Федеральное
государственное унитарное предприятие
«Всероссийский научно-исследовательский институт метрологической службы»
(ФГУП «ВНИИМС»)
Федерального агентства по техническому регулированию и метрологии
|
УТВЕРЖДАЮ Руководитель
ГЦИ СИ ________ В.Н. Яшин «15» марта 2010 г. |
РЕКОМЕНДАЦИЯ
Государственная система обеспечения единства измерений
ШТАНГЕНЗУБОМЕРЫ С НОНИУСАМИ ШЗН-18, ШЗН-40
Методика поверки
МИ 524-2010
ПРЕДИСЛОВИЕ
1. РАЗРАБОТЧИК Кировский завод «Красный инструментальщик» (закрытое акционерное общество)
ИСПОЛНИТЕЛЬ Иванцова Ольга Валерьевна
2. УТВЕРЖДЕНА ФГУП ВНИИМС 15.03.2010
3. ЗАРЕГИСТРИРОВАНА ФГУП ВНИИМС 15.09.2010
4. ВЗАМЕН МИ 524-89
Настоящая рекомендация распространяется на штангензубомеры с нониусами ШЗН-18, ШЗН-40, выпускаемые по ТУ 2-034-773-2004, и устанавливает методику их первичной и периодической поверок.
Межповерочный интервал - один год.
СОДЕРЖАНИЕ
1. Операции поверки
При проведении поверки должны быть выполнены операции, указанные в таблице 1.
Таблица 1
|
Наименование операции |
Номер пункта |
Проведение операции при |
|
|
первичной поверке |
периодической поверке |
||
|
Внешний осмотр |
Да |
Да |
|
|
Опробование |
Да |
Да |
|
|
Проверка размагниченности |
Да |
Да |
|
|
Определение метрологических характеристик |
- |
- |
|
|
Определение размера ширины штрихов штанги, высотной линейки и нониусов |
Да |
Нет |
|
|
Определение расстояния от верхних кромок краев нониусов до поверхностей шкал штанги и высотной линейки |
Да |
Нет |
|
|
Определение шероховатости измерительных поверхностей губок и высотной линейки |
Да |
Нет |
|
|
Определение отклонения от параллельности измерительных поверхностей губок как при затянутом, так и при не затянутом винте штанги |
Да |
Да |
|
|
Определение отклонения от плоскостности измерительных поверхностей губок и отклонения от прямолинейности измерительных поверхностей высотной линейки и торцов концов губок |
Да |
Да |
|
|
Определение просвета между плоскостью, в которой лежат торцы концов губок, и измерительной поверхностью высотной линейки при нулевом положении высотной линейки |
Да |
Да |
|
|
Определение диапазона измерений штангензубомера |
Да |
Нет |
|
|
Определение погрешности штангензубомера |
Да |
Да |
|
|
Определение метрологических характеристик ролика (приложение А), применяемого для поверки погрешности штангензубомера |
- |
- |
|
|
Определение измерительного диаметра ролика |
Да |
Да |
|
|
Определение отклонения от цилиндричности измерительной поверхности ролика |
Да |
Да |
|
|
Определение шероховатости измерительной поверхности ролика |
Да |
Да |
|
Примечание - При получении отрицательного результата при проведении любой из операций по таблице, поверку штангензубомера следует прекратить.
2. Средства поверки
При проведении поверки применяются средства поверки, указанные в таблице 2.
