МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ,
МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
МЕЖГОСУДАРСТВЕННЫЙ |
ГОСТ |
Горное дело
ПАТРОНЫ ПНЕВМОИМПУЛЬСНЫЕ
Общие технические требования.
Методы испытаний
|
|
Москва |
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Межведомственная комиссия по взрывному делу при Академии горных наук» (ЗАО «МВК по ВД при АГН»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2019 г. № 122-П)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
Минэкономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Киргизия |
KG |
Кыргызстандарт |
|
Россия |
RU |
Росстандарт |
|
Узбекистан |
UZ |
Узстандарт |
(Поправка).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 октября 2019 г. № 984-ст межгосударственный стандарт ГОСТ 34595-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2020 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
Содержание
ГОСТ 34595-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Горное дело
ПАТРОНЫ ПНЕВМОИМПУЛЬСНЫЕ
Общие технические требования. Методы испытаний
Mining. Pneumatic pulse charges. General technical requirements. Test methods
Дата введения - 2020-06-01
1 Область применения
Настоящий стандарт распространяется на пневмоимпульсные патроны (далее - пневмопатроны), предназначенные для разупрочнения массива горных пород в шахтах (рудниках), в том числе в шахтах, опасных по газу и пыли, всех категорий, включая внекатегорные, а также в других отраслях промышленности [для разрушения грунтов на стройплощадках, пробивания отверстий в массиве (грунте), разрыхления смерзшихся сыпучих материалов, интенсификации притока грунтовых вод, нефти в скважинах, разрушения льда вокруг вмерзших в лед судов на причалах портов и др.].
Настоящий стандарт не распространяется на пневмопатроны, производство и модернизация которых освоены до срока введения настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.102 Единая система конструкторской документации. Виды и комплектность конструкторской документации
ГОСТ 2.114 Единая система конструкторской документации. Технические условия
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.602 Единая система конструкторской документации. Ремонтные документы
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.301 Единая система защиты от коррозии и старения (ЕСЗКС). Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.010 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.018 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.044 Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.016-81 Система стандартов безопасности труда. Оборудование компрессорное. Общие требования безопасности
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.101 Система стандартов безопасности труда. Пневмоприводы. Общие требования безопасности к конструкции1)
__________
1) В Российской Федерации действует ГОСТ Р 52869-2007 «Пневмоприводы. Требования безопасности».
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2405 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3134 Уайт-спирит. Технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 8773 Смазка ЦИАТИМ-203. Технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10877 Масло консервационное К-17. Технические условия
ГОСТ 11110 Смазка ЦИАТИМ-202. Технические условия
ГОСТ 13977 Соединения трубопроводов по наружному конусу. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14959 Металлопродукция из рессорно-пружинной нелегированной и легированной стали. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15152 Единая система защиты от коррозии и старения. Изделия резиновые технические для районов с тропическим климатом. Общие требования
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16078 Соединения трубопроводов по внутреннему конусу. Технические требования
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17433 Промышленная чистота. Сжатый воздух. Классы загрязненности
ГОСТ 18460 Пневмоприводы. Общие технические требования
ГОСТ 19537 Смазка пушечная. Технические условия
ГОСТ 20799 Масла индустриальные. Технические условия
ГОСТ 21150 Смазки Литол-24. Технические условия
ГОСТ 22269 Система «Человек - машина». Рабочее место оператора. Взаимное расположение элементов рабочего места. Общие эргономические требования
ГОСТ 22352 Гарантии изготовителя. Установление и исчисление гарантийных сроков в стандартах и технических условиях
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24634 Ящики деревянные для продукции, поставляемой для экспорта. Общие технические условия
ГОСТ 25452 Рукава резиновые высокого давления с металлическими навивками неармированные. Технические условия
ГОСТ 26828 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 30631 Общие требования к машинам, приборам и другим техническим изделиям в части стойкости к механическим внешним воздействующим факторам при эксплуатации
ГОСТ 30869 (ЕН 983:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
ГОСТ 31177 (ЕН 982:1996) Безопасность оборудования. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
ГОСТ 31438.1 (EN 1127-1:2007) Взрывоопасные среды. Взрывозащита и предотвращение взрыва. Часть 1. Основополагающая концепция и методология
ГОСТ 31439 (EN 1710:2005) Оборудование и компоненты, предназначенные для применения в потенциально взрывоопасных средах подземных выработок шахт и рудников
ГОСТ 31441.1 (EN 13463-1:2001) Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 1. Общие требования
ГОСТ 32407 (ISO/DIS 80079-36) Взрывоопасные среды. Часть 36. Неэлектрическое оборудование для взрывоопасных сред. Общие требования и методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 головные образцы продукции: Объекты разработки, выступающие одновременно в роли первых образцов несерийной и мелкосерийной продукции.
3.2 надежность пневмопатрона: Свойство пневмопатрона сохранять во времени в установленных изготовителем пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортирования.
Примечание - Надежность пневмопатрона в условиях применения состоит из: безотказности, долговечности, ремонтопригодности и сохраняемости.
3.3 пневмопатрон: Устройство, осуществляющее взрывоимпульсное воздействие на окружающую среду (горный массив, жидкость и др.) сжатым воздухом высокого давления (или другим инертным газом).
3.4 приемка продукции: Процесс проверки соответствия продукции требованиям, установленным в стандартах, конструкторской, нормативно-технической документации, технических условиях, договоре на поставку, и оформление соответствующих документов.
3.5 рабочее давление срабатывания: Максимальное избыточное давление, возникающее при нормальном протекании рабочего процесса.
3.6
|
электростатическая искробезопасность: Состояние объекта, при котором исключается возможность возникновения пожара или взрыва от разрядов статического электричества. [ГОСТ 12.1.018-93, приложение, пункт 2] |
4 Показатели назначения, основные параметры и размеры
4.1 Пневмопатроны в зависимости от назначения и конструктивного устройства изготавливают следующих типов:
- ПГРА - автоматический пневмопатрон газоразрушающий, срабатывающий при достижении в рабочей полости рабочего давления срабатывания; после срабатывания цикл заполнения автоматически повторяется;
- ПГР - полуавтоматический пневмопатрон газоразрушающий, срабатывающий по команде оператора после набора в рабочей полости рабочего давления срабатывания - в момент сброса давления в подающей магистрали; после срабатывания пневмопатрон может быть заправлен повторно;
- ПГРН - неавтоматический пневмопатрон газоразрушающий, срабатывающий при достижении в рабочей полости рабочего давления срабатывания, при этом происходит срезание диафрагмы (штифта); после срабатывания пневмопатрон должен быть перезаряжен, а поврежденные детали заменены.
4.2 Пневмопатроны состоят из одной или нескольких последовательно соединенных секций. Наполнение рабочих полостей пневмопатронов производится автоматически последовательно при подаче давления в хвостовую секцию: от хвостовой секции к головной. Срабатывание многосекционных пневмопатронов происходит последовательно от хвостовой секции к головной с задержкой по времени. Начало срабатывания хвостовой секции - любое по 4.1.
4.3 Пневмопатроны выпускают различных наружных диаметров, с различным объемом рабочей полости, с различной ориентацией выхлопных отверстий относительно продольной оси каждой секции пневмопатрона, с различными вариантами присоединительных узлов в головной и хвостовой секциях.
4.4 Тип пневмопатрона, исполнение по 4.3 и количество секций выбирают в зависимости от горногеологических условий применения.
