ГОСТ 20.57.406-81
|
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ |
Комплексная система контроля качества
ИЗДЕЛИЯ ЭЛЕКТРОННОЙ ТЕХНИКИ, КВАНТОВОЙ ЭЛЕКТРОНИКИ И ЭЛЕКТРОТЕХНИЧЕСКИЕ
Методы испытаний
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
СОДЕРЖАНИЕ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Комплексная система контроля качества ИЗДЕЛИЯ ЭЛЕКТРОННОЙ ТЕХНИКИ, КВАНТОВОЙ ЭЛЕКТРОНИКИ И ЭЛЕКТРОТЕХНИЧЕСКИЕ Методы испытаний Complex quality control system. Electronic, quantum electronic and electrotechnical components. Test methods |
ГОСТ 20.57.406-81 |
Дата введения 01.01.82
Настоящий стандарт распространяется на изделия электронной техники, квантовой электроники и электротехнические (далее - изделия), перечень которых указан в приложении 2, и устанавливает методы испытаний на воздействие механических, климатических, биологических внешних воздействующих факторов и специальных сред (далее - ВВФ) и методы оценки соответствия конструктивным требованиям.
Термины, применяемые в настоящем стандарте, их пояснения приведены в приложении 3.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Испытания, установленные в настоящем стандарте, проводят с целью проверки соответствия изделий требованиям, установленным в техническом задании (ТЗ), стандартах и технических условиях (ТУ) на изделия конкретных классов (групп, серий) и типов (далее - стандарты и ТУ на изделия).
Испытаниям подвергают изделия или отдельные их части (если испытания отдельных частей допускаются настоящим стандартом), законченные сборкой и соответствующие ТЗ или стандартам и ТУ на изделия в части конструкции, размеров, внешнего вида, а также параметров, определяемых при нормальных климатических условиях испытаний.
Испытаниям подвергают опытные образцы изделий, изделия из установочной серии, а также изделия серийного производства.
1.2. По согласованию с заказчиком допускается проводить проверку соответствия изделий установленным требованиям экспериментально-расчетными и расчетными методами, что должно быть оговорено в стандартах и ТУ на изделия и программе испытаний (ПИ).
1.3. При разработке и производстве классов (групп, серий) и типов изделий, объединенных стандартами или ТУ на изделия и общностью конструкции и (или) технологии изготовления, испытаниям могут быть подвергнуты отдельные типы (типоразмеры, типономиналы и т.п.) изделий, характеризующие класс (группу, серию) и типы в отношении стойкости к воздействующим факторам.
При единичном производстве испытаниям подвергают лишь те изделия, конструкция и технология изготовления которых имеют такие отличия от испытанных ранее аналогичных изделий, которые могут повлиять на стойкость к воздействию механических, климатических, биологических факторов и к воздействию специальных сред.
1.4. Число изделий, подвергаемых испытаниям, устанавливают в стандартах и ТУ на изделия и ПИ.
1.5. Перечень испытания, рекомендуемое распределение испытаний при разработке, освоении и серийном производстве изделий с учетом положений настоящего стандарта приведены в табл. 1.
|
Вид испытаний |
Номер испытаний |
Необходимость проведения испытаний |
Номер пункта методов испытаний |
|
|
на опытных образцах (опытных партиях), образцах из установочной серии, а также на изделиях серийного производства в случае изменения их конструкции, технологии или материалов |
на изделиях серийного производства, проверяемых периодически, кроме изделий серийного производства в случае изменения их конструкции, технологии или материалов |
|||
|
Испытание по определению резонансных частот конструкции |
100 |
+* |
- |
2.1 |
|
Испытание на проверку отсутствия резонансных частот конструкции в заданном диапазоне частот |
101 |
+ |
- |
2.2 |
|
Испытание на устойчивость при воздействии синусоидальной или широкополосной случайной вибрации (испытание на виброустойчивость) |
102 |
+ |
Н |
2.3 |
|
Испытание на прочность при воздействии синусоидальной или широкополосной случайной вибрации длительное (испытание на вибропрочность длительное) |
103 |
+ |
Н |
2.4 |
|
Испытание на прочность при воздействии синусоидальной вибрации кратковременное (испытание на вибропрочность кратковременное) |
103 |
- |
Н |
2.4 |
|
Испытание на прочность при воздействии механических ударов многократного действия (испытание на ударную прочность) |
104 |
+ |
Н |
2.5 |
|
Испытание на устойчивость при воздействии механических ударов многократного действия (испытание на ударную устойчивость) |
105 |
+ |
Н |
2.6 |
|
Испытание на воздействие механических ударов одиночного действия (испытание на воздействие одиночных ударов) |
106 |
+ |
Н |
2.7 |
|
Испытание на воздействие линейного ускорения |
107 |
+ |
- |
2.8 |
|
Испытание на воздействие акустического шума |
108 |
+ |
- |
2.9 |
|
Испытание выводов на воздействие растягивающей силы |
109 |
+ |
Н |
2.10 |
|
Испытание гибких проволочных и ленточных выводов на изгиб |
110 |
+ |
Н |
2.11 |
|
Испытание гибких лепестковых выводов на изгиб |
111 |
+ |
Н |
2.12 |
|
Испытание гибких проволочных выводов на скручивание |
112 |
+ |
Н |
2.13 |
|
Испытание резьбовых выводов на воздействие крутящего момента |
113 |
+ |
Н |
2.14 |
|
Испытание на воздействие синусоидальной вибрации с повышенным значением амплитуды ускорения |
114 |
+ |
- |
2.15 |
|
Испытание на воздействие повышенной рабочей температуры среды |
201 |
+ |
+ |
2.16 |
|
Испытание на воздействие повышенной предельной температуры среды |
202 |
+ |
- |
2.17 |
|
Испытание на воздействие пониженной рабочей температуры среды |
203 |
+ |
+ |
2.18 |
|
Испытание на воздействие пониженной предельной температуры среды |
204 |
+ |
- |
2.19 |
|
Испытание на воздействие изменения температуры среды |
205 |
+ |
Н |
2.20 |
|
Испытание на воздействие инея и росы |
206 |
+ |
- |
2.21 |
|
Испытание на воздействие повышенной влажности воздуха, длительное или ускоренное |
207 |
+ |
Н |
2.22 |
|
Испытание на воздействие повышенной влажности воздуха кратковременное |
208 |
Н |
Н |
2.23 |
|
Испытание на воздействие атмосферного пониженного давления |
209 |
+ |
Н |
2.24 |
|
Испытание на воздействие повышенного давления |
210 |
+ |
Н |
2.25 |
|
Испытание на воздействие солнечного излучения |
211 |
+ |
- |
2.26 |
|
Испытание на воздействие динамической пыли (песка) |
212 |
+ |
- |
2.27 |
|
Испытание на воздействие статической пыли (песка) |
213 |
+ |
- |
2.28 |
|
Испытание на воздействие плесневых грибов |
214 |
+ |
- |
2.29 |
|
Испытание на воздействие соляного тумана |
215 |
+ |
- |
2.30 |
|
Испытание на воздействие статического гидравлического давления |
216 |
+ |
Н |
2.31 |
|
Испытание на водонепроницаемость |
217 |
+ |
Н |
2.32 |
|
Испытание на воздействие дождя |
218 |
+ |
- |
2.33 |
|
Испытание на каплезащищенность |
219 |
+ |
- |
2.34 |
|
Испытание на водозащищенность |
220 |
+ |
Н |
2.35 |
|
Испытание на воздействие агрессивных сред (сернистого газа или сероводорода, озона) |
301 |
+** |
- |
2.36 |
|
Испытание на воздействие сред заполнения |
302 |
Н |
- |
2.37 |
|
Испытание на герметичность |
401 |
+ |
Н |
2.38 |
|
Испытание на способность к пайке |
402 |
+ |
Н |
2.39 |
|
Испытание на теплостойкость при пайке |
403 |
+ |
Н |
2.40 |
|
Проверка соответствия габаритным, установочным и присоединительным размерам |
404 |
+ |
+ |
2.41 |
|
Проверка внешнего вида |
405 |
+ |
+ |
2.42 |
|
Проверка массы |
406 |
+ |
+ |
2.43 |
|
Контроль качества маркировки |
407 |
+ |
+ |
2.44 |
|
Испытание упаковки на прочность |
408 |
+ |
+ |
2.45 |
|
Испытание на пожарную безопасность |
409 |
Н** |
- |
2.46 |
|
Испытание на взрывозащищенность |
410 |
Н** |
- |
2.47 |
|
Испытание на воздействие очищающих растворителей |
411 |
+ |
- |
2.48 |
|
Испытание на паяемость, растворение металлизации и теплостойкость при пайке изделий для поверхностного монтажа |
412 |
+ |
Н |
2.49 |
* Испытание по определению резонансных частот конструкции проводят один раз при разработке изделий, а также при изменении конструкции, если это изменение влияет на значение резонансных частот.
** Испытание проводят один раз при разработке изделий, а также при изменении конструкции, технологии или материалов, если эти изменения влияют на характеристики изделий, определяющие их стойкость к данному воздействию (условия не относятся к испытаниям на воздействие сернистого газа или сероводорода).
Примечания:
1. «+» - испытание проводят, если соответствующее требование установлено в ТЗ, стандартах и ТУ на изделия и ПИ;
«-» - испытание не проводят;
«Н» - испытание проводят, если это предусмотрено в стандартах и ТУ на изделия и ПИ.
2. Для изделий серийного производства, проверяемых периодически, проводят одно из испытаний на воздействие повышенной влажности (длительное, ускоренное или кратковременное) и одно из испытаний на вибропрочность (длительное или кратковременное).
Вид испытаний устанавливается в стандартах и ТУ на изделия и ПИ.
3. Для изделий производственно-технического назначения и народного потребления при разработке, освоении и производстве проводят только кратковременное испытание на вибропрочность.
4. Объем испытаний изделий серийного производства в случае изменения конструкции, технологии или материалов определяют в ПИ в зависимости от этих изменений.
Испытания выбирают из табл. 1 в соответствии с предъявленными требованиями и конструктивными особенностями изделий.
Нумерацию видов и методов испытаний и обозначение испытаний в стандартах и ТУ на изделия проводят в соответствии с приложением 4.
Перечень видов испытаний устанавливают в стандартах и ТУ на изделия и ПИ.
Отдельные виды испытаний по согласованию с заказчиком могут не проводиться, если конструкция изделия и примененные материалы и покрытия обеспечивают соответствие его предъявляемым требованиям, что должно подтверждаться испытанием опытных образцов изделий на стадии разработки или испытанием его конструктивно-технологических аналогов или же опытом эксплуатации изделий, и при этом предприятие-изготовитель должно обеспечивать соответствие изделий этим требованиям, о чем должно быть указано в стандартах и ТУ на изделия.
(Измененная редакция, Изм. № 3, 5, 6, 9, 10).
1.6. Изделия, для которых в ТЗ, стандартах и ТУ на изделия установлены значения характеристик ВВФ, отличающиеся от указанных в настоящем стандарте норм испытаний, испытывают по методам настоящего стандарта и по нормам, указанным в ТЗ, стандартах и ТУ на изделия и ПИ.
1.7. Методы испытаний на воздействие ВВФ, не указанные в настоящем стандарте, допускается устанавливать в стандартах и ТУ на изделия и ПИ, утвержденных в установленном порядке.
1.8. Испытание по определению резонансных частот конструкции допускается проводить на отдельных типах (типоразмерах, типономиналах) изделий, имеющих одинаковую конструкцию. При этом резонансные частоты конструкции изделий, не подвергнутых данному испытанию, определяют расчетным или графическим путем.
1.9. Испытание на проверку отсутствия резонансных частот конструкции изделий в заданном диапазоне частот при определении соответствия изделий заданным требованиям не проводят, если соответствие изделий требованиям по отсутствию резонансных частот в заданном диапазоне частот обеспечивается их конструкцией, о чем должно быть указано в стандартах и ТУ на изделия и ПИ.
Испытание на проверку отсутствия резонансных частот конструкции изделий в заданном диапазоне частот допускается совмещать с испытанием на виброустойчивость.
1.10. Испытание на виброустойчивость не проводят, если низшая резонансная частота изделий превышает 2fВ, где fВ - верхняя частота диапазона испытаний, а конструкция и технология изделий исключают нарушение работоспособности при действии вибрации.
Кроме того, испытания на виброустойчивость не проводят у изделий, параметры которых по конструкции и принципу работы изделия не зависят от воздействия вибрации, о чем должно быть указано в стандартах и ТУ на изделия.
Виброустойчивость этих изделий обеспечивается их конструкцией.
1.11. Испытание на виброустойчивость допускается совмещать с испытанием на вибропрочность, проводя его в начале и (или) в конце испытания на вибропрочность, о чем должно быть указано в стандартах и ТУ на изделия и ПИ. При этом скорость изменения частоты вибрации должна обеспечивать проверку и регистрацию параметров изделия, контролируемых в процессе испытания на виброустойчивость, и не должна превышать 1 октавы в минуту. Общее время испытаний определяют временем испытаний на вибропрочность.
1.12. Испытание на вибропрочность и виброустойчивость при воздействии синусоидальной вибрации в диапазоне частот ниже 10 Гц и испытание на вибропрочность и виброустойчивость при воздействии широкополосной случайной вибрации в диапазоне частот ниже 20 Гц не проводят, если низшая резонансная частота изделия превышает 25 Гц, при этом прочность и (или) устойчивость изделий указанных ниже частот обеспечивается их конструкцией.
1.13. Испытание на вибропрочность и виброустойчивость в диапазоне частот до 5000 Гц проводят только для изделий миниатюрных и сверхминиатюрных конструкций с массой не более 20 г. В остальных случаях вместо диапазона частот до 5000 Гц допускается проводить испытания до 2000 Гц. При этом прочность и устойчивость изделий к воздействию синусоидальной или широкополосной случайной вибрации в поддиапазоне частот 2000 - 5000 Гц обеспечивается конструкцией изделий.
1.14. При наличии требований по прочности и (или) устойчивости к воздействию широкополосной случайной вибрации изделия, имеющие четыре или более резонансов в рабочем диапазоне частот, испытывают на воздействие широкополосной случайной вибрации; изделия, имеющие менее четырех резонансов в рабочем диапазоне частот, испытывают на воздействие синусоидальной вибрации.
1.15. Испытаниям на ударную устойчивость не подвергают изделия, у которых низшая резонансная частота превышает 2000 Гц, а конструкция и технология изготовления изделий исключают нарушение работоспособности при действии ударных нагрузок.
Кроме того, испытание на ударную устойчивость не проводят у изделий, параметры, которых по конструкции и принципу работы изделия не зависят от воздействия ударов, о чем должно быть указано в стандартах и ТУ на изделия.
Испытаниям на ударную прочность не подвергают изделия, у которых низшая резонансная частота превышает 1000 Гц.
Ударная прочность и (или) устойчивость таких изделий обеспечивается их конструкцией.
1.16. Испытание на ударную устойчивость рекомендуется совмещать с испытанием на ударную прочность, проводя его в конце испытания на ударную прочность в каждом направлении воздействия.
1.17. Проверку параметров перед испытанием на вибропрочность (ударную прочность) не проводят, если перерыв между окончанием испытания на устойчивость и началом испытания на прочность не превышает 24 ч.
1.18. При отсутствии технической возможности проведения испытаний на виброустойчивость и ударную устойчивость на отдельных изделиях допускается проведение испытания изделий в составе конкретного объекта.
1.19. Испытания на вибропрочность и на ударную прочность на стадии серийного производства не проводят, если в состав испытаний на безотказность, проводимых периодически с такой же периодичностью, входят испытания на воздействие вибрации и ударов с теми же значениями характеристик.
1.20. Испытание на прочность или устойчивость при воздействии линейного ускорения не проводят, если предусмотрено испытание на воздействие ударов одиночного или многократного действия с ускорением, равным или большим, чем линейное. Прочность и (или) устойчивость таких изделий к воздействию линейного ускорения обеспечивается их конструкцией. Данное требование не распространяется на изделия, имеющие в своей конструкции подвижные детали*.
* Детали, устанавливаемые в изделие с применением подвижных посадок (например, ротор электродвигателя) без применения дополнительных устройств, ограничивающих их перемещение в зазоре (например, упругий зажим).
(Измененная редакция, Изм. № 5).
1.21. Испытание на воздействие акустического шума в диапазоне частот ниже 125 Гц не проводят, если в стандартах и ТУ на изделия предусмотрено испытание на воздействие вибрации. При этом стойкость изделий к воздействию акустического шума ниже указанной частоты обеспечивается их конструкцией.
1.22. Испытанию на воздействие акустического шума не подвергают изделия, удовлетворяющие одному или нескольким из следующих условий:
В ТЗ или стандартах и ТУ на изделия указаны уровни воздействующего акустического давления 130 дБ и менее;
изделия не содержат внутренних полостей (например, трансформаторы, дроссели, модули и микромодули, залитые компаундом; постоянные резисторы, конденсаторы постоянной емкости и т.п.);
низшая резонансная частота конструкции изделия превышает верхнюю частоту диапазона частот испытаний на воздействие акустического шума при условии, что конструкция и технологический процесс изготовления изделий исключают возникновение нарушений их работоспособности, не связанных с влиянием резонансов (наличие посторонних частиц и т.п.);
параметры изделий по конструкции и принципу работы изделий не зависят от воздействия акустического шума, о чем должно быть указано в стандартах и ТУ на изделия.
Стойкость этих изделий к воздействию акустического шума обеспечивается их конструкцией.
(Измененная редакция, Изм. № 8).
1.23. Если изделия не содержат в конструкции деталей, соединяемых путем сборочных операций (например, безвыводные конденсаторы и резисторы, бескорпусные транзисторы, не имеющие выводов), то испытания таких изделий на воздействие механических факторов допускается не проводить, что устанавливается в стандартах и ТУ на изделия по согласованию с заказчиком. При этом прочность и (или) устойчивость к механическим воздействиям обеспечивается конструкцией изделий.
1.24. Испытание на воздействие повышенной рабочей температуры среды допускается совмещать с испытанием на воздействие изменения температуры среды, измеряя при воздействии повышенной температуры все необходимые параметры изделий.
1.25. Испытание на воздействие повышенной рабочей температуры среды при периодических испытаниях допускается не проводить, если при испытаниях на надежность (безотказность, долговечность) соблюдаются следующие условия:
изделия испытывают при повышенной рабочей температуре;
предусмотрены такие же нормы на электрические параметры;
методика испытаний позволяет проверить все необходимые параметры изделий.
(Измененная редакция, Изм. № 5).
1.26. Испытание на воздействие повышенной (пониженной) предельной температуры среды допускается совмещать с испытанием на воздействие повышенной (пониженной) рабочей температуры среды или с испытанием на воздействие изменения температуры среды.
1.27. Испытание на воздействие пониженной рабочей температуры среды допускается совмещать с испытанием на воздействие изменения температуры среды, измеряя при воздействии пониженной температуры среды все необходимые параметры изделий.
1.28. Испытание на воздействие инея и росы допускается совмещать с испытанием на воздействие пониженной рабочей температуры среды или с испытанием на воздействие изменения температуры среды.
Изделия, испытуемые на воздействие повышенной влажности (длительное или ускоренное) циклическим методом, испытанию на воздействие инея и росы не подвергают.
1.29. Испытание на воздействие пониженной предельной температуры среды не проводят, если пониженная предельная температура среды выше или равна пониженной рабочей температуре среды.
Испытание на воздействие повышенной предельной температуры среды допускается не проводить, если повышенная предельная температура среды ниже повышенной рабочей температуры среды.
1.30. Испытание на воздействие быстрого изменения давления не проводят, если изделие не содержит деталей, чувствительных к быстрому изменению давления. Стойкость изделий к данному виду воздействия подтверждается положительными результатами испытаний на воздействие атмосферного пониженного давления.
1.31. Если возможность проведения ускоренного испытания на воздействие повышенной влажности не подтверждена предварительно проведенными сравнительными испытаниями изделий данного типа или их конструктивно-технологических аналогов, то проводят длительное испытание.
1.32. Длительные испытания электротехнических изделий на воздействие повышенной влажности проводят на этапах разработки или освоения в производстве: опытные образцы (партия), образцы из установочной серии, а также изделия серийного производства в случае изменения конструкции, технологии или материалов; для электротехнических изделий серийного производства, проверяемых периодически, проводят ускоренное испытание на воздействие повышенной влажности.
Испытание этих изделий проводят в циклическом режиме, за исключением случаев, когда для данной степени жесткости предусмотрен только непрерывный режим.
(Измененная редакция, Изм. № 5).
1.33. По согласованию с заказчиком испытание на воздействие солнечного излучения допускается проводить на применяемых в изделии конструктивных элементах, материалах и покрытиях.
По согласованию с заказчиком допускается испытание на воздействие солнечного излучения не проводить, если в изделиях применены материалы и покрытия, стойкость которых к указанному воздействию известна.
1.34. Испытания изделий на воздействие соляного тумана и атмосферы, содержащей сернистый газ или сероводород, допускается не проводить, если:
материалы, покрытия и технологические процессы изготовления изделий, производимых одним предприятием, не отличаются от испытанных ранее или проверенных опытом эксплуатации аналогичных изделий, устойчивость которых к воздействию указанных факторов соответствует требованиям стандартов и ТУ на изделия;
в процессе производства изделий предусмотрен контроль качества материалов и покрытий (толщины, пористости, адгезии покрытий и других показателей, определяющих коррозионную стойкость), обеспечивающий устойчивость изделий к воздействию указанных факторов в соответствии с требованиями стандартов и ТУ на изделия, что должно быть подтверждено испытаниями в процессе разработки;
изделия предназначены для размещения в герметичных объемах.
1.35. Испытание на воздействие плесневых грибов допускается не проводить, если:
материалы и технологические процессы изготовления изделий, проводимых одним предприятием, не отличаются от испытанных ранее аналогичных изделий;
в изделиях применены детали и сборочные единицы, грибоустойчивость которых установлена государственными стандартами;
изделия предназначены для размещения в герметичных объемах.
(Измененная редакция, Изм. № 3).
1.36. Испытания на воздействие плесневых грибов допускается проводить на изделиях, забракованных по электрическим параметрам.
Испытание на воздействие солнечного излучения и соляного тумана допускается проводить на изделиях, забракованных по электрическим параметрам, если измерение электрических параметров не предусмотрено в стандартах и ТУ на изделия и ПИ.
1.37. Если в стандартах и ТУ на изделия предусмотрено применение в аппаратуре изделий, защищенных лаками или другими защитными средствами, и предусмотрены меры защиты изделий при транспортировании и хранении, то испытание на воздействие повышенной влажности (длительное или ускоренное), инея и росы, соляного тумана и плесневых грибов проводят на изделиях, защищенных теми же средствами, какие предусмотрены в аппаратуре.
1.38. Испытание на воздействие качки и длительных наклонов, повышенного солнечного излучения в условиях пониженного давления, а также другие виды испытаний, не приведенные в настоящем стандарте, проводят методами, установленными в стандартах и ТУ на изделия.
1.39. Испытание изделий на соответствие требованиям по стойкости к средам дегазации, дезактивации, компонентам ракетного топлива (амил, гептил), аммиаку, окислам азота, пребыванию в морской воде допускается проводить в составе аппаратуры. Испытание электротехнических изделий на воздействие амила и гептила проводят методами, установленными в стандартах и ТУ на изделия.
(Измененная редакция, Изм. № 9).
1.40. Последовательность проведения испытаний должна быть указана в стандартах и ТУ на изделия и ПИ.
Указанные ниже испытания рекомендуется проводить на одних и тех же изделиях в следующей последовательности:
механические испытания (табл. 1, испытания 101-107);
испытание на воздействие изменения температуры среды;
испытание на воздействие повышенной температуры среды;
испытание на воздействие повышенной влажности воздуха в постоянном режиме для изделий электронной техники и квантовой электроники (кратковременные испытания);
испытание на воздействие пониженной температуры среды.
Для электротехнических изделий испытание на воздействие повышенной температуры может не включаться в указанную последовательность, а проводиться отдельно.
Если испытания изделий на воздействие (кратковременное) повышенной влажности проводят в циклическом режиме, то рекомендуется следующая последовательность испытаний:
механические испытания (табл. 1, испытания 101-107);
испытания на воздействие изменения температуры среды;
испытание на воздействие повышенной температуры среды;
испытание на воздействие повышенной влажности воздуха, циклический режим (первый цикл, метод 208-1);
испытание на воздействие пониженной температуры среды;
испытание на воздействие атмосферного пониженного давления;
испытание на воздействие повышенной влажности воздуха, циклический режим (остальные циклы, метод 208-1). Последние пять видов испытаний составляют климатическую последовательность.
Между любыми из этих испытаний допускается интервал не более двух суток, за исключением интервала между первым циклом и испытанием на воздействие пониженной рабочей температуры среды, который должен быть не более 2 ч, включая конечную стабилизацию. Измерения проводят только в начале и конце климатической последовательности, за исключением случаев, когда они предусмотрены в стандартах и ТУ на изделия и ПИ.
Если для электротехнических изделий испытание на воздействие изменения температуры среды проводят по методу 205-4, то рекомендуется следующая последовательность испытаний:
механические испытания (табл. 1, испытания 101-107);
испытание на воздействие изменения температуры среды.
Последовательность остальных видов испытаний и порядок их проведения настоящим стандартом не регламентируют, за исключением случаев, оговоренных в пп. 1.8, 1.41 и 1.42.
(Измененная редакция, Изм. № 7).
1.41. Испытание изделий на теплостойкость при пайке проводят после испытания на способность к пайке (паяемость) на тех же изделиях.
Если испытание на способность к пайке проводят на выводах, отделенных от изделия, или, если в стандартах и ТУ на изделия и ПИ перед испытанием на способность к пайке предусмотрено ускоренное старение, то испытания на способность к пайке и теплостойкость при пайке проводят на раздельных выборках.
(Измененная редакция, Изм. № 5, 7).
1.42. Испытания на воздействие акустических шумов, длительное испытание на воздействие повышенной влажности воздуха и испытания выводов на прочность допускается проводить на отдельных выборках для каждого указанного вида испытаний.
Испытания на воздействие солнечного излучения, плесневых грибов, соляного тумана, очищающих растворителей рекомендуется проводить на изделиях, которые не подвергались другим видам испытаний, предусмотренных настоящим стандартом.
Примечание. Допускается проводить эти испытания на изделиях, прошедших другие виды испытаний, если это не приводит к недопустимому ужесточению воздействия данного испытания в результате воздействия на изделия предшествующих испытаний.
(Измененная редакция, Изм. № 9).
1.43. Испытания проводят в нормальных климатических условиях испытаний или в условиях испытаний, указанных в методах испытаний настоящего стандарта.
Нормальные климатические условия испытаний характеризуются следующими значениями климатических факторов:
температура воздуха от 15 до 35°С;
относительная влажность воздуха от 45 до 80 %;
атмосферное давление от 84 до 106 кПа (от 630 до 800 мм рт. ст.).
Примечание. При температуре выше 30 °С относительная влажность не должна быть выше 70 %.
1.43а. Нормальные условия принудительной сушки.
Если перед началом измерений предусмотрена принудительная сушка, то ее проводят в течение 6 ч и более при следующих условиях:
температура - (55 ±2)°С;
относительная влажность - не более 20 %;
атмосферное давление - от 84 до 106 кПа (от 630 до 800 мм рт. ст.).
Если в данных условиях сушку проводить невозможно, то в стандартах и ТУ на изделия и ПИ могут быть указаны другие условия и время сушки.
Если для испытаний на воздействие повышенной температуры среды установлена температура ниже 55°С, то принудительную сушку следует проводить при температуре этих испытаний.
(Введен дополнительно, Изм. № 7).
1.44. Испытание включает следующий ряд операций, проводимых последовательно:
начальная стабилизация (если требуется);
начальные проверки и начальные измерения (если требуется);
выдержка;
конечная стабилизация (если требуется);
заключительные проверки и заключительные измерения (если требуется).
Начальную и конечную стабилизацию проводят в нормальных климатических условиях испытаний.
Если измеряемые электрические параметры чувствительны к абсорбированной влаге и (или) влажному состоянию поверхности изделий и быстро изменяются, то начальную и конечную стабилизацию проводят в регулируемых условиях стабилизации, характеризующихся значениями:
фактическая температура лаборатории с допускаемыми отклонениями ±1°С, при условии, что она находится в пределах, указанных в п. 1.43;
относительная влажность - от 73 до 77 %;
атмосферное давление - от 84 до 106 кПа (от 630 до 800 мм рт. ст.).
Образец помещают в регулируемые условия стабилизации не позднее чем через 10 мин после окончания периода выдержки.
Если измерения должны проводить сразу же после периода стабилизации, то эти измерения должны быть завершены в течение 30 мин после изъятия изделий из условий стабилизации, причем, в первую очередь, должны быть измерены те параметры, которые могут быстрее всего измениться.
Если стабилизацию и измерения проводят при разных условиях, определяемых температурой и влажностью, то условия при измерении должны быть такими, чтобы на поверхности изделий не было конденсации влаги, а температура стабилизации не превышала температуру при измерении более чем на 1°С.
(Измененная редакция, Изм. № 7, 9).
1.45. В процессе начальных (до выдержки) и заключительных (после выдержки) проверок и измерений проводят визуальный осмотр изделий и измерение параметров, указанных в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
Измерение параметров во время выдержки в заданных условиях испытаний проводят, если это указано в стандартах и ТУ на изделия и ПИ.
Перечень этих параметров, их значения до, в процессе и после выдержки, а также методику их проверки и методику проведения визуального осмотра устанавливают в стандартах и ТУ на изделия и ПИ.
В первую очередь измеряют параметры, наиболее подверженные влиянию условий испытаний. Если в стандартах и ТУ на изделия предусмотрено измерение параметров в процессе выдержки (без изъятия изделий из камеры), то начальные измерения параметров рекомендуется проводить после установки изделий в камере (в нормальных климатических условиях испытаний). Для изделий, характеристики которых по принципу работы не зависят от механических воздействий, оценку их до, после и в процессе выдержки проводят путем проверки отсутствия коротких замыканий и обрывов. При этом характер проверок указывают в стандартах или ТУ на изделие.
1.46. Механические испытания проводят при нормальных климатических условиях испытаний.
Повышение температуры окружающего воздуха при механических испытаниях за счет выделения тепла стендом и изделием допускается при условии, что эта температура не будет превышать верхнее значение повышенной рабочей температуры среды, указанной в стандартах и ТУ на изделия и ПИ, при этом допускается обдув стендов.
1.47. При испытании на линейное ускорение 5000 м∙с-2 (500g) и выше допускается понижение давления окружающего воздуха до значения, характерного для данной центрифуги, при условии, что давление не будет ниже допускаемого, указанного в стандартах и ТУ на изделия и ПИ.
1.48. Время выдержки в заданном режиме отсчитывают с момента достижения параметров испытательного режима, если в соответствующем методе испытаний, установленном настоящим стандартом, не содержатся иные указания.
1.49. Изделия испытывают под электрической нагрузкой или без нее.
Продолжительность пребывания изделия под электрической нагрузкой в процессе выдержки, а также ее характер, значение и точность поддержания и метод контроля нагрузки устанавливают в стандартах и ТУ на изделия и ПИ.
1.50. Средства измерений испытательных режимов должны быть поверены в соответствии с действующими стандартами. Средства испытаний должны быть аттестованы в соответствии с ГОСТ 24555*.
* На территории Российской Федерации действует ГОСТ Р 8.568-97.
(Измененная редакция, Изм. № 5).
1.51. Способ крепления изделий для проведения механических испытаний должен быть указан в стандартах и ТУ на изделия и ПИ с учетом возможных положений изделий при эксплуатации.
Изделия, имеющие собственные амортизаторы, должны крепиться на амортизаторах, если иное не оговорено методиками настоящего стандарта. Если в стандарте и ТУ на изделие предусмотрены различные способы крепления при эксплуатации, то изделия испытывают при одном наиболее опасном способе крепления, указанном в стандарте.
По согласованию с заказчиком допускается применение способов крепления, отличных от способов крепления при эксплуатации, если это обеспечивает эффективный контроль стабильности производства и выявление устойчивости изделий к соответствующему виду механических воздействий. При этом способ крепления однотипных изделий должен быть единым и быть указан в технической документации на изделие.
1.52. Параметры испытательных режимов при механических испытаниях должны устанавливаться по показаниям рабочих средств измерений в контрольной точке.
При испытаниях на вибрационные и ударные воздействия контрольную точку выбирают в одном из следующих мест:
на платформе стенда рядом с одной из точек крепления изделия, если последнее крепится непосредственно на платформе;
на крепежном приспособлении, если изделие крепится на приспособлении;
рядом с точкой крепления амортизатора, если изделие крепится на собственных амортизаторах.
Допускается выбор контрольной точки на платформе стенда, если средства крепления обеспечивают передачу механических воздействий от платформы стенда к приспособлению с минимальными искажениями, при этом отклонения ускорения на приспособлении в месте его крепления не должны превосходить ±25 % значения ускорения в контрольной точке.
Допускается, по согласованию с заказчиком, выбирать контрольную точку непосредственно на изделии при условии, что масса изделия не менее чем в 10 раз превышает массу измерительного преобразователя и жесткость изделия обеспечивает контроль с заданной точностью параметров воздействия.
При испытании на воздействие вибрации крупногабаритных изделий (любой из габаритных размеров больше 300 мм) рекомендуется за значение ускорения в контрольной точке принимать среднеарифметическое значение показаний нескольких измерительных преобразователей, установленных на столе вибростенда или приспособлении рядом с точками крепления изделий.
Расположение контрольной точки указывают в стандартах и ТУ на изделия, ПИ или в нормативно-технической документации на приспособления.
1.53. Жесткость монтажных плат и крепежных приспособлений должна обеспечивать передачу механических воздействий к испытуемым изделиям с минимальными искажениями.
При необходимости в стандартах и ТУ на изделия и ПИ следует приводить чертежи монтажных плат и крепежных приспособлений, применяемых при испытании. Основные требования к крепежным приспособлениям приведены в приложении 5.
1.54. Для изделий, предназначенных для работы в сочлененном состоянии, необходимость испытания в этом состоянии указывают в стандартах и ТУ на изделия и ПИ.
Изделия, предназначенные для применения в микромодулях, испытывают в составе условного микромодуля, если другие условия не указаны в стандартах и ТУ на изделия и ПИ.
1.55. При климатических испытаниях и испытаниях на воздействие специальных сред изделия должны быть расположены в камерах таким образом, чтобы была обеспечена циркуляция испытательной среды (газовой или жидкой) между изделиями, а также между изделиями и стенками камер.
При испытании изделий под электрической нагрузкой изделия должны быть расположены на таком расстоянии друг от друга, чтобы отсутствовало взаимное тепловое влияние, если другое условие не указано в стандартах и ТУ на изделия и ПИ.
Теплопроводность приспособлений, используемых для крепления изделий, должна быть достаточно низкой, чтобы обеспечить фактическую теплоизоляцию изделий.
Примечание. В качестве испытательной среды могут быть применены газовые, жидкие и твердые вещества.
(Измененная редакция, Изм. № 9).
1.56. Изделия считают выдержавшими испытания, если в процессе выдержки и (или) при заключительных проверках и измерениях они удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
1.55, 1.56. (Измененная редакция, Изм. № 5).
1.57. Испытание на воздействие атмосферы, содержащей озон, не проводят, если:
изделия не содержат деталей, изготовленных из резины и других полимерных материалов, в т.ч. полимерных покрытий, клеев, герметиков и т. п.;
в изделиях использованы полимерные материалы, стойкие к указанному воздействию.
Кроме того, испытание на воздействие атмосферы, содержащей озон, допускается не проводить, если изделия предназначены для размещения только в герметичных объемах.
1.58. Испытание на пожарную безопасность при воздействии пламени (испытание на воздействие пламени) не проводят, если при внешнем конструктивном исполнении изделий не использованы органические материалы. Стойкость таких изделий к воздействию пламени обеспечивается их конструкцией.
1.59. Испытание на пожарную безопасность при воздействии аварийных электрических перегрузок (испытание на воздействие аварийных электрических перегрузок) не проводят, если превышение температуры наиболее пожароопасного участка поверхности изделия при аварийной перегрузке, установленной в ТЗ, стандартах и ТУ на изделия, не превышает допустимого значения по ГОСТ 8865.
Стойкость таких изделий к воздействию аварийных электрических перегрузок обеспечивается их конструкцией.
1.57-1.59. (Введены дополнительно, Изм. № 6).
1.60. Если масса, габаритные размеры и конструкция изделий не позволяют испытывать их в полном комплекте на существующем оборудовании, то проводят испытания каждого отдельного блока.
Если последовательные испытания блоков не позволяют проверять соответствие изделий требованиям ТЗ или стандартов и ТУ на изделия, то испытания электрически связанных между собой блоков проводят одновременно при размещении их в нескольких камерах или на нескольких стендах.
Изделия, состоящие из нескольких блоков (узлов), находящихся в неодинаковых условиях эксплуатации, испытывают раздельно по нормам, соответствующим условиям эксплуатации этих блоков (узлов).
Изложенные требования по испытаниям указывают в стандартах и ТУ на изделия и ПИ.
1.61. Если масса или габаритные размеры изделия не позволяют провести его испытания на существующем оборудовании и изделие после изготовления не может быть разобрано на блоки, то такие изделия оценивают по специальной программе, согласованной с заказчиком.
1.62. При испытании изделий с собственными амортизаторами на устойчивость и прочность при воздействии синусоидальной или широкополосной случайной вибрации в диапазоне частот 0,7 - 1,4 резонансной частоты колебаний изделий на амортизаторах допускается:
уменьшать амплитуду перемещения или ускорения таким образом, чтобы ускорение, воздействующее на само изделие, установленное на амортизаторах, соответствовало требованиям, предъявляемым к изделию в целом. В этом случае контрольную точку располагают на изделии и ее положение указывают в стандартах и ТУ на изделия и ПИ;
испытывать изделия без амортизаторов (с отключенными амортизаторами) по нормам, предъявляемым к изделию.
1.63. По согласованию с заказчиком, при наличии в изделии элементов на упругой подвеске, допускается уменьшать амплитуду ускорения или исключать испытание изделия на резонансных частотах элементов на упругой подвеске, если в стандартах и ТУ на изделия указаны резонансные частоты этих элементов.
1.64. Для изделий, разрабатываемых только для конкретной аппаратуры, отдельные виды испытаний по согласованию с заказчиком проводят только в составе аппаратуры.
1.60-1.64. (Введены дополнительно, Изм. № 8).
1.65. Испытание на воздействие очищающих растворителей не проводят, если материалы, покрытия, конструкции и технологические процессы изготовления изделий, производимых одним предприятием, не отличаются от испытанных ранее или проверенных опытом эксплуатации аналогичных изделий, стойкость которых к воздействию очищающих растворителей соответствует требованиям стандартов и ТУ на изделия.
(Введен дополнительно, Изм. № 9).
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Испытание по определению резонансных частот конструкции (метод 100-1)
2.1.1. Испытание проводят с целью проверки механических свойств изделий и получения исходной информации для выбора методов испытаний на вибропрочность, виброустойчивость, на воздействие акустического шума, а также для выбора длительности действия ударного ускорения при испытаниях на воздействие механических ударов одиночного и многократного действия.
Значения резонансных частот конструкции, выявленные в процессе испытаний, должны быть указаны в стандартах и ТУ на изделия.
2.1.2. Испытание проводят на отдельной выборке изделий, равной 3 - 5 шт. Конкретное количество изделий в выборке устанавливают в стандартах и ТУ на изделия. Допускается для испытаний использовать изделия из числа забракованных по электрическим параметрам или испытанных на другие виды воздействия (исключая механические), кроме случаев, когда резонанс определяется по изменению электрических параметров.
2.1.3. Вибрационная установка должна обеспечивать получение синусоидальных колебаний во всем диапазоне частот, установленном в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
2.1.4. Устройство для определения резонансных частот конструкции должно иметь во всем диапазоне частот испытаний чувствительность, достаточную для выявления увеличения амплитуды колебаний изделия или его частей в два раза и более по сравнению с амплитудой колебаний точек его крепления.
Устройство для определения резонансных частот конструкции должно обеспечивать регистрацию изменения фазы механического колебания на 90°, если принцип его работы основан на сравнении фаз колебаний точки крепления изделий и точки изделия, в которой определяется резонанс.
2.1.5. Метод определения резонансных частот конструкции устанавливают в стандартах и ТУ на изделия и ПИ. При этом допускаются любые методы и средства, обеспечивающие выявление возможных резонансных частот изделий (микроскоп, стробоскоп, рентгенотелевидение и т. п.).
Основные методы определения резонансных частот конструкции изделий приведены в приложении 6.
(Измененная редакция, Изм. № 5).
2.1.6. Испытание проводят с учетом требований пп. 1.8, 1.43, 1.46, 1.49, 1.50, 1.54.
2.1.7. При испытании допускаются любые способы крепления изделия, обеспечивающие передачу воздействия к исследуемой детали, но не искажающие (не изменяющие) ее резонансные свойства.
Изделия, имеющие собственные амортизаторы, испытывают без амортизаторов при жестком креплении, за исключением случаев, когда определяется резонансная частота крепления на амортизаторах.
2.1.8. Испытание проводят в диапазоне частот 0,2 f0р - l,5f0р, но не выше 20000 Гц, где f0р - резонансная частота изделия, определенная методом расчета или на основании испытаний изделий аналогичной конструкции.
Конкретный диапазон частот испытаний устанавливают в стандартах и ТУ на изделия и ПИ.
Если неизвестно ориентировочное значение резонансной частоты изделий, то испытания проводят в диапазоне частот 40 - 20000 Гц или до частоты, установленной в стандартах и ТУ на изделия и ПИ.
Поиск резонансных частот проводят путем плавного изменения частоты при поддержании постоянной амплитуды ускорения.
Амплитуда ускорения должна быть минимально возможной, но достаточной для выявления резонанса и не превышать амплитуду ускорения, установленную для испытания на вибропрочность.
Амплитуду ускорения рекомендуется выбирать из диапазона 10 - 50* м∙с-2 (1 - 5)g. Допускается увеличивать верхнее значение.
* Здесь и далее значение ускорения, выраженное в м∙с-2, для удобства проведения испытаний округлено до значений, кратных 10.
Для более точного выявления резонанса допускается диапазон частот испытания проходить несколько раз для каждой проверяемой детали.
Допускается проводить испытания по определению резонансных частот при любом способе возбуждения изделий, позволяющем выявить резонансные частоты (например, широкополосная случайная вибрация, акустическое воздействие, удар).
В целях определения резонансных частот отдельных узлов изделий допускается вскрытие корпусов изделий, а также поставка изделий на данное испытание незакрытыми.
2.1.9. Погрешность измерения частот должна быть 0,5 % или 0,5 Гц, причем учитывается большее значение.
2.1.10. За резонансные частоты принимают низшие значения резонансных частот изделия (деталей, сборочных единиц), определенных при испытаниях выборки.
Допускается устанавливать диапазон значений резонансных частот изделия (деталей, сборочных единиц).
(Измененная редакция, Изм. № 5).
2.2. Испытание на проверку отсутствия резонансных частот конструкции в заданном диапазоне частот (метод 101-1)
2.2.1. Испытание проводят с целью проверки отсутствия резонансных частот у изделий и их деталей в одном из диапазонов частот, верхние значения которых приведены в табл. 2.
Таблица 2
|
Верхняя частота диапазона частот, Гц |
Степени жесткости |
|
25 |
I |
|
40 |
II |
|
100 |
III |
(Измененная редакция, Изм. № 5).
2.2.2. Испытательная и измерительная аппаратура - в соответствии с пп. 2.1.3 - 2.1.5.
2.2.3. Испытание проводят с учетом требований пп. 1.9, 1.12, 1.23, 1.43, 1.46, 1.49, 1.50, 1.52, 1.54.
2.2.4. Крепление изделий - в соответствии с пп. 1.51 и 1.53.
Изделия, имеющие собственные амортизаторы, должны испытываться без амортизаторов при жестком креплении.
2.2.5. Испытание проводят в диапазоне частот от 10 Гц до 1,1fB, где fB - верхняя частота диапазона, установленного в табл. 2, если другой диапазон не указан в стандартах и ТУ на изделия и ПИ.
2.2.6. Испытание проводят в трех взаимно перпендикулярных направлениях по отношению к изделию, если другие указания по выбору направлений не указаны в стандартах и ТУ на изделия и ПИ.
2.2.7. При проведении испытаний проверяют на наличие резонансов все основные детали изделия, у которых возможны резонансы в проверяемом диапазоне частот. Особое внимание уделяют деталям, определяющим структуру изделия и его функциональное назначение.
2.2.8. Поиск резонансов проводят путем главного изменения частоты при поддержании постоянной амплитуды перемещения в контрольной точке ниже частоты перехода и постоянной амплитуды ускорения выше частоты перехода для соответствующей степени жесткости (табл. 2).
Амплитуда ускорения должна быть минимально возможной, но достаточной для выявления резонанса и не превышающей амплитуды ускорения при испытании на виброустойчивость или вибропрочность.
Примечание. Амплитуду перемещения рекомендуется выбирать из диапазона 0,5 - 1,5 мм, амплитуду ускорения – 10 - 50 м∙с-2 (1 - 5)g, при этом частоту перехода fП в Гц определяют по формуле
![]() (1)
(1)
где j - амплитуда ускорения, g;
А - амплитуда перемещения, мм.
Конкретное значение амплитуды перемещения и ускорения указывают в стандартах и ТУ на изделия и ПИ.
Если испытание на проверку отсутствия резонансов в заданном диапазоне частот совмещено с испытанием на виброустойчивость, то режимы испытаний должны соответствовать установленным для испытания на виброустойчивость.
2.2.9. Скорость изменения частоты должна быть такой, чтобы обеспечить обнаружение и регистрацию резонансов, и не должна превышать 1 октаву в минуту.
2.2.10. Изделия считают выдержавшими испытания, если у них отсутствуют резонансы в диапазоне частот, указанном в стандартах и ТУ на изделия и ПИ.
2.3. Испытание на виброустойчивость
2.3.1. Испытание проводят с целью проверки способности изделий выполнять свои функции и сохранять свои параметры в пределах значений, указанных в стандартах и ТУ на изделия и ПИ, в условиях воздействия вибрации в заданных режимах.
2.3.2. Испытание проводят одним из следующих методов:
метод 102-1 - испытание на виброустойчивость при воздействии синусоидальной вибрации;
метод 102-2 - испытание на виброустойчивость при воздействии широкополосной случайной вибрации. Испытание методом 102-2 проводят для изделий, имеющих в заданном диапазоне частот не менее четырех резонансов, если к изделиям предъявлено требование по устойчивости к воздействию случайной вибрации.
2.3.3. Метод 102-1
2.3.3.1. Вибрационная установка должна обеспечивать получение в контрольной точке синусоидальной вибрации с параметрами, установленными для требуемой степени жесткости.
2.3.3.2. Испытание проводят с учетом требований пп. 1.10 - 1.14, 1.18, 1.23, 1.43, 1.44, 1.46, 1.50, 1.52, 1.54.
2.3.3.3. Визуальный осмотр и измерения параметров изделий проводят в соответствии с п. 1.45. Начальную стабилизацию не проводят.
2.3.3.4. Испытание проводят под электрической нагрузкой, характер, параметры и метод контроля которой должны быть установлены в стандартах и ТУ на изделия и ПИ.
2.3.3.5. Крепление изделий проводят в соответствии с пп. 1.51 и 1.53.
2.3.3.6. Испытание проводят путем плавного изменения частоты в заданном диапазоне от низшей к высшей и обратно. Для изделий с линейными резонансными характеристиками испытания проводят путем изменения частоты в одном направлении.
Скорость изменения частоты устанавливается равной 1 - 2 октавам в минуту. Если для контроля параметров изделий требуется большее время, чем то, которое обеспечивается при данной скорости изменения частоты, то допускается устанавливать скорость изменения частоты меньше 1 октавы в минуту. При этом скорость изменения частоты должна быть максимальной, но достаточной для обеспечения контроля необходимых параметров. В диапазоне частот ниже частоты перехода поддерживают постоянную амплитуду перемещения, а выше частоты перехода - постоянную амплитуду ускорения.
Рекомендуется погрешность поддержания частоты перехода ±2 Гц.
Диапазон частот, амплитуда перемещения, частота перехода и амплитуда ускорения приведены в табл. 3.
Таблица 3
|
Степень жесткости |
Диапазон частот, Гц |
Амплитуда перемещения, мм |
Частота перехода, Гц |
Амплитуда ускорения, м∙с-2 (g) |
|
I |
10 - 35 |
- |
- |
5 (0,5) |
|
II |
10 - 55 (60)* |
- |
- |
10 (1,0) |
|
III |
10 - 55 (60)* |
0,5 |
32 |
20 (2,0) |
|
IV |
10 - 55 (60)* |
0,5 |
- |
- - |
|
V |
10 - 80 |
0,5 |
32 |
20 (2,0) |
|
VI |
10 - 80 |
0,5 |
50 |
50 (5,0) |
|
VII |
10 - 150 |
0,5 |
50 |
50 (5,0) |
|
VIII |
10 - 200 |
0,5 |
50 |
50 (5,0) |
|
IX |
10 - 500 (600)* |
0,5 |
50 |
50 (5,0) |
|
X |
10 - 500 (600)* |
1,0 |
50 |
100 (10,0) |
|
XI |
10 - 2000 (3000)* |
1,0 |
50 |
100 (10,0) |
|
XII |
10 - 2000 (3000)* |
2,0 |
50 |
200 (20,0) |
|
XIII |
10 - 2000 |
4,0 |
50 |
400 (40,0) |
|
XIV |
10 - 5000 |
4,0 |
50 |
400 (40,0) |
* Значения, указанные в скобках, в новых разработках не применять.
Примечания:
1. Если испытание проводят на вибрационной установке с механическим приводом, то для степеней жесткости I - VIII допускается проводить испытания плавным изменением частоты в третьоктавных диапазонах, ограниченных частотами, выбираемыми из ряда: 10; 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200 Гц.
В каждом третьоктавном диапазоне частот поддерживают постоянную амплитуду перемещения (А), вычисляемую по формуле
![]() , (1а)
, (1а)
где j - амплитуда ускорения, g;
f - средняя частота третьоктавного диапазона, Гц.
2. Для изделия, имеющего значения резонансных частот конструкции ниже 25 Гц, нижнюю частоту диапазона испытаний устанавливают 1 или 5 Гц, но не более половины значения резонансной частоты. При этом учитывают большее значение.
3. При проведении испытаний по I - VIII степеням жесткости на вибрационной установке с механическим приводом допускается устанавливать амплитуду перемещения 1 мм и частоту перехода 35 Гц.
4. Если низшая резонансная частота конструкции изделия находится выше 200 Гц, то для степеней жесткости IX - XIV испытание проводят, начиная со 100 Гц.
5. Если в стандартах и ТУ на изделия указана закономерность изменения ускорения в зависимости от частоты, то значение ускорения при испытании поддерживают в соответствии с этой закономерностью.
(Измененная редакция, Изм. № 8).
2.3.3.7. Испытательный режим устанавливают в контрольной точке по показаниям рабочих средств измерений со следующими допускаемыми отклонениями:
амплитуда перемещения ±15 %;
амплитуда ускорения ±15 %;
значение коэффициента нелинейных искажений по ускорению в диапазоне частот выше 20 Гц не должно превышать 25 %;
значение амплитуды ускорения в направлении, перпендикулярном к основному направлению вибрации, измеренное в контрольной точке, не должно превышать 25 % значения амплитуды ускорения в основном направлении.
Примечания:
1. Допускается значение коэффициента нелинейных искажений больше 25 % в отдельных поддиапазонах частот, при этом частоты гармоник, создающие нелинейные искажения более 25 %, не должны приходиться на резонансную область частот изделия.
2. Допускается значение поперечных составляющих больше 25 % в отдельных поддиапазонах частот, не приходящихся на резонансную область частот изделий.
(Измененная редакция, Изм. № 7).
2.3.3.8. В процессе испытания проводят контроль параметров изделий.
Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ.
Для проверки виброустойчивости рекомендуется выбирать параметры, по изменению которых можно судить о виброустойчивости изделия в целом (например, уровень виброшумов, искажение выходного сигнала или изменение его величины, целостность электрической цепи, нестабильность контактного сопротивления и т.д.).
При проведении испытаний для регистрации проверяемых параметров рекомендуется проводить запись их абсолютного значения или изменения по сравнению с первоначальным значением в функции от частоты вибрации с помощью самопишущих устройств.
