ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ Р |

СОСТАВЫ ДЕКОРАТИВНЫЕ ШТУКАТУРНЫЕ
НА ПОЛИМЕРНОЙ ОСНОВЕ ДЛЯ ФАСАДНЫХ
ТЕПЛОИЗОЛЯЦИОННЫХ КОМПОЗИЦИОННЫХ
СИСТЕМ С НАРУЖНЫМИ ШТУКАТУРНЫМИ СЛОЯМИ
Технические условия
|
|
Москва Стандартинформ 2018 |
Предисловие
1 РАЗРАБОТАН Ассоциацией «Наружные фасадные системы» (Ассоциация «АНФАС»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2018 г. № 137-ст
4 ВЗАМЕН ГОСТ Р 55818-2013
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок - в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
ГОСТ Р 55818-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСТАВЫ
ДЕКОРАТИВНЫЕ ШТУКАТУРНЫЕ НА ПОЛИМЕРНОЙ
ОСНОВЕ ДЛЯ ФАСАДНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ КОМПОЗИЦИОННЫХ
СИСТЕМ С НАРУЖНЫМИ ШТУКАТУРНЫМИ СЛОЯМИ
Технические условия
Polymer base decorative coats for facade’s thermo-insulating
composite systems
with external plaster lays. Specifications
Дата введения - 2018-09-01
1 Область применения
Настоящий стандарт распространяется на декоративные штукатурные составы (далее - декоративные составы), выпускаемые промышленным способом в виде готовых к применению окрашенных в массе составов на основе водных полимерных дисперсий и природных минеральных наполнителей, предназначенные для устройства декоративно-защитного финишного слоя в составе систем фасадных теплоизоляционных композиционных с наружными штукатурными слоями (СФТК), применяемые при строительстве, реконструкции и ремонте зданий и сооружений.
Настоящий стандарт устанавливает технические требования к заводским (поставляемым предприятием-изготовителем) и затвердевшим декоративным составам.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.579 Государственная система обеспечения единства измерений. Требования к количеству фасованных товаров в упаковках любого вида при их производстве, расфасовке, продаже и импорте
ГОСТ 9.403 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Методы испытаний на стойкость к статическому воздействию жидкостей
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 3826 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 5802 Растворы строительные. Методы испытаний
ГОСТ 8735 Песок для строительных работ. Методы испытаний
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10733 Часы наручные и карманные механические. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 19007 Материалы лакокрасочные. Метод определения времени и степени высыхания
ГОСТ 21903 Материалы лакокрасочные. Методы определения условной светостойкости
ГОСТ 25898 Материалы и изделия строительные. Методы определения паропроницаемости и сопротивления паропроницанию
ГОСТ 26633 Бетоны тяжелые и мелкозернистые. Технические условия
ГОСТ 30108 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 31356 Смеси сухие строительные на цементном вяжущем. Методы испытаний
ГОСТ 31939 (ISO 3251:2008) Материалы лакокрасочные. Определение массовой доли нелетучих веществ
ГОСТ 33739 Системы фасадные теплоизоляционные композиционные с наружными штукатурными слоями. Классификация
ГОСТ 33740 Системы фасадные теплоизоляционные композиционные с наружными штукатурными слоями. Термины и определения
ГОСТ Р 52020 Материалы лакокрасочные водно-дисперсионные. Общие технические условия
ГОСТ Р 57270 Материалы строительные. Методы испытаний на горючесть
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 33740, ГОСТ 31356, а также следующие термины с соответствующими определениями:
3.1 заводские составы: Промышленно изготовленные смеси водных полимерных дисперсий, наполнителей, красителей и модифицирующих добавок, перемешанные до однородной массы и готовые для последующего применения в соответствии с технической документацией предприятия-изготовителя.
3.2 затвердевшие составы: Искусственные материалы, представляющие собой продукт естественного твердения заводских составов.
4 Технические требования
4.1 Декоративные составы должны соответствовать требованиям настоящего стандарта и изготовляться по технической и технологической документации предприятия-изготовителя, утвержденной в установленном порядке.
