РУКОВОДЯЩИЙ
НОРМАТИВНЫЙ ДОКУМЕНТ
МАШИНЫ
ГРУЗОПОДЪЕМНЫЕ.
ОБЩИЕ ТРЕБОВАНИЯ И НОРМЫ
НА ИЗГОТОВЛЕНИЕ
РД 22-207-88
|
|
Генеральный директор
ОАО «СКТБ БК»
___________ Р.М. Арутюнян
« » _______ 2007 г.
|
Москва
РУКОВОДЯЩИЙ
НОРМАТИВНЫЙ ДОКУМЕНТ
|
МАШИНЫ ГРУЗОПОДЪЕМНЫЕ
ОБЩИЕ ТРЕБОВАНИЯ И НОРМЫ
НА ИЗГОТОВЛЕНИЕ
|
РД 22-207-88
|
Дата введения 1 июля 1989 г.
Настоящий
руководящий нормативный документ /РД/ распространяется на следующие серийно изготавливаемые
грузоподъемные машины номенклатуры Минстройдормаша:
1/ Краны башенные
строительные.
2/ Краны стреловые
самоходные: пневмоколесные, автомобильные, гусеничные, короткобазовые и на
специальном шасси.
3/ Краны переносные
стрелового типа.
4/ Манипуляторы для
строительно-монтажных работ и бортовые.
5/ Лебедки строительные
электрические.
РД устанавливает общие
требования и нормы на изготовление, приемку, испытания, комплектацию, упаковку
и транспортирование машин.
Климатическое исполнение
машин - «У» по ГОСТ
15150-69*.
____________
* Диапазон температур окружающего воздуха для различных
районов использования принимается по конструкторской документации или НТД на
конкретные машины.
Действие «Правил устройства и
безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором
СССР 30 декабря 1969 г. /далее Правила Госгортехнадзора/, Правил устройства
электроустановок ПУЭ-76/М., Атомиздат, 1977/
распространяется только на машины, перечисленные в этих правилах.
1.1. Все детали, сборочные
единицы и машины в целом должны быть изготовлены в соответствии с требованиями
стандартов, «Правил
устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзора,
настоящего РД, технических условий, конструкторской и технологической
документации на конкретную машину, утвержденной в установленном порядке.
1.2. Временные отступления от
конструкторской документации: замена марок сталей и профилей, изменения конструкции,
не уменьшающие прочности и устойчивости, не влияющие на взаимозаменяемость
сборочных единиц и деталей и не ухудшающие товарного вида машин, допускается в
каждом отдельном случае по письменному разрешению директора или главного
инженера предприятия-изготовителя.
1.3.
Модернизация, модификация и совершенствование машин должны выполняться в
порядке, предусмотренном РД 50-629-87.
2.1. Комплектующие изделия, применяемые при
изготовлении, должны соответствовать установленным на них стандартам или
техническим условиям, что должно быть подтверждено соответствующим документом
завода-поставщика.
2.2. Комплектующие изделия подвергаются входному
контролю на соответствие их качества требованиям стандартов, ТУ и договоров на
поставку.
2.3. Входной контроль осуществляется ОТК по правилам,
установленным предприятием-изготовителем машины в соответствии с ГОСТ 24297-87.
2.4. Хранение комплектующих изделий на предприятиях
перед монтажем их на машину должно производиться в соответствии с инструкцией
по эксплуатации изделий или НТД на машину.
3.1. Соответствие применяемых материалов стандартам
или ТУ должно подтверждаться сертификатами предприятия-поставщика. При
отсутствии сертификатов или при недостаточном количестве необходимых данных в
них, материал может быть использован для изготовления деталей после проведения
дополнительных испытаний, необходимых для установления соответствия материалов
требованиям стандартов или ТУ.
3.2. Для расчетных элементов и
деталей металлоконструкций качество примененного металла должно быть
подтверждено сертификатом завода поставщика металла.
Предприятию изготовителю машин разрешается проводить
дополнительные испытания стального проката и труб на ударную вязкость при
отрицательных температурах и после механического старения. Испытания должны
проводиться поштучно (лист, уголок и др.) методами, предусмотренными ГОСТ
7268-82 и ГОСТ
9454-78 в лабораториях, аттестованных в установленном порядке. Результаты
испытаний оформляются в порядке, установленном предприятием-изготовителем.
3.3.1. Отливки из
чугуна должны соответствовать требованиям рабочих чертежей и ГОСТ 1215-79, ГОСТ 1412-85, ГОСТ
1585-85, ГОСТ 26358-84.
3.3.2. Допуски
размеров массы и припуски на механическую обработку должны соответствовать ГОСТ 26645-85.
Класс точности размеров, класс точности
массы, степень коробления и ряд припусков на механическую обработку должен
приниматься по чертежу отливки или детали.
3.3.3. Формовочные
уклоны должны выполняться по ГОСТ 3212-80.
3.3.4. Все наружные и
внутренние поверхности отливок должны быть очищены от формовочной земли и
пригара. Места обрубки литников и прибылей, заливы на необрабатываемых
поверхностях должны быть зачищены в пределах допусков указанных в чертежах
отливок. Допускается наличие пригара в труднодоступных для удаления местах,
если это не влияет на внешний вид отливки и работоспособность в изделии.
Отклонение размеров отливки после зачистки не должно превышать допускаемых
отклонений, указанных в чертежах.
3.3.5. В отливках не
допускаются трещины, спаи и прочие дефекты, снижающие прочность отливок и
ухудшающие их внешний вид.
3.3.5.1. На
необрабатываемых поверхностях отливок не допускаются отдельные раковины,
снижающие прочность отливки, с размерами в поперечнике и глубиной более 5 мм
каждая, но не более 1/3 толщины тела отливки, размером до 50 мм; при толщине
тела более 50 мм не допускаются отдельные раковины с размерами в поперечнике и
глубиной более 8 мм каждая на площади свыше 5 % от площади участка, на котором они расположены. Расстояние
раковины от края поверхности отливки, на которой она расположена, не должно
быть менее трех поперечных размеров самой раковины.
На обработанных поверхностях не
допускаются отдельные раковины, суммарная площадь которых превышает 3 % от общей площади поверхности. При этом размеры одной
раковины в поперечнике не должны превышать 3 мм при площади поверхности до 0,2
м2 и 6 мм при площади поверхности более 10 % толщины тела отливки или более 3 мм, кроме случаев,
оговоренных особо.
Не допускаются ужимины, если их глубина
превышает 10 % толщины тела отливки.
3.3.5.2. Раковины
допустимых размеров (св. 2 мм) на наружных поверхностях подлежат декоративному
исправлению, по технической документации предприятия-изготовителя. С согласия
конструкторской службы предприятия-изготовителя допускается исправление более
крупных дефектов (раковин, неслитин и т.п.) на обрабатываемых и
необрабатываемых поверхностях, не снижающих прочность и работоспособность
конструкции.
3.3.5.3. Исправление
дефектов литья должно проводиться под контролем ОТК. Допускается исправление
трещин, ослабляющих рабочее сечение не более чем на 10 % при длине трещины не
более 30 % от наименьшего размера отливки в месте нахождения трещины, с
согласия конструкторской службы предприятия-изготовителя в каждом отдельном
случае. Причем обязательно засверливание концов трещин.
3.3.5.4. Исправление литейных
дефектов проводится после предварительной разделки исправляемого места до
здорового металла в соответствии с технологической документацией на исправление
дефектов литья, принятой на предприятии-изготовителе. При этом должны быть
приняты меры для уменьшения закаливаемости и снятии внутренних напряжений на
границе шва.
3.3.5.5. После
исправления отливки дефектное место должно быть зачищено заподлицо с
поверхностью отливки.
3.3.5.6. Заварка дефектов отливок в одном
и том же месте более одного раза не допускается.
3.3.5.7. После
исправления дефектов отливка должна быть вновь предъявлена ОТК.
3.4.1. Отливки из стали должны
соответствовать требованиям рабочих чертежей и ГОСТ 977-75.
3.4.2. Допуски размеров, массы и
припуски на механическую обработку должны соответствовать ГОСТ 26645-85.
Класс точности размеров, класс точности масс, степень
коробления и ряд припусков на механическую обработку должен приниматься по
чертежу отливки или детали.
3.4.3. Отливки должны
подвергаться термической обработке, обеспечивающей необходимые механические
свойства в соответствии с требованиями чертежей. При отсутствии таких
требований виды и режимы термообработки устанавливает предприятие-изготовитель
в соответствии с ГОСТ 977-75.
3.4.4. Места отрезки литников и прибылей, заливы,
заусенцы, швы по разъему формы и наплывы должны быть зачищены в пределах
допусков, указанных в чертежах отливок или в заводской нормативно-технической
документации.
3.4.5. Требования, изложенные в п.п. 3.3.3, 3.3.4, 3.3.5,
3.3.5.1, 3.3.5.2, 3.3.5.3,
3.3.5.4, 3.3.5.7 настоящего РД, являются обязательными и для
отливок из стали.
Для заварки дефектов в стальных отливках следует
применять сварочные материалы, обеспечивающие получение наплавленного металла,
по химическому составу и механическим свойствам не отличающегося от материала
отливки.
Для уменьшения закаливаемости стали на границе шва и
снятия внутренних напряжений заварку дефектов в стальных отливках рекомендуется
осуществлять следующим образом:
- для деталей с большим объемом заварки, обнаруженным
до чистовой механической обработки, с подогревом предварительным до температуры
200 - 250 °С. После заварки произвести отпуск при температуре 650 - 675 °С;
- для ответственных деталей, прошедших чистовую
механическую обработку, с предварительным подогревом до температуры 200 - 250
°С. После заварки произвести отпуск при температуре 350 - 400 °С;
- для деталей с малым объемом заварки в
неответственных местах и в местах, подвергающихся дальнейшей механической
обработке, с местным предварительным подогревом до температуры 200 - 250 °С.
После заварки отпуск не производить.
Подогрев может осуществляться паяльной лампой,
газовой (кислородно-ацетиленовой и др.) горелкой, резаком или в печи любого
типа, при условии контроля и последующего поддержания температуры во время
заварки.
3.4.6. Твердость наплавленного металла не должна
отличаться от твердости металла отливки более чем на 10 %.
3.4.7. Заварка дефектов в одном и том же месте допускается
не более двух раз.
3.5.1. Допуски размеров, массы и
припуски на механическую обработку должны соответствовать требованиям рабочих
чертежей, ГОСТ
493-79, ГОСТ 613-79,
ГОСТ 18175-78,
ГОСТ 2685-75 и ГОСТ 21437-75,
ГОСТ 21438-75.
3.5.2. Допуски размеров, массы и
припуски на механическую обработку должны соответствовать ГОСТ 26645-85.
Класс точности размеров, класс точности массы, степень
коробления и припуски на механическую обработку должны приниматься по чертежу
отливки.
3.5.3. Отливки не должны иметь трещин, раковин
газового характера, неметаллических включений и других дефектов, снижающих
прочность, герметичность и ухудшающих товарный вид изделия.
3.5.4. Требования, изложенные в п.п. 3.3.3., 3.3.4., 3.3.5.,
3.3.5.1, 3.3.5.2., 3.3.5.3.,
3.3.5.4, 3.3.5.5, 3.3.5.7.
настоящего РД, являются обязательными и для отливок из цветных металлов.
Перечисленные дефекты допускаются, если они могут быть
удалены при последующей механической обработке.
3.5.5. Допускается заварка дефектных мест отливок. При
этом механические свойства наплавленного металла должны быть не ниже
механических свойств металла отливки, а твердость заваренного металла на
обрабатываемых поверхностях не должна отличаться от твердости металла отливки
более чем на 10 %.
3.5.6. На обработанных
поверхностях деталей из оловянных бронз допускается исправление раковин в виде
сыпи пайкой оловом с последующей зачисткой запаянных мест. Площадь, покрытая
сыпью, не должна превышать 20 % всей площади, на которой она расположена.
Допускается исправление лужением отдельно расположенных раковин размером в
поперечнике до 7 мм и глубиной до 1/4 толщины тела отливки. Общее количество
раковин, допускаемых к пайке - не более двух на 1 дм2.
Для деталей из безоловянной бронзы допускается
исправление отдельно расположенных на запрессовываемой и торцовых поверхностях
(кроме поверхностей трения) раковин размером в поперечнике до 10 мм и глубиной
до 1/2 толщины тела отливки путем заварки электродами из проволоки НМЖМц
28-2,5-1,5 по ГОСТ
492-73 с фтористо-кальциевым покрытием (электроды марки МЭОК). Для заварки
алюминиево-никелевых и алюминиевых бронз рекомендуется применять электроды
марки ЛКЗ-АБ.
Общее количество раковин, допускаемых к заварке, не
должно быть более двух на 1 дм2.
Расстояние раковин от края поверхности отливки, на
которой они расположены, должны быть не менее трех поперечных размеров самой
раковины.
3.6.1. Марки стали
должны соответствовать РД 22-16-88.
Применение других марок стали допускается
в порядке, предусмотренном Правилами Госгортехнадзора.
3.6.2. На поверхности
проката не допускаются трещины, плены, неметаллические включения, закаты и
другие дефекты, величины которых превышают допустимые по ГОСТ 535-79 и ГОСТ 14637-79 и договору на поставку.
Расслоение проката в расчетных элементах и
деталях не допускается.
3.6.3.
Допускается исправление отдельных дефектов, которое должно выполняться в соответствии с ГОСТ 535-79, разд. 2, ГОСТ 14737-79,
разд. 3. Исправление дефектов проката заваркой по ГОСТ 14637-79, разд. 3 допускается только для нерасчетных элементов
конструкций.
3.6.4. Порядок хранения и запуска в
производство должен исключать возможность поступления в производство сталей
разных марок и категорий, не предусмотренных конструкторской документацией и не
соответствующих стандартам и техническим условиям.
3.7.1. Поковки и штамповки должны
соответствовать требованиям ГОСТ 8479-70.
При этом для расчетных элементов сварных конструкций должны применяться поковки
IV и V групп с категорией прочности указанной в чертежах.
Допуски и припуски на поковки - по ГОСТ
7505-74, ГОСТ
7062-79 и ГОСТ
7829-70.
3.7.2. На поверхности поковок не
должно быть трещин, заковов, плен и других дефектов, указанных в ГОСТ 8479-70.
Исправление дефектов должно выполняться в соответствии с ГОСТ 8479-70
по технологии предприятия-изготовителя машины. При этом заварка дефектов на
поковках для расчетных элементов сварных конструкций не допускается.
3.7.3. С поверхности деталей,
полученных после горячей штамповки, облой должен быть удален.
Допускаемая величина заусенцев, оставшихся после
обрезки облоя, должна соответствовать ГОСТ
7505-74 на штампованные поковки нормальной точности.
3.7.4. Все поковки из легированных и углеродистых
сталей должны подвергаться термической обработке согласно ГОСТ
8479-70. Размеры поковок после термической обработки должны отвечать
требованиям чертежей.
3.8.1. Для изготовления деталей
из пластмасс, полимеров и синтетических материалов должны применяться материалы,
предусмотренные ГОСТ 24105-80,
ГОСТ 24886-81, ГОСТ 25288-82.
Для изготовления канатных блоков по ТУ 14-29-91 для
башенных кранов может применяться полиамид блочный 6 по ТУ 6-05-988-87 с
внесением заводами-изготовителями кранов в инструкцию по эксплуатации
дополнений, связанных с контролем за состоянием блоков и канатов согласно
рекомендациям СКТБ башенного краностроения.
(Измененная редакция, Доп. № 1).
3.8.2. В деталях, изготовленных методом литья или
прессования, должны быть удалены: облой, заусенцы и литники.
3.8.3. Следы от выталкивателей и летников более 0,5 мм
не допускаются.
3.8.4. В местах образования облоя на длине 20 мм
обрабатываемой кромки не допускается более одного скола с наибольшим размером 1´1´0,5 мм.
3.8.5. В деталях не допускаются вздутия, трещины,
волнистость, рябь, раковины, пористость, коробление, расслоение, недопрессовки,
острые кромки, снижающие их прочность и ухудшающие товарный вид.
3.8.6. Резьба на деталях должна быть полной и чистой,
без заусенцев, срезанных ниток и вмятин.
3.8.7. Детали, изготовленные из листового текстолита
методом механической обработки, должны иметь расположение волокон -
перпендикулярное оси обточки.
3.8.8. Детали, изготовленные методом механической
обработки, не должны иметь расслоений материала, прожогов, задиров, трещин в
местах обработки и трещин в перемычках между отверстиями, а также между
отверстием и краем листа.
3.9.1. Применяемые для
изготовления грузоподъемных машин прочие материалы (резина, лаки, краски и др.)
должны соответствовать чертежам, стандартам и техническим условиям.
____________
*) Металлические конструкции из сталей с пределом текучести
более 450 МПа (45 кгс/мм2) должны изготавливаться по дополнительным
техническим требованиям на конкретную машину.
4.1.1. Прокат должен подаваться на обработку очищенным
и выправленным.
Допускается окончательная очистка деталей после
раскроя. Разрешается обрабатывать прокат без предварительной правки, если
отклонение от геометрически правильных форм в нем не превышает следующих
допусков:
1) зазор между листом и стальной линейкой длиной 1 м:
для толщины до 10 мм 1,5
мм
для толщины свыше 10 мм до 20 мм 2,0 мм
для толщины свыше 20 мм 2,5 мм
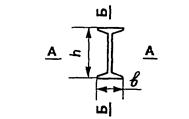
2) зазор между натянутой струной, полкой и обушком
угольника, полкой или стенкой швеллера и двутавра - 0,002l,
но не более 14 мм (l - длина
элемента).
4.1.2. Правка проката должна
осуществляться на вальцах, прессах или других устройствах, обеспечивающих
плавность приложения нагрузок. Качество поверхности после правки должно
отвечать требованиям государственных стандартов на прокат.
При холодной правке проката остаточные деформации
растяжения не должны превышать 1 %. При соответствующих этому условию методах
обработки наибольшие искривления элементов, подлежащих холодной правке,
определяются по формулам, приведенным в табл. 1.
При искривлениях проката из низкоуглеродистых сталей
(содержание С не более 0,22 %) по ГОСТ 380-71 и ГОСТ
1050-74 и низколегированных сталей по ГОСТ
19281-73 и ГОСТ
19282-73, превышающих величины указанные в табл. 1, правка допускается только в горячем состоянии.
Температурный режим правки металла, обеспечивающий
сохранение его качества*) - по технологической документации
предприятия-изготовителя.
___________
*) Здесь и в дальнейшем под словом «качество» подразумевается
химический состав, механические свойства и структура стали.
Запрещается правка проката
путем наплавки валиков дуговой сваркой.
4.1.3. Разрешается гибку
(вальцовку) проката из углеродистой и низколегированной стали с пределом
текучести до sт = 450 МПа (45 кгс/мм2) производить
в холодном состоянии, если это не оговорено НТД, причем внутренние радиусы
кривизны должны быть не меньше, а стрела прогиба не должна быть больше величин,
приведенных в табл. 2.
Таблица 1
Допуски формы
проката для холодной правки
|
Профиль металла
|
Характер
деформации
|
Эскиз
|
r
мин.
|
f
макс
|
|
Лист, универсальная полоса
|
волнистость
|

