ГОСТ Р 51365-99
(ИСО 10423-94)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ НЕФТЕПРОМЫСЛОВОЕ ДОБЫЧНОЕ УСТЬЕВОЕ
Общие технические условия
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 261 «Материалы и оборудование для нефтяной и газовой промышленности» с участием группы специалистов нефтегазовой отрасли.
2 ПРИНЯТ И ВВЕДЕН в действие Постановлением Госстандарта России от 25 ноября 1999 г. № 434-ст
3 Пункты 4.2; 4.3; 4.11; 4.12; 4.14; 4.15; 4.21 и приложения Б и Г к настоящему стандарту представляют собой аутентичный текст международного стандарта ИСО 10423 «Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Технические условия на клапаны, устьевую и фонтанную арматуру»
Введение
Настоящий стандарт, сохраняя все формулировки, положения и ссылки на международные стандарты, дополняет их положениями и ссылками на действующие российские стандарты и технические нормативные документы и имеет рекомендательный характер.
Настоящий стандарт знакомит российских производителей и потребителей оборудования с требованиями стандарта ИСО 10423-94 и практическими возможностями его применения.
Настоящий стандарт предназначен для применения расположенными на территории Российской Федерации техническими комитетами по стандартизации, предприятиями и объединениями предприятий, в том числе союзами, ассоциациями, концернами, акционерными обществами, межотраслевыми, региональными и другими объединениями, независимо от форм собственности и подчинения, а также органами управления в Российской Федерации.
Стандарт распространяется на оборудование, независимо от его технических характеристик, размеров, массы и других показателей, времени и места разработки, изготовления, испытаний, произведенное предприятиями всех форм собственности и подчиненности.
ГОСТ Р 51365-99
(ИСО 10423-94)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ НЕФТЕПРОМЫСЛОВОЕ ДОБЫЧНОЕ УСТЬЕВОЕ
Общие технические условия
Control head oil field equipment.
General specifications
Дата введения 2001-01-01
1 Область применения
Настоящий стандарт распространяется на нефтепромысловое добычное устьевое оборудование (далее - оборудование), применяемое на устье скважины при добыче нефти и газа, и устанавливает основные технические требования и нормы к параметрам, конструированию, материалам, сварке и методам испытаний оборудования.
Целесообразность применения требований настоящего стандарта к другим видам устьевого оборудования определяется в нормативных документах на это оборудование.
Оборудование должно быть укомплектовано компонентами, необходимыми и достаточными для выполнения процессов, отвечающих его назначению, в том числе:
а) Оборудование устья скважины:
- корпуса и катушки колонных головок;
- катушки-переходники;
- корпуса моноблочных колонных головок.
б) Фонтанное оборудование:
- катушки трубных головок;
- соединители-переходники (адаптеры трубных головок);
- колпаки-соединители;
- тройники и крестовины;
- устройство отбора проб жидкости;
- переходные катушки и катушки-проставки.
в) Подвески труб и колонн (муфтовые, клиновые и на резьбе).
г) Задвижки, дроссели и клапаны:
- задвижки полнопроходные и с приводом;
- обратные клапаны;
- регулируемые (нерегулируемые) дроссели;
- клапаны-отсекатели.
д) Фланцы и фланцевые соединения:
- фланцы проходные глухие, резьбовые и под сварку;
- резьбовые соединители;
е) Прочее оборудование:
- приводы;
- кольцевые прокладки;
- шпильки, гайки.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие государственные и международные стандарты.
ГОСТ 8.513-84 Государственная система обеспечения единства измерений. Проверка средств измерений. Организация и порядок проведения
ГОСТ 15.001-88 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 977-88 Отливки из конструкционной нелегированной и легированной стали. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4543-71 Сталь легированная конструкционная. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Соединения сварные. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Методы испытаний. Измерение твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Методы испытаний. Измерение твердости по Роквеллу
ГОСТ 9454-78 Металлы. Методы испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-82 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для механических цепей
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 28919-91 Фланцевые соединения устьевого оборудования. Типы, основные параметры и размеры
ГОСТ 28996-91 Оборудование нефтепромысловое устьевое. Термины и определения
3 Определения
В настоящем стандарте применяются термины по ГОСТ 28996 и следующие термины с соответствующими определениями.
3.1 адаптер: Конструктивный элемент оборудования, используемый для присоединения других элементов оборудования различных номинальных размеров и давления в соответствии с техническими требованиями.
3.2 монограмма API: Зарегистрированный знак Американского нефтяного института.
3.3 аттестованный поставщик: Поставщик, имеющий право, в соответствии с программой обеспечения качества, на наряд для поставки оборудования.
3.4 фонтанная арматура: Блок, включающий фонтанную елку и трубную головку в комплекте с задвижками, фитингами и дросселями, устанавливаемый на верхний фланец колонной головки и предназначенный для контроля и управления работой скважины.
3.5 шпилечное соединение: Крепежные детали фланцевого соединения (шпильки, гайки), используемые при сборке оборудования, работающего под давлением.
3.6 время выдержки: Период времени, в течение которого оборудование подвергается выдержке под давлением и изолировано от источника давления.
3.7 крепежные винты: Группа резьбовых винтов, проходящих через стенку корпуса колонной или трубной головок, используемых для фиксации трубодержателя и уплотнений.
3.8 визуальный контроль: Контроль деталей и оборудования на видимые дефекты в материале при изготовлении.
3.9 горячая обработка: Пластическая деформация металла при температуре выше температуры рекристаллизации.
3.10 доступные смачиваемые поверхности: Поверхности, доступные для смачивания, которые могут быть проконтролированы визуально под прямым углом зрения для целей неразрушающего контроля (НРК).
3.11 дроссель: Оборудование, используемое для ограничения и регулирования потока жидкости под давлением.
3.12 дроссельная насадка: Сменная часть, выполненная из высокопрочного материала, используемая в дросселях для управления расходом потока жидкости.
3.13 дроссельные элементы: Настроечные элементы дросселя, работающие под давлением, включая насадки и втулки, используемые для регулирования и контроля расхода жидкости.
3.14 дата изготовления: Дата приемки готового оборудования на предприятии-изготовителе.
3.15 дата ремонта: Дата ремонта (восстановления) оборудования на предприятии-изготовителе.
3.16 деталь: Отдельные части, используемые в сборке узлов оборудования, например корпус, крышка, шпилька, шибер и т. д. Также это могут быть части материала в виде заготовок.
3.17 детали, работающие под давлением: Детали, нарушение функционирования которых приводит к вытеканию жидкости скважины в атмосферу (корпуса, крышки, штоки и т. п.).
3.18 детали, регулирующие давление: Детали, используемые для контроля и регулирования движения жидкостей под давлением, например механизм уплотнения отверстия задвижки и трубодержателя.
3.19 зона термического влияния: Та часть основного металла, который не расплавлен, но свойства или микроструктура которого изменяется под воздействием высокой температуры при сварке, резке или наплавке.
3.20 шиберная задвижка: Сборная задвижка с шибером, работающим внутри корпуса и установленным под углом 90° к трубопроводу, чтобы осуществлять перекрытие потока.
3.21 индикация линейных дефектов: Индикация поверхностных дефектов при неразрушающем контроле (НРК), у которых длина втрое превышает поперечный размер дефекта.
3.22 интегральное давление: Способность устройства сопротивляться течи под приложенным высоким давлением.
3.23 индикация поверхностных дефектов: Индикация круговых поверхностных дефектов при контроле НРК эллиптической или круговой формы, длина которых не превышает трех поперечных размеров дефекта.
3.24 значительные изменения: Изменения, выявленные изготовителем, которые влияют на рабочие характеристики изделия при эксплуатации.
3.25 испытательная организация: Любая независимая третья сторона, которая располагает испытательным комплексом и проводит программу испытаний, соответствующую классу 2 требований контрольных испытаний.
3.26 критерии приемки: Определенные предельные значения, установленные на характеристики материала и оборудования.
3.27 обратный клапан трубодержателя: Однопроходный запорный клапан, установленный в трубодержателе насосно-компрессорных труб (НКТ) для предотвращения выброса нефтепродуктов из скважины.
3.28 корпус: Часть оборудования между соединениями с внутренними деталями или без них, которая удерживает скважинное давление.
3.29 крышка: Деталь, находящаяся под давлением, отличающаяся от других концевых и выпускных соединений.
3.30 калибровка: Сравнение и регулировка по стандарту известной точности.
3.31 однофланцевая головка колонная: Часть оборудования, присоединяемая к самому верхнему концу обсадных труб, которая обеспечивает подвеску и уплотнение подвешенных обсадных труб в трубодержателе.
3.32 двухфланцевая головка колонная: Часть оборудования, присоединяемая к однофланцевой колонной головке и обеспечивающая подвеску и уплотнение следующих обсадных колонн.
3.33 коррозионностойкие кольцевые канавки: Канавки, покрытые металлом, устойчивым к коррозии.
3.34 критические компоненты: Специальные требования к деталям.
3.35 крестовина: Фитинг, работающий под давлением с четырьмя отверстиями; обычно отверстия располагаются под углом 90° друг от друга.
3.36 крестовая катушка: Оборудование с фланцевыми или другими соединениями с ограниченной площадью уплотнения, расположенного вблизи поверхности его нижнего и верхнего фланцев. Крестовая катушка часто снабжена средствами подвески и уплотнения вокруг подвешенных внутренних обсадных труб и трубопровода. Верхнее соединение катушки крестовой выдерживает большее давление по сравнению с нижним соединением.
3.37 обратный клапан: Клапан, позволяющий жидкости свободно протекать в одном направлении и автоматически предотвращающий протекание жидкости в обратном направлении.
3.38 коронный клапан: Верхний клапан на вертикальной оси фонтанной арматуры под выпускным отверстием.
3.39 полнопроходный клапан: Клапан, запорный механизм которого имеет такой же размер, как и внутренний диаметр корпуса клапана.
3.40 коренной клапан: Самый нижний клапан на вертикальной оси фонтанной арматуры, используется для полного перекрытия скважины.
3.41 пробковый клапан: Собранный клапан, в котором для закрытия используется пробка (прямая, шаровая, коническая и т. д.), постоянно установленная через канал так, чтобы при повороте на 90° создавать эффект закрытия.
3.42 редукционный клапан: Клапан с редукционным отверстием в механизме перекрывания клапана.
3.43 боковой клапан: Клапан, расположенный на боковом отводе фонтанной арматуры, используемый для перекрытия потока из скважины.
3.44 неразрушающий контроль: Контроль внутренних дефектов материала рентгеновским и ультразвуковым способом.
3.45 корпус трубодержателя: Часть трубодержателя, которая присоединяется с помощью резьбы к подвешенному трубопроводу и образует верхнюю часть трубопровода.
3.46 колонна насосно-компрессорных труб (НКТ): Трубы, применяемые в скважине для вывода пластового флюида из скважины в фонтанную арматуру. К колонне НКТ имеется доступ во время работы.
3.47 многопроходная колонная головка (моноблок): Устьевое оборудование с боковыми отводами, имеющее возможность подвешивания и уплотнения двух и более обсадных колонн в одном корпусе. В моноблочной колонной головке верхний фланец может иметь рабочее давление выше, чем установлено для нижнего соединения.
3.48 маршрут (рабочая партия): Возможность отслеживать принадлежность деталей к определенной партии.
3.49 механизм уплотнения отверстия клапана: Внутренняя часть клапана, шибер, шар, заглушка, пробка и их посадочное место, перекрывающие поток через клапан.
3.50 обсадные трубы: Трубы, используемые в конструкции скважины в качестве основной крепи пробуренного ствола.
3.51 отливка: Заготовка, по форме близкая к готовой детали, полученная в результате кристаллизации материала из расплава.
3.52 оборудование: Любой единичный комплект оборудования.
3.53 объективное свидетельство: Документально зарегистрированные в протоколе результаты испытаний, контрольные данные, анализ элементов или расчеты, подтверждающие рабочие характеристики изделия.
3.54 привод: Механизм для дистанционного или автоматического срабатывания клапана (задвижки) или дросселя.
3.55 посадка: Геометрическое соответствие деталей, включающее допуски на размеры деталей при их конструировании и сопряжении.
3.56 ковка: Необходимая форма детали, полученная методом ковки, как правило, горячая пластическая деформация сжатия металла для получения деталей нужной формы с использованием штампа или без его использования.
3.57 плавка: Материал, образовавшийся после окончательного расплавления металла, для переплавленных сплавов определяется как необработанный материал, образовавшийся из первичного расплавления слитка.
3.58 протокол: Зарегистрированная информация.
3.59 серийный (повторный) номер: Уникальный код отдельных деталей и/или частей оборудования для регистрации в журналах.
3.60 проставка: Элемент оборудования, работающий под давлением, для подсоединения или разделения других элементов оборудования.
3.61 наземный клапан безопасности: Сборка автоматического клапана оборудования устья скважины, который должен срабатывать на закрытие при отказе в энергоснабжении.
3.62 привод клапанов: Устройство, обеспечивающее срабатывание клапанов на открытие при подаче энергии и автоматическое закрытие их при отказе в энергоснабжении или команде на закрытие.
3.63 переходник трубной головки: Деталь оборудования фонтанной арматуры, присоединяемая к трубной головке и далее к фонтанной елке.
3.64 поковка: Деталь, изготовленная методом ковки.
3.65 рабочие характеристики материала (основные): Минимальные значения показателей материалов, удовлетворяющие требованиям настоящего стандарта.
3.66 рабочее давление: Максимальное внутреннее давление оборудования, на которое оно рассчитано.
3.67 коррозионное растрескивание под напряжением: Растрескивание, возникающее под действием коррозии и напряжений.
3.68 растрескивание под действием сероводорода: Растрескивание металлических материалов под воздействием жидкостей, содержащих сероводород.
3.69 коррозионностойкие сплавы: Сплавы на железной основе, в которых не железо, а какой-либо другой элемент или сумма определенных элементов (титан, никель, кобальт, хром, молибден) превышает 6 %.
3.70 крестовое соединение: Переходник с ограниченной площадью уплотнения и давлением на верхнее соединение выше, чем на нижнее.
3.71 концевые и выпускные соединения: Внутренние и внешние резьбовые или фланцевые соединения с помощью шпилек или другими способами, используемые для соединения деталей оборудования, работающего под давлением или управляющего давлением.
3.72 соединяющие каналы для установки датчиков и проведения испытаний: Отверстия, просверленные и обработанные метчиком, через которые можно измерять внутреннее давление или можно подавать давление для проверки механизма уплотнения.
3.73 садка: Материал, загружаемый на подъемное или транспортное устройство и перемещаемый как партия в цикле термообработки.
3.74 скважинная жидкость: Реальная жидкость, которая выходит из скважины.
3.75 специальный материал: Материал, удовлетворяющий специальным требованиям, предъявляемым промышленными стандартами изготовителю.
3.76 нержавеющая сталь: Сталь, содержащая более 11 % хрома, что делает ее устойчивой к коррозии. Другие элементы могут добавляться для получения определенных свойств материала.
3.77 снятие напряжений: Контролируемый нагрев материала до определенной температуры с целью снятия остаточных напряжений после сварки.
3.78 верхнее соединение: Верхний фланец фонтанной арматуры, позволяющий инструменту входить в фонтанную арматуру для присоединения других узлов и деталей.
3.79 резьбовой трубодержатель обсадных труб: Устройство, используемое для удержания подвешенных обсадных труб в верхней части посредством наружной или внутренней резьбы обсадных труб.
3.80 клиновой трубодержатель обсадных труб: Устройство для поддержания подвешенных обсадных труб в верхней части с помощью клиньев.
3.81 термическая обработка: Чередующиеся этапы контролируемого нагрева и охлаждения материалов с целью изменения физических или механических свойств.
3.82 технологический производственный процесс: Операции механической обработки, сварки, термообработки или другие процессы, используемые для полного изготовления изделия.
3.83 термическая обработка после сварки: Любая термическая обработка после сварки, снимающая напряжения, а также служащая для получения нужных механических свойств.
3.84 комнатная температура: Температура до 50 °С.
3.85 резьбовой трубодержатель трубной головки: Устройство для удержания подвешенной колонны лифтовых труб в трубной головке фонтанной арматуры посредством наружной или внутренней резьбы насосно-компрессорных труб.
3.86 трубная головка фонтанной арматуры: Деталь устьевого оборудования, устанавливаемая на верхний фланец колонной головки, служащая для подвешивания лифтовых труб и герметизации кольцевого пространства между колоннами лифтовых и обсадных труб.
3.87 кольцевой уплотнитель: Устройство, уплотняющее пространство между внутренним диаметром колонной головки и наружным диаметром подвешенной обсадной трубы или трубчатого элемента.
3.88 условия поставки: Условия, оговоренные в контракте на поставку.