Примечание - В угольной промышленности пневмопатроны предназначены для отбойки угля в лавах пологого, наклонного и крутого падения с мощностью пластов от 0,8 м и выше и коэффициентом крепости до f = 2 по шкале Протодьяконова (временное сопротивление на сжатие до 70 МПа), стимуляции выделения газа (дегазации) из угольных пластов при предварительном ослаблении угольного пласта, а также проведения траншей, интенсификации притока грунтовых вод.
4.5 Параметры и размеры пневмопатрона должны соответствовать требованиям технической документации (ТД) изготовителя пневмопатронов конкретного типа и их модификации.
Рекомендуемые показатели указаны в таблице 1.
4.6 Структура условного обозначения пневмопатрона
4.6.1 Структура условного обозначения, указанная на рисунке 2, включает основные параметры пневмопатрона, применяемые при заказе изделия, в технической документации изготовителя при описании характеристик и условий применения.
Таблица 1 - Основные параметры и размеры пневмопатронов
|
Наименование параметра |
Значение |
|
Давление воздуха, МПа (кгс/см2) |
68,6 (700) |
|
Наружный диаметр пневмопатрона, мм |
42; 54; 63; 95 |
|
Ориентация выхлопных отверстий относительно продольной оси секции пневмопатрона*, град |
45°; 90°; 135° |
|
Длина рабочей камеры (секции пневмопатрона в сборе), мм |
400 (800); 700 (1150); 800 (1250); 900 (1350); 1300 (1750); 1500 (2000) |
|
Объем сжатого воздуха в пневмопатроне |
Рисунок 1 |
|
Частота следования импульсов в автоматическом пневмопатроне, Гц |
0,5 |
|
Примечания 1 Угол 0° - направление от отверстий к подающему штуцеру (в хвостовой части пневмопатрона). 2 Масса пневмопатрона указывается в технической документации изготовителя для каждого его типа в зависимости от комплектации. |
|
4.6.2 Условное обозначение автоматического газоразрушающего пневмопатрона наружным диаметром 54 мм, срабатывающего на давлении 300 кгс/см2, состоящего из двух (2) секций, выхлопные отверстия которых ориентированы под углом 45° к оси пневмопатрона в сторону подающего штуцера, длина хвостовой секции 2,00 м, головной - 1,35 м:
Пневмопатрон ПГРА 54-300-2-45(2,00)-45(1,35)
5 Технические требования
5.1 Требования к конструкции
5.1.1 Технические требования на пневмопатроны должны соответствовать настоящему стандарту, [1] - [2] и комплекту документации по ГОСТ 2.102, ГОСТ 2.114, ГОСТ 2.601, ГОСТ 2.602.
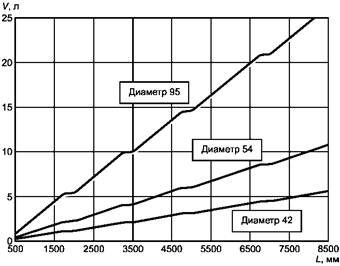
L - длина пневмопатрона, V - объем сжатого воздуха в пневмопатроне
Рисунок 1 - Объем сжатого воздуха в пневмопатронах различного диаметра
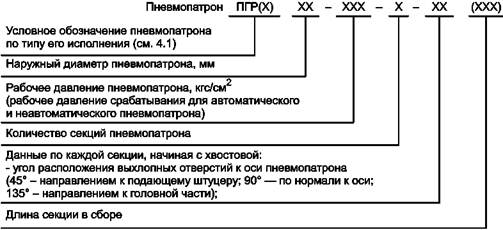
Рисунок 2 - Условное обозначение пневмопатрона
5.1.2 Конструкция пневмопатрона основана на использовании энергии сжатого воздуха высокого давления и состоит из последовательно соединенных камер для сжатого воздуха (рабочей полости) и механизма срабатывания, указанных на рисунке 3.
Рабочая камера с торцов перекрывается хвостовиком 2 со штуцером и разрядной головкой 3 с выхлопными отверстиями. Разрядная головка перекрыта диафрагмой - металлическим срезным диском 4. Пневмопатрон подсоединен к главной магистральной сети сжатого воздуха шлангом высокого давления 5 через отбойный вентиль (заполняющий кран) 6.
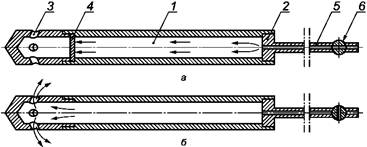
а - заправка
сжатым воздухом пневмопатрона;
б - срабатывание пневмопатрона и выброс сжатого воздуха через выхлопные
отверстия;
1 - рабочая камера сжатого воздуха; 2 - хвостовик со штуцером; 3
- разрядная головка;
4 - механизм срабатывания (срезной диск); 5 - резиновый рукав
высокого давления; 6 - отбойный вентиль
Рисунок
3 - Конструкция пневмопатрона на примере
односекционного неавтоматического пневмопатрона
Пневмопатрон вводится в пробуренный шпур, затем открывается отбойный вентиль управления 6 и пневмопатрон наполняется сжатым воздухом.
При достижении давления воздуха, превосходящем предел прочности металлического срезного диска, происходит прорыв - срезание последнего, т.е. срабатывание пневмопатрона, и воздух устремляется в шпур через выхлопные отверстия. В результате в шпуре возникает высокое давление во время истечения воздуха, приводящее к разрушению массива горных пород.
5.1.3 Изделие состоит из одной или нескольких секций, соединяемых разъемным резьбовым соединением с уплотнительным резиновым кольцом. Каждая секция имеет механизм срабатывания с выхлопными отверстиями и полость для сжатого воздуха высокого давления. Хвостовая секция конструктивно отличается от последующих: имеет присоединительный штуцер для подачи сжатого воздуха и механизм срабатывания, обеспечивающий запуск всего става соединенных секций.
Допускается компоновать между собой секции одного наружного диаметра. При этом ориентация выхлопных отверстий в секциях и длина секций допускаются различными. Таким образом формируются потоки исходящего воздуха встречного, противоположного или нормального направления различной интенсивности. Различные компоновки пневмопатрона осуществляются за счет установки дополнительных секций, что увеличивает длину пневмопатрона, а следовательно, возможность отбойки скважины большей длины. Изменяя расстояние между выхлопными отверстиями за счет применения рабочих камер различной длины, регулируют кусковатость отбиваемого массива и производительность.
Секция с расположением выхлопных отверстий под углом 90° относительно продольной оси пневмопатрона выполняет функцию вспомогательной камеры управляющего устройства и устанавливается последней в многосекционном пневмопатроне.
5.1.4 Головная часть пневмопатрона (головной модуль) закрывается штуцером. Допускается использовать штуцер для крепления конусной направляющей (для облегчения подачи пневмопатрона) либо буровой коронки.
5.1.5 Пневмопатроном управляют дистанционно. Наполнение пневмопатрона сжатым воздухом осуществляется от воздушной магистрали высокого давления, питаемой от компрессора или передвижного трубчатого ресивера через гибкие шланги высокого давления. На подводящей магистрали на расстоянии не ближе 18 - 20 м устанавливают вентиль, которым осуществляют управление.
5.1.5.1 Срабатывание пневмопатрона в автоматическом режиме (для автоматического пневмопатрона) осуществляется путем заполнения става секций сжатым воздухом и достижения установленного давления срабатывания.
