ОДМ 218.3.108-2019
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ

МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ
РАЗЛИЧНЫХ МЕТОДОВ УПЛОТНЕНИЯ
АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ В ЛАБОРАТОРНЫХ
УСЛОВИЯХ
ФЕДЕРАЛЬНОЕ ДОРОЖНОЕ АГЕНТСТВО
(Росавтодор)
Москва 2019
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Инновационный технический центр» (ООО «ИТЦ»).
2 ВНЕСЕН Управлением научно-технических исследований и информационного обеспечения Федерального дорожного агентства.
3 ИЗДАН на основании распоряжения Федерального дорожного агентства от 27.06.2019 № 1617-р.
4 ИМЕЕТ РЕКОМЕНДАТЕЛЬНЫЙ ХАРАКТЕР.
5 ВВЕДЕН ВПЕРВЫЕ.
СОДЕРЖАНИЕ
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
|
Методические
рекомендации по применению различных методов уплотнения |
1 Область применения
Настоящий отраслевой дорожный методический документ (далее - ОДМ) распространяется на асфальтобетонные смеси и смеси асфальтобетонные щебеночно-мастичные, применяемые для устройства конструктивных слоев дорожных одежд, и устанавливает процедуры приготовления образцов в лабораторных условиях.
ОДМ содержит описание методов изготовления асфальтобетонных образцов с уточнением процедуры подготовки и уплотнения асфальтобетонных образцов, обеспечивающих повышение воспроизводимости результатов испытаний.
Применение разработанного ОДМ позволит повысить качество выполняемых работ, точность получения результатов, а также их сходимость и воспроизводимость.
2 Нормативные ссылки
В настоящем ОДМ использованы нормативные ссылки на следующие документы:
ГОСТ 12.4.131-83 Халаты женские. Технические условия
ГОСТ 12.4.132-83 Халаты мужские. Технические условия
ГОСТ 12.4.252-2013 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Перчатки. Общие технические требования. Методы испытаний
ГОСТ 166-89 (СТ СЭВ 704-77 - СТ СЭВ 707-77; СТ СЭВ 1309-78, ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 9128-2009 Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия
ГОСТ 12801-98 Материалы на основе органических вяжущих для дорожного и аэродромного строительства. Методы испытаний
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 31015-2002 Смеси асфальтобетонные и асфальтобетон щебеночно-мастичные. Технические условия
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 53228-2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ПНСТ 91-2016 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Метод сокращения пробы
ПНСТ 92-2016 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Метод определения максимальной плотности
ПНСТ 112-2016 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Метод приготовления образцов вращательным уплотнителем (Гиратором)
ПНСТ 183-2016 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон щебеночно-мастичные. Технические условия
ПНСТ 184-2016 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Технические условия
3 Термины и определения
В настоящем ОДМ применяются следующие термины с соответствующими определениями:
3.1 щебеночно-мастичная асфальтобетонная смесь: Рационально подобранная смесь минеральных материалов (щебня, песка из отсевов дробления и минерального порошка), дорожного битума (с полимерными или другими добавками или без них) и стабилизирующей добавки, взятых в определенных пропорциях и перемешанных в нагретом состоянии.
3.2 асфальтобетонная смесь: Рационально подобранная смесь, состоящая из минеральной части (щебня, песка и минерального порошка или без него) и битумного вяжущего, взятых в определенных соотношениях и перемешанных в нагретом состоянии.
3.3 асфальтобетон: Уплотненная асфальтобетонная смесь.
3.4 эквивалентная одноосная нагрузка: Нагрузка, равная 80 кН, передаваемая на дорожное покрытие от одной оси транспортного средства.
3.5 воздушные пустоты: Общее количество пустот в уплотненной асфальтобетонной смеси, выраженное в процентах от объема смеси.
3.6 пустоты в минеральном заполнителе (ПМЗ): Общее количество пустот между зернами минерального заполнителя в уплотненной асфальтобетонной смеси, выраженное в процентах от объема смеси, которое включает в себя количество воздушных пустот и оптимально эффективное содержание вяжущего.
3.7 пустоты, наполненные битумом (ПНБ): Общее количество пустот, заполненных вяжущим, выраженное в процентах от объема ПМЗ.
3.8 номинальный максимальный размер минерального заполнителя: Размер минерального заполнителя, соответствующий размеру ячейки сита, которое на один размер больше первого сита, остаток минерального заполнителя на котором составляет более 10 %.
3.9 максимальный размер минерального заполнителя: Размер минерального заполнителя, который на один размер больше, чем номинальный максимальный размер минерального заполнителя.
3.10 водостойкость: Отношение предела прочности при непрямом растяжении серии образцов, подверженных водонасыщению и циклу «замораживание-оттаивание», к пределу прочности при непрямом растяжении серии образцов, выдержанных при комнатных условиях.
3.11 образец-плита: Уплотненная асфальтобетонная смесь в специальной установке путем уплотнения секторным вальцом или другими средствами, имитирующими уплотнение асфальтобетонной смеси при укладке на автомобильной дороге.
3.12 установка Маршалла: Установка для приготовления образцов, уплотнение в которой достигается за счет нагрузки от падающего груза.
3.13 вальцовый уплотнитель: Установка для приготовления образцов-плит, уплотнение в которой достигается за счет раскатывающего усилия от секторного вальца, моделирующего уплотнение катками.
3.14 вращательный уплотнитель (гиратор): Установка для приготовления образцов, уплотнение в которой достигается за счет сочетания вращательного сдвигового действия и вертикальной нагрузки.
4 Требования безопасности, охраны окружающей среды
При работе с асфальтобетонами используют одежду специальную защитную - по ГОСТ 12.4.131 или ГОСТ 12.4.132. Для защиты рук используют перчатки - по ГОСТ 12.4.252.
При выполнении измерений соблюдают правила по электробезопасности - по ГОСТ Р 12.1.019 и инструкции по эксплуатации оборудования.
5 Требования к условиям испытаний
При выполнении измерений соблюдают следующие условия для помещений, в которых испытываются образцы:
- температура (22 ± 3) °С;
- относительная влажность (55 ± 15) %.
6 Метод изготовления асфальтобетонных образцов прессованием
6.1 Сущность метода
Данный метод уплотнения применяют для определения объемных и физико-механических свойств асфальтобетонных и щебеночно-мастичных смесей на соответствие требованиям ГОСТ 9128 и ГОСТ 31015.
6.2 Средства измерения и вспомогательное оборудование
6.2.1 При приготовлении асфальтобетонных образцов применяют следующие средства измерений и вспомогательные устройства:
- весы лабораторные по ГОСТ Р 53228 с пределом взвешивания не менее 3000 г и точностью 0,1 г;
- установка (пресс) для уплотнения образцов с возможностью создания нагрузки не менее 320 кН и погрешностью измерения не более 2 %. Допускается применение установок, способных уплотнять несколько образцов одновременно с требуемым давлением;
- штангенциркуль по ГОСТ 166;
- металлический стержень для штыкования диаметром не более 5 мм и длиной не менее 250 мм;
- термометр с погрешностью измерения не более 1 °С в диапазоне измеряемых температур от 0 °С до 200 °С;
- сушильный шкаф для нагрева и поддержания температуры до 220 °С, с точностью до 3 °С;
- устройство для извлечения образца (выжимное устройство позволяющее извлечь образец из формы без повреждения);
- формы для уплотнения асфальтобетонных образцов.
Формы для изготовления цилиндрических образцов представляют собой стальные полые цилиндры. В зависимости от наибольшей крупности минеральных зерен в асфальтобетонной смеси применяются формы диаметром 50,5 мм (рисунок 1); 71,4 мм (рисунок 2) и 101 мм (рисунок 3).
Требования к формам приведены в ГОСТ 12801.