При обнаружении у изделий частот, на которых наблюдается нестабильность работы или ухудшение параметров, дополнительно проводят выдержку на этих частотах в течение времени, указанного в стандартах и ТУ на изделия и ПИ, но не менее 5 мин, если испытание на вибропрочность проводится методом фиксированных частот.
2.3.3.9. Испытание проводят при воздействии вибрации в трех взаимно перпендикулярных направлениях по отношению к изделию, если другие условия не указаны в стандартах и ТУ на изделие и ПИ.
Если известно наиболее опасное направление воздействия, то испытания проводят только в этом направлении воздействия.
2.3.3.10. Проводят визуальный осмотр изделий и измерения их параметров в соответствии с п. 1.45. Конечную стабилизацию не проводят.
2.3.3.11. Оценка результатов - в соответствии с п. 1.56.
2.3.4. Метод 102-2
2.3.4.1. Вибрационная установка должна обеспечивать получение в контрольной точке широкополосной случайной вибрации с параметрами, установленными для требуемой степени жесткости.
2.3.4.2. Испытание проводят с учетом требований пп. 1.48 и 2.3.3.2.
2.3.4.3. Подготовку изделий к испытанию проводят в соответствии с пп. 2.3.3.3 - 2.3.3.5.
2.3.4.4. Испытание проводят путем воздействия широкополосной случайной вибрации в режимах, указанных в табл. 4.
Таблица 4
|
Степень жесткости |
Диапазон частот, Гц |
Среднеквадратичное значение ускорения, м∙с-2 (g) |
Спектральная плотность ускорения, g2∙Гц-1 |
|
I с |
20 - 2000 |
100 (10) |
0,05 |
|
II с |
20 - 2000 |
200 (20) |
0,20 |
|
III с |
20 - 5000 |
300 (30) |
0,20 |
|
IV с |
20 - 5000 |
500 (50) |
0,50 |
Примечания:
1. Если низшая резонансная частота изделия находится выше 200 Гц, то испытание проводят начиная со 100 Гц.
2. При замене испытания на широкополосную случайную вибрацию испытанием на синусоидальную вибрацию вместо степеней жесткости I с и II с используют соответственно степени жесткости XI и XII по табл. 3, а вместо степеней жесткости III с и IV с используют степень жесткости XIV.
Продолжительность воздействия вибрации в каждом направлении воздействия определяется временем проверки работоспособности изделия.
2.3.4.5. Испытательный режим устанавливают в контрольной точке по показаниям рабочих средств измерений со следующими допускаемыми отклонениями:
среднеквадратичное значение ускорения ±2 дБ;
спектральная плотность ускорения ±6 дБ.
2.3.4.6. В процессе испытания проводят контроль параметров изделий.
Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ.
Для проверки виброустойчивости рекомендуется выбирать параметры, по изменению которых можно судить о виброустойчивости изделия в целом (например, уровень виброшумов, искажения формы выходного сигнала или его величины, целостность электрической цепи, нестабильность контактного сопротивления).
2.3.4.7. Выбор направлений воздействия вибрации проводят в соответствии с п. 2.3.3.9.
2.3.4.8. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.3.4.9. Оценка результатов - в соответствии с п. 1.56.
2.4. Испытание на вибропрочность
2.4.1. Испытание проводят с целью проверки способности изделий противостоять разрушающему действию вибрации и сохранять свои параметры в пределах значений, указанных в стандартах и ТУ на изделия и ПИ, после ее воздействия.
2.4.2. Испытание проводят одним из следующих методов (выбор метода определяется в зависимости от значения резонансных частот конструкции):
метод 103-1 - испытание методом качающейся частоты, в том числе:
метод 103-1.1 - испытание методом качающейся частоты во всем диапазоне частот. Данный метод применяют для изделий, у которых резонансные частоты распределены по всему диапазону частот испытаний или не установлены;
метод 103-1.2 - испытание методом качающейся частоты при повышенных значениях амплитуды ускорения. Испытание данным методом проводят во всех случаях, когда есть необходимость сокращения времени испытаний при сохранении диапазона частот испытаний. Рекомендуется применять этот метод для испытания миниатюрных изделий для степеней жесткости XIII, XIV;
метод 103-1.3 - испытание методом качающейся частоты, исключая диапазон частот ниже 100 Гц. Данный метод применяют, если низшая резонансная частота изделия превышает 200 Гц;
метод 103-1.4 - испытание методом качающейся частоты в области резонансных частот. Данный метод применяют для изделий, у которых резонансные частоты находятся в диапазоне частот, соответствующем требуемой степени жесткости;
метод 103-1.5 - испытание методом качающейся частоты с переносом диапазона частот испытаний в область резонансных частот. Данный метод применяют для изделий, у которых низшая резонансная частота превышает верхнюю частоту диапазона, соответствующего заданной степени жесткости;
метод 103-1.6 - испытание на одной фиксированной частоте. Данный метод применяют для изделий, у которых низшая резонансная частота более чем в 1,5 раза превышает верхнюю частоту диапазона, соответствующего требуемой степени жесткости;
метод 103-2. Испытание методом фиксированных частот во всем диапазоне. Данный метод допускается применять по согласованию с заказчиком, если невозможно применение других методов;
метод 103-4. Испытание путем воздействия широкополосной случайной вибрации. Метод 103-4 применяют для испытания изделий, имеющих в заданном диапазоне частот не менее четырех резонансов, если к изделиям предъявлено требование по прочности к воздействию случайной вибрации.
Конкретный метод испытаний указывают в стандартах и ТУ на изделия и ПИ. Значение резонансных частот при выборе метода испытаний принимают на основании измерений на стадии разработки и по справочным данным.
2.4.3. Испытаниям на вибропрочность подвергают те же образцы изделий, которые были испытаны на виброустойчивость, если последний вид испытания предусмотрен в стандартах и ТУ на изделия и ПИ.
2.4.4. Метод 103-1.1.
2.4.4.1. Вибрационная установка - в соответствии с п. 2.3.3.1.
2.4.4.2. Испытание проводят с учетом требований пп. 1.12 - 1.14, 1.17, 1.19, 1.23, 1.43, 1.44, 1.46, 1.48 - 1.50, 1.52, 1.54.
2.4.4.3. Подготовку изделий к испытанию проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.4.4. Испытание проводят путем воздействия синусоидальной вибрации при непрерывном изменении частоты во всем диапазоне частот от нижнего значения до верхнего и обратно (цикл качания) по графику, приведенному на черт. 1.
График зависимости времени половины цикла качания от частоты
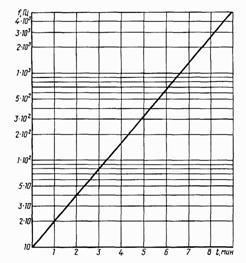
Время изменения частоты в диапазоне определяют по черт. 1, округляя его до ближайших значений, обеспечиваемых системой управления вибрационной установкой.
В диапазоне частот от 10 Гц до частоты перехода поддерживают постоянную амплитуду перемещения, а начиная с этой частоты до верхней частоты заданного диапазона поддерживают постоянную амплитуду ускорения, соответствующую заданной степени жесткости.
Диапазон частот вибрации, амплитуду перемещения, частоту перехода, амплитуду ускорения, расчетное время цикла качания частоты, расчетное число циклов качания и общую продолжительность воздействия вибрации выбирают из табл. 5.
2.4.4.5. Испытательный режим устанавливают в контрольной точке в соответствии с требованиями п. 2.3.3.7. Рекомендуемая погрешность поддержания частоты перехода ±2 Гц.
2.4.4.6. Продолжительность испытания определяется общим временем воздействия или расчетным числом циклов качания частоты.
При испытании допускаются перерывы, но при этом общая продолжительность воздействия вибрации должна сохраняться. По окончании испытаний на вибропрочность проводят испытание на виброустойчивость (для изделий, проверяемых на виброустойчивость) в том же диапазоне частот, если это предусмотрено в стандартах и ТУ на изделия и ПИ.
|
Степень жесткости |
Диапазон частот, Гц |
Амплитуда перемещения, мм |
Частота перехода, Гц |
Амплитуда ускорения, м∙с-2 (g) |
Расчетное время цикла качания, мин |
Общая продолжительность воздействия вибрации |
|||
|
длительного |
кратковременного |
||||||||
|
время, ч |
Расчетное количество циклов качания |
время, ч |
Расчетное количество циклов качания |
||||||
|
I |
10 -35 |
- |
- |
5,0 (0,5) |
4 |
6 |
90 |
- |
- |
|
II |
10- 55 (60)* |
- |
- |
10 (1,0) |
5 |
6 |
72 |
1,5 |
18 |
|
III |
10 - 55 (60)* |
0,5 |
32 |
20 (2,0) |
5 |
6 |
72 |
1,5 |
18 |
|
IV |
10 - 55 (60)* |
0,5 |
- |
- - |
5 |
6 |
72 |
1,5 |
18 |
|
V |
10 - 80 |
0,5 |
32 |
20 (2,0) |
6 |
24 |
240 |
6,0 |
60 |
|
VI |
10 - 80 |
0,5 |
50 |
50 (5,0) |
6 |
24 |
240 |
6,0 |
60 |
|
VII |
10 - 150 |
0,5 |
50 |
50 (5,0) |
8 |
24 |
180 |
6 |
45** |
|
VIla |
10 - 200 |
0,5 |
32 |
20 (2,0) |
8 |
16 |
120 |
6 |
45** |
|
VIII |
10 - 200 |
0,5 |
50 |
50 (5,0) |
8 |
24 |
180 |
6 |
45** |
|
IX |
10 - 500 (600)* |
0,5 |
50 |
50 (5,0) |
12 |
48 |
240 |
6 |
30 |
|
X |
10 - 500 (600)* |
1,0 |
50 |
100 (10,0) |
12 |
48 |
240 |
6 |
30 |
|
XI |
10 - 2000 (3000)* |
1,0 |
50 |
100 (10,0) |
15 |
24 |
96 |
6 |
24 |
|
XII |
10 - 2000 (3000)* |
2,0 |
50 |
200 (20,0) |
15 |
24 |
96 |
6 |
24 |
|
XIII |
100 - 2000*** |
- |
- |
400 (40,0) |
9 |
- |
2** |
- |
- |
|
|
10 - 2000 |
2,0 |
50 |
200 (20,0) |
15 |
24 |
96** |
6 |
24 |
|
XIV |
10 - 5000*** |
- |
- |
400 (40,0) |
11 |
- |
а** |
- |
- |
|
|
10 - 2000 |
2,0 |
50 |
200 (20,0) |
15 |
24 |
96** |
6 |
24 |
* Значения, указанные в скобках, в новых разработках не применять.
** При необходимости округляют в большую сторону до ближайшего значения, кратного двум, в зависимости от числа направлений воздействия, соответственно изменяя время испытаний. Для степеней жесткости XIII и XIV (ускорение 40 g) выполняют по одному циклу качания для каждого направления действия.
*** Испытание по XIII и XIV степеням жесткости проводят в две стадии: сначала при ускорении 40 g, a затем при ускорении 20 g. Испытание при ускорении 40 g не проводят, если предусмотрено испытание на виброустойчивость при том же значении ускорения.
Примечание. Если в стандартах и ТУ на изделия установлена закономерность изменения ускорения в зависимости от частоты, то значение ускорения при испытании поддерживают в соответствии с этой закономерностью.
(Измененная редакция, Изм. № 6, 7, 8).
2.4.4.7. Испытание проводят при воздействии вибрации в трех взаимно перпендикулярных направлениях по отношению к изделию, если другие указания по выбору направлений не указаны в стандартах и ТУ на изделия и ПИ. При этом общая продолжительность воздействия вибрации должна поровну распределяться между направлениями воздействия, при которых проводят испытания. Если известно наиболее опасное направление воздействия вибрации, то испытание рекомендуется проводить только в этом направлении без сокращения общей продолжительности воздействия вибрации.
2.4.4.8. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.4.9. Оценка результатов - в соответствии с п. 1.56.
2.4.5. Метод 103-1.2
2.4.5.1. Вибрационная установка должна обеспечивать получение в контрольной точке синусоидальной вибрации с параметрами, установленными для заданной степени жесткости с учетом выбранного значения амплитуды ускорения.
2.4.5.2. Испытание проводят с учетом требований п. 2.4.4.2.
2.4.5.3. Подготовку изделий к испытаниям проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.5.4. Испытание проводят по методике, указанной в п. 2.4.4.4, но при амплитудах перемещения и ускорения, превышающих указанные в табл. 5, и сокращенной продолжительности воздействия вибрации. Число циклов качания также уменьшают соответственно сокращению продолжительности воздействия вибрации.
Продолжительность воздействия вибрации Ту для выбранного значения амплитуды ускорения jу рассчитывают по формуле
 , (2)
, (2)
где j0, Т0 - соответственно, амплитуда ускорения и продолжительность воздействия вибрации, приведенные в табл. 5.
Рекомендуется принимать ![]() = (0,4 - 0,7).
= (0,4 - 0,7).
При сокращении продолжительности воздействия вибрации путем увеличения амплитуды ускорения следует учитывать диапазон линейности прочностной характеристики изделия, т.е. при повышенном уровне амплитуды ускорения недопустимо проявление качественно новых механизмов отказов, не имеющих места при уровне амплитуды ускорения, приведенном в табл. 5. В стандартах и ТУ на изделие должно быть указано, что испытание проводят в ускоренном режиме.
В диапазоне частот от 10 Гц до частоты перехода амплитуду перемещения увеличивают во столько же раз, что и амплитуду ускорения (в пределах возможности испытательного оборудования) по сравнению с амплитудами перемещения, указанными в табл. 5.
2.4.5.5. Испытательный режим устанавливают в контрольной точке в соответствии с п. 2.4.4.5.
2.4.5.6. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.5.7. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.5.8. Оценка результатов - в соответствии с п. 1.56.
2.4.6. Метод 103-1.3
2.4.6.1. Вибрационная установка должна обеспечивать получение в контрольной точке синусоидальной вибрации с амплитудой ускорения, соответствующей заданной степени жесткости в диапазоне частот от 100 Гц до верхней частоты, установленной для заданной степени жесткости.
2.4.6.2. Испытание проводят с учетом требований пп. 1.13, 1.14, 1.17, 1.19, 1.23, 1.43, 1.44, 1.46, 1.48 - 1.50, 1.52, 1.54.
2.4.6.3. Подготовку изделий к испытаниям проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.6.4. Испытание проводят путем воздействия синусоидальной вибрации при непрерывном изменении частоты в одном из диапазонов частот, приведенных в табл. 6, от нижнего значения до верхнего и обратно (цикл качания) и поддержании постоянной амплитуды ускорения.
График изменения частоты приведен на черт. 1.
Время изменения частоты определяют по черт. 1, округляя его до ближайших значений, обеспечиваемых системой управления вибрационной установкой.
Амплитуду ускорения выбирают из табл. 5, а продолжительность воздействия вибрации, расчетное время цикла качания и расчетное количество циклов качания выбирают из табл. 6.
Таблица 6
|
Степень жесткости |
Диапазон частот, Гц |
Расчетное время цикла, качания, мин |
Общая продолжительность воздействия вибрации |
|||
|
длительного |
кратковременного |
|||||
|
время, ч |
расчетное количество циклов качания |
время, ч |
расчетное количество циклов качания |
|||
|
IX, X |
100 - 500 |
5 |
20 |
240 |
4,5 |
54 |
|
XI, XII |
100 - 2000 |
9 |
15 |
100** |
4,5 |
30 |
|
XIII*, XIV* |
100 - 2000 |
9 |
15 |
100** |
4,5 |
30 |
* Для ускорения 20 g. Кратковременная часть испытания проводится по табл. 5.
** При необходимости округляют в большую сторону до величины, кратной трем, соответственно изменяя продолжительность воздействия вибрации.
(Измененная редакция, Изм. № 3).
2.4.6.5. Испытательный режим устанавливается в контрольной точке в соответствии с п. 2.4.4.5.
2.4.6.6. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.6.7. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.6.8. Оценка результатов - в соответствии с п. 1.56.
2.4.7. Метод 103-1.4
2.4.7.1. Вибрационная установка должна обеспечивать получение в контрольной точке синусоидальной вибрации с амплитудой ускорения, соответствующей заданной степени жесткости в области резонансных частот изделия.
2.4.7.2. Испытание проводят с учетом требований п. 2.4.6.2.
2.4.7.3. Подготовку изделий к испытаниям проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.7.4. Испытание проводят по методике, указанной в п. 2.4.4.4, в диапазоне частот 0,5f0 - 1,5f0, если изделие имеет одну резонансную частоту, или 0,5 fQН - l,5fQB, если изделие имеет более одной резонансной частоты в заданном диапазоне частот, но не выше верхней частоты заданного диапазона,
где fQ - резонансная частота изделия;
f0Н - нижняя резонансная частота изделия;
fQB - верхняя резонансная частота изделия.
Продолжительность воздействия вибрации Т данным методом определяют по формуле
![]() , (3)
, (3)
или
T = 2tрN, (4)
где tр - время изменения частоты от 0,5f0 до 1,5f0 или от 0,5f0H до 1,5f0B, определяемое по черт. 1;
Т, tH - общая продолжительность воздействия вибрации для метода 103-1.1 и расчетное время цикла качания соответственно, определяемые по табл. 5 для заданной степени жесткости;
N - расчетное число циклов качания, определяемое по табл. 5 для заданной степени жесткости.
Полученное время Т' при необходимости округляют до ближайшего значения, кратного шести. Расчетное время цикла качания уменьшается соответственно изменению диапазона частот испытаний.
2.4.7.5. Испытательный режим устанавливают в контрольной точке в соответствии с п. 2.4.4.5.
2.4.7.6. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.7.7. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.7.8. Оценка результатов - в соответствии с п. 1.56.
2.4.8. Метод 103-1.5
Методику испытания устанавливают в стандартах и ТУ на изделия и ПИ и согласовывают ее применение с заказчиком.
2.4.9. Метод 103-1.6
2.4.9.1. Вибрационная установка должна обеспечивать получение в контрольной точке синусоидальной вибрации на заданной частоте с амплитудой ускорения соответствующей степени жесткости.
2.4.9.2. Испытание проводят с учетом требований пп. 1.14, 1.17, 1.19, 1.23, 1.43, 1.44, 1.46, 1.48, 1.49, 1.50, 1.52, 1.54.
2.4.9.3. Подготовку изделий к испытанию проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.9.4. Испытание проводят путем воздействия синусоидальной вибрации на любой фиксированной частоте диапазона при ускорении, соответствующем заданной степени жесткости.
Конкретное значение частоты указывают в стандартах и ТУ на изделия и ПИ. Общую продолжительность воздействия вибрации определяют следующим числом колебаний:
0,5∙106 - для степени жесткости I;
106 (0,15∙106)* - для степеней жесткости II - IV;
0,5∙107 (106)* - для степеней жесткости V - VIIa;
107 (0,25∙107)* - для степени жесткости VIII;
* В скобках указано число колебаний при кратковременном воздействии. 2-2-2926
2∙107 (0,5∙107)* - для степеней жесткости IX - XII и для испытаний при амплитуде ускорения 200 м∙с-2 (20 g) для степеней жесткости XIII - XIV;
106 - для степеней жесткости XIII - XIV при амплитуде ускорения 400 м∙с-2 (40 g) при каждом направлении воздействия.
* В скобках указано число колебаний при кратковременном воздействии.
(Измененная редакция, Изм. № 8).
2.4.9.5. Испытательный режим устанавливают в контрольной точке по показаниям рабочих средств измерений со следующими допускаемыми отклонениями:
амплитуда ускорения ±20 %;
значение коэффициента нелинейных искажений по ускорению не должно превышать ±25 %.
2.4.9.6. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.9.7. Визуальный осмотр и измерение параметров изделий проводят в соответствии с пп. 2.3.3.10.
2.4.9.8. Оценка результатов - в соответствии с п. 1.56.
2.4.10. Метод 103-2
2.4.10.1. Вибрационная установка, условия испытания и подготовка изделий к испытанию - в соответствии с пп. 2.4.4.1 - 2.4.4.3.
2.4.10.2. Испытания проводят путем воздействия синусоидальной вибрации при плавном изменении частоты в пределах третьоктавных поддиапазонов частот с выдержкой в течение установленного времени на границах третьоктавных поддиапазонов.
Третьоктавные поддиапазоны частот выбирают из следующего ряда частот: 10; 12,5; 16; 20; 25, 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000 Гц.
Испытание проводят, начиная с верхней частоты диапазона частот соответствующей степени жесткости.
На верхней частоте диапазона частот испытаний проводят выдержку в течение времени, определенного для третьоктавного поддиапазона частот в соответствии с табл. 7, затем в пределах каждого поддиапазона проводят плавное изменение частоты от верхней к нижней в течение 1 мин, и оставшееся для третьоктавного поддиапазона частот время выдерживают на нижней частоте каждого поддиапазона.
Таблица 7
|
Степень жесткости |
Общая продолжительность воздействия вибрации по всему диапазону частот, ч |
Общая продолжительность воздействия вибрации в каждом третьоктавном поддиапазоне частот |
||
|
длительного |
кратковременного |
длительного, ч |
кратковременного, мин |
|
|
I |
7 |
- |
1,0 |
- |
|
II-IV |
9 |
1,5 |
1,0 |
10 |
|
V-VI |
25 |
6 |
2,5 |
36 |
|
VII |
26 |
6,5 |
2,0 |
30 |
|
VIII |
28 |
7 |
2,0 |
30 |
|
IX-X |
72 |
6 |
4,0 |
20 |
|
XI-XII |
36 |
6 |
1,5 |
15 |
Примечание. Время выдержки на верхней
частоте диапазона частот должно быть ![]() - и на остальных
частотах третьоктавного ряда должно быть
- и на остальных
частотах третьоктавного ряда должно быть ![]() , где Р - число
направлений воздействия, tД - общая продолжительность
воздействия вибрации в каждом третьоктавном поддиапазоне частот.
, где Р - число
направлений воздействия, tД - общая продолжительность
воздействия вибрации в каждом третьоктавном поддиапазоне частот.
Если верхняя граница диапазона частот не совпадает с одной из вышеуказанных третьоктавных частот, то ее округляют до ближайшей большей частоты третьоктавного ряда.
Общая продолжительность воздействия вибрации по всему диапазону частот и общая продолжительность воздействия вибрации в каждом третьоктавном поддиапазоне частот приведены в табл. 7.
Значение амплитуды перемещения, амплитуды ускорения и диапазона частот испытаний выбирают для соответствующей степени жесткости по табл. 5.
При проведении испытания для изделий с собственными амортизаторами следует избегать совпадения частоты, на которой проводят выдержку, с резонансной частотой амортизатора.
2.4.10.3. Испытательный режим устанавливают в контрольной точке в соответствии с п. 2.4.4.5. Допускаемые отклонения установки частоты вибрации в диапазоне частот до 25 Гц не должны
превышать ±0,5 Гц и ±2 % - при частоте свыше 25 Гц.
(Измененная редакция, Изм. № 8).
2.4.10.4. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.10.5. Визуальный осмотр изделий и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.10.6. Оценка результатов - в соответствии с п. 1.56.
2.4.11. Метод 103-4
2.4.11.1. Аппаратура - в соответствии с п. 2.3.4.1.
2.4.11.2. Испытание проводят с учетом требований п. 2.4.4.2.
2.4.11.3. Подготовку изделий к испытанию проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.4.11.4. Испытания проводят путем воздействия на изделие широкополосной случайной вибрации в режимах, указанных в табл. 8.
Таблица 8
|
Степень жесткости случайной вибрации |
Диапазон частот, Гц |
Среднеквадратичное значение ускорения, м∙с-2 (g) |
Спектральная плотность ускорения, g2∙Гц-1 |
Общая продолжительность воздействия вибрации, ч |
|
I с |
20 - 2000 |
100 (10) |
0,05 |
3 |
|
II с |
20 - 2000 |
200 (20) |
0,20 |
3 |
|
III с |
20 - 5000 |
300 (30)* |
0,20 |
0,05** |
|
20 - 2000 |
200 (20) |
0,20 |
3 |
|
|
IV с |
20 - 5000 |
500 (50)* |
0,50 |
0,05** |
|
20 - 2000 |
200 (20) |
0,20 |
3 |
* Испытание по степеням жесткости III с и IV с проводят последовательно в две стадии: сначала при среднеквадратичном ускорении 30 g (для III с) или 50 g (для IV с), а затем при среднеквадратичном значении ускорения 20 g. Испытание при ускорении 30 и 50 g не проводят, если предусмотрено испытание на виброустойчивость при соответствующем значении ускорения.
** Продолжительность воздействия вибрации установлена для одного направления воздействия.
Примечания:
1. При замене испытания на широкополосную случайную вибрацию испытанием на синусоидальную вибрацию вместо степеней жесткости I с и II с используют степени жесткости XI и XII по табл. 5 соответственно, а вместо степеней жесткости III с и IV с используют степень жесткости XIV.
2. Если низшая резонансная частота изделия находится выше 200 Гц, то испытание проводят начиная от 100 Гц.
(Измененная редакция, Изм. № 8).
2.4.11.5. Испытательный режим устанавливают в контрольной точке в соответствии с п. 2.3.4.5.
2.4.11.6. Выбор направлений воздействий по отношению к изделию проводят в соответствии с п. 2.4.4.7.
2.4.11.7. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.4.11.8. Оценка результатов - в соответствии с п. 1.56.
2.5. Испытание на ударную прочность (метод 104-1)
2.5.1. Испытание проводят с целью проверки способности изделия противостоять разрушающему действию механических ударов многократного действия и сохранять после их действия свои параметры в пределах значений, указанных в стандартах и ТУ на изделия и ПИ.
2.5.2. Испытательная установка должна обеспечивать получение механических ударов многократного действия с амплитудой ускорения, соответствующей заданной степени жесткости.
2.5.3. Испытание проводят с учетом требований пп. 1.15, 1.17, 1.19, 1.23, 1.43, 1.44, 1.46, 1.49, 1.50, 1.54, 2.1.1.
2.5.4. Подготовка изделий к испытаниям - в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.5.5. Испытание проводят путем воздействия механических ударов многократного действия. Значение пикового ударного ускорения и общее число ударов должны соответствовать указанным в табл. 9.
|
Степень |
Пиковое ударное ускорение, м∙с-2 (g) |
Общее число ударов для предусмотренной в стандартах и ТУ на изделия выборки |
|
|
3 шт. и менее |
более 3 шт. |
||
|
I |
150 (15) |
12000 |
10000 |
|
II |
400 (40) |
12000 |
10000 |
|
III |
750 (75) |
6000 |
4000 |
|
IV |
1500 (150) |
6000 |
4000 |
2.5.6. Длительность действия ударного ускорения выбирают из табл. 10 в зависимости от значения низшей резонансной частоты изделия.
|
Значение низшей резонансной частоты изделия, Гц |
Длительность действия ударного ускорения, мс |
|
60* и ниже |
18 ± 5 |
|
60 - 100* |
11 ± 4 |
|
100 - 200* |
6 ± 2 |
|
200 - 500 |
3 ± 1 |
|
500 - 1000 |
2 ± 0,5 |
|
Св. 1000 |
1 ± 0,3** |
* Если технические характеристики оборудования не обеспечивают требуемой длительности действия ударного ускорения, то допускается проведение испытаний с длительностью действия ударного ускорения, определяемой по формуле
![]() , (5)
, (5)
где τ - длительность ударного ускорения, мс;
f0Н - низшая резонансная частота изделия, Гц.
** Испытание на ударную прочность не проводят.
Если изделия имеют входящие в их конструкцию встроенные элементы защиты (например, амортизаторы), то при выборе длительности действия ударного ускорения учитывают низшую резонансную частоту самого изделия, а не элементов защиты.
Если резонансные частоты изделий не установлены, то длительность действия ударного ускорения указывают в стандартах и ТУ на изделия и ПИ.
2.5.7. Форма импульса ударного ускорения должна быть близкой к полусинусоиде. Методы измерения параметров удара приведены в приложении 7.
2.5.8. Контрольную точку выбирают в соответствии с требованиями п. 1.52.
Допускается выбор контрольной точки на столе ударного стенда при наличии крепежного приспособления, если длительность действия ударного ускорения больше 1 мс.
2.5.9. Испытательные режимы устанавливают по показаниям рабочих средств измерений с допускаемым отклонением пикового значения ударного ускорения в контрольной точке ±20 %. Рекомендуется измерение параметров испытательного режима проводить в процессе настройки стенда на режим, проводя дальнейшие испытания при неизменной настройке стенда. Допускаемое отклонение по числу ударов ±5 %.
При испытаниях крупногабаритных изделий, когда наложенные колебания не позволяют выделить очертания формы импульса ударного ускорения на осциллограмме из-за сильного влияния изделия на работу установки, допускается контроль испытательного режима проводить с помощью настройки установки с контрольным грузом, масса которого равна массе изделия с приспособлением. Допускаемое отклонение массы контрольного груза ±5 %. После настройки испытательной установки на заданный режим груз снимают, устанавливают испытуемое изделие и далее испытание проводят при неизменной настройке стенда.
2.5.10. Испытание проводят при частоте следования ударов 40 - 120 в минуту. Допускаются перерывы в испытании, длительность которых не ограничивается, но при этом общее число ударов должно сохраняться.
2.5.11. Испытание проводят путем действия ударов поочередно в каждом из трех взаимно перпендикулярных направлений по отношению к изделию. При этом общее количество ударов должно поровну распределяться между направлениями, при которых проводят испытание.
Изделия, имеющие ось симметрии, испытывают в двух взаимно перпендикулярных направлениях (вдоль и перпендикулярно к оси симметрии) при сохранении общего количества ударов. Изделия с известным наиболее опасным направлением воздействия испытывают только в этом направлении при сохранении общего числа ударов.
Конкретное число направлений воздействия указывают в стандартах и ТУ на изделие и ПИ.
2.5.12. Визуальный осмотр и измерения параметров изделий проводят в соответствии с п. 2.3.3.10.
2.5.13. Оценка результатов - в соответствии с п. 1.56.
2.6. Испытание на ударную устойчивость (метод 105-1)
2.6.1. Испытание проводят с целью проверки способности изделий выполнять свои функции в условиях действия механических ударов многократного действия.
2.6.2. Аппаратура - в соответствии с п. 2.5.2.
2.6.3. Испытание проводят с учетом требований пп. 1.15, 1.16, 1.18, 1.23, 1.43, 1.44, 1.46, 1.50, 1.54, 2.1.1.
2.6.4. Испытание проводят под электрической нагрузкой, характер, параметры и методы контроля которой должны быть установлены в стандартах и ТУ на изделие и ПИ.
2.6.5. Подготовка к испытаниям - в соответствии с пп. 2.3.3.3, 2.3.3.5.
2.6.6. Испытание проводят по методике, изложенной в п. 2.5.5, за исключением общего числа ударов, и в пп. 2.5.6 - 2.5.9.
2.6.7. Испытания проводят путем воздействия ударов поочередно в каждом из трех взаимно перпендикулярных направлений по отношению к изделию.
Изделия, имеющие ось симметрии, испытывают в двух взаимно перпендикулярных направлениях (вдоль и перпендикулярно к оси симметрии). Изделия с известным наиболее опасным направлением испытывают только в этом направлении.
Конкретное число направлений воздействия указывают в стандартах и ТУ на изделие и ПИ.
2.6.8. Изделие подвергают воздействию 20 ударов при каждом направлении воздействия, при этом частота следования ударов должна обеспечивать контроль проверяемых параметров изделия.
2.6.9. В процессе испытания проводят контроль параметров изделий.
Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ.
Для проверки ударной устойчивости рекомендуется выбирать параметры, по изменению которых можно судить об ударной устойчивости изделия в целом (например, уровень виброшумов, искажение выходного сигнала или изменение его значения, целостность электрической цепи, нестабильность контактного сопротивления). При совмещении испытания на ударную устойчивость с испытанием на ударную прочность количество ударов должно соответствовать указанному в табл. 9, а контроль параметров изделий проводят в конце испытания на ударную прочность при воздействии не менее 20 ударов для каждого направления воздействия.
2.6.10. Визуальный осмотр и измерения параметров изделий проводят в соответствии с п. 2.3.3.10.
2.6.11. Оценка результатов - в соответствии с п. 1.56.
2.7. Испытание на воздействие одиночных ударов (метод 106-1)
2.7.1. Испытание проводят с целью проверки способности изделий противостоять разрушающему действию механических ударов одиночного действия и выполнять свои функции после воздействия ударов, а также (если это указано в стандартах и ТУ на изделия и ПИ) выполнять свои функции или не допускать ложных срабатываний в процессе воздействия ударов.
2.7.2. Испытательная установка должна обеспечивать получение механических ударов одиночного действия с амплитудой ускорения, соответствующей заданной степени жесткости.
2.7.3. Испытание проводят с учетом требований пп. 1.23, 1.43, 1.44, 1.46, 1.49, 1.50, 1.54, 2.1.1, 2.5.9.
2.7.4. Подготовка изделий к испытаниям - в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.7.5. Если в стандартах и ТУ на изделия и ПИ указано на необходимость контроля параметров изделий в процессе испытания, то испытание проводят под электрической нагрузкой в соответствии с п. 2.6.4.
2.7.6. Испытание проводят путем воздействия механических ударов одиночного действия, у которых форма импульса ударного ускорения соответствует одной из приведенных в приложении 7 (кроме случаев, указанных в примечании 2 к п. 2.7.8).
Конкретную форму импульса ударного ускорения устанавливают в стандартах и ТУ на изделия и ПИ. Рекомендуется полусинусоидальная форма импульсов ударного ускорения. Методы измерения параметров удара приведены в приложении 7.
2.7.7. Значение пикового ударного ускорения выбирают из табл. 11.
Таблица 11
|
Степень |
Пиковое ударное ускорение, м·с-2 (g) |
Степень |
Пиковое ударное ускорение, м·с-2 (g) |
|
жесткости |
жесткости |
||
|
I |
200 (20) |
VIII |
30000 (3000) |
|
II |
1000 (100) |
IX |
50000 (5000) |
|
III |
1500 (150) |
X |
100000 (10000) |
|
IV |
2000 (200) |
XI |
200000 (20000) |
|
V |
5000 (500) |
XII |
500000 (50000) |
|
VI |
10000 (1000) |
XIII |
1000000 (100000) |
|
VII |
15000 (1500) |
2.7.8. Значения длительности действия ударного ускорения с полусинусоидальной формой импульса ударного ускорения в зависимости от нижних резонансных частот изделий выбирают из табл. 12 для степеней жесткости IV и выше, а для степеней жесткости I - III длительность действия ударного ускорения выбирают из табл. 10.
Если резонансные частоты изделий не установлены, то длительность действия ударного ускорения указывают в стандартах и ТУ на изделия и ПИ.
Таблица 12
|
Значения низших резонансных частот изделий, Гц |
Длительность действия ударного ускорения, мс |
Значения низших резонансных частот изделий, Гц |
Длительность действия ударного ускорения, мс |
|
500 и ниже |
3 ±1 |
5000-10000 |
0,2 ±0,1 |
|
500 - 1000 |
2 ±0,5 |
10000-20000 |
0,1 ±0,05 |
|
1000 - 2000 |
1 ±0,3 |
20000 и выше |
0,05 ±0,02 |
|
2000 - 5000 |
0,5 ±0,2 |
|
|
Примечания:
1. Если технические характеристики оборудования не обеспечивают требуемой длительности действия ударного ускорения, то при ударах с полусинусоидальной формой импульса ударного ускорения допускается проводить испытание с длительностью действия ударного ускорения, определяемой по формуле (5).
2. Электротехнические изделия с массой более 2 кг допускается по согласованию с заказчиком испытывать при ускорении 10000 м·с-2 (1000 g) на копре К-200. При этом длительность действия и форму импульса ударного ускорения не контролируют.
2.7.9. Длительность действия ударного ускорения τ в мс с трапецеидальной и пилообразной формой импульса ударного ускорения выбирают соответственно по формулам:
![]() , (6)
, (6)
где значение п выбирают в диапазоне от 3 до 100;
![]() , (7)
, (7)
где f0H - нижнее значение резонансной частоты изделия, Гц.
Получение по формулам (6) и (7) значения х округляют (в любую сторону) до ближайших значений по табл. 10 и 12.
2.7.8, 2.7.9. (Измененная редакция, Изм. № 3, 5, 8).
2.7.10. Испытание проводят путем воздействия ударов поочередно в каждом из двух противоположных направлений по трем взаимно перпендикулярным осям изделия (6 направлений), если у изделия невозможно выделить плоскости и оси симметрии. В остальных случаях выбор конкретных направлений воздействия проводят следующим образом:
при наличии оси симметрии испытания проводят вдоль оси симметрии в двух противоположных направлениях и в любом направлении, перпендикулярном к оси симметрии;
при наличии одной или нескольких плоскостей симметрии направление воздействия выбирают так, чтобы перпендикулярно к каждой плоскости симметрии испытание проводилось в одном направлении.
Изделия, у которых известно одно наиболее опасное направление воздействия, испытывают только в этом направлении.
Конкретное число направлений воздействия указывают в стандартах и ТУ на изделия и ПИ.
2.7.11. Независимо от количества выбранных направлений воздействия пикового ударного ускорения в каждом направлении производят три удара.
2.7.12. Контрольную точку выбирают в соответствии с требованиями п. 2.5.8.
2.7.13. Если указано в стандартах и ТУ на изделия и ПИ, то в процессе испытания проводят контроль параметров изделий. Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ. Рекомендуется выбирать параметры, по изменению которых можно судить об устойчивости к воздействию одиночных ударов изделий в целом (например, уровень виброшумов, искажение выходного сигнала или изменение его значения, целостность электрической цепи, нестабильность контактного сопротивления).
2.7.14. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.7.15. Оценка результатов - в соответствии с п. 1.56.
2.8. Испытание на воздействие линейного ускорения (метод 107-1)
2.8.1. Испытание проводят с целью проверки способности изделий противостоять разрушающему действию линейного ускорения и (или) выполнять свои функции в процессе воздействия линейного ускорения, если это указано в стандартах и ТУ на изделия и ПИ, а также для проверки структурной прочности изделий в процессе производства.
2.8.2. Центрифуга должна обеспечивать получение линейного (центростремительного) ускорения, значение которого соответствует требуемой степени жесткости.
2.8.3. Испытание проводят с учетом требований пп. 1.20, 1.23, 1.43, 1.44, 1.46 - 1.50, 1.54.
2.8.4. Подготовку изделий к испытаниям проводят в соответствии с пп. 2.3.3.3 и 2.3.3.5. Крепление изделий при проверке их структурной прочности производят за корпус с принятием мер по предохранению корпуса и внешних выводов от разрушения.
Примечание. При наличии у изделий фланцев рекомендуется при проверке структурной прочности изделий производить крепление за фланец.
2.8.5. Если в стандартах и ТУ на изделие и ПИ указано на необходимость контроля параметров изделий в процессе испытаний, то испытание проводят под электрической нагрузкой в соответствии с п. 2.3.3.4.
2.8.6. Изделия располагают на столе центрифуги или устройстве, предназначенном для установки изделий таким образом, чтобы разброс ускорения по изделию (за исключением гибких выводов) относительно его центра тяжести или геометрического центра не превышал ±10 % ускорения в контрольной точке для изделий с наибольшим габаритным размером меньше 100 мм и от минус 10 до плюс 30 % для изделий с наибольшим габаритным размером 100 мм и более.
Если ускорение превышает 5000 м·с-2 (500 g), то допускается разброс ускорения по изделию от минус 10 до плюс 30 % независимо от габаритных размеров изделия.
(Измененная редакция, Изм. № 5).
2.8.7. Контрольную точку, относительно которой рассчитывают радиус вращения, выбирают в центре стола центрифуги или другого устройства, предназначенного для крепления изделий (положение контрольной точки определяется конструкцией центрифуги).
2.8.8. Испытания проводят путем воздействия линейного ускорения, значение которого должно соответствовать одному из указанных в табл. 13.
Таблица 13
|
Степень жесткости |
Линейное ускорение, м·с-2 (g) |
Степень жесткости |
Линейное ускорение, м·с-2 (g) |
|
I |
100 (10) |
VIII |
20000 (2000) |
|
II |
200 (20) |
IX |
50000 (5000) |
|
III |
500 (50) |
X |
100000 (10000) |
|
IV |
1000 (100) |
XI |
200000 (20000) |
|
V |
2000 (200) |
XII |
300000 (30000) |
|
VI |
5000 (500) |
XIII |
500000 (50000) |
|
VII |
10000 (1000) |
XIV |
1000000 (100000) |
Примечание. Испытания по степеням жесткости XII - XIV предусмотрены для проверки структурной прочности изделий в процессе производства.
Ускорение устанавливают по показаниям рабочих средств измерений с допустимыми отклонениями ±10 % от заданного значения ускорения.
2.8.9. Время разгона или торможения центрифуги τЛ в секундах должно удовлетворять условию
![]() , (8)
, (8)
или
![]() , (9)
, (9)
где j - линейное ускорение, g;
R - расстояние от центра вращения центрифуги до контрольной точки, см;
п - частота вращения платформы центрифуги, об/мин.
2.8.10. Продолжительность испытания - 3 мин в каждом направлении при испытании с ускорением до 5000 м·с-2 (500 g) и 1 мин - свыше 5000 м·с-2 (500 g), если большее время не требуется для контроля и (или) измерения параметров изделий.
2.8.11. В процессе испытания, если указано в стандартах и ТУ на изделия и ПИ, проводят контроль параметров изделий. Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ.
Рекомендуется выбирать параметры, по изменению которых можно судить об устойчивости к воздействию линейного ускорения изделия в целом (например, уровень шумов, искажение выходного сигнала или изменение его значения, целостность электрической цепи).
2.8.12. Выбор направлений воздействия по отношению к изделию проводят в соответствии с п. 2.7.10.
Изделия, для которых известно наиболее опасное направление воздействия, рекомендуется испытывать только в этом направлении, сохраняя продолжительность испытания только для данного направления.
2.8.13. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.8.14. Оценка результатов - в соответствии с п. 1.56.
2.9. Испытание на воздействие акустического шума
2.9.1. Испытание проводят с целью определения способности изделий выполнять свои функции и сохранять свои параметры в пределах норм, указанных в стандартах и ТУ на изделия и ПИ, в условиях воздействия повышенного акустического шума.
2.9.2. Испытание проводят одним из следующих методов:
метод 108-1 - испытание путем воздействия на изделие случайного акустического шума;
метод 108-2 - испытание путем воздействия на изделие акустического тона меняющейся частоты.
2.9.3. Метод 108-1
Схема реверберационной камеры
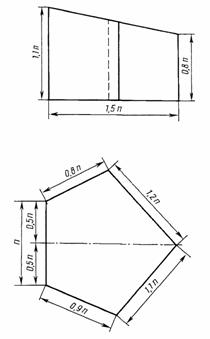
Черт. 2
2.9.3.1. Испытательная установка должна обеспечивать получение случайного акустического шума в диапазоне частот 125 - 10000 Гц при уровне звукового давления, соответствующем требуемой степени жесткости.
2.9.3.2. Испытание проводят в реверберационной акустической камере. Предпочтительна камера в виде неправильного пятиугольника с размерами, указанными на черт. 2. Значение размера п должно превышать наибольший габаритный размер изделия не менее чем в два раза и выбираться из следующего ряда: 0,5; 1,25; 3 м.
2.9.3.3. Испытания проводят с учетом требований пп. 1.21 - 1.23, 1.42, 1.43, 1.44, 1.46, 1.48, 1.50, 1.54.
2.9.3.4. Подготовку изделий к испытанию проводят в соответствии с п. 2.3.3.3.
2.9.3.5. Крепление изделий или приспособлений с изделиями производят в рабочей зоне камеры на эластичных растяжках (резиновые шнуры, полосы и т.п.). Резонансная частота подвески не должна превышать 25 Гц.
Резонансная частота приспособления, если оно применяется, должна быть не ниже 15 кГц.
Крупногабаритные изделия (наибольший габаритный размер больше 300 мм) рекомендуется устанавливать на раме (столе) с опорой на 3 - 4 амортизатора, при этом резонансная частота системы изделие - амортизаторы не должна превышать 25 Гц.
Малогабаритные изделия (наибольший габаритный размер в закрепленном состоянии меньше 40 мм) рекомендуется крепить на приспособлениях с учетом требований п. 1.51, при этом низшая резонансная частота средств крепления изделий должна быть не ниже 15 кГц или не выше 200 Гц.
2.9.3.6. Способ крепления изделий, если они испытываются в закрепленном состоянии, и монтажные платы, если они применяются, должны удовлетворять требованиям пп. 1.51 и 1.53 соответственно.
2.9.3.7. Изделия располагают в средней части реверберационной камеры.
2.9.3.8. Испытание проводят под электрической нагрузкой в соответствии с п. 2.3.3.4.
2.9.3.9. Испытание проводят путем воздействия акустического шума в диапазоне частот 125 - 10000 Гц, при этом общий уровень звукового давления должен соответствовать указанному в табл. 14 с допускаемым отклонением по показаниям рабочих средств измерений ±3 дБ.
|
Степень |
Уровень звукового давления, дБ |
|
|
жесткости |
акустического шума |
акустического тона меняющейся частоты |
|
I |
130 |
120 |
|
II |
140 |
130 |
|
III |
150 |
140 |
|
IV |
160 |
150 |
|
V |
170 |
160 |
2.9.3.10. Уровни звукового давления, измеренные в третьоктавных полосах частот, а также допускаемые отклонения должны соответствовать значениям, приведенным на черт. 3 для соответствующих степеней жесткости. Продолжительность воздействия звукового давления должна быть равна 5 мин, если большее время не требуется для контроля и (или) измерения параметров изделий.
Форма спектра акустического шума, измеренного в 1/3 октавных полосах частот
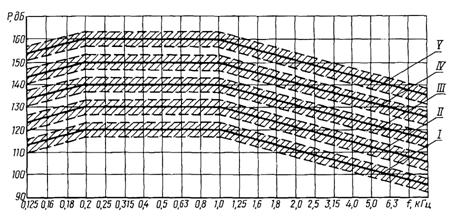
I - V - степени жесткости
Черт. 3
2.9.3.11. Звуковое давление следует измерять в шести точках. Допускается для изделий, у которых наибольший габаритный размер не превышает 20 % длины наименьшей боковой стенки камеры, проводить измерение звукового давления в трех точках.
Измерение проводят в точках, отстоящих на расстоянии 0,3 м от изделия, если изделие расположено от стенок камеры на расстоянии более 0,6 м, или посередине между изделием и стенками камеры. Расположение измерительных точек в пространстве камеры должно быть равномерным.
Значение звукового давления определяют как среднеарифметическое по результатам измерений в контрольных точках.
2.9.3.12. В процессе испытания проводят контроль параметров изделий. Проверяемые параметры, их значения и методы проверки указывают в стандартах и ТУ на изделия и ПИ.
Рекомендуется выбирать параметры, по изменению которых можно судить об устойчивости к воздействию акустического шума изделия в целом (например, уровень виброшумов, искажение выходного сигнала или изменение его значения, целостность электрической цепи, изменение контактного сопротивления).
2.9.3.13. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.9.3.14. Оценка результатов - в соответствии с п. 1.56.
2.9.4. Метод 108-2
2.9.4.1. Испытательная установка должна обеспечивать получение акустического тона меняющейся частоты в диапазоне частот 125 - 10000 Гц при уровне звукового давления, соответствующем требуемой степени жесткости.
2.9.4.2. Испытание проводят с учетом требований п. 2.9.3.3.
2.9.4.3. Подготовка изделий к испытанию - в соответствии с п. 2.3.3.3.
2.9.4.4. Крепление изделий в камере проводят в соответствии с пп. 2.9.3.5 и 2.9.3.6.
2.9.4.5. Изделие располагают по геометрической оси излучателя.
Если наибольший габаритный размер изделия в смонтированном виде превосходит 40 мм, то сторона изделия с большей площадью поверхности должна быть направлена к излучателю.
2.9.4.6. Расстояние от излучателя до изделия выбирают с учетом требуемого уровня звукового давления и неравномерности акустического поля.
Неравномерность звукового давления в месте предполагаемого размещения изделий в камере не должна превышать 6 дБ.
2.9.4.7. Испытание проводят под электрической нагрузкой в соответствии с п. 2.3.3.4.
2.9.4.8. Испытание проводят путем воздействия тона меняющейся частоты в диапазоне частот 125 - 10000 Гц. При этом в диапазоне частот 200 - 1000 Гц уровень звукового давления должен соответствовать указанному в табл. 14. На частотах ниже 200 и выше 1000 Гц должно быть снижение, равное 6 дБ на октаву относительно уровня на частоте 1000 Гц.
2.9.4.9. Испытание проводят при плавном изменении частоты по всему диапазону от низшей к высшей и обратно (один цикл) в течение 30 мин, если большее время не требуется для контроля параметров изделий.
2.9.4.10. Параметры испытательного режима поддерживают в контрольной точке по показаниям рабочих средств измерений с допускаемым отклонением ±3 дБ.
2.9.4.11. Контрольную точку выбирают на расстоянии 5 см от изделия в плоскости, перпендикулярной к геометрической оси излучателя и проходящей через середину изделия.
2.9.4.12. В процессе испытания проводят контроль параметров изделий в соответствии с п. 2.9.3.12.
Рекомендуется для регистрации проверяемых параметров проводить запись их абсолютного значения или изменения по сравнению с первоначальным значением в функции от частоты акустического воздействия с помощью самопишущих устройств.
2.9.4.13. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.9.4.14. Оценка результатов - в соответствии с п. 1.56.
2.10. Испытание выводов на воздействие растягивающей силы (метод 109-1)
2.10.1. Испытание проводят с целью определения способности выводов и мест их крепления к корпусу изделия выдерживать воздействие растягивающей силы. Испытанию подвергают все виды выводов.
2.10.2. Испытание проводят с учетом требований пп. 1.42 - 1.44, 1.48, 1.50.
2.10.3. Подготовка изделий к испытанию - по п. 2.3.3.3.
2.10.4. Испытание проводят плавным приложением статической силы вдоль оси вывода. Значение силы выбирают в соответствии с табл. 15.
Таблица 15
|
Значение поперечного сечения вывода, мм2 |
Соответствующий диаметр проволочного вывода круглого сечения, мм |
Растягивающая сила, Н (кгс) |
|
Менее 0,02 |
Менее 0,16 |
По стандартам и ТУ на изделия |
|
От 0,02 до 0,05 включ. |
От 0,16 до 0,25 включ. |
1,0 (0,10) |
|
Св. 0,05 » 0,10 » |
Св. 0,25 » 0,35 » |
2,5 (0,25) |
|
» 0,10 » 0,20 » |
» 0,35 » 0,50 » |
5,0 (0,50) |
|
» 0,20 » 0,50 » |
» 0,50 » 0,80 » |
10,0 (1,00) |
|
» 0,50 » 1,20 » |
» 0,80 » 1,25 » |
20,0 (2,00) |
|
» 1,20 » 2,00 » |
» 1,25 » 1,60 » |
40,0 (4,00) |
|
» 2,00 |
» 1,60 |
Требование не устанавливается |
Для выводов, не имеющих жесткой заделки в конструкции самого изделия, значение растягивающей силы указывают в стандартах и ТУ на изделия и ПИ.
При испытании статическую силу прикладывают, подвешивая груз к выводу или с помощью динамометра с применением зажимных устройств. При этом изделие удерживают руками за корпус или другим способом, оговоренным в стандартах и ТУ на изделия и ПИ.
Силу плавно прикладывают к концу каждого вывода (на расстоянии не более 4 мм от конца вывода) и выдерживают в течение (10 ±1) с.
Допускаемое отклонение силы от значений, заданных в табл. 15, должно быть ±10 %.
Для изделий с двумя осевыми, противоположно направленными выводами рекомендуется прикладывать силу к одному выводу при закрепленном другом.
2.10.5. Число выводов, подвергаемых испытанию, их нумерацию и очередность испытания устанавливают в стандартах и ТУ на изделия.
2.10.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.10.7. Изделия считают выдержавшими испытание, если отсутствуют обрывы выводов и изделия удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ для данного вида испытания.
2.11. Испытание гибких проволочных и ленточных выводов на изгиб
2.11.1. Испытание проводят с целью определения способности гибких проволочных и ленточных выводов выдерживать изгибы при монтаже или эксплуатации.
2.11.2. Испытание проводят одним из следующих методов:
метод 110-1 - испытание путем воздействия изгибающей силы с применением груза;
метод 110-2 - испытание путем воздействия изгибающей силы с применением груза и предохранительной шайбы;
метод 110-3 - испытание путем изгиба вывода на заданный угол.
