Российская экспертная экспертная компания по объектам повышенной опасности
- РосЭК -
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ
КОНТРОЛЬ
МАГНИТОПОРОШКОВЫЙ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
РД РОСЭК-003-97
Москва
«Машиностроение»
1998
РАЗРАБОТАН Российским экспертной компанией по объектам повышенной опасности (РосЭК) с участием Всероссийского научно-исследовательского института подъемно-транспортного машиностроения (ВНИИПТмаш), Специального конструкторского-технологического бюро башенного краностроения (СКТБ БК), Всероссийского научно-исследовательского института строительного и дорожного машиностроения (ВНИИстройдормаш) и инженерно-консультационного центра «Инжтехлифт».
ИСПОЛНИТЕЛИ канд. техн.наук Н.Н. Коновалов, канд. техн. наук Н.Н. Вадковский, д-р техн. наук А.Д. Покровский, канд. техн. наук В.П. Шевченко, В.М. Григорьев, С.Н. Юдин (РосЭК); канд. техн. наук А.С. Липатов, Д.И. Дувидович, А.А. Беспалов (ВНИИПТмаш), канд. техн. наук Л.А. Невзоров (СКТБ БК); А.Л. Погодин (ИКЦ «Инжтехлифт»); канд. техн. наук B.C. Анисимов, д-р техн. наук А.А. Зарецкий (ВНИИстройдормаш).
Утвержден РосЭК 23 декабря 1997 г.
Президент РосЭК М.Н. Чумак-Жунь.
Согласован с Госгортехнадзором России
Письмом № 12-7/176 от 17 февраля 1998 г.
Член коллегии B.C. Котельников
СОДЕРЖАНИЕ
СПИСОК СОКРАЩЕНИЙ
ГПМ - грузоподъемная машина
СОП - стандартный образец предприятия
МП - магнитопорошковый
МПД - магнитопорошковая дефектоскопия
НД - нормативная документация
НК - неразрушающий контроль
НУ - намагничивающее устройство
РД - руководящий документ
СОН - способ остаточной намагниченности
СПП - способ приложенного поля
ЭМ - электромагнит
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
Машины грузоподъемные |
РД РОСЭК-003-97 |
Срок введения 15 мая 1998 г.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий руководящий документ распространяется на ГПМ, поднадзорные Госгортехнадзору России.
РД устанавливает организационные требования, нормы оценки качества и технологию магнитопорошковой дефектоскопии металлических конструкций и деталей при экспертном обследовании ГПМ (в том числе лифтов). Документ может быть также использован при изготовлении, ремонте, реконструкции ГПМ после согласования применения МПД с Госгортехнадзором России и головными организациями по краностроению.
Руководящий документ разработан в развитие ст. 3.55 и 7.3.9. Правил устройства и безопасной эксплуатации грузоподъемных кранов (ПБ-10-14) и соответствует требованиям ГОСТ 21105, ГОСТ 24450.
Настоящий РД предназначен для специалистов, связанных с изготовлением, реконструкцией, ремонтом, экспертным обследованием, а также с проведением магнитопорошковой дефектоскопии ГПМ.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем РД использованы ссылки на следующую нормативную документацию:
ПБ-10-11-92. Правила устройства и безопасной эксплуатации подъемников (вышек).
ПБ-10-14-92. Правила устройства и безопасной эксплуатации грузоподъемных кранов.
Правила устройства и безопасной эксплуатации лифтов (ПУБЭЛ).
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 2601-84. Сварка металлов. Термины и определения основных понятий.
ГОСТ 3242-79. Соединения сварные. Методы контроля качества.
ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
ГОСТ 24450-80. Контроль неразрушающий магнитный. Термины и определения.
ГОСТ 12.1.001-89. Система стандартов безопасности труда. Общие требования безопасности.
ГОСТ 12.1.003-83. Система стандартов безопасности труда. Шум. Общие требования безопасности.
ГОСТ 12.2.003-91. Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности.
ГОСТ 12.004-91 ССБТ Пожарная безопасность. Общие требования.
ГОСТ 12.3.002-75. Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности.
РД РОСЭК-005-96. Требования к лабораториям неразрушающего контроля и диагностики.
РД 22-19-173-89. Лифты пассажирские и грузовые. Сварные сборочные единицы. Технические требования.
ОСТ 24.090.63-87. Оборудование подъемно-транспортное. Требования к изготовлению сварных металлоконструкций,
РД 22-207-88. Машины грузоподъемные. Общие требования и нормы на изготовление.
РД 10-146-97. Требования к проектированию и изготовлению грузоподъемных кранов-манипуляторов.
РД 22-322-94. Краны грузоподъемные. Технические условия на ремонт.
РД 22-326-97. Краны стреловые самоходные и краны манипуляторы. Капитальный ремонт. Общие технические условия.
3. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящий РД базируется на терминах и определениях, приведенных в ПБ-10-11, ПБ-10-14, ПУБЭЛ, ГОСТ 2601, ГОСТ 21105, ГОСТ 24450, а также использует следующие определения.
ДЕФЕКТОГРАММА - отпечаток (обычно на липкой ленте) индикаторного рисунка магнитного порошка, снятый с поверхности объекта контроля.
КОРОТКАЯ ДЕТАЛЬ - деталь с отношением длины к эквивалентному диаметру менее трех.
МНИМЫЙ ДЕФЕКТ - место скопления порошка, внешне идентичное индикаторному следу от дефекта при отсутствии дефекта.
КОЭРЦИТИВНАЯ СИЛА Нс - напряженность магнитного поля, в котором ферромагнитный образец, первоначально намагниченный до насыщения, размагничивается.
ОБЛАСТЬ ЭФФЕКТИВНОЙ НАМАГНИЧЕННОСТИ - область на поверхности детали, внутри которой напряженность магнитного поля достаточна для проведения МПД.
ОСТАТОЧНАЯ МАГНИТНАЯ ИНДУКЦИЯ Вr - индукция, которая остается в предварительно намагниченном до насыщения материале после снятия магнитного поля.
ПОВЕРХНОСТНЫЙ ДЕФЕКТ - несплошность (обычно трещина), выходящая на поверхность детали.
ПОДПОВЕРХНОСТНЫЙ ДЕФЕКТ - несплошность, располагающаяся у поверхности детали, но не выходящая на поверхность.
УСЛОВНЫЙ ДЕФЕКТ - поверхностный дефект в форме плоской щели с параллельными стенками, ориентированный перпендикулярно к контролируемой поверхности и направлению магнитного поля, с отношением глубины к ширине, равным 10.
ЭКВИВАЛЕНТНЫЙ ДИАМЕТР (ДЕТАЛИ) - диаметр круга, площадь которого равна площади поперечного сечения детали.
4. ОБЩИЕ ПОЛОЖЕНИЯ
4.1. МПД проводят с целью выявления поверхностных и подповерхностных дефектов в металлических конструкциях и деталях.
4.3. Объектами МПД являются основной металл, сварные, клепаные и болтовые соединения, детали.
4.4. Согласно настоящему РД могут быть выявлены:
волосовины, неметаллические и шлаковые включения, расслоения, закаты, подповерхностные флокены, поры в поковках и прокате;
трещины шлифовочные, ковочные, штамповочные, надрывы, а также сварочные дефекты (трещины, непровары, шлаковые включения и др.) в элементах металлических конструкций и деталях ГПМ;
трещины, возникшие в элементах металлических конструкций и деталях, при эксплуатации ГПМ.
4.5. МПД не могут быть проконтролированы элементы конструкций и детали:
из неферромагнитных сталей;
на поверхности которых не обеспечена необходимая зона для намагничивания и нанесения индикаторных материалов,
с структурной неоднородностью и резкими изменениями площади поперечного сечения,
с несплошностями, плоскости которых параллельны контролируемой поверхности или составляют с ней и направлением намагничивающего поля угол менее 30°, за исключением несплошностей, выходящих на боковую поверхность.
4.6. Контроль по настоящему РД позволяет выявлять трещины шириной от 2,5 мкм и глубиной от 0,01 мм.
Допускается контроль по немагнитным покрытиям (хром, кадмий, краска и др.) При толщине до ~20 мкм наличие покрытий практически не влияет на выявляемость дефектов.
При толщине покрытия более 100 ... 150 мкм могут быть выявлены только дефекты размером более 150 мкм.
4.7. РД предусматривает проведения МПД при обеспечении достаточной зоны контроля на поверхности контролируемого объекта, которая позволяет осуществить перемещения намагничивающих устройств и надежное нанесение индикаторов (магнитных порошков или суспензий) с последующим осмотром при оптимальной освещенности места проведения контроля.
В зависимости от размеров поверхностных дефектов устанавливаются три условных уровня чувствительности. Уровень чувствительности определяется минимальной шириной и протяженностью условного дефекта.
Уровни чувствительности в зависимости от размеров условных дефектов и шероховатости контролируемой поверхности приведены в табл. 1.
4.8. Объемы МПД при изготовлении, ремонте и реконструкции ГПМ устанавливаются документацией на изготовление, ремонт и реконструкцию ГПМ.
Таблица 1
Условные уровни чувствительности при МПД
|
Ширина выявляемого дефекта, мкм |
Минимальная протяженность выявляемой части дефекта, мм |
Шероховатость контролируемой поверхности Ra, (не грубее), мкм |
|
|
А |
2,0 |
Свыше 0,5 |
2,5 |
|
Б |
10,0 |
Свыше 0,5 |
10 |
|
В |
25,0 |
Свыше 0,5 |
10 |
4.9. Необходимость и объемы МПД при экспертном обследовании ГПМ определяются выполняющими обследование специалистами с учетом требований соответствующей НД по проведению экспертного обследования ГПМ.
4.10. МПД необходимо выполнять в соответствии с технологическими инструкциями, разработанными на основе настоящего РД и полностью учитывающими его требования. В технологической инструкции должен быть приведен порядок выполнения операций настройки аппаратуры, проведения контроля и оценки качества с указанием особенностей эксплуатации применяемой аппаратуры, конкретных параметров (в том числе чувствительности) контроля, а также информативных признаков выявляемых дефектов и возможных помех.
4.11. Технологические инструкции на магнитопорошковую дефектоскопию, содержащие отступления от требований настоящего РД, новые методические решения, возможность применения стандартных образцов, не предусмотренных настоящим РД, а также содержащие методики МПД элементов, не указанных в п.п. 4.2, 4.3, должны быть согласованы с РосЭК.
5. ОРГАНИЗАЦИЯ КОНТРОЛЯ
5.1. Магнитопорошковую дефектоскопию должны проводить лаборатории неразрушающего контроля, отвечающие требованиям РД РОСЭК-005 и имеющие соответствующие лицензии Госгортехнадзора России.
5.2. Лаборатория, выполняющая работы по МПД, должна быть оснащена:
подводкой однофазной сети переменного тока напряжением 220, 36, 12 В, частотой 50 Гц;
заземляющими шинами, соответствующими требованиям Правил устройства электроустановок (ПУЭ);
местным стационарным освещением, обеспечивающим вместе с общим освещенность контролируемой поверхности не менее 1000 лк,
источником ультрафиолетового облучения с длиной волны 315 ... 400 нм, обеспечивающим облученность контролируемой поверхности не менее 2000 мкВт/см2 (при использовании люминесцентных материалов);
переносными светильниками с рабочим напряжением 12 В, 24 В или 36 В переменного тока для проведения работ на объектах (на высоте, в труднодоступных местах, в условиях малой освещенности и т.п.). Допускается применение светильников с напряжениями 12 В, питаемых от переносных аккумуляторных батарей. Все светильники должны быть снабжены устройствами крепления (фиксации) в месте проведения контроля,
магнитопорошковыми дефектоскопами (приложение 1);
дефектоскопическими материалами (индикаторами дефектов) порошками, суспензиями, пастами и т.п.;
стандартными образцами,
измерительной аппаратурой (приложение 2);
лупами 6 ... 10-кратного увеличения;
механизмами и приспособлениями малой механизации для установки, закрепления и, при необходимости, поворота или перемещения намагничивающего устройства;
средствами нанесения индикатора (порошка, суспензии и т.п.) и обтирочными материалами.
