 110,0, 110,0 |
40,0, 50,0, 50,0, 90,0, 50,0, 110,0 |
ССС |
Т adС×dС×d1С-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dС×dС×d1С-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 50,0, 90,0, 90,0, 110,0, 110,0 |
40,0, 50,0, 50,0, 90,0, 50,0, 110,0 |
РСР |
Т adР×dС×d1Р-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dР×dС×d1Р-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 50,0, 90,0, 90,0, 110,0, 110,0 |
40,0, 50,0, 50,0, 90,0, 50,0, 110,0 |
ССР |
Т adС×dС×d1Р-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dС×dС×d1Р-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 90,0, 90,0, 110,0, 110,0 |
50,0, 50,0, 90,0, 50,0, 110,0 |
СкК |
Т adС×dк×d1К-ПНД (ПВД) a = 45°; a = 60° (для разм. 110×110) |
|
|
Т dС×dк×d1К-ПНД (ПВД) |
|
||||
|
Тройники |
50,0, 90,0, 110,0 |
50,0, 90,0, 110,0 |
КудкК |
Т dКуд×dк×d1К-ПНД (ПВД) |
|
|
Тройники |
90,0, 110,0 |
50,0, 50,0 |
КудкК |
Т dКуд×dк×d1К-ПНД (ПВД) |
|
|
Крестовины |
110,0, 110,0 |
50,0, 110,0 |
КкКК |
К 60°dК×dк×d1К-ПНД (ПВД) |
|
|
Т dК×dк×d1К×d1К-ПНД (ПВД) |
|
||||
|
Крестовины |
50,0 |
50,0 |
СкКК |
К 45°dС×dк×d1К×d1К-ПНД (ПВД) |
|
|
К dС×dк×d1К×d1К-ПНД (ПВД) |
|
||||
|
110,0 |
110,0 |
К dС×dк×d1К×d1К-ПНД (ПВД) |
|||
|
Крестовины |
90,0 |
90,0 |
СССС |
К 45°dС×dС×d1С×d1С-ПНД (ПВД) |
|
|
К dС×dС×d1С×d1С-ПНД (ПВД) |
|
||||
|
110,0 |
110,0 |
К dС×dС×d1С×d1С-ПНД (ПВД) |
|||
|
Муфты |
50,0 |
- |
КК |
М dК×dК-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Муфты |
50,0 |
40,0 |
СС |
М dС×dС-ПНД (ПВД) |
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
|
|
СС |
М dС×d1С-ПНД (ПВД) |
|
|
|
Ревизии |
50,0 |
- |
К |
Р dК-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Ревизии |
50,0 |
- |
С |
Р dC-ПНД (ПВД) |
|
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Заглушки и крышки |
40,0 |
- |
- |
З d-ПНД (ПВД) |
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
40,0 |
- |
- |
К d-ПНД (ПВД) |
|
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Гайки накидные |
40,0 |
- |
- |
Г d-ПНД (ПВД) |
|
|
50,0 |
- |
||||
|
90,0 |
- |
||||
|
110,0 |
- |
||||
|
Крестовины |
110,0 |
50,0 |
СССР |
К dC×dC×dC×d1Р-ПНД (ПВД) |
|
|
СССК |
К dC×dC×dC×d1К-ПНД (ПВД) |
|
|||
|
Крестовины со смещенными осями отводов |
110,0 |
50,0 |
КкКК |
Ксм dК×dк×dК×d1К-ПНД (ПВД) |
|
|
110,0 |
50,0 |
СкКК |
Ксм dС×dк×dК×d1К-ПНД (ПВД) |
|
|
|
Тройники универсальные |
90,0 |
50,0 |
КкКс |
Тун dК×dк×dК×d1с-Пр-ПНД (ПВД) |
|
|
110,0 |
50,0 |
||||
|
|
|
Тун dК×dк×dК×d1с-Л-ПНД (ПВД) |
|
||
|
90,0 |
50,0 |
КкКсс |
Тун dК×dк×dК×d1с×d1c-ПНД (ПВД) |
|
|
|
110,0 |
50,0 |
||||
|
90,0 |
50,0 |
СССС |
Тун dC×dC×dC×d1C×Пр-ПНД (ПВД) |
|
|
|
110,0 |
50,0 |
||||
|
|
|
Тун dC×dC×dC×d1C×Л-ПНД (ПВД) |
|
||
|
90,0 |
50,0 |
ССССС |
Тун dC×dC×dC×d1C×d1C-ПНД (ПВД) |
|
|
|
110,0 |
50,0 |
||||
Буквенные и графические обозначения соединения раструбов и гладких концов фасонных частей должны соответствовать указанным в нижеследующей таблице (прописные буквы соответствуют раструбу, а строчные - гладкому концу).
|
Тип соединения раструбов и гладких концов |
Условные обозначения |
|
|
буквенные |
графические |
|
|
С помощью резинового уплотнительного кольца |
Кк |
|
|
Раструбно-стыковое сваркой нагретым инструментом |
Сс |
|
|
С помощью накидной гайки с резиновой прокладкой |
Рр |
|
|
С помощью резинового уплотнительного кольца для соединения с выпуском унитаза или чугунного трапа |
Ук |
|
Условные проходы канализационных труб и фасонных частей зависят от номинальных наружных диаметров труб и гладких концов согласно нижеприведенной таблице (размеры в мм).
|
Номинальный наружный диаметр |
Условный проход |
Номинальный наружный диаметр |
Условный проход |
|
40,0 |
40 |
90,0 |
85 |
|
50,0 |
50 |
110,0 |
100 |
Поверхность труб и фасонных частей должна быть ровной и гладкой. На наружной поверхности изделий допускаются следы от формующего и калибрующего инструментов величиной не более 0,5 мм. Высота выступов после удаления литников не должна превышать 2,0 мм. Цвет изделий - черный.
Резьба на фасонных частях должна быть полного профиля без сорванных и недооформленных ниток и обеспечивать свинчиваемость соединяемых деталей вручную. Изготовление прерывистой резьбы допускается только на накидных гайках.
Свертывание труб в бухты не допускается. Отклонения от прямолинейности труб не регламентируют.
Изменение размеров труб в продольном направлении после их прогрева должно быть не более 3 %.
Фасонные части при проверке стойкости к воздействию поверхностно-активных веществ (при их прогреве в кипящем 20 %-ном растворе вещества ОН-10 по ГОСТ 8433-81 в течение 30 мин) не должны иметь пузырей, раковин и трещин, проникающих глубже, чем на 20 % толщины стенки.
Трубы и фасонные части при проверке их стойкости к растрескиванию (при прогреве в течение 24 ч в 20 %-ном растворе вещества ОН-10 при температуре 80 ± 3 °С) не должны растрескиваться.
Соединения труб и фасонных частей должны быть герметичны при испытании внутренним гидростатическим давлением 0,1 МПа (1 кгс/см2) при температуре окружающей среды 15 ± 10 °С.
Трубы
Канализационные трубы должны изготовляться прямыми отрезками длиной 2; 3; 5,5; 6 и 8 м с размерами, указанными ниже.
|
d |
S |
||||
|
Номин. |
Пред. откл. |
ПНД |
ПВД |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
40,0 |
+ 0,5 |
2,0 |
+ 0,5 |
3,0 |
+ 0,6 |
|
50,0 |
+ 0,5 |
3,0 |
+ 0,6 |
3,0 |
+ 0,6 |
|
90,0 |
+ 0,9 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
|
110,0 |
+ 1,0 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
Раструбы и гладкие концы фасонных частей
|
d |
D |
D1 |
S |
l |
l1 |
l2 |
l3 |
l4 |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
ПНД |
ПВД |
|||||||
|
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
|||||||||||
|
50,0 |
+ 0,5 |
50,8 |
+ 0,6 |
60,0 |
+ 0,6 |
3,0 |
+ 0,6 |
3,0 |
+ 0,6 |
41 |
11 |
32 |
6 |
8 |
|
90,0 |
+ 0,9 |
91,2 |
+ 0,9 |
101,6 |
+ 0,9 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
74 |
14 |
62 |
7 |
8 |
|
110,0 |
+ 1,0 |
111,4 |
+ 1,0 |
121,7 |
+ 1,0 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
74 |
14 |
62 |
7 |
9 |
б) Раструбы и гладкие концы фасонных частей типа Сс
|
d |
D |
d1 |
S |
|
|
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
ПНД |
ПВД |
Номин. |
Пред. откл. |
|||
|
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
||||||||
|
40,0 |
+ 0,5 |
39,5 |
- 0,4 |
38,0 |
3,0 |
+ 0,6 |
3,0 |
+ 0,6 |
15 |
+ 5 |
4 |
|
50,0 |
+ 0,5 |
49,5 |
- 0,4 |
48,0 |
3,0 |
+ 0,6 |
3,0 |
+ 0,6 |
15 |
+ 5 |
4 |
|
90,0 |
+ 0,9 |
89,4 |
- 0,5 |
87,0 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
22 |
+ 8 |
5 |
|
110,0 |
+ 1,0 |
109,3 |
- 0,5 |
107,0 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
26 |
+ 9 |
5 |
в) Раструбы и гладкие концы фасонных частей типа Рр
|
d |
D |
D1 |
l, не менее |
S |
|||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
ПНД |
ПВД |
||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
40,0 |
+ 0,5 |
40,6 |
+ 0,5 |
СпУп 50×3 |
25 |
3,0 |
+ 0,6 |
3,0 |
+ 0,7 |
|
50,0 |
+ 0,5 |
50,6 |
+ 0,5 |
СпУп 60×3 |
25 |
3,0 |
+ 0,6 |
3,0 |
+ 0,7 |
|
90,0 |
+ 0,9 |
91,0 |
+ 0,7 |
СпУп 110×5 |
45 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
|
110,0 |
+ 1,0 |
112,2 |
+ 0,8 |
СпУп 130×5 |
55 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
ПАТРУБКИ
Патрубки должны изготавливаться следующих типов:
КС - с раструбами для соединения уплотнительным кольцом и сваркой;
Кс - с раструбом для соединения уплотнительным кольцом и гладким концом для соединения сваркой;
Рс - с раструбом для соединения гайкой и гладким концом для соединения сваркой;
СР - с раструбом для соединения сваркой и раструбом для соединения гайкой.
Патрубок типа КС
Патрубок типа Кс
Патрубок типа Рс
Патрубок типа СР
Размеры патрубков должны соответствовать указанным в нижеследующей таблице.
|
d |
L, не менее, для патрубков типов |
|||
|
КС |
Кс |
Рс |
СР |
|
|
40,0 |
- |
- |
45 |
- |
|
50,0 |
61 |
65 |
45 |
45 |
|
90,0 |
100 |
100 |
72 |
72 |
|
110,0 |
105 |
110 |
86 |
86 |
ПАТРУБКИ КОМПЕНСАЦИОННЫЕ
Компенсационные патрубки должны изготовляться следующих типов:
Кк - с компенсационным раструбом и гладким концом для соединения уплотнительным кольцом;
КС - с компенсационным раструбом и раструбом для соединения сваркой;
Кс - с компенсационным раструбом и гладким концом для соединения сваркой.
Компенсационный патрубок типа Кк
Компенсационный патрубок типа КС
Компенсационный патрубок типа Кс
Размеры (мм) компенсационных патрубков различных типов должны соответствовать указанным в нижеследующей таблице.
|
d |
l |
L, мм, не менее, для патрубков типов |
||
|
Кк |
Кс |
КС |
||
|
50,0 |
150 |
197 |
175 |
170 |
|
90,0 |
230 |
312 |
270 |
261 |
|
110,0 |
230 |
312 |
270 |
261 |
Пример условного обозначения компенсационного патрубка типа Кс из ПНД для соединения труб диаметром 110 мм:
Патрубок ПК 110К×110с-ПНД ГОСТ 22689.2
ПАТРУБКИ ПЕРЕХОДНЫЕ
Переходные патрубки должны изготавливаться следующих типов:
кК - с гладким концом и раструбом для соединения уплотнительным кольцом;
сК - с гладким концом для соединения сваркой и раструбом для соединения уплотнительным кольцом;
сС - с гладким концом и раструбом для соединения сваркой;
сР - с гладким концом для соединения сваркой и раструбом для соединения гайкой.
|
Патрубок типа кК |
Патрубок типа сС |
|
|
|
|
Патрубок типа сК |
Патрубок типа сР |
|
|
|
Размеры переходных патрубков (мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
d1 |
l, не менее |
L, не менее, для патрубков типов |
|||
|
сК |
сС |
сР |
кК |
|||
|
50,0 |
40,0 |
34 |
- |
61 |
74 |
- |
|
90,0 |
50,0 |
42 |
108 |
82 |
92 |
145 |
|
110,0 |
90,0 |
49 |
120 |
94 |
104 |
152 |
|
110,0 |
90,0 |
50 |
154 |
102 |
125 |
186 |
Пример условного обозначения переходного патрубка типа кК из ПНД для соединения труб диаметрами 90 и 50 мм:
Патрубок ПП 90к×50К-ПНД ГОСТ 22689.2
ПАТРУБКИ ПРИБОРНЫЕ
Приборные патрубки должны изготовляться следующих типов:
Ук - с раструбом для присоединения к выпуску унитаза или к выпуску чугунного трапа и гладким концом для соединения уплотнительным кольцом;
УС - с раструбом для присоединения к выпуску унитаза или к выпуску чугунного трапа и раструбом для соединения сваркой.