|
50d
|

|
|
То же
|
Саблевидность
|
|
-
|

|
|
Уголок
|
Погнутость относительно:
|
|
|
|
|
АА
|
90b1
|

|
|
ББ
|
90b
|

|
|
Швеллер
|
Погнутость относительно:
|

|
|
|
|
АА
|
50h
|

|
|
ББ
|
90b
|
|
|
Двутавр
|
Погнутость относительно:
|

|
|
|
|
АА
|
50h
|

|
|
ББ
|
50b
|

|
|
Труба
|
Погнутость
|

|
60d
|

|
где r - радиус кривизны;
f - стрела прогиба;
В - ширина листа;
d - толщина металла;
b, b1 -
ширина полки уголка, швеллера или двутавра;
h - высота швеллера или двутавра;
l - длина полуволны;
d - диаметр трубы, круга.
Таблица 2
Допустимые радиусы
холодной гибки проката
|
Профиль металла
|
Гибка
относительно
|
Эскиз
|
r
мин.
|
f
макс.
|
|
Лист, универсальная полоса
|
АА
|

|
25d
|

|
|
Уголок
|
АА
|
|
45b
|

|
|
ББ
|
|
Швеллер
|
АА
|
|
25h
|

|
|
ББ
|
45b
|

|
|
Двутавр
|
АА
|
|
25h
|
|
|
ББ
|
25b
|

|
|
Труба
|
|

|
30d
|

|
где r - радиус кривизны;
f - стрела прогиба;
d - толщина металла;
b - ширина полки уголка, швеллера, двутавра;
L - длина
развертки.
4.1.4. Разрешается производить гибку деталей на
кромкогибочных прессах, если это не оговорено НТД, в холодном состоянии с
радиусом кривизны не менее трех толщин проката из углеродистой стали и не менее
5 толщин проката из низколегированной стали.
До гибки у расчетных элементов следует прострогать
кромки, пересекающие линии сгиба и удалить заусенцы.
После гибки трещины и расслоения металла не
допускаются.
Гибку нерасчетных деталей (элементы кабины, шкафов,
электрооборудования и т.п.) разрешается производить на кромкогибочных прессах в
холодном состоянии с радиусом кривизны равным 1,5 толщины проката.
В других случаях гибка должна производиться в
соответствии и способами, гарантирующими сохранение качества стали.
4.1.5. Гибка уголков и высадка деталей конструкций,
если это не оговорено чертежами, должна производиться в горячем состоянии с
последующим медленным охлаждением.
4.1.6. Резка заготовок должна
производиться на ножницах, пилах трения, зубчатых пилах, механизированным
кислородным, плазменно-дуговым, газолазерным методом, а также другими способами
резки, обеспечивающими необходимое качество поверхности реза.
При кислородной и плазменно-дуговой резке вырезаемые
детали, не подлежащие последующей обработке, должны соответствовать классу
2220, а подлежащие обработке классу 3330 по ГОСТ
14792-80, если отсутствуют указания в чертежах.
При невозможности применения механизированных способов
термической резки, допускается применять ручную кислородную резку.
4.1.7. Кромки заготовок деталей
после резки не механическими способами должны быть очищены от грата, шлака,
брызг и наплывов металла и не иметь зарезов, в целом занимающих более 20 %
общей длины кромки. Длина одного зареза допускается не более 150 мм, глубина -
не более 2 мм.
Допуски прямолинейности по ГОСТ
24643-81.
Допускается в нерасчетных деталях производить подварку
местных зарезов глубиной до 5 мм при резке металла толщиной до 60 мм и глубиной
до 3 мм при большей толщине. Длина одного подвариваемого зареза не более 10 мм,
общая длина подвариваемых зарезов не более 5 % длины реза. Места подварки
должны быть зачищены заподлицо с основной кромкой. Подварка должна
производиться в соответствии с требованиями на сварку, изложенными в настоящем
РД.
4.1.8. Кромки заготовок деталей,
отрезанные ножницами, не должны иметь заусенцев и завалов, превышающих 10 %
толщины металла, а также трещин и расслоений.
4.1.9. Кромки заготовок деталей
из углеродистых и низколегированных сталей, не подлежащих сварке, в расчетных
элементах, работающих на растяжение, а также в деталях, распложенных по
направлению усилия в растянутой зоне изгибаемых элементов, после кислородной и
дуговой резки и после резки на ножницах должны быть подвергнуты механической
обработке. Необходимость механической обработки кромок деталей должна
указываться в чертежах.
Механическая обработка кромок производится на глубину:
После резки ножницами
- стали толщиной до 16 мм на 2 мм,
- стали толщиной свыше 16 мм не менее, чем на 3 мм;
после термической резки для всех толщин не менее 2 мм.
Шероховатость при этом не должна превышать Rz = 320.
4.1.10. Кромки под сварку могут
быть обработаны любым из способов, обеспечивающих получение заданных в рабочих
чертежах форм, размеров и шероховатости поверхности.
При этом должна быть учтена необходимость обеспечения
зазоров под сварку.
4.1.11. Размеры и допуски при
обработке кромок под сварку должны отвечать требованиям для ручной дуговой
сварки ГОСТ 5264-80
и ГОСТ 11534-75,
для дуговой сварки в защитном газе ГОСТ 14771-76
и ГОСТ 23518-79,
для автоматической и полуавтоматической сварки под флюсом ГОСТ 8713-79,
для труб ГОСТ 16037-80.
4.1.12. При изготовлении деталей должна учитываться
усадка, вызываемая наложением сварных швов. Величина припуска, компенсирующего
усадку, если она не указана в технологической документации, должна составлять
для полос и листов при сварке встык - 0,1 от толщины свариваемых деталей на
каждый стык, а для других сечений назначаться по таблице 3.
4.1.13. Детали из листового и фасонного проката,
размеры которого не позволяют выполнить детали из одного куска, допускается
изготовлять составными.
Таблица 3
Припуск на усадку
сварных швов
|
Тип конструкции
|
Характеристика
свариваемого сечения
|
Припуск
на усадку при сварке
|
|
Составная балка с составными стенками без ребер жесткости
|
Высота сечения до 400 мм
|
Для стыковых швов по 1 мм на каждый стык
|
|
То же
|
Высота сечения более 400 мм
|
Для стыковых швов по 1,5 мм на каждый стык
|
|
Сплошная балка с ребрами жесткости
|
Площадь сечения до 800 см2
|
По 0,5 мм на каждую пару привариваемых ребер
|
|
То же
|
Площадь сечения более 800 см2
|
По 1 мм на каждую пару привариваемых ребер
|
|
Решетчатые балки
|
Секция башни, стрелы, гуська
|
Для стыковых швов по 1 мм на каждый стык
|
Стыки следует
располагать, соблюдая следующие условия:
- между стыками должно быть
не менее 4 м в элементах металлоконструкций из листов, широких полос, уголков,
труб, швеллеров, двутавров;
- длина пристыковываемого
элемента должна быть не менее 0,5 м, если это не оговорено чертежом и стык
должен располагаться у конца основного элемента;
- в двутавровых и коробчатых
сварных балках и стержнях стыки поясов должны быть смещены по отношению к
стыкам стенок не менее чем на 300 мм; расстояние между поперечными сечениями, в
которых располагаются стыки поясов, должно быть не менее 600 мм; стыки поясов и
стенок должны отстоять от диафрагмы или ребер жесткости не менее, чем на 100
мм;
- стыки листов, полос,
уголков, швеллеров и двутавров, если они не предусмотрены чертежами, должны
выполняться прямыми (с соответствующей разделкой кромок) без накладок.
Вертикальные листы коробчатых
и двутавровых сварных балок допускается стыковать по горизонтали (по ширине
листа), располагая стык в растянутой половине балки. Расстояние от стыка до
нижнего пояса, если это не оговорено чертежом, должно быть не менее 20 % высоты балки.
4.1.14. Последовательность
обработки отверстий в металлоконструкциях, выполняемая до или после сварки и
правки конструкций, должна обеспечивать правильность геометрической формы
отверстий и их расположение в пределах допусков.
4.1.15. На ответственных
деталях, подаваемых на сборку и сварку, должна указываться марка стали, из
которой изготовлена эта деталь. При подаче деталей на сборку партиями
маркируется одна деталь из партии.
Порядок маркировки и перечень
деталей подлежащих маркировке устанавливается предприятием-изготовителем.
4.1.16. Детали перед
поступлением на сборку должны быть приняты ОТК предприятия-изготовителя.
4.2.1. Кривизна труб не
должна превышать 1/1000 длины детали и не должна быть более 4 мм для труб
диаметром до 200 мм и 6 мм для труб диаметром свыше 200 мм.
4.2.2. Для правки труб
следует использовать правильно-гибочные прессы, оборудованные приспособлениями,
предотвращающими потерю устойчивости стенки. Охват труб приспособлением должен
быть не менее 170°.
4.2.3. Правку термически
упрочненных труб на прессах следует проводить в холодном состоянии. Трубы в
горячекатанном или нормализованном состоянии поставки допускается править
пламенем газовой горелки путем местного нагрева по технологии
предприятия-изготовителя машины, гарантирующей сохранение качества стали.
4.2.4. Обработка деталей из
труб давлением (гибка, сплющивание, вальцовка концов, высадка и др.) должна
исключать коробление, появление трещин и надрывов, а также исключать
закалку.
При гибке труб допускается
овальность в местах гиба до 15 % наружного диаметра.
4.2.5. Правка деталей из труб
путем наплавки валиков электродуговой сваркой не допускается.
4.2.6.
Концы труб следует сплющивать в горячем состоянии. Не допускается сплющивание
холоднодеформированных труб. В виде исключения допускается холодное сплющивание
углеродистых горячекатанных труб, если при этом отсутствует излом, расслоение,
надрыв, трещины, видимые невооруженным глазом.
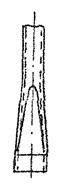
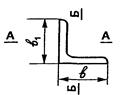
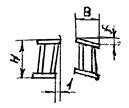
4.2.7. Сплющивание следует
проводить призматическими матрицами трапецеидального сечения с уклоном боковых
граней около 1:4 ... 1:6 (рис. 6) и
радиусом сопряжения рабочих плоскостей не менее 5 мм.
Допускается сплющивание
концов труб другой формы, обеспечивающее получение качества не ниже, чем указано
в п. 4.2.6.
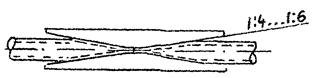
Рис. 6
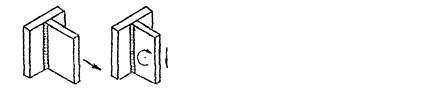
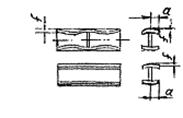
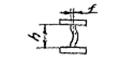
4.2.8.
Сплющивание допускается производить как по нормальным, так и по косым
сечениям трубы (рис. 7, 8).Снятие внутреннего усиления в
электросварных трубах не требуется. Продольный сварной шов должен
располагаться в пределах средней трети ширины лопатки. Длина лопатки (h) должна быть не меньше толщины стенки трубы.
Рис. 7
Рис. 8
4.2.9. Нагрев труб при
сплющивании должен производиться по технологии предприятия-изготовителя машины,
гарантирующей сохранение качества стали.
4.2.10. Обработка концов
деталей из труб должна производиться газоплазменной резкой (в том числе с разделкой
или без разделки кромок), различными механическими способами: фрезерованием,
резкой дисковыми пилами или дисками (абразивными и др.) в одной или нескольких
плоскостях, а также рубкой специальными штампами с соблюдением требований п. 4.2.6.
4.2.11. При обработке концов
деталей из труб под сварку должны быть выполнены требования п.п. 4.1.7., 4.1.8., 4.1.9.,
4.1.10., 4.1.11. настоящего РД.
4.3.1. При сборке под сварку должна
быть обеспечена точность сборки деталей в пределах размеров и допусков,
установленных рабочими чертежами в настоящем РД.
Для обеспечения требуемой
точности сборки в необходимых случаях следует применять специальные
сборочно-сварочные кондукторы и приспособления, предохраняющие конструкции от
деформаций и не затрудняющие выполнение сварочных работ.
4.3.2. Элементы и
конструкции, подлежащие сварке, должны быть установлены так, чтобы обеспечить
возможность выполнения сварных швов в нижнем положении или близком к нему
(наклон до 15°). Выполнение вертикальных и потолочных швов допускается в
случаях, когда конструкция по своим габаритам не может быть установлена в
нужном положении, что должно быть предусмотрено технологическим процессом.
4.3.3. Приспособления,
применяемые при сборке под сварку, должны проверяться периодически.
Периодичность и порядок проверки устанавливается предприятием-изготовителем.
4.3.4. Детали, подаваемые на
сборочные операции, должны быть сухими, чистыми и выправленными.
Свариваемые кромки и
прилегающие к ним зоны металла шириной не менее 20 мм перед сборкой
должны быть очищены от масла, влаги, грязи, ржавчины и др. Свариваемые кромки
отливок, кроме того, должны быть очищены от окалины, пригаров формовочной смеси
и пр. На свариваемых кромках допускается окалина после прокатки.
Детали, предназначенные для
точечной сварки в местах соединения с двух сторон должны быть очищены от
окалины, коррозии и загрязнений, а так же покрытий, препятствующих
сварке.
При необходимости
непосредственно перед сваркой производится дополнительная очистка мест сварки и
удаление сконденсировавшейся влаги; элементы, покрытые льдом, должны быть
отогреты и просушены; продукты очистки не должны оставаться в зазорах между
собранными деталями.
Зачистку свариваемых кромок и
околошовной зоны производят любыми способами, обеспечивающими требуемое
качество.
4.3.5. Пре
сборке конструкций под сварку между свариваемыми деталями необходимо
(для полного провара сварного соединения) обеспечивать зазоры для всех типов
сварных соединений:
1) для ручной электродуговой
сварки штучными электродами - по ГОСТ
5264-80;
2) для автоматической и полуавтоматической
сварки под флюсом - по ГОСТ
8713-79;
3) для сварки в среде
углекислого газа порошковой проволокой - по ГОСТ
14771-76;
4) для сварки труб и
трубопроводов всеми видами сварки (ручной электродуговой штучными электродами,
полуавтоматической в среде углекислого газа, автоматической под слоем флюса и
газовой) - по ГОСТ
16037-80;
5) для ручной электродуговой
сварки (под острым и тупым углом по ГОСТ
11534-75);
6) для дуговой сварки в
защитных газах под острым и тупым углами по ГОСТ
23518-79;
7) для точечной сварки по ГОСТ
14776-79.
4.3.6. Местные повышенные
зазоры должны быть устранены до начала сварки всего соединения. Если устранить
зазоры поджатием деталей невозможно, то одну из деталей следует заменить на
деталь, обеспечивающую требуемый зазор под сварку.
4.3.7. Заполнять зазоры
кусками проволоки, электродами, полосками тонколистового металла и т.п.
запрещается.
4.3.8. Все местные уступы и
сосредоточенные неровности, имеющиеся на деталях и препятствующие осуществлению
правильной сборки, должны быть обработаны.
4.3.9. Сборка под сварку
должна обеспечить получение отклонений от геометрических размеров, формы и
расположения поверхностей металлоконструкций в готовой сборочной единице не
более величин, указанных в государственных стандартах, чертежах, технических
условиях на конкретную машину, а при отсутствии - по табл. 4.
При этом суммарные допуски
формы и расположения поверхностей металлоконструкций секций телескопических
стрел должны обеспечивать свободное перемещение секций друг относительно друга
и при раздвинутой стреле не превышать величин, указанных в чертежах, а при их
отсутствии по табл. 4. Остаточные деформации
в готовой сборочной единице не должны превышать величин, указанных в табл. 5.
Таблица 4
Отклонение от
формы и расположения поверхностей металлических конструкций
|
Наименование отклонения
|
Эскиз
|
Значение
|
|
стреловые
краны
|
башенные
краны
|
|
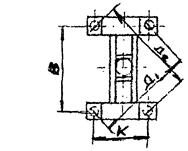
Отклонение базы крана DВ, мм
|
|

|
|
Отклонение колеи крана DК, мм
|

|
|
Разность диагоналей DД, базы и колеи - Д1 - Д2
/для кранов с жесткой рамой/, мм
|

|
|
Отклонение от перпендикулярности общей оси отверстий под
трансмиссионные валы в двух направлениях
|
|

|
|
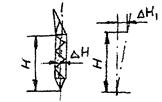
Отклонение от прямолинейности оси башни DН, мм
|
|

|

|
|
Отклонение от перпендикулярности оси башни или ее
отдельных секций от плоскости ее основания DН1, мм
|
-
|
|
|
Отклонение от прямолинейности оси стрелы /гуська/ DL, мм
|

|

|

|
|
Отклонение от перпендикулярности оси стрелы /гуська/ или
отдельных секций от оси шарнира стрелы /гуська/ или плоскости стыка секций DL1, мм
|

|
|
|
Отклонение по высоте H0 оголовка поворотной башни Dу, мм
|
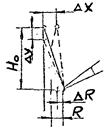
|

|
|
Отклонение расстояния между осями поворотной башни и
опорного шарнира стрелы DR, мм
|
|
|
Отклонение верха оголовка поворотной башни по горизонтали
Dх, мм
|

|
|
Разность диагоналей поперечного сечения башни или стрелы
решетчатой конструкции d1 - d2 в месте стыка - Dd, мм, в других сечениях Dd1, мм
|
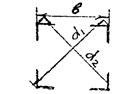
|

|
|

|
|
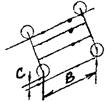
Отклонение высоты и ширины поперечного сечения башни или
стрелы DB, мм
|
|

|
|
Отклонение осевых линий элементов решетки от проектной
геометрической схемы D, мм
|

|
±5
|
|
Допустимый зазор между поясным уголком и раскосом а,
мм
|

|
1
|
|
Допуск прямолинейности Dl оси пояса, поперечины или раскоса решетчатых башен и
стрел в зависимости от их длины между узлами /в двух плоскостях/, мм
|

|

|

|
|
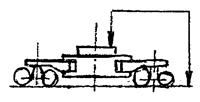
Зазор С между одной из опор ходовой рамы или
грузовой тележки в ненагруженном состоянии и опорной плоскостью, мм
|
|
-
|

|
|
Отклонение от параллельности верхней плоскости ходовой
рамы /привалочной поверхности под опорно-поворотное устройство/ от общей
поверхности ходовых колес /для кранов с поворотной башней/
|
|
-
|
|
|
Отклонение от плоскостности поверхностей
металлоконструкций S, соприкасающихся с опорно-поворотным кругом диаметром Д,
мм
|

|

|
|
Отклонение от перпендикулярности общей оси отверстий под
каждое ходовое колесо в двух направлениях
|
|
-
|

|
|
Скручивание коробчатых и двутавровых балок 
|

|
 при L £ 2000 мм при L £ 2000 мм
|
|
 при 2000
< L < 10000 мм при 2000
< L < 10000 мм
|
|
 при L > 10000 мм при L > 10000 мм
|
|
Отклонение от перпендикулярности стенок и поясов коробчатых
и двутавровых балок в любом сечении  ; ;
|
|
|
|
Отклонение от прямолинейности оси отдельных секций
решетчатой башни или стрелы DМ, мм
|