5.4. Места проведения контроля ГПМ должны быть оснащены:
подводкой сети переменного тока напряжением 220 В, 50 Гц, а также сети напряжением 12, 24 или 36 В для питания переносных светильников;
заземляющей шиной необходимого сечения в соответствии с требованиями Правил технической эксплуатации электроустановок потребителей; лесами или люльками, передвижными вышками и др. вспомогательными устройствами, обеспечивающими оптимальный доступ (удобство работы) дефектоскописта к контролируемой поверхности;
средствами для дополнительной очистки контролируемых поверхностей,
переносными светильниками местного освещения, соответствующими п. 5.3; при этом мощность светильников должна быть не менее 60 Вт.
6. КВАЛИФИКАЦИЯ ПЕРСОНАЛА
6.1. К руководству работами по МПД допускаются инженерно-технические работники и работники лабораторий, прошедшие проверку знаний ПБ-10-11, ПБ 10-14 и ПУБЭЛ в соответствии с Положением о порядке проверки знаний правил, норм и инструкций по безопасности у руководящих работников и специалистов предприятий, организаций и объектов, подконтрольных Госгортехнадзору России.
6.2. К выполнению контроля допускаются дефектоскописты, прошедшие аттестацию в соответствии с Правилами аттестации специалистов неразрушающего контроля, утвержденными Госгортехнадзором России.
7. СРЕДСТВА КОНТРОЛЯ
7.1. Магнитные дефектоскопы и контрольные приборы
7.1.1. При проведении МПД в зависимости от конфигурации, размеров и условий проведения работ (на высоте, в цехе и т.п.) может быть использована следующая аппаратура:
универсальные (портативные, переносные) и специализированные магнитопорошковые дефектоскопы, разработанные применительно к МПД однотипных конструкций (деталей);
универсальные стационарные дефектоскопы,
переносные (фиксируемые на конструкции) источники освещения участка контролируемой поверхности,
приборы для измерения параметров МПД (напряженности или индукции) с погрешностью не выше 10 %;
приборы для определения кинематической вязкости суспензий (индикаторов) при МПД;
приборы для измерения уровня освещенности участка контролируемой поверхности;
размагничивающие устройства и приборы для оценки уровня размагничивания (при необходимости размагничивания объектов после контроля); стандартные образцы
7.1.2. Дефектоскопы всех типов (кроме специализированных) должны иметь измерители амплитуд намагничивающего тока с погрешностью не более ± 10 %.
7.1.3. Измерительная аппаратура подлежит периодической метрологической поверке.
7.2. Магнитные порошки
7.2.1. В качестве индикатора при магнитопорошковой дефектоскопии применяют черные или цветные магнитные, а также магнитолюминесцентные порошки (приложение 3).
7.2.2. Цвет порошка выбирается по максимальной контрастности с цветом контролируемой поверхности
7.2.3. Магнитолюминесцентные порошки используют при контроле деталей со светлой и темной поверхностью.
7.2.4. Зернистость порошковых материалов должна составлять:
для суспензии - не более 50 мкм;
для порошка (сухой способ) - не более 150 мкм;
7.2.5. Качество каждой партии магнитных порошков, поступающих с завода-изготовителя, а также по окончании срока годности, указанного в сертификате или ТУ, оценивают по методикам, приведенным в ТУ на их поставку. У порошков железных (ГОСТ 9849) контролируют только гранулометрический состав по ГОСТ 18318 на сетках из ряда 0,071 - 0,045 мм. Для контроля должны применяться порошки из неповрежденных упаковок с неистекшим сроком хранения.
7.2.6. Порошки, имеющие следы коррозии, посторонние примеси или плотно слежавшиеся комки, независимо от гарантийного срока хранения, к применению не допускаются.
7.3. Магнитные суспензии
7.3.1. Жидкая основа суспензии должна удовлетворять следующим требованиям:
не оказывать токсичного воздействия на организм человека;
иметь вязкость при температуре проведения контроля не более 3 × 106 м2/с (36 сСт) (ГОСТ 21105), при вязкости более 10 сСт время отекания суспензии должно быть не менее 20 сек; при использовании порошка ПЖВ5 класса крупности 71 вязкость жидкой основы должна быть в пределах 5 ... 36 сСт, для остальных порошков нижний предел вязкости не ограничен; вязкость дисперсионной среды измеряется вискозиметром (например марки ВПЖ-2);
обеспечивать хорошую смачиваемость контролируемых поверхностей;
не быть коррозионно-активной по отношению к контролируемым металлическим конструкциям и деталям,
не иметь резкого запаха.
7.3.2. В качестве дисперсионной среды для черного магнитного порошка рекомендуется применять водопроводную воду (с антикоррозионными, антикоагуляционными и другими добавками), или минеральное масло. Технология применения суспензии, в которой в качестве дисперсионной среды используется керосин, должна быть согласована с местной противопожарной службой.
Примечание. для стабилизации суспензии на основе керосина рекомендуется добавлять масло Акор-1 из расчета 1 ± 0,5 г на литр.
7.3.3. Для приготовления суспензии рекомендуется использовать серийно выпускаемые пасты.
7.3.4. Сухой магнитный порошок и магнитная суспензия во избежание загрязнения должны храниться в плотно закрытых сосудах, изготовляемых из немагнитных материалов (пластмассы, алюминия и т.п.).
7.3.5. Водную суспензию необходимо оберегать от органических загрязнений (масла, керосина и т.п.), которые вызывают коагуляцию порошка и приводят к снижению чувствительности суспензии к полям рассеяния дефектов.
7.3.6. Составы магнитных и магнитных люминесцентных суспензий и способы их приготовления приведены в приложении 4.
7.3.7. При многократном использовании концентрация магнитной суспензии перед проведением контроля должна проверяться анализатором концентрации суспензии (например АКС-1С).
7.3.8. В случае нечеткого отложения порошка суспензии на дефекте ее необходим заменить. Если индикаторный след отложения порошка вновь не изменяется, необходимо проверить исправность дефектоскопа и уровень напряженности поля, создаваемого им.
8. ПОДГОТОВКА К КОНТРОЛЮ
8.1. Подготовка к проведению контроля состоит в выполнении следующих операций:
изучения конструкции контролируемого элемента, требований чертежей и другой НД;
анализа результатов предыдущего контроля (если он проводился) и принятие решения о необходимости и возможности МПД, подготовки поверхности к контролю.
8.2. Поверхности, подвергаемые магнитному контролю, должны быть очищены от грязи, окалины и пр.
8.3. При намагничивании пропусканием тока зоны установки контактов должны быть очищены от лакокрасочных покрытий.
8.4. После пескоструйной обработки детали должны быть тщательно обдуты сухим воздухом.
8.5. Поверхности, подлежащие контролю, необходимо очистить от загрязнений, шлака, окалины, ржавчины, смазки (включая, любые масляные пятна) и др. покрытий. Поверхности с остатками загрязнения очищают вручную с помощью жестких волосяных щеток, деревянных или пластмассовых скребков и моющих препаратов. Применять металлические предметы, а также ветошь, оставляющую после протирки ворс и нитки, не допускается.
8.6. При применении в качестве индикаторной жидкости водной суспензии необходимо предварительно обезжирить контролируемую поверхность водным моющим раствором с добавлением на 100 мл питьевой воды 4 ... 5 г поверхностно активных веществ (ОП-7, ОП-10 или CMC). Для более качественной подготовки поверхности (в необходимых местах) рекомендуется проводить двойное обезжиривание, т.е. последовательное обезжиривание в двух одинаковых растворах.
8.7. При контроле с использованием сухого порошка контролируемые поверхности должны быть тщательно очищены и просушены.
8.8. Поверхность сварных швов и околошовных зон основного металла шириной, равной ширине шва, но не менее 20 мм с обеих сторон, перед контролем должны быть очищены от грязи, шлаков, окалины и других покрытий. Не допускаются резкие западания поверхности и наплывы. Шероховатость контролируемой поверхности должна быть не грубее Ra 6,3 мкм.
8.9. Допускается проводить контроль деталей сварных соединений после оксидирования, окраски или металлического покрытия (цинкования, хромирования, кадмирования), если толщина покрытия не превышает 50 мкм.
9. НАСТРОЙКА АППАРАТУРЫ
9.1. Перед проведением контроля суспензию, как приготовленную, так и повторно применяемую, проверяют на стандартном образце на заданном НД уровне чувствительности контроля.
9.2. Методика изготовления стандартных образцов приведена в приложении 5.
Допускается использовать в качестве стандартных образцов детали или элементы конструкций с дефектами, обнаруженными при МПД.
9.3. На каждый стандартный образец, имеющий определенный условный номер, должен оформляться паспорт, содержащий следующие данные:
эскиз (фотографию) образца с выявленными несплошностями;
материал образца,
размеры и топографию трещин (ширина, длина, расположение);
заключение о реализуемом уровне чувствительности по ГОСТ 21105;
режим намагничивания,
результаты переаттестации,
условия хранения,
подписи руководителей службы неразрушающего контроля и метрологии.
9.4. Форма паспорта на стандартный образец приведена в приложении 6.
10. ПРОВЕДЕНИЕ КОНТРОЛЯ
10.1. Последовательность контроля
10.1.1. МПД предусматривает следующие технологические операции:
намагничивание деталей;
нанесение индикаторных материалов,
осмотр деталей;
оценку результатов контроля;
размагничивание деталей.
10.2. Намагничивание объекта контроля
10.2.1. Используются три вида намагничивания:
продольное (полюсное),
циркулярное; комбинированное.
Способы и схемы намагничивания при проведении МПД показаны в табл. 2.
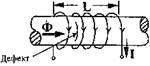
10.2.2. Продольное (полюсное) намагничивание осуществляют с помощью соленоидов, электромагнитов или постоянных магнитов.
При продольном намагничивании преимущественно обнаруживаются дефекты, поперечной ориентации. Выявление продольных дефектов не гарантируется.
10.2.3. Циркулярное намагничивание осуществляют путем пропускания тока через деталь или стержень, проходящий через сквозное отверстие детали.
При циркулярном намагничивании преимущественно обнаруживаются дефекты продольной ориентации. Выявление поперечных дефектов не гарантируется.
Циркулярное намагничивание деталей, имеющих сквозные отверстия, проводится путем пропускания тока по стержню, проходящему по оси этого отверстия. Допускается проводить намагничивание одновременно нескольких деталей.
Циркулярное намагничивание при контроле внутренних поверхностей проводится только путем пропускания тока по вставленному в отверстие стержню. Намагничивание внутренних поверхностей деталей пропусканием тока по детали не допускается.
10.2.4. Для обнаружения дефектов любой ориентации контроль выполняют в две (или более) стадии, используя циркулярное и продольное намагничивание (в одном или, реже, нескольких направлениях).
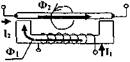
10.2.5. При комбинированном намагничивании обеспечивается возможность одновременного обнаружения различно ориентированных дефектов.
10.2.6. Комбинированное намагничивание осуществляется путем наложения двух (чаще под углом 90°) или более различно направленных магнитных полей.
При комбинированном намагничивании используют:
переменные синусоидальные, выпрямленные одно- и двухполупериодные магнитные поля, постоянное магнитное поле в сочетании с каким-либо переменным;
продольное намагничивание с помощью соленоидов или электромагнитов постоянного тока в сочетании с циркулярным намагничиванием переменным током;
однополупериодно-выпрямленные магнитные поля, сдвинутые по фазе на 120° (как для продольного, так и для циркулярного намагничивания).