Патрубок типа Ук
Патрубок типа УС
Размеры приборных патрубков (мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
D |
l |
l1 |
l2 |
S |
||||
|
Номин. |
Пред. откл. |
ПНД |
ПВД |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
50,0 |
71 |
+ 0,6 |
60 |
50 |
6 |
3,0 |
+ 0,6 |
3,0 |
+ 0,6 |
|
90,0 |
118 |
+ 1,0 |
60 |
113 |
8 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
|
110,0 |
118 |
+ 1,0 |
75 |
113 |
8 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
Пример условного обозначения приборного патрубка типа Ук диаметром 110 мм из ПНД для присоединения к выпуску унитаза:
Патрубок ППрУ×110к-ПНД ГОСТ 22689.2
Пример условного обозначения отвода приборного типа УС диаметром 110 мм из ПНД для присоединения к выпуску унитаза:
Отвод ОПр У×110С-ПНД ГОСТ 22689.2
ОТВОДЫ ПРИБОРНЫЕ
Приборные отводы должны изготовляться следующих типов:
УС - с раструбом для присоединения к выпуску унитаза и раструбом для соединения сваркой;
Ук - с раструбом для присоединения к выпуску унитаза и гладким концом для соединения уплотнительным кольцом.
|
Отвод типа УС |
Отвод типа Ук |
|
|
|
Размеры приборных отводов (мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
l1 |
l2 |
l3 |
S |
|||
|
ПНД |
ПВД |
||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
90,0 |
60 |
115 |
30 |
3,0 |
+ 0,6 |
4,3 |
+ 0,9 |
|
110,0 |
75 |
115 |
40 |
3,5 |
+ 0,6 |
5,2 |
+ 1,0 |
ОТВОДЫ
Отводы должны изготовляться следующих типов:
Кк - с раструбом и гладким концом для соединения уплотнительным кольцом;
СК - с раструбами для соединения сваркой и уплотнительным кольцом;
СС - с раструбами для соединения сваркой и уплотнительным кольцом;
СР - с раструбами для соединения сваркой и гайкой.
|
Отвод типа Кк |
Отвод типа СК |
|
|
|
|
Отвод типа СС |
Отвод типа СР |
|
|
|
Размеры отводов должны соответствовать указанным в нижеследующей таблице.
|
d |
d1 |
a |
|||||
|
30° |
45° |
87°30 |
|||||
|
l1 |
l2 |
l1 |
l2 |
l1 |
l2 |
||
|
40,0 |
40,0 |
- |
- |
14 |
14 |
33 |
33 |
|
50,0 |
40,0 |
- |
- |
17 |
17 |
39 |
31 |
|
50,0 |
50,0 |
- |
- |
17 |
17 |
39 |
39 |
|
90,0 |
90,0 |
22 |
22 |
29 |
29 |
73 |
73 |
|
110,0 |
110,0 |
24 |
24 |
42 |
42 |
85 |
85 |
Пример условного обозначения отвода типа СР с углом a = 87°30′ из ПНД для соединения с трубами 50 мм и 40 мм:
Отвод О 50С×40Р-ПНД ГОСТ 22689.2
То же, типа СК с углом a = 30°:
Отвод О 30° 40С×50К-ПНД ГОСТ 22689.2
ТРОЙНИКИ
Тройники должны изготовляться следующих типов:
КкК - с двумя раструбами и гладким концом для соединения уплотнительными кольцами;
КкудК - с двумя раструбами и удлиненным гладким концом для соединения уплотнительными кольцами;
КудкК - с удлиненным компенсационным раструбом, гладким концом и боковым раструбом для соединения уплотнительными кольцами;
КСК - с двумя раструбами для соединения уплотнительными кольцами и раструбом для соединения сваркой;
ССК - с двумя раструбами для соединения сваркой и раструбом для соединения уплотнительным кольцом;
Тройник типа КкудК
|
Тройник типа КСК |
Тройник типа ССК |
|
|
|
ССС - с тремя раструбами для соединения сваркой;
РСР - с двумя раструбами для соединения гайкой и раструбом для соединения сваркой;
ССР - с двумя раструбами для соединения сваркой и раструбом для соединения гайкой;
СкК - с раструбом для соединения сваркой, гладким концом и раструбом для соединения уплотнительным кольцом.
|
Тройник типа КкК |
Тройник типа КкК |
|
|
|
Пример условного обозначения тройника типа КСК с углом a = 87°30′ для соединения с трубами диаметром 110 мм и 50 мм из ПНД:
Тройник Т 110К×110С×50К-ПНД ГОСТ 22689.2
То же, тройника типа КСК с углом a = 45° для соединения труб тех же диаметров из ПНД:
Тройник Т 45° 110К×110С×50К-ПНД ГОСТ 22689.2
|
Тройник типа ССС |
Тройник типа РСР |
|
|
|
|
Тройник типа ССР |
Тройник типа СкК |
|
|
|
Размеры тройников типов КкК, КудкК, КСК, ССК, ССС, ССР и СкК (в мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
d1 |
l1 |
l2 |
l3 |
l1 |
l2 |
l3 |
l1 |
l2 |
l3 |
|
a = 45° |
a = 60° |
a = 87°30′ |
||||||||
|
не менее |
||||||||||
|
50,0 |
40,0 |
80 |
9 |
70 |
- |
- |
- |
33 |
31 |
39 |
|
50,0 |
50,0 |
70 |
17 |
70 |
- |
- |
- |
31 |
39 |
39 |
|
90,0 |
50,0 |
100 |
14 |
100 |
- |
- |
- |
39 |
36 |
58 |
|
90,0 |
90,0 |
120 |
30 |
120 |
- |
- |
- |
63 |
59 |
63 |
|
110,0 |
50,0 |
115 |
14 |
120 |
- |
- |
- |
39 |
34 |
68 |
|
110,0 |
110,0 |
150 |
37 |
145 |
110 |
50 |
110 |
70 |
85 |
70 |
|
|
|
|
|
|
|
|
|
|
или |
|
|
Для тройников, устанавливаемых в санитарно-технических кабинах - 58** |
|
|||||||||
Примечание. Размер 50 (40) указан для тройников типов ССС, РСР, ССР.
Размеры тройников типов КкудК (в мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
d1 |
a = 87°30′ |
||
|
l1 |
l2 |
l3 |
||
|
90,0 |
50,0 |
103 |
151 |
150 |
|
110,0 |
50,0 |
128 |
151 |
150 |
КРЕСТОВИНЫ
Крестовины должны изготовляться следующих типов:
КкКК - с тремя раструбами и гладким концом для соединения уплотнительными кольцами;
СкКК - с раструбом для соединения сваркой, двумя раструбами и гладким концом для соединения уплотнительными кольцами;
СССР - с тремя раструбами для соединения сваркой и раструбом для соединения гайкой;
СССК - с тремя раструбами для соединения сваркой и раструбом для соединения уплотнительным кольцом;
СССС - с четырьмя раструбами для соединения сваркой.
Крестовина типа КкКК
Крестовина типа СССР
Крестовина типа СССК
Крестовина типа СкКК
Крестовина типа СССС
Пример условного обозначения крестовины типа СкКК с углом a = 87°30′ для соединения с трубами диаметром 110 мм из ПНД:
Крестовина К110С×110к×110К×110К-ПНД ГОСТ 22689.2
Размеры крестовин (в мм) должны соответствовать указанным в нижеследующей таблице.
|
Тип изделия |
d |
d1 |
a |
l1 |
l2 |
l3 |
l4 |
|
СкКК |
50,0 |
50,0 |
45° |
85 |
17 |
70 |
- |
|
|
|
87°30′ |
36 |
39 |
39 |
- |
|
|
110,0 |
110,0 |
87°30′ |
70 |
58 |
70 |
- |
|
|
СССС |
90,0 |
90,0 |
45° |
125 |
30 |
125 |
- |
|
|
|
87°30′ |
63 |
59 |
63 |
- |
|
|
110,0 |
110,0 |
87°30 |
70 |
85 |
70 |
- |
|
|
КкКК |
110,0 |
50,0 |
60° |
70 |
5 |
88 |
- |
|
|
|
87°30′ |
37 |
34 |
66 |
- |
|
|
110,0 |
110,0 |
60° |
110 |
50 |
110 |
- |
|
|
|
|
87°30′ |
70 |
85 или 58* |
70 |
- |
|
|
СССР |
110,0 |
50,0 |
87°30′ |
70 |
85 |
70 |
66 |
|
СССК |
110,0 |
50,0 |
87°30′ |
70 |
85 |
70 |
66 |
|
* - для крестовин, устанавливаемых в санитарно-технических кабинах. |
|||||||
Крестовины со смещенными осями отводов
Крестовины со смещенными осями отводов должны изготовляться следующих типов:
КкКК - с тремя раструбами и гладким концом для соединения уплотнительными кольцами;
СкКК - с двумя раструбами и гладким концом для соединения с помощью уплотнительных колец и раструбом для соединения сваркой.
Пример условного обозначения крестовины со смещенными осями отводов типа СкКК для соединения труб диаметрами 110 мм и 50 мм из ПНД:
Крестовина Ксм110С×110к×110К×50К-ПНД ГОСТ 22689.2
Крестовины со смещенными осями отводов типа КкКК
Крестовины со смещенными осями отводов типа СкКК
ТРОЙНИКИ УНИВЕРСАЛЬНЫЕ
Тройники универсальные должны изготовляться следующих типов:
КкКс (или КкКсс) - с двумя раструбами и гладким концом для соединения уплотнительными кольцами и боковым отводом (или боковыми отводами) для получения двухплоскостных крестовин (или пятериков) путем приварки патрубков;
СССС (или ССССС) - с тремя раструбами для соединения сваркой и боковым отводом (или двумя отводами) для получения двухплоскостных крестовин (или пятериков) путем приварки патрубков.
Универсальный тройник типа КкКс (или КкКсс)
* В случае правого исполнения - глухая стенка.
** В случае левого исполнения - глухая стенка.
Универсальный тройник типа СССС (или ССССС)
* В случае правого исполнения - глухая стенка
** В случае левого исполнения - глухая стенка.
Размеры универсальных тройников (в мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
d1 |
l1 |
l2 |
l3 |
l4 |
|
не менее |
|||||
|
90,0 |
50,0 |
63 |
59 |
63 |
150 |
|
110,0 |
50,0 |
70 |
58 |
70 |
150 |
Пример условного обозначения тройника универсального типа КкКс с правым боковым отводом диаметром 50 мм для соединения с трубами диаметром 110 мм из ПНД:
Тун 110К×110к×110К×50с-Пр-ПНД ГОСТ 22689.2
То же, для левого исполнения:
Тун 110К×110к×110К×50с-Л-ПНД ГОСТ 22689.2
То же, тройника универсального типа ССССС с двумя боковыми отводами диаметром 50 мм для соединения с трубами диаметром 90 мм из ПНД:
Тун 90С×90С×90С×50С×50С-ПНД ГОСТ 22689.2
МУФТЫ
Муфты должны изготавливаться следующих типов:
КК - с раструбами для соединения уплотнительными кольцами;
СС - с раструбами для соединения сваркой.
Муфта типа КК
Муфта типа СС
Размеры муфт (в мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
L |
l |
|
не менее |
||
|
50,0 |
87 |
5 |
|
90,0 |
153 |
5 |
|
110,0 |
153 |
5 |
Пример условного обозначения муфты типа СС для соединения труб диаметрами 50 мм и 40 мм из ПНД:
Муфта М 50С×40С-ПНД ГОСТ 22689.2
РЕВИЗИИ
Ревизии должны изготовляться следующих типов:
К - с раструбом и гладким концом для соединения уплотнительным кольцом;
С - с раструбами для соединения сваркой.
|
Ревизия типа К |
Ревизия типа С |
|
|
|
Размеры ревизий (в мм) должны соответствовать указанным в нижеследующей таблице.
|
d |
D |
l1 |
l2 |
l3 |
l4 |
|
не менее |
|||||
|
50,0 |
СпУп60×3 |
39 |
39 |
48 |
15 |
|
90,0 |
СпУп110×5 |
57 |
70 |
82 |
25 |
|
110,0 |
СпУп130×5 |
70 |
85 |
88 |
25 |
Пример условного обозначения ревизии типа К для соединения с трубами диаметром 110 мм из ПНД:
Ревизия Р 110К-ПНД ГОСТ 22689.2
ЗАГЛУШКИ И КРЫШКИ
Заглушка
Крышка
Пример условного обозначения заглушки для раструба фасонной части диаметром 110 мм из ПНД:
Заглушка З 110-ПНД ГОСТ 22689.2
То же, крышки исполнения «б» для раструба фасонной части диаметром 50 мм из ПНД:
Крышка К 50(б)-ПНД ГОСТ 22689.2
|
Размеры заглушек, мм |
Размеры крышек, мм |
||||||
|
d |
D |
S |
h |
|
d |
D |
h |
|
40,0 |
52 |
3,5 |
35 |
40,0 |
СпУп 50×3 |
21 |
|
|
50,0 |
64 |
4,0 |
40 |
50,0 |
СпУп 60×3 |
21 |
|
|
90,0 |
106 |
5,0 |
60 |
90,0 |
СпУп 110×5 |
32 |
|
|
110,0 |
126 |
5,0 |
60 |
110,0 |
СпУп 130×5 |
32 |
|
ГАЙКИ НАКИДНЫЕ
Гайка накидная
Размеры накидных гаек, мм
|
d |
D |
D1 |
h |
|
40,0 |
СпУп 50×3 |
41 |
21 |
|
50,0 |
СпУп 60×3 |
51 |
21 |
|
90,0 |
СпУп 110×5 |
91 |
32 |
|
110,0 |
СпУп 130×5 |
111 |
32 |
Пример условного обозначения гайки накидной канализационной из ПНД для труб диаметром 50 мм:
Гайка Г 50-ПНД ГОСТ 22689.2
ЛЕНТА ПРОКЛАДОЧНАЯ
Лента прокладочная полиэтиленовая предназначена для установки между наружной поверхностью канализационного трубопровода и внутренней поверхностью металлических креплений.
Условное обозначение прокладочной лепты из ПВД:
Лента ЛП-ПВД ГОСТ 22689.2
КОЛЬЦА УПЛОТНИТЕЛЬНЫЕ
Резиновые уплотнительные кольца предназначены для комплектации канализационных фасонных частей из ПНД и ПВД.
Размеры уплотнительных колец, мм
|
Номинальный диаметр трубы |
D |
d1 |
|
50,0 |
|
6+0,4 |
|
90,0 |
|
7+0,4 |
|
110,0 |
|
7+0,4 |
Пример условного обозначения уплотнительного кольца для комплектации фасонной части с номинальным диаметром 50 мм:
Кольцо Куп 50 ГОСТ 22689.2
ПРОКЛАДКИ УПЛОТНИТЕЛЬНЫЕ
Размеры уплотнительных прокладок, мм
|
Номинальный диаметр трубы |
D1 |
Пред. откл. |
D2 |
Пред. откл. |
S |
|
40,0 |
39 |
+ 1,0 |
45 |
- 1,2 |
2 |
|
50,0 |
49 |
+ 1,0 |
55 |
- 1,2 |
2 |
|
90,0 |
93 |
+ 1,4 |
102 |
- 1,4 |
3 |
|
110,0 |
112 |
+ 1,4 |
122 |
- 1,4 |
3 |
Условное обозначение:
Прокладка П d ГОСТ 22689.2
Фасонные части, предназначенные для соединения с помощью резиновых уплотнительных колец, должны поставляться в комплекте с ними, а для соединения с помощью накидных гаек и резиновых уплотнительных прокладок - с гайками и уплотнительными прокладками в количестве в зависимости от типа исполнения.
Количество комплектующих резиновых изделий должно превышать на 3 % количество (в шт.) раструбов фасонных частей.
Каждая труба должна иметь маркировку, которая производится на ее поверхности нагретым металлическим штампом с интервалом не более 4 м и должна содержать: наименование или товарный знак предприятия-изготовителя и условное обозначение изделия без слова «труба».
Буквенно-цифровую маркировку фасонных частей производят на их наружной стороне в процессе производства. Допускается дополнительная маркировка в соответствии с рабочими чертежами.