|

|
|
Отклонение от плоскостности стенок и поясов коробчатых и
двутавровых балок 
|

|

в местах стыкового сварного соединения стенок и поясов
допускается 1/200
|
|
Вогнутость (выпуклость) стенок коробчатых и двутавровых
балок в сжатой зоне при отсутствии других швов, кроме поясных, 
|

|
1,0
при
S £ 12
|
|
Количество
вогнутостей (выпуклостей) на участке между соседними диафрагмами не должно
быть более одной
|
0,6
при
S > 12
|
|
Выпуклость поясов балок 
|


|
У коробчатых 
|
|
У двутавровых 
|
|
Отклонение от плоскостности свисающих кромок поясов
коробчатых балок 
|

|
 , но не более 5 , но не более 5
|
|
Отклонение от параллельности фланцев коробчатых балок 
|

|
при
В £ 1000
|
|

при
В > 1000
|
|
Отклонение от параллельности торцов диафрагм и ребер 
|

|

|
|
Отклонение от перпендикулярности торцов диафрагм и ребер,

|

|
|
|
Отклонение от перпендикулярности диафрагм и ребер к
стенкам и поясам коробчатых и двутавровых балок  ; ; 
|

|

|
|
|
|
|
|
Таблица 5
Остаточные деформации
в готовой сборочной единице металлоконструкции
|
Эскиз
|
Характер
дефекта
|
Предельные
отклонения не более
|
|
|
Грибовидность поясных листов, 
|
|
|
балка с ребрами
|

|
|
балка без ребер
|

|
|

|
Кривизна балок и стержней, 
|
|
|

|
Скручивание балок и стержней, 
|
|
|
при b £ 200 мм
|
|
|
при b >
200 мм
|

|
|
|
Выпучивание вертикальных стенок балок (при отсутствии
швов, кроме поясных) 
|
|
|
|
Спиральная изогнутость поворотных рам, рам лебедок, 
|

|
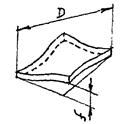
|
Волнистость листов,  : настилы поворотных рам,
рам лебедок : настилы поворотных рам,
рам лебедок
|

|
|
обшивка кабин и кожухов
|
|
|

|
настилы площадок
|

|
4.3.10. Неуказанные допуски формы
и расположения поверхностей в готовой сборочной единице должны
соответствовать ГОСТ 25069-81,
квалитет 16.
4.3.11. Прихватки ответственных элементов
металлоконструкций, перил и лестниц при сборке должны выполняться сварщиками,
выдержавшими испытания в соответствии с Правилами аттестации сварщиков,
утвержденными Госгортехнадзором СССР 22.06.71 и имеющими удостоверения.
Прихватка должна выполняться с использованием тех же сварочных материалов, что
и при выполнении самих швов. Разрешается прихватка электродами с механическими
свойствами не ниже нижнего предела свойств основного металла.
4.3.12. Прихватки должны размещаться в местах
расположения сварных швов. Последовательность наложения прихваток, их размеры и
количество устанавливаются технологическим процессом изготовления. Количество и
размеры прихваток должны быть минимально необходимыми и не обеспечивать их
расплавление при наложении швов заданного сечения. Перед наложением сварных
швов поверх прихваток места сварки должны быть очищены от шлака и брызг. При
этом прихватки, имеющие дефекты, должны быть удалены и выполнены вновь.
Наложение прихваток вне мест расположения шва для
временного скрепления деталей допускается только в том случае, если они не
создают дополнительных концентраторов напряжений в ответственных элементах металлоконструкций.
Если прихватки нарушают взаимодействие элементов и ухудшают товарный вид, то в
дальнейшем эти прихватки должны быть удалены, а места их размещения зачищены.
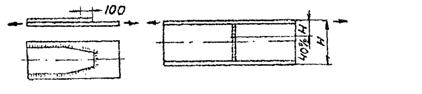
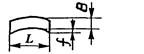
4.3.13. При сборке под сварку в начале и конце
стыковых швов должны, как правило, устанавливаться выводные планки.
Необходимость установки выводных планок и их размеры, которые должны быть не
менее a = 60 мм, b = 80 мм (рис.
9), определяются технологическим
процессом изготовления. Выводные планки должны иметь такую же разделку, как и
свариваемые детали.
Выводные планки должны быть установлены в одной
плоскости со свариваемыми деталями и плотно прилегать к их зачищенным кромкам.
Допуски на точность установки выводных планок такие же, как и при сборке
деталей под сварку.
Разрешается установка выводных планок другой формы,
обеспечивающих качество начала и конца шва.