Таблица 2
|
Номер пункта |
Наименование и тип (условное обозначение) основного или вспомогательного средства поверки; обозначение нормативного документа, регламентирующего технические требования и (или) метрологические и основные технические характеристики средства поверки |
|
- |
|
|
- |
|
|
Летали из низкоуглеродистой стали массой не более 0,1 г |
|
|
Микроскоп инструментальный ИМЦЛ 150×50, Б ГОСТ 8074-82 |
|
|
Щуп 0,25 - 100 кл. 1 ТУ 2-034-0221197-011-91 |
|
|
Образцы шероховатости с параметрами Rа = 0,32 мкм и Ra = 0,1 мкм ГОСТ 9378-93 |
|
|
Пластина стеклянная плоская ПИ 60 ТУ 3-3.2123-88, концевые меры 2-Н4 ГОСТ 9038-90, линейка ЛД-1-80 ГОСТ 8026-92 |
|
|
Пластина стеклянная плоская ПИ 60 ТУ 3-3.2123-88, концевые меры 2-Н4 ГОСТ 9038-90, линейка ЛД-1-80 ГОСТ 8026-92 |
|
|
Пластина стеклянная плоская ПИ 60 ТУ 3-3.2123-88, концевые меры 2-Н4 ГОСТ 9038-90, линейка ЛД-1-80 ГОСТ 8026-92 |
|
|
Зубчатые колеса с модулями, равными 1 и 18 мм для ШЗН-18 и 4 и 40 мм для ШЗН-40 |
|
|
Ролики (приложение А) или калибр-пробки по ГОСТ 2015-84 |
|
|
Микрометр МК Ц25; МК Ц50; МК Ц75 ГОСТ 6507-90 |
|
|
Оптиметр ИКГ-3 ГОСТ 5405-75 |
Примечание - Допускается применение средств поверки, не приведенных в перечне, но обеспечивающих определение (контроль) метрологических характеристик поверяемых средств измерении с требуемой точностью
3. Требования безопасности
3.1. При проведении поверки должны быть соблюдены требования безопасности по ГОСТ 12.1.005-88.
3.2. Средства поверки должны иметь эксплуатационную документацию.
4. Условия поверки
4.1. Температура рабочего пространства (20 ± 5) °С. Изменение температуры рабочего пространства в течение часа не более 2 °С.
4.2. Относительная влажность не более 80 % при температуре 25 °С.
5. Подготовка к поверке
Перед поверкой поверяемый штангензубомер, эталонные средства измерений и вспомогательные средства поверки должны быть приведены в рабочее состояние в соответствии с документацией по эксплуатации и выдержаны в помещении, в котором проводят поверку, не менее трех часов.
6. Проведение поверки
При внешнем осмотре должно быть установлено соответствие штангензубомера следующим требованиям:
- комплектность должна соответствовать разделу 1.3 настоящего руководства по эксплуатации;
- на наружных поверхностях штангензубомера не должно быть дефектов, ухудшающих его внешний вид и влияющих на эксплуатационные качества;
- наружные поверхности штангензубомера, за исключением измерительных, должны иметь хромовое покрытие;
- на каждом штангензубомере должны быть нанесены: товарный знак предприятия-изготовителя, диапазон модулей измеряемых колес, значение отсчета по нониусу, знак утверждения типа, порядковый заводской номер и год изготовления или его условное обозначение;
- каждое пятое деление шкал штанги и высотной линейки должно быть отмечено удлиненным штрихом, а каждое десятое деление - более длинным штрихом и соответствующим числом, указывающим сантиметры;
- каждое второе деление шкалы нониуса должно быть отмечено удлиненным штрихом, а каждое четвертое деление - числом, указывающим десятые доли миллиметра;
- штрихи и цифры должны быть отчетливы;
- штрихи шкал нониуса должны доходить до края скоса нониуса;
- плоскость нониуса, на которой нанесены штрихи, должна иметь ровный край.
- упаковка штангензубомера должна соответствовать ГОСТ 13762-86.
При опробовании проверяют взаимодействие частей штангензубомера:
- штанга и высотная линейка должны перемещаться в пазах рамки легко, без заеданий и надежно крепиться в установленном положении стопорными винтами;
- мертвый ход микрометрической пары не должен превышать 1/3 оборота гайки микроподачи.
- на штанге и высотной линейке должны быть нанесены шкалы с отметками в виде штрихов через 1 мм. Длина шкал должна быть больше верхнего предела измерений не менее чем на длину шкалы нониуса.
- конструкция прибора должна допускать возможность продольной регулировки нониуса по рамке.
6.3. Проверка размагниченности
Размагниченность проверяется с помощью деталей из низкоуглеродистой стали массой не более 0,1 г. При контакте мелких частиц со штангензубомером не должно наблюдаться их притяжение.
6.4. Определение метрологических характеристик
6.4.1. Определение размера ширины штрихов шкал штанги, высотной линейки и нониусов, и длины их длины
Размер ширины штрихов шкал штанги, высотной линейки и нониусов определяют на инструментальном микроскопе. На каждой шкале проверяют не менее пяти штрихов.