3.89 утвержденная программа качества: Программа обеспечения качества по требованиям настоящего стандарта.
3.90 нижний уплотнитель обсадных труб: Устройство, которое обеспечивает уплотнение кольцевого пространства между наружным диаметром обсадных труб и внутренним диаметром нижней части корпуса колонной головки, расположенной выше трубодержателя и пакеров обсадной колонны, подвешенной в предыдущей колонной головке.
3.91 подвижный уплотнитель: Уплотнитель, в котором происходит движение относительно уплотняемой поверхности после его установки.
3.92 устройство, срабатывающее под воздействием тепла: Устройство, установленное на приводе наземного клапана безопасности для поддержания его в полностью открытом положении до момента воздействия на него определенного количества тепла, вызывающего сброс взведенного устройства закрытия клапана безопасности.
3.93 статичный уплотнитель: Уплотнитель, неподвижный по отношению к уплотняющим поверхностям после их установки.
3.94 фланец: Выступающее опорное кольцо с отверстиями для шпилек (болтов), с механизмом уплотнения, используемым для соединения частей оборудования, работающего под давлением.
3.95 глухой фланец: Фланец, не имеющий центрального отверстия, используемый для полного глушения фланцевого конца и выходных соединений.
3.96 открытый фланец: Фланец, не являющийся целой частью с другими деталями оборудования. Он может быть резьбовым, сварным, со шпилечным соединением или другим соединительным переходным устройством.
3.97 резьбовой фланец: Фланец с уплотняемой поверхностью с одной стороны и внутренней резьбой с другой для присоединения фланцевых соединений к резьбовым соединениям.
3.98 приварной фланец: Фланец с приварной фаской со стороны противоположной уплотняемой поверхности, для приварки к соответствующей трубе или переходной детали.
3.99 форма: Основная форма изделия, включая все ее составляющие части.
4 Общие технические требования
4.1 Функциональные и рабочие требования
Устьевое оборудование должно соответствовать предъявляемым к нему требованиям и задачам безопасно выдерживать внутреннее давление скважинной среды и не иметь утечек при долговременной эксплуатации скважины.
Оборудование должно соответствовать [1] и [2].
4.2 Уровень технических требований к изделию
Установлены четыре уровня технических требований (УТТ) к изделию:
- УТТ1 (PSL 1) - общепринятые правила, характерные для широкого спектра производства. Требования настоящего стандарта применимы к уровню УТТ1, если нет специальных пометок;
- УТТ2 (PSL 2) - требования уровня УТТ1 и дополнительные требования (приложение А);
- УТТ3 (PSL 3) - требования уровня УТТ2 и дополнительные требования (приложение А);
- УТТ4 (PSL 4) - требования уровня УТТ3 и дополнительные требования (приложение А).
Рекомендации по выбору потребителем соответствующего уровня, которые указывают в опросном листе при оформлении заявки на изготовление и поставку, приведены в приложении А.
4.3 Требования взаимозаменяемости
Метрические размеры, приведенные в настоящем стандарте, основаны на первоначальных дробных дюймовых размерах, которые точно превращаются в метрические для обеспечения взаимозаменяемости изделий.
Перевод дюймовых размеров в метрические и переводные коэффициенты приведен в приложении Б.
4.4 Требования к конструированию
4.4.1 Расчеты на прочность узлов и деталей оборудования.
4.4.1.1 Требования к расчету на прочность узлов и деталей оборудования, работающих под давлением, приведены в приложении В. При этом допускаемые напряжения для узлов и деталей оборудования (s), за исключением болтов и шпилек, принимают равными:
- для рабочих условий: [s] = Min {sт/1,5; sв/2,4};
- для условий гидроиспытания и монтажа: [s] = sт/1,2,
где sт - минимальный условный предел текучести при расчетной температуре; sв - минимальное временное сопротивление при расчетной температуре.
Прочность и плотность резьбовых и фланцевых соединений, включая назначение допускаемых напряжений для болтов и шпилек, рассчитывают в соответствии с нормативной документацией.
4.4.1.2 В качестве альтернативы расчету на прочность может быть использовано подтверждение допускаемого расчетного давления для рассматриваемых узлов и деталей экспериментальными методами при проведении гидроиспытания.
Деформации при определении допускаемого расчетного давления для рассматриваемых узлов и деталей экспериментальными методами контролируют с помощью тензометрических датчиков любого типа, позволяющих измерять относительные деформации с точностью не менее 0,005 %. Относительные деформации измеряют в направлении максимального напряжения, при этом тензометрические датчики должны располагаться как можно ближе к наиболее напряженным местам конструкции.
Давление гидроиспытания следует увеличивать постепенно до значения, равного половине ожидаемого расчетного давления. После достижения этого значения давление должно увеличиваться ступенчато, причем приращение давления на каждой ступени не должно превышать 0,1 ожидаемого расчетного давления. После каждого приращения давления должны быть сняты и записаны показания тензометрических датчиков.
4.4.1.3 Допускаемое расчетное давление Pр считается подтвержденным проведенным гидроиспытанием, если при достижении давления Рr наибольшие измеренные относительные деформации не превышают 0,2 %.
Если известен фактический средний предел текучести sт.ф образцов, выполненных из того же материала, что и испытываемая деталь, давление Рr определяют по формуле
Рr = 2Рр(sт.ф/sт).
Если фактический средний предел текучести sт.ф образцов, выполненных из того же материала, что и испытуемая деталь, не определялся, давление Рr вычисляют по формуле
Рr = 2,5Рр.
4.4.1.4 Результаты испытаний, включая результаты испытаний образцов для определения фактического среднего предела текучести, методику, используемую для определения мест размещения тензометрических датчиков, и средства термокомпенсации, программу нагружения и величину деформации на каждой ступени нагружения и после снятия нагрузки, фиксируют и прилагают к документации на испытуемый узел или деталь.
4.4.2 Типовая схема устьевого оборудования приведена на рисунке 1.
А - буферный фланец под лубрикатор; Б - нерегулируемый дроссель; В - подвеска НКТ в трубной головке (на муфте)
1 - кондуктор; 2 - техническая колонна; 3 - эксплуатационная колонна; 4 - колонна НКТ (лифтовая)
Рисунок 1
4.4.3 Основные параметры
4.4.3.1 Основные параметры фонтанной арматуры приведены в таблице 1. Типовые схемы фонтанных арматур - по ГОСТ 13846.
Таблица 1
|
Значение |
||||||||||||||||||
|
1 Рабочее давление, МПа (PSI) |
14,0 (2000); 21,0 (3000); 35,0 (5000); 70,0 (10000); 105,0 (15000); 140,0 (20000) |
|||||||||||||||||
|
2 Условный проход в зависимости от рабочего давления, мм |
Ствола елки |
Боковых отводов елки |
Боковых отводов трубной головки |
Рабочее давление, МПа |
||||||||||||||
|
50 |
14,0; 21,0; 35,0; 70,0; 105,0 |
|||||||||||||||||
|
65 |
50, 65 |
50,65 |
||||||||||||||||
|
80 |
50, 65, 80 |
14,0; 21,0; 35,0; 70,0; 105,0; 140,0 |
||||||||||||||||
|
100 |
65, 80, 100 |
|||||||||||||||||
|
150 |
100 |
21,0 |
||||||||||||||||
|
3 Условный проход присоединительных фланцев в зависимости от рабочего давления, мм |
Верхнего фланца трубной головки |
Нижнего фланца трубной головки |
Условный проход ствола |
Рабочее давление, МПа |
||||||||||||||
|
180 |
180, 280 |
50, 65, 80 |
14,0 |
|||||||||||||||
|
280 |
21,0; 35,0 |
|||||||||||||||||
|
50, 65 |
70,0; 105,0 |
|||||||||||||||||
|
80 |
70,0; 105,0; 140,0 |
|||||||||||||||||
|
230 |
100 |
14,0; 21,0; 35,0; 70,0; 105,0; 140,0 |
||||||||||||||||
|
280 |
350 |
150 |
21,0 |
|||||||||||||||
|
4 Предельная осевая нагрузка от массы колонны насосно-компрессорных труб (НКТ), т |
Условный диаметр НКТ |
|||||||||||||||||
|
73 |
89 |
114 |
||||||||||||||||
|
Рабочее давление, МПа |
||||||||||||||||||
|
14,0 |
21,0 |
35,0 |
70,0 |
105 |
14,0 |
21,0 |
35,0 |
70,0 |
105 |
14,0 |
21,0 |
35,0 |
70,0 |
105 |
||||
|
20 |
30 |
45 |
80 |
100 |
30 |
45 |
65 |
100 |
130 |
35 |
50 |
75 |
120 |
150 |
||||
|
5 Скважинная среда |
1 Обычная, содержащая СО2* 2 Кислая среда, содержащая СО2 и H2S |
|||||||||||||||||
|
6 Температурные характеристики, °С |
Or минус 60 до плюс 120 |
|||||||||||||||||
|
7 Тип соединения |
Фланцевый по ГОСТ 28919 |
|||||||||||||||||
|
8 Уровень требований к рабочим характеристикам |
УТР 1; УТР 2 |
|||||||||||||||||
|
* Примечание - Коррозионную агрессивность скважинной среды см. в таблице 9. |
||||||||||||||||||
4.4.3.2 Основные параметры однофланцевых и двухфланцевых колонных головок приведены в таблице 2, 3; параметры скважинной среды и температурные характеристики - в таблице 1.
Таблица 2 - Основные параметры однофланцевых колонных головок
В миллиметрах
|
Рабочее давление Рр, МПа |
Колонна обсадных труб по ГОСТ 632, на которую устанавливается колонная головка |
Диаметр стволового прохода Dc полнопроходной колонной головки, не менее |
Условный диаметр труб по ГОСТ 632 обсадной колонны, закрепляемой в трубодержателе |
|||
|
Условный диаметр |
Толщина стенки*) |
|||||
|
(180) |
14 |
178 |
5,9 |
164 |
114; 127 |
|
|
21 |
6,9 |
162 |
||||
|
35 |
8,1 |
159 |
114 |
|||
|
(230) |
14 |
194 |
7,6 |
176 |
114 - 140 |
|
|
21 |
8,3 |
175 |
||||
|
35 |
9,5 |
173 |
114; 127 |
|||
|
14 |
219 |
6,7 |
204 |
114 - 146 |
||
|
21 |
8,9 |
199 |
||||
|
35 |
10,2 |
197 |
||||
|
280 |
14 |
6,7 |
204 |
|||
|
21 |
8,9 |
199 |
||||
|
35 |
10,2 |
197 |
||||
|
14 |
245 |
8,9 |
224 |
114 - 178 |
||
|
21 |
||||||
|
35 |
12,0 |
217 |
||||
|
14 |
273 |
8,9 |
252 |
114 - 194 |
||
|
21 |
||||||
|
35 |
11,4 |
247 |
||||
|
350 |
14 |
299 |
9,5 |
276 |
140 - 219 |
|
|
21 |
||||||
|
35 |
12,4 |
271 |
||||
|
14 |
324 |
9,5 |
302 |
140 - 245 |
||
|
21 |
11,0 |
299 |
||||
|
35 |
12,4 |
296 |
||||
|
14 |
340 |
9,7 |
317 |
|||
|
21 |
10,9 |
315 |
||||
|
35 |
13,1 |
310 |
||||
|
14 |
351 |
10,0 |
327 |
140 - 273 |
||
|
21 |
11,0 |
325 |
||||
|
35 |
13,0 |
321 |
140 - 245 |
|||
|
425 |
14 |
377 |
10 |
353 |
194 - 299 |
|
|
21 |
12,0 |
349 |
194 - 273 |
|||
|
35 |
13,0 |
347 |
||||
|
14 |
406 |
9,5 |
383 |
194 - 324 |
||
|
21 |
12,6 |
377 |
194 - 299 |
|||
|
35 |
||||||
|
14 |
426 |
10,0 |
406 |
194 - 340 |
||
|
21 |
12,0 |
398 |
||||
|
35 |
||||||
|
(480) |
35 |
406 |
12,6 |
377 |
219 - 299 |
|
|
426 |
12,0 |
398 |
219 - 340 |
|||
|
473 |
11,1 |
447 |
219 - 377 |
|||
|
540 |
14 |
473 |
11,1 |
447 |
273 - 377 |
|
|
21 |
||||||
|
35 |
||||||
|
14 |
508 |
11,1 |
482 |
|||
|
21 |
||||||
|
35 |
||||||
|
14 |
530 |
12,0 |
502 |
273 - 426 |
||
|
35 |
||||||
|
680 |
14 |
560 |
12,0 |
531 |
340 - 426 |
|
|
21 |
||||||
|
14 |
630 |
12,0 |
601 |
340 - 530 |
||
|
21 |
||||||
|
14 |
660 |
12,0 |
631 |
340 - 560 |
||
|
21 |
||||||
|
760 |
14 |
720 |
12,0 |
691 |
406 - 630 |
|
|
* Колонна обсадных труб с наименьшей толщиной стенки, соответствующей параметрам колонной головки. Примечания 1 В ГОСТ 632 не предусмотрены обсадные трубы условным диаметром более 508 мм, а также 351 и 377 мм и толщиной стенки 13 мм. 2 Размеры в скобках менее предпочтительны. |
||||||
Таблица 3 - Основные параметры двухфланцевых колонных головок
В миллиметрах
|
Колонна обсадных труб по ГОСТ 632, уплотняемая нижним уплотнителем |
Диаметр стволового прохода Dc полнопроходной колонной головки, не менее |
Условный диаметр труб по ГОСТ 632 обсадной колонны, закрепляемой в трубодержателе |
|||||||
|
верхний |
нижний |
||||||||
|
Условный проход Dy |
Рабочее давление Рр, МПа |
Условный проход Dy |
Рабочее давление Рр, МПа |
Условный диаметр |
Толщина стенки*) |
||||
|
280 |
14 |
280 |
14 |
178 |
5,9 |
164 |
114; 127 |
||
|
194 |
7,6 |
176 |
114 - 140 |
||||||
|
350 |
219 |
6,7 |
204 |
114 - 146 |
|||||
|
245 |
8,9 |
224 |
114 - 178 |
||||||
|
273 |
252 |
114 - 194 |
|||||||
|
425 |
299 - 351 |
- |
- |
||||||
|
21 |
280 |
21 |
178 |
6,9 |
162 |
114; 127 |
|||
|
194 |
7,6 |
176 |
114 - 140 |
||||||
|
350 |
14 |
219 |
6,7 |
204 |
114 - 146 |
||||
|
245 |
8,9 |
224 |
114 - 178 |
||||||
|
273 |
8,9 |
252 |
114 - 194 |
||||||
|
21 |
219 |
8,9 |
199 |
114 - 146 |
|||||
|
245 |
8,9 |
224 |
114 - 178 |
||||||
|
273 |
8,9 |
252 |
114 - 194 |
||||||
|
425 |
14 |
299 - 351 |
- |
- |
|||||
|
21 |
299 - 340 |
||||||||
|
35 |
280 |
178 |
6,9 |
162 |
114; 127 |
||||
|
194 |
8,3 |
175 |
114 - 140 |
||||||
|
35 |
178 |
8,1 |
160 |
114; 127 |
|||||
|
194 |
9,5 |
173 |
|||||||
|
350 |
21 |
219 |
8,9 |
199 |
114 - 146 |
||||
|
245 |
224 |
114 - 178 |
|||||||
|
273 |
8,9 |
252 |
114 - 194 |
||||||
|
35 |
219 |
10,2 |
197 |
114 - 146 |
|||||
|
245 |
12,0 |
217 |
114 - 178 |
||||||
|
425 |
21 |
299 - 340 |
- |
- |
114 - 194 |
||||
|
35 |
273; 299 |
||||||||
|
350 |
14 |
350 |
14 |
219 |
6,7 |
204 |
127 - 146 |
||
|
245 |
8,9 |
224 |
127 - 178 |
||||||
|
273 |
252 |
127 - 194 |
|||||||
|
21 |
21 |
219 |
199 |
127 - 146 |
|||||
|
245 |
224 |
127 - 178 |
|||||||
|
273 |
252 |
127 - 194 |
|||||||
|
425 |
14 |
299 |
9,5 |
276 |
140 - 219 |
||||
|
324 |
302 |
140 - 245 |
|||||||
|
340 |
9,7 |
317 |
140 - 245 |
||||||
|
351 |
- |
- |
|||||||
|
21 |
299 |
9,5 |
276 |
140 - 219 |
|||||
|
324 |
11,0 |
299 |
140 - 245 |
||||||
|
340 |
10,9 |
315 |
|||||||
|
540 |
14 |
377 - 426 |
- |
- |
|||||
|
21 |
351 - 426 |
||||||||
|
35 |
350 |
35 |
219 |
10,2 |
197 |
127 - 146 |
|||
|
245 |
12,0 |
219 |
127 - 178 |
||||||
|
425 |
21 |
299 |
9,5 |
276 |
140 - 219 |
||||
|
324 |
11,0 |
299 |
140 - 245 |
||||||
|
340 |
- |
- |
|||||||
|
35 |
273 |
11,4 |
247 |
140 - 194 |
|||||
|
299 |
12,4 |
271 |
140 - 219 |
||||||
|
(480) |
324 |
296 |
140 - 245 |
||||||
|
340 |
13,1 |
310 |
|||||||
|
351; 377 |
- |
- |
|||||||
|
540 |
21 |
351 - 426 |
|||||||
|
377 |
|||||||||
|
425 |
21 |
540 |
14 |
377 |
10,0 |
353 |
194 - 299 |
||
|
406 |
9,5 |
383 |
|||||||
|
426 |
12,0 |
402 |
- |
||||||
|
680 |
473 - 560 |
- |
- |
||||||
|
35 |
540 |
21 |
351 |
11,0 |
325 |
194 - 273 |
|||
|
377 |
12,0 |
349 |
194 - 299 |
||||||
|
406 |
12,6 |
377 |
|||||||
|
426 |
12,0 |
402 |
219 - 340 |
||||||
|
680 |
473 - 560 |
- |
- |
324 - 340 |
|||||
|
(480) |
35 |
540 |
351 |
11,0 |
325 |
219 - 273 |
|||
|
377 |
12,0 |
349 |
|||||||
|
406 |
12,6 |
377 |
219 - 299 |
||||||
|
426 |
12,0 |
398 |
219 - 340 |
||||||
|
473 - 560 |
- |
- |
219 - 377 |
||||||
|
540 |
21 |
680 |
14 |
473 |
11,1 |
447 |
273 - 377 |
||
|
508 |
482 |
||||||||
|
530 - 560 |
- |
- |
|||||||
|
760 |
14 |
600 - 630 |
|||||||
|
35 |
680 |
21 |
473 |
11,1 |
447 |
273 - 377 |
|||
|
508 |
482 |
||||||||
|
530 - 560 |
- |
- |
273 - 426 |
||||||
|
680 |
21 |
760 |
14 |
600 |
12,0 |
571 |
340 - 508 |
||
|
630 |
601 |
340 - 530 |
|||||||
|
* Колонна обсадных труб с наибольшей толщиной стенки, соответствующей параметрам колонной головки. Примечание - В ГОСТ 632 не предусмотрены обсадные трубы условным диаметром свыше 508 мм, а также условными диаметрами 351 и 377 мм, толщиной стенки 13 мм и условными диаметрами 178 и 194 мм, толщиной стенки 13,7 мм. |
|||||||||
4.4.4 Типовые схемы колонных головок приведены на рисунках 2 и 3.