4.2 Свойства декоративных составов должны характеризоваться показателями качества заводских и затвердевших составов.
4.2.1 Основными показателями качества заводских составов являются:
- плотность;
- pH;
- наибольшая крупность зерен наполнителя;
- содержание зерен наибольшей крупности;
- подвижность;
- сохраняемость первоначальной подвижности;
- стойкость к стеканию с вертикальных поверхностей;
- массовая доля нелетучих веществ;
- время высыхания до степени 3.
4.2.2 Основными показателями качества затвердевших составов являются:
- прочность сцепления (адгезия) с бетонным основанием;
- стойкость к возникновению усадочных трещин;
- морозостойкость контактной зоны;
- водопоглощение;
- сопротивление паропроницанию;
- смываемость;
- условная светостойкость;
- стойкость к статическому воздействию жидкостей (дистиллированная вода, 3 %-ный раствор соляной кислоты, 3 %-ный раствор гидроксида натрия и 3 %-ный раствор хлорида натрия);
- цвет;
- группа горючести.
4.3 Условное обозначение декоративных составов должно включать в себя:
- полное наименование состава в соответствии с ГОСТ 33739;
- область применения;
- обозначение декоративного полимерного состава (ДПС);
- обозначение класса по прочности сцепления с бетонным основанием;
- марку по морозостойкости;
- указания о наличии окраски (наименование и шифр цвета и колерной карты);
- обозначение настоящего стандарта.
Пример условного обозначения декоративного штукатурного состава на полимерной основе, предназначенного для фасадных теплоизоляционных композиционных систем с наружными штукатурными слоями, класса по прочности сцепления с бетонным основанием Aab7, марки по морозостойкости F75, окрашенного (наименование и шифр цвета и колерной карты):
Состав декоративный штукатурный на полимерной основе для фасадных теплоизоляционных композиционных систем с наружными штукатурными слоями ДПС - Aab7-F75, наименование и шифр цвета и колерной карты, ГОСТ Р 55818-2018.
Допускается в условное обозначение вносить дополнительные данные для полной идентификации декоративного состава, например условное наименование конкретного завода-изготовителя.
4.4 Требования к заводским составам
4.4.1 Плотность заводских составов должна быть от 1400 до 1900 кг/м3.
4.4.2 Водородный показатель pH заводских составов должен быть 6,5 - 12,0.
4.4.3 Наибольшая крупность зерен наполнителя Днаиб заводских составов не должна превышать 5 мм.
4.4.4 Подвижность, определяемая по погружению конуса Пк, должна быть марки Пк3 (глубина погружения конуса - от 8 до 12 см).
4.4.5 Сохраняемость первоначальной подвижности заводских декоративных составов определяют временем сохранения первоначальной подвижности Пк3 в минутах. Сохраняемость первоначальной подвижности заводских декоративных составов должна быть не менее 40 мин. Допускаемое уменьшение первоначальной подвижности через 40 мин не должно превышать 1,0 см.
4.4.6 Заводские составы должны быть устойчивыми к стеканию с вертикальных поверхностей. Стекание заводского состава, нанесенного на вертикальную поверхность, не допускается.
4.4.7 Время высыхания заводских составов до степени 3 должно быть не более 5 ч.
4.4.8 Массовая доля нелетучих веществ в заводских составах должна быть не менее 80 %.
4.5 Требования к затвердевшим составам
4.5.1 Нормируемые показатели качества затвердевших составов должны быть обеспечены в проектном возрасте (14 сут) в условиях естественного твердения при температуре (21 ± 3) °С и относительной влажности воздуха (55 ± 10) %.
4.5.2 В зависимости от прочности сцепления с бетонным основанием (адгезии) устанавливают классы затвердевших составов, приведенные в таблице 1.
Таблица 1 - Классы затвердевших составов по прочности сцепления (адгезии)
|
Класс |
Aab3 |
Aab4 |
Aab5 |
Aab6 |
Aab7 |
|
Прочность сцепления с бетонным основанием (адгезия), МПа, не менее |
0,65 |
0,8 |
1,0 |
1,25 |
1,5 |
4.5.3 Затвердевшие составы должны быть стойкими к образованию усадочных трещин. Образование усадочных трещин на поверхности затвердевшего состава не допускается.
