![]()
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Москва
УКАЗАНИЕ
|
«29» мая 2001 г. |
№ М-943у |
Руководителям
департаментов (по списку)
Начальникам железных дорог
Руководителям предприятий и
организаций (по списку)
Об
утверждении и введении в
действие РД 32.144-2000
В целях повышения качества колесных пар подвижного состава и недопущения поставки на железные дороги дефектной продукции, Министерство путей сообщения Российской Федерации ПРИКАЗЫВАЕТ:
1. Утвердить и ввести в действие с 1 октября 2001 года нормативный документ РД 32.144-2000 «Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и оси колесных пар подвижного состава. Технические требования».
2. Руководителям департаментов: вагонного хозяйства С.С. Барбаричу, пассажирских сообщений В.Н. Шатаеву, локомотивного хозяйства А.Д. Русаку, руководителям предприятий и организаций разработать и, по согласованию с Департаментом технической политики, утвердить планы мероприятий по внедрению РД 32.144-2000, привести требования, содержащиеся в документации по приемочному неразрушающему контролю цельнокатаных колес, бандажей и осей колесных пар подвижного состава в соответствие с указанным нормативным документом.
Приложение: РД 32.144-2000 на 21 л.
|
Первый заместитель Министра |
А.С. Мишарин |
РУКОВОДЯЩИЙ ДОКУМЕНТ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ ПРИЕМОЧНЫЙ.
КОЛЕСА ЦЕЛЬНОКАТАНЫЕ, БАНДАЖИ И ОСИ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МПС России
Предисловие
1 РАЗРАБОТАН Филиалом НК-ЦЕНТР ГУП «Научно-исследовательский институт мостов и дефектоскопии МПС России»
ВНЕСЕН Департаментом технической политики МПС России
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ указанием МПС России от 29.05.01 № М-943у
3 ВВЕДЕН ВПЕРВЫЕ
|
СОГЛАСОВАНО
_______________ Н.Г. Шабалин 06.04.2001 г. |
СОГЛАСОВАНО
_______________ С.И. Порядин 20.12.2000 г. |
|
Заместитель
руководителя _______________ А.М. Сидорук 20.03.2001 г. |
Заместитель
руководителя _______________ М.А. Емельянов 20.12.2000 г. |
|
Заместитель
директора _______________ В.М. Жданов 20.12.2000 г. |
СОДЕРЖАНИЕ
РУКОВОДЯЩИЙ ДОКУМЕНТ
Контроль неразрушающий приемочный. Колеса цельнокатаные, бандажи и осп колесных пар подвижного состава. Технические требования
Дата введения 2001-01-10
1 Область применения
Настоящий руководящий документ распространяется на приемочный неразрушающий контроль (НК) цельнокатаных колес (по ГОСТ 9036, ГОСТ 10791), бандажей (по ГОСТ 398, ГОСТ 3225, ГОСТ 5000) и осей колесных пар (по ГОСТ 22780, ГОСТ 30237, ГОСТ 30272) подвижного состава железнодорожного транспорта и обязателен для предприятий, изготавливающих указанные элементы колесных пар.
Настоящий РД устанавливает:
- условия, порядок проведения НК и перечень применяемых видов НК;
- требования к вариантам методов НК;
- общие требования к аппаратуре НК и квалификации персонала, выполняющего НК;
- значения приемочных критериев при оценке качества по результатам НК в соответствии с требованиями действующих стандартов на элементы колесных пар.
Настоящий РД составлен с учетом требований ИСО 5948 и ИСО 6933.
2 Нормативные ссылки
В настоящем РД использованы ссылки на следующие нормативные документы:
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы.
ГОСТ 8.315-97 Государственная система обеспечения единства измерений. Стандартные образцы состава и свойство веществ и материалов. Основные положения.
ГОСТ 398-96 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия.
ГОСТ 3225-80 Бандажи черновые для локомотивов железных дорог широкой колеи. Типы и размеры.
ГОСТ 4835-80. Колесные пары для вагонов магистральных железных дорог колеи 1520 (1524) мм. Технические условия.
ГОСТ 5000-83 Бандажи черновые для вагонов и тендеров железных дорог колеи 1520 мм. Размеры.
ГОСТ 9036-88 Колеса цельнокатаные. Конструкция и размеры.
ГОСТ 10791-89 (ИСО 1005-6-82) Колеса цельнокатаные. Технические условия.
ГОСТ 11018-87 (ИСО 1005-7-82) Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм. Технические условия.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения.