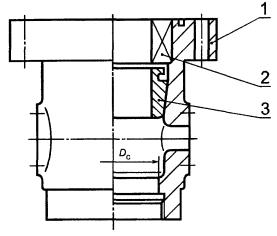
1 - корпус; 2 - верхний уплотнитель; 3 - трубодержатель
Рисунок 2 - Однофланцевая колонная головка типа ГК-1
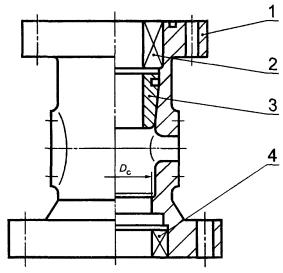
1 - корпус; 2 - верхний уплотнитель; 3 - трубодержатель; 4 - нижний уплотнитель
Рисунок 3 - Двухфланцевая колонная головка типа ГК-2
Примечание - Рисунки 2 и 3 не определяют конструкцию.
4.4.4.1 Диаметр стволового прохода Dc полнопроходных головок определяют при выполнении следующих условий:
- диаметр стволового прохода Dc образован непосредственно расточкой в корпусе колонной головки или с помощью специальных приспособлений - направления долота, центрирующего кольца и т. д.;
- диаметры стволового прохода полнопроходных колонных головок в таблицах 2 и 3 определены из условий, что в основании колонной головки применяется колонна обсадных труб по ГОСТ 632 с наименьшей толщиной стенки, соответствующей параметрам колонной головки, а диаметр Dc на 0,8 мм превышает диаметр шаблона по ГОСТ 632 для проверки внутреннего диаметра этих обсадных труб;
- если размеры труб обсадной колонны в основании колонной головки отличаются от приведенных в таблицах 2 и 3 (большая толщина стенки или иной условный диаметр), то для того, чтобы колонная головка соответствовала полнопроходной, ее диаметр стволового прохода Dc также должен на 0,8 мм превышать диаметр шаблона для проверки внутреннего диаметра этих обсадных труб.
4.5 Требования к климатическому исполнению
4.5.1 Оборудование, проектируемое, производимое и импортируемое для работы в Российской Федерации, должно соответствовать требованиям ГОСТ 15150.
4.5.2 Климатическое районирование на территории Российской Федерации и стран СНГ - по ГОСТ 16350.
4.6 Требования к конструкции фонтанной арматуры
4.6.1 Конструкция корпусных деталей фонтанной арматуры должна обеспечивать возможность их опрессовки пробным давлением в соответствии с таблицей 4.
Таблица 4
|
14 |
21 |
35 |
70 |
105 |
140 |
|
|
Пробное давление Р, МПа |
2Рр |
1,5Рр |
||||
4.6.2 Соосность отверстий составных частей арматуры, образующих стволовой проход, должна обеспечивать беспрепятственное прохождение оборудования, приборов и приспособлений, спускаемых в скважину.
4.6.3 Допускается конструктивно объединять несколько составных частей арматуры в один блок, не изменяя ее типовой схемы.
4.6.4 Допускается дооборудование фонтанных арматур запорными устройствами и обратным клапаном, а елки - дросселем.
4.6.5 Дроссель в фонтанной арматуре должен быть регулируемым (бесступенчато) или не регулируемым со сменной дроссельной насадкой (штуцером).
4.6.6 Конструкция трубной головки должна обеспечивать возможность подвешивания скважинных трубопроводов, контроля давления и управления потоком скважинной среды в (межтрубном) пространстве, смены елки под давлением и извлечения колонны насосно-компрессорных труб при установке превентора.
4.6.7 Трубодержатель трубной обвязки должен быть рассчитан на нагрузку, передаваемую скважинным трубопроводом, подвешенным в нем, и на восприятие усилий от давления скважинной среды и воздействия технологических операций, возникающих при эксплуатации и ремонтных работах.
При этом вызываемая ими деформация, приводящая к уменьшению внутреннего диаметра насосно-компрессорной трубы, закрепленной в трубодержателе, не должна препятствовать прохождению через нее шаблона по ГОСТ 633 для проверки ее внутреннего диаметра.
- от полного веса скважинного трубопровода;
- от веса колонны труб с наибольшей толщиной стенки для рассматриваемого условного диаметра за вычетом выталкивающей силы гидростатического столба жидкости в скважине;
- по другой методике, используемой изготовителем.
4.6.8 Корпус трубной головки (крестовины) должен иметь два, как правило, соосных боковых отвода для соединения с трубопроводами на резьбе или фланцах.
4.6.8.1 По требованию потребителя во фланцевых боковых отводах должна быть предусмотрена возможность подсоединения устройства для смены запорных устройств под давлением.
4.6.8.2 В нижнем фланце корпуса трубной головки (крестовины) должно быть предусмотрено устройство для опрессовки фланцевого соединения.
4.6.9 По требованию потребителя конструкция фонтанной арматуры должна обеспечивать:
- монтаж елки при избыточном давлении среды в скважинном трубопроводе;
- нагнетание ингибиторов коррозии и гидратообразования в скважинный трубопровод и затрубное пространство (в фонтанных скважинах);
- измерение давления и температуры скважинной среды в боковых отводах фонтанной елки.
4.6.10 Конструкция запорных устройств с дистанционным управлением должна предусматривать возможность ручного управления ими.
4.7 Требования к конструкции колонных обвязок (колонных головок)
4.7.1 Корпуса колонных головок, включая их боковые отводы, должны быть рассчитаны на опрессовку пробным давлением Рпр в соответствии с таблицей 5 в зависимости от рабочего давления Рр верхнего фланца.
Таблица 5 - Испытательное давление деталей устьевого и противовыбросового оборудования
|
Рабочее давление, Рр, МПа |
||||
|
14 |
21 |
35 |
> 70 |
|
|
Пробное давление Рпр, МПа |
||||
|
До 350 включ. |
|
1,5Рр |
||
|
Св. 350 |
1,5Рр |
2РР |
||
При этом вызываемая им деформация, приводящая к уменьшению внутреннего диаметра обсадной трубы, закрепленной в трубодержателе, не должна препятствовать прохождению через нее шаблона по ГОСТ 632 для проверки ее внутреннего диаметра.
Нагрузка, передаваемая обсадной колонной на трубодержатель, может определяться одним из следующих методов:
- от полной массы обсадной колонны;
- от массы обсадной колонны с наибольшей толщиной стенки для рассматриваемого условного диаметра без учета выталкивающей силы гидростатического столба жидкости в скважине;
- по другой методике, используемой изготовителем.
4.7.3 Нижний присоединительный резьбовой конец корпуса однофланцевой колонной головки должен соответствовать резьбе обсадных труб по ГОСТ 632.
По требованию заказчика может быть изготовлена резьба другого типа (другое соединение) по ГОСТ 632 или другому нормативному документу.
4.7.4 На корпусах колонных головок должны быть по два соосных боковых отвода, имеющих присоединительные элементы в виде резьбы для Рр < 21,0 МПа по ГОСТ 633 или в виде фланцев для Рр > 21,0 МПа.
4.7.5 Во фланцевых боковых отводах должна быть предусмотрена возможность подсоединения устройства для смены запорных устройств под давлением.
4.8 Требования к конструкции запорной арматуры
4.8.1 Общие положения
Запорная арматура включает в себя:
- полнопроходные шиберные задвижки, включая стволовые и на выкидных линиях, предназначенных для управления скважиной;
- шаровые или пробковые краны, включая стволовые и на выкидных линиях, предназначенных для управления скважиной на рабочее давление не более 14,0 МПа;
- запорные вентили с разделителем сред для контроля давления и замены манометра под давлением.
4.8.2 Запорная арматура должна соответствовать общим эксплуатационным требованиям.
4.8.3 Показатели надежности:
Рабочий цикл: количество циклов закрытия - открытия задвижки - 500;
количество циклов проверки давлением Рр (после каждого
седьмого закрытия) - 78;
количество рабочих циклов: при УТР 1 - 1;
при УТР 2 - 3.
За рабочий цикл принимают закрытие - открытие задвижки с периодической проверкой (после каждого седьмого закрытия) рабочим давлением.
4.8.4 Присоединительные размеры фланцев задвижек и кранов - по ГОСТ 28919.
4.8.5 Шиберные задвижки должны быть оборудованы средствами для замены уплотнения шпинделя (штока) при наличии давления в корпусе задвижки.
4.8.6 Задвижки и вентили с ручным управлением должны поворачиваться против часовой стрелки для открывания и по часовой стрелке для закрывания. Шиберные задвижки должны быть снабжены маховиком. Маховик должен быть со спицами и сниматься во время транспортирования или технического обслуживания. Краны должны быть оснащены маховиком либо рукояткой, которая имеет два положения: «Открыто» и «Закрыто».
4.8.7 Материал корпуса, крышки, фланцевых соединений и внутренних деталей (штуцер, седло) должен соответствовать 4.16.
4.8.8 Запорную арматуру проверяют гидравлическим испытанием на пробное давление в соответствии с таблицей 4.
Проверка качества запорной арматуры - по 4.18.
4.8.9 Запорная арматура должна маркироваться в соответствии с требованиями 4.20.
4.8.10 Хранение и транспортирование запорной арматуры - в соответствии с 4.21.
4.9 Требования к конструкции обратных клапанов
4.9.1 Обратные клапаны представляют собой конструкцию типа захлопки с уменьшенным проходным отверстием и используют на выкидных линиях для пропуска потока жидкости только в одном направлении.
4.9.2 Обратные клапаны должны удовлетворять общим эксплуатационным требованиям.
4.9.3 Присоединительные размеры фланцев должны выполняться в соответствии с ГОСТ 28919.
4.9.4 Для клапанов с уменьшенным отверстием изготовитель должен документировать характеристики потока и падение давления.
4.9.5 На корпусе обратного клапана должно быть указано направление потока жидкости.
4.9.6 Материал корпуса и внутренних деталей должен соответствовать требованиям 4.16.
4.9.7 Гидравлические испытания обратных клапанов на пробное давление проводят в соответствии с таблицей 4, проверка качества изготовления - в соответствии с 4.18.
4.9.8 Обратные клапаны должны маркироваться в соответствии с требованиями 4.20.
4.9.9 Транспортирование и хранение обратных клапанов - в соответствии с 4.21.
4.10 Требования к конструкции дросселей
4.10.1 Общие положения
Этот раздел охватывает нерегулируемые и регулируемые дроссели, которые включают в себя устройства для управления скоростью потока жидкости. Эти дроссели не предназначены для использования в качестве запорных устройств.
Регулируемые дроссели позволяют регулировать положение дросселирующей пары в пределах «Открыто» - «Закрыто» или от «От 0 до 100 %».
Нерегулируемые дроссели включают в себя заменяемые детали, имеющие постоянный размер отверстия, которые именуются фонтанным штуцером.
4.10.2 Дроссели должны удовлетворять общим эксплуатационным требованиям.
4.10.3 Обозначение номинального размера дросселя должно состоять из размера входного отверстия фланца и максимального размера отверстия, возможного для данного дросселя.
4.10.4 Эквивалентом безотказной работы в течение 3000 ч по прокачке скважинной среды или воды является объем прокачки раствора плотностью r = 1,6 г/см3, условной вязкостью по СПВ5-30-70 с, содержанием песка 1 - 3 % (по объему), расходом от 6 до 15 дм3/с при давлении 0,67 Рр и объеме 445 м3.
4.10.5 Требования к рабочим характеристикам регулируемых дросселей
Количество рабочих циклов: при УТР 1 - 1;
при УТР 2 - 3.
Количество циклов при уплотнении между седлом и корпусом:
при УТР 1 - 1;
при УТР 2 - 3.
За рабочий цикл принимают закрытие - открытие от минимума до максимума с проверкой рабочего давления.
4.10.6 Штуцеры нерегулируемого дросселя должны иметь фиксированный проход отверстия.
4.10.7 Регулируемые дроссели должны быть оборудованы видимым индикаторным механизмом площади прохода для определения этой площади при любой установке дросселя во всем диапазоне его эксплуатации. Этот механизм должен быть откалиброван, чтобы показывать диаметры круглых отверстий, имеющих площади, эквивалентные минимальным площадям потока жидкости. Эти отметки должны быть с интервалом 0,4 мм (1/64"), например 1,5 мм (4/64"), 1,9 мм (5/64"), 3,3 мм (6/64") и т. д.
4.10.8 Присоединительные размеры фланцев дросселей должны быть выполнены в соответствии с ГОСТ 28919.
4.10.9 Материалы корпуса, крышки, фланцевых соединений и внутренних деталей (шток, седло, наконечник) должны соответствовать требованиям 4.16.
4.10.10 Дроссель (регулируемый и нерегулируемый) должен проходить проверку гидравлическим испытанием на пробное давление согласно таблице 4.
Дроссель, имеющий разные давления на входе и выходе, должен проходить гидравлические испытания не в корпусе, а до регулирующего седла. Для этого место посадки седла должно быть заглушено временной технологической заглушкой.
Проверка качества дросселей - по 4.18.
4.10.11 Дроссели должны маркироваться в соответствии с требованиями 4.20.
4.10.12 Транспортирование и хранение дросселей в соответствии с требованиями 4.21.
4.11 Требования к конструкции пробоотборника
4.11.1 Пробоотборники, используемые для отбора проб жидкости скважины, должны удовлетворять всем требованиям для корпусов и фланцевых соединений.
4.11.2 Соединитель для отбора проб должен быть с внутренней резьбой не менее чем 1/2 дюйма номинального размера трубной резьбы.
Таблица 6 - Температурные характеристики
|
Рабочий диапазон температур, °С |
|
|
УХЛ, ХЛ (К) |
От -60 до +120 |
|
У (L) |
От -45 до +120 |
|
O (R) |
От 0 до 120 |
4.11.3 Требования к циклам
Количество циклов при полном объеме проб: при УТР 1 - 1;
при УТР 2 - 3.
Давление при УТР 1 и УТР 2 - обеспечение герметизации изнутри.
4.12 Уровень технических требований (УТР) к рабочим характеристикам
4.12.1 Идентификация уровня требований к рабочим характеристикам в настоящих технических требованиях и [3]:
УТР 1 соответствует PR 1;
УТР 2 соответствует PR 2.