4.5.4 Затвердевшие составы должны иметь марку по морозостойкости контактной зоны не ниже F75.
4.5.5 Водопоглощение затвердевших составов по массе должно быть не более 15 %.
4.5.6 Сопротивление паропроницанию затвердевших составов должно быть не более 0,15 м2 · ч · Па/мг.
Примечание - Паропроницаемость µ затвердевших декоративных штукатурных составов должна быть не менее 0,01 мг/(м · ч · Па).
4.5.7 Смываемость затвердевших составов должна быть не более 2,0 г/м2.
4.5.8 Условная светостойкость затвердевших составов должна быть не менее 24 ч.
4.5.9 Стойкость затвердевших составов к статическому воздействию жидкостей должна быть не менее 96 ч (дистиллированная вода, 3 %-ный раствор соляной кислоты, 3 %-ный раствор гидроксида натрия и 3 %-ный раствор хлорида натрия).
4.5.10 Цвет затвердевшего состава должен соответствовать образцу-эталону предприятия-изготовителя (по колерной карте, колерному вееру или по заказу).
4.5.11 Группа горючести затвердевших составов должна быть не ниже Г1.
4.6 Требования к материалам для изготовления декоративных составов
4.6.1 Материалы, применяемые для изготовления декоративных составов, должны обеспечивать получение составов с техническими характеристиками, указанными в настоящем стандарте, и соответствовать стандартам или техническим условиям на материалы конкретных видов.
4.6.2 Удельная эффективная активность естественных радионуклидов Aэфф материалов, применяемых для изготовления составов, не должна превышать предельных значений, установленных ГОСТ 30108.
4.7 Упаковка и маркировка
4.7.1 Маркировка и упаковка составов должны выполняться в соответствии с ГОСТ 8.579 и соответствовать требованиям настоящего стандарта.
4.7.2 Заводские составы должны быть упакованы в герметичную тару (ведра и др.) из химически стойкого материала, предназначенную для полимерных пастообразных строительных материалов.
4.7.3 Масса нетто заводского состава в единице упаковки (таре) должна быть не более 30 кг. Предельное отклонение от номинальной массы нетто не должно превышать 0,5 %.
4.7.4 На каждую упаковочную единицу должна быть нанесена маркировочная надпись печатью непосредственно на тару или этикетку, наклеенную на тару, содержащая следующие данные:
- наименование предприятия-изготовителя и его товарный знак, адрес;
- условное обозначение состава по 4.3;
- номер партии и дата ее изготовления (месяц, год);
- гарантийный срок и условия хранения;
- масса нетто, кг;
- меры предосторожности при работе с составами;
- краткая инструкция по применению с указанием метода подготовки к работе.
4.7.5 Этикетки должны быть наклеены прочно, без перекосов и морщин.
4.7.6 Номер партии и дату изготовления допускается наносить штампованием на упаковку (тару) или этикетку. Допускается также нанесение этих данных на упаковку с использованием дополнительных этикеток.
4.7.7 Транспортная маркировка составов должна проводиться по ГОСТ 14192 с нанесением манипуляционных знаков «Пределы температуры» с отметкой температур (указание изготовителя), «Беречь от солнечных лучей» и «Герметичная упаковка».
5 Требования безопасности и охраны окружающей среды
5.1 Санитарно- и радиационно-гигиеническая безопасность применения составов подтверждается заключением уполномоченного органа государственной власти на основании оценки по безопасности составов или их составляющих.
Безопасность минеральных составляющих составов (наполнители) оценивают по содержанию радиоактивных веществ, полимерных составляющих и химических добавок - по их санитарно-гигиеническим характеристикам.
5.2 Составы не должны выделять во внешнюю среду вредные химические вещества в количествах, превышающих предельно допустимые концентрации (ПДК), утвержденные органами здравоохранения.