На каждое грузовое место должна наноситься транспортная маркировка по ГОСТ 14192-96 с указанием основных, дополнительных и информационных надписей, манипуляционных знаков «Боится нагрева», «Место строповки» (при отгрузке в ящиках или контейнерах).
На каждое грузовое место должен крепиться ярлык из картона, фанеры или бумаги, покрытой пленкой, содержащий следующие данные: наименование предприятия-изготовителя; условное обозначение изделия; номер партии и дату изготовления; количество изделий в упаковке в штуках (метрах) или килограммах.
При упаковке в одну тару нескольких партий изделий количество ярлыков должно быть равно количеству упакованных партий.
При транспортировке груза в открытых транспортных средствах железнодорожным сообщением или водным транспортом ярлыки из картона и неводостойких материалов не допускаются.
Упаковка должна обеспечивать сохранность изделий и безопасность погрузочно-разгрузочных работ.
Каждая партия труб и фасонных частей должна сопровождаться документом о качестве, содержащим: наименование и (или) товарный знак предприятия-изготовителя; условное обозначение изделий; номер партии, размер партии; отметку ОТК; дату отправления.
Трубы и фасонные части должны храниться в неотапливаемых складских помещениях в условиях, исключающих вероятность механических повреждений, или в отапливаемых складах не ближе 1 м от отопительных приборов, защищенными от воздействия прямых солнечных лучей и атмосферных осадков.
Соединение труб и фасонных частей при изготовлении стояков и разводок, а также монтаж систем внутренней канализации должны производиться в соответствии с требованиями технических условий, строительных норм, правил и инструкций, утвержденных в установленном порядке.
Трубы и фасонные части могут быть соединены между собой следующими методами:
- с помощью резинового уплотнительного кольца круглого сечения;
- раструбно-стыковой сваркой нагретым инструментом;
- с помощью накидной гайки с резиновой прокладкой.
Для выполнения сварных соединений должны применяться трубы и фасонные части, изготовленные из полиэтилена одного вида. Сварка труб и фасонных частей из ПВД с трубами или фасонными частями из ПНД не допускается.
Расчетный срок службы изделий - 25 лет.
Гарантийный срок хранения - 3 года со дня изготовления.
Гарантийный срок эксплуатации - 2 года со дня ввода изделий в эксплуатацию, в пределах гарантийного срока хранения при условии соблюдения правил монтажа и эксплуатации.
Технические условия распространяются на трубы кольцевого сечения напорные из сополимера полипропилена «Рандом сополимер» (РРRC), предназначенные для трубопроводов, транспортирующих воду с температурой до 75 °С, в том числе для хозяйственно-питьевого водоснабжения, и другие жидкие и газообразные материалы, к которым сополимер полипропилена химически стоек.
Условное обозначение труб состоит из наименования материала (РРRС), диаметра и типа труб по давлению (РN), указания назначения трубы: хозяйственно-питьевого назначения обозначают словом «питьевая», в остальных случаях - «техническая», номера технических условий.
Пример условного обозначения трубы из сополимера полипропилена «Рандом сополимер» диаметром 20 мм типа РN1,6, разрешенная для хозяйственно-питьевого водоснабжения:
Труба РРRС 20 РN1,6 питьевая ТУ 222248-006-41989945-98
По техническим условиям выпускаются трубы следующих типов: РN1,0, РN1,6, РN2,0 и РN2,5, где цифры обозначают номинальное рабочее давление в МПа, которое трубы должны выдерживать в течение 50 лет при температуре 20 °С и в течение 25 лет при температуре 75 °С.
Размеры труб и предельные отклонения от них не должны превышать приведенных в нижеследующей таблице.
|
Наружный диаметр |
Толщина стенки трубы |
||||||||
|
Тип РN1,0 |
РN1,6 |
РN2,0 |
РN2,5 |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|
12 |
+ 0,3 |
- |
- |
1,8 |
+ 0,4 |
2,0 |
+ 0,5 |
2,4 |
+ 0,5 |
|
16 |
+ 0,3 |
1,8 |
+ 0,4 |
2,3 |
+ 0,5 |
2,7 |
+ 0,6 |
3,2 |
+ 0,6 |
|
20 |
+ 0,3 |
1,9 |
+ 0,5 |
2,8 |
+ 0,5 |
3,4 |
+ 0,6 |
4,0 |
+ 0,6 |
|
25 |
+ 0,3 |
2,3 |
+ 0,5 |
3,5 |
+ 0,6 |
4,2 |
+ 0,8 |
5,0 |
+ 0,7 |
|
32 |
+ 0,3 |
3,0 |
+ 0,5 |
4,5 |
+ 0,7 |
5,4 |
+ 0,8 |
6,4 |
+ 0,9 |
|
40 |
+ 0,4 |
3,7 |
+ 0,6 |
5,6 |
+ 0,8 |
6,7 |
+ 0,9 |
8,09 |
+ 1,1 |
|
50 |
+ 0,5 |
4,6 |
+ 0,7 |
6,9 |
+ 0,9 |
8,4 |
+ 1,1 |
10,0 |
+ 1,3 |
|
63 |
+ 0,6 |
5,8 |
+ 0,8 |
8,7 |
+ 1,1 |
10,05 |
+ 1,3 |
12,6 |
+ 1,5 |
|
75 |
+ 0,7 |
6,9 |
+ 0,9 |
10,4 |
+ 1,3 |
12,5 |
+ 1,5 |
15,0 |
+ 1,7 |
|
90 |
+ 0,9 |
8,2 |
+ 1,1 |
12,4 |
+ 1,5 |
15,0 |
+ 1,7 |
18,0 |
+ 2,0 |
|
110 |
+ 1,0 |
10,0 |
+ 1,2 |
15,2 |
+ 1,8 |
18,9 |
+ 2,1 |
22,0 |
+ 2,4 |
Трубы должны изготавливаться в отрезках номинальной длины 4; 6; и 8 м.
Предельные отклонения длины ± 50 мм.
По согласованию между потребителем и изготовителем допускаются поставки труб другой длины.
Трубы должны иметь ровную и гладкую наружную и внутреннюю поверхности. Допускаются незначительные следы от формующего и калибрующего инструмента и незначительная сыпь на наружной поверхности труб, остающаяся при калибровке от пузырьков воздуха. На поверхности и по торцу не допускаются пузыри, раковины, трещины и посторонние включения, видимые без применения увеличительных приборов. Цвет труб белый.
Каждая партия труб должна сопровождаться паспортом-сертификатом, в котором указывается: товарный знак или наименование завода-изготовителя; условное обозначение продукции, номер партии; размер партии в килограммах и погонных метрах; дата выпуска партии, заключение ОТК о соответствии труб требованиям технических условий.
Трубы формируются в пакеты по согласованию с заказчиком.
К каждому упаковочному месту прикрепляется ярлык с указанием: товарного знака или наименования продукции; условного обозначения продукции; номера партии и даты изготовления; размера партии труб в килограммах и погонных метрах.
Трубы должны храниться в закрытых помещениях или под навесом для защиты от солнечных лучей в горизонтальном положении на стеллажах в штабелях высотой не более 1,5 м.
Условия хранения труб должны исключать возможность их изгиба по всей длине и механического или термического повреждения. Складирование труб ближе 1 м от нагревательных приборов не допускается.
Трубы могут транспортироваться любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Погрузку, транспортировку и разгрузку труб следует выполнять до температуры наружного воздуха не ниже минус 10 °С. При этом должны приниматься меры, исключающие возможность механического повреждения труб. Запрещается сбрасывать трубы и пакеты труб с транспортных средств.
Изготовитель должен гарантировать соответствие поставляемых труб требованиям данных технических условий при соблюдении потребителем условий транспортировки и хранения, установленных данными техническими условиями.
Гарантийный срок хранения труб 6 месяцев со дня изготовления.
Технические условия распространяются на трубы и патрубки (патрубком считается труба длиной менее 1000 мм) кольцевого сечения из полипропилена (ПП), предназначенные для систем хозяйственно-фекальной канализации зданий, при максимальной температуре постоянных стоков 80 °С и кратковременных стоков до 95 °С при максимальном их расходе 30 л/мин.
Трубы и патрубки должны изготавливаться с раструбом на одном конце. Допускается по требованию заказчика поставка труб и патрубков без раструбов или с двумя раструбами. Размеры труб и патрубков должны соответствовать приведенным ниже рисунку и таблице. По согласованию с заказчиком допускается поставка труб и патрубков другой длины.
Размеры труб и патрубков (мм)
|
d1 |
S1 |
d2 |
d3 |
f |
e min |
l min |
L труб |
L патрубков |
|
|
|
|
|
|
|
|
1000 |
150 |
|
40+0,3 |
1,8+0,4 |
40,3+0,8 |
49,6+1 |
7,8+1,8 |
5 |
41,8 |
1500 |
250 |
|
|
|
|
|
|
|
|
2000 |
500 |
|
|
|
|
|
|
|
|
3000 |
750 |
|
|
|
|
|
|
|
|
1000 |
150 |
|
50+0,3 |
1,8+0,4 |
50,3+0,8 |
59,6+1 |
7,8+1,8 |
5 |
42,8 |
1500 |
250 |
|
|
|
|
|
|
|
|
2000 |
500 |
|
|
|
|
|
|
|
|
3000 |
750 |
|
|
|
|
|
|
|
|
1000 |
150 |
|
110+0,4 |
2,7+0,5 |
110,4+0,9 |
120,6+1,8 |
9,1+2 |
6 |
51,1 |
1500 |
250 |
|
|
|
|
|
|
|
|
2000 |
500 |
|
|
|
|
|
|
|
|
3000 |
750 |
Предельные отклонения на длину труб не должны превышать + 25 мм, а на длину патрубков - + 10 мм.
Условное обозначение труб и патрубков должно включать слова «труба» или «патрубок», наименование материала, назначение изделия, наружный диаметр, толщину стенки, длину, обозначения данных технических условий.
Примеры условного обозначения:
трубы из полипропилена для канализации наружным диаметром 110 мм, толщиной стенки 2,7 мм, длиной 2000 мм:
Труба ПП К 110×2,7×2000 ТУ 4926-005-41989945-97.
патрубка из полипропилена для канализации, наружным диаметром 50 мм, толщиной стенки 1,8 мм, длиной 500 мм:
Патрубок ПП К 50×1,8×500 ТУ 4926-005-41989945-97.
Трубы и патрубки должны изготавливаться из полипропилена марки «Даплен ВЕ50F4-grey 7037». Допускается применение импортных марок полипропилена, аналогичных по свойствам марке «Даплен ВЕ50F4-grey 7037», а также отечественных марок полипропилена по ГОСТ 26996-86*, обеспечивающих получение труб и патрубков, отвечающих по свойствам требованиям данных технических условий.
Поверхность труб и патрубков должна быть ровной и гладкой. Допускаются незначительные продольные полосы и волнистость в пределах допускаемых отклонений на толщину стенки трубы.
На наружной, внутренней и торцевой поверхности не допускаются пузыри, царапины, трещины, раковины и любые посторонние включения, видимые без применения увеличительных приборов, следы холодных спаев и разложения материала.
Трубы и патрубки из ПП в условиях эксплуатации не выделяют в окружающую среду вредных веществ и их применение не требует особых мер предосторожности.
Трубы и патрубки из ПП должны поставляться в комплекте с канализационными фасонными частями из ПП, изготовленными по нормативно-технической документации, утвержденной в установленном порядке. Допускается применение импортных канализационных фасонных частей из ПП по DIN 19560 и UNI 8319.
Канализационные фасонные части из ПП должны иметь сертификат соответствия, выданный органами сертификации, аккредитованными Минстроем РФ.
Трубы и патрубки должны поставляться в комплекте с резиновыми уплотнительными кольцами, изготовленными по нормативно-технической документации, утвержденной в установленном порядке. Допускается применение резиновых уплотнительных колец по DIN 19534. Качество колец должно гарантироваться заводом-изготовителем и подтверждаться его паспортом, а также сертификатом соответствия, выданным органами сертификации, аккредитованными Госстандартом РФ или Минстроем РФ.
Количество резиновых уплотнительных колец должно превышать на 1 % количество (в шт.) труб или патрубков с раструбами.
Каждая партия труб и патрубков должна сопровождаться документом о качестве, в котором должны быть указаны: наименование или товарный знак предприятия-изготовителя; условное обозначение труб (патрубков); номер партии и дату изготовления; размер партии в метрах (или в штуках и/или килограммах); показатели качества по проведенным испытаниям или подтверждение о соответствии качества требованиям данных технических условий; подпись ОТК.
Маркировка должна наноситься на поверхность трубы с интервалом не более 1 м нагретым металлическим штампом или краской и включать товарный знак или наименование предприятия-изготовителя с условным обозначением трубы без слова «труба».
Патрубки должны маркироваться общим ярлыком на каждой упаковке. На поверхности патрубка допускается наличие полной или частичной маркировки.
Трубы и патрубки длиной от 0,75 до 3 м включительно формируют в пакеты массой не более 50 кг.
Для механизированной погрузки пакеты укрупняют в транспортные пакеты.
Формирование труб в пакеты должно производиться следующими способами:
- сборкой пакета в двух или трех местах с помощью рамы из бруса деревянного по ГОСТ 24254-80*, обтянутого лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок, или полипропиленовой лентой, фиксированной скобами на раму;
- перевязкой пакета в двух местах (в трех местах при l > 2 м) по длине средствами по ГОСТ 21650-76* (на расстоянии 0,1 - 0,5 м от краев пакета и в середине его) лентой стальной упаковочной по ГОСТ 3560-73*, скрепленной в замок, или проволокой стальной низкоуглеродистой общего назначения по ГОСТ 3282-74*, скрепленной вскрутку, с использованием мягкого прокладочного материала в качестве прокладки под проволоку;
- перевязкой пакета в двух местах по длине (на расстоянии 0,1 - 0,5 м от краев пакета и в середине его) двумя витками ленты капроновой ЛТК 50×200 по ТУ РСФСР 3.44523-76.
Для перевязки пакета весом до 50 кг может применяться также шпагат технический по ГОСТ 17308-88.
При формировании пакета должно соблюдаться чередование с каждой стороны пакета раструбного конца и конца трубы без раструба.
Средства формирования пакета (ленту, стальную проволоку, ленту капроновую, раму и т.д.) запрещается использовать как место крепления крюка или других элементов грузоподъемных механизмов.
При проведении погрузо-разгрузочных работ строповку пакета необходимо производить в двух местах на расстоянии 0,5 - 1 м от краев пакета.
Патрубки длиной до 0,75 м должны быть упакованы в ящики по ГОСТ 13841-95 или ящики картонные по ГОСТ 9142-90* из картона.
В одну тару должны быть упакованы патрубки одной партии. По согласованию с заказчиком допускается упаковка в одну тару изделий различных видов или размеров из двух или нескольких партий.