Метод 110-1 применяют для проверки прочности выводов и мест их крепления к корпусу изделия.
Методы 110-2 и 110-3 применяют для проверки прочности выводов.
Метод 110-1 - предпочтительный; при применении других методов в стандартах и ТУ на изделия и ПИ следует приводить указания о мерах защиты мест крепления выводов при монтаже и эксплуатации.
2.11.3. У изделий, имеющих несколько выводов в ряду, допускается испытывать одновременно весь ряд выводов с увеличением прикладываемой силы соответственно количеству испытуемых выводов.
2.11.4. Метод 110-1
2.11.4.1. Испытание проводят с учетом требований п. 2.10.2 и 2.10.5.
2.11.4.2. Подготовка изделий к испытанию - в соответствии с п. 2.3.3.3.
2.11.4.3. Для испытания к каждому испытуемому выводу в направлении его оси поочередно подвешивают груз, в два раза меньший, чем при испытании на воздействие растягивающей силы (табл. 15). Затем корпус изделия в течение (3 ±1) с отклоняют на угол 90° в вертикальной плоскости и возвращают в исходное положение за тот же период времени.
Сгибание и разгибание вывода считают одним изгибом. Изгибы производят в одной вертикальной плоскости.
Всего производят два изгиба в одном или противоположных направлениях в зависимости от конструкции изделий. Конкретное направление изгиба устанавливают в стандартах и ТУ на изделия и ПИ.
Плоские выводы изгибают в направлении, соответствующем наименьшей жесткости. Испытания не проводят, если длина вывода меньше 4 мм.
2.11.4.4. Если в стандартах и ТУ на изделия точка приложения действующей силы не указана, то силу прикладывают:
на расстоянии 15 - 20 мм от корпуса при длине вывода более 20 мм;
к концу вывода, если длина его от 4 до 20 мм.
2.11.4.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.11.4.6. Оценка результатов - по п. 2.10.7.
2.11.5. Метод 110-2
2.11.5.1. Испытание проводят в соответствии с пп. 2.11.4.1 - 2.11.4.6, при этом на выводы надевают прокладку. Прокладка должна обеспечивать изгиб вывода на расстоянии 2,5 мм (для выводов сечением 0,2 мм2 и более) или 1,5 мм (для выводов сечением менее 0,2 мм2) от корпуса изделия, трубочки изолятора или границы компаунда (для компаундированных изделий) при радиусе изгиба, равном полуторам диаметрам вывода.
2.11.5.2. Количество изгибов должно быть равно трем в одном направлении или, если позволяет конструкция, двум изгибам в одном направлении и одному в противоположном. Конкретное направление изгибов указывают в стандартах и ТУ на изделия.
2.11.6. Метод 110-3
2.11.6.1. Испытание проводят с учетом требований пп. 2.10.2 и 2.10.5.
2.11.6.2. Подготовка изделий к испытанию - в соответствии с п. 2.3.3.3.
2.11.6.3. Вывод изделия изгибают на угол 90° в точке, установленной в стандартах и ТУ на изделия и ПИ, затем выпрямляют. Радиус изгиба должен быть не менее двух толщин ленточного вывода или двух диаметров проволочного вывода.
Конкретное значение радиуса изгиба должно быть указано в стандартах и ТУ на изделия и ПИ.
2.11.6.4. Количество изгибов каждого вывода должно быть равно трем в одном направлении или, если позволяет конструкция, двум изгибам в одном направлении и одному в противоположном.
Конкретное направление изгиба указывают в стандартах и ТУ на изделия и ПИ. Испытание не проводят, если длина вывода менее h+3d+2 мм, где h - расстояние от корпуса изделия до центра окружности изгиба; d - диаметр (для ленточного вывода - толщина вывода).
2.11.6.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.11.6.6. Оценка результатов - по п. 2.10.7.
2.12. Испытание гибких лепестковых выводов на изгиб (метод 111-1)
2.12.1. Испытание проводят с целью определения способности лепестковых выводов вьщерживать изгибы.
2.12.2. Испытание проводят с учетом требований пп. 1.42 - 1.44, 2.10.5.
2.12.3. Подготовка изделий к испытанию - в соответствии с п. 2.3.3.3.
2.12.4. Лепестковые выводы, которые можно согнуть с помощью пальцев, сгибают в течение 2 - 3 с под углом 45° в любую сторону и возвращают в исходное положение. Эта операция составляет один изгиб. Число изгибов каждого вывода изделия должно быть равно трем.
(Измененная редакция, Изм. № 2).
2.12.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.12.6. Оценка результатов - по п. 2.10.7.
2.13. Испытание гибких проволочных выводов на скручивание (метод 112-1)
2.13.1. Испытание проводят с целью определения способности проволочных выводов и мест их закрепления на изделии вьщерживать скручивание. Испытанию подвергают только изделия, имеющие одиночные осевые выводы (резисторы, конденсаторы и т.п.).
2.13.2. Испытание проводят с учетом требований п. 2.12.2.
2.13.3. Подготовку изделий к испытанию проводят в соответствии с п. 2.3.3.3.
2.13.4. Каждый вывод перед испытанием формуют в соответствии с черт. 4.
Корпус изделия и испытуемый вывод закрепляют (захватывают) в соответствии с черт. 5. Испытуемый вывод поворачивают вокруг оси изделия на 180 или 360°. Конкретный угол поворота указывают в стандартах и ТУ на изделия и ПИ.
|
Формовка выводов для скручивания |
Испытание гибких проволочных выводов на скручивание |
|
|
|
|
1 - изделие; 2 - вывод после изгиба; 3 - металлическая пластинка для формовки |
1 - зажим; 2 - испытуемое изделие; 3 - держатель |
|
Черт. 4 |
Черт. 5 |
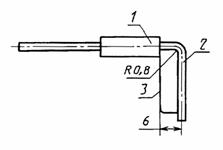
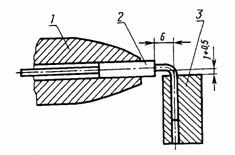
Всего производят три поворота. Каждый последующий поворот производят в направлении, противоположном предыдущему.
Продолжительность одного поворота - примерно 5 с. Испытание можно проводить также путем поворота корпуса изделия вокруг оси вывода.
2.13.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.13.6. Оценка результатов - по п. 2.10.7.
2.14. Испытание резьбовых выводов на воздействиекрутящего момента (метод 113-1*)
* Метод 113-1 допускается применять для испытания резьбовых устройств (резьбовые втулки, шпильки и т. п.), предназначенных для креплений изделий и входящих в их конструкцию.
Значения крутящих моментов устанавливают в стандартах и ТУ на изделия.
Изделия считают выдержавшими испытание, если на резьбовой поверхности втулки, шпильки или крепежной гайки не обнаружены разрывы или смятия резьбы, а также отсутствуют нарушения крепления резьбового устройства.
(Измененная редакция, Изм. № 6).
2.14.1. Испытание проводят с целью определения способности резьбовых выводов и мест закрепления их на изделии выдерживать воздействие крутящего момента.
2.14.2. Испытание проводят с учетом требований пп. 2.10.2, 2.10.5.
2.14.3. Подготовка изделий к испытанию - в соответствии с п. 2.3.3.3.
2.14.4. Изделие крепят к неподвижной опоре за корпус. На выводы с наружной резьбой навинчивают до упора гайку по ГОСТ 5915 или ГОСТ 5927 с подкладкой шайб по ГОСТ 11371, а в выводы с внутренней резьбой ввинчивают стержни.
Если изделия поставляют с гайками, то для испытания используют гайки, входящие в комплект изделия.
(Измененная редакция, Изм. № 6).
2.14.5. К навинченным гайкам или к ввинченным стержням плавно прикладывают крутящий момент, указанный в табл. 16, и выдерживают в течение (10 ±1) с. Допустимое отклонение крутящего момента должно быть ±10 %.
Таблица 16
|
Номинальный диаметр резьбы, мм |
Крутящий момент, Н·м (кгс·м) |
Номинальный диаметр резьбы, мм |
Крутящий момент, Н·м (кгс·м) |
|
До М2 |
По стандартам и ТУ на изделия |
М4 |
1,20 (0,120) |
|
М2 |
0,15 (0,015) |
М5 |
2,00 (0,200) |
|
М2,5 |
0,40 (0,040) |
М6 |
2,50 (0,250) |
|
М3 |
0,50 (0,050) |
Св. М6 |
Требование не устанавливается |
|
М3,5 |
0,80 (0,080) |
Примечание. Допускается испытание трубчатых выводов проводить по нормам, установленным в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 9).
2.14.6. Оценка результатов испытаний - по п. 2.10.7.
2.15. Испытание на воздействие синусоидальной вибрации с повышенным значением амплитуды ускорения (метод 114-1)
2.15.1. Испытание проводят с целью проверки способности изделия противостоять разрушающему действию вибрации при повышенном значении амплитуды ускорения и выполнять свои функции после ее воздействия или (если это указано в стандартах и ТУ на изделия и ПИ) в процессе воздействия вибрации.
2.15.2. Для изделий, у которых низшая резонансная частота выше 1000 Гц, испытание на воздействие синусоидальной вибрации с повышенным значением амплитуды ускорения не проводят, при этом прочность или устойчивость изделий обеспечивается их конструкцией.
2.15.3. Вибрационная установка должна обеспечивать получение синусоидальной вибрации с амплитудой ускорения, соответствующей заданной степени жесткости.
Примечание. Если технические характеристики вибрационной установки не обеспечивают получение требуемой амплитуды ускорения, то испытание проводят с применением резонансной балки. Метод расчета резонансных балок и метод проведения испытаний с помощью данных балок приведены в приложении 8.
2.15.4. Испытание проводят с учетом требований пп. 1.10, 1.18, 1.23, 1.43, 1.44, 1.46, 1.48 - 1.50, 1.52, 1.54.
2.15.5. Подготовка изделий к испытанию - в соответствии с пп. 2.3.3.3 и 2.3.3.5.
2.15.6. Если в стандартах и ТУ на изделия и ПИ указано на необходимость проверки параметров в процессе испытания, то испытание проводят под электрической нагрузкой в соответствии с п. 2.6.4.
2.15.7. Испытание проводят путем воздействия синусоидальной вибрации по одной из двух степеней жесткости, отличающихся значением амплитуды ускорений:
I степень жесткости - 750 м·с-2 (75 g);
II степень жесткости - 1000 м·с-2 (100 g).
2.15.8. Испытание проводят на любой фиксированной частоте, но не выше 0,5f0H, где f0H - низшая резонансная частота изделия. Конкретное значение частоты устанавливают в стандартах и ТУ на изделия и ПИ.
2.15.9. Направления воздействия выбирают в соответствии с п. 2.3.3.9.
2.15.10. Продолжительность воздействия вибрации устанавливают 3 мин для каждого направления воздействия.
2.15.11. Испытательный режим устанавливают в контрольной точке в соответствии с п. 2.4.9.5.
2.15.12. В процессе испытания, если указано в стандартах и ТУ на изделие и ПИ, проводят контроль параметров изделий в соответствии с п. 2.3.4.6.
2.15.13. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 2.3.3.10.
2.15.14. Оценка результатов - в соответствии с п. 1.56.
2.16. Испытание на воздействие повышенной рабочей температуры среды
2.16.1. Испытание проводят с целью проверки параметров и (или) сохранения внешнего вида изделий в условиях и после воздействия повышенной рабочей температуры среды.
2.16.2. Испытание проводят одним из следующих методов:
метод 201-1 - испытание в камере без электрической нагрузки; в том числе:
метод 201-1.1 - испытание нетепловыделяющих изделий;
метод 201-1.2 - испытание тепловыделяющих изделий;
метод 201-2 - испытание в камере под электрической нагрузкой тепловыделяющих изделий, в том числе:
метод 201-2.1 - испытание при контроле температуры в камере;
метод 201-2.2 - испытание при контроле температуры изделия;
метод 201-3 - испытание тепловыделяющих изделий под электрической нагрузкой вне камеры.
Конкретный метод указывают в стандартах и ТУ на изделия и ПИ.
2.16.3. Метод 201-1.1
2.16.3.1. Испытание проводят в камере тепла, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
Влажность в камере контролируют только в тех случаях, когда влажность воздуха в окружающем камеру пространстве превышает влажность воздуха при нормальных климатических условиях испытаний по п. 1.43. Абсолютная влажность воздуха в камере не должна превышать наибольших значений, соответствующих п. 1.43, при этом значение влажности в камере может быть определено расчетным методом, исходя из влажности воздуха в окружающем камеру пространстве.
(Измененная редакция, Изм. № 2).
2.16.3.2. Испытание проводят с учетом требований пп. 1.24, 1.25, 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
(Измененная редакция, Изм. № 5).
2.16.3.3. Изделие выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.3.4. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.16.3.5. Изделия помещают в камеру, после чего в камере устанавливают повышенную рабочую температуру, соответствующую указанной в стандартах и ТУ на изделия и ПИ, или изделия помещают в камеру с заранее установленной повышенной рабочей температурой, о чем должно быть указано в стандартах и ТУ на изделия и ПИ.
Отклонение температуры от нормированных значений до 200°С не должно превышать ±2°С, свыше 200°С - не должно превышать ±2 %.
В том случае, если рабочие характеристики оборудования не обеспечивают указанных выше отклонений, допускается увеличение отклонений от нормированных выше значений в пределах:
±3°С при температуре до 100°С;
±5°С при температуре от 100 до 200°С;
±10°С при температуре свыше 200°С.
2.16.3.6. Изделия выдерживают в камере при заданной температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин. При необходимости после достижения теплового равновесия изделия выдерживают в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.3.7. По окончании выдержки при заданной температуре, не извлекая изделий из камеры, проверяют параметры, указанные в стандартах и ТУ на изделия и ПИ.
Если измерение параметров без извлечения изделий из камеры невозможно, то допускается проводить измерение параметров после извлечения изделий из камеры в течение времени, установленного в стандартах и ТУ на изделия и ПИ. В необходимых случаях в стандартах и ТУ на изделия и ПИ может указываться не время, в течение которого проводят измерение параметров, а температура изделия, при которой должны быть проведены измерения.
2.16.3.8. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.3.9. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.16.3.10. Оценка результатов - в соответствии с п. 1.56.
2.16.4. Метод 201-1.2
2.16.4.1. Испытание проводят в соответствии с методикой, установленной в п. 2.16.3, при этом температуру в камере устанавливают равной температуре контролируемого участка (узла) изделия, которую он приобретает при повышенной рабочей температуре в условиях свободного обмена воздуха и электрической нагрузке, указанной в стандартах и ТУ на изделия и ПИ, для этой повышенной рабочей температуры.
При установлении в стандартах и ТУ на изделия и ПИ значения температуры контролируемого участка (узла) изделия следует пользоваться методикой, изложенной в приложении 9.
2.16.5. Метод 201-2.1
2.16.5.1. Испытание изделий методом 201-2.1 допускается проводить при выполнении одного из следующих условий:
а) камера позволяет имитировать условия свободного обмена воздуха, т.е. в камере отсутствует принудительная циркуляция воздуха и полезный объем камеры позволяет обеспечить указанные в стандартах и ТУ на изделия и ПИ минимально допустимые расстояния между испытуемыми изделиями, а также между изделиями и стенками камеры;
б) камера не позволяет имитировать условия свободного обмена воздуха, но температура перегрева, указанного в стандартах и ТУ на изделия и ПИ участка (узла) изделия, определенная в нормальных климатических условиях испытаний, не превышает 25°С и разность указанной в стандартах и ТУ на изделия и ПИ повышенной рабочей температуры и температуры нормальных климатических условий испытаний не превышает 35°С.
Испытание без принудительной циркуляции воздуха является предпочтительным.
2.16.5.2. Испытание проводят в камере тепла. Камера должна обеспечивать испытательный режим с отклонениями, указанными в п. 2.16.3.5. Влажность в камере не контролируют.
2.16.5.3. Камера должна обеспечивать поддержание температуры воздуха без применения принудительной циркуляции и должна быть достаточно велика по сравнению с размером изделия, так чтобы с учетом значения теплорассеивания изделий не нарушался тепловой режим испытаний.
Требования к размеру камеры, в которой имитируют воздействие условий свободного обмена воздуха в зависимости от размера испытуемого изделия и значения теплорассеивания с единицы его поверхности устанавливают с учетом приложения 10.
2.16.5.4. Если испытание без циркуляции воздуха провести невозможно, то может быть применена принудительная циркуляция воздуха, при этом скорость потока не должна быть более 2 м/с.
2.16.5.5. Температурные датчики должны быть расположены в камере таким образом, чтобы было исключено влияние на них восходящих конвективных потоков. Указания по размещению в полезном объеме камеры средств измерений температуры воздуха приведены в приложении 11.
2.16.5.6. Испытания проводят с учетом требований п. 2.16.3.2.
2.16.5.7. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.5.8. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.16.5.9. Изделия устанавливают в камеру в соответствии с требованиями, указанными в стандартах и ТУ на изделия и ПИ. При этом в стандартах и ТУ на изделия и ПИ должны быть установлены:
минимально допускаемые расстояния между тепловыделяющими изделиями и стенками камер и расстояния между тепловыделяющими изделиями в соответствии с приложениями 10 и 12;
тепловые характеристики монтажных приспособлений или их подробное описание, если изделия предназначены для эксплуатации со специальными монтажными приспособлениями, обеспечивающими эффективный необходимый отвод тепла.
Если в стандартах и ТУ на изделия и ПИ не оговорено особо, то для установки изделий в камере следует использовать приспособления, изготовленные из материалов, имеющих низкую теплопроводность.
2.16.5.10. На изделия подают номинальную или, если указано в стандартах и ТУ на изделия и ПИ, максимальную электрическую нагрузку или ток, соответствующий повышенной рабочей температуре. Характер, значение, вид и методы контроля нагрузки, а также, при необходимости, время нахождения изделий под нагрузкой устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.16.5.11. Температуру в камере повышают до повышенной рабочей температуры и выдерживают изделия при этой температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин. Значение температуры и допускаемые отклонения выбирают в соответствии с п. 2.16.3.5.
Допускается подъем температуры в камере и включение изделий под нагрузку производить одновременно.
2.16.5.12. В конце выдержки при повышенной рабочей температуре в камере проводят измерение параметров в соответствии с требованиями п. 2.16.3.7.
Если перед измерением параметров с изделий необходимо снять электрическую нагрузку, то порядок снятия нагрузки должен быть указан в стандартах и ТУ на изделия и ПИ.
2.16.5.13. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.5.14. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.16.5.15. Оценка результатов - в соответствии с п. 1.56.
2.16.6. Метод 201-2.2
2.16.6.1. Испытания проводят в камере тепла, которая должна обеспечивать на изделии испытательный режим с отклонениями, указанными в п. 2.16.3.5. Влажность в камере не контролируют.
2.16.6.2. Испытания методом 201-2.2 проводят в случае, если не выполняются условия, установленные в п. 2.16.5.1.
2.16.6.3. Испытания проводят с учетом требований п. 2.16.3.2.
2.16.6.4. Изделия выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.6.5. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.16.6.6. Изделия устанавливают в камеру в соответствии с п. 2.16.5.9.
2.16.6.7. На изделия подают электрическую нагрузку в соответствии с п. 2.16.5.10.
2.16.6.8. Температуру в камере регулируют таким образом, чтобы температура контролируемого участка (узла) изделия была равна температуре, которую он приобретает при повышенной рабочей температуре и электрической нагрузке, соответствующей повышенной рабочей температуре.
Значение температуры контролируемого участка устанавливают в стандартах и ТУ на изделия и ПИ. При данной температуре изделия выдерживают в течение времени, указанного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин.
При установлении в стандартах и ТУ на изделия и ПИ значения температуры контролируемого участка (узла) изделия следует пользоваться положениями приложения 9.
2.16.6.9. Если при одновременном испытании в камере нескольких изделий обеспечивается нахождение всех изделий в температурном режиме с точностью, установленной в стандартах и ТУ на изделия и ПИ, то контроль температуры может проводиться у одного изделия.
2.16.6.10. В конце выдержки при заданной температуре изделия проводят измерения параметров в соответствии с требованиями п. 2.16.3.7.
Если перед измерением параметров с изделий необходимо снять электрическую нагрузку, то порядок снятия нагрузки должен быть указан в стандартах и ТУ на изделия и ПИ.
2.16.6.11. Изделие извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.16.6.12. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.16.6.13. Оценка результатов - в соответствии с п. 1.56.
2.16.7. Метод 201-3
2.16.7.1. Метод применяют для тепловыделяющих изделий, для которых установлена предельно допустимая температура контролируемого участка (узла) изделия.
2.16.7.2. Изделие испытывают вне камеры в рабочих (или эквивалентных) схемах, при этом регулировкой принудительного охлаждения или электрического режима устанавливают предельно допустимую температуру или предельно допустимое превышение температуры контролируемого участка (узла) изделия, указанное в стандартах и ТУ на изделия и ПИ. При решении вопроса о возможности проведения испытаний вне камеры следует учитывать наличие в изделиях критических к температуре узлов, которые при указанном способе испытаний могут приобретать температуру более низкую, чем при испытании в камере или при эксплуатации.
Конкретную методику испытаний устанавливают в стандартах и ТУ на изделия и ПИ.
2.17. Испытание на воздействие повышенной предельной температуры среды (метод 202-1)
2.17.1. Испытание проводят с целью проверки способности изделий выдерживать воздействие повышенной предельной температуры среды.
2.17.2. Для изделий, которые испытывают на воздействие повышенной рабочей температуры под электрической нагрузкой, испытание при предельной температуре проводят в том случае, если в изделиях имеются узлы, для которых опасна эта температура, и которые при испытании на воздействие повышенной рабочей температуры приобретают температуру ниже, чем повышенная предельная температура.
2.17.3. Испытания проводят в камере тепла, которая должна обеспечивать испытательный режим с отклонениями, указанными в п. 2.16.3.5.
2.17.4. Испытания проводят с учетом требований пп. 1.26, 1.29, 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.17.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.17.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.17.7. Изделия помещают в камеру, после чего в камере устанавливают температуру, соответствующую повышенной предельной температуре, указанной в стандартах и ТУ на изделия и ПИ, или изделия устанавливают в камеру с заранее установленной температурой, о чем должно быть указано в стандартах и ТУ на изделия и ПИ.
Отклонения температуры от нормированных значений не должны превышать значений, указанных в п. 2.16.3.5.
2.17.8. Если данное испытание совмещают с испытанием на воздействие повышенной рабочей температуры, то после проверки изделий методом 201-1 или 201-2 изделия не извлекают из камеры, а температуру в камере повышают до повышенной предельной температуры и испытание продолжают методом 202-1, исключая изложенное в пп. 2.17.5, 2.17.6.
2.17.9. Изделия выдерживают при заданной температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин. При необходимости после достижения теплового равновесия изделия выдерживают в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.17.10. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.17.11. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.17.12. Оценка результатов - в соответствии с п. 1.56.
2.18. Испытание на воздействие пониженной рабочей температуры среды (метод 203-1)
2.18.1. Испытание проводят с целью проверки параметров изделий в условиях и (или) после воздействия пониженной рабочей температуры среды.
2.18.2. Испытания проводят в камере холода, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.18.3. Испытание проводят с учетом требований пп. 1.27, 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.18.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.18.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.18.6. Изделия помещают в камеру, после чего в камере устанавливают температуру, соответствующую пониженной рабочей температуре, указанной в стандартах и ТУ на изделия и ПИ, или изделия помещают в камеру с заранее установленной пониженной рабочей температурой, о чем должно быть указано в стандартах и ТУ на изделия и ПИ.,
Допускаемые отклонения температуры ±3ºС.
2.18.7. Изделия выдерживают при заданной температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин. При необходимости после достижения теплового равновесия изделия выдерживают в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.18.8. В конце выдержки при заданной температуре, не извлекая изделий из камеры, проводят проверку параметров, указанных в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
Если измерение параметров без извлечения изделий из камеры невозможно, то допускается измерять параметры после извлечения изделий из камеры в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.18.9. При необходимости в стандартах и ТУ на изделия и ПИ может быть предусмотрена выдержка изделий под электрической нагрузкой. В этом случае сначала проводят измерение параметров изделий, а затем на изделия подают электрическую нагрузку, характер, величина и продолжительность приложения которой должны быть установлены в стандартах и ТУ на изделия и ПИ.
2.18.10. Температуру в камере повышают до нормальной и изделия извлекают из камеры. Допускается извлекать изделия из камеры без повышения температуры до нормальной, если это установлено в стандартах и ТУ на изделия и ПИ.
2.18.11. После извлечения из камеры изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.18.12. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.18.13. Оценка результатов - в соответствии с п. 1.56.
2.19. Испытание на воздействие пониженной предельной температуры среды (метод 204-1)
2.19.1. Испытание проводят с целью проверки способности изделий выдерживать воздействие пониженной предельной температуры среды.
2.19.2. Испытание проводят, если пониженная предельная температура среды ниже, чем пониженная рабочая температура среды.
2.19.3. Испытание проводят в камере холода, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.19.4. Испытания проводят с учетом требований пп. 1.26, 1.29, 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.19.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.19.6. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.19.7. Изделия помещают в камеру, после чего в камере устанавливают температуру, соответствующую пониженной предельной температуре, указанной в стандартах и ТУ на изделия и ПИ, или изделия помещают в камеру с заранее установленной пониженной предельной температурой, о чем должно быть указано в стандартах и ТУ на изделия и ПИ. Допускаемые отклонения температуры ±3ºС.
2.19.8. Если данное испытание совмещают с испытанием на воздействие пониженной рабочей температуры, то после проверки изделий по методу 203-1 их не вынимают из камеры, а температуру в камере понижают до пониженной предельной температуры, а затем испытание продолжают методом 204-1, исключая изложенное в пп. 2.19.5, 2.19.6.
2.19.9. Изделия выдерживают при заданной температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, но не менее 30 мин. При необходимости после достижения теплового равновесия изделия выдерживают в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.19.10. Температуру в камере повышают до нормальной и изделия извлекают из камеры. Допускается извлекать изделия без повышения температуры до нормальной, если это установлено в стандартах и ТУ на изделия и ПИ.
2.19.11. Изделия выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.19.12. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.19.13. Оценка результатов - в соответствии с п. 1.56.
2.20. Испытание на воздействие изменения температуры среды
2.20.1. Испытания проводят с целью определения способности изделий сохранять свой внешний вид и параметры после воздействия изменения температуры среды в пределах значений, установленных в стандартах и ТУ на изделия и ПИ.
2.20.2. Испытание проводят одним из следующих методов:
метод 205-1 - быстрое изменение температуры (метод двух камер), для испытания изделий, которые в условиях эксплуатации подвергаются быстрому изменению температуры;
метод 205-2 - постепенное изменение температуры (метод одной камеры), для испытания изделий, которые в условиях эксплуатации подвергаются медленным изменениям температуры;
метод 205-3 - резкое изменение температуры (метод двух жидкостных ванн), для проверки способности изделий выдерживать резкое изменение температуры;
метод 205-4 - комбинированный, для испытания тепловыделяющих электротехнических изделий, предназначенных для эксплуатации вне помещений с искусственно регулируемыми условиями.
Конкретный метод устанавливают в зависимости от назначения, условий эксплуатации, конструктивных особенностей изделий и указывают в стандартах и ТУ на изделия и ПИ.
2.20.3. Если испытание на воздействие повышенной и (или) пониженной предельной температуры совмещают с испытанием на воздействие изменения температуры, то температуры при этом испытании должны устанавливаться равными повышенной и (или) пониженной предельной температуре.
2.20.4. Метод 205-1
2.20.4.1. Испытание проводят в камерах тепла и холода, которые должны обеспечивать испытательные режимы с отклонениями, указанными в пп. 2.16.3.5 и 2.18.6 соответственно.
2.20.4.2. Испытание проводят с учетом требований пп. 1.24, 1.26, 1.27, 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.20.4.3. Испытание проводят без подачи на изделия электрической нагрузки.
2.20.4.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.4.5. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.20.4.6. Изделия подвергают воздействию пяти непрерывно следующих друг за другом циклов, если другое число циклов не установлено в стандартах и ТУ на изделия и ПИ. Каждый цикл состоит из следующих этапов:
а) изделия помещают в камеру холода, температуру в которой заранее доводят до пониженной предельной или пониженной рабочей температуры в зависимости от того, которая из температур ниже, и выдерживают при этой температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ и выбираемого из ряда: 10, 30 мин, 1, 2, 3, 4 ч;
б) после выдержки в камере холода изделия переносят в камеру тепла, температуру в которой заранее доводят до повышенной рабочей или повышенной предельной температуры в зависимости от того, которая из температур выше, и выдерживают при этой температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ, и выбираемого из ряда: 10, 30 мин, 1, 2, 3, 4 ч.
Рекомендуется, чтобы время достижения заданного температурного режима в камере после загрузки изделий не превышало 10 % времени выдержки или 5 мин в зависимости от того, какая из этих величин меньше.
(Измененная редакция, Изм. № 5, 6).
2.20.4.7. Совокупность указанных в п. 2.20.4.6 операций составляет один испытательный цикл, график которого приведен на черт. 6.
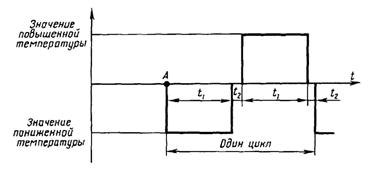
А - начало цикла; t1 - время выдержки; t2 - время переноса
2.20.4.8. Время переноса изделий из камеры в камеру должно быть не более 3 мин, конкретное время переноса устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.20.4.9. После окончания последнего цикла изделия извлекают из камеры и выдерживают в нормальных климатических условиях в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.4.10. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.20.4.11. Оценка результатов - в соответствии с п. 1.56.
2.20.5. Метод 205-2
2.20.5.1. Испытание проводят в термокамере, которая должна поддерживать испытательные режимы с отклонениями, указанными в пп. 2.16.3.5 и 2.18.6.
2.20.5.2. Испытание проводят с учетом требований п. 2.20.4.2.
2.20.5.3. Испытание проводят без подачи на изделия электрической нагрузки.
2.20.5.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.5.5. Визуальный осмотр измерение параметров изделий проводят в соответствии с п. 1.45.
2.20.5.6. Изделия подвергают воздействию двух непрерывно следующих друг за другом циклов. Каждый цикл состоит из следующих этапов:
а) изделия помещают в термокамеру, после чего температуру в камере понижают до пониженной рабочей или пониженной предельной температуры в зависимости от того, которая из температур ниже, и выдерживают при этой температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ и выбираемого из ряда: 10, 30 мин, 1, 2, 3, 4 ч;
б) температуру в камере повышают до повышенной рабочей или повышенной предельной температуры в зависимости от того, которая из температур выше, и выдерживают при этой температуре до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ и выбираемого из ряда: 10, 30 мин, 1, 2, 3, 4 ч.
При испытании тепловыделяющих изделий температуру в камере устанавливают равной максимальной температуре контролируемого участка (узла) изделия.
(Измененная редакция, Изм. № 5).
2.20.5.7. Совокупность указанных в п. 2.20.5.6 операций составляет один испытательный цикл, график которого приведен на черт. 7.
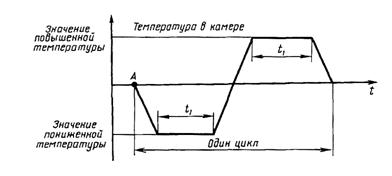
А - начало цикла; t1 - время выдержки
Черт. 7
2.20.5.8. Скорость охлаждения и нагрева камер, усредненную за период не более 5 мин, рекомендуется выбирать из ряда: (1 ±0,2); (3 ±0,5) или (5 ±1)°С/мин, при этом выбранное значение скорости устанавливают в стандартах и ТУ на изделия и ПИ.
2.20.5.9. После окончания второго цикла изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.5.10. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.20.5.11. Оценка результатов - в соответствии с п. 1.56.
2.20.6. Метод 205-3
2.20.6.1. Испытание проводят в двух ваннах с водой, с одной из которых вода имеет пониженную, а в другой повышенную температуру, соответствующие испытательным режимам.
2.20.6.2. Конструкция ванны должна обеспечивать легкое погружение и быстрое перемещение изделий из одной ванны в другую и поддерживать испытательные режимы с отклонениями, не превышающими указанные в настоящем стандарте.
2.20.6.3. Испытание проводят с учетом требований пп. 1.40, 1.43, 1.44, 1.48, 1.50, 1.54.
2.20.6.4. Испытание проводят без подачи на изделия электрической нагрузки.
2.20.6.5. Перед погружением в ванну изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.6.6. Визуальный осмотр и проверку изделий проводят в соответствии с требованиями стандартов и ТУ на изделия и ПИ.
2.20.6.7. Изделия подвергают воздействию 10 циклов, если иное число не указано в стандартах и ТУ на изделия и ПИ. Каждый цикл состоит из следующих этапов:
а) изделия погружают в ванну с холодной водой, температура которой 0°С, и выдерживают в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Температура воды в процессе выдержки не должна повышаться больше чем на 2°С.
Примечание. Для проверки термостойкости спаев допускается температуру в ванне устанавливать равной (20 ±5)°С;
б) изделия переносят в ванну с кипящей водой или водой, имеющей повышенную температуру, установленную в стандартах и ТУ на изделия и ПИ, выдерживают в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Время переноса устанавливают в стандартах и ТУ на изделия и ПИ.
Температура в ванне во время испытания не должна падать ниже 95°С или более чем на 2°С от значения, установленного в стандартах и ТУ на изделия.
В случае необходимости проведения испытаний при других крайних значениях температур допускается применять другие жидкости, характеристики которых указывают в ТЗ, стандартах и ТУ на конкретные изделия.
2.20.6.8. Совокупность операций, указанных в п. 2.20.6.7, составляет один испытательный цикл, график которого приведен на черт. 6.
2.20.6.9. Время выдержки t1 и время переноса t2 выбирают в соответствии со стандартами и ТУ на изделия и ПИ из следующих значений:
если t1 ≥ 5 мин, то t2 - от 3 до 10 с;
если t1 от 15 с до 5 мин, то t2 ≤ 3 с.
2.20.6.10. После окончания последнего цикла изделия извлекают из ванны, удаляют капли путем встряхивания или другим способом, указанным в стандартах и ТУ на изделия и ПИ, и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.20.6.11. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.20.6.12. Оценка результатов - в соответствии с п. 1.56.
2.20.7. Метод 205-4
2.20.7.1. Испытания проводят в камерах влажности, тепла и холода, которые должны поддерживать испытательные режимы с отклонениями: по относительной влажности ±3 %, по повышенной температуре испытательной среды в соответствии с п. 2.16.3.5, по пониженной температуре испытательной среды ±3°С.
2.20.7.2. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.20.7.3. Испытание проводят в последовательности:
а) изделия испытывают на воздействие повышенной влажности по методу 207-1. При этом число циклов воздействия устанавливают не более 10 и не проводят проверок, вызывающих подсушивание изделий вследствие тепловыделения;
б) после извлечения из камеры влажности их выдерживают в течение 2 - 3 ч в нормальных климатических условиях испытания. Затем изделия подвергают воздействию пяти следующих друг за другом циклов, каждый из которых состоит из следующих этапов:
изделия помещают в камеру холода, после чего в камере устанавливают температуру среды, соответствующую пониженной рабочей температуре, указанной в стандартах и ТУ на изделия, или изделия помещают в камеру с заранее установленной температурой, о чем должно быть указано в стандартах и ТУ на изделия и ПИ.
Изделия выдерживают при заданной температуре в течение времени, необходимого для охлаждения изделий по всему объему. В конце выдержки испытывают на работоспособность изделия, имеющие подвижные части по методам, указанным в стандартах и ТУ на изделия и ПИ.
Если имеются опасения, что работоспособность изделий может быть нарушена в процессе охлаждения, испытания на работоспособность проводят в процессе охлаждения;
на изделия подают номинальную или максимальную электрическую нагрузку. Затем температуру в камере повышают до значения повышенной рабочей температуры, указанной в стандартах и ТУ на изделия и ПИ;
изделия испытывают методом 201-2.1 (пп. 2.16.5.11, 2.16.5.12) или 201-2.2 (пп. 2.16.6.8 - 2.16.6.10);
с изделий снимают электрическую нагрузку. Температуру в камере понижают до значения, соответствующего пониженной рабочей температуре, указанной в стандартах и ТУ на изделия и ПИ.
Вместо испытаний в одной термокамере допускается проводить испытание в двух камерах. В этом случае изделия помещают в камеру холода и включают под электрическую нагрузку. После достижения изделиями (или их частями, указанными в стандартах и ТУ на изделия и ПИ) температуры 10 - 15°С изделия включают, переносят в камеру тепла и подвергают испытаниям по методу 201-2.1 или 201-2.2;
изделия извлекают из термокамеры (камеры холода);
в) повторно проводят испытания на воздействие повышенной влажности по методу 207-1.
2.20.7.4. Изделия, содержащие жидкую изоляционную среду, испытаниям по пп. 2.20.7.3 а и в не подвергают. Эти изделия после испытаний по подпункту б извлекают из камеры и выдерживают в нормальных климатических условиях испытаний до достижения ими температуры среды, после чего измеряют параметры, указанные в стандартах и ТУ на изделия и ПИ, в том числе проводят проверку полным испытательным напряжением.
2.20.7.5. Вместо испытания на воздействие повышенной влажности по пп. 2.20.7.3 а и в допускается до и после испытаний по п. 2.20.7.3 б подвергать изделия воздействию относительной влажности следующим способом:
изделия выдерживают в камере влажности в течение 5 сут при температуре (40 ±2)°С и относительной влажности (93 ±3) %. В процессе выдержки изделий в камере влажности определяют зависимость сопротивления или емкости изоляции от времени пребывания в камере. Измерение сопротивления или емкости изоляции проводят два раза в сутки через каждые (12 ±1) ч. При этом для изделий с обмотками измеряют сопротивление или емкость между отдельными обмотками и между обмотками и корпусом; для остальных изделий в стандартах и ТУ на изделия и ПИ указывают узлы, между которыми измеряют сопротивление или емкость изоляции.
(Измененная редакция, Изм. № 5).
2.20.7.6. Изделия считают выдержавшими испытание, если они выдержали проверку испытательным напряжением при проверке по пп. 2.20.7.3 и 2.20.7.4 или, если разности значений сопротивления или емкости изоляции, измеренных до и после испытаний по п. 2.20.7.5 и соответствующих одинаковому времени пребывания в камере влажности, не превышают значений, указанных в стандартах и ТУ на изделия и ПИ для данного вида испытания.
В стандартах и ТУ на изделия и ПИ могут быть указаны дополнительные требования по данному виду испытания.
2.21. Испытание на воздействие инея и росы (метод 206-1)
2.21.1. Испытание проводят с целью проверки способности изделий выдерживать приложение номинального электрического напряжения при конденсации на них инея и росы.
2.21.2. Испытание проводят с применением камеры холода, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.21.3. Испытание проводят с учетом требований пп. 1.28, 1.37, 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.21.4. Изделия в выключенном состоянии помещают в камеру холода, температуру в которой устанавливают минус (25 ±3)°С и выдерживают в течение 2 ч, если иное время не указано в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 4).
2.21.5. Изделия извлекают из камеры, помещают в нормальные климатические условия испытаний, подают на них электрическое напряжение, значение, время выдержки, место приложения и метод контроля которого устанавливают в стандартах и ТУ на изделия и ПИ.
2.21.6. Изделия выдерживают под электрическим напряжением до полного оттаивания инея с дополнительной выдержкой, указанной в стандартах и ТУ на изделия и ПИ.
2.21.7. Изделия считают выдержавшими испытание, если при выдержке под электрическим напряжением не произошло пробоя или поверхностного перекрытия, а внешний вид удовлетворяет требованиям стандартов и ТУ на изделия и ПИ.
2.22. Испытание на воздействие повышенной влажности воздуха (длительное и ускоренное)
2.22.1. Испытание проводят с целью определения способности изделий сохранять внешний вид и значения параметров в пределах, установленных в стандартах и ТУ на изделия и ПИ в условиях и (или) после воздействия повышенной влажности.
2.22.2. Испытание проводят одним из следующих методов:
метод 207-1 - циклический режим (16 +8 ч);
метод 207-2 - постоянный режим (без конденсации влаги);
метод 207-3 - циклический режим (12 +12 ч).
Метод 207-1 применяют для испытания электротехнических изделий.
Метод 207-1 рекомендуется применять:
при испытании в камерах влаги, не снабженных автоматическими устройствами для изменения температуры и влажности с заданной скоростью;
при испытании методом переноса изделий из камеры в камеру, в которых созданы условия испытаний, соответствующие данному методу, при этом время переноса изделий из камеры в камеру должно быть не более 15 мин.
2.22.3. Изделия производственно-технического назначения и народного потребления, предназначенные для эксплуатации в отапливаемых помещениях, как правило, на воздействие повышенной влажности не испытывают. В случае необходимости проведения испытаний таких изделий их испытывают по степени жесткости I.
Степени жесткости приведены в приложениях 13 и 14.
Изделия с пропитываемыми обмотками (например, электрические машины, трансформаторы, дроссели, магнитные усилители, реле, контакторы, пускатели) рекомендуется испытывать в циклическом режиме, за исключением степени жесткости II, для которой применяют постоянный режим. Остальные изделия (в том числе и изделия с пропитываемыми обмотками, которые герметизируются компаундами) рекомендуется испытывать в постоянном режиме.
2.22.4. При проведении длительных испытаний (более 10 сут) допускается перерыв в испытаниях (без изъятия изделий из камеры) не более 2 сут, при этом время перерыва не включается в продолжительность испытания.
2.22.5. Метод 207-1
2.22.5.1. Испытание проводят в камере влаги, в которой должен поддерживаться испытательный режим с отклонениями, не превышающими установленных в настоящем стандарте.
2.22.5.2. Конструкция камеры не должна допускать, чтобы конденсированная вода попала со стенок и потолка камеры на испытуемые изделия.
Вода, используемая для поддержания влажности внутри камеры, должна иметь удельное сопротивление не менее 500 Ом·м. Конденсационная вода должна постоянно удаляться из камеры и не должна вновь использоваться без повторной очистки.
Изделия не должны подвергаться нагреву за счет тепла, излучаемого стенками камеры.
(Измененная редакция, Изм. № 9).
2.22.5.3. Испытание проводят с учетом требований п. 1.31, 1.32, 1.37, 1.42 - 1.44, 1.48, 1.50, 1.54, 1.55.
(Измененная редакция, Изм. № 5).
2.22.5.4. Изделия испытывают без электрической нагрузки. Изделия, у которых при увлажнении под напряжением может проявляться разрушающее действие электролиза или электрохимической коррозии, испытывают с приложением электрического напряжения. Характер, величину, метод контроля и способ приложения напряжения устанавливают в стандартах и ТУ на изделия и ПИ. Возникающее при этом тепловыделение не должно вызывать недопустимую подсушку изделий, препятствующую их увлажнению. В случаях, если это условие невозможно, испытание проводят на двух группах изделий: одну испытывают без подачи напряжения, другую - под напряжением.
2.22.5.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.22.5.6. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.22.5.7. Изделия помещают в камеру влаги.
2.22.5.8. Изделия подвергают воздействию непрерывно следующих друг за другом циклов. Каждый цикл состоит из двух частей:
а) в первой части цикла изделия в течение 16 ч подвергают воздействию относительной влажности (93 ±3) % при температуре, указанной в табл. 17. При испытании изделий на напряжение до 2000 В включительно допускается кратковременное повышение влажности до 100 %;
б) во второй части цикла изделие в камере охлаждают в течение 8 ч до температуры не менее чем на 5°С ниже указанной в табл. 17. Относительная влажность в камере при этом должна быть 94 - 100 %.
2.22.5.9. Продолжительность выдержки при длительных и ускоренных испытаниях выбирают из табл. 17 в зависимости от установленной в стандартах и ТУ на изделия и ПИ степени жесткости. Выбор степени жесткости проводят с учетом приложений 13 и 14.
|
Характеристика испытания |
Длительное испытание для степеней жесткости |
Ускоренное испытание для степеней жесткости |
|||||
|
III, IV, VII, XII, XIII |
V, VI, VIII, XI |
IX, X |
по п. 2.22.5.11 |
V, VI, VIII, XI |
IX, X |
поп. 2.22.5.11 |
|
|
Продолжительность выдержки (число испытательных циклов) |
4 |
9 |
21 |
42 |
4 |
9 |
18 |
|
Температура в первой части цикла, оС |
40 ±2 |
40 ±2 |
40 ±2 |
40 ±2 |
55 ±2 |
55 ±2 |
55 ±2 |
Примечание. Продолжительность одного цикла - 24 ч.
2.22.5.10. Изделия, для которых условия эксплуатации или обслуживания, установленные в стандартах и ТУ на изделия, обеспечивают отсутствие длительного непрерывного пребывания во влажных условиях без включения или подсушки, допускается по согласованию с заказчиком испытывать по одному из режимов, указанных в табл. 17, но менее жесткому, чем требуется для соответствующей степени жесткости. Этот режим указывают в стандартах и ТУ на изделия и ПИ в зависимости от особенностей конструкции изделий и условий их эксплуатации.
2.22.5.11. Если в стандартах и ТУ на изделия и ПИ предусмотрены испытания отдельных деталей или узлов изделий, то эти испытания, как правило, проводят по одному из указанных в табл. 17 режимов, но более жесткому, чем предусмотрено для данных изделий в целом. Если при сборке изделий обеспечивается отсутствие повреждений покрытий или нарушений целостности электрической изоляции, то допускается испытание отдельных деталей и узлов проводить в том же режиме, который установлен для изделий в целом.
2.22.5.12. Время выдержки отсчитывают с момента включения камеры.
Скорость повышения температуры и влажности при проведении каждого цикла должна обеспечивать конденсацию влаги на изделиях.
2.22.5.13. Если указано в стандартах и ТУ на изделия и ПИ, то во время выдержки на изделия подают электрическое напряжение в соответствии с требованиями п. 2.22.5.4.
2.22.5.14. Измерения параметров или другие проверки изделий, установленные для данного испытания, за исключением проверки изоляции повышенным напряжением, следует проводить в последнем цикле в конце последнего часа выдержки при верхнем значении температуры без извлечения изделий из камеры. Если измерение параметров без извлечения изделий из камеры невозможно, допускается проводить измерения не позднее чем через 15 мин после извлечения изделий из камеры, если иное время не указано в стандартах и ТУ на изделия и ПИ.
Не допускается проводить в условиях испытательного режима измерение параметров, вызывающих подсушку изделий, а также не допускается проводить измерение параметров при наличии на изделиях конденсированной влаги.
2.22.5.15. Испытание изоляции повышенным напряжением, если это предусмотрено в стандартах и ТУ на изделия и ПИ, проводят в последнем цикле.
Для изделий, к которым предъявляется требование по повышенной влажности 100 % с конденсацией влаги и для которых электрическая прочность определяется перекрытием или пробоем по поверхности, проверку изоляции повышенным напряжением следует проводить без извлечения изделий из камеры.
Для изделий, электрическая прочность которых не определяется перекрытием или пробоем по поверхности, а также для изделий, к которым предъявляется требование по повышенной влажности менее 100 % без конденсации влаги, допускается проводить испытание изоляции повышенным напряжением в течение 3 мин после изъятия их из камеры.
2.22.5.16. Если требуется проверка сопротивления изоляции, установленного в стандартах и ТУ на изделия и ПИ для данного испытания, то в последнем цикле изделия выдерживают в течение 24 ч при температуре, указанной в табл. 17, и относительной влажности (93 ±3) % без конденсации влаги, после чего проводят измерение сопротивления изоляции в соответствии с пп. 2.22.5.14 и 2.22.5.15.
При измерении сопротивления изоляции на поверхности изделия, доступной визуальному осмотру, не должно быть конденсированной влаги.
Если в последнем цикле предусмотрена проверка изоляции повышенным напряжением при наличии конденсации влаги на изделиях, а измерение сопротивления изоляции предусмотрено без извлечения их из камеры, то эти измерение осуществляют в предпоследнем цикле.
2.22.5.17. Если в процессе выдержки проводят периодический контроль параметров с целью определения соответствия изделия заданным нормам, то измерение следует проводить в конце периода увлажнения при верхнем значении температуры.
2.22.5.16, 2.22.5.17. (Измененная редакция, Изм. № 5).
2.22.5.18. Если стойкость изделий к воздействию инея и росы проверяют при испытании на воздействие повышенной влажности, то в последнем цикле в конце первого часа выдержки при верхнем значении температуры на изделия в течение 5 мин подают электрическое напряжение, величину и место приложения которого указывают в стандартах и ТУ на изделия и ПИ.
2.22.5.19. Изделие извлекают из камеры и выдерживают в нормальных климатических условиях испытаний.
Необходимость и способ удаления влаги, время выдержки в нормальных климатических условиях испытаний устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.22.5.20. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.22.5.21. Оценка результатов - в соответствии с п. 1.56.
(Измененная редакция, Изм. № 3).
2.22.6. Метод 207-2
2.22.6.1. Испытания проводят в камере влаги, которая должна поддерживать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.22.6.2. Камера должна соответствовать требованиям, указанным в п. 2.22.5.2.
2.22.6.3. Испытание проводят с учетом требований п. 2.22.5.3.
2.22.6.4. Изделия испытывают без электрической нагрузки.
Изделия, у которых при увлажнении под напряжением может проявляться разрушающее действие электролиза или электрохимической коррозии, испытывают с приложением электрического напряжения в соответствии с п. 2.22.5.4.
2.22.6.5. Изделия выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.22.6.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.22.6.7. Изделия помещают в камеру влаги, температуру в которой повышают до значения, выбираемого из табл. 18, в зависимости от установленной в стандартах и ТУ на изделия и ПИ степени жесткости и выдерживают при этой температуре в течение времени, указанного в стандартах и ТУ на изделия и ПИ, но не менее 1 ч.
2.22.6.8. Относительную влажность воздуха повышают до (93±3) %, после чего температуру и влажность в камере поддерживают постоянными в течение всего времени выдержки в соответствии с табл. 18.
Таблица 18
|
Характеристика испытания |
Длительные испытания для степеней жесткости |
Ускоренные испытания для степеней жесткости |
|||||||
|
I |
II |
для изделий на экспорт |
III, IV, VII, XII, XIII |
V, VI, VIII, XI |
IX, X |
III, IV, VII, XII, XIII |
V,VI, VIII, XI |
IX, X |
|
|
Общая продолжительность выдержки, сут |
2 |
4 |
4 |
10 |
21 |
56 |
4 |
7 |
14 |
|
Температура, °С |
25 ±2 |
25 ±2 |
40±2 |
40 ±2 |
40 ±2 |
40 ±2 |
55 ±2 |
55 ±2 |
55 ±2 |
Допускается предварительно нагревать изделия до температуры, превышающей испытательную на 2 - 3°С, и вносить их в камеру с заранее установленным испытательным режимом.
2.22.6.9. Продолжительность выдержки при длительных и (или) ускоренных испытаниях выбирают из табл. 18 в зависимости от установленной в стандартах и ТУ на изделия и ПИ степени жесткости с учетом приложений 13 и 14.
2.22.6.10. Если условия эксплуатации или обслуживания электротехнических изделий соответствуют п. 2.22.5.10, то по согласованию с заказчиком допускается испытывать их по одному из режимов, указанных в табл. 18, но менее жесткому, чем требуется для соответствующей степени жесткости. Этот режим указывают в стандартах и ТУ на изделия и ПИ в зависимости от особенностей конструкции изделий и условий их эксплуатации.
(Измененная редакция, Изм. № 5, 9).
2.22.6.11. Если в стандартах и ТУ на изделия и ПИ предусмотрены испытания отдельных деталей или узлов изделий, то эти испытания, как правило, проводят по одному из указанных в табл. 18 режимов, но более жесткому, чем предусмотрено для данных изделий в целом.
Если при сборке изделий обеспечивается отсутствие повреждения покрытий или нарушений целостности электрической изоляции, то допускается испытание отдельных деталей и узлов проводить в том же режиме, который установлен для изделия в целом.
2.22.6.12. В конце выдержки при заданном режиме, если установлено в стандартах и ТУ на изделия и ПИ, проводят измерение параметров, указанных в стандартах и ТУ на изделия и ПИ.
Если измерение параметров внутри камеры невозможно, то измерение проводят с извлечением изделий из камеры в течение времени не более 15 мин с момента извлечения, если другое время не указано в стандартах и ТУ на изделия.
2.22.6.13. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.22.6.14. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.22.6.15. Оценка результатов - в соответствии с п. 1.56.
Допускаемые коррозионные разрушения изделий электронной техники устанавливают в стандартах и ТУ на изделия и ПИ в соответствии с ГОСТ 27597 или другой нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 5).