Поворотом рукоятки отбойного вентиля в положение «наполнение» пневмопатрон заполняется сжатым воздухом. При этом давление в магистрали контролируют по манометру на 10 % - 15 % больше величины рабочего давления срабатывания. При достижении в рабочей полости давления срабатывания механизм срабатывания открывает выхлопные отверстия, и через них происходит истечение сжатого воздуха из рабочей камеры в скважину в импульсном режиме. После срабатывания пневмопатрона золотники возвращаются в исходное положение, и пневмопатрон готов к повторению цикла.
5.1.5.2 Срабатывание пневмопатрона по команде оператора (для полуавтоматического пневмопатрона) осуществляется путем сброса давления в подающей магистрали.
Поворотом рукоятки трехходового отбойного вентиля в положение «наполнение» пневмопатрон заполняется сжатым воздухом до заданного давления, контролируемого манометром. При повороте рукоятки в положение «сброс» управляющее устройство соединяется с атмосферой. При падении давления на подводящем участке до атмосферного механизм срабатывания открывает выхлопные отверстия, и через них происходит истечение сжатого воздуха из рабочей камеры в скважину в импульсном режиме. После срабатывания пневмопатрона механизм возвращается в исходное положение, и пневмопатрон готов к повторению цикла.
5.1.5.3 Срабатывание пневмопатрона в автоматическом разовом режиме (для неавтоматического пневмопатрона) осуществляется путем заполнения става секций и достижения установленного давления срабатывания.
Поворотом рукоятки отбойного вентиля в положение «наполнение» пневмопатрон заполняется сжатым воздухом. Давление в магистрали контролируют по манометру на 10 % - 15 % больше величины рабочего давления срабатывания. При достижении в рабочей полости давления срабатывания происходит срезание диафрагмы (штифта), прорыв и через выхлопные отверстия - истечение сжатого воздуха из рабочей камеры в скважину в импульсном режиме. После срабатывания пневмопатрон извлекают, а поврежденные детали заменяют.
5.1.6 Время наполнения сжатым воздухом пневмоимпульсных пневмопатронов зависит от объемов их рабочей камеры. При рабочем давлении 70 МПа оно колеблется в пределах от 4 с до 30 с и контролируется по показаниям манометра на подающей магистрали.
Время срабатывания полуавтоматического пневмоимпульсного пневмопатрона от момента поворота рукоятки отбойного вентиля в положение «сброс» при длине участка воздухопровода между отбойным вентилем и пневмопатроном, равной 20 - 50 м, колеблется в пределах 4 - 15 с.
5.1.7 Изменение конструкции серийно выпускаемых пневмопатронов производится в установленном порядке1), утвержденном органами надзора (контроля) стран - членов Таможенного союза и Евразийского совета по стандартизации, метрологии и сертификации (ЕАСС).
_________
1) В Российской Федерации действуют:
- РД 05-447-02 Положение о порядке изменений конструкций отдельных экземпляров оборудования, используемого на угольных и сланцевых шахтах, утвержденное Постановлением Госгортехнадзора России от 28 июня 2002 г. № 40;
- Федеральные нормы и правила в области промышленной безопасности «Правила проведения экспертизы промышленной безопасности», утвержденные Приказом Федеральной службы по экологическому, технологическому и атомному надзору от 14 ноября 2013 г. № 538 (с изменениями на 28 июля 2016 г.).
Вносить изменения в изделие без согласия изготовителя не допускается.
5.1.8 Детали пневмопатрона не должны иметь внутренних и наружных дефектов (трещин) и остаточных деформаций. На открытых поверхностях деталей пневмопатрона не допускается наличие трещин, раковин, свищей и др. дефектов.
Исправлять дефекты сваркой или подчисткой не допускается.
На поверхности резьбы не допускаются заусенцы, вмятины, выкрашивания.
Уплотнительные металлические поверхности деталей не должны иметь трещин, рисок, вмятин и др. дефектов.
5.1.9 Термически обработанные детали должны быть очищены от окалины, грязи и масла.
5.1.10 Вид уплотнения неподвижных соединений по внутреннему конусу пневмопатрона должен соответствовать ГОСТ 16078, а по наружному конусу - ГОСТ 13977.
5.1.11 Притираемые детали механизма срабатывания следует притирать по поверхности сопрягаемой детали до появления сплошного пояска шириной 0,5 - 0,8 мм.
5.1.12 Все уплотнения во всем диапазоне рабочих давлений пневмопатронов должны быть герметичны.
5.1.13 Проверку на герметичность и работоспособность пневмопатрона следует проводить через каждые шесть месяцев его эксплуатации.
5.1.14 Пневмопатроны, предназначенные для работы в условиях циклических и знакопеременных нагрузок, должны быть рассчитаны на прочность с учетом этих нагрузок. При расчете конструктивных параметров пневмопатронов на прочность значение максимального рабочего давления принимают равным 70 МПа.
5.2 Требования к материалам и покупным изделиям
5.2.1 Требования к качеству изготовления и свойствам материалов, применяемых при изготовлении пневмопатрона и его составляющих деталей, устанавливает изготовитель с учетом требований настоящего стандарта, норм и правил государственных органов контроля и технологического регламента изготовления, а также по сертификатам поставки [сертификат на выпуск и применение в условиях шахт (рудников), опасных по газу и пыли] или документам лабораторных испытаний.
5.2.2 Изготовитель пневмопатрона в порядке выборочного контроля производит определение марки материала независимо от наличия сертификата.
5.2.3 Детали пневмопатрона следует изготавливать из стойких к коррозии материалов или они должны иметь антикоррозийные покрытия.
Элементы механизма пневмопатрона, контактирующие с окружающей средой, следует покрывать гальваническим покрытием по ГОСТ 9.301.
5.2.4 Конструкция пневмопатрона должна обеспечивать достаточную механическую прочность за счет изготовления деталей из легированных сталей по ГОСТ 4543 и соответствующей термической обработки.
Пружины для механизма срабатывания пневмопатрона следует изготавливать из рессорно-пружинной углеродистой и легированной стали по ГОСТ 14959 с гальваническим покрытием по ГОСТ 9.301.
Допускается изготавливать детали из сталей других марок с аналогичными физико-механическими свойствами, не ухудшающими качество пневмопатрона.
5.2.5 Применяемые материалы и покрытия должны быть совместимы между собой и со смазочными материалами, а также обеспечивать работоспособность.
5.2.6 Физические и химические свойства материалов не должны изменяться под воздействием сжимаемого газа.
5.2.7 В конструкции пневмопатрона должны использоваться материалы, обеспечивающие фрикционную и электростатическую искробезопасность.
5.2.8 Сборочные единицы, детали и комплектующие изделия, входящие в конструкцию пневмопатрона, изготовленные полностью или частично из неметаллических материалов, должны удовлетворять требованиям электростатической искробезопасности по ГОСТ 31441.1, ГОСТ 32407.
Электростатическая искробезопасность обеспечивается за счет предупреждения возникновения разрядов статического электричества, способных стать источником зажигания.
5.2.9 В пневмопатронах климатического исполнения Т по ГОСТ 15150 должны применяться резиновые кольца (прокладки) по ГОСТ 15152, подлежащие замене каждые 12 месяцев начиная с даты отгрузки.
5.2.10 Соударяющиеся детали пневмопатрона, предназначенные для работы во взрыво- и пожароопасных условиях, следует изготавливать из материалов, не допускающих образование искр, по ГОСТ 32407.
5.2.11 Пневмопатроны не должны содержать материалы, которые при изменении своих характеристик под влиянием температуры окружающей среды и условий эксплуатации, а также в сочетании с другими материалами снижают уровень взрывозащиты оборудования.