Рисунок 1 - Цилиндрическая форма диаметром 50,5 мм и два
вкладыша,
предназначенная для приготовления асфальтобетонных образцов из песчаных
смесей

Рисунок 2 - Цилиндрическая форма диаметром 71,4 и два
вкладыша,
предназначенная для приготовления асфальтобетонных образцов из
мелкозернистых и щебёночно-мастичных асфальтобетонных смесей

Рисунок 3 - Цилиндрическая форма диаметром 101,0 мм и два
вкладыша,
предназначенная для приготовления асфальтобетонных образцов из
крупнозернистых асфальтобетонных смесей
6.3 Подготовка к уплотнению
6.3.1 Асфальтобетонную смесь разогревают до температуры в зависимости от применяемого вяжущего в соответствии с ГОСТ 12801. В процессе нагрева асфальтобетонную смесь тщательно перемешивают с периодичностью в 30 минут.
Металлическую форму и вкладыши помещают в сушильный шкаф за не менее чем 30 минут до начала уплотнения. Температуру в шкафу поддерживают в диапазоне от 90 °С до 100 °С.
Примечание - рекомендуется определять температуру уплотнения смеси в соответствии с ПНСТ 112 приложение Б.
6.3.2 В случае необходимости асфальтобетонную смесь делят на пробы, массой необходимой для приготовления одного образца по методу Б ПНСТ 91.
6.4 Уплотнение асфальтобетонных образцов ![]()
6.4.1 Наполняют форму со вставленным нижним вкладышем ориентировочным количеством асфальтобетонной смеси (рисунок 4), в соответствии с таблицей 1.

Рисунок 4 - Приготовление асфальтобетонного образца
Таблица 1 - Характеристики асфальтобетонных образцов
|
Вид смеси |
Размеры образца, мм |
Ориентировочное количество смеси на образец, г |
Давление при изготовлении образцов, МПа |
|
|
Диаметр |
Высота |
|||
|
Песчаные |
50,5 |
50,5 ± 1,0 |
220 - 240 |
40,0 |
|
Мелкозернистые |
71,4 |
71,4 ± 1,5 |
640 - 670 |
|
|
Крупнозернистые |
101,0 |
101,0 ± 2,0 |
1900 - 2000 |
|
Смесь равномерно распределяют в форме и штыкуют металлическим стержнем 15 раз по периметру и 10 раз по центру формы (рисунок 5), вставляют верхний вкладыш и, прижимают им смесь.

Рисунок 5 - Металлический стержень для штыкования в форме со смесью
6.4.2 Форму со смесью устанавливают на нижнюю плиту пресса для уплотнения, при этом нижний вкладыш должен выступать из формы на расстояние от 1,5 до 2,0 см. Верхнюю плиту пресса доводят до соприкосновения с верхним вкладышем и включают электродвигатель пресса (рисунок 6).

Рисунок 6 - Уплотнение асфальтобетонной смеси на прессе П-50
6.4.3 Давление на уплотняемую смесь доводят до 40,0 МПа в течение от 5 до 10 сек. Уплотнение продолжают в течение (3,0 ± 0,1) мин, затем давление снижают до нуля и выключают электродвигатель пресса.
6.4.4 Форму со смесью помещают на выжимное устройство и извлекают асфальтобетонный образец из формы (рисунок 7).