2.22.7. Метод 207-3
2.22.7.1. Испытания проводят в камере влаги, которая должна поддерживать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.22.7.2. Камера должна соответствовать требованиям, указанным в п. 2.22.5.2.
2.22.7.3. Испытание проводят с учетом требований п. 2.22.5.3.
2.22.7.4. Изделия испытывают без электрической нагрузки. Изделия, у которых при увлажнении под напряжением может проявляться разрушающее действие электролиза или электрохимической коррозии, испытывают с приложением электрического напряжения в соответствии с п. 2.22.5.4.
2.22.7.5. Изделия выдерживают в нормальных климатических условиях испытания в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.22.7.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.22.7.7. Изделия устанавливают в камере и подвергают воздействию непрерывно следующих друг за другом циклов продолжительностью 24 ч каждый. Число циклов устанавливают в стандартах и ТУ на изделия и ПИ и выбирают из табл. 19, а для электротехнических изделий - из табл. 17.
Таблица 19
|
Характеристика испытания |
Длительное испытание для степеней жесткости |
Ускоренное испытание для степеней жесткости |
|||
|
IV, XII |
V |
IX |
V |
IX |
|
|
Общая продолжительность выдержки (число циклов) |
б |
12 |
21 |
4 |
9 |
|
Верхняя температура, °С |
40 ±2 |
40 ±2 |
40 ±2 |
55 ±2 |
55 ±5 |
2.22.7.8. Каждый цикл состоит из следующих этапов (см. черт. 8).
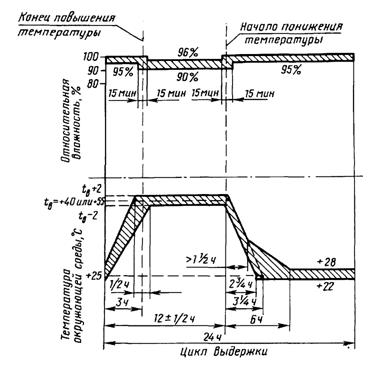
Черт. 8
В камере устанавливают температуру (25 ±3)°С и относительную влажность не менее 95 %. Температуру в камере повышают до температуры, указанной в табл. 19, в течение (3 ±0,5) ч. В течение этого периода относительная влажность должна быть не менее 95 %, за исключением последних 15 мин, в течение которых она должна быть не менее 90 %. На изделиях в этот период должна конденсироваться влага.
В камере поддерживают температуру, указанную в табл. 19, в течение (12±0,5) ч от начала цикла.
Относительная влажность в этот период должна быть (93 ±3) %, за исключением первых и последних 15 мин, когда она должна быть в пределах от 90 до 100 %. В течение последних 15 мин на изделиях не должно быть конденсации влаги.
Температуру в камере понижают до (25 ±3) °С в течение 3 - 6 ч. В течение этого периода относительная влажность должна быть не менее 95 %, за исключением первых 15 мин, когда она должна быть не менее 90 %. Скорость снижения температуры в течение первых 1,5 ч должна быть такова, что если бы температура снижалась с этой скоростью до (25 ±3)°С, указанная температура могла бы быть достигнута за 3 ч ±15 мин.
Примечание. Допускается производить снижение температуры до (25 ±3)°С за 3 - 6 ч без дополнительного требования для первых 1,5 ч, а относительную влажность при этом поддерживать не менее 80 %.
Затем температуру выдерживают на уровне (25 ±3)°С и относительную влажность не менее 95 % до конца цикла.
(Измененная редакция, Изм. № 5, 9).
2.22.7.9. В конце последнего цикла, если установлено в стандартах и ТУ на изделия и ПИ, проводят проверку параметров, указанных в стандартах и ТУ на изделия и ПИ. Если измерение параметров без извлечения изделий из камеры невозможно, то измерения проводят с извлечением изделий из камеры в течение времени не более 15 мин с момента извлечения, если другое время не указано в стандартах и ТУ на изделия.
Не допускается проводить измерения параметров при наличии на изделиях конденсированной влаги.
При измерении параметров электротехнических изделий следует руководствоваться требованиями пп. 2.22.5.14 - 2.22.5.16.
2.22.7.10. Изделия извлекают из камеры, выдерживают в нормальных климатических условиях испытания в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Если указано в стандартах и ТУ на изделия и ПИ, то вместо выдержки в нормальных климатических условиях испытаний изделия выдерживают в регулируемых условиях стабилизации.
Для стабилизации в регулируемых условиях изделия оставляют в камере влаги или переносят в другую камеру с заданными условиями. Время переноса изделий должно быть минимальным и не превышать 10 мин.
Для создания регулируемых условий стабилизации в камере влаги относительную влажность снижают до указанной в п. 1.44 за время не более 30 мин, а затем в течение следующего интервала времени, не превышающего 30 мин, температуру в камере влаги устанавливают в соответствии с п. 1.44. Для крупногабаритных изделий в стандартах и ТУ на изделия и ПИ могут быть установлены более продолжительные интервалы времени перехода к регулируемым условиям стабилизации.
Время стабилизации (от 1 до 2 ч) отсчитывают с момента установления регулируемых условий стабилизации. Крупногабаритные изделия допускается выдерживать в регулируемых условиях стабилизации в течение времени, необходимого для достижения теплового равновесия, указанного в стандартах и ТУ на изделия и ПИ.
При необходимости в стандартах и ТУ на изделия и ПИ указывают особые меры предосторожности для удаления влаги с поверхности изделий.
(Измененная редакция, Изм. № 9).
2.22.7.11. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.22.7.12. Оценка результатов - в соответствии с п. 1.56.
Допускаемые коррозионные разрушения изделий электронной техники устанавливают в стандартах и ТУ на изделия и ПИ в соответствии с ГОСТ 27597 или другой нормативно-технической документацией, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 5).
2.23. Испытание на воздействие повышенной влажности воздуха (кратковременное)
2.23.1. Испытание проводят:
а) с целью выявления технологических дефектов, если специфика производства и конструктивные особенности изделий таковы, что дефекты могут быть выявлены кратковременным испытанием;
б) с целью выявления дефектов, которые могут возникнуть при других видах испытаний.
2.23.2. Испытания проводят одним из следующих методов:
метод 208-1 - циклический режим;
метод 208-2 - постоянный режим (режим без конденсации влаги).
Конкретный метод испытаний устанавливают в стандартах и ТУ на изделия и ПИ.
2:23.3. Метод 208-1
2.23.3.1. Испытания проводят в камере влаги, которая должна поддерживать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.23.3.2. Камера должна соответствовать требованиям, указанным в п. 2.22.5.2.
2.23.3.3. Испытание проводят с учетом требований пп. 1.37, 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.23.3.4. Изделия испытывают без электрической нагрузки.
2.23.3.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.23.3.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.23.3.7. Изделия помещают в камеру, размещая их в соответствии с п. 1.55, и подвергают воздействию 1, 2, 6 циклов продолжительностью 24 ч каждый. Конкретное число циклов устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. №5, 6).
2.23.3.8. Каждый цикл состоит из следующих этапов.
В камере устанавливают температуру (25±2)°С и относительную влажность - не менее 95 %. Температуру в камере повышают до температуры (55±2)°С в течение (3±0,5) ч. В течение этого периода относительная влажность должна быть не менее 95 %, за исключением последних 15 мин, в течение которых она должна быть не менее 90 %. На изделиях в этот период должна конденсироваться влага.
В камере поддерживается температура (55±2)°С в течение (12±0,5) ч от начала цикла.
Относительная влажность в этот период должна быть (93±3) %, за исключением первых и последних 15 мин, когда она должна быть в пределах 90 – 100 %. В течение последних 15 мин на изделиях не должно быть конденсации влаги.
Температуру в камере понижают до (25±2)°С в течение 3 - 6 ч.
В течение этого периода относительная влажность должна быть не менее 95 %, за исключением первых 15 мин, когда она должна быть не менее 90 %.
Скорость снижения температуры в течение первых 1,5 ч должна быть такова, что если бы температура снижалась с этой скоростью до (25±2)°С, указанная температура могла бы быть достигнута за 3 ч ±15 мин.
Примечание. Допускается производить снижение температуры до (25 ±2)°С за 3 - 6 ч без дополнительного требования для первых 1,5 ч, а относительную влажность при этом поддерживать не менее 80 %.
Затем до конца цикла температуру поддерживают на уровне (25±2)°С и относительную влажность не менее 95 %.
(Измененная редакция, Изм. № 5).
2.23.3.9. Если указано в стандартах и ТУ на изделия, то в конце последнего цикла проводят проверку параметров, руководствуясь требованиями п. 2.22.7.9.
2.23.3.10. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.23.3.11. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.23.3.12. Оценка результатов - в соответствии с п. 1.56.
Допускаемые коррозионные разрушения изделий электронной техники устанавливают в стандартах и ТУ на изделия и ПИ в соответствии с ГОСТ 27597 или другой нормативно-технической документацией, утвержденной в установленном порядке.
(Измененная редакция, Изм. № 5).
2.23.4. Метод 208-2
2.23.4.1. Испытание проводят в камере влаги, которая должна поддерживать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.23.4.2. Камера должна соответствовать требованиям п. 2.22.5.2.
2.23.4.3. Испытание проводят с учетом требований п. 2.23.3.3.
2.23.4.4. Электрическая нагрузка - в соответствии с п. 2.22.5.4.
2.23.4.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.23.4.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.23.4.7. Изделия помещают в камеру влаги, температуру в которой повышают до (40 ±2)°С, и выдерживают при этой температуре в течение времени, указанного в стандартах и ТУ на изделия и ПИ, но не менее 1 ч.
2.23.4.8. Относительную влажность воздуха повышают до (93 ±3) %, после чего температуру и влажность в камере поддерживают постоянными в течение всего времени испытания. Продолжительность испытания составляет 2, 4, 6 и 10 сут и должна устанавливаться в стандартах и ТУ на изделия и ПИ.
Допускается предварительно нагревать изделия до температуры, превышающей испытательную на 2 - 3°С, и вносить их в камеру с заранее установленным испытательным режимом.
2.23.4.9. В конце выдержки при заданном режиме проводят проверку параметров изделий, руководствуясь положениями п. 2.22.6.12.
2.23.4.10. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.23.4.11. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.23.4.12. Оценка результатов - в соответствии с п. 1.56.
Допускаемые коррозионные разрушения изделий электронной техники устанавливают в стандартах и ТУ на изделия и ПИ в соответствии с ГОСТ 27597 или другой нормативно-технической документацией, утвержденной в установленном порядке.
2.24. Испытание на воздействие атмосферного пониженного давления
2.24.1. Испытание проводят с целью проверки способности изделий выполнять свои функции в условиях атмосферного пониженного давления.
2.24.2. Испытание, проводят одним из следующих методов:
метод 209-1 - испытание при температуре, указанной в п. 1.43;
метод 209-2 - испытание при повышенной рабочей температуре для изделий, предназначенных для эксплуатации при давлении 6,7 гПа (5 мм рт. ст.) и выше;
метод 209-3 - испытание при повышенной рабочей температуре для изделий, предназначенных для эксплуатации при давлении ниже 6,7 гПа (5 мм рт. ст.).
Метод 209-1 применяют для испытания нетепловыделяющих изделий и для испытания тепловыделяющих изделий, для которых нагрев при электрической нагрузке, нормированной для атмосферного пониженного давления, не является критичным, а также для испытания других изделий серийного производства, проверяемых периодически, у которых технология изготовления не может существенно повлиять на их тепловой режим при атмосферном пониженном давлении (если испытание на воздействие атмосферного пониженного давления предусмотрено в стандартах и ТУ на изделия и ПИ для этой стадии производства).
Методы 209-2 и 209-3 применяют для испытания тепловыделяющих изделий, для которых нагрев при электрической нагрузке, нормированной для атмосферного пониженного давления, является критичным.
2.24.3. Тепловыделяющие изделия, предназначенные для эксплуатации при давлении 1,33·10-6 гПа (10-6 мм рт. ст.), за исключением негерметизированных изделий с трущимися или контактирующими деталями, допускается испытывать при давлении 1,33·10-5 гПа (10-5 мм рт. ст.).
Изделия, предназначенные для эксплуатации при давлении 1,33·10-9 гПа (10-9 мм рт. ст.) и ниже, допускается испытывать при давлении 1,33·10-6 гПа (10-6 мм рт. ст.).
При испытании изделий, предназначенных для эксплуатации только при указанных в ТЗ или стандартах и ТУ на изделия давлениях, измерение параметров проводят только при этих давлениях с учетом требований настоящего пункта.
Допускается проводить измерение параметров только в критичных диапазонах давлений, указанных в стандартах и ТУ на изделия и определенных при испытании опытных образцов изделий или их аналогов.
2.24.4. Продолжительность испытаний определяют временем, необходимым для проверки параметров изделий и (или) временем достижения заданного режима.
В технически обоснованных случаях в стандартах и ТУ на изделия и ПИ могут устанавливать испытания на длительное (более 2 - 3 ч) воздействие атмосферного пониженного давления.
2.24.5. При испытании тепловыделяющих изделий соотношение площади поверхности, окружающей изделия, к общей площади поверхности испытуемых изделий устанавливают в соответствии с приложением 15.
2.23.4.12, 2.24, 2.24.1-2.24.5. (Измененная редакция, Изм. № 5).
2.24.6. (Исключен, Изм. № 5).
2.24.7. Метод 209-1
2.24.7.1. Испытание проводят в барокамере, которая должна обеспечивать испытательный режим с отклонениями, указанными в табл. 20а.
Таблица 20а
|
Атмосферное пониженное давление, гПа (мм рт. ст.) |
Допускаемое отклонение |
|
6,7 (5) и выше |
±5 % или 1,33 гПа (±1 мм рт. ст) выбирают большее значение |
|
Ниже 6,7 (5) |
В соответствии с требованиями стандартов и ТУ на изделия и ПИ |
2.24.7.2. Для подачи на изделия электрической нагрузки в стенках барокамеры должны быть установлены герметичные соединители. Расстояние между соединителями выбирают таким, чтобы исключить возникновение между ними ионизационных процессов. Для монтажа изделий в барокамере рекомендуется применять провода с фторопластовой изоляцией.
2.24.7.3. Испытания проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.24.7.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.7.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с требованиями п. 1.4.5.
2.24.7.6. Изделия помещают в барокамеру. Способ установки и положение изделий при испытаниях указывают в стандартах и ТУ на изделия и ПИ.
2.24.7.7. При испытаниях изделий, кроме указанных в п. 2.24.7.8, давление в барокамере устанавливают в соответствии с табл. 20, если в стандартах и ТУ на изделия и ПИ указано давление 1,33 гПа (1 мм рт. ст.) и ниже, или в соответствии с табл. 21, если в стандартах и ТУ на изделия и ПИ указано давление выше 1,33 гПа (1 мм рт. ст.). Затем проводят измерение параметров, указанных в стандартах и ТУ на изделия и ПИ.
2.24.7.8. При испытании изделий, предназначенных для эксплуатации при давлении 6,7 гПа (5 мм рт. ст.) и ниже при напряжениях 300 В и выше, давление в барокамере устанавливают 13,3 гПа (10 мм рт. ст.).
Затем давление плавно понижают до значения, указанного в табл. 20 или 21.
Допускается проводить испытание в последовательности:
а) устанавливают давление в барокамере, соответствующее значениям, указанным в табл. 20 или 21.
Таблица 20
|
Атмосферное пониженное давление, указанное в технических требованиях стандартов и ТУ на изделия, гПа (мм рт. ст.) |
Давление вбарокамере при испытании, гПа (мм рт. ст.) |
|
|
Для всех изделий, кроме коммутационных |
Для коммутационных изделий |
|
|
1,33 (1) |
1,33 (1) |
1,33 (1) |
|
1,33·10-1 (10-1) - 1,33·10-6 (10-6) |
0,67 (0,5) |
1,33·10-1 (10-1) |
Таблица 21
|
Атмосферное пониженное давление, указанное в технических требованиях стандартов и ТУ на изделия, гПа (мм рт. ст.) |
Давление в барокамере при испытании, гПа (мм рт. ст.) при повышенной рабочей температуре, °С |
||||||
|
40 |
45 |
50 |
55 |
60 |
70 |
85 |
|
|
700 (525) |
651 (490) |
643 (484) |
633 (476) |
617 (464) |
607 (457) |
590 (444) |
572 (430) |
|
533 (400) |
503 (377) |
493 (370) |
485 (364) |
477 (358) |
469 (352) |
456 (342) |
436 (327) |
|
267 (200) |
251 (188) |
247 (185) |
243 (182) |
239 (179) |
235 (176) |
118(171) |
217 (163) |
|
193 (145) |
180 (135) |
178 (134) |
176 (132) |
173 (130) |
170 (128) |
165 (124) |
158 (119) |
|
120 (90) |
113 (85) |
111 (83) |
108 (81) |
108 (81) |
105 (79) |
103 (77) |
100 (74) |
|
44 (33) |
41 (31) |
40 (30) |
39 (29) |
39 (29) |
37 (28) |
37 (28) |
36 (27) |
|
22 (15) |
19 (14) |
19 (14) |
19 (14) |
19 (14) |
17 (13) |
17 (13) |
16 (12) |
|
6,7 (5) |
6,7 (5) |
6,7 (5) |
6,7 (5) |
6,7 (5) |
5,3 (4) |
5,3 (4) |
5,3 (4) |
Продолжение таблицы 21
|
Атмосферное пониженное давление, указанное в технических требованиях стандартов и ТУ на изделия, гПа (мм рт. ст.) |
Давление в барокамере при испытании, гПа (мм рт. ст.) при повышенной рабочей температуре, °С |
|||||||
|
100 |
125 |
150 |
200 |
250 |
300 |
400 |
500 |
|
|
700 (525) |
549 (413) |
515 (387) |
484 (364) |
432 (325) |
391 (294) |
356 (268) |
303 (228) |
264 (199) |
|
533 (400) |
419 (314) |
392 (294) |
363 (272) |
331 (248) |
299 (224) |
244 (183) |
203 (152) |
177 (133) |
|
267 (200) |
209 (157) |
196 (147) |
181 (136) |
165 (124) |
149 (112) |
121 (91) |
101 (76) |
88 (66) |
|
193 (145) |
152 (114) |
136 (107) |
133 (100) |
130 (98) |
107 (81) |
98 (74) |
84 (63) |
74 (55) |
|
120 (90) |
95 (71) |
88 (66) |
81 (61) |
75 (56) |
68 (51) |
55 (41) |
45 (34) |
40 (30) |
|
44 (33) |
35 (26) |
32 (24) |
31 (23) |
27 (20) |
24 (18) |
21 (16) |
19 (14) |
16 (12) |
|
22 (15) |
16 (12) |
15 (11) |
13 (10) |
12 (9) |
11 (8) |
9 (7) |
8 (6) |
6 (6) |
|
6,7 (5) |
5,3 (4) |
5,3 (4) |
4 (3) |
4 (3) |
4 (3) |
4 (3) |
2,7 (2) |
2,7 (2) |
б) повышают плавно давление до 13,3 гПа (10 мм рт. ст.).
При давлениях ниже 13,3 гПа (10 мм рт. ст.) в течение всего времени изменения давления измеряют параметры, зависящие от электрической прочности изоляции воздушных промежутков и указанные в стандартах и ТУ на изделия и ПИ.
2.24.7.9. Давление в барокамере плавно повышают до указанного в п. 1.43, и изделия извлекают из барокамеры.
2.24.7.10. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.7.11. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.24.7.12. Оценка результатов - в соответствии с п. 1.56.
2.24.7.1-2.24.7.12. (Измененная редакция, Изм. № 5).
2.24.7.13.(Исключен, Изм. № 5).
2.24.8. Метод 209-2
2.24.8.1. Испытание проводят в термобарокамере, которая должна обеспечивать испытательный режим с отклонениями, указанными в пп. 2.16.3.5, 2.24.7.1.
2.24.8.2. При подаче на изделия электрической нагрузки следует выполнять требования, указанные в п. 2.24.7.2.
2.24.8.3. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.24.8.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.8.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.24.8.6. Изделия помещают в термобарокамеру. Способ установки, положение изделий при испытаниях, минимально допускаемые расстояния между изделиями и тепловые характеристики приспособлений указывают в стандартах и ТУ на изделия и ПИ. При этом минимально допускаемые расстояния устанавливают в соответствии с методом, приведенным в приложении 16.
2.24.8.7. В термобарокамере устанавливают повышенную рабочую температуру. Одновременно на изделия подают электрическую нагрузку, характер, значение, точность поддержания и методы контроля которой указывают в стандартах и ТУ на изделия и ПИ.
Если для изделий установлено понижение температуры окружающей среды при понижении атмосферного давления, то при их испытании в термобарокамере указывают температуру, нормированную для заданного атмосферного пониженного давления.
2.24.8.8. При испытании изделий, кроме указанных в п. 2.24.8.11, давление в термобарокамере понижают до атмосферного пониженного давления, соответствующего указанному в стандартах и ТУ на изделия и ПИ.
2.24.8.9. Изделия выдерживают в условиях атмосферного пониженного давления и повышенной рабочей температуры до достижения теплового равновесия в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Если изделия предназначены для эксплуатации под электрической нагрузкой при атмосферном пониженном давлении в течение времени, недостаточного для их прогрева до состояния теплового равновесия, то электрическую нагрузку на изделия подают после достижения в термобарокамере давления, указанного в стандартах и ТУ на изделия. Продолжительность выдержки при указанном давлении указывают в стандартах и ТУ на изделия и ПИ.
По окончании выдержки, не извлекая изделий из термобарокамеры, проверяют параметры, указанные в стандартах и ТУ на изделия и ПИ.
2.24.8.10. Допускается проводить испытание в последовательности:
а) помещают изделия в термобарокамеру, в которой устанавливают повышенную рабочую температуру, соответствующую указанной в стандартах и ТУ на изделия и ПИ;
б) понижают давление в термобарокамере до значения, указанного в стандартах и ТУ на изделия и ПИ;
в) подают на изделия электрическую нагрузку;
г) проводят испытание в соответствии с п. 2.24.8.9.
2.24.8.11. Испытание изделий, предназначенных для эксплуатации при давлении 6,7 гПа (5 мм рт. ст.) при напряжениях 300 В и выше, проводят в последовательности:
а) проводят испытание в соответствии с п. 2.24.8.7;
б) устанавливают давление в термобарокамере 13,3 гПа (10 мм рт. ст.);
в) понижают плавно давление до 6,7 гПа (5 мм рт. ст.), при этом в течение всего времени изменения давления проверяют параметры, зависящие от электрической прочности изоляции воздушных промежутков, указанные в стандартах и ТУ на изделия и ПИ;
г) проводят испытание в соответствии с п. 2.24.7.9, при этом проверяют параметры, зависящие от нагрева изделий.
2.24.8.12. Давление в термобарокамере плавно повышают до указанного в п. 1.43, и изделия извлекают из термобарокамеры.
2.24.8.13. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.8.1-2.24.8.13. (Измененная редакция, Изм. № 5).
2.24.8.14. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.24.8.15. Оценка результатов - в соответствии с п. 1.56.
2.24.8.14, 2.24.8.15. (Введены дополнительно, Изм. № 5).
2.24.9. Метод 209-3
2.24.9.1. Испытание проводят в термобарокамере, которая должна обеспечивать испытательный режим с отклонениями, указанными в пп. 2.16.3.5 и 2.24.7.1.
2.24.9.2. При передаче на изделия электрической нагрузки следует выполнять требования, указанные в п. 2.24.7.2.
2.24.9.3. Испытание проводят с учетом требований п. 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.24.9.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.9.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.24.9.6. Изделия помещают в термобарокамеру в соответствии с п. 2.24.8.6.
2.24.9.7. Давление в термобарокамере понижают до атмосферного пониженного давления, соответствующего указанному в стандартах и ТУ на изделия и ПИ. Затем устанавливают температуру изделия, равную повышенной рабочей температуре среды, указанной в стандартах и ТУ на изделия. Эту температуру поддерживают путем управления устройством для нагрева изделия, например контролируют температуру теплоизлучающей поверхности или электрический режим нагревателей. На изделия подают электрическую нагрузку, характер, значение, точность поддержания и метод контроля которой указывают в стандартах и ТУ на изделия и ПИ.
2.24.9.8. Изделия выдерживают до достижения теплового равновесия в течение времени, указанного в стандартах и ТУ на изделия и ПИ, контролируя при этом максимальную температуру нагрева изделий (температуру перегрева), если это указано в стандартах и ТУ на изделия и ПИ. Методы контроля температуры указывают в стандартах и ТУ на изделия и ПИ.
2.24.9.9. Температуру изделий допускается измерять, используя зависимость термочувствительных параметров изделия от температуры изделия, если обеспечивается необходимая точность измерения температуры. При этом электрический режим измерения термочувствительного параметра не должен влиять на тепловые режимы изделий. Перечень термочувствительных параметров изделий указывают в стандартах и ТУ на изделия и ПИ. Зависимость термочувствительного параметра изделий от температуры среды определяют методом, приведенным в приложении 17.
2.24.9.10. По окончании выдержки, не извлекая изделий из камеры, проверяют параметры, зависящие от нагрева изделия, указанные в стандартах и ТУ на изделия и ПИ.
2.24.9.11. Для изделий, предназначенных для эксплуатации при напряжении 300 В и более, после проверки параметров проводят испытание в соответствии с п. 2.24.7.8. Это испытание проводят либо в процессе плавного повышения давления, либо путем проведения отдельного испытания.
2.24.9.12. Давление в термобарокамере плавно повышают до указанного в п. 1.43, и изделия извлекают из термобарокамеры.
2.24.9.13. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.24.9.14. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.24.9.1 - 2.24.9.14. (Измененная редакция, Изм. № 5).
2.24.9.15. Оценка результатов - в соответствии с п. 1.56.
(Введен дополнительно, Изм. № 5).
2.25. Испытание на воздействие повышенного давления (метод 210-1)
2.25.1. Испытание проводят с целью проверки сохранения параметров и внешнего вида изделий в условиях повышенного давления воздуха или другого газа.
2.25, 2.25.1. (Измененная редакция, Изм. № 5).
2.25.2. Испытание проводят в барокамере, в которой должен обеспечиваться испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.25.3. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.25.4. Визуальный осмотр и измерение параметров изделий проводят в соответствии с требованиями стандартов и ТУ на изделия и ПИ.
2.25.5. Изделия помещают в барокамеру, давление в которой повышают до заданного значения с допускаемым отклонением ±20 кПа (±0,2 кгс/см2), и выдерживают в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
Если указано в стандартах и ТУ на изделия и ПИ, то во время выдержки проводят проверку электрических параметров.
(Измененная редакция, Изм. № 4).
2.25.6. Давление в барокамере понижают до нормального.
2.25.7. Изделия извлекают из барокамеры, проводят визуальный осмотр и измерение параметров в соответствии с п. 1.45.
2.25.8. Оценка результатов - в соответствии с п. 1.56.
2.26. Испытание на воздействие солнечного излучения (метод 211-1)
2.26.1. Испытание проводят с целью проверки сохранения внешнего вида и параметров изделий после воздействия солнечного излучения.
Допускается не подвергать данному испытанию изделия, не имеющие конструктивных элементов, выполненных из органических материалов, а также изделия, защищенные от непосредственного воздействия солнечного излучения.
(Измененная редакция, Изм. № 5).
2.26.2. Испытание проводят в камере солнечной радиации, которая должна обеспечить требуемый испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте. Влажность в камере не задают и не контролируют.
2.26.3. Испытание проводят с учетом требований пп. 1.33, 1.36, 1,42 - 1.44, 1.48, 1.50, 1.54, 1.55.
2.26.4. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.26.5. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
Контролю подлежат только те параметры, стабильность которых зависит от состояния деталей или узлов из органических материалов либо имеющих органические покрытия и подвергающихся непосредственному облучению.
2.26.6. Изделия помещают в камеру и располагают таким образом, чтобы наиболее уязвимые детали (изготовленные из органических материалов или имеющие органические покрытия) были обращены к источникам излучения.
2.26.7. Включают источники излучения, после чего температуру в камере (в тени) устанавливают (55 ±2)°С.
Интегральная поверхностная плотность потока излучения должна быть равна 1120 Вт/м2 (в том числе поверхностная плотность потока ультрафиолетовой части спектра 68 Вт/м2). Спектральное распределение должно соответствовать указанному в табл. 22а.
Таблица 22а
|
Характеристика излучения |
Область спектра |
|||||
|
Ультрафиолетовая |
Видимая |
Инфракрасная |
||||
|
Ширина полосы, мкм |
От 0,28 до 0,32 |
От 0,32 до 0,40 |
От 0,40 до 0,52 |
От 0,52 до 0,64 |
От 0,64 до 0,78 |
От 0,78 до 3,00 |
|
Поверхностная плотность потока излучения, Вт/м2 |
5 |
63 |
200 |
186 |
174 |
492 |
|
Допускаемое отклонение поверхностной плотности потока излучения, % |
±35 |
±25 |
±10 |
±10 |
±10 |
±20 |
Примечание. Если применяемый источник излучения обеспечивает непрерывность по всей области спектра излучения, то допускается проверять характеристику излучения только по величине интегральной поверхности плотности потока излучения и поверхностной плотности потока ультрафиолетовой части спектра; в этом случае допуск должен быть равен соответственно ±10 % и ±25 %.
(Измененная редакция, Изм. № 2).
2.26.8. Изделия подвергают непрерывному облучению в течение 5 сут. Допускаются перерывы длительностью не более суток, которые не включаются в длительность испытаний.
2.26.9. Изделия извлекают из камеры, проводят визуальный осмотр и сравнение с изделиями, не подвергавшимися облучению, а также измерение параметров, указанных в стандартах и ТУ на изделия и ПИ.
2.26.10. Оценка результатов - в соответствии с п. 1.56.
2.27. Испытание на воздействие динамической пыли (песка) (метод 212-1)
2.27.1. Испытания проводят с целью проверки устойчивости изделий к разрушающему (абразивному) воздействию пыли, а также с целью проверки пыленепроницаемости изделий или их работоспособности в условиях воздействия пыли в среде с повышенной концентрацией пыли (в зависимости от того, какое требование предъявляется).
2.27.2. Испытание проводят в камере пыли, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.27.3. Испытания проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.27.4. Визуальный осмотр изделий проводят в соответствии с требованиями стандартов и ТУ на изделия и ПИ.
2.27.5. Изделия помещают в камеру и располагают в ней таким образом, чтобы воздействие пыли максимально соответствовало воздействию пыли при эксплуатации. Способ установки изделий в камере указывают в стандартах и ТУ на изделия и ПИ.
Минимальное расстояние от изделий до стенок камеры и между изделиями должно быть не менее 10 см.
2.27.6. Изделия обдувают в течение 2 ч просушенной пылевой смесью, содержащей 70 % кварцевого песка, 15 % мела и 15 % каолина в количестве, равном приблизительно 0,1 % полезного объема камеры, со скоростью 10 - 15 м/с. Размер частиц должен быть таков, чтобы они проходили без остатка через сито с сеткой № 0224 по ГОСТ 6613 и оставляли остаток около 3 % на сите с сеткой № 02 по ГОСТ 6613.
2.27.7. При испытании изделий только на пыленепроницаемость к составу пылевой смеси добавляют флюоресцирующий порошок в количестве 10 % объема пылевой смеси. Величина частиц порошка должна быть такова, чтобы он проходил через сито с сеткой № 005 по ГОСТ 6613.
(Измененная редакция, Изм. № 5).
2.27.8. При испытании на работоспособность изделия в процессе испытания могут находиться в рабочем состоянии.
Необходимость проверки параметров изделий в процессе испытания устанавливают в стандартах и ТУ на изделия и ПИ.
2.27.9. После обдувания изделия извлекают из камеры, удаляют пыль с наружных поверхностей способом, установленным в стандартах и ТУ на изделия и ПИ, и проводят визуальный осмотр.
При испытании на работоспособность проводят проверку, указанную в стандартах и ТУ на изделия и ПИ. При испытании на пыленепроницаемость, в случае использования флюоресцирующего порошка, для выявления пыли, проникшей внутрь изделий, их переносят в затемненное помещение, вскрывают и подвергают ультрафиолетовому облучению.
2.27.10. Изделия считают выдержавшими испытание, если в процессе и (или) после испытания они удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ для данного вида испытаний. При этом:
а) в случае проверки устойчивости к абразивному действию пыли изделия считают выдержавшими испытания, если их внешний вид удовлетворяет требованиям, оговоренным в стандартах и ТУ на изделия и ПИ;
б) в случае проверки пыленепроницаемости браковочным признаком служит наличие пыли, проникшей внутрь изделия.
2.28. Испытание на воздействие статической пыли (песка) (метод 213-1)
2.28.1. Испытание проводят с целью проверки способности изделий работать в среде с повышенной концентрацией пыли.
2.28.2. Испытания изделий электронной техники
2.28.2.1. Испытания проводят в камере пыли, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.28.2.2. Испытания проводят в соответствии с требованиями пп. 2.27.3 и 1.49.
2.28.2.3. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.28.2.4. Изделия помещают в камеру пыли и располагают в соответствии с требованиями п. 2.27.5. В камере устанавливают температуру (55 ±3) °С. Допускается помещать изделия в камеру с заранее установленной температурой.
2.28.2.5. Изделия обдувают пылевой смесью, содержащей 60 % кварцевого песка, 20 % мела и 20 % каолина, проходящей через сито с сеткой № 056 по ГОСТ 6613, в течение 2 ч. Затем вентилятор отключают и в течение 2 ч происходит оседание пыли без циркуляции воздуха.
Размер частиц пылевой смеси должен быть не более 50 мкм. Остаток частиц, непросеиваемых на сите с сеткой № 005 по ГОСТ 6613, не должен превышать 3 %.
Концентрация пыли в воздухе должна быть (2 ±1) г/м3 (или в количестве 0,1 % полезного объема камеры) с равномерной подачей пыли в течение всего времени испытания.
Скорость циркуляции воздуха в камере до начала оседания пыли должна быть 0,5 - 1 м/с.
2.28.2.6. На изделие может подаваться нагрузка и (или) могут измеряться электрические параметры. Необходимость подачи нагрузки, значение нагрузки и ее характер, метод контроля, а также измеряемые параметры указывают в стандартах и ТУ на изделия и ПИ.
2.28.2.7. Изделия извлекают из камеры и удаляют пыль способом, установленным в стандартах и ТУ на изделия и ПИ.
2.28.2.8. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.28.2.9. Оценка результатов - в соответствии с п. 1.56.
2.28.3. Испытания электротехнических изделий
2.28.3.1. Испытания проводят одним из следующих методов (выбор метода обусловлен конструктивными особенностями и назначением изделий):
метод 213-1. Испытание на статическое воздействие пыли, в том числе:
метод 213-1.1. Испытание оболочек на соответствие степени защиты IP6X по ГОСТ 14254;
метод 213-1.2. Испытание подшипниковых узлов электрических машин;
метод 213-2. Испытание на работоспособность при статическом воздействии пыли на соответствие степени защиты IP5X по ГОСТ 14254, в том числе:
метод 213-2.1. Испытание на работоспособность при статическом воздействии неабразивной непроводящей пыли;
метод 213-2.2. Испытание на работоспособность при статическом воздействии абразивной непроводящей пыли;
метод 213-2.3. Испытание на работоспособность при статическом воздействии абразивной проводящей пыли для изделий напряжением до 1140 В.
Каждый из указанных методов состоит из двух подметодов:
подметод а - применяют для испытания изделий, нормальный рабочий цикл которых вызывает понижение давления воздуха в оболочке изделия относительно давления внешней среды, например из-за влияния тепловых циклов (изделия с оболочками категории 1 по ГОСТ 14254);
подметод б - применяют для испытания изделий, в оболочках которых не происходит уменьшение давления относительно давления внешней среды (изделия с оболочками категории 2 по ГОСТ 14254).
При обозначении конкретного подметода к номеру соответствующего метода прибавляют букву а или б (например, 213-2.3а).
2.28.3.2. Испытание проводят в камере пыли, обеспечивающей испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
Испытание проводят при содержании пыли в камере по ГОСТ 14254 и при поддержании концентрации пыли в воздухе в количестве 0,1 % полезного объема камеры. Допускается проводить испытания при меньшей концентрации пыли (но не менее 0,5 г·м-3). Время выдержки (τВ.К) вычисляют по формуле
![]() , (10)
, (10)
где К - массовая концентрация пыли в камере при испытаниях, г·м-3;
τВ.Н. - время выдержки при нормальной концентрации пыли 2 г·м-3.
Влагосодержание пыли перед началом испытания должно быть не более 2,5 %.
2.28.3.3. Изделие в камере пыли располагают таким образом, чтобы воздействие пыли максимально соответствовало воздействию пыли при эксплуатации.
Способ установки изделий указывают в стандартах и ТУ на изделия и ПИ.
При необходимости во время испытания можно менять положение изделий.
Минимально допускаемое расстояние от изделий до стен камеры и минимально допускаемое расстояние между изделиями должно составлять 25 % линейного размера изделия.
2.28.3.4. Температура воздуха в камере должна быть не выше повышенной рабочей температуры, указанной в стандартах и ТУ на изделия и ПИ. Относительная влажность - не более 50 %.
Относительную влажность определяют расчетным путем, исходя из влажности воздуха в окружающем камеру пространстве.
При температуре воздуха 40°С и выше относительную влажность не определяют.
2.28.3.5. Метод 213-1.1
2.28.3.5.1. Испытание проводят методом для первой цифры 6 ГОСТ 14254.
2.28.3.6. Метод 213-1.2
2.28.3.6.1. Испытание проводят для выявления способности уплотнения не допускать проникновения пыли внутрь подшипников во время пребывания изделия в среде с повышенной концентрацией пыли. Испытание проводят, если в стандартах и ТУ на изделия указаны требования по защите подшипниковых узлов от действия пыли.
Если изделия целиком испытывают одним из установленных в настоящем стандарте методов, то дополнительных испытаний подшипниковых узлов не проводят.
Испытание следует проводить методом 213-2.1б.
Браковочным признаком считают наличие пыли внутри подшипникового узла за уплотнениями (на шариках, в смазке, на рабочих поверхностях колец).
2.28.3.7. Метод 213-2.1
2.28.3.7.1. Испытание методом 213-2.1а проводят методом для первой цифры 5 ГОСТ 14254.
2.28.3.7.2. Испытание методом 213-2.16 проводят методом для первой цифры 5 ГОСТ 14254, со следующими отличиями:
испытуемое изделие помещают в нормальном рабочем положении внутри испытательной камеры, но не подсоединяют к вакуумному насосу. Любое отверстие для слива конденсата, открытое в обычном рабочем состоянии, должно быть оставлено открытым в процессе выдержки. Продолжительность выдержки - 8 ч.
2.28.3.8. Метод 213-2.2
2.28.3.8.1. Испытание методом 213-2.2а проводят методом для первой цифры 5 ГОСТ 14254, но вместо талька применяют пылевую смесь такой же дисперсности, состоящую из кварцевого песка (70 %), мела и каолина (по 15 %).
2.28.3.8.2. Испытание методом 213-2.26 проводят методом 213-2.16, но вместо талька применяют пылевую смесь, указанную для метода 213-2.2а.
2.28.3.9. Метод 213-2.3
2.28.3.9.1. Метод представляет собой испытание изделий в среде цементной пыли с последующей проверкой изделий в камере влаги. Порядок испытаний указан в пп. 2.28.3.10 - 2.28.3.12.
2.28.3.10. Испытание в среде цементной пыли проводят:
для метода 213-2.3а - методом для первой цифры 5 ГОСТ 14254, но вместо талька применяют портландцемент марки 400 той же дисперсности;
для метода 213-2.36 - методом 213-2.16, но вместо талька применяют портландцемент, указанный для метода 213-2.3а.
2.28.3.11. Проверку в камере влаги проводят следующим способом:
1) при транспортировании изделия из камеры пыли в камеру влаги и подготовке его к проведению испытаний необходимо принять меры, не допускающие изменения состояния образовавшегося при испытании в пылевой камере слоя пыли внутри оболочки (стремиться уменьшить вибрацию, толчки, обдув поверхности и т.д.);
2) перед установкой изделия в камеру влаги производят разгерметизацию оболочки. Разгерметизация должна быть выполнена так, чтобы внутренняя полость оболочки свободно сообщалась с внешней средой. Для выполнения разгерметизации необходимо удалить временные заглушки (если такие были предусмотрены), вскрыть крышки выводных устройств (крышка выводного устройства должна быть приподнята на высоту не менее 15 мм);
3) после окончательной установки и закрепления изделия в камере влаги должны быть выполнены электрические подключения измерительной схемы и термопар и проведена контрольная проверка функционирования схемы для измерения сопротивления изоляции.
При этом:
форма кривой напряжения переменного тока при измерении сопротивления изоляции должна быть практически синусоидальной;
частота переменного тока - (50 ±5) Гц;
источник напряжения постоянного тока должен обеспечивать такую форму напряжения, чтобы при испытании пульсация напряжения не превышала 5 % основной амплитуды;
4) изделие в камере влаги выдерживают при температуре окружающего воздуха (40±2)°С.
После достижения теплового равновесия измеряют полное и активное сопротивление изоляции между силовыми цепями и корпусом изделия.
Полученные результаты принимают как исходные для сравнения сопротивления изоляции при увлажнении;
5) влажность в камере увеличивают до (93±3) % при температуре (40±2)°С, и изделия выдерживают в течение 4 ч. Затем измеряют сопротивление изоляции изделия (полное и активное).
При выполнении измерений напряжение следует прикладывать толчком, а ток утечки измерять в течение не более 0,1 с после приложения напряжения (во избежание подсушки пыли при протекании тока утечки).
Токи утечки определяют осциллографированием или другим эквивалентным методом.
2.28.3.12. Изделия считают выдержавшими испытание, если минимальное значение сопротивления изоляции силовых цепей относительно корпуса не снизилось ниже норм, указанных в стандартах и ТУ на изделия и ПИ.
В стандартах и ТУ на изделия и ПИ могут быть указаны дополнительные критерии, по которым должна оцениваться работоспособность испытуемых изделий.
2.28, 2.28.1-2.28.3.12. (Измененная редакция, Изм. № 8).
2.29. Испытание на воздействие плесневых грибов
2.29.1. Испытание проводят с целью определения способности изделий или их отдельных узлов и деталей противостоять развитию грибов.
2.29.2. Испытание проводят одним из следующих методов:
214-1 или 214-2. Конкретный метод испытания устанавливают в стандартах и ТУ на изделия и ПИ.
2.29.3. Метод 214-1
2.29.3.1. Виды грибов и испытательное оборудование, необходимые для проведения испытания, - по ГОСТ 9.048.
2.29.3.2. Подготовка посуды, применяемой для испытания, питательные среды для выращивания и хранения культур грибов, пересев и хранение культур грибов, подготовка чашек Петри для контроля жизнеспособности спор грибов - по ГОСТ 9.048.
2.29.3.3. Испытание проводят с учетом требований пп. 1.35 - 1.37, 1.42 - 1.44, 1.48, 1.50, 1.55.
2.29.3.4. Визуальный осмотр изделий проводят в соответствии с требованиями стандартов и ТУ на изделия и ПИ.
2.29.3.5. Изделия очищают от внешних загрязнений этиловым спиртом по ГОСТ 9.048. Допускается производить очистку последовательно дистиллированной водой и этиловым спиртом. Изделия, нестойкие к воздействию спирта, очищают дистиллированной водой, нагретой до (50 ±10)°С.
2.29.3.6. Испытание проводят по методу 1 ГОСТ 9.048.
Изделия выдерживают при относительной влажности воздуха более 90 % и температуре, постоянной в интервале от 28 до 30°С. Любое циклическое изменение температуры не должно превышать 1оС/ч.
2.29.3.5, 2.29.3.6. (Измененная редакция, Изм. № 9).
2.29.3.7. Обработка результатов - по ГОСТ 9.048.
2.29.3.8. Оценку результатов испытаний проводят по ГОСТ 9.048.
2.29.3.9. Изделия считают выдержавшими испытание, если рост грибов на них не превышает балл 2.
2.29.4. Метод 214-2
2.29.4.1. Виды грибов и испытательное оборудование, необходимое для проведения испытания, - по ГОСТ 9.048.
2.29.4.2. Подготовка к испытаниям - по п. 2.29.3.2.
2.29.4.3. Испытание проводят с учетом требований п. 2.29.3.3.
2.29.4.4. Визуальный осмотр изделий проводят в соответствии с требованиями стандартов и ТУ на изделия и ПИ.
2.29.4.5. Выборку изделий делят на две равные группы. Для выявления причин поражения изделий грибами первую группу изделий перед выдержкой подвергают предварительной очистке от внешних загрязнений по п. 2.29.3.5. Вторую группу изделий перед вьщержкой предварительной очистке не подвергают.
Количество изделий в выборке для испытаний методом 214-2 должно быть четным.
(Измененная редакция, Изм. № 3).
2.29.4.6. Испытание проводят в соответствии с п. 2.29.3.6.
(Измененная редакция, Изм. № 9).
2.29.4.7. Обработка результатов испытаний - по ГОСТ 9.048.
2.29.4.8. Оценку результатов испытаний проводят по ГОСТ 9.048.
2.29.4.9. Изделия оценивают по результатам испытаний обеих групп.
Результаты испытаний изделий первой группы считают положительными, если рост грибов на них не превышает балл 2.
Результаты испытаний изделий второй группы считают положительными, если рост грибов на них не превышает балл 3. Изделия считают выдержавшими испытание, если получены положительные результаты испытаний первой и второй групп. Допускается оценку радиокомпонентов и радиотехнических изделий проводить по результатам испытаний только 2-й группы изделий.
2.30. Испытание на воздействие соляного тумана
2.30.1. Испытание проводят с целью определения коррозионной стойкости изделий и их пригодности к эксплуатации во влажной атмосфере в присутствии солей.
2.30.2. Испытание проводят одним из следующих методов:
метод 215-1. Выдержка изделий в соляном тумане с периодическим распылением соляного раствора;
метод 215-2. Выдержка изделий в соляном тумане при непрерывном распылении соляного раствора с последующей вьщержкой в чистой влажной атмосфере при повышенной температуре;
метод 215-3. Выдержка изделий в соляном тумане при непрерывном распылении соляного раствора.
Испытание проводят в камере соляного тумана или камере влаги, обеспечивающей испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
Камера соляного тумана должна удовлетворять следующим требованиям:
а) конструкция камеры должна позволять создавать в ней однородные условия и давать возможность туману свободно циркулировать вокруг всех изделий;
б) соляной раствор должен распыляться с помощью аэрозольного аппарата или форсунки.
Применяемый при распылении раствора сжатый воздух должен соответствовать классам загрязненности 0, 1, 2, 3, 4 по ГОСТ 17433. Соляной раствор приготовляют путем растворения в дистиллированной воде по ГОСТ 6709 хлористого натрия по ГОСТ 4233. Водородный показатель (рН) раствора должен быть в пределах 6,5 - 7,2 [при температуре (20 ±2)°С] и при необходимости корректироваться до данного значения с помощью разбавленной соляной кислоты (НС1) или гидроксида натрия. Погрешность при определении рН не должна быть более 0,1 рН.
Концентрация соляного раствора должна быть (5±1) % по весу (5 весовых частей соли растворяют в 95 весовых частях дистиллированной воды).
Раствор для каждого цикла распыления готовят новый;
в) аэрозоль не должен попадать непосредственно на изделия;
г) конденсат должен удаляться из рабочего объема камеры и не использоваться повторно, для чего в днище камеры должен быть сток.
Не допускается стекание конденсата с верхних изделий или элементов конструкций камеры на нижерасположенные изделия;
д) камера и все ее вспомогательные части должны быть изготовлены из материалов, не влияющих на результаты испытаний;
е) для контроля параметров тумана в камере должно быть установлено не менее двух коллекторов: один - в непосредственной близости от распыляющего устройства, другой - на наибольшем расстоянии от него. Коллектор - измерительный цилиндр по ГОСТ 1770 со вставленной в него стеклянной воронкой типа В по ГОСТ 25336 диаметром 10 см.
Коллекторы должны быть размещены таким образом, чтобы испытуемые изделия их не экранировали и в них не попадал конденсат с каких-либо предметов.
Сбор конденсата следует проводить во время выдержки или перед ней:
для камер, работающих непрерывно, - не реже одного раза в 7 дней;
для камер с перерывом в работе более 7 дней перед испытанием должен проводиться прогон не менее 16 ч.
Камера влаги должна удовлетворять следующим требованиям:
а) заданная относительная влажность должна создаваться подачей увлажненного воздуха;
б) конденсированная жидкость должна удаляться из камеры и не использоваться без очистки.
Испытание проводят с учетом требований пп. 1.34, 1.36, 1.37, 1.42 - 1.44, 1.48, 1.50, 1.54, 1.55.
2.30.3. Метод 215-1
2.30.3.1. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.30.3.2. Проводят визуальный осмотр изделий и, если это указано в стандартах и ТУ на изделия и ПИ, измеряют электрические параметры, критичные к воздействию коррозии в соответствии с п. 1.45.
2.30.3.3. Изделия помещают в камеру соляного тумана. Положение изделий в камере должно соответствовать указанному в стандартах и ТУ на изделия и ПИ.
2.30.3.4. Температуру в камере устанавливают (27 ±2)°С и подвергают изделия воздействию соляного тумана.
Соляный туман должен обладать такой дисперсностью и водностью, чтобы объем конденсата, усредненный за время работы камеры в течение не менее 16 ч, составлял от 0,1 до 0,3 см3 в час на каждые 80 см2 горизонтальной поверхности испытательного пространства.
Распыление раствора проводят в течение 15 мин через каждые 45 мин воздействия.
2.30.3.5. Общее время испытания составляет 2, 7 или 10 сут. Конкретное время испытания устанавливают в стандартах и ТУ на изделия и ПИ.
2.30.3.6. Изделия извлекают из камеры и выдерживают в течение 2 ч в нормальных климатических условиях испытаний.
2.30.3.7. Изделия, если это оговорено в стандартах и ТУ на изделия и ПИ, промывают в дистиллированной воде при температуре 35 - 40°С при полном погружении изделий в воду и их покачивании в течение 1 мин. Объем воды при промывке должен быть 5 - 10 см3 на 1 см2 промываемой поверхности. Затем изделия высушивают на воздухе в течение не менее 2 ч, но не более 24 ч. Для высушивания изделий допускается применять струю сжатого воздуха, а также сушку при температуре (55 ±2) °С, если это указано в стандартах и ТУ на изделия и ПИ.
2.30.3.8. Проводят визуальный осмотр изделий в соответствии с требованиями стандартов и ТУ на изделия и ПИ. Допускаемые коррозионные разрушения изделий электронной техники устанавливают в стандартах и ТУ на изделия и ПИ в соответствии с ГОСТ 27597 или другой нормативно-технической документацией, утвержденной в установленном порядке.
Если указано в стандартах и ТУ на изделия и ПИ, перед и (или) после выдержки в нормальных климатических условиях испытаний проводят проверку электрических параметров, указанных в стандартах и ТУ на изделия и ПИ.
2.30.3.9. Оценка результатов - в соответствии с п. 1.56.
2.30.4. Метод 215-2
2.30.4.1. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.30-2.30.4.1. (Измененная редакция, Изм. № 8).
2.30.4.2. Проводят визуальный осмотр изделий и, если это указано в стандартах и ТУ на изделия и ПИ, измеряют электрические параметры, критичные к воздействию коррозии в соответствии с п. 1.45.
Если указано в стандартах и ТУ на изделия и ПИ, перед выдержкой проводят очистку изделий методами, установленными в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 9).
2.30.4.3. Изделия помещают в камеру соляного тумана. Положение изделий в камере должно соответствовать указанному в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 8).
2.30.4.4. Температуру в камере устанавливают от 15 до 35°С, и изделия в течение 2 ч подвергают воздействию соляного тумана.
Параметры соляного тумана должны поддерживаться во всех частях зоны воздействия такими, чтобы коллектор с горизонтальной поверхностью накопления площадью 80 см2, накапливал бы от 1 до 2 см3 раствора в час за период накопления.
(Измененная редакция, Изм. № 9).
2.30.4.5. Изделия переносят в камеру влаги, в которой устанавливают температуру (40 ±2)°С, относительную влажность (93 ±3) %, и выдерживают в течение 22 ч.
Время переноса не должно превышать 5 мин.
2.30.4.6. Операции, указанные в пп. 2.30.4.3 - 2.30.4.5, составляют один цикл.