ГОСТ 18353-79 Контроль неразрушающий. Классификация видов и методов.
ГОСТ 20911-89 Техническая диагностика. Термины и определения.
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 22780-93 (ИСО 1005-9-86) Оси вагонов железных дорог колеи 1520 (1524) мм. Типы, параметры и размеры.
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения.
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения.
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 30237-96 (ИСО 1005-3-82) Оси чистовые для подвижного состава железных дорог колеи 1520 мм. Технические условия.
ГОСТ 30272-96 (ИСО 1005-3-82) Оси черновые (заготовки профильные) для подвижного состава железных дорог колеи 1520 мм. Технические условия.
ГОСТ 30489-97 (EN 473-92) Квалификация и сертификация персонала в области неразрушающего контроля. Общие требования.
Руководящий документ «Аккредитация лабораторий неразрушающего контроля. Основные положения» приказ Госстандарта России от 16.09.96 г. № 282.
ПР 32.113-98 Правила сертификации персонала по неразрушающему контролю технических объектов железнодорожного транспорта.
ПР 32.151-2000 Система аккредитации лабораторий неразрушающего контроля предприятий железнодорожного транспорта. Правила и порядок проведения аккредитации лабораторий неразрушающего контроля.
ПP 32.82-2000 Правила по метрологии. Метрологическое обеспечение. Система автоматизированного ведения отраслевого Реестра средств измерений, допущенных к применению в отрасли. Порядок ведения Реестра
ПР 32.140-99 Метрологическое обеспечение. Стандартные образцы предприятий отрасли. Порядок разработки, аттестации, утверждения, регистрации, контроля и надзора.
(Измененная редакция. Изм. № 1)
3 Определения и сокращения
В настоящем РД применяются следующие термины с соответствующими определениями по ГОСТ 14782, ГОСТ 16504, ГОСТ 20911, ГОСТ 23829:
Неразрушающий контроль - контроль качества продукции, который должен не нарушать ее пригодность к использованию по назначению.
Метод неразрушающего контроля - метод контроля, при котором не должна быть нарушена пригодность объекта к применению.
Вариант метода неразрушающего контроля - совокупность приемов и значений основных параметров данного метода неразрушающего контроля.
Контролепригодность - свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
Достоверность контроля - степень объективного соответствия результатов контроля действительному техническому состоянию объекта.
Предельная чувствительность - чувствительность ультразвукового контроля, характеризуемая минимальной эквивалентной площадью (в мм2) отражателя, который еще обнаруживается на заданной глубине в изделии при данной настройке аппаратуры.
Зона контроля - часть объекта контроля или стандартного образца, в пределах которой контролируемый параметр может быть определен с заданной степенью достоверности.
Акустическая ось преобразователя - линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
АРД-диаграмма - графическое изображение зависимости амплитуды отраженного или прошедшего сигнала от глубины залегания модели дефекта с учетом его размера и типа преобразователя.
Эквивалентная площадь отражателя - площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и дефект, при которой значения сигнала акустического прибора от дефекта и отражателя равны.
Плоскодонный искусственный отражатель - искусственный отражатель в виде плоского дна цилиндрического отверстия, ориентированного перпендикулярно оси цилиндра.
Цилиндрический боковой искусственный отражатель - искусственный отражатель в виде боковой поверхности цилиндрического отверстия, ось которого перпендикулярна направлению падающего акустического пучка.
Эталонный отражатель - искусственный отражатель в стандартном образце, используемый для настройки основных параметров контроля.
Условное расстояние между дефектами - минимальное расстояние между положениями точки ввода луча (центра преобразователя) на контролируемой поверхности, в которых амплитуда регистрируемых сигналов достигает величины, установленной в технологической документации на контроль.
В настоящем РД применяются следующие сокращения:
РД - руководящий документ
НК - неразрушающий контроль
4 Общие положения
4.1 Порядок проведения приемочного НК
4.1.1 Конкретные виды испытаний по ГОСТ 16504, виды НК по ГОСТ 18353 и варианты методов НК по ГОСТ 18353 при проведении приемочного НК по ГОСТ 16504 элементов колесных пар по ГОСТ 4835 и ГОСТ 11018, на которые распространяется настоящий РД, могут быть обязательными или дополнительными.
Виды испытаний, виды и варианты методов НК, приведенные в настоящем РД как дополнительные, применяются по указанию ПМС России и могут быть отнесены к обязательным, что должно быть отражено в заказе и технических условиях на продукцию
Применение видов и вариантов, методов НК, не предусмотренных настоящим РД, является предметом специального рассмотрения.