5.3 Требования надежности
5.3.1 Пневмопатроны относятся к ремонтируемым изделиям.
5.3.2 При конструировании пневмопатрона необходимо соблюдать требования технологичности изготовления, ремонтопригодности, монтажа и демонтажа.
5.3.3 Пневмопатроны должны обеспечивать производство за срок службы, равный 2000 циклам срабатывания, при этом допускается замена деталей запасными частями от изготовителя.
Наработка пневмопатрона на отказ - 100 циклов срабатывания.
Средняя наработка на отказ, в часах, и 80 %-ный ресурс до первого капитального ремонта уточняются в ТД изготовителя на пневмопатроны конкретных типов.
5.3.4 Критерии (категории) отказов и предельных состояний (допустимый износ деталей) устанавливают в руководстве изготовителя по эксплуатации на пневмопатрон конкретного типа.
Критерии определения предельного состояния пневмопатрона (кроме установленных соответствующими правилами безопасности):
- снижение запаса прочности деталей (вследствие коррозионного и механического износа) при максимальных нагрузках относительно нормативной;
- наличие внутренних и наружных дефектов (трещин, сколов и пр.), остаточных деформаций;
- нарушение герметичности;
- неработоспособность механизма срабатывания;
- достижение полного срока службы;
- нечитаемость заводской маркировки.
Примечания
1 Критерием предельного состояния пневмопатрона, его сборочных единиц и деталей является состояние, при котором эксплуатация пневмопатрона или сборочных единиц становится невозможной или небезопасной без проведения текущих ремонтов, замены отдельных составных частей или списания пневмопатрона в целом.
2 Предельным состоянием пневмопатрона является следующее: состояние, при котором дальнейшая его эксплуатация прекращается при невозможности выполнения заданных функций; неустранимое нарушение требований безопасности; неустранимое изменение значений заданных параметров.
5.3.5 В руководстве по эксплуатации на пневмопатрон конкретного типа приводят перечень быстроизнашиваемых деталей с указанием среднего ресурса каждой детали.
5.3.6 Расчетный срок службы пневмопатрона - 10 лет. При достижении этого срока пневмопатрон изымается из эксплуатации.
5.4 Требования взаимозаменяемости и совместимости
5.4.1 Комплекты запасных сборочных единиц и деталей пневмопатрона должны иметься в наличии и при ремонте обеспечивать полную взаимозаменяемость без селективного подбора.
5.4.2 По требованию потребителя изготовитель (поставщик) обеспечивает поставку запасных частей в течение всего срока службы пневмопатрона. Применение запасных частей иных изготовителей должно осуществляться по согласованию с изготовителем пневмопатрона.
5.5 Требования стойкости к внешним воздействиям
5.5.1 Требования стойкости к внешним воздействиям должны соответствовать ГОСТ 30631.
5.5.2 Пневмопатроны изготавливают в следующих климатических исполнениях:
- У - для районов с умеренным климатом, категория размещения 5 по ГОСТ 15150;
- Т - для районов с сухим и влажным тропическим климатом, категория размещения 5 по ГОСТ 15150.
Температура окружающей среды для исполнений:
- У - от минус 40 °С до плюс 35 °С;
- Т - от 1 °С до 35 °С.
Примечание - Рекомендуется ограничить температурный диапазон эксплуатации пневмопатронов температурой до минус 40 °С или применять холодоустойчивые марки сталей.
Относительная влажность воздуха - 97 % - 100 % при температуре 25° С.
5.5.3 Поверхности деталей пневмопатронов, соприкасающиеся со сжатым воздухом, должны быть стойкими к воздействию загрязнителей сжатого воздуха.
5.5.4 Пневмопатроны должны сохранять прочность при статическом пробном давлении не менее 1,5 Pном по ГОСТ 184601).
_________
1) В Российской Федерации также действует ГОСТ Р 52869-2007 «Пневмоприводы. Требования безопасности».
5.5.5 Сжатый воздух, подводимый к пневмопатрону, должен быть не выше 10-го класса загрязненности по ГОСТ 174332).
_________
2) В Российской Федерации также действует ГОСТ Р 50555-93 «Промышленная чистота. Классы чистоты газов».
5.5.6 Защита от коррозии и старения пневмопатрона должна соответствовать ГОСТ 9.104.
5.5.7 Перед сборкой все детали пневмопатрона должны быть покрыты маслом консервационным К-17 по ГОСТ 10877.
5.5.8 Пневмопатроны в упаковке при транспортировании должны выдерживать без повреждений:
- вибрацию частотой 80 - 120 уд./мин, с ускорением 30 м/с2;
- воздействие температур от минус 40 °С до плюс 35 °С;
- воздействие относительной влажности 80 % при температуре 25 °С.
5.5.9 Требования стойкости к внешним воздействиям пневмопатронов, поставляемых на экспорт, должны уточняться в контракте на поставку.
5.6 Требования технологичности
5.6.1 Конструкция пневмопатрона должна обеспечивать максимальную унификацию различных модификаций одного типоразмера.
5.6.2 Должен быть обеспечен доступ к механизму пневмопатрона для замены деталей и проведения технического обслуживания (смазки, контроля) в минимальное время.
5.7 Требования эргономики
Требования эргономики к пневмопатрону должны соответствовать ГОСТ 12.2.049, ГОСТ 22269 и учитываться для всех операций по управлению, эксплуатации, техническому обслуживанию и ремонту пневмопатрона.
6 Требования безопасности
6.1 При разработке (проектировании) пневмопатрона следует идентифицировать возможные виды опасности на всех стадиях его жизненного цикла, при этом требования безопасности должны соответствовать требованиям настоящего стандарта, ГОСТ 12.1.004, ГОСТ 12.1.005, ГОСТ 12.1.010, ГОСТ 12.1.012, ГОСТ 12.1.018, ГОСТ 12.1.044, ГОСТ 12.2.003, ГОСТ 12.2.061, ГОСТ 12.2.101, ГОСТ 12.3.002, ГОСТ 30869, ГОСТ 31177, ГОСТ 31438.1, ГОСТ 31439, ГОСТ 31441.1, [1] - [2]3).
__________
3) В Российской Федерации также действуют:
- Федеральные нормы и правила в области промышленной безопасности «Правила безопасности в угольных шахтах», утвержденные Приказом Федеральной службы по экологическому, технологическому и атомному надзору от 19 ноября 2013 г. № 550 (в редакции от 25 сентября 2018 г.).
- Федеральные нормы и правила в области промышленной безопасности «Правила безопасности при ведении горных работ и переработке твердых полезных ископаемых», утвержденные Приказом Федеральной службы по экологическому, технологическому и атомному надзору от 11 декабря 2013 г. № 599;
- ГОСТ Р 54522-2011 «Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность. Расчет цилиндрических обечаек, днищ, фланцев, крышек. Рекомендации по конструированию»;
- ГОСТ Р 54803-2011 «Сосуды стальные сварные высокого давления. Общие технические требования».
6.2 На территории государств - членов Таможенного союза или Евразийского совета по стандартизации, метрологии и сертификации (ЕАСС) при экспортной поставке подтверждение соответствия пневмопатрона требованиям Технических регламентов [1] - [2] осуществляется в форме сертификации.
6.3 Пневмопатроны, предназначенные для применения в подземных горных выработках шахт (рудников), опасных по газу и/или пыли, должны соответствовать требованию к оборудованию группы I с уровнем взрывозащиты Mb согласно ГОСТ 31441.1.