Изделия подвергают воздействию 1, 3 или 6 циклов. Конкретное количество циклов указывают в стандартах и ТУ на изделия и ПИ.
2.30.4.7. Затем испытание проводят в соответствии с требованиями пп. 2.30.3.6 - 2.30.3.9.
2.30.5. Метод 215-3
2.30.5.1. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.30.5.2. Проводят визуальный осмотр и, если это указано в стандартах и ТУ на изделия и ПИ, измеряют электрические параметры, критичные к воздействию коррозии, в соответствии с п. 1.45.
2.30.5.3. Изделия помещают в камеру соляного тумана. Положение изделий в камере должно соответствовать указанному в стандартах и ТУ на изделия и ПИ.
2.30.5.4. Температуру в камере устанавливают (35 ±2)°С, и изделия подвергают воздействию соляного тумана.
2.30.5.5. Соляной туман должен обладать такой дисперсностью и водностью, чтобы объем конденсата, усредненный за время работы камеры в течение не менее 16 ч, составлял от 1,0 до 2,0 см3 в час на каждые 80 см2 горизонтальной поверхности испытательного пространства.
Распыление раствора производят в течение всего времени выдержки.
2.30.5.6. Продолжительность выдержки изделий в камере выбирают из ряда 16 ч, 1, 2, 4 сут. Конкретную продолжительность выдержки указывают в стандартах и ТУ на изделия и ПИ.
2.30.5.7. Затем испытание проводят в соответствии с требованиями пп. 2.30.3.6 - 2.30.3.9. 2.30.4.5 - 2.30.5.7.
(Измененная редакция, Изм. № 8).
2.31. Испытание на воздействие статического гидравлическогодавления (метод 216-1)
2.31.1. Испытание проводят с целью определения способности изделий работать в условиях пребывания под водой.
2.31.2. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48 - 1.50, 1.54.
2.31.3. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.31.4. Изделия помещают в бак с водой, в котором создают статическое гидравлическое давление, соответствующее значению на 50 % большему, чем давление на предельной глубине погружения, установленному в стандартах и ТУ на изделия и ПИ.
2.31.5. Изделия выдерживают при этом давлении в течение 15 мин, после чего давление снижают до нормального. Затем давление повторно повышают до значения, соответствующего предельной глубине погружения. Изделия выдерживают при этом давлении в течение 24 ч. В конце этого периода проводят измерение параметров, указанных в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
2.31.6. Давление снижают до нормального. Без извлечения изделий из воды проводят измерение параметров, указанных в стандартах и ТУ на изделия и ПИ.
2.31.7. Если указано в стандартах и ТУ на изделия и ПИ, изделия, работающие под водой, испытывают под электрической нагрузкой. Значение, способ и продолжительность подачи электрической нагрузки устанавливают в стандартах и ТУ на изделия и ПИ.
2.31.8. Изделия извлекают из воды и обтирают. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.31.9. Изделия считают выдержавшими испытание, если в процессе и после испытания они удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ.
2.32. Испытание на водонепроницаемость (метод 217-1)
2.32.1. Испытание проводят с целью проверки сохранения параметров изделий после пребывания их в воде.
2.32.2. Оборудование, используемое при испытании, должно обеспечивать испытательный режим с отклонениями, установленными настоящим стандартом.
2.32.3. Испытания проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54.
2.32.4. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.32.5. Изделия в нерабочем состоянии (в случае необходимости - с установленными заглушками) на 1 ч, если иное время не указано в стандартах и ТУ на изделия и ПИ, погружают в ванну с водой, имеющую температуру (20 ±10)°С. Глубина погружения, считая от поверхности воды до верхней точки изделий, должна быть 50 см, если иное не указано в стандартах и ТУ на изделия и ПИ.
2.32.6. Изделия извлекают из воды и обтирают. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.32.7. Оценка результатов - в соответствии с п. 1.56.
2.33. Испытаниена воздействие дождя (метод 218-1)
2.33.1. Испытание проводят с целью проверки сохранения параметров изделий во время и (или) после воздействия дождя.
2.33.2. Испытания проводят под дождевальной установкой, которая должна обеспечивать испытательный режим с отклонениями, установленными в настоящем стандарте.
2.33.3. Испытания проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54.
2.33.4. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.33.5. Изделия (при необходимости смонтированные в макете соответствующей части аппаратуры) размещают под дождевальной установкой, имеющей диаметр отверстий для прохождения воды 0,4 мм. Способ размещения изделий под дождевальной установкой определяется стандартами и ТУ на изделия и ПИ. Зона действия дождя должна перекрывать габаритные размеры изделий не менее чем на 30 см. Направление падения дождя должно составлять угол 45°С с плоскостью расположения изделий, температура воды в начальный момент испытаний должна быть ниже температуры изделий не менее чем на 10°С.
(Измененная редакция, Изм. № 5).
2.33.6. Изделия в течение 2 ч подвергают действию дождя с интенсивностью (3±1) мм/мин для исполнения УХЛ и (5±1) мм/мин для исполнения В. В течение этого времени, если установлено в стандартах и ТУ на изделия и ПИ, проводят проверки, указанные в стандартах и ТУ на изделия и ПИ.
Изделия периодически поворачивают на 90° вокруг оси, перпендикулярной к плоскости расположения изделий. Изделия, сконструированные для работы в определенном эксплуатационном положении, поворачивают через каждые 30 мин. Изделия, сконструированные для работы в любом эксплуатационном положении, поворачивают через каждые 15 мин, причем через 1 ч испытаний их поворачивают на 180° относительно плоскости расположения изделий. Допускается прерывать испытания на время поворота изделий. Вместо поворота изделий допускается поворачивать дождевальное устройство.
2.33.7. Интенсивность дождя измеряют в месте расположения изделий в течение 30 с при помощи цилиндрического сборника диаметром 10 - 20 см и глубиной не менее половины диаметра.
2.33.8. Изделия извлекают из камеры и обтирают, вскрывают, подвергают визуальному осмотру и проводят измерение параметров изделий в соответствии с п. 1.45.
2.33.9. Оценка результатов - в соответствии с п. 1.56.
2.34. Испытание на каплезащищенность (метод 219-1)
2.34.1. Испытания проводят с целью проверки способности оболочек (кожухов) изделий не пропускать воду при воздействии капель.
2.34.2. Испытание проводят под дождевальной установкой, которая должна обеспечивать испытательный режим с отклонениями, указанными в настоящем стандарте.
2.34.3. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54.
2.34.4. Изделия устанавливают под дождевальной установкой в эксплуатационном положении и подвергают воздействию капель в виде дождя с интенсивностью 0,4 мм/мин. Направление падения капель должно составлять угол (45±10)° с плоскостью расположения изделия. Обрызгиванию подвергают поочередно четыре основные стороны изделия, по 5 мин каждую.
2.34.5. Изделия извлекают из камеры, обтирают, вскрывают и подвергают визуальному осмотру.
2.34.6. Изделия считают выдержавшими испытание, если внутри их оболочек (кожухов) не обнаружено воды.
2.35. Испытание на водозащищенность (метод 220-1)
2.35.1. Испытание проводят с целью проверки способности оболочек (кожухов) изделий не пропускать воду при накате волны.
2.35.2. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54.
2.35.3. Изделия устанавливают в положении, соответствующем их положению при эксплуатации, и обливают со всех сторон струей воды из шланга с выходным отверстием около 25 мм с расстояния 5 м при давлении воды перед выходом из шланга 2·105 Па (2 кгс/см2).
Температура воды должна быть ниже температуры изделия не менее чем на 10°С.
(Измененная редакция, Изм. № 5).
2.35.4. Изделия обтирают, вскрывают и подвергают визуальному осмотру.
2.35.5. Изделия считают выдержавшими испытания, если внутри их оболочек (кожухов) не обнаружено воды.
2.36. Испытание на воздействие агрессивных сред
2.36.1. Испытания проводят с целью определения способности изделия сохранять свои параметры в условиях воздействия атмосферы, содержащей сернистый газ или сероводород и (или) озон.
Испытанию на воздействие атмосферы, содержащей сернистый газ или сероводород, подвергают только контактные коммутационные присоединительные и установочные изделия электронной техники, в том числе имеющие соединения, выполненные обжимкой и навивкой.
Установленному в настоящем стандарте методу испытания на воздействие озона не подвергают изделия, к которым предъявлено требование по длительному воздействию озона с концентрацией менее 0,1 мг/м3.
2.36.2. Испытание проводят одним из следующих методов:
метод 301-1. Периодическое воздействие атмосферы, содержащей сернистый газ;
метод 301-2. Непрерывное воздействие атмосферы, содержащей сернистый газ;
метод 301-3. Непрерывное воздействие атмосферы, содержащей сероводород;
метод 301-4. Испытание на воздействие атмосферы, содержащей озон. Конкретный метод испытания устанавливают в стандартах и ТУ на изделия и ПИ.
Метод 301-1 применяют для определения влияния сернистого газа на свойства изделий с контактами, не содержащими драгоценных металлов и серебра.
Метод 301-2 применяют для определения влияния сернистого газа на свойства изделий с контактами из драгоценных металлов или покрытых драгоценными металлами.
Метод 301-3 применяют для определения влияния сероводорода на свойства изделий с контактами из серебра и его сплавов.
Метод 301-4 применяют для определения влияния озона на свойства изделий, содержащих детали, изготовленные из резины и других полимерных материалов.
Испытания изделий, материалы контактов которых содержат одновременно в своем составе драгоценные металлы и серебро, проводят только на воздействие атмосферы, содержащей сероводород (метод 301-3).
Испытания электротехнических изделий проводят в соответствии с ГОСТ 24683.
2.36, 2.36.1, 2.36.2. (Измененная редакция, Изм. № 6).
2.36.3. Метод 301-1
2.36.3.1. Испытательная камера должна обеспечивать испытательный режим (концентрацию, температуру и относительную влажность испытательной среды) с отклонениями, установленными в настоящем стандарте.
Камера должна быть изготовлена из материалов, стойких к воздействию сернистого газа.
Поток газовоздушной смеси в полезном объеме камеры должен обеспечить 3 - 5-кратный обмен в час.
Относительную влажность в камере создают подачей увлажненного воздуха.
Постоянную концентрацию сернистого газа в камере поддерживают подачей газа от баллона по ГОСТ 2918. Концентрацию сернистого газа в камере контролируют периодически, не реже одного раза в сутки, в соответствии с приложением 19.
Испытательная камера должна иметь:
а) устройство для ввода газа извне, которое должно обеспечивать равномерность поступления его в камеру и не допускать прямого попадания струи на изделия;
б) устройства для отбора проб газа, измерения температуры и относительной влажности, удаления отработанного газа из камеры с последующей нейтрализацией его;
в) устройство для перемещения изделий в испытательной среде со средней скоростью 20 - 60 м/ч (приблизительно 6 - 17 мм/с) или для равномерного перемещения испытательной среды с целью обеспечения той же относительной скорости между средой и изделием.
(Измененная редакция, Изм. № 2, 3, 9).
2.36.3.2. Испытание проводят с учетом требований пп. 1.34, 1.43, 1.44, 1.48, 1.50, 1.54, 1.55.
2.36.3.3. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.36.3.4. Изделия помещают в камеру агрессивного газа так, чтобы они не соприкасались друг с другом и не экранировали друг друга от воздействия испытательной среды. Объем, занимаемый оболочками изделий, не должен превышать 30 % испытательного пространства.
2.36.3.5. В камере устанавливают следующий режим испытаний:
концентрация сернистого газа - массовая 0,075 г/м3 или объемная - 25 см3/м3;
температура 25°С;
относительная влажность 85 %.
Допускаемые отклонения температуры ±2°С, относительной влажности ±5 %, концентрации сернистого газа ±20 %.
Продолжительность выдержки при данной концентрации сернистого газа 8 ч.
Сернистый газ вводят в камеру сразу после установления заданных значений температуры и относительной влажности.
(Измененная редакция, Изм. № 2, 3, 9).
2.36.3.6. Затем температуру в камере устанавливают (40 ±2)°С, относительную влажность (70 ±3) %. Изделия выдерживают при данном режиме в течение 14 ч, при этом сернистый газ в камеру не подают.
2.36.3.7. Операции по пп. 2.36.3.5 и 2.36.3.6 составляют один цикл продолжительностью 24 ч (2 ч дается для перехода от режима по п. 2.36.3.5 к режиму по п. 2.36.3.6).
2.36.3.8. Количество циклов устанавливают 2, 4, 8 в зависимости от цели испытания и требований и указывают в стандартах и ТУ на изделия и ПИ.
2.36.3.9. По окончании выдержки изделия извлекают из камеры агрессивного газа и выдерживают в нормальных климатических условиях испытаний не менее 1 ч, но не более 2 ч, т.е. в течение времени, необходимого для измерения контактного сопротивления. Если необходимые измерения невозможно провести в течение указанного времени, то продолжительность вьщержки в нормальных климатических условиях испытаний может быть увеличена максимально до 24 ч. Конкретное время устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 9).
2.36.3.10. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.36.3.11. Оценка результатов - в соответствии с п. 1.56. Оценка коррозионных разрушений изделий - по ГОСТ 27597.
2.36.4. Метод 301-2
2.36.4.1. Испытательная камера должна соответствовать требованиям, указанным в п. 2.36.3.1.
2.36.4.2. Испытания проводят с учетом требований п. 2.36.3.2.
2.36.4.3. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.36.4.4. Испытание проводят в соответствии с требованиями пп. 2.36.3.4, 2.36.3.5. При этом относительную влажность в камере устанавливают 75 %.
Примечание. Для испытания применяется двуокись серы (SО2). Допустимо присутствие небольших количеств других окислов серы (таких как SО3) - но не более 1 % общего количества двуокиси серы.
(Измененная редакция, Изм. № 9).
2.36.4.5. Заданный испытательный режим в течение времени выдержки поддерживают постоянным.
Продолжительность выдержки 4, 10, 21 сут.
Конкретную продолжительность выдержки устанавливают в стандартах и ТУ на изделия и ПИ.
2.36.4.6. Далее испытание проводят в соответствии с требованиями пп. 2.36.3.9 и 2.36.3.10.
2.36.4.7. Оценка результатов - в соответствии с п. 1.56. Оценка коррозионных разрушений - по ГОСТ 27597.
2.36.5. Метод 301-3
2.36.5.1. Испытательное оборудование должно соответствовать требованиям п. 2.36.3.1. Камера должна быть изготовлена из материалов, стойких к воздействию сероводорода.
2.36.5.2. Концентрацию сероводорода в камере поддерживают, подавая газ от аппарата Киппа, либо получают, как указано в приложении 2 ГОСТ 24683, и периодически, не реже одного раза в сутки, контролируют в соответствии с приложением 21.
(Измененная редакция, Изм. № 5).
2.36.5.3. Уровень освещенности в рабочем объеме камеры от дневного или искусственного источника света должен быть не более 300 лк.
2.36.5.4. Испытание проводят с учетом требований п. 2.36.3.2.
2.36.5.5. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.36.5.6. Изделия устанавливают в камеру в соответствии с п. 2.36.3.4, при этом объем изделий не должен превышать 15 % объема испытательного пространства.
2.36.5.7. В камере устанавливают следующий режим испытаний:
концентрация сероводорода объемная - (10 - 15) см3/м3 или массовая - (0,015 - 0,022) г/м3;
температура - 25°С;
относительная влажность – 75 %.
Время выхода на режим испытаний должно быть не более 3 ч после размещения изделий в камере.
Допустимые отклонения параметров испытательного режима - в соответствии с п. 2.36.3.5.
Продолжительность выдержки - 4, 10, 21 сут в зависимости от требований, установленных в стандартах и ТУ на изделия и ПИ.
2.36.5.8. Заданный испытательный режим в течение времени выдержки поддерживают постоянным.
2.36.5.9. После окончания выдержки в среде агрессивного газа изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний не менее 1 ч.
2.36.5.10. Проводят визуальный осмотр и измерение параметров изделий.
2.36.5.11. Сопротивление контактов изделий измеряют в режимах, установленных в стандартах и ТУ на изделия и ПИ.
Сочлененные соединители не следует разъединять до измерения сопротивления контактов. После измерений сопротивления контактов соединители расчленяют и проводят внешний осмотр контактных поверхностей.
Внешний осмотр соединителей, испытуемых в расчлененном состоянии, следует проводить до сочленения изделий перед измерением. Число контактов, у которых измеряют сопротивление, устанавливают в стандартах и ТУ на изделия и ПИ.
2.36.5.12. Оценка результатов - в соответствии с п. 1.56.
2.36.6. Метод 301-4
2.36.6.1. Испытательная камера должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
Камера должна быть изготовлена из материалов, стойких к воздействию озона.
В камере должны быть предусмотрены:
устройство для ввода газа, которое должно обеспечивать равномерность поступления газа в камеру и не допускать прямого попадания струи на изделия;
устройства для отбора проб газа, измерения его концентрации, температуры и относительной влажности, удаления отработанного газа из камеры и последующей его нейтрализации.
Поток газовоздушной смеси в полезном объеме камеры должен обеспечивать не менее чем 45-кратный обмен в час. Скорость циркулирования газовоздушной смеси в камере должна быть не менее 1 м/с.
Заданную концентрацию озона в камере поддерживают непрерывной подачей озонированного воздуха от озонатора. Воздух, поступающий на озонирование, должен быть очищен от пыли и органических примесей.
Концентрацию озона в камере контролируют в соответствии с приложением 22 не менее одного раза в течение времени выдержки, при этом первоначальное измерение рекомендуется проводить через 30 мин после подачи в камеру озонированного воздуха.
2.36.6.2. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.45, 1.48, 1.50, 1.54, 1.55.
2.36.6.3. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.36.6.4. Изделия помещают в камеру в соответствии с требованиями п. 2.36.3.4, при этом объем, занимаемый изделиями, не должен превышать 15 % объема испытательного пространства камеры.
2.36.6-2.36.6.4. (Введены дополнительно, Изм. № 6).
2.36.6.5. В камере устанавливают следующий режим испытаний:
массовая концентрация озона - (0,25 ±0,05) г/м3 или объемная - (125 ±25) см3/м3;
температура и относительная влажность воздуха - в соответствии с п. 1.43.
Продолжительность выдержки при заданных параметрах испытательной среды - 2 ч.
(Измененная редакция, Изм. № 9).
2.36.6.6. После окончания вьщержки озонатор отключают.
Камеру продувают сжатым воздухом в течение 10 - 20 мин, при этом должен быть обеспечен не менее чем трехкратный обмен воздуха.
Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний не менее 1 ч. Конкретное время устанавливают в стандартах и ТУ на изделия и ПИ.
2.36.6.7. Визуальный осмотр и измерение параметров изделий - в соответствии с п. 1.45.
2.36.6.8. Изделия считают выдержавшими испытания, если внешний вид или степень изменения деталей, изготовленных из резины и других полимерных материалов (разбухание, появление трещин, изменение формата, цвета и т. п.), и изменение параметров изделий не превышают установленных в стандартах и ТУ на изделия и ПИ.
2.36.6.6-2.36.6.8. (Введены дополнительно, Изм. № 6).
2.37. Испытание на воздействие сред заполнения
2.37.1. Испытание проводят с целью проверки способности изделий сохранять свои параметры в пределах значений, указанных в стандартах и ТУ на изделия и ПИ в условиях и после воздействия газовой среды.
2.37.2. Испытание проводят одним из следующих методов:
метод 302-1 - метод нормальных испытаний;
метод 302-2 - метод ускоренных испытаний.
2.37.3. Метод 302-1
2.37.3.1. Испытание проводят в камере, обеспечивающей испытательный режим (температуру, давление, состав среды) с отклонениями, не превышающими допускаемых в настоящем стандарте.
2.37.3.2. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.48 - 1.50, 1.54, 1.55.
2.37.3.3. Концентрацию среды заполнения (по объему) выбирают из следующих компонентов:
азот - до 96 %;
кислород - до 20 %;
углекислый газ - до 3 %;
водород - до 20 %;
гелий - до 1 % или аргон - до 1,5 %;
прочие газы - до 1 %.
Конкретный состав и количественные соотношения среды заполнения и их концентрацию (по объему) указывают в стандартах и ТУ на изделия и ПИ. В ТЗ на изделия указывают концентрацию кислорода при значении повышенной рабочей температуры среды. При этом влажность среды не контролируют. Для приготовления среды следует применять:
газообразный азот по ГОСТ 9293;
газообразный аргон по ГОСТ 10157;
технический гелий по техническим условиям;
технический водород по ГОСТ 3022;
технический кислород по ГОСТ 5583;
жидкую двуокись углерода по ГОСТ 8050.
Содержание отдельных компонентов среды в процессе выдержки не должно изменяться более чем на 25 % для компонентов, содержание которых в среде составляет до 5 %, для остальных компонентов это изменение не должно превышать ±10 %.
(Измененная редакция, Изм. № 5).
2.37.3.4. Если указано в стандартах и ТУ на изделия и ПИ, изделия выдерживают в нормальных климатических условиях испытания в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.37.3.5. Для герметичных изделий проводят контроль герметичности способом, установленным в стандартах и ТУ на изделия и ПИ.
2.37.3.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.37.3.7. Изделия размещают в камере таким образом, чтобы была обеспечена свободная циркуляция среды вокруг изделий. Для тепловыделяющих изделий, на которые при выдержке подают электрическую нагрузку, следует учитывать особенности их размещения в камере, установленные в стандартах и ТУ на изделия для испытаний на воздействие повышенной температуры.
2.37.3.8. Камеру заполняют газовой средой, указанной в ТЗ, стандартах и ТУ на изделие. При этом значение установленного в камере давления среды должно превышать нормальное атмосферное давление на 13,00 гПа (10 мм рт.ст.) – 67,0 гПа (50 мм рт.ст.), если другое значение давления не указано в стандартах и ТУ на изделия.
Процесс приготовления среды приведен в приложении 20.
2.37.3.9. Температуру в камере устанавливают равной повышенной рабочей температуре среды, указанной в ТЗ, стандартах и ТУ на изделия. Отклонение температуры среды в камере или температуры контролируемого участка (узла) изделия не должно превышать значений, указанных в п. 2.16.3.5.
2.37.3.10. На изделия постоянного или с установленной периодичностью подают электрическую нагрузку, если это предусмотрено в стандартах и ТУ на изделия и ПИ.
2.37.3.11. Изделия выдерживают в камере в течение времени, указанного в стандартах и ТУ на изделия и ПИ и выбираемого из ряда: 24, 250, 300, 500, 1000 ч.
(Измененная редакция, Изм. № 5).
2.37.3.12. В конце выдержки, а при необходимости и в процессе выдержки, если это установлено в стандартах и ТУ на изделия и ПИ, проводят измерение параметров изделий. Если измерение в конце выдержки без извлечения изделий из камеры невозможно, допускается проводить измерение вне камеры. При этом все измерения должны быть закончены в течение 1 ч после извлечения изделий из камеры.
2.37.3.13. По окончании выдержки с изделий снимают электрическую нагрузку и в камере устанавливают условия, соответствующие нормальным климатическим условиям испытаний.
2.37.3.14. Изделия извлекают из камеры и выдерживают в нормальных климатических условиях испытаний до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
2.37.3.15. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.37.3.16. Оценка результатов - в соответствии с п. 1.56.
2.37.4. Метод 302-2
2.37.4.1. Ускоренный метод испытаний устанавливают в соответствии с требованиями ГОСТ 9.083, ГОСТ 9.707 и указывают в стандартах и ТУ на изделия и ПИ.
2.38. Испытание на герметичность
2.38.1. Испытание проводят с целью проверки герметичности изделий.
2.38.2. Испытание проводят одним из следующих методов:
метод 401-1 - проверка герметичности изделий по обнаружению утечки жидкости;
метод 401-2 - проверка герметичности изделий по обнаружению утечки газа массспектрометром, в том числе метод 401-2.1 и метод 401-2.2;
метод 401-2.1 - проверка герметичности изделий, имеющих свободные внутренние объемы;
метод 401-2.2 - проверка герметичности изделий, представляющих собой герметичные перегородки и уплотнения;
метод 401-3 - проверка герметичности изделий по проникновению жидкости и газа (параметрический метод);
метод 401-4 - проверка герметичности изделий по обнаружению утечки газа, в том числе метод 401-4.1, метод 401-4.2 и метод 401-4.3;
метод 401-4.1 - проверка герметичности изделий путем обнаружения утечки воздуха или другого газа из внутренних полостей изделий при погружении их в жидкость с пониженным давлением;
метод 401-4.2 - проверка герметичности изделий путем обнаружения утечки воздуха или другого газа из внутренних полостей изделий при погружении их в жидкость с повышенной температурой;
метод 401-4.3 - проверка герметичности изделий путем пропитки их жидкостью с температурой кипения ниже температуры испытания и погружения в нагретую жидкость;
метод 401-5 - проверка герметичности изделий по обнаружению утечки воздуха, подаваемого на изделие под давлением;
метод 401-6 - проверка герметичности изделий путем проникновения паров влаги (влажностный метод).
Метод 401-1 применяют для изделий, наполненных жидкостью или содержащих наполнитель, находящийся в твердом состоянии при нормальных климатических условиях испытаний и превращающийся в жидкость при температуре испытания. Метод применяют для обнаружения течей, эквивалентный нормализованный поток* через которые более
![]()
* Эквивалентный нормализованный поток - поток воздуха через течь при перепаде давления 105 Па (750 мм рт. ст.) и температуре воздуха (20 ±2)°С. Определение потока воздуха - по ГОСТ 5197.
Методы 401-2.1 и 402-2.2
применяют для изделий, не обладающих повышенной адсорбцией, способных
выдерживать повышенное и пониженное давление относительно нормального
атмосферного без остаточных деформаций. Методы применяют для обнаружения течей,
эквивалентный нормализованный поток через которые меньше порядка ![]() , но не меньше порядка
, но не меньше порядка ![]() .
.
Испытание требует дополнительного выявления течей, эквивалентный нормализованный поток через которые более
![]()
Метод 401-2.1 применяют для изделий, имеющих свободный внутренний объем. Герметичность изделий проверяют определением интенсивности утечки пробного газа с помощью масс-спектрометра.
Метод 401-2.2 применяют для изделий, представляющих собой герметичные перегородки и уплотнения. Область применения метода должна быть указана в стандартах и ТУ на изделия и ПИ.
Метод 401-3 применяют к изделиям, для которых проникновение агрессивной среды приводит к изменению их параметров и которые могут вьщерживать внешнее избыточное давление и обладают свойствами изменять параметры под воздействием испытательной среды.
Метод применяют для обнаружения течей, эквивалентный нормализованный поток через которые более
![]()
Методы 401-4.1, 401-4.2 и 401-4.3 применяют для изделий, содержащих внутри некоторый объем газа и способных вьщерживать понижение и повышение давления относительно нормального и воздействие температуры в определенных пределах без остаточных деформаций.
Испытание состоит в обнаружении утечки газа путем наблюдения пузырьков, возникающих вследствие создания избыточного давления в изделии. Конкретный метод испытания выбирают в зависимости от способа создания избыточного давления.
При испытании по методу 401-4.1 избыточное давление создают путем понижения давления в пространстве над жидкостью, в которую помещают изделия при испытании.
При испытании по методу 401-4.2 избыточное давление создают погружением изделий, имеющих нормальную температуру, в испытательную жидкость при повышенной температуре.
При испытании по методу 401-4.3 избыточное давление создают путем погружения изделий, пропитанных жидкостью с температурой кипения ниже температуры испытания, в испытательную жидкость при повышенной температуре.
В зависимости от выбранного метода могут быть обнаружены течи, эквивалентный нормализованный поток через которые больше
![]()
Метод 401-5 применяют для изделий либо их элементов (прокладок, уплотнителей, соединителей), способных выдерживать давление воздуха до значения, указанного в стандартах и ТУ на изделия и ПИ. Испытание проводят путем подачи в изделие воздуха под давлением.
Метод 401-6 применяют к изделиям, для которых проникновение в корпус паров воды приводит к изменению их параметров.
(Измененная редакция, Изм. № 5).
2.38.3. Метод 401-1
2.38.3.1. Испытания проводят с применением камеры тепла, которая должна обеспечивать испытательный режим с отклонениями, установленными в настоящем стандарте.
2.38.3.2. Испытания проводят с учетом требований пп. 1.43, 1.44, 1.48, 1.50, 1.54.
(Измененная редакция, Изм. № 5).
2.38.3.3. Проводят предварительную очистку изделия от загрязняющих веществ, способных маскировать наблюдение утечки жидкости. Способ очистки устанавливают в стандартах и ТУ на изделия и ПИ. Качество очистки проверяют способами, принятыми для обнаружения утечки по п. 2.38.3.6. Затем изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.38.3.4. Изделия помещают в камеру тепла, располагая их таким образом, чтобы облегчить условия вытекания жидкости при нарушении герметичности. Изделия, имеющие несколько плоскостей герметизации, выдерживают последовательно в положениях, обеспечивающих наилучшие условия вытекания жидкости для каждой плоскости. Температура воздуха в камере должна быть равна повышенной рабочей или предельной температуре, указанной в стандартах и ТУ на изделия и ПИ, в зависимости от того, которая из температур выше.
(Измененная редакция, Изм. № 5).
2.38.3.5. Изделия выдерживают в камере при указанной температуре в течение времени, указанного в стандартах и ТУ на изделия и ПИ. Время выдержки определяется временем, достаточным для установления теплового равновесия изделия.
2.38.3.6. Изделия извлекают из камеры, выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Проводят визуальный осмотр с целью обнаружения утечки жидкости. Способ обнаружения утечки (ультрафиолетовое освещение, цветовые индикаторы и др.) и ее допустимую величину указывают в стандартах и ТУ на изделия и ПИ.
2.38.3.7. Изделия считают выдержавшими испытание, если утечка не превышает значений, указанных в стандартах и ТУ на изделия и ПИ.
2.38.4. Метод 401-2.1
2.38.4.1. Испытание проводят с применением масс-спектрометра.
2.38.4.2. Испытание проводят с учетом требований п. 2.38.3.2.
2.38.4.4. Изделия помещают в камеру для опрессовки, в которую вводят технический гелий, и выдерживают при повышенном рабочем давлении, соответствующем указанному в стандартах и ТУ на изделия и ПИ или другой технической документации, утвержденной в установленном порядке.
Продолжительность выдержки в камере указывают в стандартах и ТУ на изделия и ПИ.
Допускается до заполнения камеры гелием давление в камере понижать до 13,3 гПа (10 мм рт.ст.) и выдерживать при данном давлении в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.38.4.5. Изделия извлекают из опрессовочной камеры и выдерживают в условиях, обеспечивающих удаление гелия, адсорбированного внешними поверхностями в течение 20 мин, если другое время. не указано в стандартах и ТУ на изделия и ПИ, способами, установленными в стандартах и ТУ на изделия и ПИ.
2.38.4.6. Изделия помещают в камеру, соединенную с масс-спектрометром, и измеряют скорость утечки гелия. Измеренное значение сравнивают со значением скорости утечки гелия, указанным в стандартах и ТУ на изделия.
2.38.5. Метод 401-2.2
2.38.5.1. Испытания проводят с применением масс-спектрометра.
2.38.5.2. Испытания проводят с учетом требований п. 2.38.3.2.
2.38.5.3. Подготовка к испытанию - по п. 2.38.4.3.
2.38.5.4. Изделие в соответствии со схемой, установленной в стандартах и ТУ на изделия и ПИ, вакуум-плотно присоединяют к камере масс-спектрометра.
2.38.5.5. Изделие подвергают воздействию пробного газа со стороны, не присоединенной к масс-спектрометру при атмосферном давлении, если другое значение давления не указано в стандартах и ТУ на изделия и ПИ.
В стандартах и ТУ на изделия и ПИ должно быть указано, к какой стороне уплотнения изделия должно прилагаться давление газа.
2.38.5.6. Оценка результатов испытаний - в соответствии с п. 2.38.4.7.
2.38.6. Метод 401-3
2.38.6.1. Испытание проводят в барокамере, которая должна обеспечивать испытательный режим, установленный в стандартах и ТУ на изделия и ПИ.
2.38.6.2. Испытание проводят с учетом требований п. 2.38.3.2.
2.38.6.3. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.38.6.4. Проводят визуальный осмотр и измерение параметров изделий в соответствии с п. 1.45.
2.38.6.5. Изделия помещают в барокамеру, которую заполняют испытательной средой таким образом, чтобы изделие было погружено в нее полностью, и выдерживают в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Давление в испытательной камере должно быть нормальным или повышенным до значения, указанного в стандартах и ТУ на изделия и ПИ.
В качестве испытательной среды рекомендуется дистиллированная вода, ацетон, влажный воздух, аргон или другие среды в зависимости от изделия.
2.38.6.6. Изделия извлекают из камеры, промывают, сушат способом, указанным в стандартах и ТУ на изделия и ПИ.
2.38.6.7. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.38.6.8. Проводят визуальный осмотр, измерение параметров изделий в соответствии с п. 1.45.
2.38.6.9. Изделия считают выдержавшими испытание, если изменение параметров не превышает допустимых значений, установленных в стандартах и ТУ на изделия и ПИ.
2.38.7. Метод 401-4.1
2.38.7.1. Испытание проводят в ванне с обезгаженной жидкостью, находящейся внутри барокамеры, которая должна обеспечивать испытательный режим, установленный в стандартах и ТУ на изделия и ПИ.
2.38.7.2. Испытание проводят с учетом требований п. 2.38.3.2.
2.38.7.3. Проводят очистку изделий способом, указанным в стандартах и ТУ на изделия и ПИ, после чего изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.38.7.4. Изделия погружают исследуемой поверхностью вверх в прозрачную ванну, наполненную предварительно обезгаженной жидкостью и находящуюся внутри барокамеры. Количество жидкости в ванне должно быть достаточным, чтобы исследуемая поверхность была погружена на глубину не менее 50 мм. Температура испытательной жидкости должна быть в интервале 15 - 35°С, кинематическая вязкость - не более 40·10-6 м2·с-1 (40 сСт) при 20ºС.
(Измененная редакция, Изм. № 5).
2.38.7.5. Давление в камере снижают до 0,1 - 1 кПа (1 - 10 мм рт. ст.). Наблюдение за изделием проводят с момента снижения давления до достижения вышеуказанного давления и далее в течение не более 1 мин, если иное время не указано в стандартах и ТУ на изделия и ПИ.
2.38.7.6. Изделия считают выдержавшими испытание при условии, что выделение пузырьков газа не наблюдается, если иное условие не установлено в стандартах и ТУ на изделия и ПИ.
2.38.8. Метод 401-4.2
2.38.8.1. Испытания проводят в ванне с жидкостью, которая должна обеспечивать испытательный режим с отклонениями, установленными в настоящем стандарте.
2.38.8.2. Испытания проводят с учетом требований п. 2.38.3.2.
2.38.8.3. Проводят очистку изделий способом, указанным в стандартах и ТУ на изделия и ПИ, после чего изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.38.8.4. Изделия, имеющие температуру 15 - 35°С, погружают в ванну, наполненную жидкостью. Температура жидкости должна быть равна повышенной рабочей или предельной температуре в зависимости от того, которая из температур выше, если другая температура не указана в стандартах и ТУ на изделия и ПИ.
Кинематическая вязкость жидкости должна быть не более 3·10-6 м2·с-1 (3 сСт) при температуре испытания. В качестве испытательной жидкости могут использоваться фторуглеводородные жидкости с температурой кипения 160 - 200°С.
Изделия погружают таким образом, чтобы исследуемая плоскость находилась не менее чем на 50 мм ниже поверхности жидкости.
Изделия, имеющие несколько плоскостей герметизации, испытывают последовательно для каждой плоскости.
(Измененная редакция, Изм. № 5, 9).
2.38.8.5. Изделия выдерживают в жидкости не менее 1 мин, если иное время не указано в стандартах и ТУ на изделия и ПИ. В течение этого времени проводят наблюдение за изделием.
2.38.8.6. Изделия считают выдержавшими испытание при условии, что выделение пузырьков газа не наблюдается, если иное условие не указано в стандартах и ТУ на изделия и ПИ.
2.38.9. Метод 401-4.3
2.38.9.1. Испытание проводят в ванне с жидкостью, которая должна обеспечивать испытательный режим с отклонениями, установленными в настоящем стандарте.
2.38.9.2. Испытание проводят с учетом требований п. 2.38.3.2.
2.38.9.3. Изделия помещают в камеру для опрессовки. Давление в камере понижают до 0,1 - 1,0 кПа (1 - 10 мм рт. ст.) и поддерживают его не менее 30 мин, если другое время не указано в стандартах и ТУ на изделия и ПИ. После этого, не нарушая герметичности, в камеру подают пропитывающую жидкость таким образом, чтобы изделия были погружены на глубину не менее 50 мм. Затем с помощью азота, фреона или другого газа давление в камере повышают до 300 - 500 кПа (если другое давление не указано в стандартах и ТУ на изделия и ПИ), при этом давление в камере не должно превышать предельное давление, указанное в стандартах, ТУ или другой технической документации, утвержденной в установленном порядке. Изделия выдерживают при этом давлении не менее 3 ч, если другое время не указано в стандартах и ТУ на изделия.
По окончании выдержки давление снимают, а изделия оставляют в пропитывающей жидкости до погружения в нагретую жидкость.
Изделия вынимают из пропитывающей жидкости и выдерживают на воздухе в нормальных климатических условиях испытаний таким образом, чтобы время перед погружением в нагретую жидкость было не менее 15 мин и не более 2 ч, если другое время не указано в стандартах и ТУ на изделия и ПИ.
2.38.9.4. Изделия погружают в ванну, наполненную жидкостью. Жидкость в ванне должна быть нагрета до температуры, равной рабочей температуре изделия, если другая температура не указана в стандартах и ТУ на изделия и ПИ.
Кинематическая вязкость испытательной жидкости должна быть не более 3·10-6 м2·с-1 (3 сСт) при температуре испытания. В качестве испытательной жидкости могут использоваться фторуглеводородные жидкости с температурой кипения 160 - 200ºС.
Изделия погружают таким образом, чтобы исследуемая плоскость находилась не менее чем на 50 мм ниже поверхности жидкости.
(Измененная редакция, Изм. № 5).
2.38.9.5. Изделия выдерживают в испытательной жидкости не менее 1 мин, если другое время не указано в стандартах и ТУ на изделия и ПИ. В течение этого времени проводят наблюдение за изделиями.
2.38.9.6. Изделия считают выдержавшими испытание при условии, что выделение пузырьков газа не наблюдается, если другое условие не указано в стандартах и ТУ на изделия и ПИ.
2.38.10. Метод 401-5
2.38.10.1. Испытание проводят с применением устройства, которое должно обеспечивать подачу воздуха в изделие под давлением.
2.38.10.2. Испытание проводят с учетом требований п. 2.38.3.2.
2.38.10.3. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ, затем проводят визуальный осмотр изделий и измерение параметров изделий в соответствии с п. 1.45.
2.38.10.4. Изделие присоединяют к устройству, обеспечивающему подачу в него воздуха под давлением. Схему устройства для проведения испытаний и значение давления воздуха указывают в стандартах и ТУ на изделия и ПИ. Время выдержки изделий под указанным давлением должно быть не менее 1 мин.
Для наблюдения выхода пузырьков воздуха, проходящего через исследуемые изделия, устройство с подсоединенными изделиями погружают на глубину, указанную в стандартах и ТУ на изделия и ПИ.
При проверке герметичности изделий, допускающих утечку воздуха, изделия накрывают воронкой с находящимся на ней приспособлением для измерения проходящего через изделия воздуха (например, тарированной мензуркой).
2.38.10.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ, затем проводят визуальный осмотр и измерение параметров изделий в соответствии с п. 1.45.
2.38.10.6. Изделия считают выдержавшими испытание, если на поверхности жидкости не наблюдается вьщеление пузырьков воздуха или количество выделенного воздуха не превышает допустимого значения, указанного в стандартах и ТУ на изделия и ПИ.
2.38.11. Метод 401-6
2.38.11.1. Испытание проводят с применением камеры влажности, которая должна поддерживать испытательный режим, с отклонениями, установленными в настоящем стандарте.
2.38.11.2. Испытания проводят с учетом требований п. 2.37.3.2.
2.38.11.3. Изделия помещают в камеру влажности при температуре (50 ±2)°С, относительной влажности (93 ±3) % и выдерживают в течение 4 сут.
2.38.11.4. Изделия извлекают из камеры влажности и выдерживают в нормальных климатических условиях не менее 2 ч, после чего измеряют параметры изделий в соответствии с п. 1.45. Измерения параметров должны быть закончены не позже чем через 24 ч после извлечения изделия из камеры влажности.
(Измененная редакция, Изм. № 5).
2.38.11.5. Изделия считают выдержавшими испытание, если электрические параметры соответствуют значениям, указанным в стандартах и ТУ на изделия и ПИ.
2.39. Испытание на способность к пайке
2.39.1. Испытание проводят с целью проверки способности выводов изделия легко смачиваться припоем.
2.39.2. Испытания проводят одним из следующих методов:
метод 402-1 - испытание с применением паяльной ванны;
метод 402-2 - испытание с применением паяльника;
метод 402-3 - испытание с применением капельной установки.
метод 402-4 - испытание на десмачивание;
метод 402-5 - испытание методом баланса смачивания.
Метод 402-1 с соответствующими изменениями времени и температуры используют для определения десмачивания (метод 402-4). Указанный метод применяют, если это предусмотрено в стандартах и ТУ на изделия и ПИ.
Метод 402-2 используют в тех случаях, когда применение методов 402-1 и 402-3 невозможно или нецелесообразно.
Изделия, конструкция и физические свойства которых не позволяют применять установленные в настоящем стандарте методы, испытывают методами, указанными в стандартах и ТУ на изделия и ПИ.
Конкретный метод испытания устанавливают в стандартах и ТУ на изделия.
(Измененная редакция, Изм. № 5, 10).
2.39.3. Если в стандартах и ТУ на изделия и ПИ предусмотрено перед испытанием на способность к пайке проводить ускоренное старение, то должен быть применен один из следующих методов.
Метод 1. Изделия подвергают воздействию водяного пара в течение 1 или 4 ч, при этом конкретное время устанавливают в стандартах и ТУ на изделия.
Для ускоренного старения изделия подвешивают предпочтительно при вертикальном расположении вывода так, чтобы конец вывода находился на расстоянии 25 - 30 мм от поверхности дистиллированной воды, кипящей в сосуде из боросиликатного стекла (например, двухлитровом химическом стакане) или нержавеющей стали подходящего объема. Кроме того, вывод должен находиться на расстоянии не менее 10 мм от стенок сосуда. В сосуд должна быть помещена подставка из термокоррозионно-стойкого материала (например, текстолита), с отверстиями для подвешивания изделий.
Уровень воды следует поддерживать постоянным, постепенно добавляя в небольших количествах горячую дистиллированную воду таким образом, чтобы бурное кипение воды не прекращалось. Допускается для поддержания уровня воды использовать обратный холодильник.
Схема установки для проведения ускоренного старения приведена на черт. 9.
Установка для ускоренного старения в водяном паре
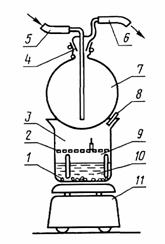
1 - противотурбулентные камни; 2 - опора для изделий; 3 - место для размещения изделий (высота около 75 мм, диаметр около 125 мм); 4 - зажимное приспособление для поддержки колбы; 5 - пуск охлаждающей воды; 6 - выход охлаждающей воды; 7 - двухлитровая колба из боросиликатного стекла; 8 - неплотно закрытый носик химического стакана; 9 - двухлитровый химический стакан из боросиликатного стекла; 10 - деионизованной воды 800 см3; 11 - нагревательная плитка
Черт. 9
Примечание. Образцы не следует помещать под самой нижней частью охлаждающей колбы, чтобы на них не попадали капли падающей воды.
Метод 2. Изделия подвергают воздействию повышенной влажности при постоянном режиме в течение 10 сут при температуре (40 ±2)°С и относительной влажности (93 ±3) % в соответствии с пп. 2.22.6.7 и 2.22.6.8.
Метод 3. Изделия подвергают воздействию в течение 16 ч повышенной температуры 155ºС в соответствии с пп. 2.16.3.1 и 2.16.3.5.
После проведения ускоренного старения изделия выдерживают в нормальных климатических условиях испытаний не менее 2 ч и не более 24 ч.
Примечание. Если температура при ускоренном старении выше максимальной рабочей температуры или температуры хранения, или если предполагается значительное повреждение изделия при 100°С в водяном паре, допускается проводить ускоренное старение выводов, отделенных от изделия.
2.39.4. Метод 402-1
2.39.4.1. Испытания проводят в паяльной ванне, имеющей такой объем, чтобы при погружении выводов в расплавленный припой температура его изменялась в пределах установленных допусков. Рекомендуемая глубина ванны - не менее 40 мм и объем - не менее 300 см3.
2.39.4.2. Для испытания применяют припой марки ПОС61 по ГОСТ 21930, если другой припой не указан в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 3).
2.39.4.3. Применяемый флюс должен состоять из 25 % по массе канифоли (ГОСТ 19113) и 75 % по массе изопропилового (ГОСТ 9805) или этилового спирта (ГОСТ 18300).
Если указано в стандартах и ТУ на изделия и ПИ, то может быть применен активированный флюс, полученный добавлением к указанному выше флюсу диэтиламина гидрохлорида по нормативно-технической документации в количестве 0,5 % содержания канифоли (в пересчете на свободный хлор).
2.39.4.4. Испытание проводят с учетом требований пп. 1.41, 1.43, 1.44, 1.48, 1.50.
2.39.4.5. Предварительную подготовку выводов не проводят, если это не указано в стандартах и ТУ на изделия и ПИ. При необходимости выводы обезжиривают путем погружения в нейтральный органический растворитель при комнатной температуре.
2.39.4.6. Проводят визуальный осмотр изделий в соответствии с требованиями стандартов и ТУ на изделия и ПИ. Осмотр проводят невооруженным глазом. При необходимости определения характера дефектов применяют лупу с увеличением до 10Х. Рекомендуется применять лупу с увеличением 2,5Х - 4Х.
2.39.4.7. Выводы изделия опускают во флюс, затем вынимают и выдерживают для удаления избытка флюса в вертикальном положении в течение 30 - 60 с.
2.39.4.8. Выводы изделий погружают в ванну с расплавленным припоем в направлении их продольной оси. Температуру припоя в ванне устанавливают (235±5)ºС. Скорость погружения (извлечения) выводов (25±2,5) мм·с-1, время выдержки - (2±0,5) с. Для элементов, имеющих большую теплоемкость, в стандартах и ТУ на изделия и ПИ может быть установлено время выдержки (5±0,5) с. Поверхность расплавленного припоя в ванне должна быть чистой и блестящей, для чего перед каждым погружением выводов изделий ее очищают лопаткой из материала с низкой теплопроводностью (например, дерево, фторопласт).
Для защиты испытуемых изделий от прямого теплоизлучения ванны между расплавленным припоем и корпусом изделия помещают экран с отверстиями для свободного прохождения погружаемых в ванну выводов. Материал, толщина теплового экрана и способ экранирования изделий должны быть указаны в стандартах и ТУ на изделия и ПИ. Если другие условия погружения не указаны в стандартах и ТУ на изделия и ПИ, то выводы погружают свободным концом в припой так, чтобы расстояние между корпусом изделия и поверхностью припоя для ленточных и проволочных выводов длиной больше 12 мм составляло 6 мм, а для лепестковых - 3 мм или до половины лепестка, если его длина меньше 6 мм.
Точка погружения вывода должна быть на расстоянии не менее 10 мм от стенок ванны.
Для других выводов глубину погружения указывают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5, 10).
2.39.4.9. После извлечения выводов из ванны с расплавленным припоем их выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ. Остатки флюса на выводах удаляют прополаскиванием их в изопропиловом или этиловом спирте или обтиранием мягкой тканью, смоченной спиртом.
(Измененная редакция, Изм. № 5).
2.39.4.10. Визуальный осмотр изделий проводят в соответствии с п. 2.39.4.6.
2.39.4.11. Изделия считают выдержавшими испытания, если при визуальном осмотре установлено, что испытуемая поверхность выводов покрыта гладким блестящим слоем припоя. Допускается незначительное количество отдельных дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны концентрироваться на одном участке поверхности вывода.
(Измененная редакция, Изм. № 10).
2.39,5. Метод 402-2
2.39.5.1. Испытание проводят паяльником.
Стержень паяльника должен быть изготовлен из меди и иметь железное покрытие или выполнен из эрозиостойкого медного сплава. Форма заточки стержня - односторонний клин. Типы паяльников и их характеристика указаны в табл. 23.
Таблица 23
|
Характеристика паяльника |
Норма для типа |
|
|
I |
II |
|
|
Диаметр стержня, мм |
8 |
3 |
|
Длина выступающей части, мм |
32 |
12 |
|
Длина заточенного рабочего конца, мм |
10 |
5 |
Конкретный тип паяльника устанавливают в стандартах и ТУ на изделия и ПИ.
2.39.5.2. (Исключен, Изм. № 5).
2.39.5.3. Для испытания применяют трубчатый припой марки ПОС61 по ГОСТ 21931 с сердечником из канифоли по ГОСТ 19113. Припой представляет собой трубку с сердечником из флюса. Для паяльника I типа используют трубку припоя диаметром 1,2 или 1,5 мм, для паяльника II типа - трубку припоя диаметром 0,8 или 1,0 мм.
При отсутствии трубчатых припоев допускается применять припой по п. 2.39.4.2 и флюс по п. 2.39.4.3.
(Измененная редакция, Изм. № 5, 10).
2.39.5.4. Испытания проводят с учетом требований п. 2.39.4.4.
2.39.5.5. Подготовка изделий к испытанию - в соответствии с п. 2.39.4.5.
Припой, оставшийся на стержне паяльника от предыдущего испытания, должен быть удален.
2.39.5.6. Визуальный осмотр - в соответствии с п. 2.39.4.6.
2.39.5.7. Паяльник с припоем должен соприкасаться с выводом в горизонтальной плоскости сверху по отношению к выводу, если другое условие соприкосновения, обусловленное формой выводов, не установлено в стандартах и ТУ на изделия и ПИ. Температура паяльника (температура стержня в начале испытания) должна быть (350 ±10)°С. Время выдержки 2 - 3 с, если другое время не оговорено в стандартах и ТУ на изделия и ПИ. В момент выдержки паяльник должен быть неподвижен. Между последовательными приложениями паяльника к различным выводам одного и того же изделия следует соблюдать интервал 5 - 10 с. Вывод должен быть облужен на расстоянии не менее 6 мм от корпуса изделия или до половины длины паяемого лепестка в случае лепесткового вывода, если другие условия не указаны в стандартах и ТУ на изделия и ПИ.
Необходимость применения теплоотвода, его размеры, материал и место соприкосновения стержня паяльника с выводом устанавливают в стандартах и ТУ на изделия и ПИ.
Если при проведении испытания для вывода изделия требуется опора, то она должна быть выполнена из теплоизоляционного материала.
(Измененная редакция, Изм. № 5, 10).
2.39.5.8. Остатки флюса удаляют изопропиловым или этиловым спиртом, как указано в п. 2.39.4.9.
2.39.5.9. Визуальный осмотр - в соответствии с п. 2.39.4.6.
2.39.5.10. Изделия считают выдержавшими испытания, если при визуальном осмотре установлено, что поверхность вывода в зоне соприкосновения со стержнем паяльника покрыта гладким, блестящим слоем припоя. Допускаются изъяны (поры, пустоты), не сконцентрированные на одном месте.
(Измененная редакция, Изм. № 5, 10).
2.39.6. Метод 402-3
2.39.6.1. Сущность метода состоит в том, что капля припоя, расположенная на неподвижной горизонтальной поверхности, делится испытуемым выводом пополам, облуживая его в течение определенного промежутка времени.
2.39.6.2. Для проведения испытаний используют капельную установку.
2.39.6.3. Припой должен соответствовать требованиям п. 2.39.4.2, а флюс - п. 2.39.4.3. Припой используют в виде отдельных кусочков. Номинальная масса кусочков припоя в зависимости от диаметра вывода изделий указана в табл. 24.
Таблица 24
|
Номинальный диаметр вывода, мм |
Номинальная масса припоя, мг |
Номинальный диаметр вывода, мм |
Номинальная масса припоя, мг |
|
1,20 - 0,75 |
200 |
0,54 - 0,25 |
75 |
|
0,74 - 0,55 |
125 |
Менее 0,25 |
50 |
(Измененная редакция, Изм. № 10).
2.39.6.4. Испытания проводят с учетом требований п. 2.39.4.4.
2.39.6.5. Подготовка к испытанию - в соответствии с п. 2.39.4.5.