4.12.2 Уровень требований УТР 1 включает требования к рабочим характеристикам оборудования, необходимые и достаточные для его эксплуатации.
Уровень УТР 2 предусматривает больше требований к рабочим характеристикам и больший объем испытаний (по количеству циклов и номенклатуре контролируемых параметров) для более сложных (отечественных) условий эксплуатации оборудования.
Необходимый уровень требований определяет потребитель в зависимости от множества факторов, учитываемых при заказе.
4.13 Температурные характеристики
Оборудование должно проектироваться для работы с минимальными и максимальными температурами, указанными в таблице 1.
Минимальной температурой является самая низкая температура окружающей среды, воздействию которой может подвергаться оборудование. Максимальной температурой является самая высокая температура внутренней среды, которая непосредственно контактирует с оборудованием.
Конструкция должна учитывать влияние различных тепловых расширений при изменении температуры и температурных градиентов, возникающих на практике при эксплуатации (таблица 6).
4.14 Требования безопасности, закладываемые в конструкцию при проектировании оборудования
4.14.1 Конструкция устьевого оборудования, схемы обвязки и компоновка должны обеспечивать оптимальные режимы работы скважины, герметизацию трубного, затрубного и межтрубного пространства, возможность технологических операций на скважине, глубинных исследований, отбора проб и контроля устьевого давления и температуры.
4.14.2 Рабочее давление устьевого оборудования должно быть не менее давления опрессовки эксплуатационной колонны.
4.14.3 Опрессовку оборудования в собранном виде до установки на устье (в заводских условиях) следует производить на пробное давление (таблица 4). Результат опрессовки оформляют актом.
4.14.4 Фонтанная арматура должна оснащаться предприятием-изготовителем дросселями с ручным, а по требованию заказчика - с дистанционным управлением, запорной арматурой с дистанционным и (или) ручным управлением и обеспечивать возможность замены манометров с использованием вентиля с разделителем сред без снижения давления до атмосферного.
4.14.5 При эксплуатации скважины с температурой выше 120 °С следует применять соответствующую арматуру, конструкция и термостойкость которой обеспечивают безопасность технологического процесса и обслуживающего персонала.
4.14.6 Фонтанные скважины с дебитом 400 т/сут нефти или 500 тыс. м3/сут газа и более, расположенные на расстоянии менее 500 м от населенного пункта, оснащают внутрискважинным оборудованием (пакер, клапан-отсекатель, циркуляционный клапан, станция управления и др.). Газоконденсатная и газовая скважины должны оборудоваться автоматическим клапаном-отсекателем, устанавливаемым на выкидной линии.
4.15 Требования к проверке работоспособности конструкции
4.15.1 Общие положения
Чтобы гарантировать соответствие конструкции принятым нормам и методикам расчета, проводят проверки работоспособности конструкции на аттестованных специализированных стендах, оснащенных средствами измерения контролируемых параметров, по утвержденным методикам.
4.15.1.1 Проверку работоспособности проводит персонал, независимый от разработки и производства продукции, имеющий соответствующую квалификацию и сертификаты.
4.15.1.2 Проверка работоспособности может соответствовать любому из перечисленных способов испытаний:
- функциональные испытания (проверка);
- испытание (проверка) давлением;
- проверка оправкой;
- температурные испытания.
4.15.2 Требования к изделию
4.15.2.1 Фактические размеры изделия, подвергающиеся испытаниям, должны быть в диапазоне допусков на размеры, установленные в НД.
4.15.2.2 Наружная окраска изделия, подвергаемого любому виду испытания, не должна препятствовать обнаружению утечек или их наблюдению.
4.15.3 Функциональные испытания
4.15.3.1 Функциональные испытания или испытания рабочих характеристик проводят на опытных образцах или серийных моделях для проверки требований по давлению, температуре, нагрузке, механическим циклам и стандартным испытательным жидкостям.
4.15.3.2 Опытный образец каждой модели должен пройти проверку работоспособности, включающую проверку задвижек на цикличность, регулируемых дросселей на прокачку раствором или водой, являющихся эквивалентом указанного срока службы и функциональным возможностям изделия.
4.15.3.3 Методика испытаний
Количество циклов, объем прокачиваемого раствора и продолжительность, при которых проводятся испытания, устанавливают согласно технической документации производителя.
Для устьевого оборудования, рассчитанного на продолжительный срок работы, испытания проводят на цикличность, эквивалентную минимум 10 годам срока службы, и при прокачке раствора с учетом обеспечения безотказного регулирования давления от Pmin до Рр в процессе эксплуатации.
4.15.3.4 Оценка результатов
Опытный образец должен работать без потери рабочего давления, с плавным перемещением и без заеданий вращающихся элементов запорной арматуры. Усилие на штурвалах должно быть не выше указанных в паспорте и с обеспечением регулирования давления от Pmin до Рр при различных расходах прокачиваемой жидкости.
4.15.4 Проверка работоспособности созданием избыточного давления (опрессовка)
4.15.4.1 Объект испытания
Каждая конструкция, включающая детали и узлы, работающие под давлением, должна проходить проверку работоспособности гидравлическим испытанием.
4.15.4.2 Методика испытаний
Давление при гидравлических испытаниях должно соответствовать указанному в таблице 4. Гидравлические испытания узлов и деталей оборудования включают в себя:
- первичный период удержания давления;
- снижение давления до нуля;
- вторичный период удержания давления.
Оба периода удержания давления должны продолжаться не менее 3 мин, при этом отсчет времени начинается при достижении пробного давления.
Наружные поверхности частей должны быть тщательно осушены.
Фонтанная арматура в сборе должна быть испытана на рабочее давление по указанной схеме цикличности.
4.15.4.3 Требования к испытательной среде
Испытательная среда должна быть нейтральной или иметь соответствующий ингибитор к металлическим и неметаллическим изделиям.
Для гидравлических испытаний в качестве испытательной среды используют жидкость, соответствующую испытательным температурам. В качестве жидкости применяют воду с добавками или без них или другие жидкие смеси, которые сохраняют свои свойства на протяжении всего испытания.
При испытании газом в качестве испытательной среды рекомендуется использовать азот.
В дополнение к гидравлическим испытаниям проводят испытания узлов и деталей газом.
Испытание корпусов газом должно проводиться при температуре окружающей среды при полном погружении оборудования в ванную с водой.
Давление испытания должно быть равно номинальному рабочему давлению оборудования.
4.15.4.4 Критерии испытания
Испытания должны включать все требования к испытаниям соответствующего уровня показателей.
Гидравлические испытания при комнатной температуре считают выполненными, если в установленный период удержания давления не наблюдается видимой утечки. Изменение давления в период удержания должно быть менее 5 % испытательного давления.
Испытания газом при комнатной температуре считают выполненными, если не наблюдается утечка, а если появляется утечка, то она должна быть менее 20 см3/ч при атмосферном давлении в течение периода удержания.
Гидравлические испытания и испытания газом при высокой или низкой температуре считают выполненными, если изменения давления в период удержания не ниже 5 % испытательного давления.
4.15.5 Проверка работоспособности оправкой
4.15.5.1 Испытание задвижек
Пропускают шаблон, приведенный в приложении Г, через отверстие в задвижке после сборки и ее опрессовки.
Шаблон должен полностью проходить через отверстие задвижки.
4.15.5.2 Испытание фонтанной арматуры
Пропускают шаблон, приведенный в приложении Г, через стволовое (главное) отверстие фонтанной арматуры после сборки и ее опрессовки.
Шаблон должен полностью проходить через главное отверстие фонтанной арматуры.
4.15.6 Проверка работоспособности оборудования под нагрузкой
4.15.6.1 Объект испытаний
Испытанию подвергают трубодержатели трубной и колонной головки.
4.15.6.2 Критерии испытаний
Трубодержатели трубной головки и установленный в колонную головку клиновой захват должны быть рассчитаны на нагрузку, передаваемую скважинным трубопроводом и обсадной колонной, определяемую по одному из методов, указанных в 4.6.7.1 и 4.7.2 (см. таблицу 7).
Таблица 7 - Рекомендуемая испытательная нагрузка клинового захвата колонных головок (продолжительность испытания 3 мин)
|
Осевые нагрузки на подвеске, кН, для оборудования типа |
Условный диаметр колонны, мм |
Осевые нагрузки на подвеске, кН, для оборудования типа |
|||||
|
ОКК4 |
ОКК3 |
ОКК2 |
ОКК4 |
ОКК3 |
ОКК2 |
||
|
140 |
2600 |
2600 |
2000 |
273 |
3000 |
2500 |
2500 |
|
168 |
2600 |
2600 |
2000 |
299 |
1500 |
- |
2000 |
|
178 |
- |
2000 |
2000 |
324 |
1500 |
2000 |
2000 |
|
219 |
3000 |
2500 |
- |
340 |
2000 |
2000 |
- |
|
245 |
3000 |
2500 |
2500 |
426 |
2000 |
- |
- |
|
|
|
|
|
508 |
2000 |
- |
- |
4.15.7 Температурные испытания
4.15.7.1 Место измерения температуры
Температура должна измеряться в контакте с испытуемым оборудованием в пределах 13 мм от проходного отверстия либо от поверхности нагревания.
Нагревание испытуемой жидкости во время испытаний до максимальной температуры должно быть осуществлено внутри проходного отверстия.
4.15.7.2 Охлаждение при испытании при минимальной температуре должно быть проведено по всей наружной поверхности оборудования.
4.15.7.3 Период удержания давления
Период удержания давления отсчитывают после достижения стабилизации давления и температуры. Время удержания должно быть минимальным.
Давление считается стабильным, если изменение его не превышает 5 % испытательного давления в час.
Температура считается стабильной, если изменение ее менее 0,55 °С в минуту.
4.15.7.4 Циклы давления и температуры
Циклические испытания рабочим давлением проводят при различных температурах. Циклограмма испытаний давлением Рр при различных температурах приведена на рисунке 4.
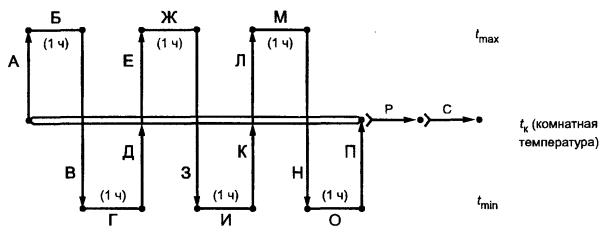
Обозначения: А - начать при комнатной температуре и атмосферном давлении и повышать температуру до tmax; Б - подвести испытательное давление, минимальный период удержания 1 ч, затем сбросить давление; В - снизить температуру до tmin; Г - подвести испытательное давление, минимальный период удержания 1 ч, затем сбросить давление; Д - повысить температуру до tк; Е - подвести испытательное давление при tк и удерживать, пока температура не поднимется до tmax; Ж - период удержания не менее 1 ч; З - снизить температуру до tmin при удержании испытательного давления; И - период удержания не менее 1 ч; К - повысить температуру до tк при удержании испытательного давления; Л - сбросить давление, затем повысить температуру до tmax; М - подвести испытательное давление, минимальный период удержания 1 ч, затем сбросить давление; Н - снизить температуру до tmin; О - подвести испытательное давление, период удержания не менее 1 ч, затем сбросить давление; П - повысить температуру до tк; Р - подвести испытательное давление, период удержания не менее 1 ч, затем сбросить давление; С - подвести 5 - 10 % испытательного давления, период удержания не менее 1 ч, затем сбросить давление.
Рисунок 4 - Циклограмма испытаний давлением Рр при различных температурах
Примечание - Давление должно отслеживаться и регулироваться при изменении температуры.
4.15.7.5 Проверка после испытаний
Испытанный опытный образец должен быть разобран и проверен. Испытуемые узлы и детали рекомендуется сфотографировать. По результатам испытаний составляют протокол соответствия изделия рабочим характеристикам.
4.16 Требования к материалам
4.16.1 Общие положения
Все требования к металлическим материалам относятся к углеродистым, низколегированным и мартенситным нержавеющим сталям. Могут быть применены и другие сплавы, включая нержавеющие стали с упрочнением при условии, что они удовлетворяют требованиям данного раздела.
Материалы, работающие в серо - водородосодержащих средах, должны соответствовать требованиям [4].
4.16.2 Характеристика класса материалов
Классификация материалов в зависимости от условий эксплуатации приведена в таблице 8.
Таблица 8
|
Класс материала |
Наименование материала |
||
|
Корпуса, крышки, фланцевые соединения |
Детали, регулирующие давление, подвески |
||
|
Обычная эксплуатация |
АА ВВ СС |
Углеродистая или низколегированная сталь Углеродистая или низколегированная сталь Нержавеющая сталь |
Нержавеющая сталь |
|
Кислая среда* |
DD ЕЕ FF НН |
Углеродистая или низколегированная сталь Углеродистая или низколегированная сталь Нержавеющая сталь Коррозионностойкие сплавы |
|
|
* Определение кислой среды - по [4]. |
|||
При условии соответствия механических свойств нержавеющие стали могут быть использованы вместо углеродистых и низколегированных сталей, а коррозионностойкие сплавы - вместо нержавеющих сталей.
Класс материала определяет потребитель, который должен принимать во внимание различные факторы окружающей среды и эксплуатационные переменные величины, а также факторы, представленные в таблице 9.
Таблица 9 - Коррозионная агрессивность скважинной среды
|
Относительная коррозионная агрессивность скважинной среды |
Парциальное давление СО2 и H2S, МПа |
|
|
Обычная, содержащая СО2 |
Некоррозионная |
До 0,05 |
|
Слабо коррозионная |
0,05 - 0,21 |
|
|
От умеренных до высококоррозионных |
Св. 0,21 |
|
|
Кислая среда, содержащая СО2 и H2S |
Некоррозионная |
До 0,05 |
|
Слабокоррозионная |
0,05 - 0,21 |
|
|
От умеренных до высококоррозионных |
Св. 0,21 |
Взаимодействие факторов окружающей среды и эксплуатационных условий оказывает влияние на скорость общей коррозии и коррозионное растрескивание.
Следующим условием должно быть определение парциального давления смеси углерода (СО2) и сероводорода (H2S), которое влияет на агрессивность скважинной среды.
Парциальное давление - по [4].
4.16.3 Технические условия на материал
Для всех металлических и неметаллических деталей, работающих под давлением или регулирующих давление, должны быть составлены технические условия на материал.
4.16.3.1 Требования к металлическим материалам
Технические условия на металлические материалы для корпусов, крышек, фланцевых соединений, штанг, уплотняющих механизмов и подвесок наряду с критериями приемки и отбраковки должны содержать:
- для технического уровня изделий УТТ1:
химический состав материала с допусками;
испытания, подтверждающие механические свойства материала;
режим термообработки, включая временные и температурные циклы с допусками;
- требования к неразрушающему контролю НРК (NDE);
- для технических уровней изделия УТТ2 - УТТ4;
требования для уровня УТТ1 плюс;
способ выплавки;
технологию деформирования;
требования к оборудованию для термообработки и охлаждающей среде.
4.16.3.2 Требования к неметаллическим материалам
Технические условия на неметаллические материалы для уплотнений, работающих под давлением или регулирующих давление, должны содержать:
- характеристику полимера по техническим условиям на полимер или по [5];
- требования к физическим свойствам;
- требования к хранению и контролю за старением.
4.16.4 Химический состав материалов
4.16.4.1 Химический состав материалов подвески насосно-компрессорных труб и обсадной колонны должен соответствовать требованиям технических условий изготовителя.
4.16.4.2 Химический состав материалов корпуса, крышки, фланцевых соединений приведен в таблице 10.
Таблица 10 - Химический состав материалов корпусов, крышек, фланцевых соединений
|
Массовая доля элементов, %, не более |
|||
|
Углеродистые и низколегированные стали |
Мартенситные нержавеющие стали |
Сталь 45К для фланцев с приварной шейкой |
|
|
Углерод |
0,45 |
0,15 |
0,35 |
|
Марганец |
1,80 |
1,00 |
1,05 |
|
Кремний |
1,00 |
1,50 |
1,35 |
|
Фосфор |
* |
* |
0,05 |
|
Сера |
* |
* |
0,05 |
|
Никель |
1,00 |
4,50 |
- |
|
Хром |
2,75 |
11,0 - 14,0 |
- |
|
Молибден |
1,50 |
1,00 |
- |
|
Ванадий |
0,30 |
- |
- |
|
* Максимальная массовая доля серы и фосфора составляет: - для УТТ1 и УТТ2 - 0,040 % каждого для отливок и 0,035 % - каждого для поковок; - для технических уровней УТТ3 и УТТ4 - 0,025 % каждого. |
|||
|
Примечание - Допускаемые отклонения по содержанию элементов должны соответствовать ГОСТ 977, ГОСТ 4543 и другим НД. |
|||
4.16.4.3 Химический состав материала кольцевых прокладок должен соответствовать требованиям технических условий изготовителя.