Кольца, фасонные части должны быть упакованы в мешки по ГОСТ 17811-78*, ГОСТ 2226-88* или ящики по ГОСТ 13841-95 массой брутто не более 50 кг.
Допускается поставка трубы с кольцом, вложенным в канавку раструба.
На каждое грузовое место должна наноситься транспортная маркировка по ГОСТ 14192-96 с указанием основных, дополнительных и информационных надписей, манипуляционного знака «Место строповки» (при отгрузке в ящиках или контейнерах).
На каждое грузовое место должен крепиться ярлык из картона (фанеры или покрытой пленкой бумаги), содержащий следующие данные: наименование предприятия-изготовителя; условное обозначение изделия; номер партии и дату изготовления; количество изделий в упаковке в штуках (метрах) и/или килограммах; упаковщик.
При упаковке в одну тару нескольких партий изделий число ярлыков должно быть равно количеству упакованных партий.
Изделия могут транспортироваться любым видом транспорта при соблюдении правил, действующих на данном виде транспорта.
Трубы и патрубки у изготовителя и потребителя должны храниться на складе в условиях, исключающих возможность их механического повреждения и действия прямых солнечных лучей на расстоянии более 1 м от нагревательных приборов.
Допускается хранение труб и патрубков на открытом складе в течение не более одного месяца с момента их изготовления.
Изготовитель гарантирует соответствие труб и патрубков требованиям данных технических условий при соблюдении потребителем условий хранения и транспортирования в течение двух лет со дня их изготовления.
Технические условия распространяются на трубы напорные технического назначения кольцевого сечения из пропилена, предназначенные для транспортирования жидких и газообразных сред, к которым пропилен химически стоек.
Трубы напорные из пропилена выпускаются среднего типа (С) - максимальное давление воды при 20 °С - 0,6 МПа (6 кгс/см2).
Размеры труб из пропилена должны соответствовать приведенным в нижеследующей таблице.
|
Средний наружный диаметр, мм |
Толщина стенки труб, мм |
||
|
Номинальный |
Предельное отклонение |
Номинальный |
Предельное отклонение |
|
20 |
+ 0,8 |
2,0 |
+ 0,4 |
|
25 |
+ 0,9 |
2,0 |
+ 0,4 |
|
32 |
+ 1,0 |
2,0 |
+ 0,4 |
|
40 |
+ 1,1 |
2,3 |
+ 0,5 |
|
40 |
+ 1,1 |
4,5 |
+ 0,5 |
|
50 |
+ 1,3 |
2,8 |
+ 0,5 |
|
63 |
+ 1,5 |
3,6 |
+ 0,6 |
|
75 |
+ 1,7 |
4,3 |
+ 0,7 |
|
110 |
+ 2,2 |
6,2 |
+ 0,8 |
|
160 |
+ 2,5 |
9,1 |
+ 1,1 |
|
180 |
+ 2,7 |
10,5 |
+ 1,4 |
|
225 |
+ 2,7 |
12,8 |
+ 1,5 |
Трубы диаметром до 40 мм изготавливаются свернутыми в бухты. Длина труб диаметром 20 и 25 мм - не более 500 м, труб диаметром 32 мм - не более 300 м.
Трубы диаметром 40 мм и выше изготавливаются в отрезках номинальной длины 5 м.
Предельное отклонение длины от номинальной должно быть не более 1 %.
Условное обозначение труб состоит из слова «труба» и следующих пяти букв и цифр, разделенных интервалом, которые обозначают название материала, величину (номинальную) наружного диаметра, обозначение типа труб и обозначение технических условий.
Пример условного обозначения трубы, изготовленной из полипропилена, диаметром 63 мм, среднего типа:
труба ПП 63 С ТУ 38.102100-89
Поверхность труб должна быть ровной и гладкой. Допускаются незначительные следы от формующего и калибрующего инструмента и незначительная сыпь на наружной поверхности труб, остающаяся при калибровке от пузырьков воздуха.
На поверхности и по торцу труб не допускаются трещины, раковины, пузыри и посторонние включения, видимые без применения увеличительных стекол.
Концы труб должны быть отрезаны перпендикулярно оси труб и зачищены от заусенцев.
Цвет труб - черный.
Трубы диаметром до 40 мм поставляются в виде бухт. Внутренний диаметр бухты должен быть не менее 1200 мм. Бухты перевязываются полимерным упаковочным материалом не менее чем в четырех местах. Масса бухт не должна превышать 80 кг.
Трубы диаметром 40 мм и выше формируются в транспортные пакеты при помощи стяжек или транспортируются отдельными трубами.
К каждому упаковочному месту должен прикрепляться ярлык с указанием: товарного знака и (или) наименования завода-изготовителя, условного наименования продукции, номера партии и дата изготовления, количества труб в килограммах и погонных метрах, номера упаковщика.
Каждая партия труб должна сопровождаться паспортом, который должен содержать:
пожарный знак и (или) наименование завода-изготовителя;
условное обозначение продукции;
номер партии;
размер партии в кг и погонных метрах;
дату выпуска партии;
заключение ОТК о соответствии труб требованиям технических условий.
Трубы должны храниться в горизонтальном положении на стеллажах. Высота штабеля не должна превышать 2,0 м. Условия хранения труб должны исключать возможность их механического повреждения и действия прямых солнечных лучей.
При погрузке, транспортировании и разгрузке труб должны приниматься меры, исключающие возможность их механического повреждения, а также деформирования, особенно после транспортировки при минусовых температурах.
Гарантийный срок хранения труб - 1 год со дня изготовления.
Технические условия распространяются на трубы пропиленовые, предназначенные для передачи воды, жидкостей неагрессивных сред и для других хозяйственно-технических нужд.
Условное обозначение при заказе: Труба полипропиленовая. Диаметр ... ТУ 6-06-20-19-89.
Размеры труб и предельные отклонения от них должны соответствовать приведенным в нижеследующей таблице.
|
Наружный диаметр трубы, мм |
Толщина стенки трубы, мм |
|
25 ± 1,0 |
2,5 ± 0,8 |
|
32 ± 1,0 |
3,5 ± 1,2 |
|
40 ± 1,0 |
3,5 ± 1,2 |
|
50 ± 1,0 |
4,0 ± 1,2 |
|
63 ± 1,0 |
5,0 ± 1,2 |
|
75 ± 1,0 |
6,0 ± 1,2 |
|
110 ± 1,0 |
8,0 ± 1,5 |
Трубы поставляются длиной 6 м. Допускается поставка труб различной длины, свернутых в бухты. Бухты перевязываются в трех-четырех местах отходами капронового шнура.
Трубы имеют цвет исходного сырья: от белого до светло-коричневого, от серого до черного или могут быть окрашены суперконцентратом в различные цвета.
На поверхности труб не допускаются: трещины, следы холодных спаев и разложение материала.
На поверхности труб допускаются: незначительные следы формующего и калибрующего устройства; незначительная сыпь, остающаяся при калибровке от пузырьков воздуха; утонение и утолщение стенки труб на 1 мм от установленных отклонений толщины; пузырьки и раковины без сквозных отверстий; штрихи и шероховатость; смешивание различных тонов окраски.
Каждая партия труб должна сопровождаться паспортом, содержащим:
товарный знак предприятия-изготовителя, его наименование, подчиненность;
обозначение ТУ;
наименование продукции;
номер партии;
диаметр трубы, толщину стенки;
длину;
дату проведения контроля;
штамп и подпись ОТК.
Каждая труба или бухта должны сопровождаться ярлыком, который наклеивается на трубу или подвешивается к бухте. В ярлыке должны быть указаны:
товарный знак предприятия-изготовителя, его наименование, подчиненность;
обозначение ТУ;
наименование продукции;
номер партии;
диаметр труб, длина труб;
цена 1 м, артикул;
дата выпуска;
№ работника, штамп и подпись ОТК.
Трубы должны храниться в закрытом помещении на расстоянии не менее 1 м от отопительных приборов.
Технические условия распространяются на металлополимерные напорные трубы кольцевого сечения наружным диаметром 16 и 25 мм, предназначенные для внутренних систем горячего водоснабжения и отопления с рабочим давлением до 1,0 МПа (10 кгс/см2) и температурой до 95 °С, а также технологических трубопроводов, транспортирующих жидкие среды, к которым материал труб химически стоек.
Трубы изготавливаются методом формования и ультразвуковой сварки алюминиевой ленты с последующим нанесением на нее способом экструзии внутреннего и наружного слоев клея и полиэтилена. Таким образом металлополимерная труба представляет собой пятислойную конструкцию, состоящую из алюминиевой фольги, сваренной в трубу и приклеенного к ней изнутри и снаружи полиэтилена.
Условное обозначение трубы состоит из наименования изделия - «труба»; наименования материала - металлополимерная - «МП»; наружного диаметра в мм; величины допускаемых давления в МПа и температуры в градусах Цельсия; указания назначения трубы - питьевая «п» или техническая «т»; обозначения данных технических условий.
Пример условного обозначения трубы металлополимерной диаметром 16 мм для систем хозяйствено-питьевого горячего водоснабжения:
труба МП 16-1-95 п ТУ 2248-004- 07629379-97
Основные размеры труб (в мм) должны соответствовать приведенным в нижеследующей таблице.
|
Наружный диаметр |
Внутренний диаметр |
Толщина стенки |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
16 |
+ 0,3 |
12 |
+ 0,2; - 0,1 |
2 |
+ 0,15; - 0,1 |
|
25 |
+ 0,3 |
20 |
+ 0,2; - 0,1 |
2,5 |
+ 0,2; - 0,1 |
Трубы должны поставляться в бухтах. Длина труб в бухте: диаметром 16 мм - до 250 м; диаметром 25 мм - до 130 м.
Трубы должны иметь гладкую наружную и внутреннюю поверхность. Допускаются незначительные следы от формующего и калибрующего инструмента.
На поверхности и по торцу трубы не допускаются пузыри, трещины и любые посторонние включения, видимые без применения увеличительных приборов.
Не допускается расслаивание клеевого соединения между полиэтиленовыми слоями и алюминиевой фольгой в стенке трубы.
Механические свойства труб должны соответствовать приведенным в нижеследующей таблице.
|
Наименование показателей |
Значение |
|
Рабочее давление, МПа, не более |
1,0 |
|
Рабочая температура, °С, не более |
95 |
|
Давление разрыва стенки трубы, МПа, не менее |
7,0 |
|
Изменение длины трубы после прогрева при температуре 120 °С, %, не более |
1 |
|
Разрушающая нагрузка при испытании кольцевого образца на растяжение в поперечном направлении, кгс, не менее |
200 |
Трубы должны выдерживать испытания на стойкость при постоянном внутреннем давлении:
4,5 МПа и температуре воды 20 °С - не менее 1 ч.;
1,8 МПа и температуре воды 95 °С - не менее 1 ч.;
1,6 МПа и температуре воды 95 °С - не менее 1000 ч.;
0,9 МПа и температуре воды 95 °С - не менее 8000 ч.
На каждой бухте труб должен быть прикреплен ярлык из картона или фанеры, содержащий следующие данные:
наименование предприятия-изготовителя;
условное обозначение трубы;
длину трубы в бухте в м;
номер партии;
отметку отдела технического контроля;
дату изготовления.
Бухты должны быть скреплены не менее чем в четырех местах. Концы труб должны быть притянуты к бухте.
Бухты должны быть упакованы в полиэтиленовую пленку по ГОСТ 10354-82* или другой упаковочный материал. Допускается использование отходов пленки. По согласованию с заказчиком допускается поставка труб без упаковки.
Упакованная бухта должна быть перевязана шпагатом по ГОСТ 17308-88 или другим перевязочным материалом.
Каждая партия труб должна сопровождаться документом о качестве, который должен содержать:
наименование и (или) товарный знак предприятия-изготовителя;
условное обозначение трубы;
размер партии в метрах;
номер партии, отметку отдела технического контроля;
дату изготовления.
Трубы в бухтах могут транспортироваться любым видом транспорта в соответствии с требованиями правил перевозки грузов, действующих на данном виде транспорта.
При погрузочно-разгрузочных работах не допускаются механические повреждения труб и перемещение бухт волоком.
Транспортирование, погрузка и разгрузка труб должны осуществляться при температуре наружного воздуха не ниже минус 20 °С.
Хранить трубы следует в закрытом помещении на расстоянии не менее 1 м от отопительных приборов. В условиях строительной площадки трубы следует хранить под навесом, оберегая от воздействия прямых солнечных лучей. Трубы должны храниться на поддонах. Высота штабеля не должна превышать 1,8 м.
Бухты металлополимерных труб, хранившиеся или транспортировавшиеся на монтаж (заготовительный участок) при температуре ниже 0 °С, должны быть перед раскаткой выдержаны в течение 24 часов при температуре не ниже 10 °С.
Изготовитель должен гарантировать соответствие труб требованиям данных технических условий при соблюдении правил транспортирования и хранения.
Гарантийный срок хранения труб - 2 года со дня изготовления.
Гарантийный срок эксплуатации труб - 1,5 года со дня ввода трубопроводов в эксплуатацию в пределах гарантийного срока хранения труб при условии соблюдения правил монтажа и эксплуатации.
Расчетный срок службы труб - 25 лет.
Металлополимерные трубы по данным техническим условиям и ТУ 2248-001-07629379-96 выпускает ТОО «Металлополимер» (127410, г. Москва, Алтуфьевское шоссе, д. 43, тел. 488-9151).
Для соединения этих металлополимерных труб с металлическими частями трубопровода применяются импортные соединительные детали «Вестол» (соединение штуцерное с наружной резьбой, соединение штуцерное с внутренней резьбой, соединение штуцерное с накидной гайкой и втулкой). При сборке узлов с соединением «Вестол» следует применять фитинги (угольники, тройники, разделители и т.п.) той же фирмы или переходные детали (ниппели и переходники) для присоединения к фитингам и арматуре отечественного производства.
Металлополимерные трубы по ТУ 2248-001-29325094-97 выпускает ОАО «Каучук-Пласт» (119048, г. Москва, ул. Усачева, 11, тел. 247-7912).
Основные размеры металлополимерных труб, выпускаемых ОАО «Каучук-Пласт», должны соответствовать приведенным в нижеследующей таблице.
в миллиметрах
|
Наружный диаметр |
Внутренний диаметр |
Толщина стенки |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
14 |
+ 0,15 |
10 |
- 0,2 |
2,0 |
+ 0,25; - 0,05 |
|
16 |
+ 0,15 |
12 |
- 0,2 |
2,0 |
+ 0,25; - 0,05 |
|
18 |
+ 0,15 |
14 |
- 0,2 |
2,0 |
+ 0,25; - 0,05 |
|
20 |
+ 0,15 |
16 |
+ 0,2; - 0,1 |
2,25 |
+ 0,25; - 0,05 |
|
25 |
+ 0,20 |
20 |
+ 0,2; - 0,1 |
2,5 |
+ 0,25; - 0,05 |
Для соединения этих металлополимерных труб с металлическими частями трубопровода применяются импортные соединительные детали «Вестол» (соединение с обжимной гайкой, соединение с обжимной гайкой и накидным кольцом и другие соединительные детали) и аналогичные детали отечественного производства по ТУ 4951-001-44414010-97.