Рисунок 7 - Выжимное устройство для извлечения образцов из форм
6.4.5 Уплотнение образцов, содержащих более 50 % щебня по массе, следует производить вибрированием с последующим доуплотнением прессованием. Форму со смесью устанавливают на виброплощадку, плотно закрепляют на ней специальным приспособлением (рисунок 8) (конструкция приспособления для крепления зависит от типа виброплощадки).

Рисунок 8 - Виброплощадка для предварительного уплотнения
многощебенистых смесей
Смесь в форме вибрируют в течение (3,0 ± 0,1) мин при частоте (2900 ± 100) мин(-1), амплитуде (0,40 ± 0,05) мм и вертикальном давлении на смесь (30 ± 5) кПа, которое передается на смесь грузом, свободно навешенным на верхний вкладыш формы. По окончании вибрации форму с образцом снимают с виброплощадки, устанавливают на плиту пресса для доуплотнения под давлением (20,0 ± 0,5) МПа и выдерживают при этом давлении (3,0 ± 0,1) мин. Затем нагрузку снимают и извлекают образец из формы выжимным приспособлением.
6.5 Контроль качества приготовленных образцов
Готовый асфальтобетонный образец измеряют штангенциркулем в трех точках расположенных на равном расстоянии друг от друга (рисунок 9), высота образца должна соответствовать требованиям таблицы 1.

Рисунок 9 - Измерение асфальтобетонного образца штангенциркулем
Если высота образца не соответствует приведенной в таблице 1, то требуемую массу смеси для формования образца g, г, рассчитывают по формуле 1:
|
|
(1) |
где g0 - масса пробного образца, г;
h - требуемая высота образца, мм;
h0 - высота пробного образца, мм.
Образцы с дефектами кромок и не параллельностью верхнего и нижнего оснований бракуют.
7 Метод изготовления асфальтобетонных образцов на установке Маршалла
7.1 Сущность метода
Данный метод применяют для приготовления цилиндрических асфальтобетонных образцов с использованием ударного уплотнителя
Маршалла. На готовых асфальтобетонных образцах определяют, как объемные свойства (объемная плотность, содержание воздушных пустот, ПМЗ и ПНБ), так и физико-механические (течение по Маршаллу, водостойкость, жесткость, долговечность и т.п.) на соответствие требованиям ПНСТ 183 и ПНСТ 184.
7.2 Средства измерения и вспомогательное оборудование При приготовлении асфальтобетонных образцов применяют следующие средства измерений и вспомогательные устройства:
- сборная форма для уплотнения асфальтобетонной смеси с номинальным максимальным размером зерен заполнителя до 31,5 мм, состоящая из основания формы, цилиндрической части и удлинительного кольца (рисунок 10);

Рисунок 10 - Сборная форма для уплотнения образцов
- уплотнительный молот для уплотнения образцов из асфальтобетонной смеси с номинальным максимальным размером зерен заполнителя до 31,5 мм со скользящим грузом, массой (4535 ± 15) г и с ходом свободного падения (457,2 ± 1,5) мм. Схема уплотнительного молота, представлена на рисунке 11.
Примечание - Существуют уплотнительные установки Маршалла с механическим, полуавтоматическим и автоматическим управлением с регулируемым количеством ударов молота при уплотнении.

Рисунок 11 - Схема уплотнительного молота
- сборная форма для уплотнения асфальтобетонной смеси с номинальным максимальным размером зерен заполнителя 31,5 мм и более, состоящей из основания формы, цилиндрической части и удлинительного кольца должны соответствовать размерам, указанным на рисунке 12.
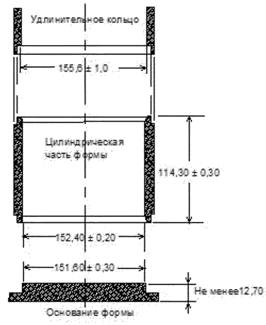
Рисунок 12 - Сборная форма для уплотнения образцов
- уплотнительный молот для уплотнения образцов из асфальтобетонной смеси с номинальным максимальным размером зерен заполнителя более 31,5 мм и более со скользящим грузом, массой (10210 ± 20) г и с ходом свободного падения (457 ± 2) мм. Схема уплотнительного молота, представлена на рисунке 11.
- опорная стойка уплотнителя, представляющая собой деревянную стойку с размером ребра не менее 180 мм, высотой не менее 450 мм накрытой стальной пластиной толщиной (25,0 ± 2,5) мм с размером ребра не менее 295 мм. Деревянная стойка должна быть изготовлена из дуба, сосны или другой древесины со средней плотностью в сухом состоянии от 0,67 до 0,77 г/см3. Деревянная стойка крепится к цельному бетонному основанию кронштейнами. Стальная пластина должна быть прочно закреплена на стойке;
Примечание - Возможно применение конструкции стойки из металла, при этом масса стойки должна быть не менее 100 кг.
- держатель, позволяющий жестко закреплять и удерживать сборную форму в ходе всего цикла уплотнения образца. Держатель формы устанавливается на опорной стойке таким образом, что бы центр сборной формы находился по центру стойки;
Примечание - возможно применения ручной или автоматической установки Маршалла (рисунок 13 и 14).