Таблица 2
Способы и схемы намагничивания при проведении МПД
|
Пропусканием тока по всему изделию |
|
Оси, валы, длина которых позволяет пропустить ток необходимой величины |
|
Пропусканием тока по контролируемой части изделия |
|
Отдельные участки валов, плоских поверхностей, сварных соединений |
|
С помощью провода с током, помещаемого в отверстие изделия |
|
Внутренние и наружные поверхности труб, кольца подшипников, края отверстий |
|
ПРОДОЛЬНОЕ (ПОЛЮСНОЕ) НАМАГНИЧИВАНИЕ |
||
|
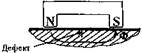
Постоянным магнитом |
|
Балки, элементы стрел решетчатой и коробчатой конструкций, сварные соединения |
|
Электромагнитом |
|
Балки, элементы стрел решетчатой и коробчатой конструкций, сварные соединения |
|
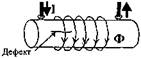
Намагничивающим соленоидом |
|
Поперечные трещины в валах, осях, болтах |
|
КОМБИНИРОВАННОЕ НАМАГНИЧИВАНИЕ |
||
|
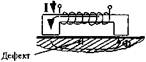
Пропусканием через изделие электрического тока и магнитного потока от электромагнита |
|
Выявление дефектов произвольной ориентации в осях, валах |
|
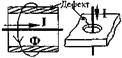
Пропусканием по изделию двух (или более) независимых токов во взаимно перпендикулярных направлениях |
|
Отдельные участки валов, плоских поверхностей, сварных швов. |
|
I - ток, Ф - магнитный поток |
||

10.3. Выбор режима намагничивания
10.3.1. В зависимости от магнитных свойств материала (приложение 7) контролируемых объектов, требуемой чувствительности контроля, а также от особенностей используемого оборудования, применяются два способа магнитного контроля способ приложенного поля (СПП) и способ остаточной намагниченности (СОН).
10.3.2. При СПП ток можно выключать через 3 ... 4 с после прекращения нанесения суспензии.
При СОН длительность действия намагничивающего поля должна быть не менее 4 ... 5 с СОН не может применяться, если коэрцитивная сила материала меньше, чем 9,5 А/см (12 Э).
10.3.3. Намагничивание производят постоянным, переменным или импульсным током. При намагничивании переменным или импульсным током намагничивается только поверхностный слой объекта контроля, что позволяет выявить только поверхностные дефекты. При намагничивании постоянным током намагничивается поверхностный и подповерхностный слой объекта контроля, что позволяет выявлять как поверхностные, так и подповерхностные (на глубине до 5 мм) дефекты, но при этом затруднено размагничивание после проведения МПД (особенно для магнитотвердых материалов).
10.3.4. Возможность контроля по СОН определяют с помощью графика (рис. 1), где линии А, Б и В соответствуют условным уровням чувствительности. Находят положение точки (на рис. 1), соответствующей параметрам Нс и Вr материала объекта контроля. Контроль по СОН возможен по тому (или тем) из условных уровней, выше линии соответствующей которому (или которым) находится точка (Нс, Вr).
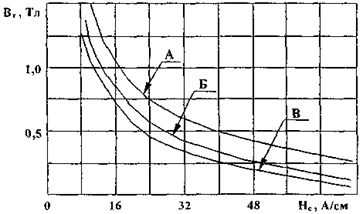
Рис. 1. Определение возможности контроля СОН
10.3.5. Для обеспечения максимальной чувствительности при контроле деталей из конкретной стали с применением СОН необходимо добиться намагничивания их до технического насыщения.
10.3.6. При контроле с применением СОН ток для циркулярного намагничивания рассчитывается по максимальному диаметру контролируемого объекта или по максимально удаленным от вставленного в отверстие стержня участкам контролируемой зоны детали. Сила тока циркулярного намагничивания не должна превышать более чем на 10 % значение, минимально необходимое для достижения технического насыщения.
Напряженность магнитного поля при контроле СПП, необходимую для обеспечения заданного уровня чувствительности, определяется по формулам, приведенным в табл. 3 и 4.
Таблица 3
Формулы для расчета напряженности поля для уровня чувствительности А при СПП
|
Остаточная индукция Вr, Тл |
Формула для расчета Нпр, А/см |
|
|
От 4 до 16 |
³ 1,2 |
32 + 1,3Нc |
|
< 1,2 |
52 + 1,3Нс |
|
|
Св. 16 до 24 |
³ 1,0 |
32 + 1,3Нc |
|
< 1,0 |
52 + 1,3Нс |
|
|
Св. 24 до 40 |
³ 0,7 |
32 + 1,3Нc |
|
< 0,7 |
52 + 1,3Нс |
|
|
Св. 40 до 50 |
³ 0,6 |
32 + 1,3Нc |
|
< 0,6 |
52 + 1,3Нс |
|
|
Св. 50 |
³ 0,5 |
32 + 1,3Нc |
|
0,45 0,5 |
52 + 1,3Нс |
Таблица 4
Формулы для расчета напряженности поля для уровней чувствительности Б и В при СПП
|
Относительная магнитная проницаемость |
Формула для расчета Нпр, А/см |
||
|
Нс, А/см |
mmax |
Режим Б |
Режим В |
|
от 4 до 16 |
³ 500 |
13 + 1,1Нс |
9,6 + 1,1Нс |
|
< 500 |
26 + 1,1Нс |
21 + 1,1Нс |
|
|
Св. 16 до 32 |
³ 160 |
13 + 1,1Нс |
9,6 + 1,1Нс |
|
< 160 |
26 + 1,1Нс |
21 + 1,1Нс |
|
|
Св. 32 до 48 |
³ 90 |
13 + 1,1Нс |
9,6 + 1,1Нс |
|
< 90 |
26 + 1,1Нс |
21 + 1,1Нс |
|
|
Св. 48 |
³ 50 |
13 + 1,1Нс |
9,6 + 1,1Нс |
|
< 50 |
26 + 1,1Нс |
21 + 1,1Нс |
|
10.3.8. Рекомендации по режимам контроля, приведенные в п.п. 10.3.4. - 10.3.7, относятся как к циркулярному, так и к продольному намагничиванию. Допускается отклонение режимов намагничивания от расчетных значений на ± 10 %.
10.3.9. Комбинированное намагничивание применяется только при использовании СПП В случае, когда для комбинированного намагничивания применяется постоянное (двухполупериодное выпрямленное) магнитное поле в сочетании с переменным, напряженность постоянного поля устанавливается в соответствии с п. 10.3.7 - для уровней чувствительности более грубых, чем уровень А, и на 20 - 30 % более высокая по сравнению с рассчитанной по п. 10.3.7 - для уровня чувствительности А. Напряженность переменного магнитного поля в этом случае следует устанавливать в 2 - 3 раза больше напряженности постоянного поля.
10.3.10. Значение тока намагничивания допускается определять экспериментально или расчетным путем.
10.3.11. Расчетное значение тока I в амперах для циркулярного намагничивания деталей относительно простого сечения определяется по формулам:
для круга диаметром D (мм): I = 0,3HD;
для бруска прямоугольного сечения шириной b и толщиной h (мм),
при b/h > 10: I = 0,2Нb,
при b/h < 10: I = 0,2H(b + h);
где Н - заданная напряженность магнитного поля, А/см.
Расчет тока для деталей, имеющих форму, близкую к одной из вышеуказанных, проводится по тем же формулам.
10.3.12. Для деталей сложной формы сила тока намагничивания определяется экспериментально или устанавливается ток, обеспечивающий необходимую напряженность.
10.3.13. При применении СПП для деталей, у которых различные участки резко отличаются друг от друга по сечению, контроль следует проводить за два или более приемов, подбирая в каждом случае ток циркулярного намагничивания, соответствующий разным размерам (диаметрам) контролируемых зон деталей.
10.3.14. При невозможности одновременного намагничивания всей детали (например, детали больших размеров или сложной формы) намагничивание с последующим контролем следует проводить по отдельным участкам. Для этого используются выносные намагничивающие средства: выносные электроконтакты, приставные электромагниты, витки гибкого кабеля, накладываемые на намагничиваемые участки детали, разъемные соленоиды и др.
11. ТЕХНОЛОГИЯ КОНТРОЛЯ
11.1. Нанесение индикаторных материалов (порошка, суспензии) на контролируемую поверхность.
11.1.1. Индикаторный материал на контролируемый участок поверхности наносится сухим или мокрым способами.
11.1.2. При сухом способе порошок наносится на контролируемую поверхность с помощью распылителей (резиновых груш, пульверизаторов, качающихся сит и др.). Порошок наносится равномерно, без образования более темных (обогащенных) или светлых (обедненных порошком) мест.
11.1.3. При мокром способе магнитная суспензия наносится на контролируемую поверхность путем полива детали суспензией, либо путем погружения ее в ванну с хорошо перемешанной суспензией.
При поливе деталь следует располагать так, чтобы суспензия стекала, не застаиваясь в отдельных участках (углублениях, «карманах», между ребрами и др.).
Направление движения суспензии, стекающей по поверхности детали, должно совпадать с направлением расположения возможных дефектов.
11.1.4. При контроле СПП суспензию начинают наносить одновременно с включением намагничивающего тока в НУ, а заканчиваться обработка суспензией должна до того, как будет выключено намагничивающее поле.
НУ выключают после стекания основной массы суспензии с поверхности изделия. Осмотр поверхности проводят после выключения НУ.
При контроле с продольным намагничиванием производится предварительный полив контролируемой детали (или ее участка) суспензией. При этом включение намагничивающего поля производится непосредственно после полива.
11.1.5. При контроле СОН индикаторная жидкость наносится на контролируемую поверхность после снятия намагничивающего поля (выключения НУ), но не позднее, чем через 1 час после намагничивания. Осмотр контролируемой поверхности проводят после стекания излишков суспензии.
11.2. Осмотр контролируемых поверхностей
11.2.1. Осмотр деталей, как правило, проводится невооруженным глазом или с помощью лупы с 2 ... 4 -кратным увеличением.
11.2.2. При мокром способе осмотр должен проводиться после стекания основной массы суспензии с контролируемого участка.
11.2.3. При осмотре необходимо принимать меры для предотвращения стирания порошка с дефектов. В случаях стирания отложений порошка контроль следует повторить. Повторный контроль проводится также и при нечетком оседании порошка.
11.2.4. Осмотр внутренних полостей производится с помощью специальных зондов (например, типа РВП), эндоскопов, специальных смотровых устройств
11.2.5. Освещенность осматриваемой поверхности деталей при использовании черных и цветных магнитных порошков должна быть не менее 1000 лк. Для искусственного освещения применяются светильники, обеспечивающие рассеянный свет (например, лампы дневного света, ряд ламп накаливания с рассеивателями и др.).
11.2.6. Осмотр деталей, обработанных магнитолюминесцентной суспензией, проводится в ультрафиолетовом свете, при этом уровень облученности контролируемой поверхности ультрафиолетовым излучением должен быть не ниже 1500 мкВт/см2. Длина волны ультрафиолетового излучения должна быть в диапазоне от 315 до 400 нм.
11.2.7. При отсутствии магнитолюминесцентных или цветных индикаторных материалов допускается контроль элементов конструкций и деталей с темной поверхностью с помощью суспензий, приготовленных на черных порошках или пастах. Для обеспечения необходимого контраста контролируемые поверхности в этом случае следует покрывать тонким слоем белой краски (например, нитроэмали или др.). Краску следует наносить с помощью распылителя ровным слоем, имеющим вид легкого полупрозрачного налета (в этом случае толщина его не будет превышать 5 ... 10 мкм).
11.2.8. При использовании красных порошков (паст) для контроля деталей с темной поверхностью контраст между валиком осевшего порошка и поверхностью детали может быть усилен путем освещения детали красным цветом.
11.3. Размагничивание объектов контроля
11.3.1. Участки конструкций ГПМ, на которых была проведена МПД, должны быть размагничены в случаях, если их намагниченность вызывает погрешности в показаниях приборов, аппаратуры, датчиков, а также, если участки подлежат последующему капиллярному контролю. Подлежат размагничиванию и такие детали, как, например, валы, колеса, шестерни в редукторах.