Рис. 9
4.3.14. Собранные под сварку
металлоконструкции и отдельные составные части, подлежащие сварке, должны быть
предъявлены ОТК. Порядок приемки и выдачи разрешения на сварку устанавливается
технологическим процессом на изготовление конкретного узла. Передача на сварку
металлических конструкций без соответствующего разрешения ОТК запрещается.
4.3.15. При транспортировании
и кантовке собранных под сварку металлоконструкций и отдельных составных частей
должны быть приняты меры, обеспечивающие сохранение геометрических форм и
размеров, заданных при сборке.
4.4.1. К выполнению сварочных работ (автоматической,
полуавтоматической и ручной электродуговой сваркой) при изготовлении
ответственных металлоконструкций отдельных сборочных единиц, перил и лестниц
должны допускаться сварщики, выдержавшие испытания в соответствии с Правилами
аттестации сварщиков утвержденными Госгортехнадзором СССР 22.06.71 и имеющими
удостоверения.
Для сварщиков, выполняющих сварку в различных
пространственных положениях, в удостоверении должны быть сделаны
соответствующие указания.
4.4.2. Сварные соединения ответственных
металлоконструкций должны иметь клеймо или другое условное обозначение,
позволяющее установить фамилию сварщика, сваривавшего конкретную сборочную
единицу, деталь или отдельные швы.
Метод маркировки не должен ухудшать качество
маркируемых изделий и обеспечивать ее сохранность в процессе эксплуатации
машины. В тех случаях, когда метод и место маркировки не указаны в чертежах
или сварка сборочной единицы производится несколькими сварщиками, метод и места
маркировки устанавливаются технологическим процессом изготовления конкретной
машины.
4.4.3. Сварка ответственных конструкций должна
производиться по технологическому процессу, обеспечивающему получение
требуемого качества изделия.
4.4.4. Во избежание создания в металлоконструкциях при
сварке реактивных напряжений следует в первую очередь выполнять в свободном
состоянии стыковые швы, расположенные перпендикулярно силовому потоку, затем
остальные стыковые швы и в последнюю очередь угловые и тавровые швы.
4.4.5. Для сварки стальных
конструкций грузоподъемных машин должны применяться сварочные материалы,
указанные в РД 22-16-88.
Для сварки в углекислом газе рекомендуется
использовать сварочную двуокись углерода по ГОСТ 8050-76.
Применять для сварки техническую двуокись углерода не следует.
Допускается, без снижения качества сварки,
использовать пищевую двуокись углерода по ГОСТ 8050-76.
При этом ввиду наличия в ней воздуха и влаги сварку следует начинать после
отстаивания двуокиси углерода в баллоне в течение не менее 15 мин и выпуска
первых порций газа в атмосферу в течение 20 - 30 с.
4.4.6. При недостаточном количестве необходимых данных
на сварочные материалы, они могут быть допущены в производство только после
проведения дополнительных испытаний, необходимых для проверки механических
свойств металла шва сварного соединения /предел прочности, предел текучести,
относительное удлинение, угол загиба, ударная вязкость/, которые должны быть не
менее нижнего предела указанных свойств основного металла конструкций,
установленного для данной марки стали стандартом или ТУ.
4.4.7. Хранение сварочных материалов должно гарантировать
сохранение их качества и получение требуемых механических свойств металла шва и
сварного соединения.
4.4.8. Поверхность электродной проволоки, применяемой
для сварки в среде углекислого газа, должна быть очищена от грязи, ржавчины,
масла. Проволока намонтанная в кассеты, не должна иметь резких изгибов.
4.4.9. Сварка металлоконструкций должна производиться
в помещениях, исключающих влияние неблагоприятных атмосферных условий на
качество сварных металлоконструкций.
Допускается выполнение сварочных работ на открытом
воздухе при условии обеспечения защиты свариваемых металлоконструкций от
атмосферных осадков и ветра, при условии обеспечения требуемого качества
сварки.
4.4.10. Автоматическая сварка должна производиться,
как правило, с применением выводных планок. Полуавтоматическую и ручную, а
также автоматическую сварку, когда постановка выводных планок невозможна,
допускается выполнять без них с условием обязательной заделки кратеров.
4.4.11. Не следует зажигать дугу на основном металле
вне границ шва при ручной и полуавтоматической сварке. Выводить окончание шва
на основной металл запрещается, кроме случаев предусмотренных конструкторской
документацией.
4.4.12. В процессе выполнения
сварки, при случайном перерыве в работе, сварку разрешается возобновлять после
очистки концевого участка шва (длиной не менее 50 мм) и кратера от шлака.
Кратер должен быть полностью перекрыт
швом.
4.4.13. При двусторонней сварке стыковых, угловых и
тавровых соединений со сплошным проплавлением в первую очередь следует проваривать
основной несущий шов после зачистки от шлака и протекшего металла накладывать с
обратной стороны корень шва.
4.4.14. При многослойной сварке после наложения
каждого слоя при необходимости зачистить швы и свариваемые кромки от шлака и
устранить обнаруженные дефекты по технологии предприятия-изготовителя.
4.4.15. Зачищать сварные швы от шлака и корке
расплавленного флюса допускается только после полного потемнения шлака и флюса.
4.4.16. При применении специальных креплений деталей
сборочной единицы с использованием предварительных обратных выгибов деталей,
сваренная сборочная единица должна освобождаться от них после остывания сварных
швов. Запрещается сварка деталей соединения в закрепленном состоянии, если
технологическим процессом закрепление не предусмотрено.
4.4.17. При сварке трубчатых конструкций с соединением
труб без фасонок, технологическим процессом должно быть обеспечено сохранение
герметической формы конструкции и исключено появление дополнительных напряжений
в них.
4.4.18. По окончании сварки швы и прилегающие к ним
зоны должны быть очищены от шлака, брызг и затеков металла, выводные планки
удалены. Удаление выводных планок производится кислородной резкой или
механическим путем, после чего торцы швов зачищаются заподлицо с основным
металлом. Дефекты на торцах шва не допускаются.
Удаление выводных планок ударами молотка или кувалдой запрещается.
4.4.19. Валики прямых стыков
швов, работающих в конструкциях на растяжение и знакопеременные нагрузки,
указанные в чертежах, а также местные наружные выступы, образовавшиеся в местах
доварки и перекрытий отдельных участков, должны быть сняты зачисткой заподлицо
с основным металлом. Обработанные поверхности швов должны иметь шероховатость Rz £ 160/80 по ГОСТ 2789-73.
При обработке валиков инструмент следует располагать так, чтобы плоскость
движения (вращения) инструмента была параллельна продольной оси элемента.
Например, при снятии валиков прямого стыкового пояса, риски от обработки должны
располагаться вдоль пояса (поперек шва).
4.4.20. Контактная сварка должна отвечать требованиям ГОСТ
15878-79.
4.4.21. Все данные о материалах сварных соединений,
сварщиках, производивших сварку изделий, разрешенных отступлений от технической
документации должны быть зафиксированы в документе на металлическую
конструкцию, в порядке предусмотренном предприятием-изготовителем.
4.5.1.
Ручная и полуавтоматическая сварка металлоконструкций должна производиться при
температуре воздуха не ниже указанной в табл. 6. Сварку при отрицательной температуре
следует выполнять с подогревом и сварочными материалами, обеспечивающими
получение свойств не ниже, чем при сварке в нормальных условиях. Режим
подогрева и ширина подогреваемого участка устанавливается
предприятием-изготовителем машины.
Таблица 6
Допустимая
температура окружающей среды при сварке
|
Толщина
стали, мм
|
Температура
воздуха, °С
|
|
Металлоконструкции
из углеродистой стали
|
Металлоконструкции
из низколегированной стали
|
|
решетчатые
|
листовые объемные
и сплошностенчатые
|
решетчатые
|
листовые объемные
и сплошностенчатые
|
|
До 16 (включительно)
|
-20
|
-20
|
-20
|
-20
|
|
Свыше 16 до 30
|
-15
|
-15
|
-10
|
0
|
|
Свыше 30 до 40
|
-10
|
-10
|
0
|
+5
|
|
Свыше 40
|
0
|
0
|
+5
|
+10
|
При этом могут
быть использованы следующие рекомендации:
1) подогрев стали в зоне
выполнения сварки на ширину не менее 100 мм с каждой стороны;
2) сварка первых двух слоев
стыковых швов при толщине металла более 16 мм и температуре окружающего воздуха
ниже минус 15 °С производится с сопутствующим подогревом 180 - 200 °C;
3) при сварке тавровых и
угловых швов:
если сечение шва равно или
больше значений, приведенных в табл. 7,
а коэффициент формы провара (отношение толщины к ширине) более 1,3, то сварка
однослойных и многослойных швов без разделки кромок для всех марок сталей
производится без подогрева основного металла;
если сечение шва менее
рекомендуемого табл. 7 и коэффициент
формы провара менее 1,3, то при сварке при температуре воздуха минус 15 °С и ниже необходим подогрев металла до
температуры 200 - 220 °С.
Сварка многослойных швов с
разделкой кромок производится при соблюдении условий, принятых для многослойных
стыковых швов.
Таблица 7
Размеры угловых
швов для сварки при низких температурах
4.5.2. Автоматическую сварку металлоконструкций из
углеродистой и низколегированной сталей при отрицательной температуре воздуха
до минус 20 °С допускается выполнять по той же технологии, что и при
положительной температуре при обеспечении требуемого качества шва. При более
низкой температуре автоматическая сварка может быть допущена по специально
разработанной технологической документации, обеспечивающей получение
качественных сварных швов.
4.5.3. При температуре окружающего воздуха ниже минус
5 °С все швы, выполняемые всеми видами и
способами сварки завариваются от начала до конца без перерыва, в
последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается при необходимости смены электрода
или электродной проволоки и зачистки шва в месте возобновления
процессов, как указано в п. 4.4.12.
В случае вынужденного прекращения сварки (из-за
отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует
возобновлять при условии подогрева металла в соответствии с технологией сварки,
разработанной для данной металлоконструкции.
4.5.4. При несимметричных швах с толщиной металла до
35 мм и при сварке соединений с подваркой в первую очередь следует заваривать
основную часть шва, а затем осторожно кантовать элемент для заварки (подварки)
с обратной стороны.
4.5.5. При сварке металла толщиной свыше 36 мм элемент
должен обязательно кантоваться для наложения подварочного слоя с
противоположной стороны после сварки первых 4 - 5 слоев. Заварка шва полностью
с одной стороны недопустима.
4.5.6. Сварку листов объемных металлоконструкций из
стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней
сваркой секциями и другими равноценными методами.
4.5.7. Зачистку края шва следует производить путем
вырубки или механической обработки. При этом вырубка металла зубилом может
выполняться только после его подогрева до 100 … 150 °С.
4.5.8. Дефектные участки шва следует заваривать только
после подогрева металла до температуры, установленной по п. 4.5.1.
4.5.9. Подача к рабочему месту сварочных материалов
должна осуществляться непосредственно перед сваркой в количестве, необходимом
на период непрерывной работы сварщика.
4.5.10. Хранение у рабочего места сварочных материалов
должно осуществляться в условиях, исключающих увлажнение (в плотно
закрывающейся таре или обогреваемых устройствах).
Использование сварочных материалов, находившихся на
морозе, разрешается только после восстановления их свойств (просушка и т.п.).
4.5.11. Сварщик впервые в данном сезоне приступающий к
работе при температуре ниже 5 °С, должен пройти 6 - 7 часовую практику.
Практика осуществляется на специальных образцах или при сварке
неответственных конструкций. После окончания ее, свариваются контрольные
образцы для механических испытаний.
Сварщик, сдавший испытания при данной температуре,
допускается к сварке при любой более высокой температуре и при температуре на
10 °С ниже той, при которой сваривались
контрольные образцы.
При необходимости выполнения работ при более низкой
температуре, сварщик обязан вновь сварить образцы для механических испытаний.
Повторная практика в этом случае не требуется.
4.6.1. Качество сварных соединений должно удовлетворять требуемой
надежности и условиям эксплуатации грузоподъемной машины, устанавливаемым
государственными стандартами и техническими условиями на изделие, Правилам
Госгортехнадзора и настоящим РД.
4.6.2. Контроль качества
сварных соединений должен осуществляться по технологическому процессу
предприятия изготовителя.
4.6.2.1.
Перечень сварных швов и соединений, подлежащих контролю различными методами, устанавливается разработчиком конструкторской
документации.
4.6.2.2. Для контроля
качества расчетных сварных швов и соединений их категории и типы рекомендуется
применять по табл. 8.
4.6.3. Контроль качества
сварных соединений должен осуществляться следующими методами.
4.6.3.1.
Систематическая проверка выполнения технологического процесса сборки и сварки.
4.6.3.2.
Внешний осмотр и измерение швов.
4.6.3.3.
Неразрушающий контроль:
ультразвуковой метод - «УЗД»,
ГОСТ 14782-86,
радиографический метод - «Р»,
ГОСТ 7512-82, ГОСТ 23055-78,
герметичность - ГОСТ 24054-80.
4.6.11. Радиографическая дефектоскопия швов сварных
соединений применяется в объеме и с периодичностью, указанными в табл. 9.
При указании «УЗД» или «Р» предпочтительнее
«УЗД». Замена Р на УЗД для швов 1.7 не допускается, кроме
указанных в РД
22-205-88.
Нормы на внутренние дефекты, выполняемые
радиографической дефектоскопией приведены в табл. 12.
Радиографической дефектоскопия подвергаются швы,
результаты проверки которых ультразвуковой дефектоскопией требуют уточнения.
4.6.12. Контроль герметичности
выполняется в случаях предусмотренных технической документацией на конструкцию.
Методы и нормы контроля герметичности по ГОСТ 24054-80
устанавливаются предприятием-изготовителем и согласовываются с автором проекта
машины.
4.6.13. Механические испытания проводятся периодически
с целью проверки прочностных и пластических характеристик сварного соединения,
выполненного на применяемых сталях, сварочных материалах и защитных газах по
действующему технологическому процессу изготовления металлических конструкций.
Они выполняются на контрольных образцах методами, предусмотренными ГОСТ
6996-66.
4.6.14. Предусматриваются следующие виды механических
испытаний:
1) на статическое растяжение,
2) на статический изгиб (загиб),
3) на ударный изгиб.
4.6.15. Объем и периодичность
испытаний указаны в табл. 9. Кроме
того, механические испытания проводятся в следующих случаях:
1) при нарушении технологического процесса по п. 4.6.5;
2) после внесения изменений в технологический процесс
сварки, замены сталей, сварочных материалов и защитных газов;
3) появления систематических дефектов, обнаруженных
другими методами контроля;
4) при длительных перерывах в работе сварщика
(болезнь, отпуск и т.п.).
Таблица 12
Нормы на
внутренние дефекты сварных соединений, выявляемые радиографической
дефектоскопией*)
|
Категория соединения
|
Толщина
свариваемой стали, мм
|
Поры
и включения (ширина, мм/длина, мм)
|
Непровары
при 2-х сторонней сварке в % от толщины
|
Непровары
при односторонней сварке в % от толщины
|
|
|
Отдельные
|
Скопления
|
Цепочки
|
Суммарная
длина на 100 мм шва
|
Высота/глубина
|
Длина
|
Высота/глубина
|
|
1
|
До 20
|
1/4
|
3/5
|
2/8
|
20
|
5 %, но не более 2 мм
|
10 %
|
до 15 %, но не более 3 мм
|
|
св. 20 до 60
|
3/7
|
5/7
|
3/10
|
30
|
|
2
|
до 20
|
3/7
|
5/7
|
3/10
|
30
|
7 %, но не более 3 мм
|
15 %
|
до 20 %, но не более 4 мм
|
|
св. 20 до 60
|
4/10
|
6/10
|
4/15
|
40
|
|
3
|
до 20
|
4/10
|
6/10
|
4/15
|
40
|
10 %, но не более 4 мм
|
20 %
|
|
|
св. 20 до 60
|
5/12
|
6/12
|
4/20
|
50
|
____________
*)
Нормы по толщинам конкретных соединений в пределах, указанных в таблице,
разрешается уточнять в соответствии с требованиями ГОСТ
23055-78.
Трещины всех видов и направлений, прожоги,
свищи не допускаются.
Непровары в соединениях из
стали с пределом текучести более 45 кг/мм2 не допускаются.
4.6.16. Результаты испытания
сварных образцов считаются удовлетворительными, если:
1) временное сопротивление
разрыву металла шва не ниже нижнего предела временного сопротивления основного металла,
установленного государственным стандартом или техническими условиями для данной
марки сталей,
2) угол загиба для
углеродистой стали не менее 120°, а для низколегированных сталей
толщиной до 20 мм не менее 80°, свыше 20 мм не менее 60°,
3) ударная вязкость металла
шва при отрицательной температуре должна быть не ниже, чем нижний предел
основного металла,
4) ударная вязкость при
испытании на стойкость против механического старения не ниже 29 дж/см2
(3 кгсм/см2).
Отклонения показателей
механических свойств от нормативных не должны превышать значений, указанных в
государственных стандартах на испытания.
4.6.17. При
неудовлетворительных результатах механических испытаний должны быть выявлены и
устранены причины появления дефектов и вновь проведены испытания.
4.6.18. На
готовых изделиях при обнаружении дефектов в случаях, предусмотренных п. 4.6.15 1), 2), 3), проводится дополнительная
проверка другими методами и устранение дефектов.
4.6.19.
Сварные соединения, выполненные точечной сваркой и электрозаклепками, в случаях
предусмотренных чертежами, испытываются на срез или на отрыв методами,
указанными в ГОСТ 6996-66.
Прочность считается
удовлетворительной, если разрушение произошло по основному металлу или с
вырывом основного металла.
4.6.20.
Испытания сварных соединений на усталость в случаях предусмотренных технической
документацией, проводятся по ГОСТ 25.502-79.
Браковочные признаки
принимаются по техдокументации на данный вид испытаний.
4.6.21. При производствах:
индивидуальном, с длительным циклом, а также на неспециализированном
предприятии, контрольные образцы сварных соединений для механических испытаний
должны свариваться каждым сварщиком в процессе изготовления изделия.
4.6.22. При
металлографических исследованиях на макро- или микрошлифах сварных соединений
проверяется правильность технологии сварки (термообработки) шва, качество
сварочных материалов, выявляются дефекты и причины их появления.
Образец должен включать в себя
полное сечение шва, зону термического влияния и основной металл, не
подвергнувшийся влиянию теплосварочной дуги. Нормы браковки при
металлографических исследованиях не должны превышать значений, указанных для
радиографической дефектоскопии.
4.6.23. После устранения
дефектов сварные соединения должны быть подвергнуты повторному контролю.
4.6.24. Результаты контроля
оформляются документацией, разработанной предприятием-изготовителем на
основании действующих государственных стандартов на все виды контроля.
Документация должна храниться
в течение всего нормативного срока службы изделия.
4.7.1. Исправление дефектных
участков швов должно производиться по технологическому процессу и
производственным инструкциям предприятия-изготовителя.
4.7.2. Удаление дефектных
участков под заварку должно производиться механическим способом - (фрезеровкой,
вырубкой, пневматическим зубилом, абразивным инструментом) на длину дефектного
места плюс по 10 мм с каждой стороны при условии сохранения основного металла.
Допускается применение
плазменно-дуговой и газовой строжки специальными горелками и электродуговой
резки электродами, предназначенными для удаления дефектных участков швов с
последующей обработкой поверхности выборки абразивным инструментом до полного
удаления следов резки.
4.7.3. Применение
электродуговой сварки для выплавки дефектных мест не разрешается.
4.7.4. В сварных швах со
сквозными трещинами перед заваркой следует засверлить концы, чтобы