2.39.6.6. Допускается подвергать испытанию выводы, отделенные от изделия, если это необходимо или удобно для проведения испытания.
2.39.6.7. Визуальный осмотр изделий - в соответствии с п. 2.39.4.6.
2.39.6.8. Вывод опускают во флюс или флюс наносят на вывод кистью. Небольшое количество флюса наносят также на расплавленную каплю припоя, чтобы очистить ее и снять окисную пленку, а также чтобы добиться полного смачивания железного стержня капельной установки.
2.39.6.9. На железный стержень, нагретый до температуры (235 ±2)ºС, наносят кусочек припоя. Перед установкой нового кусочка припоя припой, оставшийся на железном стержне от предыдущего испытания, должен быть удален.
2.39.6.10. Испытуемый вывод погружают в каплю припоя, чтобы он коснулся железного стержня. Время пайки с момента, когда вывод, разделив каплю пополам, касается железного стержня, и до момента, когда припой, обтекая вывод, покрывает его, является временем выдержки.
2.39.6.11. Выводы выдерживают в нормальных климатических условиях испытаний в течение времени, установленного в стандартах и ТУ на изделия и ПИ. Остатки флюса удаляют изопропиловым или этиловым спиртом, как указано в п. 2.39.4.9.
2.39.6.12. Изделия считают выдержавшими испытание, если время обтекания вывода припоем не превышает 2,5 с, если другое время не указано в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.39.7.1. Испытание проводят в паяльной ванне, объем и размеры которой - по п. 2.39.4.1.
2.39.7.2. Припой должен соответствовать требованиям п. 2.39.4.2.
2.39.7.3. Флюс должен соответствовать требованиям п. 2.39.4.3.
2.39.7.4. Испытание проводят с учетом требований п. 2.39.4.4.
2.39.7.5. Подготовка изделий к испытанию - в соответствии с п. 2.39.4.5.
2.39.7.6. Проводят визуальный осмотр изделий в соответствии с требованиями стандартов и ТУ на изделия и ПИ. Осмотр проводят невооруженным глазом или с помощью лупы с увеличением 4 - 10Х.
2.39.7.7. Испытуемые выводы опускают во флюс в соответствии с требованиями п. 2.39.4.7, а затем погружают в ванну с расплавленным припоем в направлении продольной оси изделия. Температуру припоя в ванне устанавливают (260 ±5)ºС.
Точка погружения выводов должна быть на расстоянии не менее 10 мм от стенок ванны. Скорость погружения (извлечения) выводов - (5 ±2) мм/с, время выдержки в припое - (5,0 ±0,5) с. После извлечения из ванны с расплавленным припоем выводы выдерживают в вертикальном положении до затвердения припоя. Остатки флюса на выводах удаляют прополаскиванием их в изопропиловом или этиловом спирте.
2.39.7.8. Визуальный осмотр изделий - в соответствии с п. 2.39.7.6.
Поверхность выводов должна быть покрыта гладким, блестящим слоем припоя. Допускается незначительное количество отдельных дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны концентрироваться на одном участке поверхности вывода.
2.39.7.9. Операцию по п. 2.39.7.7 повторяют.
Необходимо, чтобы суммарное время выдержки выводов в припое составляло 10 с. Это время разделяют на два периода по 5 с каждый.
2.39.7.10. Проводят визуальный осмотр в соответствии с п. 2.39.7.6 и измерение параметров, если это указано в стандартах и ТУ на изделия и ПИ, в соответствии с п. 1.45.
2.39.7.11. Оценка результатов - по п. 2.39.7.8.
2.39.8.1. Сущность метода заключается в погружении изделия в ванну с расплавленным припоем и регистрацией результирующей силы, действующей на изделие, как функции от времени. Полученную кривую сравнивают с кривой, зарегистрированной при испытании идеально смоченного изделия того же типа и размеров.
2.39.8.2. Испытательная установка должна обеспечивать испытательный режим с отклонениями, не превышающими установленные в настоящем стандарте. Блок-схема приведена на черт. 9а.
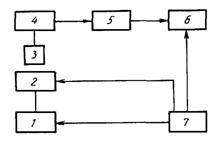
1 - устройство для подъема ванны; 2 - паяльная ванна; 3 - образец; 4 - устройство балансировки и преобразования сигнала; 5 - формирователь сигнала; 6 - самописец; 7 - пульт управления
Черт. 9а
2.39.8.3. Припой должен соответствовать требованиям п. 2.39.4.2.
2.39.8.4. Флюс должен соответствовать требованиям п. 2.39.4.3.
2.39.8.5. Испытание проводят с учетом требования п. 2.39.4.4.
2.39.8.6. Подготовка изделий к испытанию - в соответствии с п. 2.39.4.5.
2.39.8.7. После закрепления изделия в держателе часть его поверхности, указанную в стандартах и ТУ на изделия и ПИ, погружают во флюс, затем вынимают и выдерживают в вертикальном положении, при этом в течение 1 - 5 с избыток флюса стекает на чистую фильтровальную бумагу.
2.39.8.8. Температуру расплавленного припоя в ванне устанавливают (235 ±3)°С. Изделие выдерживают над ванной с расплавленным припоем в вертикальном положении линия отсчета сил, действующих на изделие так, чтобы его нижний край находился над ванной на расстоянии (20 ±5) мм в течение (30 ±15) с для испарения большей части растворителя из флюса. Поверхность расплавленного припоя в ванне должна быть чистой, блестящей, для чего перед каждым погружением изделий ее очищают лопаткой из материала с низкой теплопроводностью (например, из дерева, фторопласта).
Изделие погружают в ванну с припоем со скоростью (20 ±5) мм/с и выдерживают на глубине и в течение времени, указанного в стандартах и ТУ на изделия и ПИ. Изделие извлекают из ванны с припоем с той же скоростью. Когда изделие находится в погруженном состоянии неподвижно, регистрируют результирующую силу, действующую на изделие, как функцию от времени.
Зависимость результирующей силы от времени (кривая «сила - время») показана на черт. 9б.
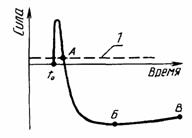
1 – линия отсчета сил, действующих на изделие
Рис. 9б
На черт. 9б силы, направленные вверх (несмачивание), представлены как положительные, а силы, направленные вниз (смачивание), как отрицательные. Характерные точки:
время tQ - время первоначального контакта изделия с поверхностью припоя, когда сила, действующая на изделие, равна нулю;
точка А характеризует момент времени, когда сила, действующая на изделие, равна расчетной выталкивающей силе. При расчете выталкивающей силы за глубину погружения принимают глубину ниже уровня припоя в ванне. Все силы измеряют относительно горизонтальной линии, проходящей через точку А;
точка Б характеризует максимальное значение результирующей силы, направленной вниз, в течение времени погружения;
точка В - точка в конце времени погружения. Сила в точках Б и В может иметь одинаковые значения для одного и того же изделия, что указывает на стабильность условий смачивания. Если сила смачивания в точке В меньше, чем в точке Б, то процесс смачивания является нестабильным.
Примеры кривых «сила - время» приведены в приложении 27.
2.39.8.9. Для получения эталона силы смачивания, с которым необходимо сравнивать результаты испытания, выбирают изделия из числа испытуемых и предварительно облуживают с применением активированного флюса, соответствующего указанному в п. 2.39.4.3.
Облуживание следует повторять на выбранном изделии до тех пор, пока не будет достигнута максимальная сила смачивания. Полученная максимальная сила является эталонной силой смачивания для испытуемых изделий.
Для исследования способности к пайке материалов изделия с низкой степенью смачивания эталонную силу смачивания сравнивают с расчетной силой смачивания.
Расчетную силу смачивания (F) в миллиньютонах получают по формуле
F = 0.08V – 0.4p
где р - периметр погружения части изделия, мм;
V - объем погружения части изделия, мм3.
Примечание. Формула действительна только в том случае, если поперечное сечение изделия постоянно по всей длине части изделия, погруженной в припой. Коэффициент 0,4 мН/мм применим только для условий данного метода испытания. Значение коэффициента зависит от припоя, флюса и температуры, установленных в данном методе.
2.39.8.10. Критериями оценки результатов испытаний являются следующие параметры:
максимальное значение интервала времени (tA - t0), характеризующее начало смачивания;
максимальное значение силы в процентах эталонной силы смачивания после указанного интервала времени, характеризующее распространение смачивания;
минимальное значение отношения силы в точке В к силе в точке Б, характеризующее стабильность смачивания.
Состав параметров и их значения устанавливают в стандартах и ТУ на изделия и ПИ. Выбор критериев оценки результатов испытания - по приложению 28.
2.39.7, 2.39.7.1-2.39.7.11; 2.39.8, 2.39.8.1-2.39.8.11. (Введены дополнительно, Изм. № 10).
2.40. Испытание на теплостойкость при пайке
2.40.1. Испытание проводят с целью определения способности изделия выдерживать воздействие тепла, возникающего при пайке.
2.40.2. Испытание проводят одним из следующих методов:
метод 403-1 - испытание с применением паяльной ванны;
метод 403-2 - испытание с применением паяльника.
Конкретный метод испытания устанавливают в стандартах и ТУ на изделия и ПИ.
Изделия, конструкция и физические свойства которых не позволяют применять методы, установленные в настоящем стандарте, испытывают методами, установленными в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.40.3. Испытание проводят на изделиях, прошедших испытание на способность к пайке.
2.40.4 Метод 403-1
2.40.4.1. Испытание проводят в паяльной ванне, объем и размеры которой - по п. 2.39.4.1.
2.40.4.2. Припой должен соответствовать требованиям п. 2.39.4.2.
2.40.4.3. Флюс должен соответствовать требованиям п. 2.39.4.3.
2.40.4.4. Испытание проводят с учетом требований пп. 1.41, 1.43, 1.44, 1.48, 1.50.
2.40.4.5. Проводят визуальный осмотр изделий в соответствии с п. 2.39.4.6 и измерение параметров в соответствии с п. 1.45.
2.40.4.6. Испытуемый вывод (или выводы) опускают сначала во флюс, а затем в ванну с расплавленным припоем в направлении продольной оси вывода на глубину 2 - 2,5 мм от точки крепления вывода к корпусу изделия, если другая глубина не оговорена в стандартах и ТУ на изделия и ПИ. Точка погружения вывода должна находиться на расстоянии не менее 10 мм от стенок ванны. Температура припоя в ванне должна быть (260 ±5)°С или (350 ±10)°С.
Конкретное значение температуры устанавливают в стандартах и ТУ на изделия и ПИ.
Время выдержки:
(10 ±1) с - при температуре испытания (260 ±5)°С, время погружения выводов - не более 1 с;
(3,5 ±0,5) с - при температуре испытания (350 ±10)°С.
Вся операция, состоящая из погружения, выдержки в ванне и извлечения из ванны, должна быть проведена в течение 3,5 - 5 с.
Необходимость применения теплоотвода, его размеры и материал устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 3, 8, 10).
2.40.4.7. Выводы подвергают пайке одновременно. Если вследствие их геометрического расположения это невозможно, то подвергают выдержке по группам или индивидуально, что должно быть указано в стандартах и ТУ на изделия и ПИ. Между последовательными погружениями следует соблюдать интервал в 5 - 10 с. Общее количество выводов, подвергаемых испытанию, устанавливают в стандартах и ТУ на изделия. Для защиты испытуемых изделий от прямого теплоизлучения ванны над расплавленным припоем помещают экран с отверстиями для свободного прохождения выводов. Применение теплового экрана, его материал и способ экранирования изделия должны быть оговорены в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 5).
2.40.4.8. Для изделий, критичных к нагреву при времени выдержки по п. 2.40.4.6, допускается проводить испытания при температуре (260 ±5)°С и времени выдержки (5 ±1) с, что должно быть указано в стандартах и ТУ на изделия и ПИ. В стандартах и ТУ на эти изделия должно быть указано, что время припаивания к плате не должно превышать 4 с.
(Измененная редакция, Изм. № 3, 10).
2.40.4.9. Изделия выдерживают в нормальных климатических условиях испытаний в течение 30 мин, если другое время не указано в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 10).
2.40.4.10. Проводят визуальный осмотр изделий в соответствии с п. 2.39.4.6 и измерение их параметров в соответствии с п. 1.45.
2.40.4.11. Изделия считают выдержавшими испытание, если внешний вид и параметры изделий соответствуют нормам, указанным в стандартах и ТУ на изделия и ПИ для данного вида испытаний.
2.40.5. Метод 403-2
2.40.5.1. Испытание проводят паяльником, выбор которого проводят в соответствии с требованиями п. 2.39.5.1.
2.40.5.2. Припой должен соответствовать требованиям п. 2.39.4.2.
2.40.5.3. Флюс должен соответствовать требованиям п. 2.39.4.3.
2.40.5.4. Испытание проводят с учетом требований п. 2.40.4.4.
2.40.5.5. Проводят визуальный осмотр изделий в соответствии с п. 2.39.4.6 и измерение их параметров в соответствии с п. 1.45.
2.40.5.6. Паяльник с припоем прикладывается к выводу в горизонтальной плоскости сверху по отношению к выводу, если иное положение паяльника, обусловленное формой выводов, не установлено в стандартах и ТУ на изделия и ПИ. Температура паяльника (температура стержня в начале испытания) должна быть (350 ±10)ºС, время выдержки (10 ±1) с, если меньшее время выдержки не установлено в стандартах и ТУ на изделия и ПИ. Место соприкосновения стержня паяльника с выводом устанавливают в стандартах и ТУ на изделия и ПИ.
Для термочувствительных изделий в стандартах и ТУ на изделия и ПИ должно быть указано расстояние, на котором находится испытуемая поверхность от корпуса элемента, или должно быть указание по теплоотводу; между последовательными приложениями паяльника к различным выводам одного и того же изделия следует соблюдать интервал 5 - 10 с.
Необходимость применения теплоотвода, его размеры и материал устанавливают в стандартах и ТУ на изделия и ПИ.
(Измененная редакция, Изм. № 3, 5, 10).
2.40.5.7. Остатки флюса удаляют изопропиловым или этиловым спиртом, как указано в п. 2.39.4.9.
2.40.5.8. Проводят визуальный осмотр изделий в соответствии с п. 2.39.4.6 и измерение их параметров в соответствии с п. 1.45.
(Измененная редакция, Изм. № 10).
2.40.5.9. Изделия считают выдержавшими испытание, если внешний вид и параметры соответствуют нормам, указанным в стандартах и ТУ на изделия и ПИ.
2.41. Проверка соответствия габаритным, установочным и присоединительным размерам (метод 404-1)
Габаритные, установочные и присоединительные размеры изделий контролируют любыми средствами измерений; погрешности измерения не должны превышать установленных ГОСТ 8.051.
(Измененная редакция, Изм. № 5).
2.42. Проверка внешнего вида (метод 405-1)
Внешний вид изделий проверяют визуальным осмотром и сличением с образцами внешнего вида (при их наличии).
При визуальном контроле внешнего вида и качества соединений составных частей изделий рекомендуется применять увеличительные средства (лупы, очки, микроскопы и т.п.) с увеличением, указанным в стандартах и ТУ на изделия и ПИ.
2.43. Проверка массы (метод 406-1)
Массу изделий проверяют взвешиванием на весах, обеспечивающих требуемую точность, установленную в стандартах и ТУ на изделия и ПИ.
2.44. Контроль качества маркировки
Маркировку изделий электронной техники контролируют по ГОСТ 30668, а электротехнических изделий - по ГОСТ 18620.
2.45. Испытание упаковки на прочность
Упаковку электротехнических изделий проверяют по ГОСТ 23216, а изделий электронной техники - по ГОСТ 23088.
2.44, 2.45. (Измененная редакция, Изм. № 5, 9, 10).
2.45.1. (Исключен, Изм. № 5).
2.46. Испытание на пожарную безопасность
2.46.1. Испытание проводят с целью оценки соответствия изделий требованиям по обеспечению пожарной безопасности, установленным в ТЗ, стандартах и ТУ на изделия. Для электротехнических изделий методы настоящего стандарта конкретизируют соответствующие методы ГОСТ 12.1.004. Для случаев, не охваченных методами настоящего стандарта, испытание электротехнических изделий проводят по ГОСТ 12.1.004.
2.46.2. Испытание проводят двумя или одним из следующих методов:
метод 409-1 - испытание на воздействие пламени;
метод 409-2 - испытание на воздействие аварийных электрических перегрузок.
Метод 409-2 применяют для испытания тепловыделяющих изделий.
Испытания высоковольтных изделий электронной техники, предназначенных для использования в бытовой радиоэлектронной аппаратуре при максимальном рабочем напряжении свыше 4 кВ, проводят в соответствии с требованиями ГОСТ 12.2.006*.
* На территории Российской Федерации действует ГОСТ Р МЭК 60065-2002.
2.46.3. Метод 409-1
2.46.3.1. Испытание проводят в вытяжном шкафу с использованием газовой горелки, обеспечивающей испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
При испытании должен быть обеспечен достаточный доступ воздуха к изделию. Скорость потока воздуха над изделием не должна превышать 0,5 м/с.
Газовая горелка должна быть выполнена из металлической трубки длиной (35 ±1) мм с внутренним диаметром (0,5 ±0,1) мм и наружным диаметром не более 0,9 мм. В качестве газовой горелки допускается использовать иглу для подкожных инъекций, заостренный конец которой должен быть срезан.
В газовую горелку должна подаваться газовая смесь пропана и бутана по ГОСТ 20448, при этом должна быть обеспечена плавная регулировка подачи газовой смеси.
При проведении испытания рабочее место должно удовлетворять требованиям техники безопасности ГОСТ 12.1.005, ГОСТ 12.1.019, ГОСТ 12.1.004.
2.46.3.2. Средства измерений продолжительности горения должны иметь погрешность измерения не более ±1 с.
2.46.3.3. Камера тепла, используемая, при необходимости, для предварительного прогрева изделий, должна обеспечивать испытательный режим с отклонениями, не превышающими указанных в п. 2.16.3.5.
2.46.3.4. Испытанию подвергают изделия в количестве 3 шт., если иное не установлено в стандартах и ТУ на изделия и ПИ.
Допускается испытывать изделия, не соответствующие требованиям по электрическим параметрам, установленным в стандартах и ТУ на изделия и ПИ.
2.46.3.5. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.50, 1.58.
2.46.3.6. Изделия выдерживают в нормальных климатических условиях испытаний в течение 24 ч, если иное не установлено в стандартах и ТУ на изделия и ПИ.
2.46.3.7. Визуальный осмотр изделий проводят в соответствии с п. 1.45.
2.46.3.8. Изделия с пропитанными обмотками, если это установлено в стандартах и ТУ на изделия и ПИ, помещают в камеру тепла и выдерживают при повышенной рабочей температуре среды до достижения теплового равновесия в течение времени, установленного в стандартах и ТУ на изделия и ПИ.
Время между изъятием изделия из камеры тепла и приложением пламени горелки не должно превышать 3 мин. Конкретное время устанавливают в стандартах и ТУ на изделия и ПИ.
2.46.3.9. Устанавливают высоту пламени газовой горелки равной (12±1) мм при вертикальном положении оси горелки посредством регулирования подачи газа (черт. 10).
2.46.3.10. Изделие закрепляют в приспособлении, установленном в вытяжном шкафу. Изделие, имеющее ось (плоскость) симметрии, следует устанавливать в приспособлении таким образом, чтобы ось (плоскость) симметрии находилась в горизонтальном или вертикальном положении. Под изделием размещают гладкую сосновую доску толщиной (10 ±1) мм, покрытую одним слоем бумаги с удельной массой 20 г/м2 по ГОСТ 8273 на расстоянии (200 ±5) мм от места приложения пламени.
Крепежное приспособление должно быть изготовлено с применением материалов, имеющих низкую теплопроводимость, для того, чтобы обеспечить минимально возможный отвод тепла от изделия. При этом приспособление не должно препятствовать приложению пламени. Способ крепления указывают в стандартах и ТУ на изделия и ПИ.
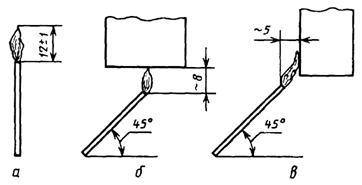
Положение газовой горелки; а - при установке высоты пламени; б, в - во время испытания изделия
Черт. 10
2.46.3.11. Пламя горелки прикладывают к краю торцевой поверхности изделия или любому другому месту поверхности изделия, наиболее пожароопасному с точки зрения применяемых материалов и указанному в стандартах и ТУ на изделия и ПИ.
Горелку следует располагать под углом, близким к 45° к горизонтальной плоскости, в плоскости, перпендикулярной к поверхности изделия, к которой прикладывается пламя (см. черт. 10). Конец пламени должен касаться поверхности изделия.
Во время приложения пламени к изделию передвигать горелку не допускается.
2.46.3.12. Время приложения пламени устанавливают в стандартах и ТУ на изделия и ПИ в зависимости от теплофизических характеристик изделия из ряда: 5, 10, 15, 20, 30, 60 и 120 с.
Если время приложения пламени заранее неизвестно, то испытание проводят методом последовательного приложения пламени в соответствии с приложением 23.
2.46.3.13. Регистрируют наличие и длительность горения изделия после удаления пламени горелки.
Регистрируют наличие следов горения бумаги и сосновой доски.
2.46.3.14. Изделия считают выдержавшими испытание, если время горения изделия после удаления пламени горелки не превышает 30 с, отсутствуют следы горения бумаги и сосновой доски вследствие попадания на них продуктов горения изделия.
2.46.4. Метод 409-2
2.46.4.1. Испытание проводят в вытяжном шкафу с использованием источников питания. Допускаемое отклонение напряжения источников питания не должно превышать ±15 %.
При испытании должны быть выполнены требования п. 2.46.3.1 в части условий испытания и техники безопасности.
2.46.4.2. Средства измерений продолжительности горения изделий и камера тепла для предварительного прогрева изделий (при необходимости) должны соответствовать требованиям пп. 2.46.3.2, 2.46.3.3.
2.46.4.3. Испытанию подвергают выборку, состоящую из трех изделий, если иное не установлено в стандартах и ТУ на изделия и ПИ.
2.46.4.4. Испытание проводят с учетом требований пп. 1.43, 1.44, 1.50, 1.59.
2.46.4.5. Изделия выдерживают в нормальных климатических условиях испытаний в течение 24 ч, если иное время не установлено в стандартах и ТУ на изделия и ПИ.
2.46.4.6. Визульный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.46.4.7. Изделия с пропитываемыми обмотками, если это указано в стандартах и ТУ на изделия и ПИ, помещают в камеру тепла и выдерживают при повышенной рабочей температуре среды до достижения теплового равновесия в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Время между изъятием изделия из камеры тепла и подачей электрического режима не должно превышать 3 мин. Конкретное время устанавливают в стандартах и ТУ на изделия и ПИ.
2.46.4.8. Изделия устанавливают в вытяжном шкафу в приспособление для крепления и подачи электрического режима.
Устанавливают индикатор теплового излучения изделия, если это указано в стандартах и ТУ на изделия и ПИ. Способ индикации теплового излучения постоянных маломощных непроволочных резисторов приведен в приложении 24.
2.46.4.9. Под изделием размещают сосновую доску, покрытую слоем бумаги в соответствии с требованиями п. 2.46.3.10.
2.46.4.10. На изделие подают электрическую нагрузку, при которой мощность рассеяния изделия соответствует аварийной электрической перегрузке, указанной в стандартах и ТУ на изделия и ПИ, и выдерживают изделие под нагрузкой в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
Указания по установлению в стандартах и ТУ на изделия и ПИ режима аварийной электрической перегрузки (уровень перегрузки и время ее приложения) приведены в приложении 25.
2.46.4.11. Регистрируют пламя на изделии (при его наличии) и (или) срабатывание индикатора теплового излучения, наличие следов горения бумаги и сосновой доски вследствие попадания на них продуктов горения изделия.
2.46.4.12. Изделия считают выдержавшими испытание, если в процессе испытания отсутствовало пламя на изделиях и (или) не произошло срабатывание индикатора теплового излучения, отсутствовали следы горения бумаги и сосновой доски.
2.47. Испытание на взрывозащищенность (метод 410-1)
Испытание проводят в соответствии с требованиями ГОСТ 12.2.021, ГОСТ 22782.0*, ГОСТ 22782.1**, ГОСТ 22782.2***, ГОСТ 22782.3, ГОСТ 22782.4*4, ГОСТ 22782.5*5, ГОСТ 22782.6*6, ГОСТ 22782.7*7.
* На территории Российской Федерации действует ГОСТ Р 51330.0-99.
** На территории Российской Федерации действует ГОСТ Р 51330.7-99.
*** На территории Российской Федерации действует ГОСТ Р 51330.6-99.
*4 На территории Российской Федерации действует ГОСТ Р 51330.3-99.
*5 На территории Российской Федерации действует ГОСТ Р 51330.10-99.
*6 На территории Российской Федерации действует ГОСТ Р 51330.1-99.
*7 На территории Российской Федерации действует ГОСТ Р 51330.8-99.
2.46, 2.46.1-2.46.3, 2.46.3.1-2.46.3.14, 2.46.4, 2.46.4.1-2.46.4.12, 2.47, 2.47.1. (Введены дополнительно, Изм. № 6).
2.48. Испытание на воздействие очищающих растворителей
2.48.1. Испытания проводят с целью проверки стойкости к воздействию очищающих растворителей наружных материалов (неметаллических покрытий) и маркировки изделий, выполненной лакокрасочными материалами, и (или) определения способности изделий сохранять свои параметры в пределах значений, указанных в стандартах и ТУ на изделия и ПИ, после воздействия очищающих растворителей.
2.48.2. Испытания проводят следующими методами:
метод 411-1 - выдержки в спиртобензиновой смеси в режиме виброотмывки;
метод 411-2 - выдержка в спиртохладоновой смеси или смеси хладона с пропанолом, в том числе:
метод 411-2.1 - выдержка в смеси этилового спирта с хладоном 113;
метод 411-2.2 - выдержка в смеси хладона 113 с пропанолом 2 (изопропиловый спирт);
метод 411-3 - выдержка в водном растворе технического моющего средства (ТМС) «Электрин»;
метод 411-4 - промывка тампоном или кистью, смоченными в спиртобензиновой смеси.
Методы 411-1, 411-2, 411-3 применяют для испытания изделий, предназначенных для автоматизированной сборки, допускающих очистку от флюсов методом погружения в очищающие растворители, что указывают в стандартах и ТУ на изделия и ПИ.
Применение данных методов испытаний для изделий, не допускающих погружение в очищающие растворители (например, негерметичные изделия), возможно при условии применения дополнительной защиты изделий, исключающих попадание растворителя внутрь изделия.
Положительные результаты, полученные при испытании одним из указанных методов, не гарантируют стойкости изделий к воздействию других очищающих растворителей.
Метод 411-4 предназначен для испытания изделий, которые не могут быть испытаны методами 411-1, 411-2, 411-3 (например, соединители, переменные резисторы, переменные и подстроечные конденсаторы, переключатели). Испытание не проводят, если конструкция, материалы и покрытия выводов изделий являются стойкими к воздействию спиртобензиновой смеси, что указывают в стандартах и ТУ на изделия и ПИ.
Если испытания изделий проводят методом 411-4, то контроль стойкости маркировки к воздействию очищающих растворителей этих изделий проводят методом 407-3.3 ГОСТ 30668.
2.48.3. Метод 411-1
2.48.3.1. Испытание проводят на установке, которая должна обеспечивать испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.48.3.2. Испытания проводят с учетом требований пп. 1.38, 1.42, 1.43, 1.44, 1.45, 1.48, 1.50, 1.54.
2.48.3.3. Спиртобензиновую смесь приготовляют в вытяжном шкафу путем смешения этилового спирта (ГОСТ 18300 и бензина (ТУ 38.401-67-108) в соотношении 1:1 (по объему). Количество приготовленного растворителя должно быть таким, чтобы обеспечивать полное погружение изделий.
2.48.3.4. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.3.5. Изделия закрепляют на приспособлении, выполненном из материала, инертного к растворителю (например, оргстекло, винипласт), таким образом, чтобы они не касались друг друга. Способы установки изделий указывают в стандартах и ТУ на изделия и ПИ.
2.48.3.6. Изделия выдерживают в растворителе при воздействии вибрации с частотой (50 ±5) Гц и амплитудой колебания от 0,1 до 1,0 мм в течение (4,0 ±0,5) мин.
2.48.3.7. Изделия извлекают из растворителя и выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.48.3.8. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.3.9. Изделия считают выдержавшими испытание, если поверхность изделий осталась без изменений (отсутствуют отслаивание, растрескивание, размягчение, набухание, пузыри и сохраняется разборчивость и содержание маркировки) и (или) значения контролируемых электрических параметров соответствует нормам, установленным в стандартах и ТУ на изделия и ПИ.
2.48.4. Метод 411-2.1
2.48.4.1. Испытания проводят в вытяжном шкафу с использованием устройства, которое должно обеспечивать регенерацию хладона 113, постоянство состава смеси и испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
Пример устройства для испытания изделий в кипящем растворителе приведен в приложении 26.
2.48.4.2. Испытание проводят с учетом требований пункт 2.48.3.2.
2.48.4.4. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.4.5. Крепление изделий для испытаний проводят в соответствии с п. 2.48.3.5.
2.48, 2.48.1 - 2.48.4.5. (Введены дополнительно, Изм. № 9).
2.48.4.6. Изделия выдерживают в спиртохладоновой смеси при температуре кипения 45 - 47°С в течение (5,0 ±0,5) мин.
(Измененная редакция, Изм. № 10).
2.48.4.7. Изделия извлекают из смеси и выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.48.4.8. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.4.9. Оценка результатов испытаний - в соответствии с п. 2.48.3.9.
2.48.5. Метод 411-2.2
2.48.5.1. Испытание проводят в соответствии с п. 2.48.4.1 и с учетом требований п. 2.48.3.2.
2.48.5.3. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.5.4. Крепление изделий для испытаний производят в соответствии с п. 2.48.3.5.
Если указано в стандартах и ТУ на изделия, после извлечения изделий из растворителя и выдержки их в нормальных климатических условиях испытаний в течение не менее 5 мин, но не более 30 мин производят протирку поверхности, на которую нанесена маркировка, 5 раз в одном и 5 раз в противоположном направлениях сухим тампоном из ваты. Конкретное время указывают в стандартах и ТУ на изделия и ПИ. Протирку осуществляют с усилием (5,0 ±0,5) Н [(0,50 ±0,05) кгс] на площади, равной приблизительно 1 см2, с частотой два перемещения в секунду.
Пример устройства для обеспечения заданного усилия протирки приведен в ГОСТ 30668.
Примечание. В технических обоснованных случаях протирку допускается проводить вручную.
2.48.5.6. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.5.7. Оценка результатов испытаний - в соответствии с п. 2.48.3.9.
2.48.6. Метод 411-3
2.48.6.1. Испытания проводят в вытяжном шкафу с использованием нагревательного устройства, обеспечивающего испытательный режим с отклонениями, не превышающими указанные в настоящем стандарте.
2.48.6.2. Испытания проводят с учетом требований п. 2.48.3.2.
2.48.6.4. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.6.5. Крепление изделий для испытаний производят в соответствии с 2.48.3.5.
2.48.6.6. Изделия выдерживают в водном растворе ТМС «Электрин» при температуре (55 ±5)°С в течение (5,0 ±0,5) мин.
2.48.6.7. Изделия промывают в проточной питьевой воде (ГОСТ 2874*) при температуре 55 - 60оС в течение 4 мин, а затем в дистиллированной воде (ГОСТ 6709) при температуре 18 - 20°С в течение 1 мин. После промывки изделия сушат при температуре 55 - 60°С в течение 2 ч.
* На территории Российской Федерации действует ГОСТ Р 51232-98.
2.48.6.8. Изделия выдерживают в нормальных климатических условиях испытаний в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
2.48.6.9. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.6.10. Оценка результатов испытаний - в соответствии с п. 2.48.3.9.
2.48.7. Метод 411-4
2.48.7.1. Испытание проводят с учетом требований п. 2.48.3.2.
2.48.7.2. Приготовляют растворитель в соответствии с п. 2.48.3.3.
2.48.7.3. Визуальный осмотр и измерение параметров проводят в соответствии с п. 1.45.
2.48.7.4. Производят промывку выводов и (или) поверхностей изделий, указанных в стандартах и ТУ на изделия и ПИ, спиртобензиновой смесью в соотношении 1:1 (по объему) при помощи тампона или кисти без попадания растворителя внутрь корпуса. Испытания проводят при нормальных климатических условиях испытаний в течение 1,5 - 5 мин. Конкретное время устанавливают в стандартах, ТУ на изделия и ПИ.
2.48.7.5. Изделия сушат при нормальных климатических условиях испытаний в течение 15 - 20 мин.
2.48.7.6. Визуальный осмотр и измерение параметров изделий проводят в соответствии с п. 1.45.
2.48.7.7. Изделия считаются выдержавшими испытание, если поверхности выводов и части поверхностей изделий, подвергающихся очистке, остались без изменений, а значение контролируемых электрических параметров соответствуют нормам, установленным в стандартах и ТУ на изделия и ПИ.
2.48.8. При проведении испытаний необходимо соблюдать требования безопасности, указанные в ГОСТ 30668.
2.48.4.7-2.48.8. (Введены дополнительно, Изм. № 9).
2.49. Испытание на паяемость, растворение металлизации и теплостойкость при пайке изделий для поверхностного монтажа
2.49.1. Испытание проводят с целью определения паяемости, растворения металлизации и теплостойкости при пайке изделий для поверхностного монтажа.
Испытание применимо только для изделий, которые устойчивы к кратковременному погружению в расплавленный припой.
2.49.2. Проверку паяемости (смачивания, десмачивания), растворения металлизации, теплостойкости при пайке проводят на раздельных выборках.
Конкретный вид (виды) проверок устанавливают в стандартах и ТУ на изделия и ПИ.
2.49.3. Испытание проводят в паяльной ванне, объем и размеры которой установлены в п. 2.39.4.1.
2.49.4. Припой должен соответствовать требованиям п. 2.39.4.2.
2.49.5. Флюс должен соответствовать указанному в п. 2.39.4.3.
2.49.6. Испытание проводят с учетом требований п. 2.39.4.4.
2.49.7. Предварительная подготовка выводов - по п. 2.39.4.5.
2.49.8. Если в стандартах и ТУ на изделия предусмотрено ускоренное старение, то применяют один из методов, указанных в п. 2.39.3.
2.49.9. Визуальный осмотр - в соответствии с п. 2.39.7.6.
2.49.10. Изделия крепят маленькими стальными зажимами согласно черт. 10а.
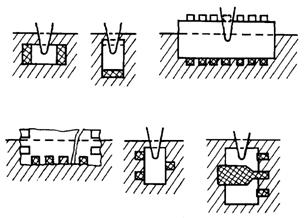
Черт. 10а
При этом зажимы не должны касаться испытуемых площадей. Во время смачивания флюсом и во время погружения в припой изделия должны оставаться в зажимах.
2.49.11. Изделия полностью погружают во флюс и медленно вынимают.
Капли лишнего флюса убирают с помощью фильтровальной бумаги.
2.49.12. Изделия погружают в ванну с расплавленным припоем.
Если перед погружением в ванну с припоем предусмотрен предварительный нагрев изделий, то в стандартах и ТУ на изделия и ПИ указывают значение температуры нагрева.
2.49.13. Продолжительность и температуру выдержки в припое устанавливают в соответствии с табл. 25, если другие значения не установлены в стандартах и ТУ на изделия и ПИ.
Таблица 25
|
Вид проверки |
Продолжительность выдержки, с |
||||
|
3 ±0,3 |
2 ±0,2 |
5 ±0,5 |
10 ±1 |
30 ±1 |
|
|
при температуре припоя, °С |
|||||
|
215 ±3 |
235 ±3 |
260 ±5 |
260 ±5 |
260 ±5 |
|
|
Смачивание |
+ |
+ |
- |
- |
- |
|
Десмачивание |
- |
- |
+ |
- |
- |
|
Теплостойкость при пайке |
- |
- |
- |
+ |
- |
|
Стойкость к растворению металлизации |
- |
- |
- |
- |
+ |
* В стандартах и ТУ на изделия и ПИ может быть установлена меньшая степень стойкости к растворению металлизации, требующая продолжительности выдержки 10 или 20 с.
Непосредственно перед каждым испытанием поверхность расплавленного припоя очищают от слоя окисла.
Скорость погружения изделий в припой - от 20 до 25 мм/с.
2.49.14. При проведении испытаний используют одну из двух методик.
Методика 1. Испытуемые поверхности изделия погружают не менее чем на 2 мм под мениск припоя (но не глубже, чем это необходимо (см. черт. 10а), при этом установочная плоскость изделия должна находиться в вертикальном положении.
Методика 2. При испытании на теплостойкость при пайке больших плоских изделий (например, керамических носителей кристаллов) их размещают в паяльной ванне таким образом, чтобы они плавали на поверхности припоя.
Конкретную методику устанавливают в стандартах и ТУ на изделия и ПИ.
Если в стандартах и ТУ на изделия и ПИ конкретные методы не указаны, то испытание проводят по методике 1.
2.49.15. После извлечения из ванны изделия выдерживают в нормальных климатических условиях испытаний в течение 1 ч, после чего остатки флюса удаляют пригодным моющим средством. Вид моющего средства и способ удаления остатков флюса устанавливают в стандартах и ТУ на изделия и ПИ.
2.49.16. Визуальный осмотр - в соответствии с п. 2.39.7.6.
2.49.17. Изделия считают выдержавшими испытание, если при визуальном осмотре они удовлетворяют требованиям, установленным в стандартах и ТУ на изделия и ПИ.
При установлении критериев оценки внешнего вида могут быть использованы критерии оценки, приведенные в пп. 2.49.17.1.-2.49.17.4.
2.49.17.1. Смачивание
Смачивание оценивают визуально при достаточном освещении с помощью лупы или бинокулярного микроскопа с увеличением 10 - 25Х и использованием фотографий, приведенных в приложении 29 (черт. 44).
2.49.17.1.1. Металлизированные контактные площадки на безвыводных изделиях
Смачиваемая площадь должна быть покрыта гладким, блестящим слоем припоя; допускается лишь незначительное количество дефектов в виде пор, зон, не подвергавшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны быть сконцентрированы в одном месте.
2.49.17.1.2. Изделия с выводами короче 6 мм (размер г на черт. 10б). На черт. 10б изображены на выводах различные области.
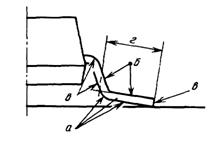
а - области, образующие спай: нижняя часть ножки вывода, включая выпуклую часть нижнего изгиба; боковые грани ножки вывода б - верхняя часть вывода, в - непокрытые грани в конце вывода и нижняя часть вывода выше нижнего изгиба
Черт. 10б
В областях а смачиваемая площадь должна быть покрыта гладким, блестящим слоем припоя. Допускается лишь незначительное количество дефектов в виде пор, зон, не подвергшихся смачиванию, или зон, где произошло десмачивание. Эти дефекты не должны быть сконцентрированы в одном месте.
После испытания погружением смачиваемая поверхность области б должна оказаться смоченной припоем в виде свежего слоя припоя на всей площади, при этом получение однородного покрытия не требуется.
Для областей в критерии не задаются.
2.49.17.2. Десмачивание
Критерии оценки десмачивания аналогичны критериям, указанным в п. 2.49.17.1. Десмачивание оценивают визуально. Проверку проводят при достаточном освещении с помощью лупы или бинокулярного микроскопа с увеличением 10 - 25Х.
2.49.17.3. Теплостойкость при пайке
После испытания на теплостойкость при пайке проводят визуальный осмотр и измерение параметров изделий согласно требованиям стандартов и ТУ на изделия и ПИ.
2.49.17.4. Стойкость к растворению металлизации
Критерии оценки:
1) Площадь отдельных участков, на которой произошло растворение металлизации, не должна превышать 5 %, а по сумме участков - 10 % общей площади вывода.
2) В местах выхода металлизации за пределы грани на соседние поверхности отсутствие металлизации на гранях не должно превышать 10 % общей длины грани.
Соединение между выводом и функциональной частью образца не рассматривается.
2.49-2.49.17.4. (Введены дополнительно, Изм. № 10).
ПРИЛОЖЕНИЕ 1. (Исключено, Изм. № 8).
ПРИЛОЖЕНИЕ 2
Обязательное
ПЕРЕЧЕНЬ изделий, на которые распространяется настоящий стандарт
1. Аппараты электрические на напряжение до 1000 В.
2. Дроссели фильтров выпрямителей, дроссели высокочастотные, катушки индуктивности, линии задержки.
3. Изделия волоконной оптики.
4. Изделия квантовой электроники (активные элементы твердотельных лазеров, ламп накачки, излучатели инжекционных лазеров, лазерные диоды, лазерные затворы, модуляторы, дефлекторы, электрооптические элементы дефлекторов и затворов, преобразователи частоты лазерного излучения и их элементы).
5. Изделия коммутационные на напряжение до 1000 В (герконы, бесконтактные переключатели, микропереключатели).
6. Изделия криоэлектроники.
7. Изделия электроустановочные (установочные) и присоединительные.
8. Источники света электрические (лампы накаливания осветительные, лампы газоразрядные осветительные).
9. Источники тока химические, кроме тяговых аккумуляторных батарей, ампульных, тепловых и резервных водоактивированных батарей.
10. Кабели, провода, шнуры, кроме кабелей, прокладываемых в земле, каналах и траншеях.
11. Конденсаторы за исключением силовых, пусковых и фазосдвигающих на промышленную частоту.
12. Машины электрические малой мощности до 1 кВт.
13. Микромодули.
14. Микросборки.
15. Микросхемы интегральные.
16. Преобразователи угла цифровые.
17. Приборы акустоэлектронные.
18. Приборы газоразрядные и газонаполненные.
19. Приборы знаковые и индикаторные.
20. Приборы полупроводниковые.
21. Приборы пьезоэлектрические.
22. Приборы СВЧ электронные.
23. Приборы электровакуумные.
24. Приборы электронно-лучевые и фотоэлектронные.
25. Приборы электрохимические (хемотронные).
26. Приемники оптического излучения (фоторезисторы, фотодиоды, фототранзисторы, болометры, приборы с переносом заряда фоточувствительные, фотоприемные модули и устройства на их основе и другие фоточувствительные приборы).
27. Резисторы.
28. Реле слаботочные.
29. Соединители электрические (низкочастотные, цилиндрические, прямоугольные и комбинированные, радиочастотные, электроразрывные) на токи до 63 А.
30. Трансформаторы питания аппаратуры на напряжение до 1000 В малой мощности (до 1000 Вт), трансформаторы питания на напряжение до 20 кВ, высокопотенциальные, согласующие, импульсные, запоминающие.
31. Узлы магнитные функциональные, в том числе магнитные радиокомпоненты.
32. Фильтры электромеханические.
33. Щетки для электрических машин.
34. Рентгеновские трубки.
35. Отклоняющие системы.
36. Приборы СВЧ ферритовые.
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. № 2, 5)
ПРИЛОЖЕНИЕ 2а
Справочное
Информационные данные о соответствии ГОСТ 20.57.406-81 СТ СЭВ 781-86
|
ГОСТ 20.57.406 |
СТ СЭВ 781-86 |
||
|
Вид испытания |
Номер испытания |
Вид испытания |
Условное обозначение испытания |
|
Испытание на виброустойчивость |
102 |
Испытание на воздействие вибрации |
1030 |
|
Испытание на вибропрочность |
103 |
||
|
Испытание на воздействие синусоидальной вибрации с повышенным значением амплитуды ускорения |
114 |
||
|
Испытаниенаударную прочность |
104 |
Испытание на воздействие удара |
1010 |
|
Испытание на ударную устойчивость |
105 |
||
|
Испытание на воздействие одиночных ударов |
106 |
||
|
Испытание на воздействие линейного ускорения |
107 |
Испытание на воздействие постоянного ускорения |
1040 |
|
Испытание на воздействие акустического шума |
108 |
Испытание на воздействие акустического шума |
1060 |
|
Испытание выводов на воздействие растягивающей силы |
109 |
Испытание на прочность выводов |
1050 |
|
Испытание гибких проволочных и ленточных выводов на изгиб |
110 |
||
|
Испытание гибких лепестковых выводов на изгиб |
111 |
||
|
Испытание гибких проволочных выводов на скручивание |
112 |
||
|
Испытание резьбовых выводов на воздействие крутящего момента |
113 |
||
|
Испытание на воздействие повышенной рабочей температуры среды |
201 |
Испытание на воздействие повышенной температуры |
2020 |
|
Испытание на воздействие повышенной предельной температуры среды |
202 |
||
|
Испытание на воздействие пониженной рабочей температуры среды |
203 |
Испытание на воздействие пониженной температуры |
2010 |
|
Испытание на воздействие пониженной предельной температуры среды |
204 |
||
|
Испытание на воздействие изменения температуры среды |
205 |
Испытание на воздействие изменения температуры |
2080 |
|
Испытание на воздействие атмосферного пониженного давления |
209 |
Испытание на воздействие давления |
2070 |
|
Испытание на воздействие повышенного давления |
210 |
||
|
Испытание на воздействие солнечного излучения |
211 |
Испытание на воздействие радиации |
2090 |
|
Испытание на воздействие динамической пыли (песка) |
212 |
Испытание на воздействие пыли и песка |
2060 |
|
Испытание на воздействие статической пыли (песка) |
213 |
||
|
Испытание на воздействие плесневых грибов |
214 |
Испытание на воздействие плесневых грибов |
2040 |
|
Испытание на воздействие соляного тумана |
215 |
Испытание на воздействие коррозийной атмосферы |
2050 |
|
Испытание на воздействие агрессивных сред |
301 |
||
|
Испытание на герметичность |
401 |
Испытание на герметичность |
9010 |
|
Испытание на способность к пайке |
402 |
Испытание на пайку |
9030 |
|
Испытание на теплостойкость при пайке |
403 |
||
ПРИЛОЖЕНИЕ 2а. (Измененная редакция, Изм. № 3, 4, 5, 6, 7).
ПРИЛОЖЕНИЕ 2б
Справочное
Информационные данные о соответствии ГОСТ 20.57.406 стандартам СЭВ
|
ГОСТ 20.57.406 |
Стандарты СЭВ |
|
|||
|
Метод испытаний |
Номер метода |
Методиспытаний |
Номер метода |
Обозначение СТ СЭВ |
|
|
Испытание на прочность и устойчивость при воздействии синусоидальной вибрации (испытание на вибропрочность длительное и кратковременное и виброустойчивость) |
102-1 103-1.1 103-1.2 103-1.3 103-1.4 |
Испытание образцов на воздействие синусоидальной вибрации с частотой, плавно изменяющейся в заданном диапазоне частот |
1031 |
СТСЭВ 3688-82 |
|
|
Испытание на прочность при воздействии синусоидальной вибрации (испытание на одной фиксированной частоте) |
103-1.6 |
Испытание образцов на воздействие синусоидальной вибрации с дискретными частотами в заданном промежутке времени |
1032 |
СТСЭВ 3688-82 |
|
|
Испытание на ударную прочность |
104-1 |
Испытание на ударную тряску |
1011 |
СТСЭВ 5358-85 |
|
|
Испытание на ударную устойчивость |
105-1 |
||||
|
Испытание на воздействие одиночных ударов |
106-1 |
Испытание на удар |
1012 |
СТСЭВ 5359-85 |
|
|
Испытание на воздействие линейного ускорения |
107-1 |
Испытание на воздействие постоянного ускорения |
1040 |
СТСЭВ 2731-80 |
|
|
Испытание выводов на воздействие растягивающей силы |
109-1 |
Испытание выводов на воздействие растягивающей силы |
1051 |
СТСЭВ 2119-80 |
|
|
Испытание выводов на воздействие сжимающей силы |
115-1 |
Испытание выводов на воздействие сжимающей силы |
1052 |
То же |
|
|
Испытание гибких проволочных и ленточных выводов путем воздействия изгибающей силы с применением груза |
110-1 |
Испытание гибких проволочных и ленточных выводов на изгиб с воздействием на отдельный вывод |
1053.1 |
СТСЭВ 2119-80 |
|
|
Испытание гибких лепестковых выводов на изгиб |
111-1 |
Испытание гибких лепестковых выводов для пайки на изгиб |
1053.2 |
СТСЭВ 2119-80 |
|
|
Испытание гибких проволочных выводов на скручивание |
112-1 |
Испытание гибких проволочных выводов, расположенных аксиально с двух сторон изделия, на скручивание |
1054 |
То же |
|
|
Испытание резьбовых выводов на воздействие крутящего момента |
113-1 |
Испытание выводов на воздействие крутящего момента |
1055 |
» |
|
|
Испытание в камере без электрической нагрузки, в том числе: |
201-1 |
Испытание нетепловыделяющих образцов на воздействие повышенной температуры при быстром изменении температуры |
2021.1 |
СТСЭВ 2728-80 |
|
|
Испытание нетепловыделяющих изделий |
201-1.1 |
Испытание нетепловыделяющих образцов на воздействие повышенной температуры при постепенном изменении температуры |
2021.2 |
То же |
|
|
Испытание в камере под электрической нагрузкой тепловыделяющих изделий, в том числе: испытание при контроле температуры в камере; испытание при контроле температуры изделия |
201-2 |
||||
|
Испытание тепловыделяющих образцов на воздействие повышенной температуры при постепенном изменении температуры |
2022.2 |
» |
|||
|
Испытание на воздействие повышенной предельной температуры среды |
202-1 |
Испытание нетепловыделяющих образцов на воздействие повышенной температурыпри постепенном изменении температуры |
2021.2 |
СТСЭВ 2728-80 |
|
|
Испытание нетепловыделяющих образцов на воздействие пониженной температуры при постепенном изменении температуры |
2011.1 |
СТСЭВ 2727-80 |
|
||
|
Испытание на воздействие пониженной рабочей температуры среды |
203-1 |
Испытание нетепловыделяющих образцов на воздействие пониженной температуры при постепенном изменении температуры |
2011.2 |
То же |
|
|
Испытание на воздействие пониженной предельной температуры среды |
204-1 |
Испытание нетепловыделяющих образцов на воздействие пониженной температуры при постепенном изменении температуры |
2011.2 |
СТСЭВ 2727-80 |
|
|
Быстрое изменение температуры (метод двух камер) |
205-1 |
Испытание при быстром изменении температуры |
2080.1 |
СТСЭВ 1458-86 |
|
|
Медленное изменение температуры (метод одной камеры) |
205-2 |
Испытание при медленном изменении температуры |
2080.2 |
То же |
|
|
Резкое изменение температуры (метод двух жидкостных ванн) |
205-3 |
Испытание в жидкостной среде при быстром изменении температуры |
2080.3 |
» |
|
|
Испытание на воздействие инея и росы |
206-1 |
Испытание на воздействие инея и росы |
2100.1 |
СТСЭВ 5121-85 |
|
|
Постоянный режим (без конденсации влаги) |
207-2 |
Испытание на воздействие влажности при повышенной температуре в постоянном режиме |
2031.1 |
СТСЭВ |
|
|
1343-78 |
|
||||
|
Циклический режим (12 + 12) ч |
207-3 |
Циклический режим (12 + 12) ч |
2032.1 2032.2 |
СТСЭВ 1456-88 |
|
|
Испытание на воздействие атмосферного пониженного давления |
209-1 |
Испытание на воздействие атмосферного пониженного давления |
2070.1 |
СТСЭВ 1457-85 |
|
|
Испытание на воздействие повышенного давления |
210-1 |
Испытание на воздействие повышенного давления газов |
2071.1 |
СТ СЭВ 5244-85 |
|
|
Испытание на воздействие солнечного излучения (непрерывный режим) |
211-1 |
Испытание при 24-часовом цикле с непрерывным облучением |
2091.3 |
СТСЭВ 2010-79 |
|
|
Выдержка изделий в соляном тумане при непрерывном распылении соляного раствора с последующей выдержкой в чистой влажной атмосфере при повышенной температуре |
215-2 |
2 ч соляного тумана +7 сут влаги |
2051.1 |
СТСЭВ 1341-87 |
|
|
Периодическое воздействие атмосферы, содержащей сернистый газ |
301-1 |
Испытание на воздействие коррозионной атмосферы, содержащей двуокись серы |
2052 |
СТСЭВ 1342-87 |
|
|
Испытание на воздействие атмосферы, содержащей сероводород |
301-3 |
Испытание на воздействие атмосферы, содержащей сероводород |
2053.1 |
СТСЭВ 3222-81 |
|
|
Испытание с применением паяльной ванны |
402-1 |
Испытание с применением паяльной ванны |
9031.1 |
СТСЭВ 2730-89 |
|
|
Испытание с применением паяльника |
402-2 |
Испытание с применением паяльника |
9031.2 |
То же |
|
|
Испытание с применением капельной установки |
402-3 |
Испытание с применением паяльной установки |
9031.3 |
» |
|
|
Испытание на десмачивание |
402-4 |
Десмачивание |
- |
» |
|
|
Испытание на паяемость методом баланса смачивания |
402-5 |
Испытание на паяемость методом баланса смачивания |
- |
СТСЭВ 6698-89 |
|
|
Испытание с применением паяльной ванны |
403-1 |
Испытание с применением паяльной ванны |
9032.1 |
СТСЭВ 2730-89 |
|
|
Испытание с применением паяльника |
403-2 |
Испытание с применением |
9032.2 |
То же |
|
|
паяльника |
|
||||
|
Испытание на паяемость, растворение металлизации и теплостойкость при пайке изделий для поверхностного монтажа |
412 |
Паяемость, растворение металлизации и стойкость к теплу при пайке изделии для поверхностного монтажа |
- |
СТСЭВ 2730-89 |
|
ПРИЛОЖЕНИЕ 2б. (Измененная редакция. Изм. № 3, 4, 5, 9, 10).