4.1.2 Требования к применяемым видам и вариантам методов НК устанавливаются для разных категории объектов НК - элементов, колесных пар. Выбор категории осуществляется заказчиком продукции с учетом назначения, условий эксплуатации и контролепригодности объекта НК и указывается в заказе на продукцию и технических условиях на продукцию, согласованных МПС России и предприятием-изготовителем.
4.1.3. Приемочный НК элементов колесных пар должен выполняться на основании технологической документации (инструкций, методик) на НК, соответствующей требованиям настоящего РД прошедшей экспертизу и согласование МПС России и утвержденной предприятием изготовителем.
4.1.4 Приемочный НК включает следующие виды испытаний:
- НК структуры металла осей;
- НК на отсутствие внутренних дефектов элементов колесных пар;
- НК на отсутствие поверхностных дефектов элементов колесных пар;
- НК распределения остаточных механических напряжений в ободьях цельнокатаных колес.
4.1.5 Приемочный НК элементов колесных пар выполняется до и после окончательной механической обработки, но после термообработки с учетом того, что дефекты могут возникнуть через определенное время после остывания металла.
4.2 Объемы проведения приемочного НК
4.2.1 Виды и варианты методов приемочного НК, отнесенные настоящим РД к обязательным, применяются к каждому поставляемому элементу колесной пары.
4.2.2 Виды и варианты методов приемочного НК, отнесенные настоящим РД к дополнительным, применяются к каждому поставляемому элементу или выборке из каждой партии элементов колесных пар. Объем выборки определяется настоящим РД. Объем и порядок формирования выборки указываются в технологической документации на приемочный НК элементов колесных пар. Несоответствие требованиям настоящего РД одного элемента колесной пары в выборке влечет за собой проверку еще одной выборки из той же партам. Несоответствие требованиям настоящего РД одного элемента колесной пары в повторной выборке влечет за собой проверку всей партии.
Допускается применять виды и варианты методов НК, отнесенные настоящим РД к дополнительным, для уточнения характеристик дефектов, обнаруженных при использовании видов и методов НК, отнесенных к обязательным. В таком случае порядок и объемы их применения определяются предприятием-изготовителем и должны быть отражены в технологической документации на НК.
4.2.3 Элементы колесных пар признаются соответствующими требованиям (критериям) приемочного НК только в том случае, если они соответствуют требованиям (критериям) приемочного НК по результатам всех установленных видов испытаний и всех видов и вариантов методов НК (как обязательных, так и дополнительных), применение которых регламентировано технологической документацией на НК.
4.2.4 Проводимый по решению предприятия-изготовителя или заказчика инспекционный НК по ГОСТ 16504 элементов колесных пар признанных годными по результатам приемочного НК, должен выполняться с использованием тех же средств НК по ГОСТ 16504, по той же технологической документации и в таком же состоянии объекта контроля, как и paнее проведенный приемочный НК.
4.3 Виды, методы НК и выявляемые дефекты
4.3.1 Структура металла осей оценивается путем сравнения проницаемости оси для ультразвуковых волн («прозвучиваемости») с «прозвучиваемостью» стандартного образца, а также по результатам НК зеркально-теневым акустическим методом по ГОСТ 23829.
4.3.2 Отсутствие внутренних дефектов элементов колесных пар проверяется по результатам НК эхоимпульсным методом акустического (ультразвукового) НК по ГОСТ 23829. Выявлению подлежат внутренние дефекты, расположенные в зонах контроля по 5.1.1, 6.2.1 и не соответствующие требованиям, приведенным в 5.1.3, 6.2.3.
4.3.3 Отсутствие поверхностных дефектов элементов колесных пар проверяется по результатам визуального контроля по ГОСТ 16504.
В качестве обязательного или дополнительного применяют также магнитопорошковый метод НК по ГОСТ 24450 или вихретоковый вид НК по ГОСТ 18353. Выявлению подлежат произвольно ориентированные поверхностные дефекты (закалочные трещины, волосовины, плены и расслоения), расположенные в зонах контроля по 5.3.1, 6.3.1 и не соответствующие требованиям, приведенным в 5.3.5, 6.3.3.
4.3.4 НК распределения остаточных механических напряжений в ободьях цельнокатаных колес выполняется акустическим (ультразвуковым) методом, основанным на измерении скоростей распространения поперечных ультразвуковых волн, поляризованных в радиальном и окружном направлениях, и обеспечивающим оценку распределения окружных компонент напряжений по глубине от поверхности катания колеса.