Зарубежные металлополимерные трубы на российском рынке представлены продукцией польской фирмы Kitec, немецкой Unicor, израильской Metzerplast, бельгийской Henco, южнокорейских Cosmo и Metapol.
На строительной площадке и в заготовительном производстве в процессе входного контроля труб, фасонных частей и комплектующих материалов и изделий:
должны быть проверены сопроводительные документы (документы о качестве, паспорта, сертификаты), маркировка, ярлыки с целью определения комплектности и соответствия поступивших труб, фасонных частей, узлов, резиновых колец и других комплектующих материалов и деталей трубопровода требованиям проекта;
должен быть произведен внешний осмотр труб, фасонных частей, узлов и других комплектующих материалов и изделий с целью проверки соответствия их требованиям стандартов и технических условий и обнаружения недопустимых дефектов на наружной и внутренней поверхностях труб, узлов и деталей, на поверхности резиновых колец и т.д.;
должны быть проведены все предусмотренные технологической картой замеры и испытания физико-механических свойств труб; по истечении гарантийного срока хранения труб они могут быть применены только при положительных результатах повторных испытаний их на соответствие требованиям соответствующих стандарта или технических условий;
при обнаружении дефектов или возникновении каких-либо сомнений в качестве поступивших труб, фасонных частей, узлов и комплектующих материалов и деталей должны быть вызваны представители строительной лаборатории или функциональных служб, ответственных за поставку материалов.
Изготовление узлов и деталей пластмассовых трубопроводов должно производиться в соответствии с требованиями СН 478-80, СНиП 3.01.01-85, СНиП 3.05.01-85, в соответствии со стандартами и техническими условиями на технологические процессы, изготавливаемые узлы и детали, согласно требованиям ППР и технологических карт, утвержденных в установленном порядке, согласно рекомендаций сводов правил по монтажу трубопроводов систем водоснабжения и отопления.
Монтаж пластмассовых трубопроводов внутренних санитарно-технических систем должны выполнять строительно-монтажные организации, получившие лицензию на выполнение этих работ в Федеральных или региональных органах по лицензированию строительной деятельности.
Работы по монтажу трубопроводов, изготовлению узлов и деталей должны выполняться квалифицированным персоналом, прошедшим специальную подготовку и обладающим надлежащими навыками по выполнению этих работ.
Изготовление деталей и отдельных узлов трубопроводов должно производиться на заводах монтажных заготовок или трубозаготовительных мастерских с учетом транспортабельности и сохранности изготовленных деталей и узлов при перевозках, а на монтажной площадке должны осуществляться сборка и сварка (склеивание) трубопроводов из готовых узлов с минимальным числом соединений.
Сборку элементов узлов следует производить в кондукторах, обеспечивающих фиксацию положения отдельных элементов узлов трубопроводов и облегчающих сборку.
При сборке фланцевых соединений следует применять мягкие эластичные прокладки из резины.
Соединения должны испытываться гидравлическим способом на герметичность:
безнапорные трубопроводы - на давление 0,2 кгс/см2;
напорные трубопроводы - на давление, в 1,5 раза больше максимального рабочего, но не менее 2 кгс/см2;
продолжительность испытания 2 мин.
F Отклонения габаритов заготовительных деталей трубопроводов от заданных не должны превышать + 2 мм, узлов + 5 мм.
Перед отправкой на монтаж узлы следует маркировать путем нанесения маркировки на конец узла цветной водостойкой краской на расстоянии 200 - 300 мм от края.
Разметку пластмассовых труб следует производить на специальном стеллаже или в желобе.
Резку пластмассовых труб следует выполнять:
на станках с дисковыми пилами толщиной 1,5 - 2 мм с шагом зубьев 3 - 4 мм и разводкой зубьев 0,5 - 0,6 мм на сторону; частота вращения диска для ПНД, ПВД, ПП должна быть 2000 - 3000 об/мин; ПВХ - 600 - 800 об/мин, для чистого обреза торца необходимо применять пилы без развода зубьев с равномерно уменьшающейся к центру диска толщиной;
на разметочно-отрезных станках;
на станках гильотинного типа для тонкостенных труб;
электроприводными ножовками (длина полотна ножовки должна быть 450 - 500 мм, толщина 1,5 мм; высота зубьев 1,5 - 2 мм, развод зубьев 0,5 - 0,7 мм);
труборезом с пневматическим приводом, у которого в качестве режущего инструмента применяется отрезной резец;
вручную ножовками для резки металлов, мелкозубыми плотницкими пилами и столярными ножовками, приспособлением для резки металлопластовых труб.
F Отклонение от угла реза не должно превышать:
0,5 мм - для труб с наружными диаметрами до 50 мм,
1 мм - для труб наружным диаметром 50 - 160 мм,
2 мм - для труб наружным диаметром более 160 мм,
5° - для металлополимерных труб (если другие требования не предусмотрены проектом).
Сверление отверстий диаметром до 50 мм в пластмассовых трубах надлежит производить на сверлильных станках перовыми и спиральными сверлами, циркульными резцами и специальными трубными сверлами. Сверление отверстий диаметром свыше 50 мм - циркульными резцами или трубными сверлами.
В процессе сверления сверло необходимо периодически выводить из отверстия для его охлаждения и удаления стружки.
Для снятия фасок на концах труб надлежит применять механизированные и ручные приспособления, режущим инструментом которых являются специальные фрезы, резцовые головки с несколькими ножами или резцы.
В результате формования труб осуществляются отбортовка, калибровка, вытяжка отростков на трубах для тройников и крестовин, а также получаются утолщенные бурты, гладкие и с желобками под резиновые кольца раструбы.
|
Контролируемые операции |
Состав и средства контроля |
Документация |
|
Подготовительные работы |
Проверить: - наличие ППР, технологических карт и СОКК; - сопроводительные документы (документы о качестве, сертификаты), маркировку, ярлыки с целью определения полноты содержащихся в них данных, а также с целью определения соответствия поступивших труб, фасонных частей, узлов, деталей и комплектующих материалов и изделий требованиям проекта (монтажных чертежей, эскизов); - внешним осмотром поступившие трубы, фасонные части, узлы, детали и комплектующие материалы с целью определения соответствия их требованиям стандартов и технических условий и выявления недопустимых дефектов внешнего вида; - подготовку необходимого оборудования и материалов для разметки, резки, формования, гнутья, калибровки труб, для выполнения требуемых соединений; - очистку и подготовку раструбов и гладких концов труб, фасонных частей, узлов и деталей. |
ППР; технологические карты, СОКК Документы о качестве, сертификаты, ярлыки |
|
Изготовление узлов и деталей систем водоснабжения и канализации из пластмассовых труб |
Контролировать: - соблюдение технологии заготовительных работ (разметки, резки, гнутья, калибровки, формования раструба, соединения труб, фасонных частей, узлов и деталей); - параметры технологического процесса соединений; стабильность технологического процесса; - качество уплотнения стыковых разъемных соединений; качество сварных и клееных соединений. |
Специальные журналы работ |
|
Приемка |
Проверить: - соответствие выполненных соединений требованиям проекта (монтажных чертежей, эскизов) и нормативных документов; - результаты испытаний соединений на герметичность и их оформление; маркировку узлов; - надлежащее оформление паспортов и товаросопроводительной документации. |
Акты испытаний Паспорта, товаросопроводительная документация |
|
ВХОДНОЙ И ОПЕРАЦИОННЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: мастер (бригадир), контролеры ОТК - в процессе производства работ ПРИЕМОЧНЫЙ КОНТРОЛЬ ОСУЩЕСТВЛЯЮТ: отдел технического контроля, прораб (мастер) КИП - линейка металлическая, рулетка измерительная металлическая, штангенциркуль, угломер, угольник, термометры, лабораторные приборы и приспособления |
||
Нагрев и размягчение пластмассовых труб следует производить в ваннах с глицерином, гликолем, трансформаторным маслом (последнее - только для ПВХ) и т.п., нагревателями с инфракрасными излучателями или в воздушных печах. Температура нагрева должна устанавливаться в заданных режимах с помощью терморегулятора.
Температуру теплоносителя (глицерина или воздуха) внутри нагревательного устройства следует выбирать в соответствии с данными, приведенными в нижеследующей таблице.
|
Материал труб |
Температура при отбортовке, раструбливании и калибровке, °С |
Температура воздуха при изготовлении утолщенных буртов, °С |
|
|
Глицерина |
Воздуха |
||
|
ПНД |
135 ± 5 |
150 ± 10 |
240 ± 10 |
|
ПВД |
105 ± 5 |
135 ± 10 |
220 ± 10 |
|
ПП |
165 ± 5 |
185 ± 10 |
280 ± 10 |
|
ПВХ |
135 ± 5 |
160 ± 10 |
|
Ванны с нагревательной жидкостью должны иметь устройства (типа подвижной решетки), регулируемые по высоте ванны, для установки и поддержки труб на требуемую длину нагреваемого участка. Для уменьшения испарения нагретой жидкости ванна должна снабжаться съемной крышкой.
В качестве инфракрасных излучателей для нагрева труб следует использовать стержневые, U-образные и другие электрические нагреватели (ТЭНы).
Допускается применение нагревательных устройств с навивкой спирали.
Для получения направленного лучистого потока инфракрасные излучатели надлежит помещать в рефлектирующие устройства.
Односторонний нагрев допускается для труб с толщиной стенки до 3 - 3,5 мм. При большей толщине стенки излучатели следует устанавливать как снаружи, так и внутри трубы.
Теплоотдача установки с инфракрасным нагревом должна регулироваться изменением расстояния между излучателями или уменьшением подаваемого на ТЭНы напряжения. Для равномерного нагрева инфракрасными излучателями трубы в поле облучения нужно вращать со скоростью 3 - 4 об/мин.
Для поточной обработки труб следует применять конвейерную установку, в которой вращение труб при их поступательном движении вдоль излучателей осуществляется за счет прижимного элемента.
Нагрев концов труб в воздушных печах следует производить путем подачи потока горячего воздуха на наружную и внутреннюю поверхности труб.
Отбортовку на трубе следует формовать вдвигаемым внутрь пуансоном и прижимным фланцем, оформляющим наружную поверхность отбортовки.
Для формования утолщенных буртов следует использовать разъемную пресс-форму.
Гладкий раструб на трубе следует формовать дорном, вдвигаемым в нагретую размягченную трубу. Станки для формования должны иметь упорные кольца для снятия охлажденной трубы с дорна. Калибровку концов труб следует выполнять в цилиндрической гильзе с прижатием стенок труб к гильзе с помощью расположенной в ней надуваемой резиновой камеры. Внутренний диаметр гильзы должен быть равным минимальному внутреннему диаметру раструба минус 1 - 1,5 мм. Длина гильзы должна быть равна глубине раструба. Гильза должна быть снабжена плавно закругленной внутренней фаской.
Допускается формование раструба непосредственно трубой со снятой фаской на конце, при этом (для труб из ПВХ) необходимо фиксировать взаимное положение раструба и трубы для сохранения одинакового зазора по периметру склейки.
Для формования раструбов с желобком под резиновое кольцо следует применять механический дорн - подвижной конус, в пазах которого находятся специальные клинья с выступами для формования желобка.
Вытяжку отростков на трубах надлежит производить в нагретом состоянии при помощи тянущего механизма и пуансона.
Размеры всех формующих элементов следует назначать с учетом усадки отформованного изделия после охлаждения.
Рабочие поверхности всех формовочных инструментов должны быть отполированы.
Поверхность готового изделия должна быть ровной и гладкой. Допускаются незначительные следы от формующего и калибрующего инструмента. На поверхности и по торцу трещины и раковины не допускаются.
Разная толщина на раструбах должна находиться в пределах допусков на толщину стенки трубы.
Схема формования отбортовки
Схема формования утолщенного бурта на конце трубы
Гнутые детали пластмассовых (преимущественно из ПВХ) трубопроводов (отводы, утки, скобы, компенсаторы и др.) надлежит изготавливать из труб тех же типов методом гнутья в размягченном состоянии на трубозагибочных станках или в шаблонах.
Гнутье труб без наполнителя допускается при отношении толщины стенки к наружному диаметру трубы s/Dн не менее 0,06 при радиусе гнутья по оси трубы, равном или более 3,5 - 4 Dн.
Температура жидкости в нагревательной ванне для гнутья должна составлять: для труб из ПВД 105 ± 5 °С; из ПНД 125 ± 5 °С; из ПП 170 ± 5 °С; из ПВХ 125 ± 5 °С.
При нагреве труб в термошкафах температура воздуха должна составлять: для труб из ПВД 135 ± 10 °С; из ПНД 150 + 10 °С, из ПП 185 ± 10 °С; из ПВХ 160 ± 10 °С.
Время нагрева пластмассовых труб при гнутье приведено в нижеследующей таблице.
|
Теплоноситель |
Материал труб |
Время нагрева труб при гнутье (мин) при толщине стенки труб, мм |
|||||||
|
4 |
6 |
8 |
10 |
12 |
14 |
16 |
18 |
||
|
Воздух |
ПВД |
35 |
50 |
70 |
90 |
110 |
130 |
150 |
175 |
|
ПНД |
55 |
80 |
105 |
135 |
165 |
195 |
- |
- |
|
|
ПП |
55 |
80 |
105 |
135 |
165 |
- |
- |
- |
|
|
ПВХ |
- |
20 |
25 |
30 |
40 |
- |
- |
- |
|
|
Глицерин |
ПВД |
5 |
7 |
9 |
11 |
13 |
15 |
17 |
19 |
|
ПНД |
6 |
8 |
11 |
14 |
17 |
20 |
- |
- |
|
|
ПП |
6 |
8 |
11 |
14 |
17 |
20 |
- |
- |
|
|
ПВХ |
- |
4 |
5 |
6 |
8 |
- |
- |
- |
|
Скорость гнутья должна составлять 2 - 4 об/мин.
При гнутье на трубогибочных станках зазор между обкатывающим роликом и трубой должен быть не более 10 % размера наружного диаметра трубы.
При угле изгиба 90° трубы следует перегибать на 6° для ПВД и на 10° для ПНД и ПП. При других углах изгиба следует рассчитать величину перегиба исходя из указанных выше значений.
F Отклонение угла изгиба от заданного не должно превышать ± 3°.
Охлаждение согнутых труб следует производить сжатым воздухом или водой в фиксированном положении до температуры плюс 28 - 30 °С.