11.3.2. Размагничивание осуществляется путем воздействия на участок конструкции или деталь знакопеременного магнитного поля с убывающей до нуля амплитудой. Для этого используются стационарные или переносные соленоиды и электромагниты, а также устройства (например, дефектоскопы), позволяющие пропускать по детали ток, достаточный для создания необходимого размагничивающего поля.
11.3.3. В зависимости от формы и размеров деталей размагничивание может осуществляться следующими способами:
продвижением детали через соленоид, питаемый переменным током, и удалением ее на расстояние не менее 1,5 ... 2,0 диаметров (диагоналей) окна соленоида. Это расстояние может быть уменьшено до 1,0 ... 1,5 диаметров, если деталь после отведения поворачивать в направление, перпендикулярное оси соленоида;
уменьшением до нуля тока в соленоиде переменного тока со вставленной в него размагничиваемой деталью (длина соленоида при этом должна быть больше длины детали);
удалением детали из электромагнита (или электромагнита от детали), питаемого переменным током;
уменьшением до нуля переменного тока в электромагните, в междуполюсном пространстве которого находится размагничиваемая деталь или ее участок;
уменьшением до нуля переменного тока, проходящего либо по самой детали, либо по стержню (кабелю), пропущенному через полое отверстие детали;
перемагничиванием детали полем обратного направления. Напряженность перемагничивающего поля должна подбираться экспериментально так, чтобы после его выключения остаточная индукция детали была близкой к нулю (применяется только для деталей простой формы).
При использовании переменного тока размагничивается слой детали, не превышающий глубины проникновения поля данной частоты в материал детали.
11.3.4. Участок конструкции или деталь можно размагнитить непосредственно после контроля в приложенном поле (СПП), если при этом используется дефектоскоп, снабженный устройством для размагничивания. При выключении дефектоскопа или при специальном переключении его на режим размагничивания происходит плавное уменьшение переменного размагничивающего тока.
11.3.5. После размагничивания уровень остаточной намагниченности на проконтролированных участках не должен превышать 5 А/см.
11.3 6. Контроль качества размагничивания проводиться с помощью магнитометра дефектоскопического МФ-23Ф (приложение 2), а также измерителей или градиентометров магнитных полей типа ФП-1, ПКР-1 и других приборов с аналогичными техническими характеристиками.
12. ОЦЕНКА КАЧЕСТВА
12.1. Информационные признаки дефектов
12.1.1. Дефекты проявляются и оцениваются по наличию на контролируемой поверхности индикаторного следа магнитного порошка, видимого невооруженным глазом или с использованием луп, и воспроизводимого повторно после каждого нового нанесения магнитной суспензии или порошка. При этом длина индикаторного следа практически равна линейной протяженности выявленного дефекта.
Примечание при осмотре различают индикаторные следы округлой и удлиненной форм. Индикаторным следом округлой формы следует считать рисунок, у которого отношение наибольшего размера проявляющегося следа к его наименьшему размеру будет не более 3. В противном случае индикаторный след является удлиненным.
12.1.2. Осаждение магнитного порошка на дефектах типа нарушений сплошности имеет следующие характерные особенности:
- плоскостные дефекты (трещины, расслоения, несплавления) проявляются в виде удлиненного индикаторного следа;
- объемные дефекты (поры, раковины, включения) проявляются в виде округлого индикаторного следа;
- подповерхностные дефекты обычно дают нечеткое осаждение порошка.
12.1.3. В случаях, когда надежно фиксируется нечеткое отложение порошка в виде линии, которая составляет с направлением вектора напряженности намагничивающего поля угол, значительно меньший 90°, контроль необходимо повторить, добиваясь значений вышеуказанного угла, близких к 90°.
12.1.4. При скоплении на проверяемом участке (в зоне контроля) валиков порошка в виде нескольких характерных линий, указывающих на наличие разветвленной трещины, необходимо после полного удаления суспензии или порошка вновь подвергнуть зону контроля повторной проверке с выполнением всех операций контроля.
12.1.5. Не всегда осаждение магнитного порошка указывает на наличие дефекта, т.к. порошок может скапливаться над местами магнитных неоднородностей в следующих основных случаях,
- при соприкосновении намагниченной поверхности в зоне контроля с каким-либо намагниченным предметом (например, отверткой), устраняется ложное осаждение порошка повторным намагничиванием и визуальным осмотром;
- по границам зон термического влияния сварки в околошовной зоне, по границам следов накатанных и ненакатанных поверхностей порошок осаждается в виде размытых неплотных полосок, повторяя форму сварного шва или накатки (следов от колес с насечкой или поверхностных микродефектов периодического характера). При нанесении суспензии осевший порошок смывается, но при натекании суспензии с других участков контроля вновь может происходить скопление порошка в указанной зоне.
12.1.6. Ложными индикаторными следами являются:
любые индикации, вызванные контактом с другим ферромагнитным материалом, магнитом или намагниченным предметом, исчезающие после размагничивания,
размытые, нечеткие индикации, вызванные резким переходом от одного сечения контролируемого изделия к другому;
размытые, нечеткие индикации, вызванные резкими местными изменениями магнитных свойств металла (например, по границе зоны термического влияния или по границе «металл шва - основной металл») и т.п.,
индикации в виде широких групп мелких и параллельных осаждений порошка, вызванных избыточными значениями параметров намагничивающего поля.
12.1.7. Рекомендуется применение фотографий характерных осаждений порошка (включая и характерные для конкретных объектов ложные индикации).
12.1.8. Окончательная оценка годности деталей сложной формы с резко изменяющимся сечением проводится при намагничивании в магнитном поле, соответствующем сечению данного участка детали.
12.1.9. При многократном повторении сомнительных осаждений порошка лаборатория должна провести стандартное металлографическое исследование. По результатам исследования принимается решение о годности объектов с аналогичным осаждением порошка.
При массовых случаях осаждения порошка по структурной неоднородности магнитный контроль детали следует заменить другим методом НК (например, ультразвуковым). Если осаждения порошка по структурной неоднородности не носят массового характера, но возникают затруднения с расшифровкой этих оседаний, то МПД необходимо продублировать каким-либо другим методом контроля.
12.2. Оценка результатов контроля
12.2.1. Качество оценивается в соответствии с нормами, предусмотренными конструкторской документацией на изготовление, ремонт и реконструкцию и НД на экспертное обследование ГПМ. При отсутствии норм дефектности при МПД допускается производить оценку качества по нормам настоящего документа.
12.2.2. Качество металлических конструкций, сварных соединений и деталей допускается оценивать как по индикаторным следам, так и по фактическим показателям (размерам, количеству и распределению) выявленных несплошностей после удаления суспензии с контролируемой поверхности в зоне зафиксированных индикаторных следов.
12.2.3. Оценка качества при изготовлении, ремонте и реконструкции ГПМ:
12.2.3.1. При контроле по индикаторным следам качество сварного соединения считается удовлетворительным при одновременном соблюдении следующих условий;
- все зафиксированные индикаторные следы являются одиночными округлыми;
- максимальный размер каждого одиночного округлого индикаторного следа не превышает значений соответствующих норм, приведенных в приложении 8 для одиночных поверхностных дефектов;
- количество и распределение одиночных округлых индикаторных следов не превышает норм, приведенных в приложении 8 для одиночных поверхностных дефектов.
Примечание: округлые индикаторные следы с максимальным размером до 0,2 мм включительно допускается не учитывать вне зависимости от группы или категории сварного соединений.
12.2.3.2. При контроле по индикаторным следам качество деталей ГПМ считается удовлетворительным при отсутствии удлиненных индикаторных следов.
12.2.3.3. Несплошности, не удовлетворяющие требованиям п. 13.2.3.1 и 12.2.3.2 при контроле по индикаторным следам, допускается подвергнуть контролю по фактическим показателям, нормы на которые приведены в приложении 8. Результат этого контроля является окончательным.
12.2.4. Оценка качества при экспертном обследовании ГПМ.
Качество металлических конструкций, сварных соединений и деталей считается удовлетворительным, если не обнаружено удлиненных индикаторных следов с признаками трещин или расслоения металла
13. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
13.1. Результаты контроля каждого элемента должны быть зафиксированы в журналах и заключениях Форма заключения приведена в приложении 10.
13.2. В журнале и заключении должны быть указаны:
наименование и индекс изделия, объем контроля, тип и (при необходимости) категория или группа сварного соединения, размеры и расположение контролируемых участков;
нормативная документация, по которой выполнялся контроль;
тип и заводской номер аппаратуры;
индикаторные материалы (суспензии, порошки и т.п.), использованные при контроле,
условный уровень чувствительности,
результаты контроля (обнаруженные дефекты) должны быть отмечены как на контролируемых участках конструкций и деталей, так и на эскизах (схемах контроля) с указанием координат и протяженности;
дата контроля;
фамилия, инициалы и подпись дефектоскописта, проводившего контроль;
уровень квалификации, № удостоверения, дата выдачи и наименование организации, выдавшей удостоверение дефектоскописта,
фамилия, инициалы и подпись лица, ответственного за оформление документации
13.3. Журналы и копии заключений должны храниться не менее нормативного срока эксплуатации ГПМ при контроле в процессе ее изготовления и не менее 5 лет в других случаях
14. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
14.1 При проведении работ по магнитопорошковому контролю дефектоскопист должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002, СНиП III-4-80, Правилами технической эксплуатации электроустановок потребителей и Правилами техники безопасности при эксплуатации электроустановок потребителей.
14.2. При использовании в процессе контроля подъемных механизмов необходимо выполнять требования ПБ 10-14.
14.3. Уровни шума, создаваемого на рабочем месте дефектоскописта не должны превышать допустимых по ГОСТ 12.1.003.
14.4. При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.004.
14.5. К работам по МПД допускаются лица в возрасте не моложе 18 лет, прошедшие инструктаж по технике безопасности с регистрацией в журнале по установленной форме. Инструктаж должен производиться периодически в сроки, установленные приказом по предприятию.
14.6. В случае выполнения контроля на высоте и в стесненных условиях дефектоскописты должны пройти дополнительный инструктаж по технике безопасности согласно положению, действующему на предприятии.
14.7. Запрещается работа на неустойчивых конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов.
14.8. Подключение дефектоскопов к сети переменного тока осуществляют через розетки на специально оборудованных постах. При отсутствии на рабочем месте розеток подключение дефектоскопа к электрической сети должны производить дежурные электрики.
14.9. Перед включением дефектоскоп необходимо заземлить голым медным проводом сечением не менее 2,5 мм2.
14.10. Рабочее место дефектоскописта должно быть удалено от сварочных постов и защищено от лучистой энергии.
14.11. При осмотре контролируемой поверхности в УФ излучении в случае отсутствия в дефектоскопе встроенных средств, обеспечивающих защиту глаз дефектоскописта от вредного воздействия УФ излучения, следует применять защитные очки по ГОСТ 12.4.013 со стеклами ЖС-4 толщиной не менее 3 мм (по ГОСТ 9411).
14.12. При работе на мощных дефектоскопах оператор должен находиться на расстоянии не менее 0,7 м от катушек электромагнитов
14.13. В целях повышения качества контроля целесообразно через каждый час работы по осмотру деталей делать перерыв на 10 ... 15 мин. Работа дефектоскопистов магнитного контроля в ночную смену нецелесообразна
СПИСОК НД И ЛИТЕРАТУРЫ
1. ПНАЭ Г-7-015-89. Унифицированные методики контроля основных материалов (полуфабрикатов), сварных соединений и наплавки оборудования и трубопроводов АЭУ Магнитопорошковый контроль.
2. Семеновская И.Б. Методика магнитопорошкового контроля - М. Машиностроение, 1977 - 44 с.
3. Герасимов В.Г., Покровский А.Д., Сухоруков В.В. Электромагнитный контроль - М. Высшая школа, 1992 - 312 с.