5.3 Запрещается сбрасывать составы (в любом их агрегатном состоянии), а также отходы их производства в водоемы санитарно-бытового использования и канализацию.
5.4 При проливе составы следует засыпать песком и утилизировать как бытовые отходы.
6 Правила приемки
6.1 Заводские составы должны быть приняты службой технического контроля предприятия-изготовителя.
Приемку заводских составов должны проводить партиями. В партию включают составы, изготовленные по одной рецептуре и технологии, из исходных материалов одного качества. Размеры партии не могут быть более суточной выработки. Они могут быть установлены по согласованию предприятия-производителя и потребителя, для которого данная партия производится.
6.2 Для проверки состояния упаковки, правильности маркировки, массы нетто, качества составов от партии продукции отбирают случайную выборку.
6.2.1 Объем случайной выборки составов устанавливают по таблице 2.
Таблица 2 - Объем случайной выборки, отбираемой из партии
|
Объем партии (ведра), шт. |
1 - 2 |
3 - 8 |
9 - 25 |
26 - 100 |
101 - 500 |
|
Объем выборки (ведра), шт. |
Все |
2 |
3 |
5 |
8 |
6.3 Контроль составов проводят по результатам испытаний проб и образцов, подготовленных и проведенных по разделу 7.
6.4 Для проверки соответствия составов требованиям настоящего стандарта следует проводить приемочный контроль, включающий в себя приемо-сдаточные и периодические испытания.
6.5 При приемо-сдаточных испытаниях каждой партии определяют:
а) для заводских составов:
- плотность,
- pH,
- массу нетто,
- подвижность Пк,
- сохраняемость первоначальной подвижности,
- стойкость к стеканию с вертикальных поверхностей,
- время высыхания до степени 3;
б) для затвердевших составов:
- цвет.
Партию принимают, если результаты испытаний по всем указанным показателям соответствуют требованиям настоящего стандарта.
6.6 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному показателю проводят повторные испытания на удвоенном количестве продукции, взятом из той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию. Если составы при повторных испытаниях хотя бы по одному показателю не соответствуют требованиям настоящего стандарта, партию бракуют.
6.7 Периодическим испытаниям подвергают составы, прошедшие приемо-сдаточные испытания.
При периодических испытаниях определяют:
а) не реже одного раза в 3 мес:
- наибольшую крупность зерен наполнителя,
- содержание зерен наибольшей крупности,
- прочность сцепления (адгезию) с бетонным основанием;
б) не реже одного раза в 6 мес:
- водопоглощение,
- смываемость,
- стойкость к возникновению усадочных трещин;
в) не реже одного раза в год:
- морозостойкость контактной зоны,
- массовую долю нелетучих веществ,
- стойкость к статическому воздействию жидкостей,
- условную светостойкость,
- сопротивление паропроницанию.
Все перечисленные выше показатели подлежат обязательной проверке в случае изменения качества исходных материалов, рецептуры составов и/или технологии их изготовления.
Результаты периодических испытаний распространяются на все партии составов, поставляемые до проведения следующих периодических испытаний.
6.7.1 Группу горючести определяют по ГОСТ 30244 при постановке состава на производство. При изменении полимерной составляющей (химического состава, производителя и т.п.) состава следует проводить его повторное испытание на группу горючести. Испытание на определение группы горючести проводится испытательным центром (лабораторией), аккредитованным в порядке, установленным действующим законодательством Российской Федерации.
6.8 Радиационно- и санитарно-гигиеническую оценку составов подтверждают заключением уполномоченного органа государственной власти на основании оценки по безопасности составов или их составляющих, которое необходимо возобновлять по истечении срока его действия или при изменении качества исходных материалов, рецептуры составов и/или технологии их изготовления.
6.9 Потребитель имеет право проводить контрольную проверку качества поставляемых ему составов в соответствии с требованиями и методами, установленными в настоящем стандарте.