Рисунок 13 - Ручная установка Маршала

Рисунок 14 - Автоматическая установка Маршалла
- устройство для извлечения образца, выжимное устройство позволяющее извлечь образец из формы без повреждения;
- сушильный шкаф для нагрева и поддержания температуры до 220 °С, с точностью до 3 °С;
- металлический стержень для штыкования диаметром не более 5 мм и длиной не менее 250 мм;
- листы неабсорбирующей бумаги;
- термометр с диапазоном измерения температур от 0 °С до 200 °С с ценой деления 1 °С;
- весы лабораторные по ГОСТ 53288, II (III) класса точности с ценой деления 0,1 г и максимальным пределом взвешивания не менее 2000 г;
- штангенциркуль по ГОСТ 166.
7.3 Подготовка к уплотнению
7.3.1 Асфальтобетонную смесь разогревают до температуры уплотнения. Температурой уплотнения является температура, при которой вязкость не состаренного вяжущего находится в пределах (0,28 ± 0,03) Па×сек. Температуру уплотнения смеси определяют в соответствии с ПНСТ 112 приложение Б.
Примечание - Рекомендуемые температурные интервалы для смесей, изготавливаемых на ПБВ и битумных вяжущих с модификаторами выбираются исходя из рекомендаций производителя битумного вяжущего.
7.3.2 Разогретую до необходимой температуры асфальтобетонную смесь для исключения сегрегации и повышения однородности следует разделить на пробы, массой необходимой для приготовления одного образца в соответствии с ПНСТ 91.
В соответствии с ПНСТ 91 применяется два метода деления:
- Метод А. Уменьшение размера пробы с применением механического делителя;
- Метод Б. Уменьшение размера пробы с применением шаблона для квартования.
За основной метод деления асфальтобетонной смеси рекомендуется принимать метод А (рисунок 15).

Рисунок 15 Механический делитель по методу А
В случае отсутствия механического делителя допускается для деления асфальтобетонной смеси применять метод Б.
7.3.3 Форму помещают в сушильный шкаф не менее чем за 30 минут до начала уплотнения. Температура в шкафу должна соответствовать температуре уплотнения. После нагрева в форму помещают лист неабсорбирующей бумаги обрезанной до размеров внутреннего диаметра формы (рисунок 16).

Рисунок 16 - Форма для приготовления лабораторных
асфальтобетонных
образцов с листом неабсорбирующей бумаги
7.4 Уплотнение асфальтобетонных образцов
7.4.1 В разогретую до необходимой температуры форму засыпают, ориентировочное количество асфальтобетонной смеси, массой, необходимой для изготовления образца высотой (63,5 ± 2,5) мм.
7.4.2 Смесь равномерно распределяют в форме и штыкуют металлическим стержнем 15 раз по периметру и 10 раз по центру формы (рисунок 17).

Рисунок 17 - Форма для приготовления лабораторных
асфальтобетонных
образцов со смесью и металлическим стержнем
7.4.3 Снимают удлинительное кольцо и разравнивают поверхность смеси при помощи шпателя. Температура смеси непосредственно перед уплотнением должна находиться в пределах температуры уплотнения.
7.4.4 Устанавливают удлинительное кольцо и помещают поверх смеси лист неабсорбирующей бумаги обрезанной до размеров внутреннего диаметра формы (рисунок 18).

Рисунок 18 - Форма для приготовления лабораторных
асфальтобетонных
образцов с листом неабсорбирующей бумаги над смесью
7.4.5 Сборную форму со смесью ставят на стойку уплотнителя и фиксируют в держателе формы (рисунок 19).

Рисунок 19 - Форма для приготовления лабораторных
асфальтобетонных
образцов на стойке уплотнителя Маршалла
Проводят уплотнение 50 ударами уплотнительного молота с ходом свободного падения (457,2 ± 1,5) мм. В процессе уплотнения следует следить за тем, чтобы ось уплотнительного молота находилась перпендикулярно основанию сборной формы. Скорость уплотнения должна составлять 50 ударов в интервале от 60 до 120 секунд.
Примечание - При требовании заказчика допускается увеличение количества ударов до 75 при уплотнении асфальтобетонных смесей для дорог с тяжелыми условиями по грузонапряженности.
7.4.6 По окончании уплотнения снимают форму со стойки уплотнителя, убирают удлинительное кольцо и основание формы. После чего переворачивают сборную форму, помещают поверх смеси лист неабсорбирующей бумаги, закрепляют в держателе и повторяют процедуру уплотнения с идентичным количеством ударов уплотнительного молота.
7.4.7 Снимают основание формы и помещают в устройство для извлечения образца (рисунок 20).
Примечание - Допускается извлекать образец из формы после охлаждения.

Рисунок 20 - Извлечение образца из формы
Уплотненные испытательные образцы охлаждают при температуре (22 ± 3) °С в течение не менее 16 часов.
Примечание - Если требуется более быстрое охлаждение, могут использоваться настольные вентиляторы. Смеси, обладающие недостаточной когезионной прочностью для удержания требуемой цилиндрической формы при извлечении из формы непосредственно после уплотнения, могут охлаждаться в форме на воздухе до тех пор, пока они не достигнут когезионной прочности, достаточной для удержания правильной цилиндрической формы.
7.5 Контроль качества приготовленных образцов
Готовый асфальтобетонный образец измеряют штангенциркулем в трех точках расположенных на равном расстоянии друг от друга (рисунок 21), высота образца должна быть (63,5 ± 2,5) мм. У образцов, приготовленных из асфальтобетонных смесей с номинальным максимальным размером зерен заполнителя 31,5 мм, высота должна быть (95,2 ± 2,5) мм.