Ширина штрихов должна быть от 0,08 до 0,20 мм.
Разность ширины штрихов в пределах одной шкалы и штрихов шкал штанги, высотной линейки и нониусов одного штангензубомера должна быть не более 0,03 мм.
Длина видимой части коротких штрихов шкал штанги и высотной линейки должна быть не менее 2 мм.
Разница в длине соответствующих штрихов одной шкалы должна быть не более 0,25 мм.
6.4.2. Определение расстояния от верхней кромки края нониусов до поверхности шкалы штанги и высотной линейки
Расстояние от верхней кромки края нониусов до поверхности шкалы штанги и высотной линейки определяют с помощью щупа в двух точках по длине штанги и высотной линейки. Щуп укладывают на поверхность шкалы рядом с нониусом, при этом верхняя кромка края нониуса должна быть не выше плоскости щупа.
Расстояние от верхних кромок краев нониусов до поверхностей шкал штанги и высотной линейки не должно превышать 0,25 мм.
6.4.3. Определение шероховатости измерительных поверхностей губок и высотной линейки и измерительной поверхности ролика для определения погрешности штангензубомера
Шероховатость измерительных поверхностей проверяют визуально сравнением с образцами шероховатости.
Параметр шероховатости измерительных поверхностей губок и высотной линейки должен быть Ra ≤ 0,32 мкм, измерительной поверхности ролика Ra ≤ 0,1 мкм по ГОСТ 2789-73.
6.4.4. Определение отклонения от параллельности измерительных поверхностей губок как при затянутом, так и при не затянутом винте штанги
Отклонение от параллельности измерительных поверхностей губок как при затянутом, так и при не затянутом винте штанги определяют визуально сравнением величины просвета между соприкасающимися измерительными поверхностями с «образцом просвета» величиной 0,01 мм. При сдвигании до соприкосновения измерительных поверхностей нулевые штрихи шкал нониуса и штанги должны совпадать.
Для получения образца просвета к рабочей поверхности стеклянной пластины притирают параллельно друг к другу концевые меры, разность номинальных длин которых равна 0,01 мм. Две одинаковые концевые меры большей длины притирают по краям, а концевую меру меньшей длины - между ними. При наложении ребра лекальной линейки на концевые меры в направлении параллельном их короткому ребру, получают «образец просвета» величиной 0,01 мм.
Отклонение от параллельности измерительных поверхностей губок должно составлять не более 0,01 мм как при затянутом, так и при не затянутом винте штанги.
6.4.5. Определение отклонения от плоскостности измерительных поверхностей губок и отклонения от прямолинейности измерительных поверхностей высотной линейки и торцов концов губок
Отклонение от плоскостности измерительных поверхностей губок и отклонение от прямолинейности измерительных поверхностей высотной линейки и торцов концов губок производят с помощью лекальной линейки и «образца просвета» величиной 0,004 мм. «Образец просвета» составляют из концевых мер, разность номинальных длин которых равна 0,004 мм.
При определении отклонения от плоскостности ребро линейки прикладывают к измерительной поверхности губок параллельно длинному и короткому ребрам, а также по диагоналям измерительных поверхностей.
При определении отклонения от прямолинейности ребро лекальной линейки прикладывают к измерительной поверхности высотной линейки и торцам концов губок. Визуально определяют значение величины просвета, сравнивая его с «образцом просвета».
Отклонение от плоскостности измерительных поверхностей губок и отклонение от прямолинейности измерительных поверхностей высотной линейки и торцов концов губок должно быть не более 0,004 мм.
6.4.6. Определение величины просвета между плоскостью, в которой лежат торцы концов губок, и измерительной поверхностью высотной линейки при нулевом положении высотной линейки
Величину просвета определяют как при затянутом, так и при не затянутом стопорном винте высотной линейки следующим образом.
Устанавливают высотную линейку в нулевое положение, совмещая нулевые штрихи шкал нониуса и высотной линейки.
Штангу с подвижной губкой устанавливают в конце диапазона измерений.
Ребро лекальной линейки прикладывают к торцам концов губок.
Определяют значение величины просвета между ребром линейки и измерительной поверхностью высотной линейки визуально, сравнивая с «образцом просвета» величиной 0,005 мм, полученного с помощью концевых мер, разность номинальных длин которых равна 0,005 мм.