предотвратить распространение трещин. Дефектный участок в этом случае
проваривают на полную глубину.
4.7.5. При заварке дефектных
участков должны выполняться все указания настоящего РД - по подготовке
под сварку, режим сварки и т.п. Углы разделки, подготовленной под заварку
выборки, должны обеспечивать надежный провар во всех местах. Поверхность
выборки не должна иметь острых углов и заусенцев.
4.7.6. Место, подготовленное
под сварку, должно быть принято ОТК.
4.7.7. Исправление дефектных
мест в сварных соединениях швов производится заваркой дефектного места тем же
способом, которым выполнено сварное соединение.
При заварке отдельного
участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварки участок шва
необходимо зачистить до полного отделения раковин и рыхлости в кратере и
создания плавных переходов к основному металлу.
4.7.8. Исправлять неплотные
швы путем зачеканки запрещается.
4.7.9. При наличии непроваров
или прожогов в соединениях, выполненных точечной сваркой или электрозаклепками,
допускается сварка дополнительных точек по числу дефектных при условии
сохранения прочности и товарного вида изделия.
4.7.10. Не допускается
исправление дефектного участка более двух раз.
4.7.11. Остаточные деформации
в сварных соединениях, превышающие допускаемые, устраняются механической /в
холодном и горячем состоянии изделия/ или термической правкой. Способ правки
выбирается в соответствии с технологической документацией и требованиями
настоящего РД.
4.7.12. Исправленные швы
сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего РД и оформлены
документально.
5.1.1. Механическая обработка деталей должна
выполняться по размерам, допускам и с шероховатостью поверхности, указанным в
чертежах.
5.1.2. Допуски формы и
расположения поверхностей деталей по ГОСТ 24642-81
должны отвечать требованиям ГОСТ 24643-81
и ГОСТ 25069-81
и НТД на конкретную машину. Рекомендуемые значения приведены в табл. 13.
5.1.3. Значения допусков по ГОСТ 25346-82
на свободные размеры, рекомендуется принимать для квалитета 14 по ГОСТ 25347-82
и ОСТ 22-980-77.
5.1.4. Значения нормальных углов
и допуски углов рекомендуется принимать 10 степени точности по ГОСТ 8908-81,
углов конусов по ГОСТ 8593-81
и допусков на них по ГОСТ 25037-82, квалитет 13 и 14.
5.1.5. Шероховатость поверхностей
основных деталей механизмов рекомендуется принимать по ГОСТ 2789-73
и она не должна превышать следующих значений, мкм:
Таблица 13
Отклонения и
допуски размеров основных деталей крановых механизмов
|
Наименование деталей и их элементов
|
Наименование
допуска или отклонения
|
Величина
|
|
1. Реборды обода блока на участке внешних необработанных
поверхностей на равных радиусах при диаметре блока, мм
|
до
500
|
Разностенность, мм не более
|
3
|
|
св. 500 до 1000
|
5
|
|
св.
1000
|
6
|
|
2. Обечайки обработанного грузового барабана, при
диаметре барабана, мм
|
до
1000
|
5
|
|
св.
1000
|
8
|
|
3. Диаметр барабана по дну канавки, диаметр (наружный)
тормозного шкива
|
|
Допуски и отклонения по ГОСТ
25347-82, ГОСТ
25348-82
|
12
|
|
4. Обработка под сварку, размеры, мм
|
|
|
|
охватывающие
|
до 500
|
Н12
|
|
св. 500
|
Н11
|
|
охватываемые
|
до 500
|
b12
|
|
св. 500
|
d11
|
|
5. Диаметр (наружный) ходового колеса
|
|
h11
|
|
6. Рабочая поверхность тормозного шкива
|
|
Отклонения от параллельности относительно базовой оси
вращения детали, мм, не более
|
0,5 на 1000
|
|
7. Поверхность катания ходового колеса
|
1 на 1000
|
|
8. Рабочая поверхность тормозного шкива при диаметре, мм
|
св. 200 до 400
|
Допуск радиального биения относительно базовой оси
вращения деталей, мм, не более
|
0,06
|
|
св. 400 до 500
|
0,08
|
|
св. 600 до 800
|
0,10
|
|
9. Поверхность катания ходового колеса
|
|
Допуск радиального биения относительно оси вращения
детали, мм, не более, на каждые 100 мм диаметра
|
0,05
|
|
10. Поверхность блоков по дну канавки
|
0,10
|
|
11. Выточка под уплотнения на ступицах блока
|
0,15
|
|
12. Поверхность барабана по дну канавки
|
Допуск радиального биения относительно оси вращения
детали, мм, не более, на каждые 100 мм диаметра
|
В пределах допуска на диаметр
|
|
13. Присоединительные поверхности тормозных шкивов и
полумуфт при диаметре, мм
|
св. 200 до 400
|
Допуск торцового биения относительно базовой оси вращения
детали, мм, не более
|
0,06
|
|
св. 400 до 600
|
0,08
|
|
св. 600 до 800
|
0,10
|
|
14. Выточки под уплотнения и ступицы в блоках, катках и
ходовых колесах при диаметре, мм
|
св. 200 до 400
|
0,10
|
|
св. 400 до 600
|
0,12
|
|
св. 600 до 800
|
0,16
|
|
15. Присоединительные поверхности барабанов при диаметре,
мм
|
св. 200 до 400
|
0,4
|
|
св. 400 до 600
|
0,5
|
|
св. 600 до 1000
|
0,6
|
|
рабочая поверхность тормозного шкива
|
Ra £ 1,25
|
|
посадочные поверхности отверстий ходовых колес, катков,
тормозных шкивов, зубчатых колес, блоков и муфт
|
Ra £ 2,5
|
|
посадочные поверхности барабанов, поверхности канавок
барабанов и блоков, поверхности катания ходовых колес и катков
|
Rz £ 20
|
Посадочные
поверхности валов и корпусов под подшипники качения по ГОСТ
3325-75.
5.1.6.
Степень точности передач рекомендуется:
-
цилиндрических эвольвентных зубчатых передач по ГОСТ
1643-81 не ниже: при окружной скорости, м/с
|
до 5
|
10-9-7-B
|
|
от 5 до 8
|
9-9-7-В
|
|
от 8 до 12,5
|
9-8-7-В
|
|
от 12,5
|
8-7-7-В
|
(планетарные
передачи по нормам кинематической точности должны изготавливаться на одну
степень выше указанных);
- конических зубчатых передач
по ГОСТ
1758-81 не ниже 9-8-7 при окружной скорости до 12,5 м/с; 8-7-7-8 -
свыше 12,5 м/с;
- червячных цилиндрических
передач не ниже 8-8-7-В по ГОСТ
3675-81;
- глобоидных передач не ниже 7-й по ГОСТ
16502-83;
- волновых передач не ниже:
9-N-9 по ГОСТ
9178-81 - передач с модулем зубьев до 1 мм;
9-N-9 по ГОСТ
1643-81 - передач с модулем зубьев от 1 мм и выше.
5.1.7.
Точность изготовления цилиндрических передач Новикова и червячных передач с
червяком ZT по ГОСТ 18498-73 и модифицированных должна быть установлена в технических
условиях на редукторы конкретных типов.
5.1.8.
Параметр шероховатости рабочих поверхностей зубьев Ra по ГОСТ 2789-73.
0,63 мкм - витков
цилиндрических червяков;
1,25 мкм - зубьев
эвольвентных шестерен с модулем до 5 мм, витков глобоидных червяков;
2,5 мкм - зубьев эвольвентных
шестерен с модулем более 5 мм, колес с модулем до 5 мм включительно и шестерен
с модулем до 5 мм включительно, выполненных заодно с валом и имеющих диаметр
впадин зубьев меньше диаметра рядом расположенных шеек; зубьев шестерен передач
Новикова; зубьев шестерен и колес волновых передач;
5 мкм - зубьев шестерен
передач Новикова и эвольвентных с модулем более 5 мм, выполненных заодно с
валом и имеющих диаметр впадины зубьев меньше диаметра рядом расположенных
шеек; зубьев эвольвентных колес с модулем более 5 мм; зубьев колес передач
Новикова с модулем до 8 мм включительно;
10 мкм - зубьев передач
Новикова с модулем до 8 мм.
5.1.9.
Зубчатые колеса с частотой вращения более 500 об/мин изготовленные из литых
заготовок в землю, должны быть отбалансированы в соответствии с ГОСТ 22061-76. Класс точности балансировки 4 по ГОСТ 22061-76.
Допускается не балансировать
зубчатые колеса, изготовленные методом точного литья.
5.1.10. На обработанных
поверхностях деталей не допускаются надрезы, забоины, задиры и другие
механические повреждения, снижающие прочность и долговечность деталей.
5.1.11. Места изменения сечений круглых деталей должны
иметь закругления во внутренних углах и не иметь подрезов.
5.1.12. Все острые углы на деталях, кроме оговоренных
особо, должны быть притуплены, заусенцы зачищены.
5.1.13. Резьбовые соединения, в
том числе крепеж, должны выполняться по соответствующим государственным
стандартам. Если предельные отклонения на резьбу не оговорены в чертеже, она
должна быть выполнена: у метрических резьб - для болтов - 8g,
для гаек - 7Н по ГОСТ 16093-81;
у трубных цилиндрических резьб - В по ГОСТ 6357-81;
у трапецеидальных резьб по степени точности 8 ГОСТ 9562-81.
На резьбе не должно быть сорванных ниток, забоин.
Допускаемые дефекты резьбы должны быть не выше указанных в ГОСТ
1759.2-82 и ГОСТ 1759.3-83. На
концах резьб должны быть заходные фаски.
5.1.14. Термическая
обработка деталей должна выполняться по режимам предприятия изготовителя,
обеспечивающим требования чертежа.
5.1.15. Детали, прошедшие термическую обработку,
подлежат проверке на твердость. Количество контролируемых деталей
устанавливается технологической документацией предприятия-изготовителя.
5.1.16. Контроль глубины цементации детали или другого
вида химико-термической обработки должен вестись на образце (свидетеле)
изготовленном из металла, однородного с металлом детали, а для литых деталей -
на образце (свидетеле) той же плавки.
5.1.17. Детали после термической обработки необходимо
зачистить от окалины и других загрязнений.
5.1.18. В результате термообработки на детали
не должно быть закалочных трещин, пятнистости цементированной поверхности,
коробления и других дефектов, снижающих качество.
5.1.19. Недоброкачественную термическую
обработку любой детали разрешается исправлять один раз. Допускается повторное
исправление термической обработки при условии обеспечения требуемых
физико-механических свойств. После повторной термической обработки проводится
повторный контроль детали.
5.1.20. Перед сдачей детали на склад для отправки
потребителю обработанные поверхности должны быть законсервированы, а детали
замаркированы или иметь бирку с номером детали.
5.2.1. Литые корпуса механизмов должны отвечать
требованиям п.п. 3.3; 3.4; 3.5 настоящего РД.
5.2.2. Без заварки на необрабатываемых поверхностях не
допускаются раковины глубиной более 1/4 толщины стенки, или более мм,
количеством более двух на площади 100 см2.
Допускается исправление более крупных дефектов, не
снижающих прочность и работоспособность корпусов редукторов с согласия
конструкторской службы предприятия-изготовителя.
5.2.3. На плоскостях разъема и на торцах посадочных
отверстий корпусов не допускаются раковины гнездового характера (глубиной более
4 мм, диаметром более 5 мм и общей площадью более 2 см2 в каждом
отверстии); следы дефектов поверхности (пригара, ужимины, наросты) площадью
более 15 % обработанной поверхности на расстоянии менее 10 мм от
наружного торца отверстия.
5.2.4. Раковины на посадочных отверстиях корпусов, не
превышающие 5 % посадочной площади и глубиной не более 1/4 толщины ступицы,
разрешается заваривать с последующей механической обработкой.
5.2.5. Несовпадение необрабатываемых контуров
сопрягаемых корпусных деталей механизмов - не более:
- 4 мм - для корпусов с максимальным размером
сопрягаемой детали L £ 1000 мм;
- 5 мм - для корпусов с 1000 < L £ 2000
мм;
- 6 мм - для корпусов с L > 2000 мм.
5.2.6. Позиционный допуск осей
отверстий под фундаментные болты - по ГОСТ 14140-81.
5.2.7. Отклонения от
параллельности или перпендикулярности, не указанные в чертежах, оси вращения
выходного вала относительно опорной поверхности корпуса должны быть не более
указанного в ГОСТ 24643-81
для 11-й степени точности.
5.2.8. Отклонение от
плоскостности опорной поверхности корпуса не указанное в чертежах должно быть
не более указанного в ГОСТ 24643-81
для 10-й степени точности.
5.2.9. После обработки корпус
механизма должен быть очищен от стружки, песка и т.п., промыт и испытан на
герметичность под налив по ГОСТ 24054-80.
Допускается проверять герметичность при испытаниях.
5.2.10. Необработанные
поверхности литых деталей, находящиеся в масляной ванне механизма, должны иметь
маслостойкое покрытие 6/1 по ГОСТ 9.033-74.
Допускается не покрывать детали из алюминиевых
сплавов, получаемых литьем под давлением или в кокиль, если отсутствуют
требования в чертежах.
5.2.11. Плотность прилегания крышки и корпуса
механизма проверяется щупом в затянутом состоянии. Пластине щупа толщиной 0,05
мм может проходить на ширине не более 30 мм на глубину не более 5 мм.
5.2.12. Принятый корпус механизма должен иметь клеймо
ОТК.
5.3.1. Разность толщин стенок
барабана после нарезки канавок допускается не более ±15 % толщины стенки. Толщину стенки
допускается проверять сверлением отверстий диаметром 6 мм по концам и в
середине барабана.
5.3.2. Профиль канавок и их
шаг проверяют шаблонами. Допускаемый зазор между шаблонами и профилем канавки -
не более 0,5 мм.
5.3.3. Срыв резьбы под болты
зажима каната не допускается.
5.3.4. Срезанный гребень
канавки, если срез не превышает 1/3 длины одного витка, разрешается подваривать
с последующей обработкой до требуемого профиля. Без подварки разрешается
оставлять срез гребня на той же длине на высоту не более 2 мм.
5.3.5. Дефекты отливок в виде
усадочных, газовых и земляных раковин и т.п., обнаруженные при механической
обработке, можно исправлять путем заварки с предварительной вырубкой дефектного
металла или другими способами, предусмотренными документацией
предприятия-изготовителя с соблюдением требований п.п. 3.3.5.3 ¸ 3.3.5.7.
5.3.6. Допускается исправлять
заваркой:
раковины в отверстиях ступицы
диаметром не более 8 мм, глубиной не более 1/3 толщины ступицы в количестве не
более двух в каждой ступице;
на поверхности барабанов -
раковины диаметром не более 8 мм, глубиной не более 1/4 толщины стенки и в
количестве не более двух на площади 30 см2, а более мелкие раковины
- в количестве пяти на такой же площади.
Раковины на ребордах
барабанов диаметром более 500 мм - глубиной не более 1/4 толщины реборды,
диаметром до 20 мм в количестве не более 2-х на площади 40 см2,
расположенные от края не менее, чем на 20 мм. Общая площадь повреждения не
должна превышать 5 % поверхности.
5.3.7. Раковины в шпоночных
пазах диаметром более 0,5 мм, суммарная площадь которых более 3 % общей площади
сопрягаемой поверхности не допускается.
5.4.1. Плены, трещины,
вмятины на валах и осях не допускаются. Исправлять указанные дефекты заваркой
запрещается.
5.4.2. Прогиб валов для
работы в статическом положении, предназначенных для работы с числом оборотов в
минуту более 500, допускается до 0,1 мм на 1 м длины, но не более 0,2 мм
на всю длину вала. Для валов с числом оборотов в минуту меньше 500 допускается
прогиб до 0,15 мм на 1 м длины, но не более 0,3 мм на всю длину
вала.
5.4.3. Если вал имеет прогиб
не более 0,016 его длины, то он может быть выправлен в холодном
состоянии. При большом прогибе вал должен выправляться с подогревом.
5.4.4. Отклонение от параллельности
шпоночных пазов относительно оси вала - 1:1000.
5.4.5. Эксцентриситет шеек
вала под посадку шестерен и шкивов относительно посадочных мест под подшипники
должен быть не более половины допуска на диаметр.
5.4.6. Смазочные отверстия и
каналы в валах и осях должны быть очищены от стружки, грязи и др. загрязнений.
5.4.7. При
изготовлении осей должны соблюдаться требования ГОСТ 9650-80. Центровые отверстия в валах и осях должны соответствовать
требованиям ГОСТ
14034-74.
5.5.1.
Детали зубчатых и червячных передач должны соответствовать рабочим чертежам и
отвечать требованиям ГОСТ 13754-81, ГОСТ 13755-81, ГОСТ 14186-69, ГОСТ 15023-76, ГОСТ 16202-81, ГОСТ 19672-74.
5.5.2. Отклонения от размеров
чертежа не должны превышать: смещение диска - 10 % ширины обода;
смещение ребра - 50 % его толщины, а отклонение от осевой линии - 8°.
5.5.3. В обработанных
шестернях и колесах разностенность обода и ступицы не должна превышать 10 %, в
зубчатых колесах разностенность обода должна считаться от впадин зубьев.
5.5.4. Допускается заварка
раковин зубьев литых стальных колес, обнаруженных при механической обработке:
1) у зубчатых колес
механизмов подъема груза и стрелы от модуля 6 в выше при наличии отдельных
раковин не более, чем у 5 % зубьев, расположенных на головках, диаметром
не более 5 % ширины зуба и глубиной не более 0,4 его толщины;
2) у зубчатых колес
механизмов передвижения и поворота, а так же передвижения грузовой тележки с
любым модулем при наличии отдельных раковин не более чем у 10 % зубьев
расположенных по всей высоте зуба, диаметром не более 0,8 модуля, глубиной не
более 0,6 толщины зуба и общим количеством их, не превышающем 20 % ширины зуба
(обода зубчатого колеса).
Не допускается заварка зубьев, если раковины
расположены на двух или более смежных зубьях. Устранение литейных дефектов
зубьев на конкретной детали должно выполняться с согласия конструкторской
службы предприятия-изготовителя.
5.5.5. Допускается заваривать
раковины диаметром не более 8 мм, глубиной не более 1/4 толщины ступицы и
количеством не более двух, расположенные
в отверстиях ступицы зубчатых
колес всех механизмов.
5.5.6. При заварке раковин
должны выполняться требования п. 3.3.5.
настоящего РД.
5.5.7. На принятых ОТК
зубчатых колесах или шестернях должно быть поставлено клеймо ОТК.
Необработанные поверхности, если они работают в масляной ванне, должны быть
покрыты маслостойкой краской.
5.5.8. Обработанные
поверхности зубчатых колес, поставляемых как готовое изделие потребителю,
должны быть законсервированы.
5.6.1.
Литейные дефекты - по ОСТ 22-115-70.
Устранение литейных дефектов
должно производиться с соблюдением требований п.п. 3.3.5.3 ¸ 3.3.5.7 настоящего
РД.
5.6.2. Профиль ручья блока
проверяется по шаблону. Допускаемый зазор между шаблоном и профилем ручья - не
более 0,5 мм для блоков с механически обработанным ручьем и не более 1,5 мм для
блоков с необработанным ручьем, если иное не указано в чертежах.
5.7.1.
Муфты должны изготавливаться в соответствии с требованиями государственных стандартов, в том числе:
муфты зубчатые по ГОСТ
5006-83,
муфты упругие
втулочно-пальцевые по ГОСТ
21424-75.
5.7.2. При
наличии необработанных поверхностей на муфтах, служащих тормозными шкивами,
должна быть выполнена балансировка по 4-му классу точности в соответствии с ГОСТ 22061-76.
5.7.3.
Допустимые перекосы и смещения валов, воспринимаемые муфтами, должны
соответствовать требованиям ГОСТ
5006-83 и ГОСТ 21424-75.
5.8.1. Ленты фрикционов и
тормозов должны выгибаться по заданному диаметру без перекосов и волнистости.
5.8.2. Обкладка может
состоять из одного цельного куска, а так же составляться из нескольких кусков.
В этом случае количество заклепок для отдельного куска определяется в
зависимости от площади закрепляемой обкладками, но не менее, чем четырьмя
заклепками.
5.8.3. Головки заклепок
скрепляющих ленту с обкладкой, должны быть утоплены не менее, чем на 1/3
толщины обкладки.
5.8.4. На трущихся
поверхностях шкивов и дисков грузовой и стреловой лебедок не допускаются
раковины с острыми кромками, пустоты, задиры, забоины и т.п. дефекты.
На трущихся поверхностях
шкивов допускается заварка раковин металлом менее твердым, чем металл данного
шкива, с последующей обработкой до указанной в чертеже шероховатости.
Диаметр завариваемых раковин
не должен превышать 8 мм, глубина - не более 1/4 толщины стенки; количество их
допускается не более одной раковины на 200 мм длины окружности; более мелкие
раковины - в количестве пяти на всей длине рабочей окружности шкива.
Устранение литейных дефектов
на конкретной детали должно производиться с согласия конструкторской службы
предприятия-изготовителя, с соблюдением требований п.п. 3.3.5. настоящего РД.
5.9.1.
Мосты ведущие управляемые и неуправляемые (проектируемые вновь) должны
изготовляться в соответствии с требованиями настоящего РД, ГОСТ 25767-83, стандартов и технических условий на конкретные
изделия по рабочим чертежам, утвержденным в установленном порядке.
5.9.2. Мосты тракторов и
автомобилей, применяемые для грузоподъемных машин, должны изготавливаться в
соответствии с требованиями отраслевой нормативно-технической документации
автотракторной промышленности.
5.9.3. Специальные мосты
должны изготавливаться в соответствии с требованиями настоящего РД, стандарта и
технических условий на конкретные изделия по рабочим чертежам, утвержденным в