6.10 Каждая партия поставляемых составов должна сопровождаться документом о качестве, в котором указывают:
- наименование предприятия-изготовителя;
- наименование, условное обозначение состава, его заводскую марку;
- номер партии и дату изготовления;
- объем партии (количество упаковочных единиц);
- массу нетто материала в единице упаковки;
- значения основных показателей качества [прочность сцепления с бетонным основанием (адгезию), морозостойкость, группу горючести, цвет и др.];
- номер и дату выдачи документа о качестве;
- удельную эффективную активность естественных радионуклидов;
- гарантийный срок хранения;
- обозначение настоящего стандарта.
При экспортно-импортных операциях содержание документа о качестве уточняется в договоре на поставку.
7 Методы испытаний
7.1 Отбор проб и изготовление образцов
7.1.1 Для проведения испытаний от упаковочных единиц заводского состава (таблица 2) отбирают точечные пробы.
Перед отбором точечных проб заводские составы должны быть перемешаны до однородной массы. Объем каждой точечной пробы должен быть не менее 100 см3. Точечные пробы должны отбираться не менее чем из двух заводских упаковок. Точечные пробы объединяют и тщательно перемешивают для получения объединенной пробы. Масса объединенной пробы должна быть не менее 5 кг. Объединенную пробу делят на две равные части, одну из которых используют для проведения испытаний.
Другую часть объединенной пробы помещают в герметически закрывающийся сосуд, опечатывают, маркируют с указанием наименования и марки состава, номера партии, даты отбора пробы и хранят в сухом помещении в течение гарантийного срока. Пробу используют при необходимости проведения арбитражных испытаний.
7.1.2 Изготовление образцов затвердевших составов должно выполняться в соответствии со стандартом на метод испытания или с разделом 7.
Перед проведением испытаний проб заводских составов или перед изготовлением образцов затвердевших составов пробу (состав) перемешивают миксером до однородной массы.
7.1.3 Испытания следует проводить при температуре (21 ± 3) °С и относительной влажности воздуха (55 ± 10) %, если нет особых указаний.
7.2 Испытания заводских составов
7.2.1 Плотность заводских составов определяют по ГОСТ 5802.
7.2.2 Подвижность заводских составов определяют по ГОСТ 5802.
Сохраняемость первоначальной подвижности определяют через 40 мин после определения подвижности на тех же пробах заводского состава. Испытуемые пробы должны в течение контрольного времени (40 мин) находиться в открытой таре (ведре).
7.2.3 pH заводского состава определяют по ГОСТ Р 52020.
7.2.4 Наибольшую крупность зерен наполнителя и содержание зерен наибольшей крупности определяют по ГОСТ 8735 с дополнениями, указанными в 7.2.4.1 - 7.2.4.4.
7.2.4.1 Для испытаний применяют проволочные сита с квадратными ячейками № 3,2; № 2,8; № 2,5; № 2,2; № 2; № 1,8; № 1,6; № 1,2 и № 1,1 по ГОСТ 3826.
7.2.4.2 Навеску заводского состава массой (160 ± 2) г помещают в стакан вместимостью 400 - 500 см3 и заливают 200 см3 воды.
7.2.4.3 Содержимое стакана тщательно перемешивают стеклянной палочкой, дают отстояться и жидкость сливают. Процедуру повторяют до тех пор, пока вода над осадком не станет прозрачной. Осадок полностью переносят на фильтр, дают воде стечь и высушивают фильтр с наполнителем в сушильном шкафу при температуре (100 ± 2) °С до постоянной массы. Массу пробы считают постоянной, если разность между результатами двух последовательных взвешиваний не превышает 0,2 % массы пробы.
7.2.4.4 Наибольший размер крупности зерен наполнителя определяют по ситу, подобранному по указанию производителя.
Содержание зерен наибольшей крупности определяют взвешиванием остатка на сите с наиболее крупным наполнителем.
За окончательный результат принимают среднее арифметическое значение результатов испытаний трех навесок.
7.2.5 Определение стойкости к стеканию с вертикальных поверхностей
7.2.5.1 Средства испытания
Бетонная плита по ГОСТ 31356.
Малярный стальной шпатель шириной 100 мм.
Металлическая линейка по ГОСТ 427.