Величина просвета должна быть не более 0,005 мм как при затянутом, так и при не затянутом винте высотной линейки.
6.4.7 Определение диапазона измерений штангензубомера Определение диапазонов измерений по шкале штанги и высотной линейки, диапазона модулей измеряемых колес проводят измерением соответствующих зубчатых колес.
Диапазоны измерений и диапазон модулей измеряемых колес, должны соответствовать указанным в таблице 3.
Таблица 3
|
Наименование показателя |
Модификация |
|
|
ШЗН-18 |
ШЗН-40 |
|
|
Диапазоны измерений: |
|
|
|
- по шкале штанги |
от 0 до 33 мм |
от 0 до 67 мм |
|
- по шкале высотной линейки |
от 0 до 23 мм |
от 0 до 40 мм |
|
Диапазон модулей измеряемых колес |
от 1 до 18 мм |
от 4 до 40 мм |
6.4.8. Определение погрешности штангензубомера
Определение погрешности проводят с помощью аттестованных роликов или калибров-пробок.
Определение сводится к измерению хорды ролика, как показано на рисунке 1. Ролик располагают так, чтобы угол между плоскостями, касательными к поверхности ролика и проведенными через концы хорды, был равен приблизительно 40°. Этим имитируются условия измерения толщины зуба вблизи делительной окружности.

1 - Аттестованный ролик, 2 - линейка высотная, 3 - губки измерительные
Рисунок 1
Для определения погрешности используют два ролика с такими диаметрами, чтобы размер хорды одного ролика был близок нижнему пределу диапазона измерений, а второй - к верхнему.
Размер хорды ![]() и высоту сегмента
и высоту сегмента ![]() определяют по формулам:
определяют по формулам:
|
|
|
|
где d - диаметр ролика.
Найденные значения округляют до второго десятичного знака и
величины кратной пяти. Проверив нулевую установку штангензубомера,
устанавливают высотную линейку на размер ![]() (высогу сегмента) и измеряют размер
(высогу сегмента) и измеряют размер ![]() (величину хорды).
(величину хорды).
За погрешность принимают разность между показаниями штангензубомера и расчетным значением хорды.
Погрешность штангензубомера как при затянутых, так и при незатянутых стопорных винтах штанги и высотной линейки не должна превышать ±0,05 мм.
6.5. Определение метрологических характеристик ролика
6.5.1. Определение измерительного диаметра ролика
Измерительный диаметр ролика измеряют с помощью микрометра МК Ц ГОСТ 6507-90 с диапазоном измерения, соответствующим номинальному размеру ролика.
6.5.2. Определение отклонения от цилиндричности измерительной поверхности ролика Отклонения от цилиндричности измерительной поверхности ролика определение с помощью оптиметра ИКГ-3 ГОСТ 5405-75.
7. Оформление результатов поверки
7.1. При положительных результатах поверки оформляется свидетельство о поверке по форме приложения 1 ПР 50.2.006-94.
7.2. При отрицательных результатах поверки оформляется извещение о непригодности по форме приложения 2 ПР 50.2.006-94.
|
Технический директор |
22.01.2010 г. |
|
Руководитель разработки зам. технического директора - главный метролог |
________ В.И. Юферев 20.01.2010 г. |
|
Исполнитель инженер-конструктор |
________ В.П. Багина 15.01.2010 г. |
|
СОГЛАСОВАНО |
|
|
Руководитель ГЦИ СИ ФГУ «Кировский ЦСМ» |
________ Н.А. Суворова 22.01.2010 г. |
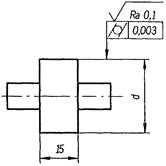
Приложение А
(рекомендуемое)
|
Модификация штангензубомера |
d, мм |
|
ШЗН-18 |
2,5 ... 5 |
|
25 ... 26,5 |
|
|
ШЗН-40 |
11,5 ... 13 |
|
58 ... 59 |
1. Материал - сталь ХВГ ГОСТ 5950-2000
2. 58 ... 62 HRC.
3. Старить при температуре 110 ... 130 °С в течение 48 часов.
4. Размер d аттестовать с точностью до 0,005 мм.