Рисунок 21 - Измерение асфальтобетонного образца штангенциркулем
8 Метод изготовления асфальтобетонных образцов на вальцовом уплотнителе
8.1 Сущность метода
Данный метод уплотнения применяют для приготовления образцов-плит из плотных и щебёночно-мастичных асфальтобетонных смесей. Готовые образцы-плиты предварительно распилив либо выбурив образцы требуемой формы можно испытывать на стойкость к колееобразованию, предел прочности на растяжение при изгибе, предельная относительная деформация растяжения, остаточная прочность после воздействия реагентов на соответствие требованиям ПНСТ 183 и ПНСТ 184, а так же приготовления образцов на определения показателей, жесткость, долговечность и т.п.
8.2 Средства измерения и вспомогательное оборудование При приготовлении асфальтобетонных образцов применяют следующие средства измерений и вспомогательные устройства:
- установка для приготовления асфальтобетонных образцов-плит (рисунок 22), состоящая из металлического корпуса, гладкого секторного вальца и металлической формы для асфальтобетонной смеси, размещенной на столике. Секторный валец должен двигаться возвратно-поступательно по поверхности асфальтобетонной смеси внутри формы (рисунок 23);

Рисунок 22 - Вальцовый уплотнитель
Примечание - Допускается возвратно-поступательное движение столика с формой под двигающимся вальцом.
Установка может быть оборудована системой нагрева и контроля температуры секторного вальца и формы. Установка должна создавать статическую нагрузку F от 0 до 30 кН с допустимой погрешностью ±5 % создаваемой нагрузки.
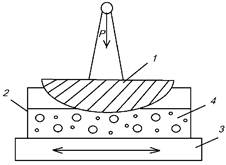
1 - секторный валец; 2 -
стальная форма; 3 - перемещающийся столик;
4 - асфальтобетонная смесь.
Рисунок 23 - Схема работы вальцового уплотнителя
Диаметр секторного вальца должен быть в пределах от 400 до 1100 мм.
Внутренние размеры формы для асфальтобетонной смеси по длине и ширине должны быть не менее 290 и 255 мм соответственно. Высота формы может различаться в зависимости от требуемой высоты образца.
Допускается наличие у установки выжимного устройства для извлечения готовых образцов-плит. При наличии выжимного устройства, необходима металлическая пластина размерами, соответствующими внутренним размерам формы и толщиной не менее 3 мм.
- сушильный шкаф для нагрева и поддержания температуры до 220 °С, с точностью до 3 °С;
- весы лабораторные по ГОСТ Р 53228 классом точности III и с погрешностью не более 1 г;
- термометр с диапазоном измерения температур от 0 °С до 200 °С с ценой деления 1 °С;
- металлическая лопатка;
- линейка по ГОСТ 427;
- термостойкая бумага;
- металлический стержень для штыкования диаметром не более 10 мм и длиной не менее 250 мм.
8.3 Подготовка к уплотнению образцов-плит
8.3.1 Для получения образцов-плит требуемой толщины и содержанию воздушных пустот сначала вычисляют массу навески асфальтобетонной смеси m, кг, по формуле 2:
|
(2) |
где: Gmm - максимальная плотность асфальтобетонной смеси, кг/м3, определяемая по ПНСТ 92;
L - внутренняя длина формы, мм;
В - внутренняя ширина формы, мм;
h - требуемая толщина образца, назначаемая в соответствии с таблицей 2, мм
Va - требуемое содержание воздушных пустот согласно техническим условиям на асфальтобетон, %.
Таблица 2 - Требуемые толщины образцов-плит из асфальтобетона в зависимости от номинального максимального размера зерен заполнителя
|
Номинальный максимальный размер зерен заполнителя, мм |
Требуемая толщина изготавливаемого образца-плиты, мм |
|
Менее 8,0 |
25 ± 5 |
|
От 8,0 до 16,0 |
40 ± 5 |
|
От 16,0 до 31,5 |
60 ± 5 |
|
31,5 и более |
80 ± 5 |
8.3.2 В зависимости от применяемого битумного вяжущего асфальтобетонную смесь разогревают в сушильном шкафу до температуры, соответствующей рекомендуемому температурному интервалу смешивания определяемому по ПНСТ 112.
Примечание - Рекомендуемые температурные интервалы для смесей, изготавливаемых на ПБВ и битумных вяжущих с модификаторами выбираются исходя из рекомендаций производителя битумного вяжущего.
При отсутствии данных о температурном интервале смешивания или рекомендуемой температуре смешивания допускается разогревать смесь до температуры, указанной в таблице 3. После нагрева смеси до определенной температуры отбирают навеску массой m, вычисленную по формуле 2.
Таблица 3 - Рекомендуемая температура уплотнения асфальтобетонной смеси
|
Глубина проникания иглы при 25 °С, 0,1 мм |
Рекомендуемая температура асфальтобетонной смеси, °С |
|
От 35 до 50 |
160 ± 5 |
|
От 50 до 70 |
150 ± 5 |
|
От 70 до 100 |
145 ± 5 |
|
От 100 до 130 |
140 ± 5 |
|
От 130 до 200 |
135 ± 5 |
8.3.3 Рекомендуется асфальтобетонную смесь делить на пробы, массой необходимой для приготовления одного образца-плиты по методу А ПНСТ 91 (рисунок 13).
8.3.4 При наличии системы нагрева секторный валец и нижнюю часть формы для асфальтобетонной смеси нагревают до температуры (80 ± 5) °С.
8.3.5 При наличии у установки выжимного устройства для извлечения образцов на дно металлической формы помещают металлическую пластину.
8.3.6 На металлическую пластину или дно металлической формы помещают термостойкую бумагу.
8.4 Уплотнение асфальтобетонных образцов-плит.
8.4.1 В форму помещают горячую асфальтобетонную смесь массой m, вычисленной по формуле 2, равномерно распределяют металлической лопаткой и штыкуют металлическим стержнем (рисунок 24).