Часы с секундной стрелкой по ГОСТ 10733.
7.2.5.2 Подготовка к испытанию и проведение испытания
Для проведения испытания на поверхности бетонной плиты изготовляют три образца размерами 100×100 мм и толщиной, равной диаметру зерна наибольшей крупности состава. Декоративный состав наносят металлическим шпателем на бетонную плиту, установленную в горизонтальном положении. Обозначают контур образца. Излишки состава удаляют. Затем плиту устанавливают в вертикальное положение и выдерживают в таком положении 30 мин. По истечении указанного времени измеряют расстояние, на которое сместился образец состава под воздействием собственной массы.
Декоративный состав считают прошедшим испытание, если нанесенные на бетонную плиту образцы не изменили своего первоначального положения.
7.2.6 Массовую долю нелетучих веществ определяют по ГОСТ 31939.
7.2.7 Время высыхания до степени 3 определяют по ГОСТ 19007 со следующими дополнениями.
Для испытаний применяют бетонные плиты по ГОСТ 31356. После нанесения состава сушку проводят при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %.
Образцы считают выдержавшими испытание, если время высыхания каждого образца не превысило 5 ч.
Испытание проводят на трех образцах.
7.3 Испытания затвердевших составов
7.3.1 Прочность сцепления с бетонным основанием (адгезию) определяют по ГОСТ 31356 с дополнениями, указанными в 7.3.1.1 - 7.3.1.4.
7.3.1.1 Образцы изготовляют с помощью трафарета из нержавеющей стали (или другого материала, не деформируемого при постоянной температуре и не впитывающего воду) толщиной 3 или 5 мм с квадратными отверстиями размерами 50×50 мм или круглыми отверстиями диаметром 56,5 мм. Толщину трафарета назначают по наибольшей крупности зерна наполнителя. Стенки отверстий должны быть обработаны от заусенцев. Для лучшего снятия трафарета допускается смазывать стенки отверстий маслом на органической или синтетической основе.
Образцы выдерживают 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %. Число образцов должно быть не менее пяти.
7.3.1.2 Основные характерные виды отрывов (разрывов) приведены на рисунке 1.
7.3.1.3 Декоративные составы, показавшие при испытаниях на двух и более образцах характер отрыва АТ-1, считают не прошедшими испытания.
|
|
АТ-1 - адгезионный отрыв на границе «образец-бетонная плита» |
|
|
АТ-2 - когезионный разрыв по телу образца (когезионный отрыв) |
|
|
АТ-3 - когезионный разрыв по телу бетона |
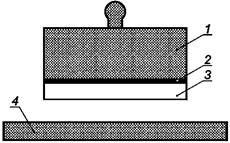
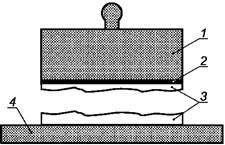
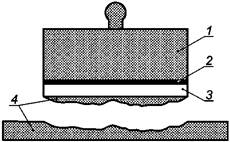
1 - металлический штамп; 2 - клей; 3 - образец; 4 - бетонная плита
Рисунок
1 - Основные характерные виды отрыва образцов при определении
прочности сцепления с бетонным основанием
7.3.1.4 Прочность сцепления (адгезию) при испытании одного образца An, МПа, определяют по формуле
|
An = F/S. |
(1) |
где F - максимальная сила отрыва (разрыва) образца от основания, H;
S - площадь контакта поверхности образца с основанием, мм2 (S = 2500 мм2).
Каждое единичное значение прочности сцепления вычисляют с точностью до 0,01 МПа.
За результат испытания принимают среднее арифметическое значение результатов испытания образцов, показавших характер отрыва АТ-2 и АТ-3, рассчитанное с точностью до 0,01 МПа по формуле
|
A = (A1 + ... + An)/n, |
(2) |
где n - число образцов (n ≥ 5).
Метод определения прочности сцепления декоративных составов с бетонным основанием используют как основной (арбитражный).