4.3.5 Зоны контроля элементов колесных пар, а также типы и размеры эталонных отражателей и стандартных образцов регламентируются в разделах 5 и 6 настоящего РД.
4.4 Требования к контролепригодности
4.4.1 Приемочный НК элементов колесных пар должен выполняться по поверхности, удовлетворяющей требованиям, указанным в технологической документации на НК.
4.4.2 Содержащиеся в технологической документации на требования к поверхностям элементов колесных пар, подвергаемым НК, а также поверхностям, по которым в процессе НК производится сканирование, и отражающим поверхностям должны обеспечивать достоверность НК. Шероховатость поверхностей, прошедших механическую обработку, должна соответствовать стандартам и техническим условиям на продукцию; необработанные поверхности должны быть очищены от отслаивающейся окалины и загрязнений. Не допускается наличие на поверхностях клейм и поверхностям по которым в процессе НК производится сканирование, и отражающим поверхностям должны обеспечивать достоверность НК. Шероховатость поверхностей, прошедших механическую обработку, должна соответствовать стандартам и техническим условиям на. продукцию; необработанные поверхности должны быть очищены от отслаивающейся окалины и загрязнений. Не допускается наличие на поверхностях клейм и маркировок, кроме тех, которые предусмотрены стандартами и техническими условиями на изделие и упомянуты в технологической документации на НК.
4.5 Требования к средствам НК
4.5.1 Для приемочного НК элементов колесных пар должны использоваться средства НК, функциональные возможности и характеристики которых обеспечивают реализацию требований к видам и вариантам методов НК, содержащихся в настоящем РД.
Средства НК должны быть укомплектованы эксплуатационной документацией по ГОСТ 2.601.
4.5.2 Средства акустического (ультразвукового) и вихретокового НК должны быть оснащены автоматизированным сканирующим устройством и автоматической системой сигнализации обнаружения дефекта, а также обеспечивать регистрацию в электронном виде и на бумажном носителе протоколов НК каждого элемента колесной пары.
Применение средств акустического (ультразвукового) и вихретокового НК без автоматизированного сканирующего устройства и ведение рукописных журналов НК, форма которых регламентирована технологической документацией на НК, допускается по согласованию с МПС России.
4.5.3 Средства приемочного НК элементов колесных пар в том числе автоматизированные установки или блоки, входящие в их состав, дефектоскопы с преобразователями и стандартные образцы (государственные, отраслевые или стандартные образцы предприятий по ГОСТ 8.315, ГОСТ 14782), должны быть сертифицированы (аттестованы) в соответствии с нормативной документацией Госстандарта России и МПС России (ПP 32.82-2000, ПР 32.140-99) и указаны в технологической документации на НК.
(Измененная редакция. Изм. № 1)
4.5.4 Средства НК должны проходить периодическую поверку (калибровку) в установленные сроки в организациях, имеющих право проведения указанных работ, а также ежедневную проверку работоспособности и значений основных параметров в соответствии с технологической документацией на НК.
4.5.5 Шероховатость контактной поверхности стандартного образца должна соответствовать шероховатости поверхности контролируемого элемента. В случае несоответствия шероховатости поверхностей при настройке чувствительности должны учитываться соответствующие поправочные коэффициенты, значения которых указываются в технологической документации.
(Новая редакция. Изм. № 1)
4.6 Требования к персоналу по НК
4.6.1 Персонал по НК должен быть сертифицирован на соответствующий уровень квалификации по ГОСТ 30489 (EN 473-92) и иметь квалификационное удостоверение (сертификат) установленного образца по ПР 32.113.
4.6.2 К проведению приемочного НК элементов колесных пар допускается персонал, имеющий I-ый или II-ой уровень квалификации по соответствующему виду НК элементов колесных пар.
4.6.3 К оценке качества элементов колесных пар по результатам приемочного НК допускается персонал, имеющий уровень квалификации не ниже II-го по соответствующему виду НК элементов колесных пар.
4.6.4 Руководитель или заместитель руководителя лаборатории (подразделения), выполняющей приемочный НК, должен иметь II-ой уровень квалификации - по всем видам НК, применяемым при НК элементов колесных пар, или III-й уровень квалификации по одному из видов НК, применяемых при НК элементов колесных пар.