Рисунок 24 - Штыкование асфальтобетонной смеси
Поверх асфальтобетонной смеси помещают термостойкую бумагу размерами, не превышающими внутренние размеры формы.
8.4.2 Уплотняют вальцом подготовленную по 8.3 асфальтобетонную смесь по одному из следующих методов:
- основной метод уплотнения;
- альтернативный метод уплотнения.
8.4.3 Основной метод уплотнения
8.4.3.1 Предварительное уплотнение:
- опускают валец в форму до достижения нагрузки, равной (0,10 ± 0,01) кН;
- уплотняют смесь равномерным снижением вальца на (0,5 ± 0,1) мм за проход до достижения нагрузки, равной (2,60 ± 0,05) кН;
- уплотняют смесь в течение пяти проходов без изменения толщины смеси;
- равномерно поднимают валец с шагом (0,5 ± 0,1) мм за проход до достижения нагрузки, равной (0,10 ± 0,01) кН.
8.4.3.2 Основное уплотнение:
- прикатывают смесь нагрузкой (0,52 ± 0,01) кН в течение 15 проходов и затем доуплотняют смесь с равномерным повышением нагрузки в течение 15 проходов до достижения нагрузки, равной (19,5 ± 0,1) кН;
- равномерно снижают нагрузку в течение 15 проходов до ее полного удаления;
- поднимают валец в исходное положение.
8.4.4 Альтернативные методы уплотнения
Допускается проводить уплотнение при переменной или фиксированной нагрузке по следующим параметрам:
- уплотнение в течение заданного числа проходов;
- уплотнение до момента, когда валец коснется краев формы;
- уплотнение до достижения заданной высоты образца-плиты;
- уплотнение до достижения заданного содержания воздушных пустот.
Примечание - В спорных ситуациях при расхождениях значений показателей, определяемых на образцах-плитах, контрольные испытания проводятся на образцах-плитах, уплотненных по основному методу, представленному в 8.4.3.
8.5 После окончания уплотнения форма с образцом-плитой извлекается из установки. В случае если установка оборудована извлекающим устройством для образцов-плит, они извлекаются из формы таким образом, чтобы избежать повреждения или деформации. Для этого необходимо предварительно выдержать образец-плиту в форме при температуре (22 ± 3) °С не менее 1 часа (рисунок 25).
Примечание: в случае если установка не оборудована извлекающим устройством, при уплотнении образцов-плит применяют разборную форму.

Рисунок - 25 Форма с образцом после проведения уплотнения
После извлечения из установки или формы, с образца-плиты удаляют термостойкую бумагу (рисунок 26) и дают остыть до температуры (22 ± 3) °С.
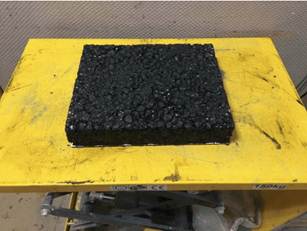
Рисунок - 26 Готовый образец-плита
8.7 Контроль качества приготовленных образцов.
После достижения образцом-плитой требуемой температуры необходимо измерить его толщину линейкой по ГОСТ 427 (рисунок 27) не менее чем в двух местах на каждом ребре образца и зафиксировать среднеарифметическое значение высоты. Измеренные значения высоты не должны отличаться друг от друга более чем на 5 %. В противном случае необходимо изготовить новый образец.
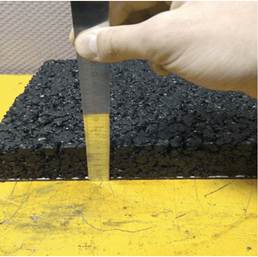
Рисунок - 27 Измерение толщины готового образца- плиты
8.8 Ровность поверхности образца-плиты измеряется линейкой по ГОСТ 427. Для этого линейку прикладывают на поверхность образца-плиты продольным ребром и под ней второй линейкой измеряют просвет (рисунок 28). Просвет под продольным ребром линейки не должен превышать 2 мм. Линейку прикладывают в двух взаимно перпендикулярных направлениях. Если просвет превышает 2 мм, необходимо изготовить новый образец.

Рисунок - 28 Определение ровности образца-плиты во взаимно-
перпендикулярных плоскостях
9 Метод изготовления асфальтобетонных образцов на вращательном уплотнителе
9.1 Сущность метода.
Данный метод уплотнения применяют для приготовления цилиндрических образцов диаметром 150 мм. Готовые образцы испытывают на определение объемных свойств и водостойкости по методологии «Superpave», в соответствии ПНСТ 114 и ПНСТ 127, а так же, динамического модуля, жесткости, долговечности, сопротивлению сдвигу и т.п.
9.2 Средства измерения и вспомогательное оборудование.
При приготовлении асфальтобетонных образцов применяют следующие средства измерений и вспомогательные устройства:
- электромеханический или электрогидравлический вращательный уплотнитель по ПНСТ 112 (рисунок 29). Схема работы вращательного уплотнителя приведена на рисунке 30;