7.3.2 Определение стойкости к возникновению усадочных трещин
7.3.2.1 Средства испытания и вспомогательные устройства
Трафарет из нержавеющей стали (или другого материала, не деформируемого при постоянной температуре и не впитывающего воду) толщиной 3 или 5 мм с прямоугольными отверстиями размерами 160×80 мм. Кромки отверстий должны быть обработаны от заусенцев. Толщину трафарета назначают по наибольшей крупности зерна наполнителя.
Бетонная плита по ГОСТ 31356.
Малярный стальной шпатель шириной 100 мм.
Металлическая линейка по ГОСТ 427.
7.3.2.2 Подготовка к испытанию и проведение испытания
Трафарет устанавливают на горизонтально расположенную бетонную плиту и заполняют заводским составом, используя стальной шпатель. Избыток состава срезают, а затем заглаживают состав стальным шпателем, после чего трафарет аккуратно снимают. Для лучшего снятия трафарета допускается смазывать стенки отверстий маслом на органической или синтетической основе.
Число изготовленных образцов должно быть не менее трех. В течение 72 ч твердения визуальным осмотром устанавливают наличие или отсутствие трещин на образцах.
Затвердевший состав считают прошедшим испытание, если ни на одном из образцов не выявлены трещины.
7.3.3 Морозостойкость контактной зоны определяют по ГОСТ 31356 (раздел 8) с дополнениями, указанными в 7.3.31 и 7.3.3.2.
7.3.3.1 В качестве подложки применяют бетонные образцы размерами 100×100×100 мм или 100×100×50 мм, изготовленные из бетона по ГОСТ 26633 класса по прочности на сжатие не менее B20, марки по морозостойкости не ниже F200. Число образцов должно быть не менее 15.
На все поверхности подложек наносят декоративный состав толщиной, равной наибольшей крупности зерна наполнителя, но не менее 3 мм.
Образцы выдерживают в течение 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %.
7.3.3.2 Образцы испытывают согласно режиму испытания, указанному в таблице 3.
|
Размер образца, мм |
Замораживание |
Оттаивание |
||
|
Время, ч, не менее |
Температура, °С |
Время, ч, не менее |
Температура, °С |
|
|
100×100×100 или 100×100×50 |
2,5 |
Минус 18 ± 2 |
2 ± 0,5 |
18 ± 2 |
7.3.4 Водопоглощение определяют по ГОСТ 5802 с дополнениями, указанными в 7.3.4.1 и 7.3.4.2.
7.3.4.1 На полиэтиленовую пленку по ГОСТ 10354 толщиной 0,2 мм наносят декоративный состав размерами 100×100 мм и толщиной, равной наибольшей крупности зерна наполнителя, но не менее 3 мм.
7.3.4.2 Образцы выдерживают в течение 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %. Число образцов должно быть не менее трех. Перед проведением испытаний полиэтиленовую пленку снимают.
7.3.5 Смываемость затвердевших составов определяют по ГОСТ Р 52020.
7.3.6 Условную светостойкость затвердевших составов определяют по методу 2 ГОСТ 21903 с дополнениями, указанными в 7.3.6.1 и 7.3.6.2.
7.3.6.1 На пластины из стекла размерами 90×120×4 мм наносят декоративный состав толщиной, равной наибольшей крупности зерна наполнителя, но не менее 3 мм.
Образцы перед началом проведения испытаний выдерживают в течение 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %. Число образцов должно быть не менее трех.
7.3.6.2 Образцы считают прошедшими испытание, если ни на одном из образцов не наблюдаются изменения цвета и/или меление.
7.3.7 Стойкость к статическому воздействию жидкостей определяют по ГОСТ 9.403 с дополнениями, указанными в 7.3.7.1 и 7.3.7.2.
7.3.7.1 На пластины из стекла размерами 100×220×4 мм наносят заводской состав толщиной, равной наибольшей крупности зерна наполнителя, но не менее 3 мм.
Образцы выдерживают в течение 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %. Число образцов должно быть не менее трех.