6.4 В процессе эксплуатации должны обеспечиваться герметичность и динамическая прочность пневмопатрона в соответствии с требованиями 5.1.14; 11.2.5.
6.5 Управление пневмопатронами осуществляется дистанционно, позволяя производить безопасное многократное пневмоимпульсное воздействие.
6.6 Пиковые нагрузки при пульсациях давления в пневмосистеме не должны превышать максимального рабочего давления, установленного в технической документации изготовителя на конкретный тип пневмопатрона.
6.7 Конструкция органов управления пневмопатронов должна исключать самопроизвольное срабатывание пневмопатрона и для этого снабжается:
- устройствами для полного снятия давления воздуха и предотвращающими увеличение давления выше предельно допустимых значений;
- манометром с нанесенной на шкале красной чертой, соответствующей максимально допустимому рабочему давлению.
6.8 Конструкция органов управления пневмопатрона, регулировка которых может привести к аварийному состоянию, должна предусматривать их фиксацию после регулировки.
6.9 Для обозначения функций органов управления следует применять символы и надписи, стрелки, указывающие направление вращения крана для открытия и закрытия запорного устройства.
6.10 При демонтаже пневмопатронов не допускается их падение.
7 Комплектность
7.1 В комплект поставки пневмопатрона входит:
- пневмопатрон в сборе;
- запасные части, инструменты и принадлежности (ЗИП), сменные части по ведомости согласно требованиям ГОСТ 2.601.
Примечание - Секции многосекционного пневмопатрона допускается поставлять раздельно.
7.2 К комплекту поставки пневмопатрона прилагают эксплуатационную документацию (паспорт, техническое описание и руководство по эксплуатации, сервисная книга, формуляр) по ГОСТ 2.601.
7.3 Число секций, входящих в состав пневмопатрона, указывают в паспорте и уточняют в каждом конкретном договоре (контракте) на поставку.
7.4 Комплектность пневмопатронов, предназначенных для экспорта или разработанных по специальному заказу, должна соответствовать требованиям заказа или контракта на поставку.
7.5 К пневмопатрону по специальной поставке должны прилагаться рукава высокого давления по ГОСТ 254521) и отбойный вентиль, которые в комплект общей поставки пневмопатрона не входят.
__________
1) В Российской Федерации также действует ГОСТ Р 55735-2013 «Рукава шахтные резиновые высокого давления с металлическими навивками и металлическими оплетками с концевой арматурой. Требования безопасности и методы испытаний».
8 Маркировка
8.1 Пневмопатроны должны иметь хорошо различимую четкую и нестираемую маркировку в течение всего срока их службы.
8.2. Маркировка наносится непосредственно на поверхность пневмопатрона прессованием, выдавливанием, выбиванием или иным способом по ГОСТ 26828, исключающим ее повреждение, и должна содержать следующее:
- наименование изготовителя и/или товарный знак;
- условное обозначение пневмопатрона;
- специальный знак взрывобезопасности «Ex» согласно Техническому регламенту [2], маркировку группы оборудования и уровня взрывозащиты по ГОСТ 31441.1;
- порядковый номер пневмопатрона по системе нумерации изготовителя (или, при наличии, серийный номер);
- рабочее давление пневмопатрона;
- месяц и год выпуска.
При нанесении маркировки не допускается нарушение целостности или герметичности пневмопатрона.
8.3 Место нанесения маркировки должен определять изготовитель, а также указывать его в эксплуатационной документации пневмопатрона.
На изделие, состоящее из нескольких секций, маркировку следует наносить на хвостовую секцию.
8.4 Пневмопатроны, соответствующие требованиям Технических регламентов [1] - [2] и прошедшие процедуру подтверждения соответствия, маркируют единым знаком обращения продукции на рынке государств - членов Таможенного союза или Евразийского совета по стандартизации, метрологии и сертификации (ЕАСС)1) рядом с основной маркировкой на изделие.
__________
1) В Российской Федерации изделия, прошедшие оценку соответствия, маркируют по ГОСТ Р 50460-92 «Знак соответствия при обязательной сертификации. Форма, размеры и технические требования».
8.5 Маркировку допускается дополнять другими сведениями, например ссылкой на настоящий стандарт, климатические условия, страну изготовителя, датой окончания срока эксплуатации.
8.6 Транспортная маркировка груза - по ГОСТ 14192, должна наноситься на каждое грузовое место. Транспортная маркировка груза содержит:
- манипуляционные знаки: «Место строповки», «Верх», «Центр тяжести»;
- информационные надписи [массы брутто и нетто грузового места в килограммах; габаритные размеры грузового места (длина, ширина, высота в сантиметрах)].
8.7 Комплектующие элементы пневмопатрона маркируют в соответствии с договором на поставку (контрактом). Маркировка обеспечивает их идентификацию.
9 Требования к консервации, упаковке, транспортабельности, хранению и утилизации
9.1 Перед упаковкой в транспортную тару или на хранение пневмопатроны подвергаются консервации методом нанесения консервационной смазки в соответствии с требованиями ГОСТ 9.014 на срок хранения до двух лет. Условная группа хранения 5 (ОЖ4) по ГОСТ 15150.
9.2 Консервации подлежат все составные части пневмопатрона, их доступные для консервации и расконсервации поверхности из черных и цветных металлов, не защищенные постоянным покрытием, поверхности с гальваническими и не окрашиваемыми металлическими и неметаллическими покрытиями, сопрягаемые поверхности и поверхности трения, поверхности резьбы.
9.3 Для консервации допускается применять смазки ЦИАТИМ-202 по ГОСТ 11110, ЦИАТИМ-203 по ГОСТ 8773, Литол-24 по ГОСТ 21150 или смазку пушечную по ГОСТ 19537 из расчета 0,2 кг на 1 м2 покрываемой поверхности.
9.4 Расконсервацию следует производить удалением консервирующей смазки с помощью ветоши, смоченной бензином или уайт-спиритом по ГОСТ 3134.
9.5 При консервации отдельных секций изделия должны приниматься меры предупреждения попадания инородных предметов, грязи и влаги внутрь изделия.
9.6 При транспортировании пневмопатроны упаковывают в ящики III типа по ГОСТ 2991, в случае экспортной поставки - по ГОСТ 24634.
В каждый ящик вкладывается упаковочный лист с перечнем содержимого ящика с нанесением на ящик маркировки в соответствии с ГОСТ 14192. Упаковочный лист вкладывается в герметичный пакет из пленки полиэтиленовой по ГОСТ 10354.
9.7 Упаковка должна исключать возможность механических повреждений при транспортировании и попадания инородных предметов, грязи и влаги внутрь изделия.
9.8 Пневмопатроны, транспортируемые в районы Крайнего Севера и приравненные к ним местности, должны упаковываться по ГОСТ 15846.
9.9 Эксплуатационную и товаросопроводительную документацию на весь комплект изделия вкладывают в герметичный пакет из пленки полиэтиленовой по ГОСТ 10354. Пакет вкладывают в один из ящиков, на который наносится надпись «Документация здесь» в соответствии с ГОСТ 23170.
9.10 Транспортирование пневмопатронов допускается без ограничения дальности перевозок любым видом транспорта. Транспортирование пневмопатронов осуществляют в соответствии с правилами, действующими на данном виде транспорта. Условия транспортирования не ниже группы 5 (ОЖ4) по ГОСТ 15150.
9.11 Пневмопатроны должны транспортировать в собранном виде. Изделия, состоящие из нескольких секций, допускается упаковывать в разобранном состоянии - отдельно каждую секцию, изолировав места сопряжения секций.