4.7 Требования к организации НК
4.7.1 Приемочный НК элементов колесных пар вводится на предприятии-изготовителе при наличии средств НК, удовлетворяющих требованиям 4.5 настоящего РД, технологической документации на НК, прошедшей экспертизу, согласованной МПС России и утвержденной предприятием-изготовителем в установленном порядке, а также персонала, удовлетворяющего требованиям 4.6 настоящего РД.
4.7.2 Лаборатория (подразделение) НК предприятия-изготовителя должна быть аккредитована на право осуществлять НК элементов колесных пар в соответствии с приказом Госстандарта России от 16.09.96 № 282 и ПР 32.151.
5 Приемочный неразрушающий контроль цельнокатаных колес и бандажей
5.1 Требования к акустическому (ультразвуковому) НК
5.1.1 Порядок применения и варианты методов акустического (ультразвукового) НК.
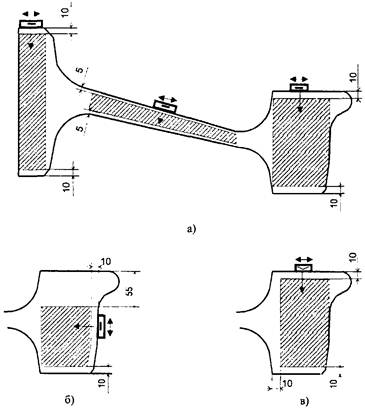
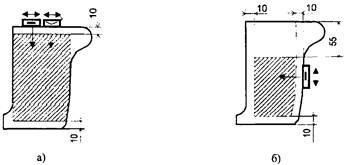
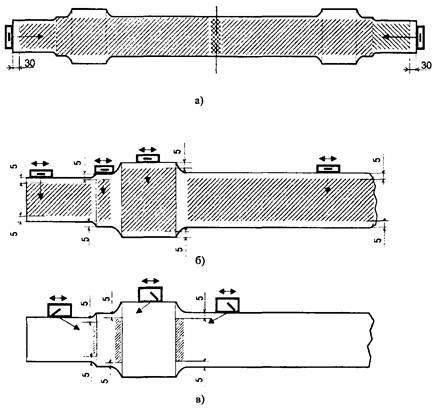
Характеристики вариантов методов акустического (ультразвукового) НК (зоны контроля, схемы прозвучивания и значения основных параметров) приведены в таблице 1 и на рисунках 1 и 2.
Зоны контроля определяются с учетом минимальных допусков на размеры контролируемого элемента.
(Измененная редакция. Изм. № 1)
5.1.1.1 Обод цельнокатаного колеса, бандаж
К обязательным относятся следующие варианты методов акустического (ультразвукового) НК, основные параметры которых указаны в таблице 1:
- D1 - контроль эхоимпульсным методом с поверхности катания обода (бандажа) продольными волнами в радиальном направлении;
- D2a - контроль эхоимпульсным методом с внутренней боковой поверхности обода (бандажа) продольными волнами в осевом направлении.
К дополнительным, применяемым к каждому колесу (бандажу), относятся следующие варианты методов акустического (ультразвукового) НК, основные параметры которых указаны в таблице 1:
- D2b - контроль зеркально-теневым методом с внутренней боковой поверхности обода (бандажа) продольными волнами в осевом направлении (за исключением участков с нанесенными клеймами);
- D3 - контроль эхоимпульсным методом с внутренней боковой поверхности обода (бандажа) поперечными волнами в окружном направлении (угол ввода 40°).
5.1.1.2 Диск цельнокатаного колеса
К дополнительному, применяемому к выборке объемом 10 процентов из каждой партии колес, относится следующий вариант метода НК, основные параметры которого указаны в таблице 1:
- W - контроль эхоимпульсным методом с внутренней боковой поверхности диска продольными волнами в направлении, перпендикулярном поверхности.
5.1.1.3 Ступица цельнокатаного колеса К обязательным относится следующий вариант метода НК, основные параметры которого указаны в таблице 1:
- Н - контроль эхоимпульсным методом с внутренней боковой поверхности ступицы продольными волнами в осевом направлении.
5.1.2 Настройка чувствительности
5.1.2.1 Настройка предельной чувствительности при НК эхоимпульсным методом по вариантам, указанным в таблице 1, выполняется по отраслевым стандартным образцам или стандартным образцам предприятия с плоскодонными эталонными отражателями, залегающими на минимальной, средней и близко к максимальной глубине зоны контроля при данном варианте метода. Стандартные образцы должны быть изготовлены из контролируемого материала или материала с близкими значениями коэффициента затухания ультразвука.