4.16.5 Механические свойства
4.16.5.1 Механические свойства материалов подвески насосно-компрессорных труб и обсадной колонны должны соответствовать требованиям технических условий изготовителя.
4.16.5.2 Механические свойства материалов корпуса, крышек, фланцевых соединений при нормальной температуре приведены в таблицах 11 - 13.
Таблица 11 - Механические свойства материалов корпуса, крышек, фланцевых соединений
|
Предел текучести s 0,2, МПа (Psi) |
Временное сопротивление sв, МПа (Psi) |
Относительное удлинение d 5, % |
Поперечное сужение y, % |
Твердость, НВ |
|
|
Не менее |
|||||
|
К248 (36К) |
248 (36000) |
483 (70000) |
21 |
- |
140 |
|
К310 (45К) |
310 (45000) |
483 (70000) |
19 |
32 |
140 |
|
К414 (60К) |
414 (60000) |
586 (85000) |
18 |
35 |
174 |
|
К517 (75К) |
517 (75000) |
655 (95000) |
17 |
35 |
197 |
Таблица 12 - Применение материалов для корпусов, крышек, фланцевых соединений
|
Наименование детали |
Применяемый материал при номинальном давлении, МПа |
|||
|
14,0 |
21,0 |
35,0 |
> 70,0 |
|
|
Корпус |
К248, К310 |
К248, К310 |
К248, К310 |
К414, К517 |
|
Крышка |
К414, К517 |
К414, К517 |
К414, К517 |
К414, К517 |
|
Фланцевое соединение |
К414, К517 |
К414, К517 |
К414, К517 |
К414, К517 |
Таблица 13 - Ударная вязкость материалов корпуса, крышки, концевых и фланцевых соединений
|
Температура испытания, С (F) |
Среднее значение работы удара, Дж, (KV) при уровне технических требований |
|
|
УТТ1, УТТ2, УТТ3, УТТ4 |
||
|
УХЛ, XJI (К) |
-60 (-75) |
20 |
|
У (L) |
-46 (-50) |
20 |
|
O (R) |
-18 (0) |
20 |
|
Примечание - В таблице приведены данные для образца сечением 10 ´ 10 мм. Для образцов других сечений вводят поправочные коэффициенты: 0,833 - для сечения 10 ´ 7,5 мм; 0,667 - для сечения 10 ´ 5 мм; 0,333 - для сечения 10 ´ 2,5 мм. |
||
4.16.5.3 Материал кольцевых прокладок испытывают на твердость, которая не должна превышать:
Низкоуглеродистая сталь 56 HRB
Углеродистая и низколегированная сталь 68 HRB
Нержавеющая сталь 83 HRB
Коррозионно-стойкий сплав (CRA) В соответствии с ТУ изготовителя
4.16.6 Обработка
4.16.6.1 Выплавка
Изготовитель должен выбрать и определить способ выплавки всех материалов. Для уровня УТТ4 должен быть составлен акт о фактическом способе выплавки.
4.16.6.2 Горячая деформация
Качество поковок должно соответствовать предназначенному для сосудов высокого давления [6]. Технология ковки должна обеспечивать полностью кованую структуру.
Для уровней УТТ2 - УТТ4 изготовитель должен документировать технологию ковки.
4.16.6.3 Отливка
Качество отливок должно соответствовать предназначенному для сосудов высокого давления [7]. Для технических уровней УТТ2 - УТТ4 изготовитель должен документировать технологию литья.
4.16.6.4 Термическая обработка
Все операции по термообработке должны выполняться с использованием оборудования, квалифицированного в соответствии с требованиями уровней качества.
Время выдержки и температуру для циклов термообработки определяют в соответствии с техническими условиями изготовителя.
Режим термообработки для изделий уровня УТТ4 определяют на пробных образцах или самих деталях в соответствии с ГОСТ 977 для отливок и ГОСТ 8479 - для поковок.
Наконечник термопары должен находиться в пределах детали или образца - представителя, но не ближе 25 мм от любой поверхности детали.
При закалке температура воды или другой закалочной среды не должна превышать 40 °С до охлаждения и 50 °С после охлаждения деталей.
4.16.7 Правила приемки и методы испытаний
Правила приемки и методы испытаний отливок - по [7], поковок - по [6].
Испытания на растяжение проводят при нормальной температуре в соответствии с ГОСТ 1497 не менее чем на трех образцах.
Испытания на ударную вязкость проводят при самой низкой температуре классификационного диапазона в соответствии с ГОСТ 9454 не менее чем на трех образцах типа II с острым надрезом по Шарпи. На одном из образцов допускается снижение ударной вязкости на 1/3 среднего значения, указанного в таблице 20.
4.17 Требования к сварке
4.17.1 Общие положения
4.17.1.1 В этом разделе устанавливаются требования на сварку корпусов задвижек, фитингов и других деталей устьевого оборудования, на их ремонт и наплавку.
4.17.1.2 Устьевое оборудование характеризуется уровнем технических требований к изготовлению УТТ1 (PSL-1) - УТТ4 (PSL-4). При изготовлении оборудования с уровнями УТТ1 - УТТ3 допускается применение сварки. В изделиях с уровнем УТТ4 сварка не допускается, разрешается только применение деталей с коррозионно-стойкой или упрочняющей наплавкой.
4.17.1.3 Для устьевого оборудования допускается применять промышленную сварку всех видов, за исключением газовой сварки.
4.17.1.4 Сварку и наплавку производят в соответствии с технической документацией, содержащей указания по технологии сварки - сварочным материалам, виду и объему контроля, подогреву и термообработке. При этом составляют спецификацию процесса сварки (СПдС) [8]) по форме, приведенной в приложении Д.
4.17.1.5 Процесс производственной сварки и наплавки аттестовывает предприятие - изготовитель оборудования или ремонтная организация, проводящая ремонт. При этом составляется протокол квалификации процедуры сварки ПКП [8], в котором указываются свойства и качество сварных соединений, представленных в приложении Е.
4.17.1.6 Аттестацию процесса сварки проводят для каждой группы однотипных производственных сварных соединений. Определение понятия однотипности сварных соединений приведено в приложении Ж.
4.17.1.7 Для сварки применяют сварочные материалы: электроды по ГОСТ 9466, ГОСТ 9467 и ГОСТ 10052, сварочную проволоку по ГОСТ 2246 для сварки в среде защитных газов и под слоем флюса или сварочные материалы [9].
4.17.1.8 Типы сварных соединений и размеры швов при ручной электродуговой сварке должны соответствовать требованиям ГОСТ 5264, при сварке в среде защитного газа - ГОСТ 14771, при сварке под флюсом - ГОСТ 8713, ГОСТ 16037 или требованиям технических условий и стандартов ASME.
4.17.1.9 Сварные соединения изделий, контактирующие со средой скважины, выполняют в соответствии с требованиями [4].
4.17.1.10 Необходимость подогрева при сварке и термообработке сварных соединений определяется в зависимости от применяемого материала и условий эксплуатации.
Допускается проводить местную термообработку сварных соединений.
4.17.1.11 Ремонтные сварочные работы производят в соответствии с нормативной документацией (НД), по аттестованной процедуре сварки (СПдС).
4.17.1.12 На сварные изделия устьевого оборудования распространяют требования [3].
4.17.1.13 Сварные изделия устьевого оборудования рекомендуется изготовлять с учетом требований [6].
4.17.2 Требования к квалификации персонала по сварке, сварочному и термическому оборудованию, средствам измерения и аппаратуре для неразрушающего контроля
4.17.2.1 К сварочным работам при изготовлении, ремонте и наплавке устьевого оборудования допускаются сварщики, аттестованные в соответствии с [10] или аттестованные в соответствии с требованиями [6] или [7].
4.17.2.2 К неразрушающему контролю (НРК) сварных соединений допускаются контролеры, аттестованные в соответствии с требованиями [10] или [11], [12].
4.17.2.4 Остальные требования должны выполняться в соответствии с документами, указанными в 4.17.2.1 - 4.17.2.3.
4.17.2.5 Периодичность осмотров, проверок, ремонтов оборудования должна соответствовать требованиям паспортов или другим документам. Порядок проверки средств измерений - по ГОСТ 8.513.
4.17.3 Контроль качества сварных соединений
4.17.3.1 В процессе изготовления и ремонта элементов устьевого оборудования необходимо производить систематический контроль качества сварочных работ и сварных соединений - предварительный контроль (включая входной контроль материалов и персонала), операционный и приемочный контроль.
4.17.3.2 Результаты предварительного и операционного контроля должны оформляться документами или фиксироваться в специальном журнале.
Результаты приемочного контроля сварных соединений оформляют актом приемки, утвержденным руководством организации, выполняющей контроль.
4.17.3.3 Контроль качества сварных соединений включает:
- визуальный и измерительный контроль;
- радиографию (РГ);
- ультразвуковую дефектоскопию (УЗД);
- цветной (капиллярный) (ЦД) или магнитопорошковый метод контроля (МПД);
- измерение твердости;
- механические испытания сварных образцов;
- стилоскопирование металла антикоррозионной наплавки с измерением ее толщины.
4.17.3.4 Контроль РГ или УЗД проводят после сварки и термообработки. Контролю ЦД или МПД подвергают сварные соединения после окончания работы со сварными швами либо после сварки, либо после термообработки, либо после механической обработки (если последние проводятся).
4.17.3.5 Объем и виды контроля приведены в таблице 14.
Таблица 14 - Контроль сварных соединений
|
Вид и объем контроля при уровне технических требований |
|||||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
||
|
Сварные соединения, работающие под давлением |
РГ или УЗД - 100 % |
Сварка не допускается |
|||
|
- |
ЦД или МПД - 100 % |
||||
|
- |
- |
измерение твердости |
|||
|
То же, работающие без давления |
РГ или УЗД - 100 % |
Сварка не допускается |
|||
|
- |
- |
измерение твердости |
|||
|
Ремонтные сварные соединения |
РГ или УЗД - 100 % |
Сварка не допускается |
|||
|
- |
ЦД или МПД |
||||
|
- |
- |
измерение твердости |
|||
|
Упрочняющая наплавка (задвижки, штоки и др.) |
ЦД или МПД |
||||
|
Коррозионностойкая наплавка (корпуса, крышки, фланцы и др.) |
ЦД |
||||
|
- |
УЗД сплошность металла в зоне сплавления |
||||
|
- |
Измерение толщины наплавки. Стилоскопирование на Gr, Ni, Mo |
||||
4.17.3.6 Визуальный контроль проводят по ГОСТ 3242 [13]. Перед контролем сварные швы и прилегающая к ним поверхность основного металла шириной не менее 20 мм по обе стороны шва должны быть очищены от шлака, брызг металла, окалины и других загрязнений.
В сварных соединениях не допускаются наружные дефекты - трещины, непровары, подрезы, незаплавленные кратеры. Размеры сварных швов должны соответствовать стандартам на сварку.
Визуальному и измерительному контролю подвергают все сварные соединения устьевого оборудования.
4.17.3.7 Радиографический контроль сварных соединений проводят согласно требованиям ГОСТ 7512 или [13].
4.17.3.8 Ультразвуковая дефектоскопия - по ГОСТ 14782 или [6], [13].
4.17.3.9 В сварных соединениях, контролируемых РГ и УЗД, не допускаются трещины, непровары, несплавления.
4.17.3.10 При контроле цветной и магнитопорошковой дефектоскопии наличие протяженных и неодиночных дефектов является браковочным признаком. Оценка дефектности - по [6].
4.17.3.11 Твердость измеряют на металле сварных соединений изделий с уровнем УТТ3 после термообработки. Метод измерения - Роквелл HRC по ГОСТ 9013 или [14], Бринелль НВ по ГОСТ 9012 или [15]. Измерения проводят не менее чем в двух точках на сварном шве и основном металле вдали от шва. Твердость не должна превышать 22 HRC по [4].
4.17.3.12 Антикоррозионные наплавки корпусов, крышек, фланцев и др. деталей должны подвергаться контролю ЦД на поверхностные дефекты, УЗД на сплошность металла в зоне сплавления, стилоскопированию на хром, никель, также молибден (при необходимости) с измерением толщины наплавки.
4.17.3.13 Механические испытания проводят на образцах, изготовленных из контрольных сварных стыков.
4.17.3.14 Каждый сварщик должен сварить контрольные пробы в объеме не менее 1 % общего числа сваренных им однотипных производственных стыков, но не менее одного стыка.
Эти контрольные стыки сваривают в дополнение к ПКП (PQR).
4.17.3.15 Из контрольных стыков изготовляют в соответствии с ГОСТ 6996 образцы на растяжение (не менее двух), статический изгиб (не менее двух) и ударный изгиб (не менее трех).
Определяют следующие механические свойства сварных соединений:
- предел прочности - не ниже нижнего предела прочности основного металла по стандарту или техническим условиям;
- минимальный угол загиба:
для углеродистой стали - 100°;
для низколегированных марганцовистых сталей - 80° при толщине не более 20 мм, при большей толщине - 60°;
для хромомолибденовых сталей - 50° при толщине не более 20 мм, при большей толщине - 40°;
для аустенитно-ферритных сталей при толщине не более 20 мм - 80°, при большей толщине - 60°;
- ударная вязкость KCV (Шарпи) по шву и зоне термического влияния (ЗТВ) - не ниже требований к основному металлу.
При толщине металла менее 13 мм проводят по четыре измерения твердости в указанных участках сварного соединения, при большей толщине - по шесть измерений. Твердость металла в зоне термического влияния измеряют на расстоянии 2 мм от линии сплавления (рисунки 5 и 6).
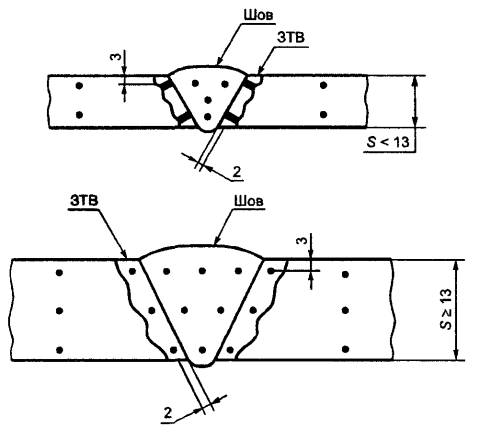
Рисунок 5 - Измерение твердости по Роквеллу HRC (к протоколу ПКП)
Рисунок 6 - Измерение твердости по Виккерсу HV (к протоколу ПКП)
4.17.3.17 Исследование твердости по 4.17.3.16 проводится в случае, если эти исследования не проводились при аттестации процедуры квалификации сварки по 4.17.1.5.
4.18 Требования к контролю качества
4.18.1 Требования к измерительному и испытательному оборудованию
4.18.1.1 Оборудование, используемое для проверки, испытания или исследования материала или детали, должно быть идентифицировано, откалибровано, отрегулировано и поверено в соответствии с инструкциями изготовителя оборудования и должно соответствовать национальным или признанным международным стандартам.
4.18.1.2 Устройства измерения давления должны быть точности не ниже 0,5 % полного диапазона шкалы и периодически перекалибровываться с помощью эталонного устройства на 25, 50 и 75 % полной шкалы. Периодичность поверки - не менее одного раза в 3 месяца, пока изготовитель не зарегистрирует другую схему поверки.
4.18.2 Требования к персоналу, осуществляющему контроль качества
4.18.2.1 Персонал для проведения неразрушающего контроля должен быть аттестован в соответствии с национальными или признанными международными стандартами.
4.18.2.2 Персонал, осуществляющий визуальный контроль, должен подвергаться ежегодной проверке зрения.
4.18.2.3 Персонал, выполняющий другие виды контроля, должен аттестовываться в соответствии с требованиями изготовителя.
4.18.2.4 Контроль качества
4.18.2.4.1 Общие положения
В таблицах 15 - 20 приведены требования к контролю качества отдельных деталей оборудования.