4. Шелихов Г.С. Магнитопорошковая дефектоскопия деталей и узлов - М. НТЦ Эксперт, 1995 - 221 с.
5. Неразрушающий контроль и диагностика. Справочник под ред. В.В. Клюева - М. Машиностроение, 1995 - с. 241 - 254.
Приложение 1
(Справочное)
1. Магнитопорошковые дефектоскопы
|
Тип |
Масса, кг |
Ток, напряженность |
Длина соленоида или межполюсное расстояние, мм |
|
УНМД 300/2000 |
80 |
2000 А (имп.) 300 А (пост.) |
Определяется длиной кабеля |
|
ДМЦ-21П |
17 |
~ 7 кА/м |
70 ... 140 |
|
ДМЭ-22Ц |
8 |
~ 7 кА/м |
80 ... 140 |
|
МД-4К |
7 |
Нет данных |
~ 300 |
|
ПМД-70 |
25 |
16 кА/м |
100 ... 200 |
|
ПКО-2 |
20 |
12 кА/м |
50 ... 250 |
2. Ручные электромагниты фирмы Tiede (ФРГ)
|
Тип электромагнита |
TWM 220 |
TWM 24 |
BWM 220/12 |
KWM24 |
|
Питание |
220 В, 50 Гц |
220 В, 50 Гц |
220 В, 50 Гц 12 В пост. ток |
3´380 В 50 Гц |
|
Сечение полюса, мм |
27´27 |
27´27 |
27´27 |
- |
|
Масса, кг |
4,2 |
2,7 |
3,7 |
9,2 |
|
Разделительный трансформатор |
||||
|
Напряжение, В |
- |
220/24 |
220/24 |
3´380/24 |
|
Масса, кг |
- |
6,5 |
6,5 |
15,0 |
|
Напряженность в железном стержне сечением |
кА/м |
|||
|
50´20 мм |
9,4 |
8,3 |
8,3 |
4,3 |
|
50´50 мм |
6,8 |
6,1 |
5,6 |
|
3. Ручной электромагнит Deutroplus фирмы Karl Deutsch
|
Расстояние между полюсами |
135 мм (40 ... 220 мм с полюсными наконечниками) |
|
Питание |
220 В, 400 ВА |
|
Напряженность поля |
4,1 кА/м |
|
Размеры |
230´115´48 мм |
|
Масса |
3,5 кг (изолирующий трансформатор - 5,6 кг) |
Приложение 2
(Справочное)
Аппаратура, необходимая при проведении МПД
|
№ п/п |
Наименование измерительного средства, аппаратуры |
Назначение, область применения |
|
1. |
Миллитесламетр Ф-1356 |
Измерение индукции переменного магнитного поля |
|
2. |
Измеритель магнитной индукции ИМИ-93 |
Измерение индукции постоянного магнитного поля |
|
3. |
Магнитометр дефектоскопический МФ-23И |
Измерение напряженности переменных, постоянных и импульсных магнитных полей |
|
4. |
Индикатор остаточной индукции |
Измерение остаточной намагниченности |
|
5. |
Прибор для проверки качества порошков и суспензий МФ-10СП |
Контроль качества магнитных порошков и суспензий, применяемых при МПД |
|
6. |
Люксметр Ю-116 |
Измерение освещенности контролируемой поверхности |
|
7. |
Ультрафиолетовый облучатель КД-33Л |
Освещение поверхности детали при использовании люминесцентных индикаторов |
|
S. |
Облучатель ультрафиолетовый малогабаритный УФО-3-500 |
Освещение поверхности детали при использовании люминесцентных индикаторов |
|
9. |
Вискозиметр капиллярный стеклянный ВПЖ-2 |
Определение кинематической вязкости дисперсионной среды - суспензий для МПК |
Примечание по поз. 1, 2, 3, 4 может применяться измерительная аппаратура аналогичного назначения, не уступающая указанной по техническим параметрам.
Приложение 3
Индикаторные материалы, применяемые при магнитопорошковом контроле
|
Наименование магнитного индикатора |
Цвет порошка |
Цвет контролируемой поверхности |
Шероховатость |
Характер выявляемых дефектов и уровни чувствительности по ГОСТ 21105 |
Вид дисперсионной среды |
Оптимальная концентрация материала в дисперсионной среде, г/л |
|
Железный порошок ПЖВ5, класс крупности 160 |
Темно-серый |
Светлая |
Ra 10 мкм |
Усталостные трещины, Б, В и грубее |
Применяется только в сухом виде |
|
|
Железный порошок ПЖВ5, класс крупности 71 |
Темно-серый |
Светлая |
Любая |
Усталостные трещины; Б, В |
Трансформаторное масло, керосино-масляная смесь |
180 ± 20 |
|
Магнитный порошок (черный) для магнитной дефектоскопии |
Черный |
Светлая |
Ra 10 мкм |
Усталостные, шлифовочные и закалочные трещины; А, Б, В |
Трансформаторное масло, керосино-масляная смесь, керосин, вода водопроводная |
25 ± 5 |
|
Люминесцентный порошок Люмагпор-5 |
Зеленый |
Любая (темная, светлая) |
Любая |
Усталостные, шлифовочные, закалочные трещины; А, Б, В |
Масло МЛД-2 (очищенное) |
4 ± 1 |
|
Магнитная паста МК-1, МК-2 (в комплекте с Люмагпор-5) |
Зеленый |
Любая (темная, светлая) |
Любая |
Трещины; А, Б, В и грубее |
Вода водопроводная |
4 ± 1 |
|
«Диагма» |
Черный красный |
Любая, кроме желтой |
Любая |
Усталостные, шлифовочные, закалочные трещины; А, Б, В |
Вода водопроводная |
60 ± 3 |
|
Паста магнитная люминесцентная МЛ-1 |
Зеленый |
Любая |
Любая |
Усталостные трещины, Б, В и грубее |
Вода водопроводная |
42 ± 2 |
Приложение 4
(Рекомендуемое)
Составы магнитных и магнитолюминесцентных суспензий и способы их приготовления
1. Водные суспензии.
|
1.1 Состав А: |
|
|
Черный магнитный порошок, г |
25 ± 5 |
|
Хромпик калиевый, г |
5 ± 1 |
|
Сода кальцинированная, г |
10 ± 1 |
|
Сульфанол, г |
2 ± 0,5 |
|
Вода, л |
до 1 |
|
1.2 Состав Б |
|
|
Черный магнитный порошок, г |
25 ± 5 |
|
Нитрит натрия, г |
15 ± 1 |
|
Сульфанол, г |
2 ± 0,5 |
|
Вода, л |
до 1 |
Примечание антикоррозионные свойства водной суспензии состава А могут быть значительно повышены путем добавления в нее моноэтаноламина из расчета 4 ... 10 г/л.
Водную суспензию можно готовить следующим образом: в теплой воде (30 ... 40 °С) растворить сульфанол, ввести в приготовленный раствор хромпик и соду (состав А) или нитрит натрия (состав Б) и получившийся раствор тщательно перемешать. Порошок с небольшим количеством приготовленного раствора растереть до консистенции сметаны, затем ввести в полученную смесь остальную часть раствора и тщательно размешать.
2. Суспензии на основе масла и керосина (дизельного топлива).
|
Порошок железный ПЖВ5-72, г |
180 ± 20 |
|
Масло трансформаторное (ГОСТ 982-80), л |
до 1,0 |
Для приготовления суспензии необходимо растереть магнитный порошок в равном по объему количестве соответствующего масла деревянной лопаточкой до получения однородной массы и, непрерывно помешивая, влить оставшуюся часть масла.
Для удаления крупных слипшихся частиц полученную суспензию фильтруют. Для этого ее размешивают и после отстоя в течение 2 - 3 с переливают в другую емкость. На дне остаются крупные частицы, непригодные для контроля. Время с момента окончания перемешивания до конца перелива должно составлять не более 10 с.
При проведении контроля с применением масляной суспензии в условиях пониженных температур вязкость масла может повышаться.
|
Порошок магнитный (черный), г |
25 ± 5 |
|
Керосин, мл |
500 ± 50 |
|
Масло трансформаторное, мл |
500 ± 50 |
|
Присадка АКОР-1 |
0,5 ... 5 % от массы порошка |
Эта суспензия обладает высокими магнитодинамическими свойствами, если в качестве дисперсионной среды использовать керосин. Применение такой суспензии должно быть согласовано с местной противопожарной службой.
Для стабилизации суспензии на основе керосина рекомендуется добавить присадку АКОР-1 из расчета 1 ... 0,5 г на литр. В некоторых случаях концентрацию черного порошка необходимо понижать (см. табл. далее). Способ приготовления суспензии по п. 2.2 аналогичен указанному для состава по п. 2.1.
3. Магнитные пасты.
Они включают все необходимые компоненты и разводятся водой в концентрации, указанной в приложении 1. Сначала размешать требуемое количество пасты в небольшом объеме воды до получения однородной массы, после чего, непрерывно помешивая, добавить воду до требуемой концентрации
Применение паст предпочтительнее, так как при этом отпадает необходимость отвлечения дефектоскопистов на получение, взвешивание и смешивание необходимых компонентов суспензии и существенно понижается вероятность ошибки в составе суспензии.
Для контроля деталей со светлой поверхностью применяются пасты с черным магнитным порошком, например, ЧВ-1 (черная водная - 1). Для контроля деталей с темными поверхностями применяются пасты с цветным порошком, например, КВ-1 (красная водная - 1), КМ-К (красная масляно-керосиновая, старое обозначение МП-75). Обе эти пасты содержат красный порошок, представляющий собой гамма-окись железа. Для этих же целей могут использоваться пасты, в которые введен магнитолюминесцентный порошок, например МЛ-1 (водная магнитолюминесцентная -1).
4. Суспензия с люминесцентным порошком.
|
4.1. Состав суспензии. |
|
|
Люмагпор-5, г |
4 ± 1 |
|
Масло МЛД-2 (очищенное), л |
1,0 |
Способ приготовления см состав по п. 2.1.
Таблица П.4.1
Концентрация черного магнитного порошка в суспензии и составы дисперсионной среды при контроле некоторых деталей
|
Контролируемая деталь (зона, участок детали) или условия контроля |
Дисперсионная среда суспензии. |
Концентрация порошка в суспензии, г/л |
|
Места резких переходов от одного сечения к другому (напр. места перехода головки болта к цилиндрической части, галтельные переходы в других деталях) |
Вода, керосин |
10 ... 15 |
|
Элементы, детали, контролируемые в конструкции без демонтажа |
50 % керосина и 50 % масла |
20 ... 25 |
|
Мелкая резьба (менее М12) в случае затруднения в расшифровке при контроле суспензией нормальной концентрации 20 ± 25 г/л |
Керосин, вода |
5 ... 7 |
Приложение 5
(Рекомендуемое)
Методика изготовления стандартных образцов
1. Стандартный образец изготавливается из высокохромистых сталей с содержанием хрома 10 - 15 % длиной 110 ± 10 мм, шириной 20 ± 1 мм и толщиной 4 ... 5 мм.
2. После предварительной механической обработки образец шлифуется на глубину 0,2 ... 0,3 мм с шероховатостью поверхности Ra не более 1,6 мкм и азотируется.
3. Азотирование образца проводится в атмосфере аммиака в три этапа,
при температуре 540 ± 15 °С с выдержкой при этой температуре 20 ± 1 ч со степенью диссоциации раствора 30 ± 3 %,
при температуре 580 ± 15 °С с выдержкой при этой температуре 20 ± 1 ч со степенью диссоциации раствора 60 ± 3 %,
охлаждается образец в печи в атмосфере аммиака до 200 °С с последующей выдержкой на воздухе.
4. После азотирования рабочие (широкие) поверхности образцов шлифуются на глубину не более 0,05 мм (с обильным охлаждением) до шероховатости, указанной в табл. 1 в зависимости от требуемого уровня чувствительности,
5. Толщина азотированного слоя измеряется с помощью микроскопа на приготовленном микрошлифе.