7.3.7.2 Стойкость к воздействию жидкостей: 3 %-ный раствор соляной кислоты, 3 %-ный раствор гидроксида натрия и 3 %-ный раствор хлорида натрия определяют по методу Б. Время проведения испытаний должно составлять 48 ч. На период проведения испытания тампоны должны оставаться увлажненными жидкостями.
7.3.7.3 Стойкость к воздействию дистиллированной воды определяют в течение 48 ч по методу А.
7.3.7.4 Декоративный состав считают стойким к статическому воздействию жидкостей, если после испытаний ни на одном из образцов не наблюдалось изменения цвета, внешнего вида (вздутия, трещины) и отслоения от подложки.
7.3.8 Сопротивление паропроницанию и коэффициент паропроницаемости определяют по ГОСТ 25898 с дополнениями, указанными в 7.3.8.1 и 7.3.8.2.
7.3.8.1 На подложку с известной паропроницаемостью наносят заводской состав толщиной, равной наибольшей крупности зерна наполнителя. Излишки заводского состава удаляют «на сдир», поверхность состава затирают с формированием текстуры, предусмотренной технической документацией производителя.
7.3.8.2 Образцы перед началом испытания выдерживают в течение 14 сут при температуре (21 ± 3) °С и относительной влажности (55 ± 10) %. Число образцов должно быть не менее трех.
7.3.9 Соответствие цвета затвердевшего декоративного состава эталонному образцу колерной карты, колерного веера и т.п. или заказа определяют визуально.
Цвет высушенного образца сравнивают с эталонным образцом при рассеянном дневном свете. При отсутствии хорошего дневного освещения для сравнения используют искусственный дневной свет. Сравниваемые образцы должны находиться в одной плоскости и на одном расстоянии (300 - 500 мм) от глаз наблюдателя под углом зрения, исключающим блеск поверхности. В случае разногласий за окончательный вариант принимают определение цвета при естественном дневном освещении.
7.3.10 Контроль массы нетто заводского состава в таре проводят взвешиванием на технических весах с погрешностью взвешивания не более 30 г.
7.3.11 Удельную эффективную активность естественных радионуклидов Aэфф в исходных материалах, применяемых для изготовления декоративных составов, или непосредственно в декоративных составах определяют по ГОСТ 30108.
7.3.12 Группу горючести определяют по ГОСТ 30244.
8 Транспортирование и хранение
8.1 Заводские составы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки и крепления грузов, действующими на транспорте конкретного вида, и инструкциями изготовителя.
8.2 При отрицательных температурах наружного воздуха составы следует транспортировать в закрытых термостатированных транспортных средствах (вагонах, фурах, контейнерах), в которых в течение всего срока транспортирования поддерживается постоянная температура не менее 5 °С. Не допускается замораживание составов при хранении и транспортировании.
8.3 Заводские составы следует хранить в упакованном виде в закрытых сухих складских помещениях при температурно-влажностном режиме по рекомендациям изготовителя, но в пределах 5 °С - 30 °С. Не допускается хранить составы вблизи радиаторов отопления и нагревательных приборов.
8.4 При хранении, транспортировании, погрузке и выгрузке следует соблюдать меры, обеспечивающие сохранность упаковки.
8.5 Потребитель, принимая составы на складе производителя, должен удостовериться в сохранности упаковки.
8.6 Гарантийный срок хранения составов при соблюдении вышеизложенных требований - 6 мес со дня их изготовления.
Производитель может назначать увеличенный срок хранения для выпускаемых им составов, но не более чем 12 мес со дня производства.
8.7 По истечении гарантийного срока хранения производитель может отпускать потребителю с его согласия составы, которые непосредственно перед их отгрузкой были проверены на соответствие всем требованиям настоящего стандарта.
8.8 При необходимости составы утилизируют в соответствии с требованиями [1].
Библиография
[1] СанПиН 2.1.7.1322-03 «Гигиенические требования к размещению и обезвреживанию отходов производства и потребления»
Ключевые слова: декоративные штукатурные составы на полимерной основе; фасадные теплоизоляционные композиционные системы с наружными штукатурными слоями; строительство, реконструкция и ремонт зданий и сооружений; технические требования; правила приемки; методы испытаний