установленном порядке.
5.10.1.
Опоры поворотные должны изготавливаться в соответствии с требованиями
настоящего РД, ОСТ 22-1401-79, стандартов и технических условий на конкретные
изделия по рабочим чертежам, утвержденным в установленном порядке.
5.11.1. Гидропривод
должен изготавливаться в соответствии с требованиями настоящего РД, стандартов
на гидропривод ГОСТ 17411-81 и ГОСТ 22976-78; на гидроцилиндры ГОСТ 16514-79 и ГОСТ 18464-80; на гидромоторы ГОСТ 20719-83; на
гидронасосы ГОСТ 13823-78 и ГОСТ 14658-86, стандартов и технических условий на конкретные изделия по
рабочим чертежам, утвержденным в установленном порядке.
5.11.2.
Гидрооборудование должно изготавливаться в соответствии с требованиями
настоящего РД, стандартов на гидропривод, стандартов на гидроаппаратуру ГОСТ 16517-82, ГОСТ 20245-74, гидрораспределители ГОСТ 17698-80, гидроаккумуляторы ГОСТ 16769-84,
баки ГОСТ 16770-86, фильтры ГОСТ 16026-80Е, ГОСТ 16515-85, ГОСТ 17437-81E, соединения трубопроводов ГОСТ 15763-75, ГОСТ 16078-70, ГОСТ 19535-74Е, OCT 22-1624.19-84, OCT 22-830-80, стандартов и технических условий на конкретные изделия
по рабочим чертежам, утвержденным в установленном порядке.
5.11.3. Трубопроводы и рукава.
5.11.3.1. Трубы для изготовления
трубопроводов должны отвечать требованиям ГОСТ
8731-87 и требованиям рабочих чертежей на конкретную машину.
5.11.3.2. Трубопроводы на изгибах не
должны иметь искажение проходного сечения (овальность более 15 %, вмятин,
складок и гофр).
5.11.3.3. Сварные соединения трубопроводов
и методы их контроля должны отвечать требованиям раздела 4 настоящего стандарта.
5.11.3.4. Наружные и внутренние поверхности
трубопроводов должны быть подвергнуты очистке от окалины, ржавчины и
загрязнений, по технологии предприятия-изготовителя. Трубопроводы после
окончательной очистки должны быть промыты рабочей жидкостью и защищены от
попадания пыли и влаги.
5.11.3.5. Рукава
должны отвечать требованиям ГОСТ 10362-76, ГОСТ 18698-79, ГОСТ 25452-82, ОСТ 22-1487-82 и техническим условиям на конкретные изделия
по рабочим чертежам, утвержденным в установленном порядке.
5.12.1. Пневмосистема
должна изготавливаться в соответствии с требованиями настоящего РД, стандартов ГОСТ 6678-72, ГОСТ 9833-73, ГОСТ 15608-81E, ГОСТ 17437-81Е, ГОСТ 18460-81, ГОСТ 18829-73 и ГОСТ 22976-78, стандартов и технических условий на конкретные изделия по
рабочим чертежам, утвержденным в установленном порядке.
5.12.2. Овальность, конусность и
бочкообразность рабочих поверхностей цилиндров, золотниковых коробок, коробок
управления и тому подобного не должны превышать поля допуска на соответствующий
размер.
5.12.3. Наружные поверхности арматуры,
пневмосистемы для предохранения от коррозии должны иметь защитное покрытие.
5.12.4. Внутренние поверхности трубопроводов
деталей пневмосистемы, рабочие каналы должны быть очищены от ржавчины, окалины,
стружки, песка, земли и т.п.
5.13.1.
Пружины должны изготавливаться в соответствии с требованиями государственных
стандартов ГОСТ 13765-68, ГОСТ 13776-68, ГОСТ 16118-70, ГОСТ 3057-79,
отраслевого стандарта ОСТ 22-125-87 по рабочим чертежам, утвержденным в
установленном порядке.
5.14.1. Крюки
кованные и штампованные должны изготавливаться в соответствии с требованиями ГОСТ 2105-75, ГОСТ 6627-74, ГОСТ 6628-73, Правил Госгортехнадзора, по рабочим чертежам, утвержденным в
установленном порядке.
Допускается применение крюков других
типов, согласованных в установленном порядке.
5.14.2. Крюки пластинчатые
однорогие и двурогие должны изготавливаться в соответствии с требованиями ГОСТ 6619-75 по рабочим чертежам, утвержденным в установленном порядке.
5.14.3. Марка стали, предназначенной для
изготовления крюка, должна быть подтверждена сертификатом
предприятия-изготовителя металла.
5.14.4. Поверхность крюка должна быть
чистая. Заусенцы, плены, подсечки, острые углы, волосовины, трещины, закаты, а
также подрезы на обработанной хвостовой части крюка не допускаются. Разрешается
зачистка местных дефектов без снижения прочности крюка. Сварка или заделка
дефектов крюка запрещается.
5.15.1. Канаты стальные должны
отвечать требованиям Правил Госгортехнадзора, ГОСТ 3241-80,
настоящего РД и рабочих чертежей, утвержденных в установленном порядке.
5.15.2. При недостаточной длине каната надставлять его
сращиванием не разрешается.
5.15.3. Втулки /коуши/ клиновые
для закрепления каната должны отвечать требованиям ОСТ 22-253-72.
Для проверки втулок разрешается применение других
методов неразрушающего контроля /ультразвуковая дефектоскопия и др./ не
указанных в ОСТ 22-253-72, обеспечивающих требуемое качество втулок.
Допускается применение втулок других типов, согласованных в установленном
порядке.
5.15.4. Навеску и закрепление
канатов рекомендуется выполнять в соответствии с требованиями РД
22?1-2-79.
5.16.1. Резиновые
уплотнения и манжеты и их установка должна соответствовать ГОСТ 8752-79, ГОСТ 14896-84, ГОСТ 6678-72, ГОСТ 9833-73, ГОСТ 18829-73, ГОСТ 22704-77, ГОСТ 24811-81.
5.16.2. Манжеты, кольца и уплотнения
должны изготавливаться из маслостойкой и морозостойкой резины, обеспечивающей
работу узла уплотнения в интервале температур от плюс 80 °С до минус 40 °С.
5.16.3. Требования (рекомендуемые) к
качеству, резиновых уплотнений и манжет, не предусмотренных в п. 15.16.1:
- поверхность манжет и уплотнений должна
быть гладкой, без заусенцев, не иметь включений, пузырей и других изъянов. На
нерабочих поверхностях изделий допускается: углубления и возвышения (не
более трех), не превышающие 0,5 мм на 100 мм длины по периметру; следы
недопрессовки площадью не более 0,25 см2.
Допускаются незначительные следы от
обрезки выпрессовок в пределах установленных допусков на размеры;
- разностенность манжет должна быть в
пределах допусков на толщину;
- отклонение от геометрической формы
сечения колец (смещение от плоскости разъема пресс-формы, овальность и др.) не
должно выходить за пределы допускаемых отклонений по диаметру сечения кольца;
- упакованные и неупакованные манжеты, кольца и
уплотнения должны храниться при температуре от 0 °С до плюс 25 °С. Условия
хранения должны исключать возможность механического повреждения манжет, колец и
уплотнений. Манжеты, кольца и уплотнения должны быть защищены от действия
прямых солнечных лучей.
5.16.4. Не допускается хранение манжет,
колец и уплотнений на расстоянии менее 1 м от печей и других нагревательных
приборов, а также в одном помещении с органическими растворителями, кислотами,
щелочами, смазочными материалами и другими веществами, которые могут разрушить
резину.
5.17.1. На сборку сборочных единиц и механизмов должны
поступать детали, прошедшие приемку и имеющие клеймо ОТК. Номенклатура изделий,
подлежащих клеймению, устанавливается предприятием-изготовителем.
5.17.2. Сборка сборочных единиц должна производиться в
полном соответствии с утвержденной на предприятии-изготовителе технологической
документацией.
5.17.3. Все острые углы в деталях, кроме оговоренных
особо, перед сборкой следует притупить, заусенцы зачистить.
5.17.4. Все вращающиеся сборочные единицы и детали
должны проворачиваться на своих опорах без заедания при равномерном приложении
усилий.
5.17.5 Быстро вращающиеся детали
и сборочные единицы не должны вызывать недопустимых вибраций из-за неуравновешенности
вращающихся масс. Нормы и допуски дисбаланса указываются в рабочих чертежах в
соответствии с ГОСТ 22061-76.
Балансировка должна выполняться по технологическому процессу
предприятия-изготовителя с учетом методических указаний ГОСТ 22061-76.
5.17.6 Ручная пригонка посадочных мест и прочих
соединений деталей при сборке допускается в отдельных случаях с разрешения ОТК.
Пригонка деталей шлицевых соединений не допускается.
5.17.7. Монтируемые на раме сборочные единицы
механизмов можно устанавливать не более, чем на трех регулировочных прокладках
в одном месте. После выверки сборочных единиц прокладки должны быть соединены
между собой и прикреплены к раме.
5.17.8. Редукторы, двигатели, опоры и т.п. после
установки выверки должны быть надежно закреплены во избежание перемещения.
5.17.9. При установке регулируемых подшипников
скольжения должна быть предусмотрена возможность последующей подтяжки при
очередном техническом обслуживании.
5.17.10. На рабочих поверхностях деталей после сборки
не должно быть следов от ударов молотком, забоин, засечек и пр.
5.17.11. При сборке смазочные каналы должны быть
очищены и заполнены смазкой согласно таблице и схеме смазки, в соответствии с
конструкторской документацией на конкретную машину.
5.17.12. После окончания сборки сборочных единиц
запрещается сверление отверстий, при котором стружка может попасть в полости
масляных ванн.
5.17.13. Головки винтов и болтов, устанавливаемых
впотай, не должны выступать из гнезд.
5.17.14. Отклонения от
перпендикулярности деталей крепления по ГОСТ 1759-70, ГОСТ 1759.1-82,
ГОСТ 1759.2-82,
ГОСТ 1759.3-82.
5.17.15. Установка косых шайб под головки болтов
должна обеспечивать их правильное положение.
Положение косой шайбы на полках швеллера или
двутавровой балки должно обеспечивать параллельность плоскости шайбы с наружной
поверхностью полки.
5.17.16. При затягивании болтов, винтов, шпилек и т.д.
должно быть обеспечено равномерное натяжение всех крепежных деталей. Не
допускается перетяжка болтов, винтов и пр., для этого необходимо при сборке
пользоваться только нормальными, предусмотренным для них инструментом.
Категорически запрещается пользоваться при затяжке гаек зубилом и другими
средствами, которые могут испортить крепежные детали.
5.17.17. Контрольные штифты не должны выступать над
поверхностью детали более чем на 1/3 диаметра.
5.17.18. Затяжка ответственных резьбовых соединений
должна выполняться динамометрическими ключами с усилиями, указанными в
технических условиях или в рабочих чертежах конкретного механизма.
5.18.1. Основные параметры
редукторов общего назначения должны отвечать требованиям ГОСТ 20758-75, ГОСТ
21426-75, ГОСТ 21435-75 соответствующей степени точности, указанной в чертежах.
5.18.2. Степени точности, виды
сопряжений, нормы точности, нормы плавности специальных редукторов должны
отвечать требованиям ГОСТ 1643-81,
ГОСТ 1758-81
и ГОСТ 3675-81.
Методы контроля устанавливаются технологической документацией
предприятия-изготовителя.
5.18.3. Монтаж подшипников качения при сборке
редукторов коробок передач должен осуществляться в соответствия с требованиями
п. 5.19. настоящего стандарта.
5.18.4. Окрашенные внутренние поверхности корпуса и
необработанные поверхности литых деталей должны быть очищены и просушены перед
сборкой.
5.18.5. Механизм переключения должен обеспечивать
четкую фиксацию шестерен в заданном положении.
5.18.6. Торцовое несовпадение находящихся в зацеплении
шестерен в зафиксированном положении допускается не более 5 % от ширины
венца для шестерен шириной до 30 мм и 3 % для шестерен шириной более 30
мм.
5.18.7. Для обеспечения герметичности места разъема
редукторов перед сборкой допускается смазывать тонким слоем жидкого стекла или
спиртовым лаком, например шеллаком.
Допускается применение других методов уплотнения,
обеспечивающих герметичность и не приводящих к склеиванию металла.
Применять для уплотнения разъема прокладки
запрещается.
5.18.8. Собранный редуктор и коробку передач
предъявляют ОТК для проверки качества сборки и получения разрешения на обкатку
и приработку.
5.19.1. Монтаж подшипников качения
в части полей допусков, посадок, шероховатости, отклонения формы и положения
посадочных поверхностей под подшипники и опорных торцевых поверхностей,
значения допустимых углов взаимного перекоса колец, должен выполняться по
техдокументации предприятия-изготовителя с учетом рекомендаций ГОСТ 3325-85.
5.20.1. Сборка тормозов
должна осуществляться в условиях, обеспечивающих выполнение требований Правил
Госгортехнадзора, стандартов технических условий и конструкторской документации
на конкретную машину.
5.20.2.
Сборка тормозных систем ходовой части самоходных грузоподъемных машин,
прицепных и подкатных тележек, если отсутствуют указания в НТД на конкретную
машину, должна выполняться по требованиям ГОСТ 4364-81, ГОСТ 22892-77 и ГОСТ 23181-78.
5.20.3. Все детали тормоза
должны свободно вращаться в шарнирах. Заедания в шарнирных системах не допускается.
5.20.4. Тормозная лента
должна прилегать к шкиву не менее 75 % всей поверхности трения.
5.20.5. Зазор между рабочими
поверхностями тормоза в разомкнутом состоянии должен быть для колодочных
тормозов не более 2 мм. Для ленточных - допускается увеличенный зазор
при условии обеспечения работоспособности тормоза.
5.20.6. Отклонение от
параллельности колодок к оси шкива не более 1:300, если допуск не оговорен в
чертежах тормоза.
5.21.1. Сборка гидроагрегатов и
гидросистем должна выполняться с соблюдением требований ГОСТ 17411-81.
5.21.2. Сборка и питание
гидроагрегатов должна производится в чистом, изолированном и специально оборудованном
помещении, в котором запрещается производить слесарно-доводочные
работы.
5.21.3. Перед сборкой детали должны быть промыты
жидкостью, обеспечивающей удаление посторонних частиц и загрязнений.
Детали внутреннего выбора перед сборкой должны быть
покрыты тонким слоем чистой рабочей жидкости.
5.21.4. Штоки, поршни, клапаны,
золотники и т.п. до установки уплотнительных колец и манжет должны
свободно перемещаться в цилиндре или корпусе на всю длину своего хода.
5.21.5. Установка уплотнительных
колец и защитных шайб в наружные канавки должна осуществляться
инструментом, исключающим их повреждение и скручивание.
5.21.6. После сборки внутренние полости агрегатов для
длительного хранения должны быть заполнены рабочей жидкостью и закрыты
технологическими заглушками.
5.21.7. Комплектующие узлы и
детали гидросистемы, поступающие на сборку, должны отвечать требованиям
стандартов, технических условий и чертежам на конкретную машину.
5.21.7.1. Элементы гидропривода (насосы, гидромоторы,
гидроцилиндры и др.) должны быть разгружены от изгибающих усилий, возникающих
при эксплуатации и монтаже из-за деформации несущих металлоконструкций,
вибрации и других факторов.
5.21.7.2. При установке насосов и гидромоторов
необходимо следить за тем, чтобы изгибающая нагрузка на их валы не превышала
допустимую величину, указанную в документации на эти агрегаты.
5.21.8. Сборка гидросистем должна
исключать попадание в нее абразивной пыли и других загрязнений.
5.21.9. Заглушки от присоединительных отверстий
элементов гидросистемы должны сниматься непосредственно перед их монтажом.
5.21.10. Элементы гидросистемы с заусенцами на
присоединительных кромках должны быть возвращены на доработку.
5.21.11. Соединения трубопроводов
должны отвечать требованиям государственных стандартов, отраслевых стандартов
ОСТ 22-830-80, ОСТ 22-1624.19-84, техническим условиям и рабочим чертежам на
конкретную машину.
5.21.12. Сборочные единицы и
детали трубопроводов должны отвечать требованиям ГОСТ 22790-83
¸ ГОСТ 22826-83,
если в конструкторской документации отсутствуют другие указания.
5.21.13. Монтаж трубопроводов
гидросистемы должен производиться без упругих деформаций с использованием
компенсаторов, предусмотренных в технической документации.
5.21.13.1. В групповых проводках трубопроводов,
проходящих через общие колодки, между параллельными трубопроводами должны быть
зазоры, предотвращающие соприкосновение трубопроводов.
5.21.13.2. Между трубопроводами и конструкцией должен
быть зазор, предотвращающий соприкосновение трубопроводов с конструкцией.
5.21.13.3. Для длинных трубопроводов в зонах, где
группа трубопроводов перегибается или поворачивает при проходе около острых
кромок конструкции или около подвижных элементов, а также при проходе через
отверстия, необходимо предусмотреть зазоры, исключающие соприкосновение
трубопроводов.
5.21.14. Трубопроводы должны быть
надежно закреплены в предусмотренных конструкторской документацией местах. Для
крепления следует применять детали, указанные в конструкторской документации
или детали по ГОСТ 17019-78.
5.21.14.1. При установке рукавов не допускаются их
резкие перегибы. Минимально допустимые радиусы перегибов должны применяться по
НТД и конструкторской документации.
5.21.14.2. При взаимном перемещении частей машины
должно быть исключено касание, трение и задевание рукавов о подвижные и
неподвижные элементы конструкции.
5.21.14.3. При прокладке рукавов на направляющих
роликах, должно быть исключено их выпадание из ручьев.
5.21.15. Для заливки гидросистемы
следует применять рабочую жидкость, имеющую сертификат и отвечающую классу
чистоты по ГОСТ 17216-71,
предусмотренному конструкторской документацией на конкретную машину.
Заливку следует производить через технологический
фильтр с тонкостью фильтрации 10 - 25 мкм.
5.21.16. После сборки должна быть
произведена общая промывка гидросистемы рабочей жидкостью (с помощью
кольцевания определенных магистралей) в течение 3 - 5 мин. Величина расхода
должна приниматься по конструкторской документации.
5.21.17. По мере заполнения отдельных частей
гидросистемы, должно быть обеспечено отсутствие воздуха в узлах системы.
Стравливание воздуха должно производиться до тех пор, пока жидкость пойдет
ровной струей без пенообразования. В необходимых случаях должны быть
установлены технологические заглушки в местах подсоединений к другим частям
гидросистемы.
5.22.1.
Сборка пневматической системы должна выполняться в соответствии с требованиями ГОСТ 18460-81,
ОСТ 22-787-74, настоящего РД, стандартов или технических условий на конкретное
изделие.
5.22.2. Применительно к
сборке пневматической системы следует руководствоваться требованиями к сборке
гидросистемы, изложенными в настоящем РД: п.п. 5.21.2; 5.21.4;
5.21.5; 5.21.7; 5.21.8
- 5.21.13.
5.23.1.
Крюковые подвески должны быть собраны в соответствии с требованиями OCT 22-334-79.
5.23.2. При сборке должно
быть обеспечено надежное закрепление крюка в траверсе с помощью гайки и стопорной
планки с болтами. При этом должно быть обеспечено свободное вращение крюка на
шариковой опоре.
6.1. На монтаж приборы и
устройства должны поступать с документацией предприятий-изготовителей, а при
собственном изготовлении принятые ОTК.
6.2. Монтаж и регулировка
приборов и устройств безопасности должны производиться в полном соответствии с
утвержденным на предприятии-изготовителе технологическим процессом,
учитывающем требования поставщиков указанных изделий, а также их
функционирование в пределах паспортных характеристик и исключающих их
механические повреждения в процессе нормальной эксплуатации машины.
6.3. Смонтированные приборы и
устройства безопасности, после выверки и регулировки должны быть надежно
закреплены, во избежание смещения в эксплуатации и запломбированы или
зафиксированы в соответствии с требованиями конструкторской документации на
конкретную машину.
6.4. Ограничитель
грузоподъемности должен регулироваться на предприятии-изготовителе машин, а в
случае отгрузки машины потребителю составными частями и для сменных видов
оборудования должен окончательно регулироваться потребителем на месте монтажа
машины.
6.5. Ограничитель
грузоподъемности должен срабатывать при перегрузках, указанных в паспорте
крана.
6.6. Регулировка
ограничителей грузоподъемности должна выполняться в соответствии с инструкцией
завода-изготовителя этого прибора и паспорта крана.
6.7. Пружины в конструкциях
приборов и устройств безопасности не должны давать остаточных деформаций в
результате действия на них рабочей нагрузки с перегрузкой, предусмотренной для
конкретной машины.
6.8. Регулировка
ограничителей высоты подъема, глубины опускания, вылета, поворота должна
обеспечивать высоту подъема и глубину опускания грузозахватного органа в
заданных пределах его вылета и при необходимости ограничивать поворот крана в