6. Для получения искусственных трещин образец устанавливается на две опоры стола винтового пресса и через призму плавно изгибается до появления характерного хруста, свидетельствующего о разрушении азотированного слоя. Глубина образовавшихся трещин принимается равной толщине азотированного слоя. При этом ширина раскрытия выявленных трещин измеряется на микроскопе.
8. Аттестация стандартных образцов проводится службами неразрушающего контроля и метрологии.
9. Образцы после контроля в соответствии п. 7 должны быть очищены, просушены и храниться в отдельной коробке в сухом помещении.
Приложение 6
(Рекомендуемое)
Форма паспорта на стандартный образец
ПАСПОРТ
на стандартный образец № ____
|
Стандартный образец из стали _____________ |
|
твердость по Роквеллу HRC _______________ |
|
предназначен для оценки качества магнитной суспензии |
|
На образце имеется ______ поверхностных линейных дефектов - трещин |
|
Тип и номер дефектоскопа |
Способ и схема намагничивания |
Тип (состав) индикатора и способ его нанесения |
Номер выявленного дефекта |
Длина выявляемой части дефекта, мм |
Уровень чувствительности |
|
СПП или СОН, расположения намагничивающего устройства относительно образца с указанием размеров и расстояний |
Суспензия (состав), сухой порошок (тип) |
К стандартному образцу прилагается дефектограмма (фотография) поверхности образца с индикаторным рисунком выявленных дефектов.
|
Начальник лаборатории |
|
(руководитель службы неразрушающего контроля) __________________________ |
|
Руководитель службы метрологии ________________________________________ |
|
Дата изготовления стандартного образца __________________________________ |
|
Дата оформления паспорта ______________________________________________ |
Приложение 7
(Рекомендуемое)
Основные магнитные характеристики конструкционных сталей
|
Сталь |
Термическая обработка |
Коэрцитивная сила, |
Остаточная индукция, Вr |
Напряженность насыщения, Hs |
|
А/м |
Тл |
А/м |
||
|
5 |
В состоянии поставки. |
640 |
1,10 |
3600 |
|
10 |
В состоянии поставки. |
480 |
0,86 |
3200 |
|
20 |
В состоянии поставки. |
320 |
1,17 |
5600 |
|
45 |
В состоянии поставки. |
640 |
1,12 |
7200 |
|
45 |
Закалка с 820 ± 10 °С в масле, отпуск при 160 °С. |
2160 |
1,18 |
15200 |
|
9X18 |
Закалка с 1030 °С, отпуск при 180 °С. |
6400 |
0,61 |
17600 |
|
12ХН3А |
Закалка с 800 - 830 °С, отпуск при 160 - 200 °С |
1030 |
0,80 |
20000 |
|
18ХНВА |
Закалка с 860 °С на воздухе, отпуск при 160 °С, охлаждение на воздухе. |
2080 |
0,83 |
16000 |
|
18ХНВА |
Закалка с 860 °С, отпуск при 650 °С |
800 |
1,11 |
20000 |
|
25ХГСА |
Закалка с 890 °С в масле, отпуск при 225 °С, охлаждение в воде. |
2720 |
1,12 |
13600 |
|
25ХГСА |
Закалка с 890 °С в масле, отпуск при 630 °С, охлаждение в воде. |
950 |
1,40 |
7000 |
|
30ХГСА |
Закалка с 900 °С в масле, отпуск при 500 °С 1 ч. |
1200 |
1,33 |
6400 |
|
30ХГСНА |
Закалка с 900 °С в масле до HRC 46. |
2200 |
0,83 |
11600 |
Приложение 8
Нормы на поверхностные дефекты ГПМ
|
Дефекты |
Нормы на поверхностные дефекты швов сварных соединений ГПМ |
||||
|
Грузоподъемные машины номенклатуры ВНИИстройдормаш (нормы и категории соответствуют РД 22-207) |
Лифты (нормы и группы соответствуют РД 22-19-173) |
Оборудование подъемно-транспортное номенклатуры ВНИИПТмаш (нормы соответствуют ОСТ 24.090.63) |
|||
|
I |
II и III |
I |
II |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Трещины всех видов и направлений, несплавления по кромкам, свищи, незаверенные кратеры, наплывы, подтеки, перерывы в швах, поры в виде сплошной сетки |
Не допускаются |
Не допускаются |
Не допускаются |
Не допускаются |
Не допускаются |
|
Поверхностные поры, раковины, объемные включения |
Диаметром не более 1 мм для толщин до 25 мм и 1,5 мм для толщин более 25 мм в количестве не более 2 шт. на длине 100 мм и расстоянии между ними не менее 40 мм |
Диаметром не более 1,5 мм для толщин до 25 мм и 2,5 мм для толщин более 25 мм в количестве не более 3 шт. на длине 100 мм и расстоянии между ними не менее 30 мм |
Диаметром не более 2 мм в количестве не более 2 шт. на длине 100 мм |
Диаметром не более 3 мм в количестве не более 3 шт. на длине 100 мм |
Диаметром не более 1 мм для толщин до 8 мм включительно и 1,5 мм для толщин более 8 мм до 30 мм включительно |
|
Скопления пор на площади 1 см2 шва |
Не более 5 шт. (макс. диаметр не более 1,0 мм) |
||||
Приложение 9
Контроль деталей и элементов ГПМ
П9.1. Особенности контроля коротких деталей
П9.1.1 При контроле коротких деталей создается размагничивающее поле. Чем короче деталь, тем сильнее размагничивающее действие полюсов. Размагничивающее действие полюсов становится практически незначимым при отношении длины к эквивалентному диаметру детали больше, чем 25.
П9.1.2 При использовании СПП размагничивающее действие полюсов компенсируется увеличением намагничивающего поля.
П9.1.3 При контроле однотипных деталей типа болтов, осей, шпилек и т.д. намагничивание производится в соленоиде из 4 ... 8 витков кабеля. Внутренний диаметр соленоида должен составлять не более 1,5 - 2,0 максимальных диаметров деталей Короткие детали необходимо удлинять с помощью соответствующих втулок, выполненных из материала детали.
П9.1.4 Циркулярное намагничивание при контроле внутренних поверхностей проводится путем пропускания тока по вставленному в отверстие стержню.
П9.1.5 При контроле с применением СОН ток для циркулярного намагничивания рассчитывается по максимальному диаметру контролируемого объекта или по максимально удаленным от вставленного в отверстие стержня участкам контролируемой зоны детали.
П9.2. Контроль сварных соединений
электромагнита (или постоянных магнитов); электрических контактов,
кабеля.
Уровень чувствительности при контроле сварных соединений с неснятым усилением, выполненных автоматической сваркой под флюсом, может соответствовать условным уровням Б и В, а выполненных ручной сваркой - только условному уровню В. Контроль сварных соединений и основного металла крановых конструкций производится на уровне В (если документацией не установлены другие уровни). Рекомендуется применять различные схемы контроля, при которых расположение (сканирование) намагничивающего устройства обеспечивает наилучшую выявляемость дефектов (продольных, поперечных трещин, в шве или в околошовной зоне).
Области эффективного намагничивания с помощью электромагнита и электрических контактов в зависимости от расстояния между полюсами D и между контактами d заштрихованы прямоугольниками на рис. П9.1. На расстояниях ближе 25 мм от полюсов и контактов МПД недопустима.
При намагничивании электромагнитом (постоянными магнитами) перемещение НУ для обнаружения продольных дефектов (вдоль шва) способом СПП осуществляется так, чтобы полюса намагничивающего устройства находились по разные стороны шва, а для поперечных так, чтобы полюса располагались по возможности вдоль шва.
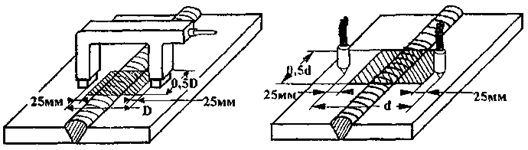
Рис. П9.1 Область эффективного намагничивания зоны сварного шва
При контроле по СОН силу тока I определяют из рис. П9.2 в зависимости от расстояния d между контактами, а при СПП по формуле I = 5d, где I в амперах, d в мм. Для обнаружения продольных трещин в небольших прямолинейных участках сварных швов длиной до 150 ... 200 мм их намагничивают пропусканием вдоль них тока. Протяженные швы следует намагничивать по участкам, причем на соседних участках контакты следует чередовать, что особенно важно при СОН, когда можно использовать импульсный ток.
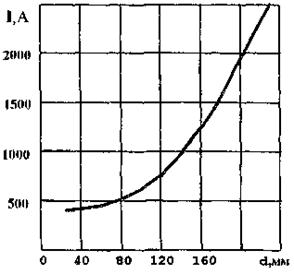
Рис. П9.2 Определение тока в зависимости от расстояния между контактами при СОН
П9.2.2. Схема размещения полюсов электромагнита при контроле сварных швов стыковых соединении для обнаружения трещин произвольной ориентации приведена на рис. П9.3. Зоны перемещения полюсов могут изменяться в зависимости от ориентации трещин. Для обнаружения продольных (вдоль шва) трещин угол отклонения b не должен превышать 30 ¸ 40°, а для обнаружения поперечных трещин этот угол может быть больше 90°. При контроле НУ непрерывно перемещают при медленных угловых поворотах (на ±15° ¸ 20°) вдоль шва с шагом L, не превышающим половины межполюсного расстояния D, а суспензию наносят на поверхность контролируемого изделия в пределах 1,5 ¸ 2,0 зон контроля. После удаления излишков индикатора проводят осмотр в пределах зоны контроля. Возможен вариант шагового перемещения НУ на расстояние, меньшее зоны контроля примерно на 20 мм.
Для выявлении по СПП дефектов, ориентированных поперек сварного шва, шов размечают на участки длиной около 120 мм, меньшие на 20 ¸ 30 мм расстояния между полюсами электромагнита, и устанавливают НУ по возможности вдоль шва. Напряженность поля на поверхности шва должна составлять около 2400 А/м.
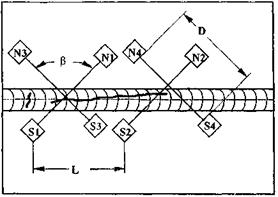
Рис. П9.3 Схема размещения магнитных полюсов для выявления трещин в сварном шве или околошовной зоне стыкового соединения: (N1, S1; N2, S2) - положения полюсов при перемещении НУ вдоль шва, (N3, S3; N4, S4) - положения полюсов при поворотах НУ
Размещение электрических контактов для намагничивания сварного шва стыкового соединения показано на рис П9.4 L » 0,5d, d ³ 75 мм. Угол b » 90° нужно уменьшать для лучшего выявления поперечных трещин и увеличивать для продольных. Для выявления продольных трещин в сварном шве электрические контакты нужно установить вдоль шва и пропустить ток. Значение тока I в зависимости от расстояния между контактами d выбирается в соответствии с П9.2.1. Намагничивание по участкам протяженного шва показано на рис П9.5, когда контакты Э1 и Э2 на трех соседних последовательно намагничиваемых участках (I, II, III) чередуются.
После нанесения суспензии и осмотра следует провести контроль околошовных зон. Для этого проводят намагничивание, устанавливая контакты на расстоянии S » 20 - 40 мм от средней линии шва.
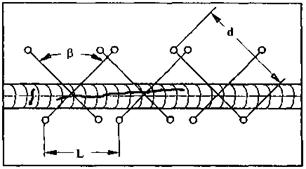
Рис. П9.4 Схема размещения электрических контактов для выявления трещин произвольной ориентации в сварном шве стыкового соединения
П9.2.3 При контроле угловых соединений способом СПП перемещение НУ осуществляют так, чтобы полюса намагничивающего устройства находились на разных наружных гранях (по разные стороны шва). При необходимости контроля с внутренней стороны его проводят по П9.2.4.