Таблица 15 - Требования к контролю качества корпусов, крышек, фланцевых соединений, штоков
|
Проведение испытания при уровне |
||||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Испытание на растяжение |
+ |
+ |
+ |
+ |
|
Испытание на ударную вязкость |
+ |
+ |
+ |
+ |
|
Определение твердости |
+ |
+ |
+ |
+ |
|
По [4] |
+ |
+ |
+ |
+ |
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Прослеживаемость |
- |
+ |
+ |
+ |
|
Химический анализ |
- |
+ |
+ |
+ |
|
Визуальный осмотр |
+ |
+ |
+ |
+ |
|
Неразрушающий контроль поверхности |
- |
+ |
+ |
+ |
|
Объемный неразрушающий контроль |
+ |
+ |
+ |
+ |
|
Неразрушающий контроль сварных соединений |
См. 4.17 |
Сварка не допускается, за исключением наплавок |
||
Таблица 16 - Требования к контролю качества кольцевых прокладок
|
Вид испытания |
Проведение испытания при уровне |
|||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Определение твердости |
+ |
+ |
+ |
+ |
|
По [4] |
+ |
+ |
+ |
+ |
Таблица 17 - Требования к контролю качества для уплотнительных механизмов арматуры задвижек штуцеров
|
Вид испытания |
Проведение испытания при уровне |
|||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Испытание на растяжение |
- |
- |
+ |
+ |
|
Испытание на ударную вязкость* |
- |
- |
+ |
+ |
|
Определение твердости |
- |
- |
+ |
+ |
|
По [4] |
+ |
+ |
+ |
+ |
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Прослеживаемость |
- |
- |
+ |
+ |
|
Химический анализ |
- |
- |
+ |
+ |
|
Визуальный осмотр |
+ |
+ |
+ |
+ |
|
Неразрушающий контроль поверхности** |
- |
- |
+ |
+ |
|
Неразрушающий объемный контроль |
- |
- |
+ |
+ |
|
Серийная нумерация |
- |
- |
+ |
+ |
|
См. 4.17 |
Сварка не допускается, за исключением наплавок |
|||
|
* Для седел (клапанов) не требуется. ** Для паяных соединений и соединений с тугой и горячепрессовой насадкой не требуется. |
||||
Таблица 18 - Требования к контролю качества для шпилек и гаек
|
Вид испытания |
Проведение испытания при уровне |
|||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Испытание на растяжение |
+ |
+ |
+ |
+ |
|
Испытание на ударную вязкость |
+ |
+ |
+ |
+ |
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Определение твердости |
+ |
+ |
+ |
+ |
|
По стандарту [4] |
+ |
+ |
+ |
+ |
Таблица 19 - Требование к контролю качества неметаллических уплотняющих материалов
|
Вид испытания |
Проведение испытания при уровне |
|||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Визуальный осмотр |
+ |
+ |
+ |
+ |
|
Твердость |
+ |
+ |
+ |
+ |
|
Документирование |
- |
+ |
+ |
+ |
|
Прослеживаемость партии |
- |
- |
+ |
+ |
|
Удостоверение периода старения |
- |
- |
+ |
+ |
|
Удостоверение срока годности |
- |
- |
+ |
+ |
|
Данные физических свойств |
- |
- |
- |
+ |
Таблица 20 - Требования к контролю качества подвесок обсадной колонны и насосно-компрессорных труб
|
Проведение испытания при уровне |
||||
|
УТТ1 |
УТТ2 |
УТТ3 |
УТТ4 |
|
|
Испытание на растяжение |
+ |
+ |
+ |
+ |
|
Испытание на ударную вязкость |
+ |
+ |
+ |
+ |
|
Твердость |
|
+ |
+ |
+ |
|
Проверка размеров |
+ |
+ |
+ |
+ |
|
Прослеживаемость |
+ |
+ |
+ |
+ |
|
Химический анализ |
+ |
+ |
+ |
+ |
|
Визуальный осмотр |
+ |
+ |
+ |
+ |
|
Неразрушающий контроль поверхности |
- |
+ |
+ |
+ |
|
Неразрушающий объемный контроль |
- |
- |
+ |
+ |
|
Серийная нумерация |
- |
- |
+ |
+ |
|
Неразрушающий контроль сварных соединений |
См. 4.17 |
Сварка не допускается, за исключением наплавки |
||
|
Примечание к таблицам 15 - 20 - Знак «+» означает выполнение, знак «-» - отсутствие. |
||||
Требования к материалам для отдельных деталей приведены в разделе 4.16.
Все работы по контролю качества должны определяться инструкциями изготовителя, которые должны включать соответствующую методику и количественные или качественные критерии приемки. Инструкции по неразрушающему контролю должны соответствовать требованиям настоящих технических условий и требованиям всех приемлемых национальных и международных стандартов, выбранных изготовителем.
Все инструкции по проведению неразрушающего контроля должны быть одобрены экспертом III уровня.
Каждая деталь, работающая под давлением или регулирующая давление в среде с сероводородом, должна быть проверена на твердость для подтверждения требований [4] (за исключением кольцевых прокладок, твердость которых должна соответствовать ТУ изготовителя).
4.18.2.4.2 Контроль механических свойств
Испытания на растяжение проводят при нормальной температуре по ГОСТ 1497 не менее чем на трех образцах.
Испытания на ударную вязкость проводят при самой низкой температуре классификационного диапазона по ГОСТ 9454 не менее чем на трех образцах типа II с острым надрезом по Шарпи. На одном из образцов допускается снижение ударной вязкости на 1/3 среднего значения, указанного в таблице 13.
Все детали должны быть проверены на твердость по методике ГОСТ 9012 или ГОСТ 9013. Твердость проверяют после последнего цикла термообработки и всей механической обработки наружной поверхности в местах, определенных техническими условиями изготовителя.
Твердость должна быть не ниже:
140НВ - для материалов К248, К310
174НВ - для материала К414
197НВ - для материала К517
Для кольцевых прокладок - указано в 4.16.5.3.
4.18.2.4.3 Проверка размеров
Все резьбы концевых и фланцевых соединений должны быть проверены калибром на наличие отклонений при ручной затяжке.
Критерии приемки - в соответствии с техническими условиями изготовителя. Для уровней УТТ3 и УТТ4 должны быть дополнительно проверены размеры всех деталей.
Для кольцевых прокладок размеры и допуски должны соответствовать техническим условиям изготовителя.
Отбор образцов и методика - в соответствии с техническими условиями изготовителя.
Чистота поверхности кольцевых прокладок - в соответствии с техническими условиями изготовителя.
4.18.2.4.4 Визуальный контроль
Каждая деталь должна быть проверена визуально.
Визуальный контроль отливок должен осуществляться в соответствии с [7], поковок - в соответствии с техническими условиями изготовителя.
Для изделий уровней УТТ3 и УТТ4 визуальный контроль дополняется неразрушающим контролем.
4.18.2.4.5 Химический анализ
Химический анализ принимают на основе плавочного анализа и проводят в соответствии с национальными или признанными изготовителем международными стандартами.
4.18.2.4.6 Прослеживаемость
На материалах и деталях в процессе обработки должна сохраняться маркировка, облегчающая прослеживаемость.
Технические требования изготовителя к прослеживаемости должны включать средства сохранения или перенесения маркировки и контрольных записей.
4.18.2.4.7 Неразрушающий контроль поверхности
Для ферромагнитных материалов поверхности деталей, работающих под давлением и уплотняемых, должны быть проверены магнитопорошковым методом в доступных местах. Для уровней УТТ3 и УТТ4 дополнительно контролируют все детали в доступных местах после окончательной термической и механической обработок по ГОСТ 21105 или [16].
Критерии приемки:
- для поковок - по [3];
- для отливок - по [7].
Для неферромагнитных материалов поверхности деталей, работающих под давлением и уплотняемых, должны быть проверены капиллярным методом в доступных местах. Для уровней УТТ3 и УТТ4 дополнительно контролируются все детали в доступных местах после окончательной термической и механической обработок по ГОСТ 18442 или [17].
Критерии приемки:
- для поковок - по [3];
- для отливок - по [7].
4.18.2.4.8 Объемный неразрушающий контроль
Каждая деталь должна быть проконтролирована на сплошность в доступных местах радиографическим или ультразвуковым методами. Контроль проводят после окончательной термообработки, за исключением термообработки для снятия внутренних остаточных напряжений или повторного отпуска для снятия твердости.
Ультразвуковой контроль поковок проводят методом отверстия с плоским дном по ГОСТ 24507 или [18] (за исключением метода погружения) и [19]. Ультразвуковой контроль отливок проводят по методу отверстия с плоским дном в соответствии с [7] или [20] (за исключением метода погружения) и [19].
Критерии приемки:
- для поковок - по [3];
- для отливок - по [7].
Радиографический контроль проводят в соответствии с ГОСТ 7512 или [21] при минимальной эквивалентной чувствительности 2 %. Приемлемы источники рентгеновского или гамма-излучения в пределах толщин, ограниченных для каждого метода. Можно использовать методы получения изображения и записи в реальном масштабе времени, когда изготовитель документально гарантирует минимальный уровень эквивалентной чувствительности 2 %.
Критерии приемки:
- для поковок - по [3];
- для отливок - по [7].
4.19 Специальные требования к оборудованию
4.19.1 Тип, конструкция, техническая характеристика и технические требования к фонтанной арматуре должны соответствовать комплекту конструкторской документации, разработанной с учетом настоящих технических требований.
4.19.2 Тип, конструкция, техническая характеристика и технические требования к колонной обвязке должны соответствовать комплекту конструкторской документации, разработанной с учетом настоящих технических требований.
4.19.3 Тип, конструкция, размеры и технические требования к фланцевым соединениям, фланцам, кольцевым прокладкам, шпилькам и гайкам должны соответствовать требованиям ГОСТ 28919.
4.19.4 Коррозионностойкие кольцевые канавки
На деталях, подвергающихся коррозионному воздействию, кольцевые канавки должны быть изготовлены с коррозионностойкой наплавкой. Прочность наносимой наплавки должна быть равной или превышать прочность основного материала детали.
4.19.5 Резьбовые соединения
4.19.5.1 Резьбовые соединения для труб НКТ должны выполняться в соответствии с ГОСТ 633.
4.19.5.2 Резьбовые соединения для обсадных труб должны выполняться в соответствии с ГОСТ 632.
4.19.5.3 Резьбовые соединения, выполняемые по американским стандартам, должны соответствовать требованиям [22].
4.20 Требования к маркировке
Каждое изделие устьевого оборудования должно иметь маркировку на наружной поверхности. Маркировка должна содержать:
- наименование или товарный знак предприятия-изготовителя;
- наименование или условное обозначение;
- температурный диапазон;
- класс материала;
- уровень технических требований.
Оборудование, к которому предъявляются дополнительные требования (ДТ) [SR], должно быть маркировано в соответствии с их количеством (см. таблицы 22 - 26).
Маркировка каждого элемента, работающего под воздействием внутреннего давления, должна содержать рабочее давление, условный проход, а при необходимости, и направление потока.
4.20.2 Идентификация
Каждое составляющее изделие оборудования должно быть маркировано отдельным номером, который должен обеспечить прослеживаемость этого изделия в процессе изготовления.
4.20.3 Метод маркировки
Маркировку (4.20.1) предпочтительно выполнять на фирменной табличке методом электрохимического травления.
Дату изготовления и номер допускается выбивать с небольшим усилием.
На элементах, работающих под воздействием внутреннего давления, маркировка должна быть отлита либо выбита с небольшим усилием. Маркировка должна быть легко различимой с высотой знаков не менее 10 мм (3/8") и расположена там, где позволяют размеры изделия.
4.20.4 Место маркировки
Место маркировки устьевого оборудования и его составных частей приведено в таблице 21.
Таблица 21
|
Место маркировки |
||||
|
Устьевое оборудование |
Соединители и фитинги |
Подвески обсадных колонн и НКТ |
Задвижки и дроссели (штуцеры) |
|
|
Общие технические требования |
Табличка или корпус |
Табличка |
||
|
Наименование или товарный знак |
Табличка или корпус |
Табличка |
Табличка или корпус |
|
|
Наименование или условное обозначение |
Табличка или корпус |
|||
|
Температурный диапазон |
Табличка или корпус |
|||
|
Класс материала |
Табличка |
Корпус |
Табличка |
|
|
Уровень технических требований |
Табличка или корпус |
Табличка |
Табличка или корпус |
|
|
Уровень эксплуатационных требований |
Табличка или корпус |
Табличка |
||
|
Дата изготовления |
Табличка |
Табличка или корпус |
Табличка |
|
|
Рабочее давление |
Корпус |
Табличка |
Корпус |
|
|
Условный проход |
Корпус |
Табличка |
Корпус |
|
|
Условный проход присоединительных фланцев |
Корпус |
Наружный диаметр |
Корпус |
|
|
Скважинная среда |
Табличка или корпус |
|||
Таблица 22 - Дополнительная маркировка устьевого оборудования
|
Место маркировки |
|
|
Тип и номер кольцевой уплотнительной прокладки |
Рядом с каждым соединением |
Таблица 23 - Дополнительная маркировка для соединений и фитингов
|
Маркировка |
Место маркировки |
|
1 Размер уплотнителя (пакера) обсадной колонны |
Табличка или корпус |
|
2 Минимальное вертикальное отверстие |
То же |
Таблица 24 - Дополнительная маркировка для подвесок
|
Маркировка |
Место маркировки |
|
1 Тип и модель обратного клапана |
Табличка |
|
2 Размер обсадной колонны |
» |
|
3 Тип и обозначение уплотнителя обсадной колонны (пакера) |
Табличка или корпус |
|
4 Предельная осевая нагрузка от массы НКТ и обсадной колонны |
То же |
Таблица 25 - Дополнительная маркировка для задвижек и дросселей (штуцеров)
|
Маркировка |
Место маркировки |
|
1 Направление потока жидкости |
Корпус |
|
2 Направление вращения для открытия закрытия |
Маховик |
Таблица 26 - Кольцевые уплотнительные прокладки
|
Место маркировки |
|
|
1 Дата изготовления |
|
|
2 Наименование или тип |
|
|
3 Номер прокладки |
Наружный диаметр прокладки |
|
4 Материал |
|
4.20.4.5 Маркировка шпилек и гаек
Маркировка шпилек - по ГОСТ 28919 или [23], [24], [25].
Маркировка гаек - по ГОСТ 28919 или [26].
4.20.4.6 Маркировка оборудования перед отправкой
Устьевое оборудование в собранном виде должно иметь ярлык или указание в паспорте, на которых указывают:
- дату окончательной приемки;
- наименование сборщика;
- место расположения сборщика.
4.21 Требования к хранению и транспортированию
4.21.1 Защита от коррозии
Перед хранением и транспортированием оборудование должно быть просушено, очищено, смазано и законсервировано.
4.21.1.2 Перед отгрузкой незащищенные металлические поверхности деталей и оборудования должны быть защищены от коррозии средством, которое не теряет коррозионных свойств при температуре выше 50 °С.
4.21.1.3 Незащищенные уплотняющие поверхности должны быть предохранены от механических повреждений.
4.21.2 Кольцевые прокладки
Кольцевые прокладки в период хранения и транспортирования должны быть завернуты антикоррозионным материалом и уложены в ящик.
4.21.3 Защита оборудования для различных уровней технических требований.
4.21.3.1 Для уровней УТТ1 и УТТ2 защита неметаллических материалов должна быть задокументирована изготовителем в технической документации на изделие.
4.21.3.2 Для уровней УТТ3 и УТТ4 защита неметаллических материалов должна быть задокументирована изготовителем в технической документации и должна включать следующие положения:
- хранение на открытом воздухе;
- максимальную температуру, не превышающую минус 50 °С;
- защиту от прямого естественного света;
- хранение, исключающее контакт с жидкостями;
- защиту от повреждения рентгеновским излучением.
4.22 Требования к документации
4.22.1 Общие положения
4.22.1.1 Конструкторская документация
Конструкторская документация должна разрабатываться в соответствии с требованиями ГОСТ 15.001 и правил ЕСКД.
4.22.1.2 Пересмотр конструкторской документации
Конструкторская документация должна пересматриваться и проверяться квалифицированными специалистами и проходить независимую экспертизу.
4.22.1.3 Документация, указанная в настоящем стандарте, должна храниться производителем в течение пяти лет со дня производства и продажи оборудования. Документация должна быть ясной, легко читаемой, воспроизводимой, доступной и защищенной от повреждения, износа или утери. Все записи по контролю качества должны быть подписаны и датированы. Компьютерные записи должны содержать персональный код автора.
По требованию потребителя оборудования, органов надзора или сертификации производитель должен обеспечить доступ к документации для проверки их соответствия настоящему стандарту.
4.22.2 Документация, хранящаяся у производителя
Производитель должен хранить следующую документацию:
а) конструкторскую,
б) конструкторскую поверочную,
в) технические условия,
г) квалификационные записи:
- по сварочным процессам,
- квалификация сварщиков,
- квалификация персонала, проводящего неразрушающий контроль (НРК),
- записи о поверках измерительного и испытательного оборудования;
д) контрольные и испытательные записи, прослеживаемые до оборудования или компонентов, включающие:
- протоколы испытаний материалов (химический анализ, испытания на растяжение, ударную вязкость, проверка твердости),
- записи о поверхностном и/или объемном НРК,
- записи хода испытаний, включающие протоколы нагрузочных испытаний, протоколы гидростатических испытаний давлением и протоколы функциональных испытаний,
- записи о специальных процессах.