пределах определенного угла.
6.10.
Дополнительные требования, предъявляемые к ограничителям высоты подъема,
предельного угла наклона стрелы, поворота платформы и другим приборам и
устройствам безопасности, должны выполняться в соответствии с НТД на конкретную
машину.
7.1. Монтаж электрооборудования
должен вестись в соответствии с требованиями Правил Госгортехнадзора, Правил
устройства электроустановок (ПУЭ), ГОСТ 17019-78,
ГОCT 17020-78,
государственных и отраслевых стандартов на конкретные изделия, по рабочим
чертежам и технологическому процессу, утвержденным в установленном порядке.
7.2. У кранов с электрическим
приводом при питании от внешней сети металлоконструкции крана, а также все
части электрооборудования, не находящиеся под напряжением (корпуса
электродвигателей, командоаппаратов, конечных выключателей к др.), но которые
могут оказаться под напряжением вследствие неисправности изоляции, должны быть
надежно заземлены, в соответствии с требованиями ПУЭ-76 и ГОСТ 12.1.030-81, по технической документации предприятия-изготовителя машины.
7.3. Внешняя электропроводка по крану и внутри кабин,
если другое не предусмотрено в НТД и чертежах на конкретную машину, должна
выполняться гибким кабелем с медными жилами в резиновой (или равноценной ей)
изоляции и иметь соответствующее крану климатическое исполнение.
Электропроводку внутри шкафов, панелей, пультов
управления и др. аппаратах, если это не предусмотрено в чертежах и НТД на
конкретную машину, следует выполнять проводами с медными жилами или кабелем
используемым для внешней проводки.
7.4. При монтаже проводов в трубах рекомендуется
соблюдать следующие условия:
трубы должны быть очищены от окалины, ржавчины,
заусенцев;
изгибы труб должны выполняться с учетом места их
прокладки, при этом радиусы изгиба не должны быть менее 5 диаметров трубы;
открытые концы труб, а также вводы труб в аппараты,
коробки и тому подобное должны быть снабжены оконцевателями;
при прокладке проводов предохранять от попадания в
трубы пыли, загрязнений и влаги.
7.5. Открытие токоведущие части электрооборудования,
доступные для прикосновения, должны быть ограждены, электроотопительные
приборы, устанавливаемые в кабине управления должны быть безопасны в пожарном
отношении.
7.6. При креплении открыто проложенных проводов
металлическими скобами, хомутами и бандажами следует применять прокладки, которые
должны выступать за края крепежных деталей на 1 - 2 мм.
7.7. Неразъемные соединения проводов, если это не
предусмотрено в НТД и чертежах на конкретную машину, должны выполняться спайкой
или прессованием; разъемные /монтажные/ соединения - в соединительных и
клеммных коробках или с помощью штепсельных разъемов, защищенных от
попадания влаги /для внешних соединений/.
7.8. Провода и кабели должны крепиться к болтовым
соединениям аппаратов, приборов и установочной арматуры с помощью наконечников
или специальных зажимов. Однопроволочные провода сечением до 10 мм2
и многопроволочные до 2,5 мм2 могут присоединяться без
наконечников, при этом концы многопроволочных проводов должны быть скручены и
пропаяны или опрессованы.
7.9. Пайка и лужение концов проводов должны
производиться припоем с содержанием олова не ниже 30 %. Применять кислоты в
качестве флюса при пайке проводов запрещается.
7.10. На разделанные и опаянные
концы проводов должны быть надеты изоляционные трубки длиной 20 - 30 мм.
Применение металлических или других электропроводных материалов запрещается.
7.11. На концах электропроводов должны быть закреплены
маркировочные трубки или хомутики из неэлектропроводного материала с
нанесенными на них четкими нестирающимися цифрами или буквами в соответствии
с монтажной и принципиальной электросхемами. Допускается использовать трубки по
п. 7.10.
Допускается концы «нулевых» проводов окрашивать в
черный цвет или маркировать биркой (трубкой) черного цвета.
8.1. Защита изготовленных машин, их сборочных единиц и
деталей от коррозии после соответствующей приемки ОТК должна осуществляться
путем нанесения на их поверхность различных видов покрытий:
лакокрасочных или металлических и неметаллических (неорганических), указанных в
чертежах.
8.2. Лакокрасочные покрытия
должны отвечать требованиям ГОCT 9.032-74,
ГОCT 9.104-79,
ГОСТ 9.074-77, ОСТ 22-689-80, ОСТ 22-983-84.
8.3. Класс покрытий и обозначение
условий эксплуатации для различных поверхностей, указаны в табл. 14.
Таблица 14
Класс покрытий и
обозначение условий эксплуатации
|
Характеристика поверхности
|
Класс
покрытий по ГОСТ
9.032-74
|
Обозначение
условий эксплуатации по ГОСТ
9.032-74 и ГОСТ 9.104-79
|
|
Наружные поверхности грузоподъемных машин, кроме башенных
кранов
|
VI
|
1
|
|
Наружные поверхности башенных кранов
|
VII
|
1
|
|
Наружные поверхности лебедок, коробок и других механизмов
|
VI, VII
|
1,
2
|
|
Внутренние поверхности кабин, находящиеся в поле зрения
машиниста
|
V
|
2
|
|
Внутренние поверхности масляных ванн и необработанные
поверхности деталей, работающих в них
|
VII
|
6/1
|
|
Поверхности бензотары (бензобаков) и других резервуаров
для нефтепродуктов
|
VII
|
6/2
|
|
Поверхности деталей и сборочных единиц, подвергающихся
нагреву
|
VII
|
8
|
|
Поверхности электроаппаратуры и токопроводящих частей
|
VII
|
9
|
8.4. Подготовка
металлических поверхностей перед окраской, окраска и контроль качества должны
производиться по ГОСТ 9.302-79, ГОСТ 9.402-80, ОСТ 22-983-84 в соответствии с технологической документацией
предприятия-изготовителя.
8.5. Для наружных поверхностей сборочных
единиц, изготовляемых по кооперации, допускается производить подготовку
поверхности и грунтование на предприятии-изготовителе сборочных единиц, а
окрашивание на предприятии-изготовителе грузоподъемных машин в соответствии с
чертежом окраски.
8.6. Подготовка поверхностей перед
нанесением лакокрасочных покрытий должна проводиться в специальных помещениях с
хорошей вентиляцией при температуре 15 °С и относительной влажности не выше 80
%.
8.7. Допускается подготовку поверхности и
хранение обработанных изделий проводить в помещении и на открытом воздухе при
температуре не ниже 5 °С, а также крупногабаритных изделий при температуре ниже
5 °С по технологическому процессу предприятия-изготовителя.
8.8. Поверхности, на которые наносят
лакокрасочные покрытия, должны быть сухие, очищенные от ржавчины,
окалины, пригаров, формовочной земли, наплывов металла, сварочных брызг,
заусенцев, масел, грязи и тщательно обезжирены.
Поверхности должны зачищаться механическим
способом: металлическим песком крупностью зерен 0,3 - 0,8 мм или путем
дробеструйной обработки диаметром не более 1 мм.
В исключительных случаях для очистки
поверхностей допускается применять металлические щетки.
8.9. Обезжиривание должно производиться
составами и методами, предусмотренными
ГОСТ
9.402-80 или другими составами, не ухудшающими качество подготовки
поверхности под покрытие по технологическому процессу предприятия-изготовителя.
8.10. При использовании в процессе
нанесения лакокрасочных покрытий преобразователей ржавчины, окрашенные
поверхности можно не очищать от ржавчины (кроме пластовой и рыхлой).
8.11. Грунтовка
должна наноситься на заранее подготовленные поверхности после окончания
процесса очистки, в сроки устанавливаемые по ГОСТ 9.028-74 и ОСТ 22-983-84.
Слой грунтовки должен быть сплошным,
ровным и иметь толщину по ГОСТ
9.105-80.
8.12. Для грунтования, шпатлевания,
окраски поверхностей следует применять материалы обеспечивающие выполнение
требований п. 8.3 настоящего РД.
8.13. Перед окрашиванием для устранения
дефектов и неровностей на сухие загрунтованные поверхности, с целью придания
изделиям лучшего внешнего вида, наносят шпатлевку, толщина слоя которой не
должна превышать 1,5 мм. Применять шпатлевку для выравнивания больших завалов и
углублений не допускается.
8.14.
Окрашивание покрывными материалами наружных и внутренних поверхностей машин, механизмов, сборочных единиц и
деталей должно вестись согласно чертежу окраски, не менее чем в два слоя.
Качество лакокрасочных покрытий должно
отвечать требованиям ГОСТ
9.032-74. Толщина покрытия по ГОСТ
9.105.80.
8.15. Цвет покрытия
наружных поверхностей машин, в том числе цветовые сочетания единиц машин,
требующих применения предупреждающей окраски, а также лакокрасочные материалы
должны соответствовать ОСТ 22-689-80 или карте окраски на конкретную машину,
утвержденную в установленном порядке.
8.16. Восстановление повреждений окраски
электроаппаратуры, ее оголенных токопроводящих частей, должно выполняться
противокоррозийной эмалью, обладающей диэлектрическими свойствами.
Допускается попадание краски на кабели,
провода, не нарушающие их диэлектрических свойств, в трудно доступных местах,
оговоренных в технической документации на конкретную машину.
8.17. Точки смазки, сливные пробки, щупы
должны быть окрашены в яркие цвета, отличные от цвета изделия, согласно
стандартам на машину.
В случаях, не оговоренных стандартами на
машину, места смазки указываются в карте смазки, вывешенной на машине.
8.18. Выступающие
концы элементов грузоподъемной машины (головка стрелы, гуська, верхняя часть
оголовка башни, края плит противовеса, и др.) должны быть выделены полосатой
предупредительной окраской по ГОСТ 12.2.058-81 и ОСТ 22-689-80.
8.19. У деталей,
сборочных единиц, поверхности, недоступные для окрашивания после сборки, должны
быть окончательно выкрашены до нее.
8.20. Временная противокоррозийная защита
рабочих и транспортных механизмов на период транспортирования и хранения,
должна выполняться в соответствии с ГОСТ
9.014-78 по технической документации предприятия-изготовителя.
8.21. Покрытия
металлические и неметаллические (неорганические) должны отвечать требованиям ГОСТ 9.301-86 и ГОСТ 9.303-84.
8.22. Толщина и вид покрытия должны
указываться в технической документации на конкретную машину.
8.23. Технологический процесс нанесения
покрытий, разработанный предприятием-изготовителем, должен отвечать требованиям
ГОСТ
9.305-84.
8.24. При нанесении гальванических
покрытий на детали и сборочные единицы, технической документацией должна быть
предусмотрена возможность удаления остатков электролита из их каналов.
8.25. Калибровка резьб болтов и гаек после
нанесения гальванических покрытий не допускается.
9.1. Изготовление
грузоподъемных машин, контроль их качества и испытания должны обеспечивать
значения показателей надежности, предусмотренные НТД и указанные в
эксплуатационной документации на конкретную машину.
9.2. Контроль показателей
надежности должен проводиться по методикам, разработанным в соответствии с НТД.
10. Документация
10.1. На
предприятии-изготовителе машины должны храниться все сходные документы,
необходимые для составления дубликата формуляра или паспорта.
10.2. Ремонтная документация
направляется потребителю по соглашению сторон.
10.3. К каждому механизму или
узлу крана, отгруженному по кооперации или как запасные части, должны
прикладывать документ, удостоверяющий его соответствие требованиям стандарта
или технических условий на машину и указывающий категорию качества.
Эксплуатационную документацию допускается прикладывать к каждому механизму
(узлу) или партии, по согласованию между изготовителем и потребителем.
10.4. Перечень эксплуатационной
документации, направляемой вместе с машиной, должен указываться в НТД на
машину.
10.5. Упаковка документации,
направляемой вместе с машиной, должна обеспечивать полную ее сохранность во
время перевозки любым видом транспорта.
11. Комплектность поставки
11.1. Комплектность поставки
машины должна отвечать требованиям НТД на машину, а при их отсутствии
технических условий.
11.2. Каждая грузоподъемная
машина должна комплектоваться документами, указанными в НТД на машину.
12. Требования
безопасности
12.1. Изготовленные краны должны
отвечать требованиям безопасности, установленными государственными и
отраслевыми стандартами или техническими условиями на конкретные машины, с
учетом Правил Госгортехнадзора, Правил устройства электроустановок (ПУЭ), Правил
дорожного движения (ГАИ), санитарным нормам 1102-73 и 3223-85 утвержденным
Минздравом СССР, ГОСТ
12.1.003-83, ГОСТ 12.1.005-76,
ГОСТ 12.1.006-84, ГОСТ 12.1.012-78,
ГОСТ 12.2.066-81, ГОСТ 12.2.067-81, ГОСТ 12.2.068-80, ГОСТ 12.2.085-82, ГОСТ 12.2.090-83, ГОСТ 12.3.001-85 и настоящего РД.
12.2. Грузоподъемные машины
должны изготавливаться с соблюдением требований системы стандартов безопасности
труда на все виды применяемого технологического оборудования и технологические
процессы изготовления и контроля грузоподъемных машин, с учетом требований ГОСТ 12.1.004-85, ГОСТ 12.1.019-79, ГОСТ 12.2.007.8-75, ГОСТ 12.2.070-81, ГОСТ 12.3.003-86, ГОСТ 12.3.009-76, ГОСТ 12.3.022-80, ГОСТ 12.3.036-84, ГОСТ 12.3.039-85, ОCT 22-983-84.
12.3. К изготовлению грузоподъемных машин могут быть
допущены лица, прошедшие инструктаж по технике безопасности и аттестованные на
выполнение работ по грузоподъемным машинам в установленном порядке, в том числе
при производстве сварочных работ, электромонтажных работ, работ с оборудованием
высокого давления, верхолазных работ, испытаний машин.
13. Приемка
13.1.1. Изготовленные детали,
сборочные единицы и машины в целом должны быть приняты отделом технического
контроля предприятия-изготовителя.
13.1.2. Предусмотренная
технической документацией проверка размеров и параметров деталей, сборочных
единиц и машин в целом при приемке и испытаниях должна производиться с помощью
приборов и аппаратов, прошедших государственную или ведомственную проверку и
признанных годными.
13.1.3. При изготовлении
деталей партиями приемке должны подвергаться не менее 10 % деталей от партии.
Наименьшее количество проверяемых деталей - 2 шт.
Если хотя бы одна из
проверяемых деталей бракуется, приемку проводят на удвоенном количестве
образцов. При обнаружении повторного брака бракуется вся партия.
Индивидуально изготавливаемые
детали, а также сборочные единицы подвергают 100 %-ной приемке.
Количество проверяемых
деталей при приемке устанавливается предприятием-изготовителем и указывается в
технологической и нормативно-технической документации.
13.1.4. При несоответствии
деталей, сборочных единиц и машин в целом требованиям конструкторской
документации, настоящего стандарта, они бракуются.
Решение об окончательном или
исправимом браке принимается отделом технического контроля совместно с
конструкторской службой предприятия-изготовителя.
13.1.5. Если при повторной
приемке деталей и сборочных единиц вновь обнаружится несоответствие требованиям
конструкторской документации настоящему стандарту, то они бракуются
окончательно.
13.1.6. Приемка и контроль
деталей и сборочных единиц должны производиться в соответствии с требованиями
чертежей и настоящего РД.
Покупные изделия и сборочные
единицы, изготовляемые по кооперации, прошедшие приемку, испытания и обкатку на
предприятиях-изготовителях, устанавливают на машине без дополнительных
испытаний.
При необходимости допускается
введение входного контроля покупных изделий и сборочных единиц, изготовляемых
по кооперации, в порядке, предусмотренном разделом 2.
13.2.1. Приемка металлоконструкций должна
производиться ОТК в соответствии с порядком, установленным на
предприятии-изготовителе.
13.2.2. К приемке предъявляются металлоконструкции в
законченном виде, после контроля качества сварных соединений, до их
загрунтовки. Приемку качества грунтования и окраски металлоконструкций следует
производить дополнительно после их грунтования и окраски.
13.2.3. Принятые металлоконструкции должны соответствовать
чертежам, Правилам Госгортехнадзора, стандартам на конкретные машины и
настоящему стандарту. Допустимые отклонения геометрических размеров деформаций,
не оговоренные стандартом или чертежом на конкретную машину, не должны
превышать величин, указанных в табл. 4
и 5 настоящего РД.
13.2.4. Контроль отклонений
линейных размеров от номинальных, отклонения формы и расположения поверхностей
металлоконструкций от проектных следует производить универсальными методами и
средствами.
Допускается применять средства измерений,
изготовленные предприятиями-изготовителями для собственных нужд и прошедшие
проверку метрологическими службами в соответствии с требованиями ГОСТ
8.001-80, ГОСТ 8.326-78.
13.2.5. Принятые ОТК металлоконструкции грунтуются и
окрашиваются в соответствии с требованиями раздела 8.
13.3.1. Каждый собранный редуктор и коробка передач
должны пройти обкатку на предприятии-изготовителе в соответствии с программой,
утвержденной в установленном порядке.
13.3.2. Редукторы и коробки передач должны
обкатываться на холостом ходу и под нагрузкой. Общее время обкатки должно быть
не менее 30 мин. - по 15 мин в каждую сторону вращения, если нет других
указаний в стандарте или технических условиях на конкретную машину.
Объем выборки, режим нагружения по технической
документации на конкретную машину.
Допускается обкатку редукторов и коробок передач,
изготавливаемых в запасные части на машины снятые с производства, производить
на холостом ходу.
13.3.3. При изготовлении
редуктора (коробки передач) и механизма, в который он устанавливается, на одном
предприятии, обкатку редуктора (коробки передач), допускается совмещать с
обкаткой механизма или машины.
13.3.4. Шумовые характеристики
редукторов (коробок передач), указанные в технической документации на
конкретную машину, должны отвечать требованиям ГОСТ 12.1.003-83. При отсутствии указаний в НТД, значения шумовых характеристик может
быть принято по ГОСТ 16162-85
или по ГОСТ 25484-82.
13.3.5. Перед обкаткой в редуктор должно быть залито
чистое масло, указанное в таблицах смазки машин, не выше верхней отметки на
маслоуказателе.
Добавление в масло каких-либо абразивных веществ для
ускорения приработки запрещается.
13.3.6. Обнаруженные в процессе обкатки дефекты - течь
масла, нагрев корпусов редукторов в непосредственной близости от подшипников
более чем на 30° относительно температуры окружающего воздуха, шум,
превышающий значения по п. 13.3.4
и др. должны быть устранены.
13.3.7. После устранения дефектов обкатка должна быть
повторена в полном объеме.
13.3.8. По окончании обкатки масло из редуктора следует
полностью слить.
13.3.9. После обкатки редуктор или коробка должны быть
приняты ОТК.
13.3.10. Общее время обкатки механизмов, см. п. 13.3.3, на холостом ходу и под
нагрузкой должно составлять не менее 30 мин (для реверсивных механизмов в
течение не менее 15 мин в каждом направлении). Режим обкатки устанавливается
технической документацией на конкретную машину.
13.3.11. При испытании механизма
не должно быть течи масла. Неподвижные соединения должны быть надежно
закреплены.
При работе не допускается нагрев корпусов механизма в
непосредственной близости от подшипников более, чем на 30° относительно
температуры окружающей среды, стук и др.
13.3.12. В случае испытаний механизма поворота на
собранной машине необходимо проверить правильность зацепления шестерни или
звездочки механизма поворота с шестерней или цевочным колесом
опорно-поворотного устройства. При наличии безопасной рукоятки для механизмов
поворота башенных кранов должна проверяться надежность ее работы.
13.3.13. Все дефекты, обнаруженные при испытании,
должны быть устранены, механизм вновь испытан и принят ОТК.
13.3.14. Крюковые подвески должны
приниматься и испытываться по ОСТ 22-334-79.
13.3.15. Клиновые коуши должны
приниматься и испытываться по ОСТ 22-253-72.
13.4.1. Все элементы
гидропривода и гидрооборудования должны быть приняты ОТК, причем они должны
удовлетворять требованиям стандартов и нормативных документов, приведенных в
разделе 5.11. и 5.21 настоящего РД.
13.4.2. При испытании
гидроцилиндров и других сборочных единиц гидросистемы необходимо проверить их
прочность, герметичность, плавность перемещения подвижных частей (поршня, штока