Контроль угловых соединений следует проводить отдельно для продольных и поперечных трещин.
Схема размещения полюсов НУ для выявления продольных (вдоль шва) и поперечных (поперек шва) трещин приведена на рис. П9.6. При включенном НУ суспензию наносят на поверхность контролируемого изделия в пределах 1,5 ¸ 2,0 зон контроля. После удаления излишков индикатора проводят осмотр в пределах как зоны контроля, так и за ней.
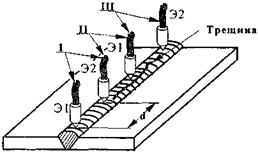
Рис. П9.5 Схема размещения контактов при выявлений продольных трещин
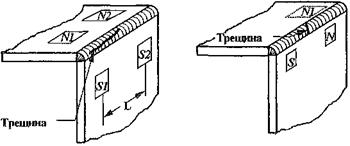
Рис. П9.6 Схема размещения магнитных полюсов для выявления трещин в сварном шве углового соединения
Затем НУ перемещают дискретно на расстояние меньшее L » 0,5D примерно на 20 мм. Для выявления по СПП трещин, ориентированных поперек сварного шва, шов размечают на участки длиной меньше на 20 ¸ 50 мм расстояния D между полюсами и устанавливают НУ по возможности вдоль шва (рис. П9.6). При этом полюсы могут находиться как на одной грани (N, S), так и на разных (N1, S). Шаг контроля L выбирают на 50 мм меньше расстояния между полюсами. Напряженность поля на поверхности шва должна составлять примерно 2400 А/м. Измерения тангенциальной составляющей напряженности поля могут осуществляться с значительными погрешностями и давать заниженные результаты.
Для проведения МПД угловых соединений при намагничивании пропусканием тока контакты нужно установить на линии, проходящей примерно посередине шва и пропустить ток. Значение тока I в зависимости от расстояния между контактами d выбирается в соответствии с П9.2.1. Намагничивание по участкам протяженного шва показано на рис. П9.7, когда контакты Э1 и Э2 на трех соседних последовательно намагничиваемых участках (I; II; III) чередуются.

Рис. П9.7 Схема размещения электрических контактов для намагничивания пропусканием тока для выявления продольных и поперечных трещин в сварном шве углового соединения
После нанесения суспензии и осмотра следует провести контроль зон, прилегающих к шву. Для этого проводят намагничивание, устанавливая контакты на расстоянии S » 20 ¸ 40 мм от средней линии шва в положения Э3-Э3 и Э4-Э4. При контроле протяженных зон также необходимо чередование контактов.
Для обнаружения поперечных трещин ток пропускают поперек шва. Область намагничивания определяют по рис. П9.1, однако ввиду объемной конфигурации зоны контроля расчетную величину тока следует увеличить на 20 ... 30 %. Шаг перемещения вдоль шва, определяют так, чтобы области намагничивания (пунктирная область на рис. П9.7) перекрывались. Измерения тангенциальной составляющей напряженности поля в данном случае весьма неточны и на их результаты не следует полагаться.
П9.2.4. Схема размещения полюсов НУ при МПД тавровых соединений показана на рис. П9.8. Обнаружение трещин произвольной ориентации затруднено сложностью установки НУ, поэтому контроль следует проводить отдельно для продольных и поперечных трещин. При контроле продольных трещин в тавровых соединениях способом СПП перемещение НУ осуществляется так, чтобы полюса (N1, S1) намагничивающего устройства находились разные стороны шва.
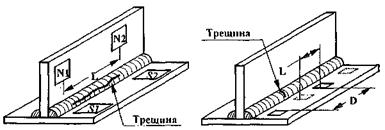
Рис. П9.8 Схема размещения полюсов НУ для выявления продольных и поперечных трещин в тавровых соединениях
Контроль проводят с шагом L » 0,5D. Нанесение суспензии и осмотр не отличаются от аналогичных операций для других соединений.
Для выявления в приложенном поле поперечных трещин нужно разметить шов на участки, меньшие на 20 - 50 мм расстояния между полюсами НУ, и устанавливать НУ вдоль шва. Шаг контроля L выбирают на 50 мм меньше расстояния D между полюсами. Напряженность поля на поверхности шва должна составлять примерно 2400 А/м. Измерения тангенциальной составляющей напряженности поля могут осуществляться с значительными погрешностями и давать завышенные результаты.
Рис. П9.9 Намагничивание таврового соединения
Установка НУ для контроля тавровых соединений с небольшими выступающими кромками показана на рис. П9.9.
Схема размещения электрических контактов для намагничивания угловых соединений пропусканием тока приведена на рис. П9.10. Контакты Э1-Э2 устанавливают по разные стороны шва и проводят МПД с шагом L = 0,5d. Для обнаружения продольных трещин следует намагничивать участок шва с помощью контактов Э3-Э4, устанавливаемых на шве. Величина тока I в зависимости от расстояния между контактами d выбирается в соответствии с П9.2.1. Наконечник должен обеспечивать хороший контакт со сварным швом, поэтому применение электрических контактов с тупым наконечником недопустимо. Ширину области намагничивания определяют по рис. П9.1, однако ввиду объемной конфигурации зоны контроля расчетную величину тока следует увеличить. Измерения тангенциальной составляющей напряженности поля в данном случае весьма трудны и на их результаты не следует полагаться.
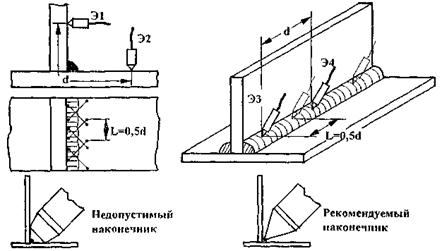
Рис. П9.10. Схема размещения электрических контактов при намагничивании сварного шва таврового соединения
П9.2.5. Контроль нахлесточных соединений при толщине верхней пластины менее 5 мм может осуществляться по П9.2.2. Способы намагничивания с помощью НУ для большей толщины приведены на рис. П9.11. Перемещение НУ осуществляется так, чтобы полюса намагничивающего устройства находились по разные стороны шва. Контроль проводят с шагом L, равным половине расстояния между полюсами. При включенном НУ суспензию наносят на поверхность контролируемого изделия в пределах 1,5 ¸ 2,0 зон контроля. После удаления излишков индикатора проводят осмотр в пределах как зоны контроля, так и за ней.
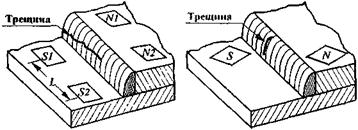
Рис. П9.11. Размещение полюсов НУ при контроле нахлесточного соединения
Для выявления по СПП поперечных трещин шов размечают на участки, меньшие на 20 - 50 мм расстояния между полюсами НУ, и устанавливают НУ по возможности вдоль шва. При этом полюсы могут находиться на разных пластинах. Шаг контроля L определяется расстоянием между полюсами. Напряженность поля на поверхности шва должна составлять примерно 2400 А/м, однако измерения напряженности поля связаны со значительной погрешностью.
Намагничивание участка шва пропусканием тока с помощью контактов Э1-Э1, установленных на линии, походящей через середину шва, для обнаружения продольной трещины показано на рис. П9.12. Величина тока I в зависимости от расстояния между контактами d выбирается согласно П9.2.1. После нанесения суспензии и осмотра аналогично следует проверить участки, прилегающие с каждой стороны к сварному шву (положения контактов Э2-Э2 и Э3-Э3) на расстоянии S = 20 ... 30 мм в каждую сторону от шва.
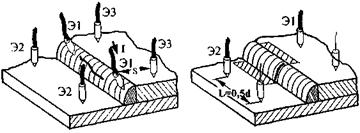
Рис. П9.12 Размещение электрических контактов для намагничивания нахлесточных соединений
Для обнаружения поперечных трещин ток пропускают поперек шва. Ширину области намагничивания определяют по рис. П9.1. Шаг перемещения вдоль шва, определяют так, чтобы области намагничивания (заштрихованный прямоугольник) перекрывались.
П9.2.6. При контроле сварных швов в стыковых соединениях труб для обнаружения дефектов, ориентированных вдоль шва, следует намотать кабель на участок трубы, разместив витки в двух секциях с промежутком над швом для обеспечения доступа к нему (рис П9.13). Необходимая напряженность магнитного поля Нпр выбирается по табл. 3 и 4. Значение тока, выбирают из условия wI = 8D, где w - число витков. При контроле таких дефектов в стыковых соединениях в стержнях допускается намагничивание в соленоиде.
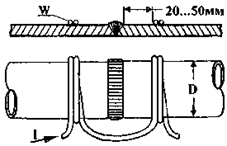
Рис. П9.13 Намагничивание сварного шва стыкового соединения труб
Контроль дефектов сварных швов в угловых соединениях трубчатых элементов следует проводить по СПП при полюсном намагничивании электромагнитом (постоянными магнитами), пропусканием тока или с помощью кабеля. На рис. П9.14 показаны места размещения полюсов при контроле продольных и поперечных трещин сварного шва углового соединения. Шаги L1 для продольных и L2 для поперечных трещин следует выбирать равными 0,5D. Размещение НУ для другой конфигурации углового соединения приведено на рис. П9.15, где индексы 1 для шагов L и расстояний D между полюсами соответствуют продольной трещине, а 2 - поперечной. Справа на том же рис. П9.15 показано размещение полюсов намагничивающего устройства при наиболее сложной для МПД геометрии сварного соединения.
Вследствие увеличения расстояния от полюсов магнита до зоны контроля на величину S напряженность поля уменьшается, поэтому здесь нужно измерять тангенциальную составляющую напряженности поля в зоне предполагаемого места расположения дефекта, но не вблизи полюсов. Расстояние S во всех ручных электромагнитах для угла a = 45° около 200 мм.
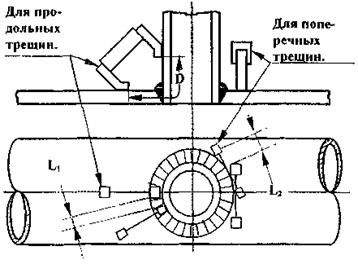
Рис. П9.14 Полюсное намагничивание углового соединения трубчатых элементов
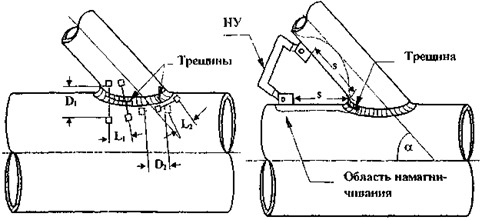
Рис. П9.15 Размещение полюсов электромагнита на угловом соединении труб
На рис. П9.16 приведено размещение электрических контактов для обнаружения трещин произвольной ориентации в угловых соединениях трубчатых элементов различной конфигурации, где шаг L = 0,5d. Там же показано намагничивание этого соединения с помощью кабеля при обнаружении продольных трещин.
Кабель наматывают на расстоянии 20 ... 50 мм от шва, а число витков w выбирают из соотношения Iw = 8D.
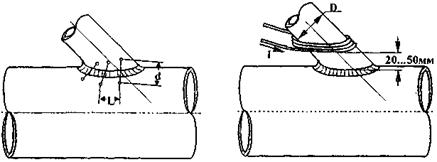
Рис. П9.16 Намагничивание угловых соединений трубчатых элементов с помощью электрических контактов и кабеля
П9.3.1 Резьбовые части деталей нужно контролировать с целью выявления усталостных трещин, возникающих по впадинам резьбы. Контроль проводят по СОН, а намагничивают в соленоиде, с помощью кабеля или (реже) приставным электромагнитом, как показано на рис. П9.17. Суспензии используют на основе керосина. Приготовление суспензии в соответствии с приложением 4.