В качестве наполнителя при гнутье труб следует использовать резиновый жгут, гибкий металлический или резиновый шланг, набитый песком или раздуваемый сжатым воздухом. В отдельных случаях в качестве наполнителя допускается применять чистый речной песок, нагретый до температуры 100 °С. Концы труб после заполнения песком должны заглушаться пробками.
Гнутье металлополимерных труб осуществляется вручную при помощи гибкого дорна из витой пружины или на специальной оправке, закрепленной на верстаке. От торца трубы до начала гиба должен быть прямой участок не менее 50 мм. При гнутье труб не допускаются сплющивание и залом трубы. Овальность в зоне гиба не должна превышать 10 %.
F Радиус изгиба металлополимерных труб должен быть не менее пяти наружных диаметров трубы.
Соединение труб из полиэтилена высокого давления (ПВД), полиэтилена низкого давления (ПНД) и полипропилена (ПП) между собой и с фасонными частями следует осуществлять нагретым инструментом методом контактно-стыковой и контактно-раструбной сварки. Сварка между собой труб и фасонных частей из полиэтилена различных видов (ПНД и ПВД) не допускается.
Для сварки следует использовать установки (устройства), обеспечивающие поддержание параметров технологических режимов в соответствии с ОСТ 6-19-505-79 и другой нормативно-технической документацией, утвержденной в установленном порядке.
Сварку труб следует производить при температуре окружающего воздуха не ниже: минус 10 °С - для труб из ПНД и ПВД; 0 °С - для труб из ПП. При более низкой температуре наружного воздуха сварку следует производить в утепленных помещениях.
При выполнении сварочных работ место сварки необходимо защищать от воздействия атмосферных осадков и пыли.
К сварке трубопроводов допускаются сварщики при наличии документов на право производства работ по сварке пластмасс.
Стыковая сварка рекомендуется для соединения между собой труб и фасонных частей наружным диаметром более 50 мм и толщине стенки более 4 мм, раструбная сварка - для труб наружным диаметром до 160 мм и стенками любой толщины.
При сварке необходимо подбирать трубы и фасонные части по партиям поставки. Необходимо обращать основное внимание на размер наружного диаметра трубы и ее эллипсность.
F При стыковой сварке максимальная величина несовпадения кромок не должна превышать 10 % номинальной толщины стенки трубы; наружный диаметр (или периметр) трубы не должен быть ниже номинального.
Внутренний диаметр раструба фасонных частей должен быть меньше номинального наружного диаметра свариваемой трубы в пределах допуска по ТУ 6-49-14-89.
Концы труб при раструбной сварке должны иметь наружную фаску под углом 45° на 1/3 толщины стенки трубы.
Сварку пластмассовых труб встык в монтажных условиях следует производить, как правило, на сварочных установках, обеспечивающих механизацию основных процессов сварки и контроль технологического режима.
Сварочная установка должна содержать:
механизм центровки свариваемых труб (заготовок) относительно их осей;
механизм обеспечения правильного взаимного расположения заготовок и их фиксации;
механизм сближения заготовок и создания необходимого давления при оплавлении и осадке;
устройство для механической обработки стыкуемых торцов заготовок, обеспечивающее их выравнивание и параллельность;
нагревательный инструмент для нагрева торцов заготовок до заданной температуры;
приборы для контроля параметров технологического процесса.
Допускается применение ручной сварки в малоудобных местах (траншеи, туннели, каналы, колодцы, штробы внутри зданий и т.д.) с использованием устройств для торцовки и центровки, и также нагревательных элементов. Нагревательные элементы для стыковой сварки должны быть, как правило, электрическими. Постоянная температура на рабочей поверхности нагревателя должна поддерживаться терморегулятором или автотрансформатором.
При контактной стыковой сварке с применением монтажных приспособлений подлежат выполнению следующие операции:
подготовка труб (заготовок) к сварке;
установка и центровка труб в зажимном центрирующем приспособлении;
торцовка труб и обезжиривание торцов;
нагрев и оплавление свариваемых поверхностей;
удаление сварочного нагревателя;
сопряжение разогретых свариваемых поверхностей под давлением (осадка);
охлаждение сварного шва под осевой нагрузкой.
При подготовке труб (заготовок) к сварке их концы на расстоянии от торца не менее 30 мм очищают от грязи, пыли и других веществ, отрицательно влияющих на качество сварного шва. Очистку производят с помощью сухих тряпок. При необходимости тряпки смачивают водой.
Соединяемые поверхности заготовок, зажатых в сварочной установке, после очистки подвергают торцовке. Стружка, образовавшаяся при торцовке, удаляется чистой щеткой или другим способом, исключающим загрязнение торцов заготовок.
Обработку торцов заготовок осуществляют непосредственно перед сваркой.
F Между обработанными торцами заготовок, приведенных в соприкосновение, не должно быть зазоров, превышающих 0,5 мм для заготовок диаметром до 110 мм и 0,7 мм для заготовок больших диаметров.
Основными параметрами процесса стыковой сварки являются: температура рабочих поверхностей нагревателя, продолжительность нагрева, глубина оплавления, величина контактных давлений при оплавлении и осадке.
Оплавление торцов свариваемых заготовок осуществляют одновременно за счет контактирования их с рабочими поверхностями нагревательного инструмента.
Процесс оплавления характеризуется температурой нагревательного инструмента во время оплавления торцов заготовок, давлением торцов заготовок на рабочие поверхности нагревательного инструмента и продолжительностью оплавления.
При температуре окружающего воздуха не ниже 10 °С, слабом ветре, с использованием нагревательного инструмента с электрическим обогревом, с антиадгезионным покрытием рабочих поверхностей и непрерывном автоматическом контроле и стабилизации температуры температура нагревательного инструмента составляет 220 ± 10 °С для ПНД и 200 ± 10 °С для ПВД. При сварке в производственных помещениях или с использованием нагревательных инструментом без антиадгезионных покрытий рабочих поверхностей температуру инструмента для ПНД снижают до 200 ± 10 °С.
F Падение температуры нагревательного инструмента в процессе оплавления торцов свариваемых заготовок не должно превышать 10 °С от нижнего предела рекомендуемых температур.
Давление, отвечающее первому этапу стадии оплавления и равное 0,15+0,05 МПа (1,5+0,5 кгс/см2) для ПНД и 0,1+0,025 МПа (1+0,25 кгс/см2) для ПВД, поддерживают до образования по периметру заготовок валика заданной высоты. Затем, на втором этапе стадии оплавления, давление снижают до 0,035+0,015 МПа (0,35+0,15 кгс/см2) для ПНД и 0,02+0,01 МПа (0,2+0,1 кгс/см2) для ПВД и при этом делении осуществляют прогрев торцов заданное время. Высота валика оплавленного материала в конце первого этапа стадии оплавления и продолжительность второго этапа стадии оплавления приведены ниже.
|
Толщина стенки заготовки, мм |
Высота валика в конце первого этапа стадии оплавления, мм |
Длительность второго этапа стадии оплавления, с |
Пауза, не более, с |
Время подъема давления осадки до заданного уровня, не более, с |
Время охлаждения под давлением осадки, мин |
||
|
ПНД |
ПВД |
ПНД |
ПВД |
||||
|
св. 2 до 4 вкл. |
0,3 |
35 ± 5 |
30 ± 5 |
3 |
3 |
5 ± 1 |
4 ± 1 |
|
св. 4 до 7 вкл. |
0,5 |
55 ± 15 |
45 ± 15 |
4 |
4 |
8 ± 2 |
6 ± 2 |
|
св. 7 до 12 вкл. |
1,0 |
110 ± 25 |
80 ± 15 |
5 |
6 |
13 ± 3 |
10 ± 3 |
|
св. 12 до 18 вкл. |
1,0 |
150 ± 25 |
120 ± 15 |
6 |
7 |
20 ± 4 |
22 ± 3 |
|
св. 18 до 26 вкл. |
1,5 |
190 ± 25 |
170 ± 15 |
7 |
10 |
28 ± 4 |
22 ± 3 |
Длительность оплавления в вышеприведенной таблице указана для температуры 200 ± 10 °С.
При использовании другой температуры нагревательного инструмента, а также при сварке косых стыковых швов, применяемых при получении соединительных деталей, длительность оплавления может изменяться в пределах от минус 20 % до плюс 50 % от указанных в таблице средних значений.
Допускается сварка в режиме постоянного давления торцов заготовок. В этом случае суммарное время оплавления при давлении 0,075 ± 0,025 МПа (0,75 ± 0,25 кгс/см2) для ПНД и 0,05 ± 0,025 МПа (0,5 ± 0,25 кгс/см2) для ПВД принимают по нижеследующей таблице.
|
Толщина стенки, мм |
Длительность нагрева, с |
|
|
ПНД |
ПВД |
|
|
св. 4 до 7 вкл. |
75 ± 15 |
60 ± 15 |
|
св. 7 до 12 вкл. |
130 ± 20 |
100 ± 20 |
|
св. 12 до 18 вкл. |
200 ± 30 |
150 ± 20 |
|
св. 18 до 26 вкл. |
250 ± 30 |
200 ± 30 |
Отвод заготовок от нагревательного инструмента по окончании стадии оплавления производят в направлении, перпендикулярном оплавленной поверхности.
Продолжительность технологической паузы, во время которой производится отвод торцов заготовок от нагревательного инструмента, удаление нагревательного и подвод торцов заготовок друг к другу, не должна превышать значений, указанных в вышеприведенной таблице, для различных толщин стенок заготовок из ПНД и ПВД.
Давление осадки составляет 0,15+0,05 МПа (1,5+0,5 кгс/см2) для ПНД и 0,1+0,025 МПа (1+0,25 кгс/см2) для ПВД.
Время подъема давления осадки до заданного уровня не должно превышать значений, указанных в вышеприведенной таблице.
Охлаждение сварного шва производят под давлением осадки в течение времени, также указанного в вышеприведенной таблице.
Охлаждение сварного шва осуществляют в естественных условиях. Не допускается форсирование охлаждения путем его обливания водой или обдува воздухом.
В конце цикла сварки рабочие поверхности нагревательного инструмента очищают от прилипшего расплава полиэтилена.
Основные параметры процесса стыковой сварки труб и заготовок из полипропилена (ПП) приведены в нижеследующей таблице.
|
Параметр |
Единица измерения |
Величина параметра стыковой сварки пластмассовых труб из ПП |
|
Температура сварки |
°С |
240 ± 10 |
|
Давление при нагреве торцов труб |
кгс/см2 |
1 |
|
Глубина проплавления кромки труб |
мм |
1,5 - 2 |
|
Примерное время нагрева при толщине стенок труб, мм: (Твозд = 20 °С) |
|
|
|
4 |
с |
60 |
|
6 |
|
80 |
|
8 |
|
100 |
|
10 |
|
120 |
|
12 |
|
150 |
|
14 |
|
180 |
|
16 и более |
|
240 |
|
Промежуток времени между окончанием нагрева и соединением оплавленных торцов труб (время технологической паузы) |
с |
2 - 3 |
|
Давление осадки |
кгс/см2 |
1 |
|
Время выдержки под давлением (осадка) в зависимости от толщины стенки, мм: |
|
|
|
4 - 6 |
мин |
3 - 5 |
|
7 - 12 |
|
6 - 10 |
|
13 - 17 |
|
12 - 16 |
F Высота внутреннего и наружного валиков после сварки должна быть не более 2 - 2,5 мм при толщине стенки трубы до 5 мм и не более 3 - 5 мм при толщине стенок 6 - 20 мм
Для соединения труб из ПНД с раструбными фасонными частями и труб из ПНД, ПВД и ПП с формованными раструбами следует применять контактную раструбную сварку, которая осуществляется при помощи металлического нагревательного приспособления, состоящего из гильзы для оплавления наружной поверхности конца трубы и дорна для оплавления внутренней поверхности раструба.
Для каждого диаметра труб и фасонных частей требуется отдельное приспособление или съемный комплект гильз и дорнов, изготовляемых из стали марки 45 или дюралюминия марки Д16.
Приспособление для контактной раструбной сварки полиэтиленовых труб и фасонных частей
а - положение до начала сварки
б - положение после сварки
1 - труба
2 - ограничительный хомут
3 - гильза приспособления
4 - дорн приспособления
5 - раструб фасонной части
Контактная раструбная сварка включает следующие операции:
установку ограничительного хомута на расстоянии от торца трубы до края хомута, равном глубине раструба фасонной части плюс 2 мм. При этом внутренний диаметр хомута должен быть на 0,2 мм меньше номинального наружного диаметра свариваемой трубы;
установку раструба на дорне:
установку гладкого конца трубы в гильзе до упора в ограничительный хомут;
нагрев в течение заданного времени свариваемых деталей, одновременное снятие деталей с дорна и гильзы;
соединение деталей между собой с выдержкой до отверждения оплавленного материала.
F При сварке поворот деталей относительно друг друга после сопряжения деталей не допускается.
После каждой сварки необходима очистка рабочих поверхностей дорна и гильзы от налипшего полиэтилена или пропилена.
Основные параметры, определяющие прочность раструбного сварного соединения - температура нагревательных элементов и продолжительность нагрева деталей приведены в нижеследующей таблице.
|
Материал труб и фасонных частей |
Параметры раструбной сварки пластмассовых труб |
Промежуток времени между снятием деталей и их сопряжением, с |
||||||
|
Температура нагревательных элементов, °С |
Продолжительность нагрева (в с) при толщине стенок труб, мм |
|||||||
|
2 |
3 |
4 |
6 |
8 |
12 |
|||
|
ПНД |
260 - 290 |
3 - 6 |
4 - 8 |
5 - 10 |
6 - 12 |
8 - 15 |
15 - 20 |
1 - 2 |
|
ПВД |
220 - 250 |
4 - 5 |
8 - 12 |
10 - 15 |
12 - 20 |
15 - 30 |
20 - 45 |
1 - 2 |
|
ПП |
240 - 260 |
5 - 8 |
8 - 12 |
12 - 15 |
15 - 30 |
30 - 45 |
45 - 50 |
1 - 2 |
|
Примечание: время выдержки под осевой нагрузкой до частичного отвердевания материала должно составлять примерно 20 - 30 с. |
||||||||
При производстве сварочных работ должны обеспечиваться прочность и плотность сварных стыков.
Проверка качества сварных соединений трубопроводов должна производиться путем:
проверки размеров сопрягаемых деталей и размеров рабочих элементов нагревателя, осуществляемой до начала сварочных работ, а также рабочего состояния применяемых при сварке приспособлений;
операционного контроля, осуществляемого в процессе сборки и сварки трубопроводов;
внешнего осмотра сварных стыков;
испытания на одноосное растяжение (отдир) и изгиб.