Записи о специальных процессах включают в себя действительное время термообработки/графики температур и записи о ремонтах сваркой, как описано в 4.15 - 4.17. Записи должны вестись производителем или организацией, осуществляющей специальный процесс. Эти записи должны быть прослеживаемы до соответствующих компонентов.
4.22.3 Документация, поставляемая с оборудованием
С оборудованием должна поставляться следующая документация:
а) технический паспорт на изделие, включающий:
- подтверждение производителем полного соответствия оборудования техническим требованиям этого документа и требованиям, обусловленным заказом-нарядом. Подтверждение должно отмечать любые замеченные отклонения от установленных требований,
- подтверждение испытаний нагрузкой,
- подтверждение о проведении функциональных испытаний,
- гарантии производителя;
б) руководство по эксплуатации/обслуживанию, которое должно включать в себя, но не ограничивать:
- сборочные чертежи,
- перечень составляющих компонентов,
- характеристики,
- руководство по эксплуатации,
- рекомендуемую частоту обследования в полевых условиях и профилактических работ, способы и критерии приемки,
- перечень запасных частей (не вошедших в сборку компонентов оборудования) и рекомендуемые условия хранения;
в) набор универсальных показателей должен быть определен потребителем в заказе-наряде как дополнительное требование ДТ (SR).
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Рекомендации по определению уровней технических требований (УТТ) к оборудованию
А.1 Технический уровень изделия (УТТ)
А.1.1 Рекомендуемый технический уровень представлен в таблице А.1.
Таблица А.1 - Определение уровней технических требований
|
Уровни технических требований |
||||||
|
Повышенное содержание углекислого газа (СО2) в скважинной среде |
Нет |
Да |
Да |
Да |
Нет |
Да |
|
Повышенное содержание сероводорода (H2S)* в скважинной среде |
Нет |
Нет |
||||
|
Близость жилой зоны* |
Нет |
Да |
|
|||
|
Рабочее давление, МПа: до 35 включительно |
УТТ1 |
УТТ1 |
УТТ2 |
УТТ2 |
УТТ1 |
УТТ3 |
|
Св. 35 до 70 включительно |
УТТ2 |
УТТ2 |
УТТ3 |
УТТ3 |
УТТ3 |
УТТ4 |
|
Св. 70 до 140 включительно |
УТТ3 |
УТТ3 |
УТТ4 |
УТТ4 |
УТТ4 |
УТТ4 |
|
* содержание сероводорода (H2S) в скважинной среде, близость жилой зоны и радиус распространения (ROE) - смотри [3] (приложение А). |
||||||
Условия эксплуатации, предопределяющие уровень технических требований (дерево решений), представлен на рисунке А.1.
УТТ, определенные по таблице А.1, следует рассматривать как минимальные для основных составных частей устьевого оборудования, к которым относят:
- трубную головку;
- подвески насосно-компрессорных труб;
- переводники насосно-компрессорных труб;
- основную стволовую задвижку.
Для остальных составных частей устьевых арматур и других видов добычного устьевого оборудования УТТ могут быть такими или ниже, их выбирает потребитель в зависимости от конкретных условий эксплуатации оборудования.
А.2 Руководство по выбору и приобретению оборудования
А.2.1 Общие положения
А2.1.1 Данное приложение содержит рекомендации по выбору и приобретению устьевого оборудования в соответствии с настоящими требованиями.
А.2.1 Для определения УТТ заказчик заполняет заявку по формам 1 (общую), 2 (для однофланцевой колонной головки), 3 (для двухфланцевой колонной головки), 4 (для фонтанной арматуры).
А2.1.3 Форма записи данных позволят заказчику:
- определиться в необходимых и достаточных требованиях к оборудованию;
- правильно довести эти требования до производителя.
Условия эксплуатации, предопределяющие уровни технических требований (дерево решений)
Рисунок А.1
|
1 Требуется монограмма API: _____________ _______________ да нет 2 Наименование скважины и расположение: _____________________________ 3 Максимальное рабочее давление, МПа: ______________________________ 4 Ожидаемый температурный диапазон: - минимальная температура окружающей среды: _____________________________ - максимальная температура скважинной среды на устье: _____________________________ 5 Ожидаемый состав пластовой жидкости: - СО2, частей на миллион ______________________________ - H2S, частей на миллион ______________________________ - хлориды, частей на миллион ______________________________ - другие компоненты ______________________________ 6 Ожидаемое завершение или будущие ремонтные работы, оказывающие влияние на давление, температуру или скважинную среду: ______________________________ 7 «рН» воды и соляного раствора ______________________________ 8 Требуется стандарт NACE MR01-75 ______________ _______________ да нет 9 Использование ингибитора накипи, парафина, коррозии: - тип ингибитора ______________________________ - порционный или непрерывный ______________________________ 10 Будет ли проводиться кислотная обработка ______________ _______________ да нет Тип кислоты: ______________________________ 11 Ожидаемый дебит: нефть, бар/сутки ______________________________ газ, млн. м3/сутки ______________________________ конденсат, бар/сутки ______________________________ вода, бар/сутки ______________________________ 12 Требование к покрытию оборудования ______________ _______________ да, тип нет 13 Требование по доставке ______________________________ 14 Требование по отгрузке, упаковке, хранению ______________________________ 15 Конструкция скважины
16 Тип заканчивания скважины: - на один горизонт или несколько ______________________________ - обычное или беструбное ______________________________ 17 Контактный телефон заказчика ______________________________ |
ФОРМА 2
(однофланцевая
колонная головка)
|
1 Условный проход верхнего фланца ______________________________ 2 Диаметр боковых отводов ______________________________ 3 Рабочее давление ______________________________ 4 Диаметр кондуктора ______________________________ 5 Диаметр стволового прохода ______________________________ 6 Диаметр эксплуатационной колонны ______________________________ 7 Специальные требования к материалам ______________________________ 8 Уровень технических требований ______________________________ 9 Температурные характеристики ______________________________ 10 Класс материала ______________________________ 11 Скважинная среда ______________________________ 12 Наружное покрытие ______________ _______________ да нет 13 Внутреннее покрытие ______________ _______________ да нет 14 Спускаемый и извлекаемый инструмент ______________________________ |
ФОРМА 3
(двухфланцевая
колонная головка)
|
1 Условный проход фланца колонной головки: ______________________________ - верхнего ______________________________ - нижнего ______________________________ 2 Диаметр бокового отвода ______________________________ 3 Рабочее давление ______________________________ 4 Диаметр технической колонны ______________________________ 5 Диаметр эксплуатационной колонны ______________________________ 6 Диаметр стволового прохода ______________________________ 7 Специальные требования к материалам ______________________________ 8 Уровень технических требований ______________________________ 9 Температурные характеристики ______________________________ 10 Класс материала ______________________________ 11 Скважинная среда ______________________________ 12 Наружное покрытие ______________ _______________ да нет 13 Внутреннее покрытие ______________ ________________ да нет 14 Спускаемый и извлекаемый инструмент ______________________________ |
ФОРМА 4
(фонтанная
арматура)
|
1 Тип арматуры ______________________________ 2 Схема по ГОСТ 13846 ______________________________ 3 Рабочее давление ______________________________ 4 Условный проход: - ствола ______________________________ - боковых отводов елки ______________________________ - боковых отводов трубной головки ______________________________ 5 Условный проход: - верхнего фланца трубной головки ______________________________ - нижнего фланца трубной головки ______________________________ - ствола ______________________________ 6 Специальные требования к материалам ______________________________ 7 Количество и тип задвижек: - стволовых ______________________________ - боковых ______________________________ 8 Диаметр НКТ ______________________________ 9 Общая масса НКТ ______________________________ 10 Уровень технических требований ______________________________ УТТ 11 Уровень технических требований к рабочим характеристикам ______________________________ 12 Температурные характеристики ______________________________ 13 Класс материала ______________________________ 14 Скважинная среда ______________________________ 15 Наружное покрытие ______________ _______________ да нет 16 Внутреннее покрытие ______________ _______________ да нет 17 Спускаемый и извлекаемый инструмент ______________________________ 18 Тип дросселя ______________ _______________ нерегулируемый регулируемый |
ПРИЛОЖЕНИЕ Б
(справочное)
Перевод размеров, выраженных в дюймах, в метрическую систему
Б.1 Пример перевода
Размер 4,31 дюйма перевести в метрическую систему.
Сначала переводят десятичные доли дюйма в точную дробь.
4,31 дюйма = 45/16 дюйма или 4,3125 дюйма.
Полученный эквивалент дюймовый дроби умножают на 25,4 мм, чтобы получить точный размер в миллиметрах
4,3125 ´ 25,4 = 109,5375 мм.
Полученный результат округляют до целого числа, используя известное правило округления
109,5375 » 110 мм.
Таким образом, перевод имеет следующие этапы:
4,31 дюйма = 45/16 дюйма = 4,3125 мм = 109,5375 мм » 110 мм.
Б.2 Номинальные размеры
Округление номинальных размеров отверстий для фланцев приведено в таблице Б.1.
Таблица Б.1
|
мм |
Дюйм |
мм |
Дюйм |
мм |
Дюйм |
мм |
|
|
1 13/16 |
46 |
4 1/16 |
103 |
11 |
279 |
20 3/4 или 21 1/4 |
527 |
|
2 1/16 |
52 |
5 1/8 |
130 |
13 5/8 |
346 |
21 1/4 |
540 |
|
2 9/16 |
65 |
7 1/15 |
179 |
16 3/4 |
425 |
26 1/4 |
680 |
|
3 1/16 или 3 1/8 |
78 |
9 |
228 |
18 3/4 |
476 |
30 |
762 |
Округление номинальных давлений, выраженных в фунтах на квадратный дюйм (PSI) в мегапаскали (МПа) приведено в таблице Б.2.
Таблица Б.2
|
МПа |
|
|
2000 |
13,8 (14,0) |
|
3000 |
20,7 (21,0) |
|
5000 |
34,5 (35,0) |
|
10000 |
69,0 (70,0) |
|
15000 |
103,5 (105,0) |
|
20000 |
138,0 (140,0) |
Б.3 Переводные коэффициенты
ДЛИНА: 1 дюйм Inch (in) = 25,4 миллиметров (мм) точно
ДАВЛЕНИЕ: 1 фунт на квадратный дюйм (psi) = 0,06894757 Bar (Бар)
Примечание - 1 Ваг = 100 килопаскалей (кРа)
ПРОЧНОСТЬ ИЛИ НАПРЯЖЕНИЕ: 1 фунт на квадратный дюйм (psi) = 0,006894757 Мегапаскалей (МПа)
ЭНЕРГИЯ УДАРА: 1 футо - фунт (ft - lb) = 1,355818 Джоулей (Дж)
КРУТЯЩИЙ МОМЕНТ: 1 футо - фунт (ft - Ib) = 1,355818 ньютон-метров (Нм)
ТЕМПЕРАТУРА: Градусы Фаренгейта (F) переводят в градусы Цельсия (°С) по формуле: °С = 5/9 (F-32)
МАССА: 1 фунт (lb) = 0,4535924 килограмм (кг)
СИЛА: 1 фунт - сила (lbf) = 4,44823 ньютона (Н)
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Основные требования к поверочному расчету на прочность узлов и деталей оборудования
В.1 Общие положения
В.1.1 Настоящее приложение регламентирует требования к поверочному расчету по напряжениям узлов и деталей оборудования, работающих под действием статических и квазистатических нагрузок, и оценке напряжений в элементах оборудования.
В.1.2 Если на узлы и детали оборудования, наряду со статическими и квазистатическими нагрузками, действуют циклические нагрузки, необходимо в дополнение к поверочному расчету выполнить расчет этих деталей и узлов на усталость.
В.1.3 Основными расчетными нагрузками являются:
- внутреннее или наружное давление;
- нагрузки от собственного веса и веса присоединенных изделий;
- температурные воздействия;
- вибрационные нагрузки.
В.1.4 Основными расчетными режимами эксплуатации являются:
- рабочие условия;
- условия гидроиспытания;
- условия монтажа, включая натяг болтов и шпилек.
В.1.5 В технически обоснованных случаях может быть проведен дополнительный расчет на нагрузки и режимы эксплуатации, отличные от перечисленных в В.1.3, В.1.4.
В.1.6 При поверочном расчете используют физико-механические свойства основного металла и сварных швов, указанные в государственных или отраслевых стандартах или технических условиях. При поверочном расчете изготовленных ранее узлов и деталей оборудования допускается использовать экспериментально определенные физико-механические свойства, приведенные в сертификатах на примененные материалы.
В.1.7 При проведении поверочного расчета все напряжения в конструкции разделяют на категории. Напряжения, относящиеся к различным категориям, объединяют в группы категорий напряжений, которые сопоставляют с допускаемыми значениями.
В.1.8 Для определения напряжений в узлах и деталях оборудования можно использовать численное моделирование напряженно-деформированного состояния конструкций на ЭВМ с помощью метода конечных элементов и других методов и методик, использующих аналитические методы расчета и экспериментальные исследования. Используемые программы и методики расчета должны быть сертифицированы и утверждены соответствующим образом и согласованы с авторами настоящего стандарта.
Выбранные методы определения напряжений должны учитывать все возможные нагрузки для всех расчетных случаев и давать возможность определить все необходимые расчетные группы категорий напряжений.
Ответственность за правильность выбора того или иного метода расчета, точность моделирования напряженно-деформированного состояния конструкции или экспериментально определенных напряжений несет организация, выполнявшая соответствующий расчет или эксперимент.
В.1.9 Напряжения в элементах конструкции не должны превышать предельные значения, указанные в В.4.
В.1.10 Если в элементах конструкции возникают сжимающие напряжения, в дополнение к требованиям В.1.9, должна быть проведена проверка на устойчивость.
В.2 Термины, используемые при анализе напряжений, и определения
В.2.1 эквивалентная интенсивность сложного напряженного состояния или просто интенсивность напряжения в какой-либо точке конструкции: Напряжение, получаемое, исходя из напряженно-деформированного состояния в данной точке, в соответствии с одной из теорий прочности, и используемое для сравнения с механическими свойствами материала, определенными при испытаниях, проводимых при одноосном нагружении образца.
В.2.2 конструктивный переход: Источник концентрации напряжений или деформаций, оказывающий влияние на относительно большую часть конструкции и воздействующий на общую схему распределения напряжений и деформаций в конструкции. Например, соединение крышки или фланца с корпусом, узлы врезки патрубков, соединение обечаек различного диаметра и толщины и т. д.
В.2.3 местный конструктивный переход: Источник концентрации напряжений или деформаций, воздействующих на относительно небольшой объем материала и не оказывающий существенного влияния на общую схему распределения напряжений и деформаций в конструкции, например галтели небольших радиусов, сварные швы с неполным проплавлением и т. д.
В.2.4 нормальные напряжения: Напряжения, действующие по нормали к плоскости сечения. Обычно распределение нормальных напряжений неоднородно по толщине детали. Постоянная компонента нормального напряжения, равная среднему значению напряжений по толщине сечения, называется мембранным напряжением.
В.2.5 напряжения сдвига: Компоненты напряжений, действующие по касательной к плоскости сечения.
Термические напряжения не относятся к классу первичных напряжений.
В.2.7 вторичные напряжения: Напряжения, возникающие в связи со стесненностью деформаций в конструкции, ограничений деформации прилегающими деталями и связями. В отличие от первичных напряжений, величины вторичных напряжений внутренне ограничены, т. к. их природа связана со стесненностью деформаций в конструкции. Образование локальных пластических зон и небольшие деформации могут приводить к прекращению роста вторичных напряжений. При однократном приложении нагрузки вторичные напряжения, как правило, не могут вызвать разрушение конструкции. Примерами вторичных напряжений являются термические напряжения, напряжения в конструктивных переходах при изгибе и т. д.
В.2.8 Первичные мембранные напряжения подразделяются на общие и местные. К общим первичным мембранным напряжениям относят такие напряжения, распределение относительных величин которых не изменится при переходе материала конструкции в пластическое состояние, например мембранные напряжения в цилиндрических и сферических оболочках.
Напряженная область в
оболочке вращения может рассматриваться как локальная, если расстояние,
на котором интенсивность напряжения превышает 1,1 [s], не распространяется в меридиональном
направлении более чем на ![]() , где R - радиус кривизны срединной
поверхности, s - минимальная толщина
оболочки в рассматриваемой области. Области местных первичных мембранных
напряжений, превышающие 1,1 [s], не должны располагаться в
меридиональном направлении на расстоянии, меньше чем 2,5
, где R - радиус кривизны срединной
поверхности, s - минимальная толщина
оболочки в рассматриваемой области. Области местных первичных мембранных
напряжений, превышающие 1,1 [s], не должны располагаться в
меридиональном направлении на расстоянии, меньше чем 2,5![]() . Примерами локальных первичных мембранных напряжений
являются напряжения в корпусах в местах крепления опор и присоединения
патрубков.