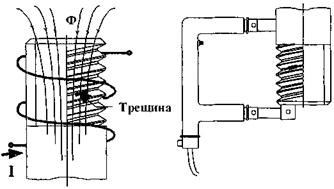
Рис. П.9.17 Намагничивание резьбовой части детали
П.9.3.2 Контроль нужно производить следующим образом:
промыть резьбу, применяя керосин, бензин или ацетон. Во впадинах резьбы в процессе эксплуатации могут образоваться плохо растворимые загрязнения, которые следует удалять механическим путем;
проверить качество удаления загрязнений осмотром через лупу с 4 - 10-кратным увеличением;
поместить участок резьбы в намагничивающее устройство и включить ток на 0,5 - 1 с;
размешать суспензию и поместить в нее участок резьбы на 5 - 10 с, лучше в вертикальном положении;
промыть резьбовую часть чистым керосином для частичного удаления порошка, осевшего в местах отсутствия дефектов;
осмотреть резьбовую часть при хорошем освещении. Осевший порошок над трещинами имеет вид четкой иногда прерывистой линии.
Порошок может осаждаться по впадинам резьбы, по рискам, в местах повреждения покрытия. В этих случаях необходимо применить малоконцентрированную суспензию. Наблюдая через лупу 4 - 10-кратного увеличения, нужно наносить каплями из пипетки суспензию, отстоявшуюся в течение 2 - 3 мин после размешивания. Если по впадине трещины нет, то накопление порошка происходит в виде отдельных скоплений. При дальнейшем нанесении суспензии скопления соединяются в цепочки и количество их увеличивается.
Если по впадине резьбы проходит трещина, то накопление порошка происходит прежде всего по трещине, обрисовывая ее конфигурацию. При дальнейшем нанесении суспензии порошок накапливается в местах отсутствия дефектов.
П9.3.3. На резьбе, изготовленной накаткой, осаждение порошка по впадинам резьбы может происходить в местах наволакивания материала, поэтому резьбы, изготовленные накаткой, контролю МПД не подлежат.
Контроль мелкой резьбы затруднен сложностью осмотра, поэтому минимальный размер следует устанавливать, исходя из индивидуальных возможностей дефектоскописта. Для резьбы диаметром более 28 мм, наряду с МПД, можно использовать, например, электроконтактный дефектоcкоп МД-43К.
П9.4 Валы (оси)
П9.4.1. Валы и оси контролируют при:
циркулярном намагничивании с целью выявления продольных трещин на боковой поверхности;
продольном намагничивании с целью выявления поперечных трещин на боковой поверхности;
намагничивании приставным магнитом с целью выявления трещин на торцах.
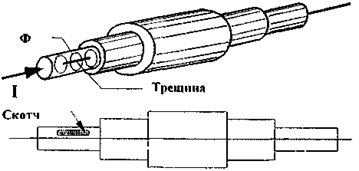
Рис. П9.18 Циркулярное намагничивание вала
П9.4.2. Циркулярно намагничивают пропусканием тока по длине вала (оси) с помощью электрических контактов. На рис. П9.18 показано циркулярное намагничивание и снятие дефектограммы с помощью скотча. Не следует устанавливать электрические контакты на рабочие участки валов во избежание образования прижогов.
Ток циркулярного намагничивания для вала (оси) диаметром D рассчитывают по формуле I = 31,4DН, где диаметр D указан в миллиметрах, а напряженность поля Н в амперах на сантиметр.
П9.4.3. Продольно намагничивают любым из следующих способов:
- в соленоиде, если позволяют размеры вала (рис. П9.19). При этом намагничивается участок вала, находящийся внутри соленоида;
- с помощью кабеля, навитого на вал. Этот способ рекомендуется при больших размерах. Намагничивается участок вала, расположенный под витками;
- с помощью приставного электромагнита или постоянных магнитов. Намагничивается только часть поверхности вала, расположенная между полюсами.
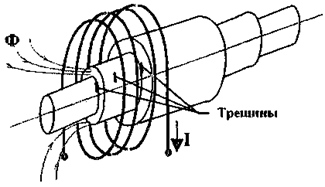
Рис. П9.19
При СПП контролируют только намагниченный участок. При СОН можно последовательно намагнитить соседние участки, но нужно обязательно следить, чтобы при перемещении полюса не менялись местами.
П9.4.4. Торцевые поверхности валов большого диаметра намагничивают в различных направлениях с помощью электромагнита.
П9.4.5. Нанесение суспензии возможно как методом полива, так и погружением. При осмотрах следует обращать внимание на наличие на рабочих поверхностях валов бликов в продольном направлении, затрудняющих обнаружение продольных трещин.
П9.4.6 После проведения контроля должны быть удалены остатки суспензии с рабочих поверхностей, а сами рабочие участки размагничены.
П9.5. Зубчатые колеса
П9.5.1. С помощью МПД в зубчатых колесах эффективно можно обнаружить лишь трещины, направленные поперек длины зуба. Обнаружение трещин, направленных вдоль зуба затруднено из-за сложности намагничивания. Для обнаружения продольных трещин в колесах диаметром более 200 мм может быть рекомендован электроконтактный прибор МД-43К.
П9.5.2. Для обнаружения трещин, направленных поперек длины зуба, его намагничивают в продольном направлении электромагнитом с использованием шарнирных полюсных наконечников. Это выполняют, как показано на рис. П9.20, с помощью электромагнита прибора ПКО-2, ручных электромагнитов TWM или BWM фирмы Tiede или электромагнита Deutropuls фирмы Karl Deutsch.
П9.5.3. Обнаружение трещин с помощью МПД на концах зуба не гарантируется.
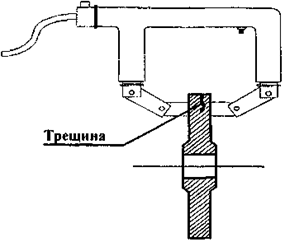
Рис. П9.20 Продольное намагничивание колеса
П9.6. Шкивы
П9.6.1. Намагничивать шкив нужно циркулярно с помощью провода, продетого сквозь центральное отверстие. Ток намагничивания определяют по формуле I = 31,4 DH, где D - внешний диаметр шкива указан в миллиметрах, а Н в амперах на метр.
П9.6.2. При большом диаметре шкива циркулярное намагничивание невозможно и контроль необходимо проводить по участкам с использованием полюсного намагничивания. Необходимо не допускать чередования полюсов при их перестановке с участка на участок.
П9.7. Крюки
П9.7.1. МПД крюков применяют с целью обнаружения в них поперечных трещин, а также дефектов, выявленных при эксплуатации или после ремонта по технологии, разработанной головными организациями по краностроению.
П9.7.2. Намагничивание производят с помощью кабеля, навитого на рог крюка. Каждый рог двурогого крюка намагничивается отдельно.
П9.7.3. Допускается проведение намагничивания по участкам с помощью электромагнита с шарнирными наконечниками.
П9.7.4. Хвостовая часть крюков, имеющих резьбу, контролируется и намагничивается в соответствии с разделом П9.3. Намагничивание проушины осуществляют циркулярно с помощью кабеля, пропущенного сквозь отверстие проушины. Намагничивающий ток определяется так же, как и при контроле шкивов.
П9.8. Пружины
П9.8.1. МПД пружин применяют с целью обнаружения в них продольных и поперечных трещин.
П9.8.2. Для выявления продольных трещин пружину намагничивают пропусканием тока по самой пружине, как показано на рис. П9.21. Необходимо растягивать пружину, чтобы ее витки не соприкасались друг с другом:
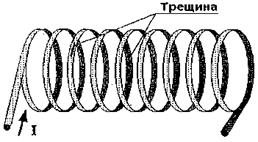
Рис. П9.21 Намагничивание пружины для выявления продольных трещин
П9.8.3 Для выявления поперечных трещин пружину намагничивают пропусканием тока по стержню, вставленному в отверстие пружины, как показано на рис. П9.22. Здесь также необходимо растягивать пружину, чтобы ее витки не соприкасались друг с другом.
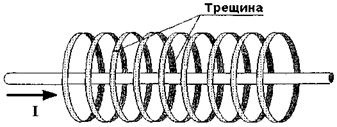
Рис. П9.22 Намагничивание пружины для выявления поперечных трещин
П9.9 Узел соединения балок мостового крана
П9.9.1 Сварные швы узлов крепления главных балок к концевой балке (рис. П9.23) следует контролировать при намагничивании с помощью электромагнита или пропусканием тока.
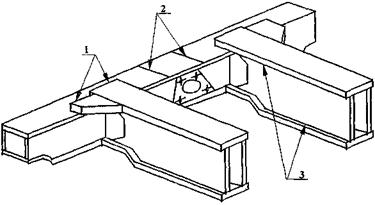
Рис. П9.23 Места контроля сварных швов методом МПД узла крепления главных балок к концевой балке (пример)
П9.9.2 Участки 1 (нахлесточные соединения), намагничивают электромагнитом или пропусканием тока, устанавливая электрические контакты на линии, проходящей через середину сварного шва (рис. П9.12, положения контактов Э1-Э1). После нанесения суспензии и осмотра аналогично следует проверить участки, прилегающие с каждой стороны к сварному шву (положения контактов Э2-Э2 и Э3-Э3) на расстоянии L = 20 ... 30 мм
П9.9.3 Участки 2 (стыковые соединения) можно проверять с использованием НУ или при намагничивании пропусканием тока. Небольшие прямолинейные участки стыковых сварных швов (L £ 150 ... 200 мм) намагничивают пропусканием вдоль них тока для обнаружения продольных трещин. Протяженные швы следует намагничивать по участкам, причем на соседних участках контакты следует чередовать (рис. П9.5). Расстояние между контактами d и величину тока I следует выбирать в соответствии с П9.2.1.
П9.9.4 Участки 3 (тавровые соединения) с небольшими выступающими кромками, следует контролировать при намагничивании пропусканием тока (рис. П9.10) или специальным образом устанавливая НУ (рис. П9.9).
П9.10 Стойка грузовая автомобильного крана
П9.10.1 В стойке сварной шов проверяют методом МПД на отсутствие как продольных вдоль шва, так и поперечных шву трещин. Продольные трещины могут быть проконтролированы при намагничивании как электромагнитом, так и пропусканием тока. При использовании ручных электромагнитов любого типа обязательно применение шарнирных полюсных наконечников, обеспечивающих установку полюсов в местах, показанных на рис. П9.24.
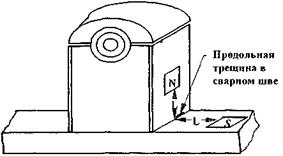
Рис. П9.24 Размещение полюсов магнита для обнаружения продольной трещины в сварном шве стойки грузовой автомобильного крана
Намагничивание можно проводить пропусканием тока вдоль шва с помощью электроконтактов. Установка контактов, выбор расстояния между ними и величины тока следует проводить в соответствии с П9.2.1.
ПЭ.10.2. Для выявления поперечных трещин в сварном шве стойки грузовой автомобильного крана следует применять намагничивание пропусканием тока в направлении, поперечном направлению шва.
Приложение 10
(Рекомендуемое)
|
Штамп организации, проводившей обследование (контроль) ЗАКЛЮЧЕНИЕ № __________ по магнитопорошковой дефектоскопии Наименование и индекс изделия __________________________________________ |
||||||||
|
Тип и заводской № дефектоскопа _________________________________________ |
||||||||
|
Условный уровень чувствительности ______________________________________ |
||||||||
|
Параметры магнитного индикаторного материала ___________________________ |
||||||||
|
Контроль проводился по ________________________________________________ |
||||||||
|
(наименование тех. документации) |
||||||||
|
Оценка годности по ____________________________________________________ |
||||||||
|
(наименование тех. документации)
№ удостоверения дефектоскописта, |
||||||||
|
проводившего контроль ________________________________________________ |
||||||||
|
Фамилия, инициалы и подпись |
||||||||
|
дефектоскописта, проводившего контроль _________________________________ |
||||||||
|
Дата проведения контроля ______________________________________________ |
||||||||
|
Руководитель лаборатории |
||||||||
|
(службы неразрушающего контроля) ______________________________________ |