Операционный контроль должен предусматривать:
проверку надлежащей подготовки сварочных работ, очистку поверхностей труб и фасонных частей от загрязнений, влаги и т.д.;
контроль технологии сварки (температуры нагревателя, продолжительности нагрева деталей и т.д.).
Внешнему осмотру подлежат все сварные стыки для выявления:
перекосов в соединении;
перегрева материала стенок свариваемых деталей;
зон непровара (пустот) между сваренными деталями;
недостаточного или слишком значительного валика, а также несимметричности и неравномерности его по периметру (у соединений, полученных стыковой сваркой).
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
F отклонение величины углов между осевыми линиями трубопровода и фасонной части в месте стыка не должно превышать 10°;
наружная поверхность раструбов фасонных частей, сваренных с трубами, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
у кромки раструба фасонной части, сваренной с трубой, должен быть виден сплошной (по всему периметру) валик оплавленного материала, слегка выступающий за торцовую поверхность раструба и наружную поверхность трубы;
наружный валик сварного шва должен быть симметричным и равномерно распределенным по ширине и всему периметру трубы; высота валика должна быть не более 2,5 мм для труб с толщиной стенки до 10 мм и 3 - 4 мм для труб с толщиной стенки более 10 мм, а смещение кромок сварного соединения не должно превышать 10 % номинальной толщины стенки свариваемой трубы.
С целью настройки сварочного оборудования, а также уточнения технологических параметров сварки следует производить механические испытания образцов, вырезанных из сварных швов. Испытания сварных образцов производят по истечении 24 ч после сварки и 16 ч после вырезки линейных образцов.
Сварные стыковые соединения испытываются на статический изгиб и растяжение. Сварные соединения в раструб испытываются на отдир.
Соединение труб из ПВХ может выполняться при помощи газовой прутковой сварки (стыковой и раструбной).
Для газовой прутковой сварки применяются электрические или газовые (прямого и косвенного нагрева) горелки, обеспечивающие нагрев газа-теплоносителя (воздуха или азота) в требуемых температурных пределах, и сварочный пруток из ПВХ.
Трубы из ПВХ между собой и с фасонными частями должны склеиваться в раструб. Длина нахлестки клеевых соединений должна быть не менее значений, представленных ниже.
|
Наружный диаметр, мм |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
|
Длина нахлестки, мм |
14 |
16 |
19 |
22 |
26 |
31 |
38 |
44 |
51 |
61 |
Для получения клеевых соединений труб из ПВХ между собой и с фасонными частями следует применять: клеи, не заполняющие зазоры (при разности диаметров склеиваемых элементов до 0,1 мм) с предварительной калибровкой склеиваемых концов труб; зазорозаполняющие клеи (при разности диаметров склеиваемых элементов до 0,6 мм), не требующие предварительной калибровки концов труб.
Для склеивания труб и фасонных частей из ПВХ без зазора между склеиваемыми поверхностями рекомендуются следующие составы клея (в частях по массе): а) перхлорвиниловая смола - 14 - 16; метиленхлорид - 86 - 84; б) перхлорвиниловая смола - 14 - 16; метиленхлорид - 76 - 72; циклогексанон - 10 - 12.
При склеивании труб диаметром более 100 мм, а также при склеивании труб различных диаметров при повышенной температуре (более 25 °С) и повышенных скоростях движения воздуха в зоне монтажа следует применять второй состав клея.
При приготовлении клея, не заполняющего зазоры, в монтажных условиях объемное соотношение метиленхлорида и неуплотненной перхлорвиниловой смолы принимается равным 1:1.
В состав зазорозаполняющего клея должны входить тетрагидрофуран (растворитель ПВХ), поливинилхлоридная смола, окись кремния. Из клеев отечественного производства может быть использован клей ГИПК-127А, выпускаемый по ТУ 6-05-251-95-87.
Склеивание труб и фасонных частей из ПВХ состоит из следующих операций:
подготовка склеиваемых поверхностей труб и раструбов;
склеивание;
отверждение соединений.
Подготовка склеиваемых поверхностей труб и раструбов должна предусматривать:
создание шероховатости у склеиваемых поверхностей и обезжиривание их органическими растворителями - при склеивании без зазора;
обезжиривание - при склеивании с зазором.
Шероховатость внутренней поверхности раструба и наружной поверхности калиброванного конца трубы создается при применении для шлифования шкурки с крупностью абразивного зерна № 10 - 16.
Для обезжиривания склеиваемых поверхностей труб и фасонных частей следует применять метиленхлорид или ацетон.
Перед склеиванием без зазора должна проверяться плотность сопряжения деталей, в зависимости от которой склеивание производится одним или двумя слоями клея.
Применение перхлорвиниловых клеев требует плотной подгонки склеиваемых поверхностей, для чего гладкие концы труб при необходимости подвергают калибровке.
При склеивании без зазора клей следует наносить на 2/3 глубины раструба и на всю длину калиброванного конца равномерным слоем.
При склеивании с зазором (одним слоем при зазоре до 0,4 мм, двумя слоями - при зазоре более 0,4 мм) клей следует наносить сначала тонким слоем на всю длину раструба и затем более толстым слоем на конец трубы в осевом направлении. После нанесения первого слоя клея делается открытая выдержка 1 - 1,5 мин, затем наносится второй слой клея.
Для зазорозаполняющих клеев время между началом нанесения второго слоя и соединением деталей должно составлять не более 3 мин при температуре окружающего воздуха до 25 °С и не более 2 мин при более высокой температуре. При склеивании деталей без зазора это время не должно превышать 15 - 20 с.
Для клеев на слабых растворителях выдержка между нанесением клея и сопряжением труб не должна превышать 30 с. Для клея с 10 - 12 %-ным содержанием циклогексанона эта выдержка может быть увеличена до 3 мин.
Вдвигание труб в раструб осуществляется в осевом направлении (без вращения) на всю длину раструба. Соединение необходимо выдерживать под осевым усилием 1 - 2 мин для исключения отжима торца трубы из раструба и обеспечения фиксации соединения.
При соединении труб с помощью надвижной муфты концы труб промазывают клеем и надвигают предварительно нагретую муфту.
Лишний клей, вытесняемый из пространства между склеиваемыми поверхностями, должен немедленно удаляться (чистыми тряпками или бумагой). Банки с клеями и сосуды с растворителями должны иметь герметичные крышки и пробки.
Склеенные стыки в течение 15 мин не должны подвергаться механическим воздействиям. Склеенные узлы и плети перед монтажом должны выдерживаться не менее 2 ч. Трубопроводы с клеевыми соединениями в течение 24 ч не должны подвергаться гидравлическим испытаниям.
Склеивание труб и фасонных частей из ПВХ должно производиться при температуре наружного воздуха от 5 до 35 °С. Место, где выполняются клеевые работы, должно быть защищено от воздействия атмосферных осадков и пыли.
Основными способами соединений труб из РРRC при монтаже являются:
контактная сварка в раструб;
резьбовое соединение с металлическими трубопроводами;
соединение с накидной гайкой;
соединение на свободных фланцах.
Контактная сварка в раструб осуществляется при помощи нагревательного устройства (сварочный аппарат), состоящего из гильзы для оплавления наружной поверхности конца трубы и дорна для оплавления внутренней поверхности раструба соединительной детали или корпуса арматуры.
Последовательность процесса сварки в раструб трубы и муфты из РРRС
1 - муфта; 2 - дорн нагревательного устройства; 3 - гильза нагревательного устройства; 4 - метка на внешней поверхности конца трубы; 5 - ограничительный хомут; 6 - труба; 7 - сварной шов.
Контактная раструбная сварка включает следующие операции:
установить на сварочном аппарате сменные нагреватели необходимого размера;
включить сварочный аппарат в электросеть и подождать сигнала о его готовности к работе. Сигналом готовности является выключение сигнальной лампочки, что свидетельствует о том, что рабочая температура на поверхности сменных нагревателей (+ 260 °С) автоматически установилась;
на конце трубы снять фаску под углом 30°;
конец трубы и раструб соединительной детали перед сваркой очистить от пыли и грязи и обезжирить;
на трубе нанести метку (или установить ограничительный хомут) на расстоянии от торца трубы до метки (или края хомута), равном глубине раструба соединительной детали плюс 2 мм. Величина расстояния от торца трубы до метки для различных диаметров приведена в нижеследующей таблице.
|
Наружный диаметр трубы, мм |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
|
Расстояние до метки, мм |
15 |
17 |
19 |
22 |
24 |
-27 |
30 |
32 |
раструб свариваемой детали насадить на дорн сварочного аппарата, а конец вставить в гильзу до метки (до ограничительного хомута);
выдержать время нагрева, приведенное в нижеследующей таблице для температуры наружного воздуха + 20 °С, после чего снять трубу и соединительную деталь с нагревателей, соединить друг с другом и охладить естественным путем.
|
Диаметр трубы, мм |
Время нагрева, сек. |
Технологическая пауза, не более, сек. |
Время охлаждения, мин. |
|
16 |
5 |
4 |
2 |
|
20 |
6 |
4 |
2 |
|
25 |
7 |
4 |
2 |
|
32 |
8 |
6 |
4 |
|
40 |
12 |
6 |
4 |
|
50 |
18 |
6 |
4 |
|
63 |
24 |
8 |
6 |
|
75 |
30 |
8 |
6 |
|
90 |
40 |
8 |
6 |
F При нагреве свариваемых деталей должна быть обеспечена соосность деталей и нагревательного устройства. Отклонение осевой линии деталей от осевой линии нагревательного устройства более чем на 5° не допускается. Для диаметров труб более 32 мм, в случае если длина участка трубы более 2 метров необходимо использовать дополнительные подставки, обеспечивающие соосность деталей и нагревательного устройства.
F После сопряжения оплавленных поверхностей свариваемых деталей запрещается производить любые механические воздействия на свариваемые детали с целью более точной их установки.
Внешний вид сварных соединений должен удовлетворять следующим требованиям.
F Отклонение между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 5°.
F Наружная поверхность соединительной детали, сваренной с трубой, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей.
F У кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной (по всей окружности) валик оплавленного материала, слегка выступающий за торцовую поверхность соединительной детали.
Контактную сварку полипропиленовых труб и деталей трубопроводов следует проводить при температуре окружающей среды не ниже 0 °С. Место сварки следует защищать от атмосферных осадков и пыли.
После каждой сварки необходима очистка рабочих поверхностей дорна и гильзы нагревательного устройства от налипшего материала.
Сварку трубосоединительных деталей следует производить в проветриваемом помещении.
При работе со сварочным аппаратом следует соблюдать правила работы с электроинструментом.
Соединение труб на свободных фланцах осуществляется с помощью втулок с буртом, привариваемых контактом сваркой на копны труб и установкой на них свободно вращающихся фланцев.
Для получения разъемных соединений труб из PPRC с металлическими трубами или арматурой применяют соединение с накидной гайкой.
При соединении труб из PPRC и металлических труб с резьбовыми соединительными деталями уплотнение осуществляется фторопластовой лентой (ФУМ) или другими уплотнительными материалами.
Заготовка деталей и узлов металлополимерных труб может производиться в условиях централизованного изготовления, либо непосредственно на месте монтажа.
Для соединения металлополимерных труб с металлическими частями трубопровода (стальными трубами, запорно-регулирующей и водоразборной арматурой) применяются импортные соединительные детали «Вестол» (соединение штуцерное с наружной резьбой, соединение штуцерное с внутренней резьбой, соединение штуцерное с накидной гайкой и втулкой, соединение с обжимной гайкой, соединение с обжимной гайкой и накидным кольцом и другие соединительные детали) и аналогичные детали отечественного производства по ТУ 4951-001-44414010-97.
Монтаж металлополимерных трубопроводов должен осуществляться при температуре окружающей среды не менее 5 °С.
Бухты труб, хранившиеся или транспортировавшиеся на монтаж (заготовительный участок) при температуре ниже 0 °С, должны быть перед раскаткой выдержаны в течение 24 часов при температуре не ниже 10 °С.
До начала монтажных работ в соответствии с требованиями технологической карты необходимо:
отобрать трубы и соединительные детали из числа прошедших входной контроль;
разметить трубу в соответствии с проектом или по месту с учетом припуска на последующую обработку;
разрезать трубу согласно разметке специальными ножницами, не допуская смятия трубы и образования заусенцев (отклонение плоскости реза не должно превышать 5°).
При сборке соединений с заершенными штуцерами необходимо:
снять фаску на внутренней поверхности торца трубы на глубину 3 - 5 мм с помощью специального приспособления;
обработать внутреннюю поверхность трубы на глубину заершенного конца штуцера разверткой;
надеть на трубу накидную гайку;
установить заершенный штуцер на трубу (при этом не допускается разрушение стенки трубы);
навернуть накидную гайку на наружную резьбу штуцера, не доводя до упора на 1 - 2 мм.
Сборка соединений с обжимной гайкой состоит из следующих операций:
изгиб трубы (при необходимости) с r < 5 dн с применением гибкого дорна из витой пружины;
выпрямление лишних искривлений трубы;
обрезать трубу согласно разметке специальными ножницами под углом 90° с оси трубы;
снять внутреннюю фаску с торца трубы и обработать внутреннюю поверхность трубы калиброванной разверткой;
надеть на трубу латунную обжимную гайку;
вручную запрессовать соединительный элемент до упора на глубину:
8 мм - для труб наружным диаметром 16 мм;
10 мм - для труб наружным диаметром 20 мм;
12 мм - для труб наружным диаметром 25 мм.
Соединение трубы с фасонными деталями, имеющими наружную резьбу, осуществляется по сопрягаемым поверхностям деталей без уплотнения резьбовой гайки.
Для присоединения труб к деталями, имеющим внутреннюю резьбу, необходимо использовать ниппель с уплотнением резьбовой части.
Для присоединения труб к приборам, имеющим внутреннюю резьбу, можно применять соединение с обжимной гайкой и обжимным кольцом с уплотнением резьбовой части.
Сборка соединительной детали с арматурой или металлическими частями трубопровода выполняется при ослабленной накидной гайке.
Уплотнение резьбовых соединений со стальными трубопроводами и арматурой осуществляется лентой ФУМ или льняной прядью.
Изготовление узлов из раструбных труб, фасонных частей и деталей включает следующие операции:
снятие фасок с гладких концов деталей (в случае необходимости);
калибровку гладких концов труб (в случае необходимости);
очистку гладких концов и раструбов от грязи и пыли;
нанесение меток на наружную поверхность гладких концов труб и фасонных частей, указывающих глубину установки гладкого конца в раструб;
установку детали с раструбом в неподвижный хомут приспособления;
установку резинового уплотнительного кольца в паз раструба;
установку второй детали в подвижный хомут приспособления с обмакиванием гладкого конца в глицерин или мыльную эмульсию;
соединение двух деталей в раструб, в процессе которого деталь с гладким концом вводится в раструб до нанесенной метки;
освобождение узла от хомутов;
исправление перекосов в стыке (в случае необходимости);
гидравлическое испытание узлов;
маркировку узлов.