Рисунок - 29 Вращательный уплотнитель
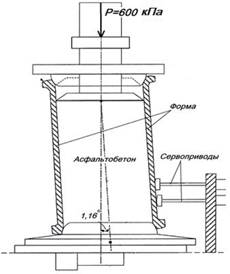
Рисунок - 30 Схема работы вращательного уплотнителя
- металлические формы (рисунок 31) для уплотнения образцов по ПНСТ 112;

Рисунок - 31 Стальная форма с вкладышами, для приготовления
образцов диаметром 150 мм.
- термометр с диапазоном измерения температур от 0 °С до 200 °С с ценой деления 1 °С;
- весы лабораторные по ГОСТ Р 53228 с максимальным пределом взвешивания не менее 6000 г и ценой деления не более 0,1 г;
- сушильный шкаф для нагрева и поддержания температуры до 220 °С, с точностью до 3 °С;
- металлический лоток для засыпки асфальтобетонной смеси в форму, представленный на рисунке 28;

Рисунок - 28 Металлический лоток для засыпки асфальтобетонной
смеси
в форму
- лотки металлические для разогрева и хранения материала;
- бумажные диски диаметром от 149,5 до 150,0 мм;
- штангенциркуль по ГОСТ 166;
- выжимное устройство.
9.3 Подготовка к уплотнению
9.3.1 Для получения образцов требуемой толщины и содержанию воздушных пустот сначала вычисляют массу навески асфальтобетонной смеси m, кг, по формуле 3:
|
|
(3) |
где: Gmm - максимальная плотность асфальтобетонной смеси, кг/м3, определяемая по ПНСТ 92;
R - радиус образца, мм;
В - внутренняя ширина формы, мм;
h - требуемая толщина образца;
Va - требуемое содержание воздушных пустот %.
9.2.1 Приготовленные составы асфальтобетонных смесей выдерживают в сушильном шкафу при температуре уплотнения в течение (120 ± 5) мин, в соответствии ПНСТ 111. Данное термостатирование имитирует время выдерживания смеси в накопительном бункере АБЗ, время транспортировки и выгрузки смеси в бункер асфальтоукладчика или перегружателя.
Примечание - Если при изготовлении образцов используется смесь, отобранная на асфальтобетонном заводе, то ее необходимо нагреть до температуры уплотнения без дополнительного выдерживания.
Температурой уплотнения является температура, при которой вязкость несостаренного вяжущего находится в пределах (0,28 ± 0,03) Па×сек определяется по ПНСТ 112.
Примечание - Рекомендуемые температурные интервалы для смесей, изготавливаемых на ПБВ и битумных вяжущих с модификаторами выбираются исходя из рекомендаций производителя битумного вяжущего.
9.3.2 Рекомендуется асфальтобетонную смесь делить на пробы, массой необходимой для приготовления одного образца по методу А ПНСТ 91 (рисунок 13).
9.3.2 Металлическую форму и вкладыши помещают в сушильный шкаф за не менее чем 30 минут до начала уплотнения. Температура в шкафу должна соответствовать температуре уплотнения.
Если температура смеси совпадает с температурой уплотнения, то начинают уплотнение. Если температура смеси отличается от температуры уплотнения более чем на 3 °С, то смесь помещают в сушильный шкаф с установленной в нём температурой уплотнения на промежуток времени не более 30 минут.
9.3.3 Требуемое количество оборотов выбирают в зависимости от количества приложений ЭООН на месте строительства, по таблице 4.
Таблица 4 - количество оборотов гиратора в зависимости от приложений ЭООН
|
Приложения ЭООН, миллион |
Количество оборотов гиратора |
||
|
Nнач |
Nпр |
Nмакс. |
|
|
< 0,3 |
6 |
50 |
75 |
|
От 0,3 до < 3 |
7 |
75 |
115 |
|
От 3 до < 30 |
8 |
100 |
160 |
|
≥ 30 |
9 |
125 |
205 |
Примечание: количество приложений ЭООН исходя из стандартных для РФ расчетных одноосных нагрузок (100 кН и 115 кН) рассчитывается по приложению Б ОДМ 218.4.036-2017 [1].
9.4 Уплотнение асфальтобетонных образцов
9.4.1 После того как металлическая форма была выдержана при температуре уплотнения в сушильном шкафу, ее вынимают, а на дно формы укладывают нижний вкладыш и один бумажный диск.
9.4.2 За один прием высыпают асфальтобетонную смесь в форму (рисунок 29), выравнивают, сверху укладывают бумажный диск и верхний вкладыш. Форму со смесью устанавливают во вращательный уплотнитель и центрируют.

Рисунок 29 - Асфальтобетонную смесь засыпают в форму при
помощи
специального лотка за один прием
9.4.3 Создают давление на образец (600 ± 18) кПа и начинают вращательное уплотнение таким образом, чтобы угол между осью нагрузки и осью формы составлял (1,16 ± 0,02)°, а скорость вращения было 30 об/мин.
9.4.5 После требуемого количества оборотов уплотнение завершается, механизм вращения отключается.
9.4.6 Выравнивают форму и снимают нагрузку с толкателя. Возвращают толкатель в исходное положение.
9.4.7 После окончания уплотнения вынимают форму из уплотнителя и выдавливают образец из формы (рисунок 30). В зависимости от вида вращательного уплотнителя процесс демонтажа может отличаться.