9.12 Транспортирование пневмопатронов должно производиться с соблюдением следующих требований:
- изделие должно быть надежно закреплено внутри тары;
- при погрузке и разгрузке не допускается бросать и кантовать изделие, закрепленное внутри тары.
9.13 Пневмопатроны должны храниться в отапливаемых и вентилируемых складских помещениях при температуре воздуха от 1 °С до 35 °С и относительной влажности до 80 % при температуре 25 °С. Группа условий хранения С по ГОСТ 15150. В воздухе не допускается содержание агрессивных примесей (кислотных, щелочных и других), вызывающих коррозию.
9.14 Пневмопатроны следует подготавливать к хранению в соответствии с руководством изготовителя по эксплуатации.
Пневмопатроны с продолжительностью нерабочего периода до двух месяцев поставляют на кратковременное хранение, а с более продолжительным нерабочим периодом - на длительное хранение по 9.1, а для запасных частей - три года.
9.15 Не допускается разукомплектовывать пневмопатроны, находящиеся на хранении.
9.16 Расконсервацию следует проводить в соответствии с требованиями ГОСТ 9.014 и эксплуатационной документацией изготовителя.
9.17 Допускается утилизация пневмопатронов на полигоне промышленных отходов в соответствии с нормативными документами1), национальными нормами, т.к. они не относятся к опасной продукции.
__________
1) В Российской Федерации действуют:
- СанПиН 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления. Санитарно-эпидемиологические правила и нормативы, утвержденные Главным государственным санитарным врачом Российской Федерации, от 30 апреля 2003 г. № 80»;
- ГОСТ Р 52108-2003 «Ресурсосбережение. Обращение с отходами. Основные положения».
10 Правила приемки
10.1 Пневмопатроны до их отгрузки, передачи или продажи потребителю (заказчику) подлежат приемке с целью удостоверения их годности для использования в соответствии с требованиями настоящего стандарта, ТД на пневмопатроны и/или договоров, контрактов.
В соответствии с ГОСТ 15.3092) пневмопатроны подлежат следующим испытаниям:
- предварительным и приемочным испытаниям - головные образцы;
- приемо-сдаточным, периодическим, сертификационным и, при необходимости, типовым испытаниям - серийные образцы.
__________
2) В Российской Федерации также действует ГОСТ Р 15.301 «Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство».
10.2 Категория испытаний - по ГОСТ 16504.
10.3 Пневмопатроны, предъявленные на испытания, должны быть приняты отделом технического контроля (ОТК) изготовителя и укомплектованы в соответствии с требованиями настоящего стандарта и договора на поставку.
10.4 Предварительные испытания проходят все образцы и/или партия пневмопатронов с целью предварительной оценки их соответствия требованиям ТД и конструкторской документации (КД), а также для определения готовности опытного образца к приемочным испытаниям.
При предварительных испытаниях определяют все показатели, указанные в таблицах 1 и 2, за исключением показателей ресурса.
Таблица 2 - Программа испытаний
|
Контролируемый параметр |
Испытания |
|||||
|
Предварительные |
Приемочные |
Приемо-сдаточные |
Периодические |
Сертификационные |
Типовые |
|
|
Качество сборки |
+ |
+ |
+ |
+ |
+ |
+ |
|
Размеры пневмопатрона: |
||||||
|
- наружный диаметр; |
+ |
+ |
+ |
+ |
+ |
+ |
|
- длина; |
+ |
+ |
+ |
+ |
+ |
+ |
|
- длина и диаметр рабочей полости |
+ |
+ |
+ |
+ |
+ |
+ |
|
Длина механизма срабатывания, мм: |
||||||
|
- хвостовой секции; |
+ |
+ |
+ |
+ |
+ |
+ |
|
- промежуточной секции |
+ |
+ |
+ |
+ |
+ |
+ |
|
Прочность и наружная целостность |
+ |
+ |
+ |
+ |
+ |
+ |
|
Герметичность |
+ |
+ |
+ |
+ |
+ |
+ |
|
Функционирование (работоспособность) |
+ |
+ |
+ |
+ |
+ |
+ |
|
Соответствие уровня взрывозащиты |
- |
- |
- |
- |
+ |
- |
|
Ресурс |
- |
- |
+ |
+ |
- |
+ |
|
Масса |
- |
+ |
+ |
+ |
- |
+ |
В процессе предварительных испытаний устраняют все выявленные недостатки конструкции и качества изготовления. После устранения выявленных недостатков испытания повторяют в полном объеме.
10.5 Приемочным испытаниям следует подвергать опытные образцы и/или партии пневмопатронов, модернизированных пневмопатронов с целью решения вопроса о целесообразности постановки этой продукции на производство и/или использования по назначению.
При проведении приемочных испытаний определяют все показатели, указанные в технической характеристике пневмопатрона (см. таблицы 1 - 2), в том числе показатели надежности, удобство обслуживания, текущего ремонта и потребности в запасных частях.
Приемочные испытания пневмопатрона проводят как на стендах, так и в шахтных условиях.
Приемочные испытания должна проводить приемочная комиссия, в состав которой входят разработчик, изготовитель, заказчик (потребитель), представители независимых аккредитованных испытательных центров и органов надзора (контроля).
Программу и методику приемочных испытаний разрабатывает изготовитель пневмопатрона и согласовывает ее с приемочной комиссией в зависимости от новизны пневмопатрона или характера и объема модернизации.
10.6 Пневмопатроны, выпускаемые серийно, подвергаются изготовителем приемо-сдаточным и периодическим испытаниям.
10.7 Приемо-сдаточным испытаниям подвергается каждый изготовленный пневмопатрон, на соответствие требованиям таблиц 1 - 2.
10.8 Пневмопатроны считаются прошедшими испытания, если они выдержали приемо-сдаточные испытания и на них оформлены документы, удостоверяющие их приемку.
10.9 Периодические испытания следует проводить с целью контроля стабильности качества пневмопатрона и возможности продолжения его выпуска.
Испытаниям подвергают по три образца из каждой партии, состоящей из 50 штук каждого типоразмера пневмопатрона, прошедших приемо-сдаточные испытания по программе и методике типовых испытаний (кроме проверки на соответствие изготовленного пневмопатрона по чертежам), не реже одного раза в два года.
10.10 При периодических испытаниях проверяют соответствие пневмопатрона требованиям, указанным в таблице 2.
10.11 Если при периодических испытаниях пневмопатроны не удовлетворяют требованиям одного из пунктов программы испытаний, испытания по этому пункту повторяют на удвоенном количестве образцов.
Если при повторных испытаниях тот же дефект имеется на одном пневмопатроне, то их выпуск прекращают до устранения дефекта и получения удовлетворительных результатов испытаний.
10.12 Типовые испытания пневмопатронов должен проводить изготовитель при внесении в конструкцию или технологию изготовления существенных изменений, влияющих на показатели качества, для оценки эффективности и целесообразности внесенных изменений.
Проведение типовых испытаний, количество образцов испытываемых изделий и объем испытаний должен устанавливать изготовитель в зависимости от характера внесенных изменений. Обязательным условием проведения типовых испытаний является определение показателя надежности - наработка на отказ.
10.13 Протоколы типовых и периодических испытаний представляют потребителю по его требованию.
10.14 Сертификационным испытаниям подвергают пневмопатроны при постановке на серийное производство или при продлении сертификата Таможенного союза при смене производственной площадки.