Технические условия распространяются на заготовки внутренней хозяйственно-фекальной канализации из пластмассовых канализационных труб и фасонных частей к ним типа ЗК, предназначенные для систем внутренней канализации зданий.
Заготовки изготавливаются из труб и фасонных частей из полиэтилена высокого давления (ПВД), полиэтилена низкого давления (ПНД) и непластифицированного поливинилхлорида (ПВХ).
Пример обозначения заготовок из труб и фасонных частей полиэтиленовых низкого давления (ПНД) диаметром 50 мм и из непластифицированного поливинилхлорида (ПВХ) диаметром 110 мм:
Заготовка ЗК-50 ПНД ТУ 36-2445-82;
Заготовка ЗК-110 ПВХ ТУ 36-2445-82.
Аналогично обозначаются заготовки из труб и фасонных частей полиэтиленовых высокого давления (ПВД).
Расшифровка обозначения заготовки:
ЗК - заготовка канализационная;
50, 110 - номинальный наружный или условный диаметр труб и фасонных частей.
Основные размеры и сортамент пластмассовых труб, фасонных частей и комплектующих изделий, входящих в заготовку, приведены в нижеследующей таблице.
|
Наименование |
Номинальный наружный диаметр трубы и фасонных частей, мм |
Стандарт или ТУ на конструкцию, размеры, типы и обозначения |
|
|
d |
d1 |
||
|
Трубы |
40 |
- |
|
|
50 |
- |
||
|
90 |
- |
||
|
110 |
- |
||
|
Патрубки |
40 |
- |
|
|
50 |
- |
||
|
90 |
- |
||
|
110 |
- |
||
|
Патрубки компенсирующие |
50 |
- |
|
|
90 |
- |
||
|
110 |
- |
||
|
Патрубки переходные |
50 |
40 |
|
|
90 |
50 |
||
|
110 |
50 |
||
|
110 |
90 |
||
|
Патрубки приборные |
50 |
- |
|
|
90 |
- |
||
|
110 |
- |
||
|
Отводы приборные |
90 |
- |
|
|
110 |
- |
||
|
Отводы |
40 |
40 |
|
|
50 |
40 |
||
|
50 |
50 |
||
|
90 |
90 |
||
|
110 |
110 |
||
|
Тройники |
50 |
40 |
|
|
50 |
50 |
||
|
90 |
50 |
||
|
90 |
90 |
||
|
110 |
50 |
||
|
110 |
110 |
||
|
Крестовины |
50 |
50 |
|
|
90 |
90 |
||
|
110 |
50 |
||
|
110 |
110 |
||
|
Крестовины со смещенными осями отводов |
110 |
50 |
|
|
Тройники универсальные |
90 |
50 |
|
|
110 |
50 |
||
|
Муфты |
50 |
40 |
|
|
50 |
- |
||
|
90 |
- |
||
|
110 |
- |
||
|
Ревизии |
50 |
- |
|
|
90 |
- |
||
|
110 |
- |
||
|
Заглушки и крышки |
40 |
- |
|
|
50 |
- |
||
|
90 |
- |
||
|
110 |
- |
||
|
Гайки накидные |
40 |
- |
|
|
50 |
- |
||
|
90 |
- |
||
|
110 |
- |
||
Продолжение таблицы
|
Наименование |
Номинальный наружный диаметр трубы и фасонных частей, мм |
Стандарт или ТУ на конструкцию, размеры, типы и обозначения |
|
|
Dн |
dн |
||
|
Трубы |
50 |
- |
по ТУ 6-19-307-86 |
|
110 |
- |
||
|
Патрубки |
50 |
- |
по ТУ 6-19-307-86 |
|
110 |
- |
||
|
Отвод 87°30′ |
50 |
- |
по ТУ 6-19-307-86 |
|
110 |
- |
||
|
Отвод 45° |
50 |
- |
по ТУ 6-19-307-86 |
|
Отвод 30° |
50 |
- |
по ТУ 6-19-307-86 |
|
110 |
- |
||
|
Тройник 87°30′ |
50 |
50 |
по ТУ 6-19-308-86 |
|
110 |
110 |
||
|
110 |
50 |
||
|
Тройник 45° |
50 |
50 |
по ТУ 6-19-308-86 |
|
110 |
110 |
||
|
Муфта надвижная |
110 |
- |
по ТУ 6-19-308-86 |
|
Патрубок компенсационный |
50 |
- |
по ТУ 6-19-308-86 |
|
Переход |
110 |
50 |
по ТУ 6-19-308-86 |
|
Крестовина 45° |
50 |
110×110 |
по ТУ 6-19-308-86 |
|
Крестовина двухплоскостная правая |
110 |
110×50 |
по ТУ 6-19-308-86 |
|
Крестовина двухплоскостная левая |
110 |
110×50 |
по ТУ 6-19-308-86 |
|
Ревизия с крышкой |
50 |
- |
по ТУ 6-19-308-86 |
|
110 |
- |
||
Для изготовления заготовок должны применяться:
канализационные пластмассовые трубы и фасонные части к ним по ГОСТ 22689.0-89 ÷ 22689.2-89, изготовленные из полиэтилена низкого давления (ПНД), полиэтилена высокого давления (ПВД), полипропилена (ПП), непластифицированного поливинилхлорида (ПВХ);
канализационные трубы и патрубки из непластифицированного поливинилхлорида (ПВХ) по ТУ 6-19-307-86 и соединительные фасонные части к ним по ТУ 6-19-308-86.
При отсутствии вышеуказанных труб и фасонных частей допускается изготовление заготовок из напорных полиэтиленовых труб технического назначения по ГОСТ 18599-83*, изготовленных из полиэтилена низкого давления (ПНД) и полиэтилена высокого давления (ПВД) легкого типа (Л), среднелегкого типа (СЛ) и среднего типа (С).
При этом толщина стенки напорных полиэтиленовых труб по ГОСТ 18599-83* не должна превышать номинальной толщины стенки полиэтиленовых канализационных труб по ГОСТ 22689.2-89 с учетом предельных отклонений труб соответствующего диаметра и материала.
Конструкция и размеры фасонных частей для труб из ПНД и ПВД по ГОСТ 18599-83* должны соответствовать фасонным частям по ГОСТ 22689.0-89 ÷ 22689.2-89, соответствующего диаметра и материала.
Соответствие применяемых материалов и комплектующих изделий должно подтверждаться сертификатами, стандартами и техническими условиями на них.
Поверхность труб и фасонных частей заготовок должна быть ровной и гладкой. На заготовках не допускаются трещины, раковины, вздутия, утяжины и посторонние включения, следы разложения материалов, видимые без применения увеличительных приборов. Высота выступов после удаления литников не должна превышать 1 мм.
Поверхность уплотнительных колец и прокладок колец и прокладок должна быть ровной, гладкой, без раковин и заусенцев.
Торцы труб должны быть перпендикулярны к оси трубы и очищены от заусенцев. Отклонение от перпендикулярности не должно превышать 5 мм.
Предельные отклонения размеров раструбов и гладких концов фасонных частей должны соответствовать ГОСТ 22689.2-89.
Отклонения линейных размеров заготовительных деталей трубопроводов от заданных не должны превышать ± 2 мм, а узлов ± 5 мм на 1 м длины с учетом изменений температуры воздуха в помещении на заводе-изготовителе.
Непрямолинейность заготовок не регламентируется.
Трубы и фасонные части, входящие в заготовки, могут быть соединены между собой методами, указанными в нижеследующей таблице.
|
Метод соединения |
Материал труб и фасонных частей |
|||
|
ПНД |
ПВД |
ПП |
ПВХ |
|
|
С помощью резинового уплотнительного кольца |
+ |
± |
+ |
+ |
|
Склеивание |
- |
- |
- |
+ |
|
Контактная раструбно-стыковая сварка |
+ |
+ |
+ |
- |
|
С помощью накидной гайки в резиновой прокладки |
+ |
+ |
+ |
- |
|
С помощью муфты с вкладной электроспиралью |
+ |
+ |
+ |
- |
|
Контактная стыковая сварка |
+ |
± |
± |
- |
|
Примечание: знаком «+» отмечены предпочтительные методы соединения; знаком «±» отмечены не предпочтительные методы соединения, но допустимые; знаком «-» отмечены не допустимые методы соединения. |
||||
Для выполнения неразъемных соединений должны применяться трубы и фасонные части, изготовленные из однородного материала.
Соединения труб, фасонных частей, узлов и деталей заготовок, изготовленных из ПНД, ПВД и ПП, выполненные методом сварки и из труб и фасонных частей, изготовленных из ПВХ, выполненные методом склеивания, должны быть герметичны при испытании внутренним гидростатическим давлением 100 кПа (1 кгс/см2) при температуре окружающей среды 20 °С ± 2°.
Соединения труб и фасонных частей с резиновыми уплотнительными кольцами должны быть герметичны при испытании гидростатическим давлением 100 кПа (1 кгс/см2) с одновременным изменением угла на 2° между осями соединительных деталей.
Заготовки должны изготовляться по технологии завода-изготовителя, разработанной в соответствии с требованиями действующих стандартов, инструкций и рекомендаций на способы соединения пластмассовых труб и фасонных частей.
Оси отдельных элементов заготовок систем канализации, изготовленные путем сварки, должны совпадать и не иметь переломов более 2°.
Соосность свариваемых отдельных прямых участков должна обеспечиваться сварочным приспособлением.
Соединения полиэтиленовых труб и фасонных частей должны осуществляться в раструб с помощью резиновых уплотнительных колец. Концы деталей, предназначенные для соединения в раструб, должны иметь наружные фаски под углом 15°.
Для облегчения сборки концы труб и фасонных частей должны быть смазаны глицерином по ГОСТ 6823-77* или другим смазочным материалом, не влияющим на качество труб и соединений.
Наружный валик сварного шва у кромки раструба должен быть симметричным и равнорасположенным по ширине. Высота валика должна быть не более 2,5 мм.
На наружной поверхности гладких концов труб и всех фасонных частей узлов и деталей для соединения в раструб должны быть нанесены метки, указывающие глубину, на которую гладкий конец должен быть вдвинут в раструб другой трубы или фасонной части, при этом метка должна быть полностью видна.
Уплотнительные кольца должны изготавливаться из резины по действующим техническим условиям марки 3318 или теплостойкой мягкой резины твердостью по ТИР в пределах 30 - 45 с коэффициентом старения не менее 0,75.
Прокладочная лента должна изготовляться из полиэтилена высокого давления по ГОСТ 16337-77*Е или другого материала, не ухудшающего качества соединения и обеспечивающего герметичность и надежность.
Уплотнительные прокладки должны изготовляться из резины по ГОСТ 7338-90 или формовой резины по действующим техническим условиям.
Линейные размеры узлов должны соответствовать указанным в чертежах и эскизах.
Срок службы заготовок - 20 лет.
Пластмассовые узлы должны подвергаться приемо-сдаточным испытаниям (проверке) отделом технического контроля завода-изготовителя. Узлы предъявляются ОТК партиями согласно заказу или количеством, определяемым заводом-изготовителем.
При приемочном контроле проверяются:
внешний вид;
линейные размеры заготовок;
качество материалов и комплектующих изделий;
герметичность соединений.
Контролю внешнего вида и линейных размеров подвергаются все заготовки.
Контрольной проверке перелома осей должно подвергаться 10 % изделий от партии, но не менее 15 шт.
Испытаниям на герметичность должно подвергаться 10 % изделий от партии, но не менее 10 шт.
Испытание на герметичность должно производиться после того, как партия прошла контроль внешнего вида и линейных размеров.
Если при проверке обнаруживается несоответствие требованиям технических условий, то производится повторная проверка на удвоенном количестве образцов, взятых из той же партии. Результаты повторной проверки являются окончательными и распространяются на всю партию. Бракованные изделия должны храниться отдельно от годных и иметь отметку ОТК об окончательном браке.
Срок службы проверяется 1 раз в пять лет на одной заготовке.
Внешний вид заготовок проверяется визуально.
Линейные размеры заготовок проверяются металлическим измерительным инструментом: линейкой по ГОСТ 427-75*; рулеткой по ГОСТ 7502-89*; штангенциркулем по ГОСТ 166-89*; угломером по ГОСТ 5378-88; складным метром по ТУ 2-17-303-81.
Качество применяемых материалов и комплектующих изделий должно проверяться по сертификатам, стандартам и техническим условиям на них.
Правильность метода соединения, взаимного расположения комплектующих изделий и их сборки проверяется внешним осмотром. В комплект поставки узлов входят:
заготовки из пластмассовых канализационных труб и фасонных частей к ним;
уплотнительные резиновые кольца;
крепежные изделия;
прокладки.
К каждой партии заготовок прилагается паспорт и товаросопроводительная документация, в которых указывается:
наименование завода-изготовителя;
обозначение заготовки;
количество заготовок в партии;
дата выпуска;
гарантийный срок;
отметка ОТК.
На наружной поверхности заготовок с торца должен быть приклеен ярлык, выполненный машинописным способом, со следующей потребительской маркировкой:
наименование предприятия-изготовителя;
наименование и обозначение заготовок;
обозначение технических условий;
номер заказа;
год изготовления.
Транспортная маркировка должна быть выполнена по ГОСТ 14192-96.
Заготовки одного типоразмера длиной более 2 м формируются в транспортные пакеты, обвязанные в трех-четырех местах стальной упаковочной лентой 1,0×50 мм по ГОСТ 3560-73* или другим материалом, обеспечивающим сохранность заготовок, если нет возможности упаковки в контейнер или деревянный ящик.
Высота пакета должна быть от 1,5 до 2 м.
Заготовки длиной менее 2 м, комплектующие изделия и паспорт должны поставляться потребителю в специализированных контейнерах типа КО-0,5Н по ТУ 36.21.24-1-86, деревянных ящиках по ГОСТ 2991-85* или другой таре обеспечивающей сохранность изделий.
Паспорт должен быть прикреплен внутри тары.
Масса брутто заготовок и комплектующих изделий должна быть не более 500 кг.
Заготовки транспортируются любым видом крытого транспорта на любое расстояние в соответствии с требованиями соответствующих Правил перевозок.
Допускается транспортирование заготовок, покрытых брезентом, на расстояние до 300 км на открытом подвижном составе, а также на открытых автомашинах.
При транспортировании и хранении заготовки должны укладываться на ровную поверхность.
Заготовки должны храниться под навесами или в закрытых помещениях на стеллажах или в штабелях высотой до 2 м, а также в контейнерах.
При транспортировании, хранении, погрузке и разгрузке заготовок механические повреждения не допускаются.
Доставляемые на объект в зимнее время заготовки перед монтажом должны быть предварительно выдержаны при положительной температуре не менее 2 часов.