Рисунок 30 - Извлечение асфальтобетонного образца при помощи
выжимного
устройства
Примечание - Для некоторых асфальтобетонов требуется охлаждать образец при комнатной температуре, чтобы не происходило разрушения образцов при их извлечении из формы.
9.4.8 После того как образец был извлечен из формы, с нижней и верхней его части удаляют бумажные диски и помещают на ровную чистую поверхность. В случае если необходимо выполнить уплотнение следующего образца, то форму снова помещают в сушильный шкаф и выдерживают там не менее 5 минут при температуре уплотнения асфальтобетонной смеси.
9.5 Контроль качества приготовленных образцов.
После приготовления образцов необходимо измерить их высоту в трёх равнораспределенных по окружности точках с точностью до 0,1 мм при помощи штангенциркуля по ГОСТ 166.
10 Рекомендации по применению методов уплотнения
11.1 Метод изготовления асфальтобетонных образцов в стальных формах на прессе
Данный метод не имеет широкого распространения в мире, и применяется только на территории стран бывшего СССР. В процессе постепенного нагружения и статического уплотнения асфальтобетонной смеси в стальных формах на прессе крупные зерна каменного материала, входящие в состав асфальтобетонной смеси, соприкасаясь друг с другом, прекращают движение при давлении, гораздо ниже требуемого. С увеличением давления до требуемого происходит дробление зерен каменного материала, в результате чего степень распределения в объеме образца и текстура образца существенно отличается от асфальтобетона, уплотненного катками. Особенно это проявляется на многощебенистых смесях, что является существенным недостатком данного метода уплотнения.
К преимуществу данного метода уплотнения можно отнести широкое распространение оборудования на территории РФ и его сравнительно невысокую стоимость.
11.2 Метод изготовления асфальтобетонных образцов на установке Маршалла
Уплотнение асфальтобетонной смеси на установке Маршалла осуществляется поочередно повторяющимися нагружениями и разгрузками, аналогично каткам при устройстве асфальтобетонного покрытия. В отличие от уплотнения в стальных формах на прессе, где происходит уплотнение статической нагрузкой, на уплотнителе Маршалла асфальтобетонная смесь уплотняется под динамической нагрузкой падающего груза, вследствие чего частицы материала свободно перемещаются вертикально и горизонтально относительно друг друга, что обеспечивает необходимое уплотнение. Большим преимуществом данного метода является его простота, невысокая стоимость оборудования и возможность проведения уплотнения в полевых условиях.
К недостаткам метода можно отнести требования установки уплотнителя на бетонное основание, высокий уровень шума и вибрации при уплотнении, что не позволяет проводить параллельные измерения на весах в вагонах-лабораториях.
11.3 Метод изготовления асфальтобетонных образцов на вальцовом уплотнителе
По сравнению с остальными методами уплотнения конструкция вальцового уплотнителя и процесс уплотнения асфальтобетонной смеси на нем в максимальной степени моделирует процедуру уплотнения асфальтобетонной смеси на дороге гладковальцовыми катками, что позволяет подготовить образцы-плиты с текстурой асфальтобетона максимально похожей на асфальтобетон из покрытия автомобильной дороги. Также стоит отметить, что при уплотнении асфальтобетонной смеси в вальцовом уплотнителе не происходит дробления частиц минерального материала. Уплотнение асфальтобетонной смеси на вальцовом уплотнителе без сомнения является одним из приоритетных методов подготовки образцов в лабораторных условиях.
Недостатком данного метода является высокая стоимость вальцового уплотнителя и, как правило, большие габариты. К недостаткам также можно отнести вальцовые уплотнители с ручным управлением в результате чего получается высокая разница в степени уплотнения, которая зависит от опыта специалиста.
11.4 Метод изготовления асфальтобетонных образцов на вращательном уплотнителе
Вращательный уплотнитель (гиратор) при уплотнении асфальтобетонной смеси имитирует физику и механику процесса уплотнения смеси на дороге за счет вращения цилиндрической формы под углом и одновременного приложения вертикального давления. При уплотнении асфальтобетонной смеси на вращательном уплотнителе не происходит дробление частиц минерального материала, и, как правило, достигается самая высокая степень уплотнения, в сравнении с предыдущими лабораторными методами. Основная часть модификаций вращательных уплотнителей (гираторов) выполнена с возможностью перемещения (на колесах), что позволяет размещать вращательный уплотнитель в непосредственной близости от мест подготовки образцов. Современные модификации вращательных уплотнителей (гираторов) имеют программное обеспечение, позволяющее обрабатывать и отображать данные о высоте образца после каждого оборота формы. Все перечисленные факторы делают метод изготовления асфальтобетонных образцов на вращательном уплотнителе, на ряду с вальцовым уплотнителем, приоритетным среди лабораторных методов уплотнения.
Недостатком данного метода уплотнения является высокая стоимость вращательного уплотнителя и отсутствие производства на территории РФ.
Также к недостаткам можно отнести, отсутствие единых унифицированных методик и эталонов для оценки действительных метрологических характеристик, вследствие чего, на гираторах разных производителей возможно получение различных значений объемной плотности образцов.
Библиография
[1] ОДМ 218.4.036-2017 Методические рекомендации по приготовлению асфальтобетонных смесей, их укладке, а также приемке выполненных работ, основанные на методологии «Superpave»
|
Ключевые слова: рекомендации, асфальтобетон, правила применения, гиратор, пресс, уплотнитель Маршалла, вальцовый уплотнитель. |
|
Руководитель
разработки |
______________ подпись |
Оверин Д.И. |
|
Разработчики ОДМ |
______________ подпись |
Кадыров Г.Ф. |
|
______________ подпись |
Сизов Д.А. |
|
|
______________ подпись |
Зарифов Р.Р |