ПРИЛОЖЕНИЕ
3
Справочное
Термины, применяемые в стандарте, и их пояснения
|
Термин |
Пояснение |
|
Резонанс конструкции изделия |
Явление увеличения амплитуды вынужденных колебаний конструкции изделия в два раза и более при постоянном внешнем воздействии, возникающее на частотах вибрационных нагрузок, близких к частоте собственных колебаний изделия |
|
Тепловыделяющее изделие |
По ГОСТ 9.083 и ГОСТ 9.707 |
|
Начальная стабилизация |
Воздействие на изделие определенными внешними условиями с целью полного или частичного устранения обратимых изменений, которые могли произойти с изделием в результате воздействия внешних факторов, имевших место до испытания |
|
Конечная стабилизация |
Воздействие на изделие определенными внешними условиями с целью устранения обратимых изменений, возникших в результате предыдущего воздействия внешних факторов, или с целью стабилизации его свойств для обеспечения однозначности измерений |
|
Условия свободного обмена воздуха |
Условия, при которых движение воздуха обуславливается только самим тепловыделяющим изделием |
|
Температура перегрева изделия* |
Разность температур контролируемого участка (узла) изделия и окружающей среды |
|
Тепловое равновесие изделия |
Для нетепловыделяющих изделий - состояние изделия, при котором температура всех его частей не отличается от их окончательной температуры (средней во времени температуры камеры) более чем на 3°С; для тепловыделяющих изделий - состояние, при котором отношение между двумя последовательными интервалами времени, которое требуется, чтобы температура контролируемого участка (участков) изделий изменилась на 3°С, превышает 1,7 |
|
Максимальная температура изделия |
Суммарная температура контролируемого участка изделия, получаемая путем сложения значения повышенной рабочей температуры среды с допускаемой температурой перегрева изделия (или его отдельных узлов), возникающих вследствие нагрева при максимально допускаемой электрической нагрузке, нормированной для значения повышенной рабочей температуры среды |
|
Выдержка |
Воздействие на изделие испытательного режима |
|
Повышенная (пониженная) рабочая температура среды |
Температура, при которой изделия должны выполнять свои функции и сохранять параметры в пределах норм, установленных в стандартах и ТУ на изделия |
|
Повышенная (пониженная) предельная температура среды |
Температура, после воздействия которой изделия должны выполнять свои функции и сохранять параметры в пределах норм, указанных в стандартах и ТУ на изделия |
|
Лепестковый вывод |
Плоский вывод, предназначенный для припайки монтажных проводов (шин) и не предназначенный для крепления самого изделия |
|
Гибкий вывод |
Вывод, который при монтаже подвергают пластическим деформациям изгиба (формовке) с углом отклонения от первоначального положения (углом изгиба) более 30° |
|
Проволочный вывод |
Одножильный вывод, изготовленный из проволоки круглого или прямоугольного сечения |
|
Круглый вывод |
Вывод, имеющий поперечное сечение в виде круга |
|
Плоский вывод |
Вывод, имеющий поперечное сечение в виде прямоугольника или четырехугольника |
|
Ленточный вывод |
Плоский вывод, у которого большая сторона сечения в пять и более раз превышает меньшую |
|
Изделие во взрывозащищенном исполнении |
Изделие, предназначенное для эксплуатации во взрывоопасной среде, которое выполнено таким образом, что устранена возможность воспламенения окружающей его взрывоопасной среды в процессе эксплуатации изделия |
|
Пожарная безопасность |
|
|
Смачивание |
По ГОСТ 28211 |
|
Несмачивание |
По ГОСТ 28211 |
|
Десмачивание |
По ГОСТ 28211 |
|
Паяемость |
По ГОСТ 28211 |
|
Время пайки |
По ГОСТ 28211 |
|
Теплостойкость при пайке |
По ГОСТ 28211 |
* В некоторых стандартах и ТУ на изделия - превышение температуры.
ПРИЛОЖЕНИЕ 3. (Измененная редакция. Изм. № 5, 6, 7, 10).
ПРИЛОЖЕНИЕ 4
Обязательное
ПОРЯДОК НУМЕРАЦИИ ВИДОВ И МЕТОДОВ ИСПЫТАНИЙ И ОБОЗНАЧЕНИЕ ИСПЫТАНИЙ В
СТАНДАРТАХ И ТУ НА ИЗДЕЛИЯ
В настоящем стандарте виды механических испытаний изделий обозначены нумерацией с 101 по 199; климатических испытаний - с 201 по 299; испытаний на стойкость к специальным средам - с 301 по 399; испытаниям на соответствие конструктивно-техническим требованиям - с 401 по 499.
Включенные в стандарт виды испытаний пронумерованы в порядке их изложения. В дальнейшем при включении в стандарт новых видов испытаний их следует обозначать в порядке их включения в пределах указанных выше номеров.
Методы проведения каждого вида испытаний обозначаются номером, соответствующим номеру данного вида испытаний, с добавлением через дефис порядковых номеров методов. При наличии в стандарте одного метода проведения данного вида испытаний метод обозначается порядковым номером один. В дальнейшем при включении в стандарт новых методов испытаний их следует обозначать последующими порядковыми номерами.
Если метод является укрупненным и, в свою очередь, делится на ряд конкретных методов, то это обозначается добавлением к предыдущему обозначению порядкового номера данного метода через точку, например метод 103-2.3.
В стандартах и технических условиях на конкретные виды изделий в этом случае может быть указан конкретный метод (например, 103-2.3) или укрупненный метод (например, 103-2); в последнем случае испытание различных изделий может проводиться одним из конкретных методов, что указывается в стандартах и ТУ более низкого уровня обобщения или в ПИ.
ПРИЛОЖЕНИЕ 5
Обязательное
ТРЕБОВАНИЯ К КРЕПЕЖНЫМ ПРИСПОСОБЛЕНИЯМ ДЛЯ ИСПЫТАНИЙ НА ВОЗДЕЙСТВИЕ ВИБРАЦИИ И
УДАРА
Крепежные приспособления должны удовлетворять следующим условиям:
1. При испытании на вибропрочность и виброустойчивость отклонение ускорения в местах крепления изделий не должно превышать 25 % значения ускорения в контрольной точке во всем диапазоне частот.
2. При испытании крупногабаритных изделий величина отклонения ускорений в местах крепления изделий не должна превышать 25 % значения ускорения в контрольной точке в диапазоне частот до 1,5f0H, гле f0H - низшая резонансная частота изделия.
Примечания:
1. Для изделий с массой более 0,1 кг допускаются выбросы отклонений ускорения в местах крепления изделий в 1 - 3 полосах частот, суммарная ширина которых не превышает 10 % ширины заданного диапазона частот в октавном измерении.
2. Для изделий с массой меньшей 0,1 кг допускаются выбросы отклонений ускорения в местах крепления изделий 1 - 3 полосах частот, суммарная ширина которых не превышает 10 % ширины заданного диапазона частот.
3. Для крупногабаритных изделий рекомендуется применение приспособлений, имитирующих часть объекта эксплуатации. В этом случае отклонение ускорения в местах крепления изделий не регламентируют, а в стандартах и ТУ на изделия должны приводиться чертежи приспособлений.
3. При испытании на ударную прочность и устойчивость и одиночные удары крепежные приспособления выбирают таким образом, чтобы выполнялось условие
f0Hτ ≥ К,
где f0H - низшая резонансная частота крепежного приспособления, Гц;
τ - наименьшая расчетная длительность действия ударного ускорения, мс;
К- коэффициент, зависящий от условий испытаний, массы, габаритных размеров изделий и формы ударного импульса.
Значение коэффициента К для импульсов полусинусоидальной и пилообразной формы должно быть не менее 2·103, для трапецеидального - не менее 104.
Рекомендуется принимать значения К от 2·103 до 5·103 для импульсов полусинусоидальной формы и от 104 до 2·104 для импульсов трапецеидальной формы.
Проектирование приспособлений должно производиться в соответствии с НТД на приспособления.
ПРИЛОЖЕНИЕ
6
Рекомендуемое
МЕТОДЫ ИНДИКАЦИИ РЕЗОНАНСНЫХ ЧАСТОТ КОНСТРУКЦИИ
1. Общие положения
1.1. Для индикации резонанса конструкции применяются устройства, контролирующие изменение амплитуды колебаний резонирующей части испытуемых изделий (деталей) относительно амплитуды колебаний точек крепления изделия. По показаниям устройств индикации резонанса определяется резонанс изделия, характеризующийся максимумом амплитуды колебаний резонирующей части изделия и сдвигом фазы колебаний изделия на 90° относительно фазы колебаний точек его крепления. Контроль правильности определения резонанса малогабаритных изделий проводится также путем «срыва» резонанса прикосновением иглой или аналогичным предметом к детали, резонанс которой определяется.
1.2. В качестве устройства индикации резонанса могут быть применены различные приборы и аппаратура в зависимости от массы и размера изделия, вида его закрепления и расположения, физических свойств материала изделия.
1.3. Индикация резонанса может производиться с использованием непосредственного физиологического восприятия испытателя через его органы чувств (органолептический анализ) или с использованием увеличительных средств (лупы, зрительные трубы, микроскопы), а также вибропреобразователей или оптических систем, основанных, например, на интерференции света.
Возможна индикация резонанса по нарушению функционирования изделий, а также по увеличению их виброшумов.
(Измененная редакция, Изм. № 5).
2. Метод индикации резонанса конструкции с использованием пьезоэлектрических преобразователей
2.1. Метод индикации резонанса с использованием пьезоэлектрических измерительных преобразователей (ИП) обеспечивает достаточную точность, если масса детали изделия, резонанс которой проверяется, не менее чем в 10 раз превышает массу ИП, а ее размеры позволяют разместить ИП.
2.2. Структурная схема устройства с использованием ИП представлена на черт. 11 настоящего приложения. Устройство состоит из двух ИП, предварительных усилителей, ламповых вольтметров и осциллографа. В качестве ИП могут быть использованы как любые промышленные измерительные вибропреобразователи, так и элементы из любой пьезокерамики в форме диска, кольца или прямоугольника с посеребренными поверхностями и поляризованные по толщине. Толщина пьезоэлементов от 0,3 до 1,0 мм, диаметр или длина - до 10 мм. Масса таких пьезоэлементов составляет от 2 до 500 мг. К посеребренным поверхностям пьезоэлементов легкоплавким припоем припаивают выводы из многожильного изолированного провода сечением не более 0,07 мм2 и длиной не более 20 мм. Выводы изогнуты в виде петли, а их свободные концы припаяны к экранированному проводу, закрепленному на столе вибростенда или на приспособлении для испытаний. Резонансные частоты таких ИП более 100 кГц.
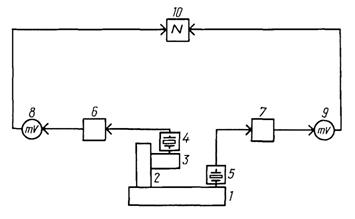
1 - стол вибростенда; 2 - приспособление для испытания; 3 – испытуемое изделие; 4, 5 - пьезоэлектрические вибропреобразователи; 6, 7 - катодные повторители; 8, 9 - милливольтметры; 10 - осциллограф
Черт. 11
Для согласования высокоомного выхода ИП с низкоомным входом лампового вольтметра применяют предварительные усилители или катодные повторители, имеющие входное сопротивление более 300 МОм.
Рекомендуется применять катодные или истоковые повторители, используемые для промышленных измерительных вибропреобразователей.
В качестве вольтметров необходимо применять вольтметры, имеющие выход усиленного измеряемого сигнала для контроля формы и сравнения фазы его.
Для индикации резонанса наиболее пригодны двухлучевые осциллографы. При этом один луч используется для контроля амплитуды формы сигнала и ИП, установленного на испытуемом изделии, а другой - для наблюдения фигур Лиссажу, образованных сигналами с ИП, установленных на изделии и на столе вибрационного стенда или приспособлении для испытаний.
2.3. Индикация резонанса при использовании описанного устройства производится по сигналу с ИП, установленного на испытуемом изделии и при сравнении его с сигналом с ИП, установленного на столе вибрационного стенда или приспособления. При плавном изменении частоты колебаний стенда и при поддержании постоянства ускорения стола стенда или приспособления для испытаний при резонансе изделия будет наблюдаться увеличение напряжения по показаниям вольтметра и осциллографа на ИП, установленном на изделии, и поворот эллипса на экране осциллографа. Частота, на которой напряжение на ИП максимально, а эллипс поворачивается на 90°, равна резонансной частоте изделия.
В качестве ИП, с помощью которого контролируют ускорение на столе вибростенда или приспособлении для испытаний, возможно использование измерительного вибропреобразователя, с помощью которого устанавливается и автоматически поддерживается ускорение на приспособлении.
При применении систем управления вибрационными установками в качестве напряжения, пропорционального ускорению в точке крепления изделия, рекомендуется использовать напряжение, снимаемое с выхода катодного повторителя, используемого в системе управления вибрационной установки.
При этом резонансные частоты промежуточных звеньев крепления испытуемого изделия должны быть выше резонансной частоты изделия.
3. Метод индикации резонанса конструкции с использованием пьезоэлектрического детектора
3.1. Устройство индикации резонанса с использованием пьезоэлектрического детектора применяют для определения резонансных частот малогабаритных и миниатюрных изделий и их элементов массой до 100 г в диапазоне частот до 10 кГц при использовании электродинамического стенда и до 50 кГц и выше при использовании пьезоэлектрического вибратора.
3.2. Структурная электрическая схема устройства определения резонансных частот представлена на черт. 12 настоящего приложения. Основным элементом установки является пьезоэлектрический детектор резонансных частот, который является приемником колебаний и будучи непосредственно связанным с резонирующей деталью, преобразует его колебания в электрический сигнал. В качестве детектора используется элемент, изготовленный из любой пьезокерамики. Для определения резонансных частот исследуемое изделие закрепляют на платформе детектора резонансных частот. Крепление исследуемых изделий осуществляют с помощью приспособлений или без них с помощью специальной мастики (70 % воска по ГОСТ 21179, 30 % канифоли по ГОСТ 19113).
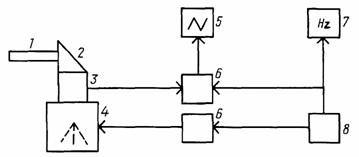
1 - испытуемое изделие; 2 - согласующий держатель; 3 - пьезоэлектрический детектор резонансных частот;; 4 - вибратор; 5 - индикатор (осциллограф); 6 - усилитель; 7 - частотомер; 8 - генератор звуковых частот
Черт. 12
3.3. Электрические сигналы от детектора резонансов и от задающего генератора, предназначенного для возбуждения вибратора, соответственно поступают на вертикальный и горизонтальный входы осциллографа. При плавном изменении частоты колебаний вибратора, поддерживая постоянным ускорение вибрации, на резонансной частей изделия наблюдается поворот эллипса на экране осциллографа из-за сдвига фазы сигнала от детектора резонансов.
Резонансную частоту изделия отмечают по частотомеру.
4. Метод индикации конструкции с использованием емкостных вибропреобразователей
4.1. Устройство индикации резонанса с использованием емкостных вибропреобразователей (ЕВП) применяют при испытании токопроводящих изделий и деталей площадью не менее 30 мм2, если отсутствует возможность размещения на них пьезоэлектрических вибропреобразователей.
4.2. Структурная схема устройства представлена на черт. 13 настоящего приложения.
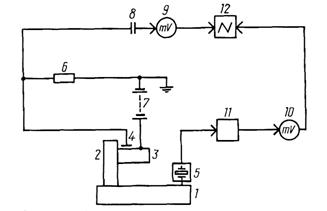
1 - стол вибростенда; 2 - приспособление для испытаний; 3 - испытуемое изделие; 4 - искусственный электрод; 5 - пьезоэлектрический вибропреобразователъ; 6 - резистор с номинальным сопротивлением 2 - 5 МОм; 7 - батарея элементов; 8 - конденсатор; 9, 10 - милливольтметры; 11 - катодный повторитель; 12 - осциллограф
Черт. 13
В устройстве с использованием ЕВП испытуемое изделие является подвижной обкладкой воздушного конденсатора, неподвижной обкладкой которого является искусственный электрод. В качестве такого искусственного электрода применяется пластина из металла, укрепленная на неподвижном держателе и расположенная на расстоянии 1 - 3 мм от поверхности испытуемого изделия таким образом, чтобы поверхность пластины была перпендикулярна к направлению вибрации. Площадь пластины должна быть не более площади испытуемого изделия. Пластина укрепляется на неподвижном держателе, защищенном от вибрации корпуса вибростенда, с помощью прокладок, воздушных камер и других демпферов.
К промежутку испытуемое изделие - искусственный электрод прикладывают постоянное напряжение 400 - 500 В через постоянный резистор с номинальным сопротивлением 2 - 5 МОм. При вибрации изделия расстояние от него до искусственного электрода меняется, следовательно, меняется емкость промежутка и по цепи источник питания - резистор - воздушный промежуток протекает переменный ток, пропорциональный виброскорости испытуемого изделия, в результате чего на резисторе образуется падение переменного напряжения, по величине которого можно контролировать изменение амплитуды колебаний испытуемого изделия. Для этого сигнал с резистора подают на ламповый вольтметр и затем на один из входов осциллографа, а на другой подают сигнал с выхода лампового вольтметра, к входу которого подсоединен ИП, установленный на столе стенда или приспособлении для испытаний; по этому ИП поддерживается постоянное ускорение на приспособлении или на столе стенда. Вольтметр и осциллограф, применяемые в данном устройстве, такие же, как и в устройстве с использованием пьезоэлектрических вибропреобразователей. При увеличении частоты вибрации и при поддержании постоянного ускорения на столе стенда или приспособлении для испытания изделия виброскорость стола или приспособления уменьшается пропорционально увеличению частоты, и напряжение, развиваемое ЕВП, также уменьшается. С приближением частоты вибрации к резонансной частоте изделия наблюдается увеличение напряжения по показаниям лампового вольтметра, которое достигает максимума на частоте вибрации, равной резонансной частоте изделия. На этой частоте так же, как и при использовании пьезоэлектрического вибропреобразователя, будет наблюдаться поворот эллипса на экране осциллографа на 90°.
5. Метод индикации резонанса конструкции с использованием электретных вибропреобразователей
5.1. Устройство индикации резонанса с использованием электретных вибропреобразователей (ВП) рекомендуется применять, если испытуемое изделие имеет площадь менее 30 мм2 или выполнено из изоляционного материала и размещение на нем пьезоэлектрического преобразователя невозможно. Применение электретных ВП не требует припайки проводников к изделию, как в устройствах с использованием емкостных вибропреобразователей, размещения на самом изделии, нанесения покрытий или рисок. Электретные ВП практически не ограничены по частоте и могут быть применены при определении резонансных частот как деталей микросхем, так и электродов генераторных ламп.
Для применения электретных ВП требуется обеспечение свободного доступа к испытуемым изделиям или к их деталям.
Электретный ВП так же, как и ЕВП образован неподвижным электродом и испытуемым изделием. Взаимное расположение их одинаково в обоих вибропреобразователях. В электретном ВП в качестве активного элемента применяется электрет, вплотную прилегающий к неподвижному электроду.
Электродом может служить поляризованная конденсаторная пленка из политетрафторэтилена или другие материалы толщиной 30 - 50 мкм. В результате поляризации на поверхности пленки образуется электрический заряд с поверхностной плотностью до 10-8 Кл/см2, который может сохраняться в течение продолжительного времени. При вибрации изделия напряженность поля и индуцированный заряд на неподвижном электроде, а следовательно, и потенциал его изменяются по величине пропорционально виброскорости испытуемого изделия.
5.2. Структурная схема устройства с использованием электретного ВП представлена на черт. 14 настоящего приложения.
Неподвижный электрод подключен к входу усилителя или лампового вольтметра, выход которого подключают к осциллографу. Частота вибрации, на которой напряжение с электретного вибропреобразователя, расположенного над испытуемой деталью изделия, имеет максимум, равна резонансной частоте этого изделия (детали).
Технология приготовления (поляризации) электретов представляет собой термообработку пленки в постоянном электрическом поле. Для приготовления электретов два слоя пленки размещаются в середине воздушного промежутка, образованного хромированными латунными пластинами (электродами), расположенными параллельно друг другу на расстоянии (3,0 ±0,5) мм.
На электроды подается постоянное напряжение (20 ±2) кВ и пленка нагревается до температуры (230 ±10)°С, затем охлаждается в течение часа до комнатной температуры, после чего высокое напряжение отключается. Приготовленные таким образом электреты устанавливаются в изолированные кассеты для предохранения электретов от попадания пыли на них и для хранения. Могут применяться и другие способы получения электретов и режимы поляризации.
Конструкция электретного ВП представлена на черт. 15 настоящего приложения.
|
|
|
|
1 - стол вибростенда; 2 - приспособление для испытаний; 3 - испытуемое, изделие; 4 - электретный вибропреобразователь; 5 - пьезоэлектрический вибропреобразователь; 6, 7 - катодные повторители; 8, 9 - милливольтметры; 10 - частотомер; 11 - самописец; 12 - осциллограф Черт. 14
|
1 - зажимная гайка; 2 - сухари; 3 - кабель; 4 - накидная гайка; 5 - корпус; 6 - изоляционный стержень; 7 - зажимное кольцо; 8 - пленочный электрет; 9 - электрод Черт. 15
|
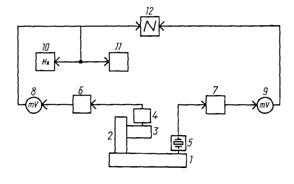
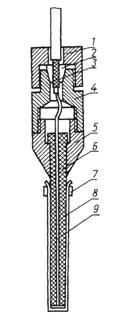
Пленочный электрет 8 вырезают в виде полоски длиной 30 - 35 мм и шириной, равной ширине электрода 9, и закрепляют на изоляционный стержень 6 при помощи зажимного (из фторопласта) кольца 7.
5.3. При работе с электретным ВП необходимо выполнять следующие требования:
запрещается касаться пальцами или металлическими предметами рабочей области электрета (находящейся в контакте с электродами 9), так как это может привести к временной потере заряда электрета;
не рекомендуется проводить испытания при повышенной температуре (выше 50°С) в зоне расположения электретного ВП, так как это может привести к уменьшению зарядаэлектрета;
корпус электретного ВП необходимо тщательно заземлять;
входное сопротивление усилителя или лампового вольтметра должно быть не менее 5 МОм;
электретный ВП при определении резонанса необходимо располагать по возможности ближе к испытуемому изделию, так как чувствительность электретного ВП обратно пропорциональна величине зазора между электретом и изделием. Минимальное расстояние от электрета до изделия ограничивается только максимальной амплитудой колебания изделия при резонансе и составляет от 0,1 до 3,0 мм.
6. Метод индикации резонанса конструкции по изменению выходного сигнала
6.1. Индикацию резонанса по изменению выходного сигнала испытуемых изделий рекомендуется применять при испытании электровакуумных приборов, полупроводниковых приборов, реле, переключателей и т.п., выходные параметры которых могут являться функцией параметров вибрации их деталей. При этом нет необходимости вскрытия изделий с целью обеспечения свободного доступа к их деталям.
Применение данного метода целесообразно, если при испытании изделий на виброустойчивость может иметь место нарушение функционирования изделий. Данный метод не позволяет достоверно выявить резонирующую деталь.
6.2. Структурная схема для проведения испытаний на обнаружение резонансных частот по изменению выходного сигнала представлена на черт. 16 настоящего приложения.
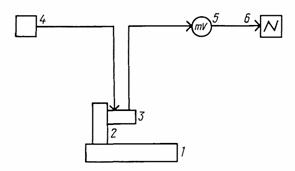
1 - стол вибростенда; 2 - приспособление для испытаний; 3 - испытуемое изделие; 4 - источник питания; 5 - милливольтметр; 6 - осциллограф
Черт. 16
Изделие, установленное на вибростенде, подключается к источникам питания, обеспечивающим электрический режим изделия, соответствующий максимальной чувствительности по выходным параметрам изделия. Выход изделия (анод, коллектор и т.п.) подключается через конденсатор к выходу усилителя или лампового вольтметра, по показаниям которого контролируется уровень выходного сигнала при изменении частоты вибрационной нагрузки. Частота, на которой наблюдается экстремум выходного сигнала или нарушение работоспособности изделия, является резонансной частотой изделия.
7. Метод индикации резонанса конструкции с использованием лазерного измерителя механических колебаний
7.1. Применение устройства индикации резонанса с использованием лазерного измерителя механических колебаний возможно при испытании любых изделий при обеспечении условия прямой видимости их, а также при измерении амплитуд колебаний при резонансе.
7.2. Структурная схема лазерного измерителя механических колебаний представлена на черт. 17 настоящего приложения. Излучение оптического квантового генератора (ОКГ), работающего в непрерывном одночастотном режиме, падает на полупрозрачное зеркало, где расщепляется на 2 луча. Первый луч, поступающий на полупрозрачное зеркало, является опорным (гетеродинным), лучом, второй луч, пройдя через устройство сдвига частоты, зеркалами и фокусирующей системой направляется на испытуемое изделие. Рассеянное изделием излучение собирается фокусирующей системой и полупрозрачными зеркалами и совместно с опорным лучом падает на фотоприемник. Механические колебания изделия приводят к фазовой модуляции отраженного от него лазерного излучения. Напряжение с выхода фотоприемника через усилитель и ограничитель поступает на частотный детектор. С выхода частотного детектора сигнал, пропорциональный виброскорости изделия, поступает на осциллограф или вольтметр. Резонансная частота соответствует максимальному сигналу, снятому с выхода частотного детектора.
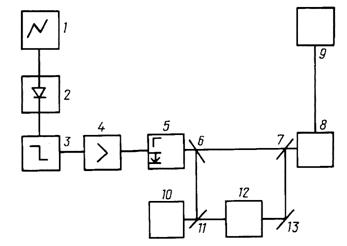
1 - осциллограф; 2 - частотный детектор; 3 - ограничитель; 4 - полосовой усилитель на частоту 30 мГц; полоса пропускания 0,5 мГц; 5 - фотоэлектронный умножитель; 6, 7, 11 - зеркала с коэффициентом отражения не менее 50 %; 8 - фокусирующая система; 9 - испытуемое изделие; 10 - газовый оптический квантовый генератор; 12 - устройство для сдвига частоты; 13 - зеркало с коэффициентом отражения не менее 90 %
Черт. 17
8. Метод индикации резонанса конструкции с использованием оптических увеличительных средств
8.1. В диапазоне частот до 1000 Гц индикацию резонанса можно осуществлять по результатам контроля изменения амплитуд колебаний испытуемых изделий с использованием оптических увеличительных средств. К таким средствам относятся: лупы, зрительные трубы, микроскопы.
8.2. При вибрации изделия в поле зрения оптических инструментов создают линейные фигуры, имеющие вид отрезков прямых линий, эллипсов или окружностей. Наибольшее отклонение наблюдаемой фигуры от своего исходного положения, представляющего собой проекцию удвоенной амплитуды колебаний на плоскость, перпендикулярную к оси увеличительного инструмента, фиксируется как резонанс.
8.3. Для отличия резонансов, возникающих на исследуемом изделии, от резонансов стенда или корпуса изделия увеличительный инструмент перестраивают на резкое изображение какой-либо части корпуса изделия или стенда в непосредственной близости от точки крепления испытуемого изделия. Если корпус в этом диапазоне не резонирует, то резонансная частота изделия определена правильно. Если же корпус в этом диапазоне частот тоже резонирует, то это резонанс корпуса или стенда, а не изделия, при этом необходимо проводить дальнейший поиск резонанса. Индикация резонанса таким методом может быть осуществлена и на более высоких частотах, но это требует применения увеличительных инструментов с высокой разрешающей способностью и большого опыта работы с ними.
9. Метод индикации резонанса конструкции по результатам органолептического анализа
9.1. Непосредственное физиологическое восприятие вибрации и ориентировочная оценка ее параметров - органолептический анализ - проводятся испытателем без каких-либо специальных физических приборов в диапазоне частот до 200 Гц. При этом возможно применение простейших инструментов: линейки, циркуля и др.
Индикация резонанса проводится по увеличению колебаний, наблюдаемых визуально, возрастанию уровня звуковых колебаний, создаваемых резонирующим изделием, или характерному искажению звуковых колебаний при испытании, а также по результатам ощущения при непосредственном прикосновении пальцев к испытуемому изделию.
Разновидностью органолептического анализа для определения резонансных частот является совмещенный анализ механического и зрительного восприятия. Остро отточенный карандаш твердости не менее Т прикладывают острием к испытуемому изделию. При этом карандаш держат кончиками пальцев за незаточенный конец. Изменяя частоту вибрации, наблюдают за колебаниями острия. При резонансе изделия острие периодически как бы зависает над изделием, что воспринимается зрительно, и карандаш соскальзывает с изделия, что воспринимается зрительно, и карандаш соскальзывает с изделия, что воспринимается осязанием.
10. Метод индикации резонанса конструкции с использованием СВЧ генератора
10.1. Устройство индикации резонанса с использованием СВЧ генератора рекомендуется для определения резонансных частот в основном консольно-закрепленных малогабаритных и миниатюрных изделий массой до 50 г.
В основу устройства положен принцип амплитудной модуляции сигнала СВЧ генератора с частотой механических колебаний изделия.
10.2. Структурная схема устройства для определения резонансных частот представлена на черт. 18 настоящего приложения. Основным элементом устройства является резонатор с антенной. На участке резонатора, где имеется максимальная напряженность, создается СВЧ поле снаружи резонатора между антенной и корпусом резонатора. Рабочая длина волны, определяемая выбранным СВЧ генератором, и длина антенны определяют линейные размеры СВЧ поля.
10.3. Испытуемое изделие закрепляют на столе вибратора и помещают в СВЧ поле между антенной и корпусом резонатора.
Низкочастотные колебания испытуемого изделия модулируют СВЧ сигнал с частотой механических колебаний изделия.
При совпадении частоты механических колебаний с резонансной частотой испытуемого изделия амплитуда колебаний резко увеличивается, что приводит к увеличению амплитудной модуляции СВЧ сигнала. Низкочастотную огибающую СВЧ сигнала, поступающего с детекторной головки, анализируют с помощью низкочастотного анализатора. Конструкция резонатора показана на черт. 19 настоящего приложения.
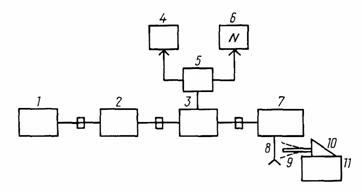
1 - СВЧ генератор; 2 - ферритовый вентиль; 3 - направленный ответвитель; 4 - низкочастотный анализатор; 5 - детекторная головка; 6 - осциллограф; 7 - СВЧ резонатор; 8 - антенна; 9 - исследуемый образец; 10 - согласующий держатель; 11 - вибратор
Черт. 18
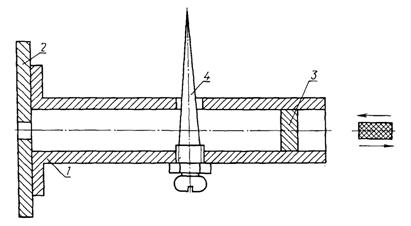
1 - волновод (10×23); 2 - диафрагма; 3 - поршень настройки; 4 - антенна
Черт. 19
11. Метод определения низшей резонансной частоты деталей изделия, имеющих предварительное натяжение, методом удара
11.1. Метод предназначен для определения низшей резонансной частоты подвижных деталей конструкции изделия, имеющего кусочно-линейную упругую характеристику (см. черт. 19а).
Р, М - упругая сила или момент силы, действующие на узел изделия; χ, φ - перемещение или угол поворота узла изделия
Черт. 19а
11.2. Испытание проводят на ударных стендах, обеспечивающих форму импульса ударного ускорения, близкую к полусинусоидальной. Крепление изделий проводят в соответствии с методом 104-1.
11.3. Испытание проводят одним из двух способов:
а) изделие подвергают воздействию трех ударов с одинаковыми параметрами, значения которых устанавливают такими, чтобы было достигнуто перемещение подвижного узла изделия. При испытании измеряют пиковое ударное ускорение jm, длительность действия ударного ускорения τ (в секундах) и пиковое перемещение подвижной детали Хт. Измерение перемещения Хт рекомендуется проводить при помощи реостатных преобразователей, токосъем которых прикрепляют к подвижной детали.
Допускается проводить измерение перемещения Хт другими методами (например, емкостным, индуктивным, фотографическим).
За значение перемещения Хт для дальнейших расчетов принимают среднеарифметическое трех измерений;
б) изделие подвергают нескольким ударам с переменными параметрами, подбирая параметры удара так, чтобы было достигнуто наибольшее допустимое перемещение подвижной детали Хт, которое может быть определено по изменению коммутационного положения контактов.
11.4. Значение низшей резонансной частоты изделия вычисляют в следующем порядке:
вычисляют относительное предварительное натяжение (jН) по формуле (1) для прямоходовых систем и по формуле (2) - для поворотных систем
![]() (1)
(1)
 , (2)
, (2)
где РН и МН - соответственно сила и момент предварительного натяжения упругого элемента изделия, Н; Н·м;
т и тВ - масса и момент массы подвижной детали соответственно, кг; кгм;
φ0 - угол наклона центра масс подвижной детали относительно вертикальной оси, град;
g - ускорение земного притяжения, м·с-2;
вычисляют относительный коэффициент нелинейности подвижной детали (δ) по формуле
![]() , (3)
, (3)
где jH - относительное предварительное натяжение, м·с-2;
jm - пиковое ударное ускорение, м·с-2;
по черт. 19 б выбирают линию для вычисления значения δ.
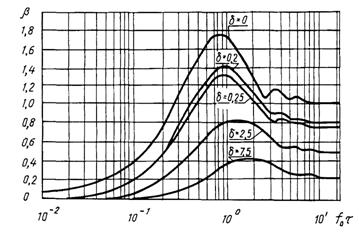
Черт. 19 б
Если значение δ отличается от значений, приведенных на черт. 19 б, то прочерчивают методом линейной интерполяции линию, соответствующую вычисленному значению δ;
вычисляют коэффициент динамичности системы (β) по формуле
![]() . (4)
. (4)
где τ - длительность ударного импульса, с;
Хт - пиковое перемещение подвижной детали, м;
jm - пиковое ударное ускорение, м∙с-2;
определяют значение (fQτ) по черт. 19 б для вычисленных значений δ и β;
определяют низшую резонансную частоту fs в Гц по формуле
![]() , (5)
, (5)
Разд. 11. (Введен дополнительно, Изм. № 8).
ПРИЛОЖЕНИЕ
7
Обязательное
МЕТОДЫ ИЗМЕРЕНИЯ ПАРАМЕТРОВ УДАРА
1. Общие положения
1.1. При измерении параметров удара необходимо регистрировать:
пиковое ударное ускорение;
длительность действия ударного ускорения;
форму импульса ударного ускорения.
Кроме того, для характеристики испытательного режима в случае, когда амплитуда ускорения наложенных колебаний составляет более 5 % амплитуды ускорения ударного импульса, необходимо учитывать относительную амплитуду ускорения и частоту наложенных колебаний. Рекомендуется также регистрировать длительность фронта ударного ускорения.
1.2. Измерение параметров удара должно проводиться одним из следующих методов:
с помощью пьезоэлектрического измерительного преобразователя (ИП) с известным коэффициентом преобразования;
по изменению скорости при ударе с использованием ИП с неизвестным коэффициентом преобразования;
крешерным методом (только для измерения ускорения).
Предпочтительным является первый метод. Однако применение его может быть затруднено из-за отсутствия возможности определения коэффициента преобразования ИП в ударном режиме при ускорениях выше 30000 м∙с2. В этом случае рекомендуются два других метода.
Причем измерения параметров удара по изменению скорости рекомендуются для стендов, у которых удар о неподвижную преграду формируется при принудительном разгоне метаемого тела, а также для стендов со свободно падающим столом.
Крешерный метод, как правило, является дополнительным.
2. Метод измерения параметров удара с помощью ИП с известным коэффициентом преобразования
2.1. Требования к измерительной аппаратуре
2.1.1. Для измерений следует использовать аппаратуру, структурная схема которой представлена на черт. 20 настоящего приложения:
1 - измерительный преобразователь (ИП), предназначенный для преобразования ускорения в электрический сигнал; в качестве ИП следует использовать пьезоэлектрический преобразователь ускорения (пьезоэлектрический акселерометр);
2 - согласующий усилитель (СУ), служащий для согласования выходного сопротивления пьезоэлектрического измерительного преобразователя с входным сопротивлением регистрирующего прибора (для этой цели могут быть использованы катодный или истоковый повторитель, усилитель заряда и т.п.);
3 - фильтр, необходимый для снижения уровня шумов согласующего усилителя, исключения влияния резонанса измерительного преобразователя и уменьшения амплитуды наложенных колебаний на кривой ударного импульса с целью улучшения различимости осциллограммы при измерении;
4 - регистрирующий прибор (РП), служащий для непосредственного наблюдения формы ударного импульса и отсчета его параметров.
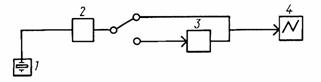
Черт. 20
В качестве РП рекомендуется использовать электронные осциллографы со ждущей разверткой и с временем запоминания, превышающим минимально необходимое время считывания параметров осциллограммы.
Для документального оформления результатов измерения удара рекомендуется фотографировать осциллограммы импульса ударного ускорения или переводить их с экрана осциллографа на прозрачную бумагу.
Фотографирование изображений импульса с экрана осциллографа возможно с помощью любой зеркальной фотокамеры (например, «Зенит»). Для уменьшения расстояния от фотографируемого объекта до величины, согласованной с длиной тубуса осциллографа, объектив с фокусным расстоянием 50 мм устанавливают в специальный тубус (кольцо, переходник) длиной 8 - 9 мм, в случае необходимости длину его уточняют экспериментально.
2.1.2. Измерительный преобразователь должен быть жестко закреплен в контрольной точке. Измерительный преобразователь с резьбовым креплением должен быть ввернут до упора с моментом затяжки, указанным в нормативно-технической документации. При отсутствии в нормативно-технической документации такого указания рекомендуется:
для резьб с диаметром до 6 мм момент затяжки 1,5 - 2 Н∙м;
для резьб большого диаметра момент затяжки должен увеличиваться на 1,5 - 2 Н∙м на каждый миллиметр увеличения диаметра резьбы.
2.1.3. Амплитудно-частотная характеристика аппаратуры (включая измерительный преобразователь) должна соответствовать черт. 21 настоящего приложения. При этом неравномерность амплитудно-частотной характеристики в децибелах должна определяться относительно частоты 400 Гц.
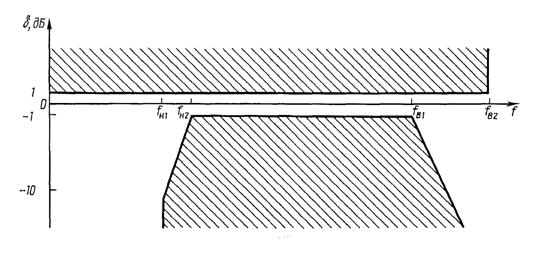
Черт. 21
Зависимость нижней и верхней частот среза фильтра, а также частоты, за пределами которой характеристика может подниматься выше ±1 дБ, от длительности импульса представлена в таблице.
|
Длительность импульса, мс |
Нижняя частота среза, Гц |
Верхняя частота среза, кГц |
Частота, за пределом которой характеристика может подниматься выше +1 дБ, кГц |
|
|
fн1 |
fн2 |
Fв1 |
Fв2 |
|
|
0,05 ≤ τ <0,2 |
4 |
16 |
30 |
40 |
|
0,2 ≤τ <1 |
4 |
16 |
15 |
40 |
|
1 ≤ τ <3 |
4 |
16 |
5 |
25 |
|
τ > 3 |
1 |
4 |
5 |
25 |
2.1.4. Первая резонансная частота закрепленного измерительного преобразователя должна быть:
не менее 50 кГц для измерения импульсов с длительностью фронта 0,05 мс и более:
не менее 25 кГц для измерения импульсов с длительностью фронта 0,1 мс и более;
не менее 10 кГц для измерения импульсов с длительностью фронта 0,5 мс и более.
2.1.5. Нелинейность амплитудной характеристики измерительного преобразователя не должна превышать ±10 % в диапазоне измеряемых амплитуд ускорений.
Примечание. Значение первой резонансной частоты закрепленного ИП и нелинейность амплитудной характеристики ИП определяют по паспортным данным или по результатам поверки.
2.1.6. Постоянная времени входной цепи согласующего усилителя RС должна быть не менее 0,2 с, где R - входное сопротивление согласующего усилителя, Ом; С - суммарная емкость измерительного преобразователя, кабеля и входа усилителя, Ф.
2.1.7. Аппаратура для измерения параметров удара должна проходить периодическую поверку. Поверку должна проводить государственная или ведомственная метрологическая служба согласно ГОСТ 8.002*, ГОСТ 8.513** и МИ 1826.
* На территории Российской Федерации действуют ПР 50.2.002-94.
** На территории Российской Федерации действуют ПР 50.2.006-94.
2.2. Измерение пикового ударного ускорения
Измерение пикового ударного ускорения следует проводить по осциллограммам ударного импульса и по известному коэффициенту преобразования измерительного преобразователя. Примеры осциллограмм приведены на черт. 22 настоящего приложения.
Значение пикового ударного ускорения jm вычисляют по формуле
![]()
где Р - чувствительность осциллографа по вертикальной оси, мВ/мм (деление сетки);
N - амплитуда усредненного импульса, изображенного на чертеже пунктирной линией, мм (деление сетки);
К - коэффициент преобразования ИП, определенный при поверке совместно с согласующим усилителем, мВ∙с2/м (мВ/g) (напряжение и ускорение в амплитудных значениях).
a - с крутым фронтом; б - с пологим фронтом
Черт. 22
Для повышения точности измерения амплитуды ускорения путем исключения погрешности, вносимой осциллографом, величину Р рекомендуется определять с помощью поверенных приборов класса не менее 2,5 (звукового генератора с ламповым вольтметром или источника постоянного напряжения с вольтметром).
Если импульс ударного ускорения не содержит наложенных колебаний (черт. 22б), то за Nср следует принимать максимальное отклонение луча по вертикали.
Если импульс ударного ускорения содержит наложенные колебания (черт. 22а), то для определения Nср необходимо:
отметить точки, соответствующие серединам участков осциллограммы, которые заключены между двумя соседними экстремумами (максимумами и минимумами) наложенных колебаний;
соединить эти точки плавной линией (пунктирная линия на черт. 22а), максимум этой линии принять за Nср.
Коэффициент преобразования К должен определяться при градуировке в ударном режиме. При этом для измерения амплитуды ускорения т ≤ 10000 м∙с-2 (1000 g) и длительности τ ≥ 0,5 мс допускается градуировка в вибрационном режиме.
2.3. Измерение длительности действия ударного ускорения и длительности фронта ударного ускорения
2.3.1. За длительность действия ударного ускорения следует принимать время, в течение которого действуют мгновенные значения ускорения ji одного знака, удовлетворяющие условию
ji ≥ 0,1jm
Для измерения длительности необходимо зафиксировать на экране осциллографа или на осциллограмме (черт. 22б) горизонтальное отклонение луча п' мм (дел. сетки), которое соответствует отрезку времени на уровне 0,1 Nср, расположенному между передним и задним фронтами импульса, и рассчитать длительность по формуле
τ = τ'n', (2)
где τ' - масштаб горизонтальной оси на осциллографе, с/мм (дел. сетки).
Для импульсов с крутыми фронтами (трапецеидальный, полусинусоидальный с большим ускорением и малой длительностью и т.п.) за длительность действия ударного ускорения допускается принимать время, определенное по основанию импульса (черт. 22а).
2.3.2. За длительность фронта ударного ускорения (время фронта удара) следует принимать время, в течение которого происходит нарастание ускорения от нуля до значения jm, где jm - пиковое ударное ускорение.
Для измерения длительности фронта ударного ускорения необходимо зафиксировать горизонтальное отклонение луча пф в мм (дел. сетки) от начала процесса до соответствующего вертикального отклонения Ncp (черт. 22а) и провести подсчет τф по формуле
τф = τ'пф (3)
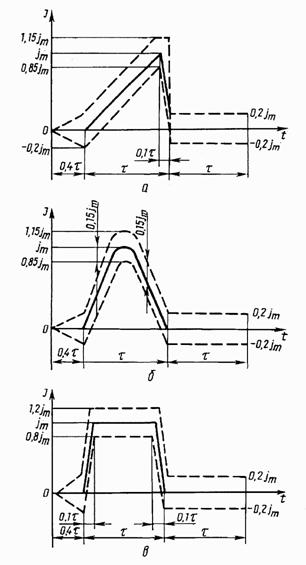
а - пилообразный импульс; б - полусинусоидальный импульс; в - трапецеидальный импульс; - - - границы допусков
Черт. 23
2.4. Определение формы импульса ударного ускорения
2.4.1. Определение формы импульса ударного ускорения следует проводить путем сравнения с формами импульсов, изображенными на черт. 23 настоящего приложения.
Для определения формы исходного импульса необходимо получить его изображение на экране осциллографа. При этом временная развертка должна быть выбрана такой, чтобы наблюдать на экране импульс на временном участке, включающем в себя 0,4 τ до начала импульса, длительность действия ударного ускорения τ и время, равное τ после импульса ударного ускорения.
Если осциллограмму импульса ударного ускорения можно заключить между пунктирными линиями, соответствующими допуску на пилообразный импульс (черт. 23а), то форму импульса ударного ускорения следует классифицировать как пилообразную (или треугольную).
Если осциллограмму импульса ударного ускорения можно заключить между пунктирными линиями, соответствующими допуску на полусинусоиду (черт 23б), то форму импульса ударного ускорения следует классифицировать как полусинусоидальную.
Если осциллограмму импульса ударного ускорения можно заключить между пунктирными линиями, соответствующими допуску на трапецеидальный импульс (черт. 23в), то форму импульса ударного ускорения следует классифицировать как трапецеидальную.
2.4.2. Если осциллограмму импульса ударного ускорения нельзя заключить между пунктирными линиями, соответствующими допускам для приведенных на черт. 23 импульсов, то для характеристики формы необходимо указать:
название одной из подходящих геометрических фигур (близкая к пилообразной, близкая к полусинусоидальной, близкая к трапецеидальной, колоколообразная, близкая к пилообразной с наложенными колебаниями, имеющими частоту fHK кГц, и амплитуду ускорения jНК, составляющую п % пикового ударного ускорения и т.п.);
τф - длительность фронта ударного ускорения;
τ - длительность действия ударного ускорения.
Например, форма импульса ударного ускорения близка к пилообразной с длительностью фронта ударного импульса τb = 0,2 мс при длительности τ = 1,5 мс с наложенными колебаниями, имеющими частоту fHK = 20 кГц и амплитуду ускорения jHK = 0,3 jm.
2.4.3. Оценку частоты наложенных колебаний на кривой импульса ударного ускорения следует проводить путем подсчета на осциллограмме числа периодов наложенных колебаний пП, приходящихся на любой отрезок горизонтальной оси осциллограммы, который составляет не менее пяти периодов наложенных колебаний. Рекомендуется за такой отрезок принимать отрезок, соответствующий длительности действия ударного ускорения.
Если наложенные колебания лучше просматриваются во временном отрезке, следующем за действием импульса, то допускается подсчет их периодов проводить на этом участке остаточных колебаний.
Частоту наложенных колебаний fHK в Гц рассчитывают по формуле
![]() (4)
(4)
где пП - число периодов наложенных колебаний на учитываемом отрезке осциллограммы;
t - время, соответствующее длине учитываемого отрезка.
2.4.4. Для оценки формы импульса ударного ускорения рекомендуется следующее:
а) перевести на кальку (или на фотобумагу) осциллограмму импульса;
б) отметить на ней значения, соответствующие длительности и амплитуде ускорения jm, исключив при этом из максимального отклонения луча по вертикали амплитуду ускорения наложенных колебаний jHK;
в) для значений τ и jm вычертить на кальке одну из трех нормированных форм импульсов, в одном масштабе с исходным импульсом, наиболее подходящую для сравнения с исходным импульсом, приняв для нее:
τф = 0,9 τ - для пилообразной формы;
τф = 0,5 τ - для полусинусоидальной формы;
τф = 0,1 τ - для трапецеидальной формы.
Нанести на эту же кальку по данным черт. 23 пунктирные линии, соответствующие границам допусков выбранного для сравнения нормированного импульса;
г) наложить кальку с вычерченными границами допусков на осциллограмму исходного импульса и оценить его форму по размещению внутри граничных линий; если исходный импульс ударного ускорения не размещается внутри граничных линий, оценить форму исходного импульса по данным τф, τ и fHK согласно пп. 2.4.2 и 2.4.3.
На черт. 24 приведена последовательность операций, необходимая для оценки полусинусоидальной формы импульса.
2.4.5. Для более оперативной оценки формы импульса ударного ускорения допускается пользоваться трафаретами нормированных форм, изготовленными заранее для ряда фиксированных значений длительности.
Для этого следует:
на изображение импульса ударного ускорения на экране осциллографа наложить трафарет таким образом, чтобы совместить отрезки, соответствующие длительности τ;
варьируя величиной вертикального усиления осциллографа, установить значение исходного импульса ударного ускорения на одном горизонтальном уровне с амплитудой ускорения нормированного импульса на трафарете;
по размещению исходного импульса внутри границ трафарета или за их пределами оценить форму исходного импульса ударного ускорения в соответствии с п. 2.4.1 или пп. 2.4.2 и 2.4.3.
2.5. Определение относительной амплитуды ускорения наложенных колебаний
Определение относительной амплитуды ускорения наложенных колебаний δНК проводят по осциллограмме импульса ударного ускорения по формуле:
![]() , (5)
, (5)
где Nhk - отклонение луча осциллографа от линии усредненного профиля импульса, соответствующее амплитуде наложенных колебаний, мм (делений сетки);
Р - чувствительность осциллографа по вертикальной оси, мВ/мм (делений сетки);
К - коэффициент преобразования ИП, определенный совместно с согласующим усилителем, мВ/м·с-2 (мВ/g) (напряжение и ускорение в амплитудных значениях);
jm - амплитуда импульса ударного ускорения, м·с-2 (g).
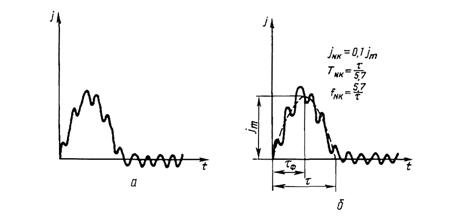
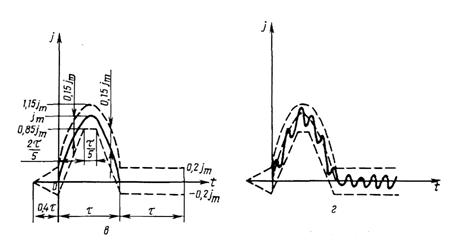
а - осциллограмма исходного импульса; б - выявление усредненного профиля импульса; в - нормированная форма импульса; г - оценка формы импульса
Черт. 24
3. Метод измерения параметров удара по изменению скорости с использованием ИП с неизвестным коэффициентом преобразования
Это метод косвенных измерений. Суть его заключается в измерении осциллограммы ударного импульса ускорения, определении изменения скорости при ударе и расчете на основании этих данных пикового ускорения.