Сертификационные испытания проводят в установленном порядке1), утвержденном органами надзора (контроля) стран - членов Таможенного союза или Евразийского совета по стандартизации, метрологии и сертификации (ЕАСС).
__________
1) В Российской Федерации подтверждение соответствия проводят согласно Федеральному закону от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании».
Параметры и показатели пневмопатронов, проверяемых при сертификационных испытаниях, и методы их проверки должны соответствовать требованиям настоящего стандарта.
Перед проведением сертификационных испытаний пневмопатрона следует проводить экспертизу его технической документации и входящих в него комплектующих изделий на соответствие требованиям безопасности, установленным настоящим стандартом.
10.15 Программа испытаний, приведенная в таблице 2, по видам и составу проверяемых показателей должна соответствовать требованиям настоящего стандарта на конкретное изделие.
11 Методы испытаний и контроля
11.1 Общие требования к условиям и средствам испытаний
11.1.1 Условия испытаний пневмопатронов конкретного типа или его модификации должны соответствовать или быть максимально приближены к области их применения.
Перед началом проведения испытаний пневмопатрон должен быть подготовлен к работе согласно требованиям эксплуатационной документации на конкретный тип или его модификации.
11.1.2 Общие требования к сертификационным испытаниям пневмопатронов для применения во взрывоопасных средах согласно Техническому регламенту [2] - по ГОСТ 31441.1, ГОСТ 32407.
11.1.3 Испытательное оборудование и стенды, применяемые при проведении испытаний пневмопатронов, должны иметь паспорт и быть аттестованы.
11.1.4 Испытательные стенды должны быть оборудованы предохранительными устройствами, настроенными на давление кратковременной перегрузки.
11.1.5 Приемо-сдаточные и предварительные испытания проводят на стендах и площадках ОТК изготовителя. Допускается задействовать стенды других организаций, о чем делается отметка в программе и методике испытаний.
11.1.6 Применяемые средства испытаний, измерений и контроля, а также методика измерений и контроля должны соответствовать требованиям метрологического обеспечения.
Средства измерений, относящиеся к сфере национального регулирования обеспечения единства измерений, должны быть утвержденного типа и иметь клеймо, знак поверки и/или свидетельство о поверке в соответствии с национальным законодательством1), подтверждающие их исправность и пригодность к применению.
___________
1) В Российской Федерации действует Федеральный закон от 26 июня 2008 г. № 102-ФЗ «Об обеспечении единства измерений».
При испытаниях допускается применять специальные средства измерений при условии обеспечения ими требуемой точности измерений.
При применении средств измерений должны быть соблюдены обязательные требования к условиям их эксплуатации.
11.1.7 В процессе испытаний должны соблюдаться правила техники безопасности и нормы промышленной санитарии, предусмотренные в методиках по проведению испытаний для пневмопатрона, действующих на предприятии изготовителя.
Помещения, в которых проводят испытания, должны обеспечивать предохранение изделия от загрязнения.
11.1.8 Место проведения испытаний должно обеспечивать размещение изделия в помещении, куда закрыт доступ работников при проведении испытаний, гарантирующем безопасность при срабатывании изделия на максимальном давлении.
11.1.9 Лицо, ответственное за безопасность при проведении испытаний, назначается приказом руководства изготовителя.
11.1.10 Ответственность за выполнение правил безопасности при проведении испытаний несет руководство предприятия, на котором проводятся испытания.
11.1.11 Средства измерений должны соответствовать требованиям Государственной системы обеспечения единства измерений.
11.1.12 К проведению стендовых испытаний при давлении до 68,6 МПа (700 кгс/см2) допускают аттестованный персонал изготовителя или его представителя, прошедший специальное обучение, знающий принцип работы изделия и правила безопасности.
11.1.13 Все операции по подаче и стравливанию сжатого воздуха, контролю давления выполняют дистанционно. Не допускается подходить к изделию во время проведения испытаний.
11.2 Проведение испытаний и контроль
11.2.1 Перед испытаниями до сборки пневмопатрона следует проводить проверку размеров и качества поверхностей деталей изготовленного пневмопатрона на соответствие КД2).
__________
2) В Российской Федерации действует ГОСТ 19862-93 «Пневмоприводы. Методы измерений параметров».
Размеры пневмопатрона проверяют поверенными измерительными инструментами и приборами, обеспечивающими заданную точность измерений: штангенциркулем с ценой деления не менее 0,1 мм, диапазоном измерения, охватывающим диаметр испытуемого пневмопатрона, по ГОСТ 166; линейкой измерительной по ГОСТ 427 или рулеткой с ценой деления не менее 1 мм 3-го класса точности по ГОСТ 7502. Допускается использование других поверенных средств измерений, имеющих аналогичную точность.
11.2.2 При внешнем осмотре проверяют правильность сборки пневмопатрона и легкость свинчивания резьбовых деталей.
11.2.3 Изделие, состоящее из нескольких секций, допускается испытывать посекционно.
11.2.4 Повышение и понижение давления при всех видах испытаний производят постепенно.
11.2.5 Испытания на прочность и герметичность изделия проводятся сжатым воздухом высокого давления либо индустриальным маслом И-20А по ГОСТ 20799 и выполняются в следующем порядке:
11.2.5.1 Испытания пневмопатрона на прочность проводят при давлении P = 1,5Pраб (где Pраб - рабочее давление срабатывания).
На период проведения испытания механизм срабатывания должен быть заблокирован (перенастроен) для исключения срабатывания изделия при таком давлении.
Время выдержки изделия при этом давлении должно составлять 5 мин.
Положительный результат испытаний на прочность - отсутствие деформации изделия.
11.2.5.2 Испытания пневмопатрона на герметичность проводят при давлении P = 0,8Pраб
Время выдержки изделия при этом давлении должно составлять 5 мин.
Положительный результат испытаний на герметичность - отсутствие утечек из элементов пневмопатрона, прокладок, резиновых колец. Контроль герметичности осуществляют визуально по показаниям манометра по ГОСТ 2405. Манометры должны иметь диапазон изменения 0 - 800 кгс/см2, погрешность измерения на диапазоне 300 - 700 кгс/см2 должна составлять не более 5 %.
11.2.6 Проверку на работоспособность изделия проводят сжатым воздухом высокого давления и выполняют в следующем порядке:
11.2.6.1 Испытания автоматического и неавтоматического пневмопатрона на работоспособность проводят при рабочем давлении срабатывания. При достижении этого давления пневмопатрон должен сработать.
Разброс величины давления срабатывания не должен превышать ±10 % относительно рабочего давления срабатывания.
11.2.6.2 Испытания полуавтоматического пневмопатрона на работоспособность проводят при давлении сжатого воздуха P = 30 МПа (300 кгс/см2). После достижения этого давления производят сброс воздуха из подводящей магистрали. При этом пневмопатрон должен сработать.
11.2.7 При проведении испытаний на соответствие уровня взрывозащиты необходимо проверять:
- на максимальную температуру поверхности в соответствии с ГОСТ 31441.1;
- соответствие Техническому регламенту [2] неметаллических элементов оборудования, влияющих на сохранение вида взрывозащиты согласно ГОСТ 31441.1.
11.2.8 После окончания типовых или периодических испытаний пневмопатроны подвергают контрольной разборке с замером основных сопрягаемых мест, рабочей полости сжатого воздуха, деталей механизма срабатывания.
11.2.9 По окончании испытаний проверяют состояние маркировки и упаковки.