. Примерами локальных первичных мембранных напряжений
являются напряжения в корпусах в местах крепления опор и присоединения
патрубков.
В.3 Определение расчетных напряжений
В.3.1 При поверочном расчете по категориям напряжений определение напряжений производится, исходя из упругой модели работы конструкции.
В.3.2 При определении эквивалентных интенсивностей напряжений допускается использовать теорию максимальных касательных напряжений (теорию Треска - Геста) или теорию удельной энергии формоизменения (теорию Губера - Генки - Мизеса).
Интенсивность напряжений в расчетной точке по теории максимальных касательных напряжений вычисляют по формуле
si = Мах {çs2 - s1ç; çs2 - s3ç; çs3 - s1ç}.
Интенсивность напряжений в расчетной точке по теории удельной энергии формоизменения определяют по формуле
si = ![]()
![]() ,
,
где s1, s2, s3 - главное нормальное напряжение в рассматриваемой точке, т. е. напряжения в трех взаимно перпендикулярных плоскостях, выбранных таким образом, что напряжения сдвига в них равны нулю.
В.3.3 Интенсивность напряжения вычисляют для всех перечисленных в В.2.6 - В.2.9 категорий напряжений в отдельности, после чего значения соответствующих напряжений группируются и суммируются в соответствии с разделом В.4.
В.3.4 Интенсивность мембранных напряжений выводят, исходя из мембранных напряжений, усредненных по толщине сечения.
В.4 Предельная допускаемая интенсивность напряжений
В.4.1 Расчетные напряжения во всех точках конструкции должны соответствовать требованиям таблицы.
|
Категория напряжения |
Первичные |
Вторичные мембранные и изгибные |
Пиковые |
||
|
Общие мембранные |
Местные мембранные |
Изгибные |
|||
|
Символ Предельно допускаемая интенсивность напряжения |
sm
|
sL sВ |
sQ |
sf |
|
|
sm + sL + sВ < 1,5[s] |
|
|
|||
|
sm + sL + sВ + sQ < 3,0[s] |
|
|
|||
|
sm + sL + sВ + sQ + sf < 2,0[sа] |
|
||||
В.4.2 При сравнении расчетных и предельно допустимых значений интенсивностей первичных напряжений и их комбинаций следует определять компоненты напряжений, исходя из величин расчетных нагрузок.
При сравнении расчетных и предельно допустимых значений интенсивностей комбинаций напряжений, включающих вторичные и пиковые напряжения, допускается определять компоненты напряжений, исходя из величин рабочих нагрузок.
В.4.3 Допускается использовать конструкции, в отдельных точках которых суммарная интенсивность первичных и вторичных напряжений превышает предельно допускаемую интенсивность напряжения 3,0 [s], при условии, что прочность конструкции подтверждается упругопластическим расчетом, учитывающим пластические свойства материала.
В.4.4 Оценка интенсивности суммарных первичных, вторичных и пиковых напряжений производится по размаху суммарных напряжений. Допускаемую амплитуду условных упругих напряжений [sа] определяют в соответствии с документацией, утвержденной в установленном порядке.
ПРИЛОЖЕНИЕ Г
(справочное)
Шаблон для проверки соосности стволовых проходов
Соосность стволовых проходов устьевых елок проверяют шаблоном. Размеры шаблонов приведены на рисунке Г.1 и в таблице Г.1.
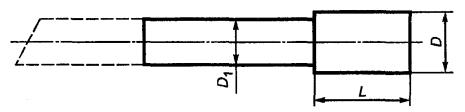
Рисунок Г.1
Таблица Г.1
мм
|
Максимальный диаметр расточки |
L |
D |
D1 |
|
|
40 |
46 |
76 |
45,20 |
38,6 |
|
50 |
52 |
76 |
51,60 |
48,3 |
|
65 |
65 |
76 |
64,30 |
59,7 |
|
80 |
78 |
76 |
77,00 |
73,2 |
|
100 |
103 |
103 |
102,40 |
97,3 |
|
150 |
152 |
152 |
151,60 |
143,3 |
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
Спецификация процесса сварки (СПдС)
|
Наименование предприятия СПС № __________________ Лист ______________ Листов ____________________ ПКП № _________________________________________________________________ Редакция __________________________ Дата введения _________________________ Сварочный процесс (ы) ________________ Виды ______________________________ (автоматическая, ручная, механизированная или полуавтоматическая)
ОСНОВНЫЕ МЕТАЛЛЫ Марка ________________________________ с _____________________________ Толщина (диапазон толщин) _____________________________________________ Диапазон диаметров: при выполнении стыков швов __________________________ при сварке патрубков (штуцеров) _________________________________________ Другое _______________________________________________________________ _____________________________________________________________________
Другое _______________________________________________________________ _____________________________________________________________________ ТЕХНИКА ВЫПОЛНЕНИЯ Узкий или расширенный валик ______________________________________________ узкий расширенный Первичная и межпроходная зачистка _________________________________________ Способ выборки корня шва _________________________________________________ Вылет электрода, мм ____________________________________________________ Многопроходная или однопроходная (для сторон) _____________________________ Другое ____________________:______________________________________________
Прочее _________________________________________________________________ Утвердил: ________________ Подпись _________________ Дата _______________ Проверил: ________________ Подпись _________________ Дата _______________ Составил: ________________ Подпись _________________ Дата _______________
Другое ______________________________________________________________ ____________________________________________________________________
Проверил _______________ Подпись ___________________ Дата _____________ Составил _______________ Подпись ___________________ Дата ______________ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ Е
(рекомендуемое)
Протокол квалификации процедуры сварки (ПКП)
|
|
|
|
|||||||||
|
1 |
ПРОТОКОЛ КВАЛИФИКАЦИИ ПРОЦЕДУРЫ СВАРКИ (ПКП) PROCEDURE QUALIFICATION RECORD (PQR) |
|
Лист |
||||||||
|
2 3 4 |
№ протокола ПКП № спецификации СПС Предприятие-изготовитель |
||||||||||
|
5 |
Дата |
6 |
Способ (ы)сварки |
7 |
Тип сварки |
||||||
|
8 9 |
СОЕДИНЕНИЯ Разделка кромок испытательного образца |
||||||||||
|
10 11 12 |
ОСНОВНОЙ МЕТАЛЛ Марка и спецификация Тип, класс |
||||||||||
|
13 |
Толщина образца |
14 |
Диаметр образца |
||||||||
|
15 |
ПРИСАДОЧНЫЙ МЕТАЛЛ |
|
|
||||||||
|
16 |
Нормативный документ |
|
|
||||||||
|
17 |
Классификация по AWS |
|
|
||||||||
|
18 |
Марка присадочного металла |
|
|
||||||||
|
19 |
Диаметр присадочного металла, мм |
|
|
||||||||
|
20 |
Марка флюса |
|
|
||||||||
|
21 22 23 24 |
ПОЛОЖЕНИЕ Положение кромок ___________________ Направление сварки __________________ Прочее |
25 26 27 28 |
ПОСЛЕСВАРОЧНАЯ Термообработка Температура, °С ______________________ Выдержка ___________________________ Прочее |
||||||||
|
29 30 31 32 |
ПОДОГРЕВ Температура, °С ______________________ Температура между проходами, °С _______ Прочее |
33 34 35 36 37 |
ГАЗ Расход Защита _____________________________ Дополнительная защита выплавленного шва ____________________________________ Защита обратной стороны |
||||||||
|
38 |
ХАРАКТЕРИСТИКИ ЭЛЕКТРОПИТАНИЯ |
||||||||||
|
39 |
Ток постоянный или переменный |
43 |
Размер электрода, мм |
||||||||
|
40 |
Полярность |
44 |
Прочее |
||||||||
|
45 |
СОСТАВИЛ |
46 |
ПРОВЕРИЛ |
||||||||
|
1 |
ПКП № |
2 |
Лист |
|||||||||||||||
|
3 |
ТЕХНИКА ВЫПОЛНЕНИЯ |
|||||||||||||||||
|
4 |
Проход |
|
|
|
8 |
Размер присадочного металла, мм |
|
|
|
|||||||||
|
5 |
Процесс |
|
|
|
9 |
Скорость сварки, м/ч |
|
|
|
|||||||||
|
6 |
Ток, А |
|
|
|
10 |
Колебания электрода |
|
|
|
|||||||||
|
7 |
Напряжение, В |
|
|
|
11 |
Узкий или расширенный валик |
|
|
|
|||||||||
|
12 |
Одно или многопрофильный шов |
13 |
Несколько или один электрод |
|||||||||||||||
|
14 |
ИСПЫТАНИЯ НА ПРОЧНОСТЬ ПРИ РАСТЯЖЕНИИ |
15 |
Отчет № |
|||||||||||||||
|
16 |
Образец № |
|
|
20 |
Предельная полная нагрузка, кг |
|
|
|||||||||||
|
17 |
Ширина, мм |
|
|
21 |
Предельное удельное напряжение, кг/мм2 |
|
|
|||||||||||
|
18 |
Толщина, мм |
|
|
22 |
Тип и место разрушения |
|
|
|||||||||||
|
19 |
Площадь, мм2 |
|
|
|
||||||||||||||
|
23 |
ИСПЫТАНИЯ НА ИЗГИБ С ОПРАВКОЙ |
24 |
Отчет № |
|||||||||||||||
|
25 |
Тип испытаний и № эскиза |
26 |
Результаты |
|||||||||||||||
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|||||||||||||||
|
27 |
ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ |
28 |
Отчет № |
|||||||||||||||
|
29 |
Номер образца |
|
|
|
34 |
Поперечное расширение |
||||||||||||
|
30 |
Место надреза |
ЗТВ |
Ось шва |
ЗТВ |
Ось шва |
ЗТВ |
Ось шва |
35 |
% вязкости излома |
|||||||||
|
31 |
Тип надреза |
|
|
|
36 |
Минимальное значение |
||||||||||||
|
32 |
Температура испытаний, °С |
|
|
|
37 |
Энергия удара |
||||||||||||
|
33 |
Ударная вязкость |
|
|
|
|
|
|
38 |
Разрушение |
|||||||||
|
|
39 |
Без разрушений |
||||||||||||||||
|
40 |
ИСПЫТАНИЯ УГЛОВОГО ШВА |
41 |
Отчет № |
|||||||||||||||
|
42 |
Результат металлического контроля |
|
43 |
Проплавка в основном металле |
|
|
||||||||||||
|
44 |
ПРОЧИЕ ИСПЫТАНИЯ |
|||||||||||||||||
|
45 |
Радиографический контроль |
|
47 |
Отчет № |
|
|
||||||||||||
|
46 |
Металлографический контроль |
|
|
|
|
|
||||||||||||
|
48 |
Фамилия сварщика |
|
49 |
Таблица № |
|
50 |
Клеймо |
|
||||||||||
|
51 |
Мы удостоверяем, что данные, приведенные в этом протоколе, правильны и что испытываемые швы были подготовлены, сварены и испытаны в соответствии с |
|||||||||||||||||
|
52 |
Главный сварщик |
|
|
|
||||||||||||||
ПРИЛОЖЕНИЕ Ж
(обязательное)
Определение понятия однотипных сварных соединений
К однотипным сварным соединениям относят группу сварных соединений, имеющих следующие общие признаки:
а) способ сварки;
б) марка (сочетание марок) основного металла. Допускается объединять в одну группу сварные соединения деталей из сталей различных марок, для сварки которых согласно технологии предусмотрено применение сварочных материалов одних и тех же марок (сочетаний марок);
в) марка (сочетание марок) сварочных материалов. Допускается объединять в одну группу сварные соединения, выполненные с применением различных сварочных материалов, марки (сочетание марок) которых согласно технологии могут использоваться для сварки деталей из одной и той же стали; электроды должны иметь одинаковый вид покрытия по ГОСТ 9466 (основной, рутиловый, целлюлозный, кислый);
г) номинальная толщина свариваемых деталей в зоне сварки. Допускается объединять в одну группу соединения с номинальной толщиной деталей в зоне сварки до 3 мм включительно в пределах одного из следующих диапазонов:
св. 3 до 10 мм включительно;
» 10 » 50 мм »
» 50 мм.
Для угловых, тавровых и нахлесточных соединений указанные диапазоны относятся к привариваемым деталям; толщину основных деталей разрешается не учитывать;
д) радиус кривизны деталей в зоне сварки. Допускается объединять в одну группу сварные соединения деталей с радиусом кривизны в зоне сварки до 12,5 мм включительно (для труб - с половиной наружного номинального диаметра) в пределах одного из следующих диапазонов:
св. 12,5 до 50 мм включительно;
» 50 » 250 мм »
» 250 мм (включая плоские детали).
Для угловых, тавровых и нахлесточных сварных соединений указанные диапазоны относятся к привариваемым деталям;
радиусы кривизны основных деталей разрешается не учитывать;
е) вид сварного соединения (стыковое, угловое, тавровое, нахлесточное). Допускается объединять в одну группу угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений приварки штуцеров (труб) к элементам сосудов;
ж) форма подготовки кромок. Допускается объединять в одну группу сварные соединения с одной из следующих форм подготовки кромок:
с односторонней разделкой кромок и углом их скоса более 8°;
с односторонней разделкой кромок и углом их скоса более 8° включительно (узкая разделка);
с двусторонней разделкой кромок;
без разделки кромок;
з) способ сварки корневого слоя, на остающейся подкладке (подкладном кольце), на расплавляемой подкладке, без подкладки (свободное формирование обратного валика), с подваркой корня шва;
и) термический режим сварки: с предварительным и сопутствующим подогревом, без подогрева, с послойным охлаждением;
к) режим термической обработки сварного соединения.
ПРИЛОЖЕНИЕ З
(справочное)
Библиография
[1] Правила безопасности в нефтяной и газовой промышленности Госгортехнадзор РФ
[2] ПБ 10-115-96 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением Госгортехнадзор РФ
[3] API Spec 6A* Устьевое и фонтанное оборудование. Технические условия (издание 17)
[4] NACE MROI-75* Требования к материалам для нефтяного оборудования стойким к сульфидному растрескиванию
[5] ASTM D 1418* Резина и резиновые сетки - обозначения AWS Американское общество по сварке
[6] ОСТ 24.201.03-90 Сосуды и аппараты стальные высокого давления. Общие технические требования
[7] ПГА 05-82 Правила контроля стальных отливок для атомных установок
[8] ASME т. IX* Квалификация сварки и твердой пайки
[9] AWS* Американское общество по сварке
[10] Правила аттестации специалистов неразрушающего контроля Госгортехнадзора
[11] SNT-TC-IA* Квалификация персонала и сертификация испытаний без разрушения образцов
[12] ASNT* Американское общество по испытаниям без разрушения образца
[13] ASME т. V* Неразрушающие методы испытания. Котлы и сосуды высокого давления. Нормаль
[14] ASTM E 18* Стандартные методы испытаний на твердость по Роквеллу
[15] ASTM Е 10* Стационарные методы испытаний на твердость по Бринеллю металлических материалов
[16] ASTM E 709* Практика проверок и испытаний с использованием магнитных частиц (Метод магнитной дефектоскопии)
[17] ASTM E 165* Методика проведения испытаний методом жидкостного проникновения
[18] ASTM A 388* Практические рекомендации для ультразвуковых испытаний тяжелых стальных поковок
[19] ASTM E 428* Стандартная рекомендуемая практика изготовления и контроля стальных эталонных блоков, используемых при ультразвуковом исследовании
[20] ASTM А 609* Технические условия для ультразвуковых испытаний отливок из углеродистой и низколегированной стали
[21] ASTM E 94* Стандартная практика рентгенографических испытаний
[22] API Spec 5B* Нарезка, калибровка и проверка резьбы обсадных, насосно-компрессорных магистральных трубопроводов
[23] ASTM A 193* Материалы болтовых соединений из легированной и нержавеющей стали для использования при высокой температуре
[24] ASTM A 320* Материалы болтовых соединений из легированной стали для использования при низкой температуре
[25] ASTM A 453* Болтовые материалы для высокой температуры, предел текучести от 345-827 МПа с коэффициентами объемного расширения, сравнимыми с аустенитными сталями
* Оригиналы стандартов находятся во ВНИИКИ и ВНИИНМАШ Госстандарта России.
Ключевые слова: оборудование устьевое нефтепромысловое, колонная головка, трубная головка, моноблок, тройник, крестовина, устройство отбора проб, жидкости; подвеска муфтовая, подвеска клиновая, задвижка, клапан-отсекатель, дроссель, квалификация персонала, дефектоскопия, контроль качества, измерительное и испытательное оборудования, функциональные испытания, проверка работоспособности, гармонизация, сертификация, Американский нефтяной институт, спецификация
СОДЕРЖАНИЕ