3.1. Аппаратура
Схема измерений и требования к аппаратуре - в соответствии с требованиями п. 2.1 настоящего приложения, за исключением пп. 2.1.5 и 2.1.7.
3.2. Определение пикового ударного ускорения
3.2.1. Для любой формы ударного импульса пиковое ударное ускорение τ вычисляют по формуле
![]() , (6)
, (6)
где N - вертикальное отклонение луча осциллографа, соответствующее пиковому ускорению при ударе, мм;
Δv - изменение скорости при ударе, мс-1;
Sτ - площадь осциллограммы импульса ударного ускорения, мм2, которая ограничена кривой ускорения и участком оси времени, равным Т и включающим в себя длительность действия ударного ускорения τ и время 0,4τ до удара 0,1τ после удара.
(Т = 0,4τ + τ + 0,1τ);
τ' - масштаб горизонтальной шкалы осциллографа, с/мм.
3.2.2. Изменение скорости при ударе Δv определяется разностью векторов скоростей прохождения мерной базы до и после удара и вычисляется по формуле
![]() , (7)
, (7)
где L - размер мерной базы;
t1, t2 - время прохождения мерной базы до и после удара соответственно, с.
Мерная база должна быть жестко закреплена на стенде и определение ее размера L должно проводиться с точностью до сотых долей миллиметра.
Измерение времени прохождения мерной базы рекомендуется проводить с помощью фотодиода и осциллографа согласно схеме черт. 25 настоящего приложения.
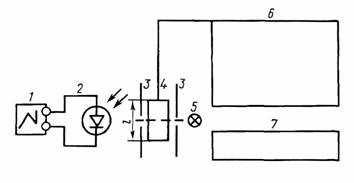
1 - осциллограф; 2 - фотодиод; 3 - диафрагма; 4 - мерная база; 5 - источник света; 6 - стол стенда; 7 - наковальня
Черт. 25
Мерная база является подвижной заслонкой луча света, падающего на фотодиод. При перекрытии луча света перед ударом происходит затемнение фотодиода и одновременный запуск луча осциллографа. При этом электронный луч зафиксирует на экране время t1, в течение которого фотодиод находится в затемненном состоянии.
Время t1 соответствует времени прохождения мерной базы перед ударом.
После удара мерная база вновь перекроет луч света и затемнит фотодиод при движении стола стенда в обратном направлении в течение времени t2, соответствующего времени прохождения мерной базы при отскоке.
Расположение фотодиода, диафрагм и источника света, а также конструкция мерной базы должны быть такими, чтобы измерение времени прохождения мерной базы проводилось на участке, расположенном на расстоянии 1 - 2 мм от поверхности соударения.
Допускается применение любых других способов измерения изменения скорости, обеспечивающих погрешность измерения не более ±10 %.
Если можно пренебречь эффектом торможения (для ударных стендов со свободно падающим столом), то изменение скорости при ударе Δv рассчитывают по формуле
![]() , (8)
, (8)
где Н, h - высоты падения и отскока соответственно.
3.2.3. Если форму импульса ударного ускорения можно классифицировать как пилообразную, то ударное пиковое ускорение можно определить по формуле
![]() , (9)
, (9)
Если форму импульса ударного ускорения можно классифицировать как полусинусоидальную, то ударное пиковое ускорение можно приближенно определить по формуле
![]() , (10)
, (10)
3.2.4. Измерение остальных параметров удара
Измерение длительности действия ударного ускорения τ, длительности фронта ударного ускорения τф, определение формы импульса ударного ускорения, частоты fHK и относительного ускорения наложенных колебаний следует проводить в полном соответствии с пп. 2.3 - 2.5 настоящего приложения.
4. Метод измерения ускрения крешерным методом
4.1. Принцип метода
Крешерный метод измерения больших ускорений при ударе основан на равенстве произведенной работы при медленном воздействии силы, прилагаемой при тарировании крешеров, и работы, произведенной ударом в измеряемом процессе, что имеет место при условии
f0 ≥ 2,5,
где f0 - собственная частота инерционного элемента крешера, кГц;
τ - длительность действия ударного ускорения, мс.
Это условие выполняется при подборе размеров массы и материалов инерционного элемента и крешера. Ускорение определяют по величине отпечатка, полученного при ударе в результате накола крешера острием инерционного элемента, путем сравнения размеров отпечатка с данными тарировочной кривой.
4.2. Конструкция крешерных устройств
Одна из возможных конструкций крешерного устройства, пригодного для измерения ускорений до 500000 м·с-2 (50000 g), приведена на черт. 26 настоящего приложения. Инерционное тело такого устройства изготовляют из закаленной инструментальной стали с твердостью 61…63 HRCЭ. Масса инерционного тела рекомендуется в пределах 5,0 - 10 г при значении измеряемого ускорения 10000 - 500000 м·с-2 (1000 - 50000 g) соответственно. Угол конуса подбирают экспериментально в пределах 90 - 120° в зависимости от материала крешера и длительности импульса. Длина цилиндрической части инерционного тела рекомендуется в пределах (2 - 3) d.
Для измерений ускорений свыше 50000 м·с-2 (5000 g) крешер изготовляют из алюминия. Диаметр крешера D рекомендуется в пределах 10 - 15 мм, а высота (0,5 - 0,7) D. Меньший диаметр применяют при измерении больших ускорений. Торцовые поверхности крешера полируют.
Для измерений ускорений меньше 50000 м·с-2 (5000 g) крешер изготовляют из свинца в соответствии с черт. 27 настоящего приложения. Чашку изготовляют из стали, латуни с толщиной стенок 2 - 3 мм. При заливке чашку нагревают до температуры плавления свинца и после заполнения медленно охлаждают до нормальной температуры (время понижения температуры - не менее 1 ч). С внутренним диаметром корпуса инерционный элемент и крешер сопрягаются по скользящей посадке.
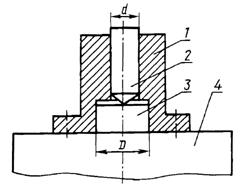
1 - корпус крешерного устройства; 2 - инерционный элемент; 3 - крешер; 4 - стол испытательного стенда
Черт. 26
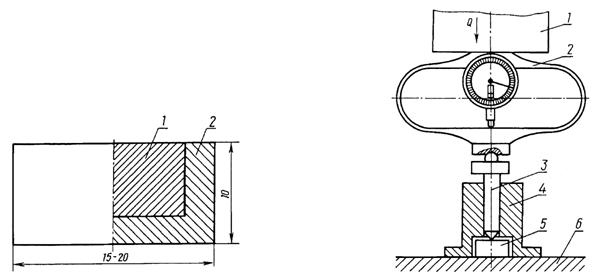
|
1 - свинец; 2 – чашка Черт. 27 |
1 - поршень пресса; 2 - динамометр; 3 - инерционное тело; 4 - крешерное устройство; 5 - крешер; 6 - стол пресса Черт. 28 |
В крешерных устройствах, основанных на продольной остаточной деформации, об ускорении судят по величине деформации, в устройствах, работающих на смятие острия крешера, - по диаметру площади на острие.
4.3. Тарирование крешеров
Для выполнения серии измерений требуется партия крешеров не менее 24 шт., изготовленных из одного прутка алюминия, меди или одного курса свинца; 12 крешеров необходимы для статической тарировки, остальные используют для измерений ускорений.
Для статической калибровки крешеров устройство устанавливают на прессе (черт. 28), где последовательно задают статические нагрузки Q1, Q2, Q3, Q4, контролируемые динамометром, причем значение Q выбирают в зависимости от массы инерционного элемента и измеряемых в процессе удара ускорений
Qi = mji, (11)
где Qi - - сила, Н;
j1 - ускорение, соответствующее Qi м·с-2;
т - масса инерционного тела, кг.
Для каждой ступени нагрузок используют не менее трех крешеров.
Диаметр лунки, оставляемый инерционным элементом на крешере, измеряют с помощью микроскопа, при этом необходимо делать не менее трех измерений в каждом из двух взаимно перпендикулярных направлений. За окончательный диаметр лунки принимают среднеарифметическое из 18 измерений (шесть измерений на каждый из трех крешеров).
По результатам усредненных измерений с учетом уравнения (11) строится зависимость (черт. 29)
Dл = Ψ(j)
где Dл - усредненный диаметр лунки на крешере, мм;
j - ускорение, g.
Зависимость ускорения от диаметра лунки
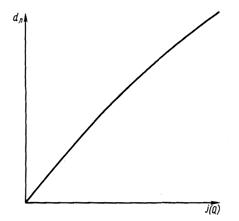
Черт. 29
4.4. Измерение пикового ударного ускорения
Для измерения пикового ударного ускорения крешерное устройство устанавливают на стол ударного стенда. После выполнения удара крешер снимают, проводят измерения диаметра лунки и по графику тарировки (черт. 29) определяют значение ускорения. Если крешерный метод - основное средство измерения ускорений, то для получения более достоверных данных о значении ускорения необходимо произвести три удара, каждый раз устанавливая новый крешер. В этом случае значение ускорения определяют по средним данным от трех крешеров.
5. Определение длительности действия ударного ускорения
5.1. Длительность действия ударного ускорения может быть измерена как время нахождения в контакте металлических соударяющихся поверхностей с помощью осциллографа (черт. 30) или любым иным методом. При измерениях с помощью схемы черт. 30 порог срабатывания осциллографа настраивают несколько выше падения напряжения на R1 при разомкнутой цепи бойка-наковальни. Сопротивление резистора Rl рекомендуется принимать 0,1 - 1,0 кОм, R2 = (5 - 10) R1 напряжение источника питания 1 - 12 В.
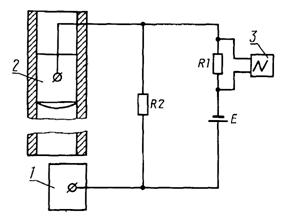
1 - наковальня (основание); 2 - боек (стол); 3 - осциллограф
Черт. 30
Допускается измерение длительности действия ударного ускорения с помощью ИП, имеющего неизвестный коэффициент преобразования и имеющего собственную частоту, удовлетворяющую условию
ПРИЛОЖЕНИЕ 8
Рекомендуемое
МЕТОД РАСЧЕТА РЕЗОНАНСНОЙ БАЛКИ И МЕТОДИКА ПРОВЕДЕНИЯ ИСПЫТАНИЙ
1. Метод расчета резонансной балки
Резонансная балка представляет собой брус прямоугольного сечения, закрепленный на столе вибростенда в соответствии с черт. 31 настоящего приложения.
Примеры крепления резонансных балок
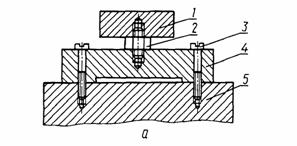
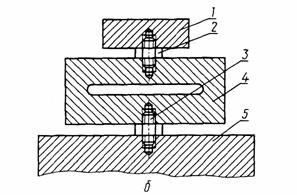
а - крепление балки к столу стенда в двух точках; б - крепление балки к столу стенда в одной точке; 1 - приспособление для испытания изделий; 2, 3 - резьбовые шпильки; 4 - резонансная балка; 5 - стол вибростенда
Черт. 31
Задача расчета состоит в определении геометрических размеров h, l, b балки (черт. 32) по заданному значению вибрационной нагрузки jmax и частоте вибрации f0.
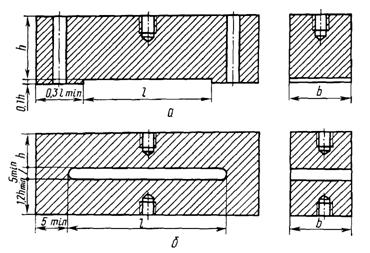
а - точки крепления балки расположены по бокам; б - точка крепления балки расположена в центре
Черт. 32
За исходные данные принимаются следующие величины:
f0 - резонансная частота балки с приспособлением, Гц;
jmax - максимальное ускорение на балке, м·с-2;
Е - модуль упругости материала балки, Н/м2;
σ-1 - предел усталости материала балки, Н/м2;
m - масса приспособления с изделиями, кг;
b - ширина резонансной балки, м;
mб - масса резонансной балки, кг.
При расчете резонансной балки величины b и тб выбирают в зависимости от массы приспособления т.
Так, для приспособления массой 1 - 2 кг рекомендуется применять балку шириной b = (4 - 8)·10-2 м и массой тБ – 1 - 2 кг. Для сплавов алюминия σ-1 рекомендуется принимать 4·107 Н·м-2.
Длину пролета l и высоту h резонансной балки рассчитывают по формулам:
 , (1)
, (1)
 . (2)
. (2)
где тпр - т + 0,5mб - приведенная масса резонансной балки.
(Измененная редакция, Изм. № 8).
2. Методика проведения испытаний
Приспособление с изделием крепится к столу вибростенда с помощью резонансной балки. Поиск резонансной частоты балки производят путем плавного изменения частоты в ожидаемой области резонанса при поддержании постоянной амплитуды ускорения в контрольной точке. При этом значение амплитуды ускорения устанавливается минимальным, но достаточным для выявления резонанса. После выявления резонансной частоты устанавливается амплитуда ускорения по требуемой степени жесткости, и далее проводят испытания по методике, изложенной в п. 2.15.
(Измененная редакция, Изм. № 6).
ПРИЛОЖЕНИЕ 9
Рекомендуемое
ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРЫ КОНТРОЛИРУЕМОГО УЧАСТКА (УЗЛА) ИЗДЕЛИЯ
В качестве контролируемого участка (узла) изделия рекомендуется выбирать участок (узел), имеющий наибольшую температуру, или температура которого является наиболее критичной для работоспособности изделия.
Температуру контролируемого участка (узла) изделия устанавливают на основании предварительных испытаний изделий опытного производства.
Одно или несколько изделий помещают в камеру, в которой имитируются условия свободного обмена воздуха. Температуру воздуха в камере повышают до повышенной рабочей температуры. На изделие (изделия) подают номинальную или максимально допустимую для данных изделий электрическую нагрузку или ток, соответствующие повышенной рабочей температуре. После достижения изделием теплового равновесия регистрируют температуру контролируемого узла изделия.
Если повышенная рабочая температура изделия не превышает 100°С и температура перегрева изделия не превышает 80°С, то для определения температуры контролируемого участка (узла) изделия можно воспользоваться следующим методом. На изделие, установленное в нормальных климатических условиях испытания (вне камеры) и защищенное от воздействия солнечного излучения и сквозняков, подают электрическую нагрузку, соответствующую повышенной рабочей температуре.
После достижения изделием теплового равновесия регистрируют температуру контролируемого участка (узла) изделия. По номограмме определяют температуру контролируемого участка (узла) изделия при повышенной рабочей температуре.
Пример использования номограммы (черт. 33).
Черт. 33
Заданные условия: температура контролируемого участка (узла) изделия, определенная при температуре воздуха 20°С, равная 70°С. Какова будет температура того же участка (узла) изделия при рассеянии той же мощности в условиях свободного обмена воздуха при температуре 55°С.
Решение: проводим прямую линию от точки 20°С на шкале Та, к точке 70°С на шкале Тс, отмечаем точку ее пересечения с осевой линией. Затем проводим прямую линию от точки 55°С на шкале через эту точку пересечения на осевой линии и получаем новую точку пересечения со шкалой Тс (98°С). Это и есть температура контролируемого участка (узла) изделия при температуре окружающей среды 55°С.
ПРИЛОЖЕНИЕ
10
Рекомендуемое
ОПРЕДЕЛЕНИЕ МИНИМАЛЬНО ДОПУСТИМОГО РАССТОЯНИЯ МЕЖДУ ТЕПЛОВЫДЕЛЯЮЩИМИ ИЗДЕЛИЯМИ
И СТЕНКОЙ КАМЕРЫ
Минимально допустимое расстояние между изделиями и стенкой камеры определяют исходя из объема изделия и рассеиваемой им мощности.
При объеме изделия не более 10-3 м3 и рассеиваемой изделием мощности не более 50 Вт минимально допустимое расстояние между любой поверхностью изделия и соответствующей стенкой камеры должно быть не менее 0,1 м.
При объеме изделия не более 10-3 м3 и рассеиваемой изделием мощности 50 - 100 Вт минимально допустимое расстояние между любой поверхностью изделия и соответствующей стенкой камеры должно быть не менее 0,2 м.
При объеме изделия более 10-3 м3 минимально допустимое расстояние между любой поверхностью изделия и соответствующей стенкой камеры определяют по черт. 34, устанавливающему зависимость максимально допустимого значения мощности рассеяния с единицы площади поверхности изделия от объема изделия, когда расстояние между поверхностью изделия и стенкой камеры равно 0,1 м и 0,2 м. При этом минимально допустимое расстояние между поверхностью изделия и стенкой камеры должно быть для условий ниже кривой 1 - 0,1 м; между кривыми 1 и 2 - в пределах 0,1 - 0,2 м; выше кривой 2 - 0,2 м.
1 - расстояние между поверхностью изделия и стенкой камеры равно 0,1 м; 2 - расстояние между поверхностью изделия и стенкой камеры равно 0,2 м
Черт. 34
Примечания:
1. Площадь поверхности изделия рекомендуется определять как площадь поверхности наименьшего прямоугольного параллелепипеда, в который вписывается изделие.
Если распределение температуры в изделии несимметрично, то при определении площади поверхности изделия рекомендуется учитывать только площадь той стороны (сторон) изделия, которая является более нагретой.
2. Объем изделия рекомендуется определять как объем наименьшего параллелепипеда, в который вписывается изделие.
3. При указанных минимальных расстояниях между тепловыделяющими изделиями и стенкой камеры температура поверхности или узла изделия не должна превышать более чем на 5°С температуру поверхности или узла изделия, измеренную в условиях свободного обмена.
(Измененная редакция, Изм. № 5).
ПРИЛОЖЕНИЕ 11
Рекомендуемое
УКАЗАНИЯ ПО РАЗМЕЩЕНИЮ В ПОЛЕЗНОМ ОБЪЕМЕ КАМЕРЫ СРЕДСТВ ИЗМЕРЕНИЙ ТЕМПЕРАТУРЫ
ВОЗДУХА ПРИ ИСПЫТАНИИ ТЕПЛОВЫДЕЛЯЮЩЕГО ИЗДЕЛИЯ В УСЛОВИЯХ СВОБОДНОГО ОБМЕНА
ВОЗДУХА
Температурные датчики следует располагать в нескольких точках в горизонтальной плоскости, расположенной ниже изделия, на расстоянии, не превышающем 5 см, на середине расстояния между изделием и боковой стенкой камеры или на расстоянии 1 м от изделия в зависимости от того, что меньше.
За температуру воздуха в камере принимается средняя температура, измеренная в указанных точках.
ПРИЛОЖЕНИЕ 12
Рекомендуемое
ОПРЕДЕЛЕНИЕ МИНИМАЛЬНО ДОПУСТИМОГО РАССТОЯНИЯ МЕЖДУ ТЕПЛОВЫДЕЛЯЮЩИМИ ИЗДЕЛИЯМИ
ПРИ ИСПЫТАНИИ НА ВОЗДЕЙСТВИЕ ПОВЫШЕННОЙ РАБОЧЕЙ ТЕМПЕРАТУРЫ СРЕДЫ
Изделия устанавливают в камере. Способ установки и положение изделий должны быть такими же, как и при испытании. Система обогрева камеры должна быть выключена, а принудительная циркуляция воздуха приведена в действие (при испытании в камере с принудительной циркуляцией воздуха). На изделия подают электрическую нагрузку, соответствующую повышенной рабочей температуре, и выдерживают изделия до достижения теплового равновесия. Затем измеряют температуру поверхности изделий в идентичных точках.
За минимально допустимое расстояние между тепловыделяющими изделиями принимают расстояние, при котором температура поверхности изделий, измеренная в идентичных точках, должна отличаться не более чем на 5оС или на 5 % разности между температурой поверхности изделий и температурой окружающей среды (выбирают большее значение).
ПРИЛОЖЕНИЕ 13
Обязательное
Выбор степени жесткости при испытании на воздействие повышенной влажности в
зависимости от относительной влажности, определяемой условиями эксплуатации
|
Верхнее значение относительной влажности |
Среднемесячное значение в наиболее теплый и влажный период |
||
|
значение |
продолжительность воздействия в течение года, месяца |
степень жесткости |
|
|
80 % при 25°С* и более низких температурах без конденсации влаги |
65 % при 20°С |
12 |
I |
|
98 % при 25°С* и более низких температурах без конденсации влаги |
80 % при 20°С |
2 |
II |
|
6 |
III |
||
|
100 % при 25°С* и более низких температурах с конденсацией влаги |
80 % при 20°С |
6 |
IV |
|
100 % при 25°С* и более низких температурах с конденсацией влаги |
90 % при 20°С |
12 |
V |
|
98 % при 25°С* и более низких температурах без конденсации влаги |
VI |
||
|
98 % при 35°С* и более низких температурах без конденсации влаги |
80 % при 27°С |
3 |
VII |
|
12 |
VIII |
||
|
100 % при 35°С* и более низких температурах с конденсацией влаги |
90 % при 27°С |
12 |
IX |
|
98 % при 35°С* и более низких температурах без конденсации влаги |
X |
||
|
98 % при 35°С* и более низких температурах без конденсации влаги |
90 % при 27°С |
4 |
XI |
|
100 % при 25°С* и более низких температурах без конденсации влаги |
90 % при 20°С |
6 |
XII |
|
98 % при 25°С* и более низких температурах без конденсации влаги |
XIII |
||
* При более высоких температурах относительная влажность ниже.
Примечание. Среднемесячное значение влажности рекомендуется использовать при оценке возможных в течение срока эксплуатации изменений параметров изделий, связанных со сравнительно длительными процессами (например, процессами диффузии водяных паров, коррозии, электролиза, гидролиза).
ПРИЛОЖЕНИЕ
14
Справочное
Связь между степенями жесткости по влажности воздуха и исполнениями изделий
|
Степень жесткости по влажности воздуха |
Климатическое исполнение и категория размещения изделий по ГОСТ 15150 |
|
|
Исполнение |
Категория |
|
|
I |
УХЛ ТС |
4; 4.1; 4.2 |
|
ТС |
1*; 1.1; 2**; 3; 3.1; 4; 4.1; 4.2 |
|
|
II |
ТВ, О, В, ТМ, М |
4.1 |
|
У, УХЛ |
1,1 |
|
|
М |
4,2 |
|
|
III |
У, УХЛ |
2,1; 3; 3,1 |
|
М |
3;3.1;4; 1.1*** |
|
|
IV |
У, УХЛ |
1;2 |
|
V |
У, УХЛ, ТС, М |
5 |
|
VI |
У, УХЛ, ТС, М |
5.1 |
|
VII |
ТВ, О, В, ТМ, ОМ |
4.2 |
|
VIII |
ТВ, О, В, ТМ, ОМ |
4 |
|
ТВ, В, ТМ, ОМ, Т |
3, 3,1 |
|
|
IX |
ТВ, Т, О, В, ТМ, ОМ |
1;2 |
|
X |
ТВ, Т, О, В, ТМ, ОМ |
2.1; 5.1 |
|
XI |
ТВ, Т, О, В, ТМ, ОМ |
1.1 |
|
XII |
М |
2.1 |
|
XIII |
М |
1;2 |
* Верхнее значение относительной влажности – 100 % при 10°С, испытания проводят как для степени жесткости II.
** Испытания проводят как для степени жесткости II.
*** Среднемесячное значение относительной влажности в наиболее теплый в влажный периоды - 90 % при 20°С в течение двух месяцев в году.
ПРИЛОЖЕНИЯ 13 и 14. (Измененная редакция, Изм. № 5).
ПРИЛОЖЕНИЕ 15
Рекомендуемое
ВЫБОР МИНИМАЛЬНО ДОПУСТИМОГО СООТНОШЕНИЯ ПЛОЩАДИ ПОВЕРХНОСТИ, ОКРУЖАЮЩЕЙ
ИЗДЕЛИЯ, К ОБЩЕЙ ПЛОЩАДИ ПОВЕРХНОСТИ ИЗДЕЛИЙ
Выбор минимально
допустимого соотношения площади поверхности F2, окружающей изделия, к
общей площади поверхности изделий F1 проводят с помощью графика (черт. 35). На этом
графике по известной степени черноты в поверхности, окружающей изделия, находят
минимально допустимое соотношение ![]() . Найденное соотношение действительно для любой
степени черноты поверхности изделий.
. Найденное соотношение действительно для любой
степени черноты поверхности изделий.
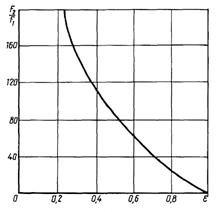
Черт. 35
ПРИЛОЖЕНИЕ 16
Рекомендуемое
ОПРЕДЕЛЕНИЕ МИНИМАЛЬНО ДОПУСТИМЫХ РАССТОЯНИЙ МЕЖДУ ТЕПЛОВЫДЕЛЯЮЩИМИ ИЗДЕЛИЯМИ
ПРИ ИСПЫТАНИИ НА ВОЗДЕЙСТВИЕ АТМОСФЕРНОГО ПОНИЖЕННОГО ДАВЛЕНИЯ
1. Общие положения
1.1. Результаты одновременного испытания в камере группы тепловыделяющих изделий на воздействие пониженного атмосферного давления зависят от расстояния между изделиями.
1.2. Минимально допустимое расстояние между изделиями определяют сначала приближенным расчетом, затем проводят экспериментальную проверку правильности этого расчета.
2. Приближенный расчет минимально допустимых расстояний между тепловыделяющими изделиями
2.1. Расчет проводят для параллельно расположенных изделий в виде параллелепипеда или цилиндра.
Примечание. Изделия сложной формы условно представляют по наибольшим габаритным размерам (без выводов) в виде параллелепипеда или цилиндра. Для расчета берут линейные размеры условно полученного параллелепипеда или цилиндра.
2.2. Исходные данные:
предельно допустимая по стандартам или ПИ температура изделия Т1 °С;
температура поверхности, окружающей изделия, Т2, °С;
максимально допустимое по стандартам и ПИ положительное отклонение температуры изделия, возникающее вследствие взаимного теплового влияния изделий ΔT, °C;
наибольшие линейные размеры взаимооблучаемых поверхностей изделий (без выводов), имеющих форму параллелепипеда, а, b, мм;
диаметры изделий Tv имеющие форму цилиндра d, мм.
2.3. Предельную температуру нагрева изделия, испытуемого в составе группы изделий, определяют по формуле
Т' = T1 + ΔТ (1)
2.4. Значение углового коэффициента определяют по формуле
 , (2)
, (2)
где φ - угловой коэффициент, показывающий, какая доля излучения изделия попадает на поверхности рядом расположенных изделий;
п - коэффициент, характеризующий способ расположения изделий при испытаниях.
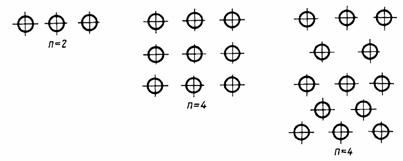
Черт. 36
Значение коэффициента п выбирают по черт. 36 настоящего приложения, на котором представлена схема расположения изделий в камере.
2.5. По полученному значению φ из графиков, приведенных на черт. 37 или 38, определяют значение х, по которому рассчитывают минимально допустимое расстояние по следующим формулам:
с = ах - для изделий в форме параллелепипеда;
1= dx - для изделий в форме цилиндра.
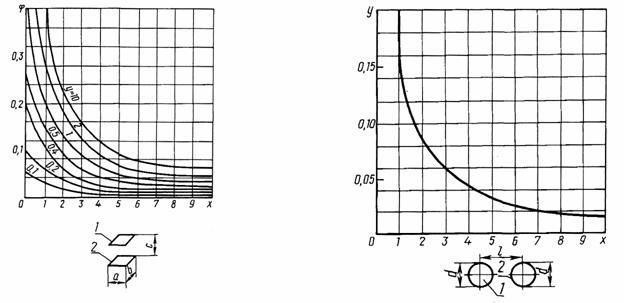
|
1 - первое изделие; 2 - второе изделие:
где с - расстояниемежду изделиями,мм; а, b - линейные размеры взаимооблучаемых по верхностей корпусов изделий, мм Черт. 37 |
1 - первое изделие; 2 - второе изделие.
где l - расстояние между центрами изделий, мм; d - наружный диаметр корпуса изделия, мм Черт. 38 |
Примечание. Минимально допустимое расстояние на черт. 37 определяют следующим образом:
на оси ординат находят точку, соответствующую рассчитанному по формуле 2 значению φ;
из этой точки проводят прямую, параллельную оси абсцисс, на прямой методом последовательных приближений находят точку, положение которой удовлетворяет равенству
![]()
по абсциссе найденной точки находят значение х, и по формуле с = ах определяют минимально допустимое расстояние между изделиями.
2.6. Найденное минимально допустимое расстояние между изделиями необходимо соблюдать независимо от их взаимного положения в камере.
3. Экспериментальная проверка правильности расчета
3.1. Изделия размещают в камере таким образом, чтобы расстояния между ними были равны расчетным.
3.2. В камере устанавливают испытательный режим в соответствии с методом испытаний на пониженное атмосферное давление, указанным в стандартах и ТУ на изделия и ПИ. При этом температура и давление в камере должны соответствовать наиболее жестким значениям, оговоренным в стандартах и ТУ на изделия и ПИ для испытаний на пониженное атмосферное давление.
3.3. На изделие, расположенное в центре группы изделий (далее - контролируемое изделие), подают предельно допустимую электрическую нагрузку для указанных в п. 3.2 значений температуры и давления.
Контролируемое изделие выдерживают под электрической нагрузкой до достижения теплового равновесия. Момент достижения теплового равновесия определяют по установившемуся значению температуры изделия. Затем фиксируют установившееся значение температуры изделия (далее - опорная температура). После этого на остальные изделия подают такую же электрическую нагрузку. Изделия выдерживают в течение времени, достаточного для достижения теплового равновесия. После достижения теплового равновесия вновь определяют температуру контролируемого изделия и сравнивают ее с опорной температурой.
Если отклонение вновь полученного значения температуры изделия от опорной температуры не превышает допустимые по стандартам и ТУ на изделия и ПИ отклонения, то минимально допустимое расстояние принимают равным расчетному.
Если отклонение вновь полученного значения температуры изделия от опорной температуры превышает допустимые отклонения, то расстояние между изделиями увеличивают до тех пор, пока не получат допустимого по стандартам и ТУ на изделия и ПИ отклонения.
Полученное таким образом расстояние между изделиями является минимально допустимым.
При экспериментальном подборе минимально допустимого расстояния необходимо соблюдать равенство расстояний между изделиями.
ПРИЛОЖЕНИЕ 17
Рекомендуемое
ОПРЕДЕЛЕНИЕ ЗАВИСИМОСТИ ТЕРМОЧУВСТВИТЕЛЬНОГО ПАРАМЕТРА ИЗДЕЛИЯ ОТ ТЕМПЕРАТУРЫ
СРЕДЫ
Изделия помещают в камеру тепла или холода. Камеру закрывают, затем в ней последовательно устанавливают заданные в стандартах и ТУ на изделия или ПИ значения температуры. После достижения и стабилизации на изделиях заданных значений температуры фиксируют значение термочувствительного параметра при каждом значении температуры. Момент стабилизации заданной температуры определяют по отсутствию изменения значения термочувствительного параметра.
Изделия, для которых определяют зависимость термочувствительного параметра от температуры, помещают в камеру холода или тепла в сборе с теми монтажными проводами и приспособлениями для испытаний, с которыми изделия будут проходить испытания в вакуумной камере. При этом в камеру тепла или холода помещают только ту часть монтажных проводов и приспособлений для испытаний, которые в процессе испытаний будут подвергаться воздействию заданных температур.
По окончании измерений с изделий снимают электрическую нагрузку, изделия вынимают из камеры и выдерживают в нормальных климатических условиях в течение времени, указанного в стандартах и ТУ на изделия и ПИ.
ПРИЛОЖЕНИЕ 18. (Исключено, Изм. № 8).
ПРИЛОЖЕНИЕ 19
Справочное
МЕТОД ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ СЕРНИСТОГО ГАЗА В КАМЕРЕ
Если нет автоматического газоанализатора, то для определения концентрации двуокиси серы применяется метод контроля испытательной среды, основанный на окислительно-восстановительной реакции взаимодействия сернистого газа с йодом. Содержание сернистого газа (SО2) пропорционально количеству восстановленного йода.
Реакция протекает по схеме
2H2О + SО2 + I2-→ H2SО4 + 2HI.
1. Проведение анализа
Через склянку Зайцева, в которой содержится 5 см3 свежеприготовленного 0,001 н. раствора йода, окрашенного крахмалом в синий цвет, с помощью аспиратора пропускают газовоздушную смесь со скоростью не более 10 дм3/ч до обесцвечивания раствора йода.
2. Обработка результатов
Концентрацию сернистого газа С в мг/дм3 вычисляют по формуле
![]()
где V1 - объем налитого в поглотитель раствора йода, см3;
Н - нормальность раствора йода, г-экв/дм3;
32 - эквивалентная масса сернистого газа;
V2 - объем газовоздушной смеси, прошедшей через поглотитель, приведенный к нормальным условиям, дм3.
ПРИЛОЖЕНИЕ 20
Рекомендуемое
МЕТОД ПРИГОТОВЛЕНИЯ СРЕДЫ ЗАПОЛНЕНИЯ
Процесс приготовления среды заполнения и заполнения ею камеры осуществляют по черт. 39 следующим образом:
всю систему (камера, форкамера, трубопроводы) откачивают до остаточного давления 1,33 - 6,7 гПа (1 - 5 мм рт. ст.) с помощью вакуум-насоса;
камеру и вакуум-насос отключают от системы, используя запорно-регулирующую арматуру;
при помощи запорно-регулирующей арматуры напускают в форкамеру последовательно из емкостей соответствующий газ, при этом контролируют значение его парциального давления
![]() ,
,
где Рфк - конечное давление среды в форкамере, которое выбирают с учетом заданного давления р и возможности восполнения утечек;
К - объемная доля компонента;
подготовленную в форкамере среду напускают в камеру, при этом устанавливают заданное давление.
Регулирующая арматура должна обеспечивать плавную подачу газа из одной части системы в другую. При использовании сжиженных газов необходимо исключить попадание в систему жидкой фазы. Устанавливаемые значения давлений следует фиксировать после тепловой стабилизации системы (или ее части).
При использовании нестандартного оборудования допускается исключить из схемы форкамеру; при этом смесь оставляют непосредственно в камере.
1 - камера; 2 - форкамера; 3 - вакуум-насос; 4 - емкость с газом; 5 - клапан предохранительный; 6 - запорно-регулирующая арматура; 7 - выпуск газа в атмосферу
Черт. 39
ПРИЛОЖЕНИЕ 20. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ 21
Справочное
МЕТОД ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ СЕРОВОДОРОДА В КАМЕРЕ
Для определения концентрации сероводорода, если нет автоматического газоанализатора, применяют аналитический метод контроля испытательной среды, основанный на поглощении сероводорода раствором ацетата цинка и йодометрическом определении образовавшегося сульфида цинка.
Реакция протекает по схеме
Zn(CH3COO)2 + H2S = ZnS↓ +2CH3COOH
ZnS + I2 = ZnI2 + S↓
I2 + 2Na2S2О3 = 2NaI + Na2S4О6
1. Проведение анализа
Через два последовательно соединенных поглотительных сосуда, содержащих до 10 см3 2 %-го водного раствора ацетата цинка, с помощью аспиратора пропускают (20 - 30) дм3 газовоздушной смеси со скоростью (0,4 - 0,6) дм3/мин.
После окончания отбора пробы раствор с осадком переносят в коническую колбу вместимостью 250 см3.
К раствору добавляют 1 см3 10 %-го раствора СН3СООН, 10 см3 0,01 н. раствора I2 и оттитровывают избыток йода 0,01 н. раствором тиосульфата натрия в присутствии крахмала.
2. Обработка результатов
Концентрацию сероводорода С, мг/дм3, вычисляют по формуле
![]() ,
,
где V - объем пропущенного воздуха пробы, приведенный к нормальным условиям, см3;
V1 - объем добавленного к пробе раствора йода, см3;
V2 - объем тиосульфата натрия, который израсходован на оттитровывание избытка йода, см3;
Н - нормальность раствора тиосульфата, г-экв/дм3;
17 - эквивалентная масса сероводорода.
ПРИЛОЖЕНИЕ 21. (Введено дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 22
Справочное
МЕТОД ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ОЗОНА В КАМЕРЕ
Для определения концентрации озона, если нет автоматического газоанализатора, применяют аналитический метод контроля испытательной среды, основанный на поглощении озона йодидом калия и последующем титровании образовавшегося йода тиосульфатом натрия.
Реакция протекает по схеме
О3 + 2КI + Н2О → I2 + 2КОН + О2
I2 + 2Na2S2О3 → 2NaI + Na2S4О6
1. Проведение анализа
Через два последовательно соединенных поглотительных прибора Полежаева, содержащих по 10 см3 0,1 н. раствора йодида калия, с помощью аспиратора пропускают 10 дм3 газовоздушной смеси со скоростью 0,4 - 0,6 дм3/мин.
После окончания отбора пробы раствор из поглотительных приборов переливают в коническую колбу вместимостью 250 см3, добавляют воду и титруют 0,01 н. раствором тиосульфата натрия. В конце титрования в качестве индикатора в титруемый раствор добавляют 2 - 3 капли раствора крахмала.
2. Обработка результатов
Концентрацию озона С вычисляют по формуле
![]() ,
,
где V - объем пропущенного воздуха пробы, приведенный к нормальным условиям, дм3;
Vl - объем тиосульфата натрия, который израсходован на титрование образовавшегося йода, см3;
Н - нормальность раствора тиосульфата натрия;
24 - эквивалентная масса озона, г;
С - концентрация озона, мг/дм3.
ПРИЛОЖЕНИЕ 23
Обязательное
МЕТОД ПОСЛЕДОВАТЕЛЬНОГО ПРИЛОЖЕНИЯ ПЛАМЕНИ К ИЗДЕЛИЮ
1. Проводят испытание изделий в соответствии с пп. 2.46.3.1 - 2.46.3.11.
2. Пламя горелки прикладывают к поверхности изделия первоначально в течение одной или нескольких секунд и регистрируют время самостоятельного горения изделия. Если при этом время самостоятельного горения более 1 с, то время приложения пламени уменьшают до такого значения, при котором продолжительностьсамостоятельного горения равна 1 с.
Увеличивают постепенно время приложения пламени горелки к изделию на несколько секунд в зависимости от скорости горения изделия. После каждого приложения пламени горелки регистрируют время самостоятельного горения. Пламя прикладывают к изделию до тех пор, пока не будет зарегистрировано постоянное время самостоятельного горения изделия или время самостоятельного горения изделия достигнет максимального значения и начнет уменьшаться, или произойдет полное сгорание изделия за время приложения пламени.
При этом допускается несколько последовательных приложений пламени к одному и тому же изделию, если предыдущее приложение пламени не влияет на последующее. В противном случае для каждого приложения пламени следует брать другое изделие.
3. По полученным усредненным значениям времени самостоятельного горения для каждого времени приложения пламени горелки строят характеристику горения изделия (зависимость времени самостоятельного горения изделия от времени приложения пламени) (черт. 40).
По характеристике горения изделия определяют максимальное время самостоятельного горения изделия (tГОРmax) и время приложения пламени горелки при этом максимуме (tприл).
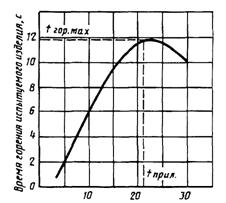
Время приложения пламени горелки к испытуемому изделию, с
Черт. 40
4. Изделие считают выдержавшим испытание, если не наблюдалось самостоятельного горения изделия или если tГОРmax менее 30 с, а также отсутствуют следы горения сосновой доски и бумаги.
5. Время приложения пламени горелки, при котором наблюдалась максимальная продолжительность горения изделия, следует устанавливать в ПИ, стандартах и ТУ на изделия, являющиеся конструктивно-технологическими аналогами испытанного изделия.
ПРИЛОЖЕНИЕ
24
Рекомендуемое
СПОСОБ ИНДИКАЦИИ ТЕПЛОВОГО ИЗЛУЧЕНИЯ ПОСТОЯННЫХ МАЛОМОЩНЫХ НЕПРОВОЛОЧНЫХ
РЕЗИСТОРОВ ПРИ ИСПЫТАНИИ НА ВОЗДЕЙСТВИЕ АВАРИЙНОЙ ЭЛЕКТРИЧЕСКОЙ ПЕРЕГРУЗКИ
При испытании постоянных маломощных непроволочных резисторов на воздействие аварийной электрической перегрузки контролируют тепловое излучение резисторов. В качестве индикатора теплового излучения используют марлевый цилиндр, выполненный из одного слоя марли и расположенный вокруг испытуемого резистора на расстоянии (25±3) мм от его корпуса.
Слой марли должен быть расположен вокруг внутреннего каркаса, образуя цилиндр (черт. 41) с открытыми основаниями. Внутренний каркас должен быть изготовлен из проволоки круглого сечения диаметром не более 0,6 мм (при этом медную проволоку применять не рекомендуется). Проволочный каркас должен располагаться равномерно по всему цилиндру и не должен закрывать более 10 % поверхности цилиндра из марли.
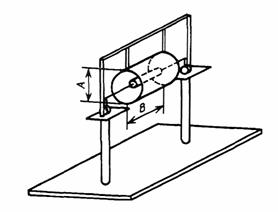
А - на (50 ±1,5) мм больше диаметра резистора; В - не менее удвоенной длины резистора
Черт. 41
Длина цилиндра должна быть не менее удвоенной длины корпуса испытуемого резистора.
Марля, используемая для изготовления цилиндра, должна соответствовать ГОСТ 11109.
Испытуемый резистор следует располагать в установке так, чтобы ось цилиндра совпадала с осью резистора, а основания цилиндра находились на одинаковом расстоянии от торцов резистора. Резистор считают выдержавшим испытание, если не произошло воспламенения марлевого цилиндра.
ПРИЛОЖЕНИЕ 25
Рекомендуемое
УКАЗАНИЯ ПО УСТАНОВЛЕНИЮ В СТАНДАРТАХ И ТУ НА ИЗДЕЛИЯ И ПИ РЕЖИМА АВАРИЙНОЙ
ЭЛЕКТРИЧЕСКОЙ ПЕРЕГРУЗКИ
1. Если режим аварийной электрической перегрузки (уровень перегрузки и время ее приложения) заранее неизвестен, то для его установления электрическую нагрузку, прикладываемую к изделию, постепенно повышают от предельно допустимого значения, установленного в ТЗ на изделие, до значения, при котором выполняется одно из следующих условий:
реализуется наибольшая перегрузка изделия, задаваемая из условий возможного пожароопасного аварийного режима работы изделия в аппаратуре;
уровень перегрузки стабилизируется (например, дальнейшее увеличение мощности рассеяния будет практически невозможно);
наступает отказ изделия, при котором устраняются условия перегрузки изделия (например, обрыв токопроводящей цепи).
Фиксируют достигнутый уровень перегрузки и время ее приложения.
Время приложения электрической перегрузки рекомендуется устанавливать в стандартах и ТУ на изделия и ПИ равным времени достижения изделием теплового равновесия или времени наступления отказа изделия, при котором устраняются условия перегрузки изделия (в зависимости от того, что меньше).
Выявленный уровень перегрузки и время ее приложения устанавливают в стандартах и ТУ на изделия и ПИ.
2. Уровни перегрузки постоянных маломощных непроволочных резисторов рекомендуется задавать с учетом значений перегрузки, полученных в п. 1, из ряда: 5, 10, 16, 25, 40, 63 и 100 РНОМ однако напряжение, прикладываемое к резисторам, не должно превышать предельно допустимого напряжения более чем в 4 раза (РНОМ - номинальная мощность рассеяния резистора).
Для интегральных микросхем и полупроводниковых приборов в пластмассовых корпусах рекомендуется устанавливать уровень перегрузки, превышающий в 5 раз предельно допустимую мощность рассеяния изделия при 25°С, если меньшее значение перегрузки не приводит к ее стабилизации или отказу изделия.
3. Время приложения электрической перегрузки рекомендуется устанавливать в стандартах и ТУ на постоянные маломощные непроволочные резисторы и ПИ равным (50 ±0,5) мин или времени до отказа резистора в зависимости от того, что меньше; на интегральные микросхемы и полупроводниковые приборы в пластмассовых корпусах - не менее 1 мин или времени до отказа изделия в зависимости от того, что меньше.
ПРИЛОЖЕНИЯ 22-25. (Введены дополнительно, Изм. № 6).
ПРИЛОЖЕНИЕ 26
Рекомендуемое
Устройство для контроля стойкости изделий методом погружения в растворитель при
температуре кипения
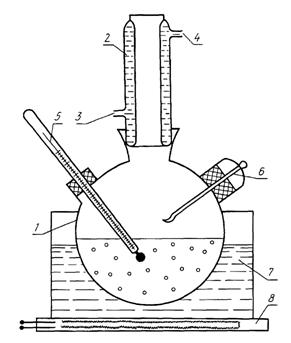
1 - колба; 2 - обратный холодильник; 3 - вход воды; 4 - выход воды; 5 - термометр; 6 - пробка с крючком для подвешивания изделий; 7 - водяная баня; 8 – нагревательный прибор
Черт. 42
ПРИЛОЖЕНИЕ 26. (Введено дополнительно, Изм. № 9).
ПРИЛОЖЕНИЕ 27
Рекомендуемое
Примеры кривых «сила - время», полученных при испытании на паяемость методом
баланса смачивания
1 - несмачивание; 2 - плохое смачивание; 3 - хорошее смачивание; 4 - быстрое смачивание для изделий с большой теплоемкостью; 5 - замедленное смачивание; 6 - медленное смачивание; 7 - несмачивание; 8 - очень быстрое смачивание; 9 - нестабильное смачивание
Черт. 43
ПРИЛОЖЕНИЕ 28
Рекомендуемое
ВЫБОР КРИТЕРИЕВ ОЦЕНКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЯ НА ПАЯЕМОСТЬ МЕТОДОМ БАЛАНСА
СМАЧИВАНИЯ
В качестве критериев оценки результатов испытания изделий методом 402-5 используют несколько параметров.
1. Время начала смачивания
В точке А (черт. 9б) процесс смачивания начинается с состояния несмачивания до точки, когда мениск припоя начинает подниматься выше уровня припоя в паяльной ванне. Интервал времени между точками tA и t0 является, таким образом, временем начала смачивания. Рекомендуется, чтобы для изделий, подвергаемых групповой пайке, это время находилось в пределах от 1,0 до 2,5 с в зависимости от типа флюса и теплоемкости изделия.
2. Распространение смачивания
Эталонная сила смачивания - это максимальная сила смачивания, получаемая при испытании. Эталонная сила смачивания достигается путем непрерывного уменьшения скорости смачивания, что особенно важно для изделий с высокой теплоемкостью, так как большая скорость смачивания может привести к установлению недостоверных показаний значений времени начала смачивания.
Конкретное значение данного критерия оценки результатов испытания выбирают таким образом, чтобы достигался приемлемый уровень смачивания.
3. Стабильность смачивания
После достижения максимального значения силы в точке Б мениск может оставаться неподвижным, и сила меняться не будет. Однако эта стабильность может быть нарушена вследствие взаимодействия между испытуемым изделием и припоем, что приводит к растворению поверхности изделия припоем с образованием слоя продуктов реакции на границе раздела. Кроме того, остаточный флюс может испаряться, разрушаться или перемещаться по поверхности припоя в ванне. Эти явления могут привести к уменьшению измеряемой силы, в результате чего значение силы в точке В окажется меньше, чем значение, зарегистрированное в точке Б. Так как такая нестабильность нежелательна для испытания продолжительностью 5 - 10 с, рекомендуется, чтобы отношение силы в точке В к силе в точке Б превышало 0,8.
ПРИЛОЖЕНИЕ 29
Рекомендуемое
КРИТЕРИИ ОЦЕНКИ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ НА ПАЯЕМОСТЬ, РАСТВОРЕНИЕ МЕТАЛЛИЗАЦИИ И
ТЕПЛОСТОЙКОСТЬ ПРИ ПАЙКЕ ИЗДЕЛИЙ ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА ПРИ ВИЗУАЛЬНОМ
ОСМОТРЕ
1. Смачивание
В некоторых нормативно-технических документах полное или почти полное покрытие припоем определяется требованием покрытия испытуемой поверхности вывода сплошным слоем припоя не менее чем на 95 %. Применение этого требования при оценке изделия с металлизированными выводами или с короткими выводами, особенно, если рассматриваются разные области вывода, часто затруднительно. Тем не менее, этот подход в данном случае применяют.
Черт. 44 помогает при оценке смачивания; масштаб таков, что размеры сравнимы с полем зрения микроскопа и при этом мелкие детали изображены достаточно четко.
2. Оценка смачивания
На черт. 44 даны иллюстрации критериев оценки результатов испытаний при визуальном осмотре. Изделия выдержали испытание:
а) идеальное покрытие на ножке вывода на боковых гранях,
видимый край не десмочен, потому что нет контактного угла,
остатки флюса между изделием и выводом не отмыты;
в) несколько точек неидеального покрытия на поверхности;
д) видны некоторые маленькие неровности.
Изделия не выдержали испытание:
б) более 5 % площади десмачивания на плоскости;
г) более 5 % площади десмачивания на ножке вывода;
е) более 5 % площади не смочено.
|
|
|
|
|
|
|
|
|

Черт. 44
ПРИЛОЖЕНИЯ 27-29. (Введены дополнительно, Изм. № 10).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13.11.80 № 169
2. Стандарт соответствует СТ СЭВ 781-86 в части терминов и определений, нормальных климатических условий и общих правил проведения испытаний (приложение 2а), СТ СЭВ 1341-87, СТ СЭВ 1342-87, СТ СЭВ 1343-78, СТ СЭВ 1344-87, СТ СЭВ 1456-88, СТ СЭВ 1457-85, СТ СЭВ 1458-86, СТ СЭВ 2010-79, СТ СЭВ 2119-80, СТ СЭВ 2727-80, СТ СЭВ 2728-80, СТ СЭВ 2730-89, СТ СЭВ 2731-80, СТ СЭВ 3222-81, СТ СЭВ 3688-82, СТ СЭВ 5121-85, СТ СЭВ 5244-85, СТ СЭВ 5358-85, СТ СЭВ 5359-85, СТ СЭВ 6698-89 в части методов испытаний на ВВФ изделий электронной техники (приложение 26)
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер подраздела, пункта, |
Обозначение НТД, |
Номер подраздела, пункта, |
|
на который дана ссылка |
подпункта, приложения |
на который дана ссылка |
подпункта, приложения |
|
ГОСТ 8.051-81 |
|||
|
ГОСТ 8.513-84 |
|||
|
ГОСТ 18300-87 |
|||
|
ГОСТ 19113-84 |
|||
|
ГОСТ 9.083-78 |
|||
|
ГОСТ 21179-2000 |
|||
|
ГОСТ 21930-76 |
|||
|
ГОСТ 21931-76 |
|||
|
ГОСТ 22782.1-77 |
2.47.1 |
||
|
ГОСТ 12.2.006-87 |
ГОСТ 22782.2-77 |
2.47.1 |
|
|
ГОСТ 22782.3-77 |
2.47.1 |
||
|
2.47.1 |
|||
|
2.47.1 |
|||
|
2.47.1 |
|||
|
ГОСТ 3022-80 |
2.47.1 |
||
|
ГОСТ 23088-80 |
|||
|
ГОСТ 5197-85 |
ГОСТ 23216-78 |
2.45 |
|
|
ГОСТ 23844-79 |
|||
|
ГОСТ 24555-81 |
|||
|
ГОСТ 25336-82 |
|||
|
ГОСТ 27597-88 |
|||
|
ГОСТ 28211-89 |
|||
|
ГОСТ 30668-2000 |
|||
|
ГОСТ 9805-84 |
МИ 1826-88 |
||
|
ТУ 38-407-242-83 |
|||
|
ГОСТ 11109-90 |
ТУ 38.401-67-108-92 |
||
5. ИЗДАНИЕ (декабрь 2002 г.) с Изменениями № 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, утвержденными в декабре 1981 г., феврале 1982 г., марте 1982 г., октябре 1983 г., апреле 1986 г., октябре 1986 г., мае 1987 г., июне 1988 г., декабре 1989 г., апреле 1990 г. (ИУС № 3-82, 6-82, 2-84, 8-86, 1-87, 8-87, 9-88, 4-90, 8-90)