11.3 Оформление результатов испытаний
11.3.1 Результаты испытаний пневмопатрона оформляют актом, содержащим заключение комиссии по результатам испытаний.
11.3.2 Результаты приемочных испытаний опытных образцов пневмопатронов оформляют в соответствии с рабочей методикой1), установленной испытательной лабораторией.
__________
1) В Российской Федерации действует ГОСТ Р 15.301-2016 «Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство».
11.3.3 Результаты приемо-сдаточных, периодических и типовых испытаний оформляют по ГОСТ 15.309.
11.3.4 По результатам приемо-сдаточных испытаний на каждый принятый образец пневмопатрона оформляют комплект эксплуатационной документации по ГОСТ 2.601 с записью о приемке образца по установленной форме.
11.3.5 Результаты сертификационных испытаний оформляют в виде «Протокола сертификационных испытаний» по форме, установленной испытательной лабораторией, аккредитованной в системе национальной сертификации, проводившей испытания, с анализом соответствия результатов испытаний по [1] и [2].
12 Указания по эксплуатации
12.1 Выбор пневмопатрона для конкретных условий эксплуатации проводят в соответствии с областью его применения, указанной в технической документации изготовителя на его конкретный тип.
12.2 При применении пневмопатрона в подземных выработках шахт (наземные строения), опасных по рудничному газу и/или пыли, выбор пневмопатрона и его эксплуатацию проводят в соответствии с присвоенной маркировкой взрывозащиты, требованиями ГОСТ 31438.2, Технического регламента [2] и отраслевых Правил безопасности, регламентирующих применение данного оборудования во взрывоопасных средах.
12.3 Доставку пневмопатрона к месту установки, монтаж, подключение, пуск, техническое обслуживание и ремонт проводят в соответствии с требованиями настоящего стандарта и руководством по эксплуатации изготовителя.
12.4 Работы по ремонту пневмопатронов проводят только после полного снятия давления в системе.
12.5 Для выполнения работ с пневмопатроном используют шланговую и запорную арматуру, обеспечивающую подачу и контроль давления сжатого воздуха, для полуавтоматического пневмопатрона - возможность сброса давления в подводящей магистрали. Принципиальная схема соединения пневмопатрона показана на рисунке 4.
12.6 Допускается в качестве источника сжатого воздуха высокого давления использовать один или несколько объединенных в единую сеть баллонов; передвижной или стационарный ресивер; единую пневматическую сеть организации; высоконапорный компрессор. При этом обеспечивается расход воздуха, позволяющий произвести требуемое число циклов срабатывания пневмопатрона, при рабочем (для автоматического и неавтоматического пневмопатрона) или минимальном (для полуавтоматического пневмопатрона) давлении.
Примечание - Компрессорное оборудование - по ГОСТ 12.2.016-81 (пункты 2.1.8, 2.2.3, 2.4.1).
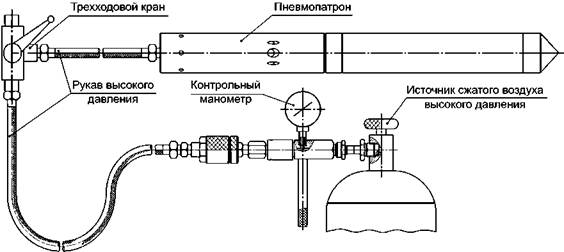
Рисунок 4 - Схема соединения полуавтоматического пневмопатрона
12.7 Сборку пневмопатрона следует проводить в условиях, при которых на нем не будет механических повреждений и загрязнений.
Перед сборкой все детали очищают от загрязнения, снимают заусенцы, притупляют острые кромки. После этого детали промывают в уайт-спирите по ГОСТ 3134 или керосине, просушивают и смазывают маслом индустриальным И-20А по ГОСТ 20799.
12.8 В собранном изделии все резьбовые соединения должны быть затянуты равномерно, а штуцера завернуты до отказа.
12.9 Не допускается:
- производить заправку пневмопатрона сжатым воздухом при наличии любой неисправности;
- эксплуатация пневмопатрона или составных частей соединительной арматуры при неплотно установленных соединениях, непригнанных клапанах или других неисправностях, вызывающих утечки воздуха в закрытом состоянии;
- выполнять операции по наполнению пневмопатрона сжатым воздухом или стравливанием давления из подающей магистрали на расстоянии ближе 20 м от пневмопатрона;
- при выполнении работ с пневмопатроном, находящимся в скважине, находиться на расстоянии менее 10 м от устья скважины;
- приближаться к пневмопатрону, наполненному сжатым воздухом;
- наполнять пневмопатрон воздухом до установки оборудования в рабочее положение;
- использовать горючие и взрывоопасные газы, любые жидкости для наполнения пневмопатрона;
- превышать максимально допустимые рабочие давления.
12.10 Отбойные вентили, вентили баллонов (ресиверов) должны легко открываться и быстро закрываться.
12.11 Все работы по обслуживанию пневмопатронов, ремонту, сборке (разборке) отдельных секций, установке в рабочее положение допускается выполнять только при отсоединенной подающей магистрали сжатого воздуха. Запрещается выполнять любые операции, не убедившись в отсутствии давления внутри пневмопатрона.
Существует вероятность внезапного срабатывания пневмопатрона при наличии в нем любого давления сжатого воздуха.
12.12 Для присоединения пневмопатрона к пневмосистеме используют рукава с соединениями по ГОСТ 13977, ГОСТ 16078.
Допускается применение быстроразъемных соединений на номинальное рабочее давление пневмопатрона.
Рукава для подачи воздуха предохраняют от скручивания, так как при этом давление в нем резко возрастает, в результате чего рукав может быть сорван с патрубка или разорван. При работе, монтаже или разборке оборудования не допускается переносить пневмопатроны, взявшись за шланг или область выхлопных отверстий.
12.13 При обнаружении необходимости ремонта следует незамедлительно устранить неисправности.
12.14 Пневмопатрон, независимо от условий работы и его исправности, периодически (не реже одного раза в шесть месяцев) должен быть разобран, промыт, прочищен, смазан и собран. Обнаруженные при осмотре поврежденные или сильно изношенные части следует заменить новыми.
12.15 Каждые 12 месяцев начиная с даты отгрузки в пневмопатроне необходимо менять уплотнительные резиновые кольца.
13 Гарантии изготовителя
13.1 Изготовитель должен гарантировать соответствие пневмопатрона требованиям настоящего стандарта и ТД на его конкретный тип, входящей в комплект эксплуатационной документации, при соблюдении потребителем условий транспортирования, хранения, монтажа, эксплуатации и технического обслуживания.
13.2 Гарантийные обязательства, в том числе продолжительность и порядок исчисления гарантийного срока, устанавливают в соответствии с ГОСТ 22352 и оговаривают в договорах (контрактах) на поставку пневмоимпульсных патронов.
13.3 В период гарантийного срока все работы, связанные с разборкой пневмопатрона, должны проводить представители сервисного центра изготовителя.
Библиография
[1] Технический регламент Таможенного союза ТР ТС 010-2011 «О безопасности машин и оборудования» (утвержден Решением Комиссии Таможенного союза от 18 октября 2011 г. № 823)
[2] Технический регламент Таможенного союза ТР ТС 012-2011 «О безопасности оборудования для работы во взрывоопасных средах» (утвержден Решением Комиссии Таможенного союза от 18 октября 2011 г. № 825)
Ключевые слова: горное дело, патроны пневмоимпульсные, общие технические требования, требования безопасности, маркировка, упаковка, методы испытаний, эксплуатация