и т.п.) и другие параметры, оговоренные в конструкторской документации на
конкретную машину.
Время проведения каждого
испытания должно быть в пределах 1 - 3 мин.
13.4.3. Испытание на
прочность проводится давлением, превышающим номинальное рабочее не менее, чем
на 50 %.
Прочность гидроцилиндров
двухстороннего действия проверяется в двух крайних положениях поршня, а
одностороннего - в одном крайнем положении. При этом не допускается видимая
деформация деталей.
Утечка рабочей жидкости не
допускается.
13.4.4. Герметичность
агрегатов проверяется осмотром при давлении, превышающем номинальное рабочее не
менее, чем на 25 % и при атмосферном давлении.
Появление жидкости через
неподвижные соединения не допускается.
Допускается вынос штоком
цилиндра слоя масляной пленки.
13.4.5. Внутренние утечки
проверяются при номинальном давлении через 1 - 3 мин после остановки поршня
(штока в двух крайних положениях).
Утечка рабочей жидкости через
подвижные соединения, если она не оговорена в конструкторской документации на
конкретную машину, не допускается.
13.4.6. Плавность перемещения
штока проверяется равномерностью его передвижения из одного крайнего
положения в другое.
Количество перемещений должно
быть не менее 3-х.
13.4.7. Шланги и трубопроводы
гидросистемы, при отсутствии на них сертификатов, перед сборкой должны быть
испытаны на герметичность давлением, превышающем номинальное рабочее не менее,
чем на 50 % при рабочем давлении до 0,5 MПа (5 кгс/см2) и не менее, чем на 25 % при рабочем
давлении свыше 0,5 МПа (5 кгс/см2), если другое не предусмотрено технической документацией.
Время проведения испытаний
должно быть не менее 3 мин.
Утечка рабочей жидкости через
стенки и соединения, а также «потение» стенок шлангов не допускается.
Допускается проводить
испытания шлангов при испытании гидросистемы.
13.4.8. После испытаний все
обработанные и неокрашенные рабочие поверхности гидроаппаратуры должны быть
покрыты тонким слоем предохранительной смазки для защиты от коррозии.
Наружные резьбы должны быть
предохранены от возможных забоин, внутренние резьбы и отверстия в головках
заглушены пробками, изготовленными из сухого дерева, пластмассы или металла.
13.4.9. Гидросистема в сборе
должна быть испытана и принята на собранной машине на холостом ходу и под
нагрузкой по программе испытаний, утвержденной в установленном порядке.
13.4.10. Проверка
гидросистемы на холостом ходу должна выполняться путем последовательной работы
каждого гидравлического исполнительного механизма в отдельности и их
совмещенной работы с перемещением подвижных элементов машины в их крайние
положения. Число перемещений устанавливается технической документацией на
конкретную машину.
При этом должно быть
установлено:
безотказность работы
механизмов машины, соответствие положений рукояток управления направлениям
движения и остановок двигателей,
отсутствие утечек в
соединениях трубопроводов, в резьбовых соединениях и в уплотнениях агрегатов
гидропривода,
отсутствие перекосов штоков
гидроцилиндров, плавность их xoдa, синхронность работы спаренных цилиндров,
соответствие скорости рабочих
движений значениям, указанным в паспорте машины,
соответствие величин давления
- расчетным конкретной машины.
13.4.11. Проверка
гидропривода под нагрузкой должна производиться в том же порядке, что и
на холостом ходу с постепенным увеличением нагрузок до наибольшей их величины.
13.4.12. В напорных и сливных
трубопроводах следует замерить давление при рабочих движениях. Измерения
следует производить с помощью манометров, предусмотренных конструкцией машины
или дополнительно установленных в необходимых случаях на период испытаний в
предусмотренных местах. Величины давлений не должны отличаться от расчетных
более, чем на 10 %.
Предохранительные клапаны
должны срабатывать при превышении давления, указанном в паспорте машины.
13.4.13. Герметичность
системы должна обеспечивать удержание исполнительных механизмов при
максимальной нагрузке заданное время, в любом рабочем положении, исключая
самопроизвольные движения.
13.4.14. При испытании под нагрузкой наружные
утечки и перетечки рабочей жидкости не допускаются. Допустим вынос тонкого слоя
жидкости в виде пленки на штоках гидроцилиндров и утечки по валам насосов и
гидромоторов в пределах допусков на уплотнения по стандартам или технической
документации на конкретную машину.
13.4.15. После работы
гидропривода на испытаниях более, чем один час, должно быть проверено состояние
фильтра.
13.4.16. Вo время испытания гидросистемы температура рабочей жидкости
не должна превышать значений, указанных в конструкторской документации
машины.
13.5.1. Все элементы пневмосистемы должны быть приняты
ОТК, причем они должны удовлетворять требованиям стандартов и нормативных
документов, приведенных в разделах 5.12.
и 5.22. настоящего РД.
13.5.2. Сборочные единицы
пневмосистемы должны быть испытаны на герметичность давлением воздуха,
превышающем номинальное рабочее на 50 % в течение 5 минут, если нет других
требований в чертежах. Разрешается испытание на герметичность рессиверов
гидравлическим давлением.
13.5.3. Пневмоцилиндры должны
быть проверены согласно ГОСТ 18460-81 на
работоспособность перемещением штока из одного крайнего положения в другое в
диапазоне рабочего давления. Движение должно осуществляться плавно, без рывков
и заеданий.
13.5.4. Пневмоцилиндры должны быть герметичны. Утечка
воздуха через крышки по резьбе и стыкам, а также через уплотнения поршня и штока
не допускается.
13.5.5. Предохранительные клапаны должны быть
отрегулированы таким образом, чтобы они срабатывали при превышении рабочего
давления на 10 %.
13.5.6. Впускной и выпускной клапаны должны быть
проверены на герметичность. Допускается при испытании появление не более одного
мыльного пузыря в течение 3 сек.
13.5.7. Шланги пневмосистемы
перед сборкой должны быть испытаны на герметичность полуторным рабочим
давлением в соответствии с ГОСТ 18460-81.
13.5.8. Собранная пневмосистема должна быть испытана:
1) на герметичность;
2) на работоспособность всех сборочных единиц на
холостом ходу и под нагрузкой по программе испытаний, утвержденной в
установленном порядке.
13.5.9. При испытании пневмосистемы утечка воздуха
через соединения не допускается.
13.6.1. Грузоподъемные машины в
процессе их серийного производства должны подвергаться приемочному контролю
/приемо-сдаточным/, квалификационным, типовым и периодическим испытаниям
/проверкам/.
При предъявлении крана представителям Государственной
приемки /заказчика/, должны проводиться предъявительские испытания в
соответствии с ГОСТ 26964-86.
Объем, периодичность и порядок проведения испытаний
должны соответствовать требованиям государственных стандартов или технических
условий для конкретной машины, в том числе ГОСТ 13556-85
и ГОСТ
16765-87.
13.6.2. Предъявительские испытания должны проводиться
в объеме приемо-сдаточных испытаний. В технически обоснованных случаях
отдельные виды предъявительских и приемо-сдаточных испытаний /проверок/
допускается совмещать в соответствии со стандартами и техническими условиями на
машину.
13.6.3. Приемочному контролю /приемо-сдаточным/
испытаниям /проверкам/ подвергается каждая серийно выпускаемая машина.
13.6.4. Квалификационным
испытаниям /проверкам/ подвергают один кран из первой промышленной партии.
13.6.5. Периодическим испытаниям /проверкам/
подвергают одну из серийно выпускаемых машин не реже одного раза в три года.
Машины с длительным циклом изготовления подвергают
периодическим испытаниям /проверкам/ в сроки предусмотренные НТД.
13.7.1. Методы испытаний
грузоподъемных машин должны отвечать требованиям Правил Госгортехнадзора, государственных и отраслевых
стандартов и ТУ на конкретные машины, в том числе ГОСТ 13556-85
и ГОСТ
16765-87.
13.7.2. В методиках испытаний
в общем случае должны быть предусмотрены:
требования к условиям
испытаний,
требования к средствам
измерений и допускаемым погрешностям,
требования к визуальному
контролю,
методы испытаний на холостом
ходу,
методы статических испытаний,
методы динамических
испытаний,
условия проверки работы
приборов безопасности,
методы проверки основных
параметров машины,
методы определения расхода
топлива (для самоходных машин),
проверка условий работы
машиниста,
проверка на радиопомехи,
требования к монтажу,
транспортированию и ходовым испытаниям,
методы оценки надежности.
13.8.1. Результаты по каждому виду испытаний
(проверок) оформляют протоколом.
13.8.2. Результаты приемочного контроля
(приемо-сдаточных) испытаний (проверок) заносят в паспорт машины.
13.8.3. Результаты периодических
испытаний (проверок) оформляют протоколом по форме приложения 9 к ГОСТ 15.001-73.
13.8.4. Результаты
квалификационных (проверок) испытаний оформляют протоколом и заключением.
13.8.5. Результаты
предъявительских, приемо-сдаточных и периодических испытаний (проверок), если
продукция предъявляется Государственной приемке, оформляются в соответствии с
ГОСТ 26964-86.
14. Маркировка
14.1. Маркировка машин должна
выполняться в соответствии с требованиями технической документации на
конкретные машины, в том числе ГОСТ 13556-85,
ГОСТ 22827-85,
OCT 22-339-72.
14.2. Маркировочная табличка
должна отвечать требованиям ГОСТ 12969-67,
содержать данные по ГОСТ 12.2.065-81, а также обозначение стандарта на
конкретную машину и Знак качества (для машин, которым он присвоен).
14.3. Обозначение единиц
физических величин на маркировочных табличках по ГОСТ 8.417-81.
14.4. Транспортная маркировка
должна выполняться по ГОСТ 14192-77.
15. Упаковка и хранение
15.1. Перед
упаковкой незащищенные покрытиями поверхности машины, указанные в технической
документации для предохранения их от коррозии на период транспортирования и
хранения должны быть законсервированы.
Консервация машин должна
осуществляться в соответствии с требованиями ГОСТ
9.014-78.
15.2. Группа изделий и
категория условий хранения и транспортирования, а также срок консервации - в
соответствии с требованиями стандартов или технических условий, при отсутствии
стандартов, технической документацией на конкретные типы машин. При отсутствии
в этих стандартах или технических условиях срока консервации, он должен быть не
менее 1 года.
15.3. При наличии в машине
комплектующих агрегатов (двигателей внутреннего сгорания, автомобилей,
тракторов и др.) поставляемых по специальным техническим условиям и снабжаемым
специальными инструкциями, консервация их должна производиться в соответствии с
указанными инструкциями.
15.4. После консервации в
формуляре или паспорте машины должна быть сделана отметка о дате
консервации и сроке защиты от коррозии без переконсервации.
15.5. Крупногабаритные машины
и сборочные единицы - самоходные и башенные краны, башни, стрелы и лебедки и
т.п. - могут транспортироваться без упаковки, если в НТД на конкретную машину
отсутствуют требования к упаковке.
Съемные сборочные единицы и
детали небольших размеров, запасные части, инструмент и т.п. должны быть
упакованы в тару и закреплены. Крепление должно исключить возможность
перемещения сборочных единиц и деталей во время транспортирования.
15.6. При упаковке деталей и
сборочных единиц, в зависимости от габарита и массы, должны применяться
деревянные ящики, изготовленные в соответствии с требованиями ГОСТ
2991-85, ГОСТ
10198-78, ГОСТ 26014-83. В отдельных случаях допускается изготовление ящиков
по чертежам предприятия-изготовителя. В качестве тары могут быть использованы
железнодорожные контейнеры.
16.1. При
транспортировании должны выполняться требования НТД и технической документации
на конкретные машины, в том числе ГОСТ 13556-85 и ГОСТ 22827-85.
16.2. При транспортировании
машин по железным дорогам должны соблюдаться требования «Технических условий,
погрузки и крепления грузов», утвержденных МПС.
16.3. При транспортировании
машин по автомобильным дорогам, должны соблюдаться требования «Правил дорожного
движения», утвержденные МВД СССР.
16.4. Машины и их сборочные
единицы должны быть предохранены от механических повреждений в соответствии с
требованиями технической документации и НТД на конкретную машину.
17. Указания по эксплуатации
17.1.
Эксплуатация машин должна вестись в соответствии с требованиями НТД и
эксплуатационной документации на конкретные машины, разработанной в
соответствии с государственными стандартами и ОСТ 22-10-75.
18. Гарантия изготовителя
18.1. Гарантийный срок должен
соответствовать требованиям НТД на конкретную машину.
Информационные данные
|
1. Утвержден генеральным директором ВНИИСтройдормаш
д.т.н. З.Н. Кузиным 16 июня 1988 г.
|
|
2. Исполнители:
|
от ВНИИСтройдормаша
|
|
И.М. Смородинский, к.т.н. /руководитель темы/
|
|
А.Я. Ландсман, к.т.н.
|
|
В.П. Савельев, к.т.н.
|
|
А.А. Зарецкий, доктор техн. наук
|
|
Н.П. Кузина
|
|
В.С. Калинин
|
|
А.Г. Киселева
|
|
Соисполнители:
|
от СКТБ башенного краностроения
|
|
Л.А. Невзоров, к.т.н.
|
|
Ю.В. Трофимов
|
|
В.М. Галетин
|
|
Г.Н. Пазельский
|
|
Е.К. Нейман
|
|
3. Взамен OCT 22-982-76
|
|
|
4. Согласовано:
|
Управлением по надзору за подъемными сооружениями
Госгортехнадзора СССР письмом от 15.06.88 г., № 28-8/173, согласованы п.п. 3.2,
3.6, 4.6 и раздел 6.
|
Ссылочные нормативно-технические документы
|
Обозначение
НТД, на который дана ссылка
|
Номер
пункта, подпункта, перечисления прилож.
|
|
ГОСТ
8.001-80
|
13.2.4
|
|
ГОСТ 8.326-78
|
13.2.4
|
|
ГОСТ 8.417-81
|
14.3
|
|
ГОСТ
9.014-78
|
8.29, 15.1
|
|
ГОСТ
9.028-74
|
8.11
|
|
ГОСТ
9.032-74
|
5.2.10,
8.2, 8.3, табл. 14,
8.14
|
|
ГОСТ 9.074-77
|
8.2
|
|
ГОСТ
9.104-79
|
8.2,
табл. 14
|
|
ГОСТ
9.105-80
|
8.11,
8.14
|
|
ГОСТ
9.301-86
|
8.21
|
|
ГОСТ
9.302-79
|
8.4,
8.15
|
|
ГОСТ
9.303-84
|
8.19
|
|
ГОСТ
9.305-84
|
8.21
|
|
ГОСТ
9.306-85
|
8.26
|
|
ГОСТ
9.402-80
|
8.4,
8.9
|
|
ГОСТ 12.1.003-83
|
12.1,
13.3.4, 13.3.11
|
|
ГОСТ 12.1.004-85
|
12.2
|
|
ГОСТ
12.1.005-76
|
12.1
|
|
ГОСТ
12.1.006-84
|
12.1
|
|
ГОСТ 12.1.012-78
|
12.1
|
|
ГОСТ 12.01.019-79
|
12.2
|
|
ГОСТ
12.1.030-81
|
7.2
|
|
ГОСТ
12.2.007.8-75
|
12.2
|
|
ГОСТ
12.2.058-81
|
8.18
|
|
ГОСТ 12.2.065-81
|
14.2
|
|
ГОСТ 12.2.066-81
|
12.1
|
|
ГОСТ 12.2.067-81
|
12.1
|
|
ГОСТ 12.2.068-81
|
12.1
|
|
ГОСТ 12.2.070-81
|
12.2
|
|
ГОСТ
12.2.085-82
|
12.1
|
|
ГОСТ 12.2.090-83
|
12.1
|
|
ГОСТ
12.3.001-85
|
12.1
|
|
ГОСТ
12.3.003-86
|
12.2
|
|
ГОСТ
12.3.009-76
|
12.2
|
|
ГОСТ 12.3.022-80
|
12.2
|
|
ГОСТ
12.3.036-84
|
12.2
|
|
ГОСТ
12.3.039-85
|
12.2
|
|
ГОСТ
15.001-73
|
13.8.3
|
|
ГОСТ
25.502-79
|
4.6.20
|
|
ГОСТ 380-71
|
4.1.2.
|
|
ГОСТ
492-73
|
3.5.6
|
|
ГОСТ 493-79
|
3.5.1
|
|
ГОСТ
535-79
|
3.6.2,
3.6.3
|
|
ГОСТ 613-79
|
3.5.1
|
|
ГОСТ 977-75
|
3.4.1,
3.4.3
|
|
ГОСТ
1050-74
|
4.1.2
|
|
ГОСТ 1215-79
|
3.3.1
|
|
ГОСТ 1412-85
|
3.3.1
|
|
ГОСТ 1585-85
|
3.3.1
|
|
ГОСТ
1643-81
|
5.1.6,
5.1.9, 5.18.2
|
|
ГОСТ
1758-81
|
5.1.6,
5.18.2
|
|
ГОСТ 1759-70
|
5.17.14
|
|
ГОСТ
1759.1-82
|
5.17.14
|
|
ГОСТ
1759.2-82
|
5.1.13,
5.17.14
|
|
ГОСТ 1759.3-83
|
5.1.13,
5.17.14
|
|
ГОСТ 2105-75
|
5.14.1
|
|
ГОСТ 2685-75
|
3.5.1
|
|
ГОСТ 2789-73
|
4.4.19,
5.1.5, 5.1.8
|
|
ГОСТ
2991-85
|
15.7
|
|
ГОСТ 3057-79
|
5.13.1
|
|
ГОСТ
3212-80
|
3.3.3
|
|
ГОСТ 3241-80
|
5.15.1
|
|
ГОСТ 3242-79
|
4.6.3.6
|
|
ГОСТ
3325-85
|
5.1.5.,
5.19.1
|
|
ГОСТ
3675-81
|
5.1.8,
5.18.2
|
|
ГОСТ
4364-81
|
5.20.2
|
|
ГОСТ 5006-83
|
5.7.1, 5.7.3
|
|
ГОСТ
5264-80
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
6357-81
|
5.1.13
|
|
ГОСТ 6619-75
|
5.14.2
|
|
ГОСТ 6627-74
|
5.14.1
|
|
ГОСТ 6628-73
|
5.14.1
|
|
ГОСТ
6678-72
|
5.12.1,
5.16
|
|
ГОСТ
6996-66
|
4.6.3.4,
4.6.18, 4.6.19
|
|
ГОСТ
7062-79
|
3.7.1
|
|
ГОСТ
7268-82
|
3.2
|
|
ГОСТ 7293-85
|
3.3.1
|
|
ГОСТ
7505-74
|
3.7.1,
3.7.3
|
|
ГОСТ
7512-82
|
4.6.3.3
|
|
ГОСТ
7829-70
|
3.7.1
|
|
ГОСТ
8050-76
|
4.4.5
|
|
ГОСТ
7829-70
|
3.7.1
|
|
ГОСТ
8479-70
|
3.7.1,
3.7.2, 3.7.5
|
|
ГОСТ
8593-81
|
5.1.4
|
|
ГОСТ
8713-79
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
8752-79
|
5.16.1
|
|
ГОСТ
8908-81
|
5.1.4
|
|
ГОСТ
9178-81
|
5.1.9
|
|
ГОСТ
9454-78
|
3.2
|
|
ГОСТ
9562-81
|
5.1.13
|
|
ГОСТ 9650-80
|
5.4.7
|
|
ГОСТ
9833-73
|
5.12.1,
5.16.10
|
|
ГОСТ
10198-78
|
15.7
|
|
ГОСТ
10362-76
|
5.11.3.5
|
|
ГОСТ
11533-75
|
4.6.7
|
|
ГОСТ
11534-75
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
12966-67
|
14.2
|
|
ГОСТ 13556-85
|
13.6.1,
13.7.1, 14.1,
16.1
|
|
ГОСТ
13754-81
|
5.5.1
|
|
ГОСТ
13755-81
|
5.5.1
|
|
ГОСТ
13765-68 ¸ 13776-68
|
5.13.1
|
|
ГОСТ
13823-78
|
5.11.1
|
|
ГОСТ 14034-74
|
5.4.7
|
|
ГОСТ
14140-81
|
5.2.6
|
|
ГОСТ
14186-69
|
5.5.1
|
|
ГОСТ 14192-77
|
14.4
|
|
ГОСТ
14637-79
|
3.6.2,
3.6.3
|
|
ГОСТ
14658-86
|
5.11.1
|
|
ГОСТ
14771-76
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
14776-79
|
4.3.5,
4.6.7
|
|
ГОСТ
14782-86
|
4.6.3.3.
|
|
ГОСТ
14792-80
|
4.1.6
|
|
ГОСТ
14896-84
|
5.16.1
|
|
ГОСТ
15023-76
|
5.5.1
|
|
ГОСТ
15150-69
|
вводная часть
|
|
ГОСТ
15164-78
|
4.6.7
|
|
ГОСТ 15608-81E
|
5.12.1
|
|
ГОСТ
15763-75
|
5.11.2
|
|
ГОСТ 16026-80E
|
5.11.2
|
|
ГОСТ
16037-80
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
16078-70
|
5.11.2
|
|
ГОСТ
16093-81
|
5.1.13
|
|
ГОСТ
16118-70
|
5.13.1
|
|
ГОСТ 16162-85
|
13.3.4.
|
|
ГОСТ
16202-81
|
5.5.1
|
|
ГОСТ
16502-83
|
5.1.6
|
|
ГОСТ
16514-79
|
5.11.1
|
|
ГОСТ
16515-85
|
5.11.2
|
|
ГОСТ 16517-82
|
5.11.2
|
|
ГОСТ
16765-87
|
13.6.1,
13.7.1
|
|
ГОСТ 16769-84
|
5.11.2
|
|
ГОСТ
16770-86
|
5.11.2
|
|
ГОСТ
17019-78
|
5.21.14,
7.1
|
|
ГОСТ
17020-78
|
7.1
|
|
ГОСТ 17216-71
|
5.21.15
|
|
ГОСТ 17411-81
|
5.11.1,
5.21.1
|
|
ГОСТ 17437-81E
|
5.11.2,
5.12.1
|
|
ГОСТ 17698-80
|
5.11.2
|
|
ГОСТ 18175-78
|
3.5.1
|
|
ГОСТ 18460-81
|
5.12.1,
5.22.1, 13.5.2, 13.5.3,
13.5.7
|
|
ГОСТ
18464-80
|
5.11.1
|
|
ГОСТ 18498-73
|
5.1.7.
|
|
ГОСТ
18698-79
|
5.11.3.5
|
|
ГОСТ
18829-73
|
5.12.1,
5.16.1
|
|
ГОСТ
19281-73
|
4.1.2
|
|
ГОСТ
19282-73
|
4.1.2
|
|
ГОСТ
19535-74Е
|
5.11.2
|
|
ГОСТ
19672-74
|
5.5.1
|
|
ГОСТ 20245-74
|
5.11.2
|
|
ГОСТ 20719-83
|
5.11.1
|
|
ГОСТ 20758-75
|
5.18.1
|
|
ГОСТ
21424-75
|
5.7.1, 5.7.3
|
|
ГОСТ 21426-75
|
5.18.1
|
|
ГОСТ 21435-75
|
5.18.1
|
|
ГОСТ
21437-75
|
3.5.1
|
|
ГОСТ
21438-75
|
3.5.1
|
|
ГОСТ
22061-76
|
5.1.9,
5.7.2, 5.17.5
|
|
ГОСТ
22704-77
|
5.16.1
|
|
ГОСТ
22790-83 ¸ 22826-83
|
5.21.12
|
|
ГОСТ
22827-85
|
14.1,
16.1
|
|
ГОСТ
22895-77
|
5.20.2
|
|
ГОСТ
22976-78
|
5.11.1,
5.12.1
|
|
ГОСТ
23055-79
|
4.6.3.3,
табл. 12
|
|
ГОСТ
23181-78
|
5.20.2
|
|
ГОСТ
23518-79
|
4.1.11,
4.3.5, 4.6.7
|
|
ГОСТ
24054-80
|
4.6.3.3,
4.6.12, 5.2.9
|
|
ГОСТ 24105-80
|
2.8.1
|
|
ГОСТ 24297-87
|
2.3
|
|
ГОСТ
24642-81
|
5.1.2
|
|
ГОСТ
24643-81
|
4.1.7,
5.1.2, 5.2.7, 5.2.8
|
|
ГОСТ
24811-81
|
5.16.1
|
|
ГОСТ
24888-81
|
3.8.1
|
|
ГОСТ 25037-82
|
5.1.4
|
|
ГОСТ 25051.1-82
|
13.8.4
|
|
ГОСТ
25069-81
|
4.3.10,
5.1.2
|
|
ГОСТ 25288-82
|
3.8.1
|
|
ГОСТ 25037-82
|
5.1.4
|
|
ГОСТ
25346-82
|
5.1.3
|
|
ГОСТ
25347-82
|
5.1.3,
табл. 13
|
|
ГОСТ
25348-82
|
4.1.7,
табл. 13
|
|
ГОСТ
25452-82
|
5.11.3.5
|
|
ГОСТ 25484-82
|
13.3.4
|
|
ГОСТ 25767-83
|
5.9.1
|
|
ГОСТ 26014-83
|
15.7
|
|
ГОСТ 26358-84
|
3.3.1
|
|
ГОСТ
26645-85
|
3.3.2,
3.4.2, 3.5.2
|
|
ГОСТ 26964-86
|
13.6.1,
13.8.5
|
|
ГОСТ 22-10-75
|
17.1
|
|
ОСТ 22-115-70
|
5.6.1
|
|
ОСТ 22-125-87
|
5.13.1
|
|
ОСТ 22-253-72
|
5.15.3,
13.3.15
|
|
ОСТ 22-334-79
|
5.23.1,
13.3.14
|
|
ОСТ 22-339-72
|
14.1
|
|
ОСТ 22689-80
|
8.2,
8.15, 8.18
|
|
ОСТ 22-787-74
|
5.22.1
|
|
ОСТ 22-827-85
|
16.1
|
|
ОСТ 22-830-80
|
6.11.2, 5.21.11
|
|
ОСТ 22-980-77
|
5.1.3
|
|
ОСТ 22-983-84
|
8.2,
8.4,
8.11, 12.2
|
|
ОСТ 22-1401-79
|
5.10.1
|
|
ОСТ 22-1487-82
|
5.11.3.5
|
|
ОСТ 22-1624.19-84
|
5.11.2,
5.21.11
|
|
РД
22-16-88
|
3.6.1,
4.4.5
|
|
РД 2201-2-79
|
5.15.4
|
|
РД
22-205-88
|
4.6.10
|
|
РД
50-629-87
|
1.3
|
Правила устройства и
безопасной эксплуатации грузоподъемных кранов Госгортехнадзора СССР.
Правила устройства электроустановок (ПУЭ).
Правила дорожного движения.
Технические условия погрузки
и крепления грузов МПС.
СОДЕРЖАНИЕ