ГОСТ 14637-89
(ИСО 4995-78)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ ТОЛСТОЛИСТОВОЙ
ИЗ УГЛЕРОДИСТОЙ СТАЛИ
ОБЫКНОВЕННОГО КАЧЕСТВА
ТЕХНИЧЕСКИЕ УСЛОВИЯ
|
|
Москва Стандартинформ 2009 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПРОКАТ ТОЛСТОЛИСТОВОЙ ИЗ УГЛЕРОДИСТОЙ Технические условия Rolled plate from carbon steel of
general quality. |
ГОСТ (ИСО 4995-78) |
Дата введения 01.01.91
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготовляемый шириной 500 мм и более, толщиной от 4 до 160 мм включительно.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Прокат изготовляют в виде листов и рулонов из стали марок Ст0, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс по ГОСТ 380.
1.2. В зависимости от нормируемых характеристик прокат подразделяют на категории: 1, 2, 3, 4, 5, 6.
Для обозначения категории к обозначению марки добавляется номер категории, например, Ст3пс1, Ст4сп3.
Категорию проката потребитель указывает в заказе. При отсутствии указания категорию выбирает предприятие-изготовитель.
1.3. Прокат изготовляют толщиной:
4 - 160 мм - листы;
4 - 12 мм - рулоны.
В части остальных требований к сортаменту прокат должен соответствовать ГОСТ 19903.
1.4. Примеры условных обозначений приведены в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Прокат изготовляют из стали с химическим составом, соответствующим ГОСТ 380.
Предельные отклонения по химическому составу в готовом прокате от плавочного анализа ковшовой пробы не должны превышать допускаемые ГОСТ 380.
2.1.2. Для проката толщиной до 10 мм включительно из стали марок Ст3кп, Ст3пс, Ст3сп допускается снижение нижнего предела массовой доли одного из элементов - углерода на 0,04 % абс., марганца на 0,1 % абс. - при обеспечении механических свойств, установленных для указанных марок стали.
По требованию потребителя массовая доля кислоторастворимого алюминия в прокате категории 2 толщиной до 5 мм из стали марки Ст3сп, раскисленной алюминием, должна быть не менее 0,02 %.
Массовая доля кремния в прокате категорий 2 - 6 толщиной до 8 мм включительно, изготовленном из стали марок Ст2пс и Ст3пс, раскисленной не содержащими кремния раскислителями, допускается менее 0,05 % при соблюдении остальных норм и требований к прокату.
(Измененная редакция, Изм. № 1).
2.1.3. По требованию потребителя массовая доля серы в прокате категорий 1 - 5 из стали всех марок, кроме Ст0, не должна превышать 0,040 %, фосфора - 0,030 %; в прокате категории 6 массовая доля каждого из этих элементов не должна превышать 0,025 %.
2.1.4. В прокате, предназначенном для сварных конструкций, массовая доля углерода не должна превышать 0,22 % (св).
(Поправка).
2.1.5. Категории проката в зависимости от нормируемых характеристик приведены в табл. 1.
2.1.6. Прокат категорий 1 - 5 изготовляют в горячекатаном состоянии, категории 6 - в упрочненном состоянии.
Для обеспечения требуемых свойств проката всех категорий может применяться термическая обработка.
Допускается изготовление проката категорий 1 - 5 в упрочненном с прокатного нагрева состоянии или после контролируемой прокатки.
2.1.7. Механические свойства горячекатаного проката при испытании на растяжение и изгиб должны соответствовать нормам, приведенным в табл. 2.
2.1.7.1. Допускается превышение верхнего предела временного сопротивления не более чем на 50 Н/мм2 (5 кгс/мм2) по сравнению с приведенными в табл. 2 при соблюдении остальных норм, а по согласованию изготовителя с потребителем - без ограничения верхнего предела.
2.1.7.2. По согласованию изготовителя с потребителем значение предела текучести проката толщиной более 20 мм допускается на 10 Н/мм2 (1 кгс/мм2) ниже по сравнению с приведенными в табл. 2.
Таблица 1
|
Нормируемая характеристика |
Марка стали |
||||||||
|
Химический состав |
Механические свойства при растяжении и изгибе до параллельности сторон |
Ударная вязкость |
|||||||
|
KCU |
KCV при температуре, °С |
||||||||
|
при температуре, °С |
после механического старения |
||||||||
|
+20 |
-20 |
-40 |
0 |
+20 |
|||||
|
1 |
- |
+ |
- |
- |
- |
- |
- |
- |
Ст0, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст5пс, Ст5сп, Ст5Гпс |
|
2 |
+ |
+ |
- |
- |
- |
- |
- |
- |
Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст5пс, Ст5сп, Ст5Гпс |
|
3 |
+ |
+ |
+ |
- |
- |
- |
- |
- |
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4пс, Ст4сп |
|
4 |
+ |
+ |
- |
+ |
- |
- |
- |
- |
Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп |
|
5 |
+ |
+ |
- |
+ |
- |
+ |
- |
+ |
Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп |
|
6 |
+ |
+ |
- |
- |
+ |
+ |
+ |
- |
Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп |
|
Примечания: 1. Знак «+» означает, что характеристика нормируется, «-» - не нормируется. 2. Для проката из стали марки Ст0 предел текучести и ударная вязкость не нормируются. 3. Прокат категорий 2 и 3 из стали марок Ст3пс и Ст3сп толщиной 5 мм и более, кроме проката, предназначенного для передела на трубы, изготовляют по согласованию изготовителя с потребителем. 4. Для проката категории 5, предназначенного для передела на трубы, нормируется KCU при температуре минус 20 °С и один из двух других показателей ударной вязкости: KCU после механического старения или KCV при температуре плюс 20 °С. |
|||||||||
Таблица 2
|
Временное сопротивление sв, Н/мм2 (кгс/мм2) |
Предел текучести sт, Н/мм2 (кгс/мм2), для толщин, мм |
Относительное удлинение d5, %, для толщин, мм |
Изгиб до параллельности сторон (а - толщина образца, d - диаметр оправки) для толщин, мм |
||||||||
|
до 20 |
св. 20 до 40 |
св. 40 до 100 |
св. 100 |
До 20 |
св. 20 до 40 |
св. 40 |
|||||
|
до 20 |
св. 20 |
||||||||||
|
не менее |
|||||||||||
|
Ст0 |
Не менее 300(31) |
- |
- |
- |
- |
23 |
22 |
20 |
d = 2,5a |
d = 3,5a |
|
|
Ст2кп Ст2пс, Ст2сп Ст3кп |
320 - 110(33 - 42) |
215(22) |
205(21) |
195(20) |
185(19) |
33 |
32 |
30 |
d = 1,5a |
d = 2,5a |
|
|
330 - 430(34 - 44) |
225(23) |
215(22) |
205(21) |
195(20) |
32 |
31 |
29 |
||||
|
360 - 460(37 - 47) |
235(24) |
225(23) |
215(22) |
195(20) |
27 |
26 |
24 |
||||
|
Ст3пс, Ст3сп |
370 - 480(38 - 49) |
245(25) |
235(24) |
225(23) |
205(21) |
26 |
25 |
23 |
|||
|
Ст3Гпс |
370 - 490(38 - 50) |
||||||||||
|
Ст3Гсп |
390 - 570(40 - 58) |
255(26) |
245(25) |
- |
- |
23 |
24 |
- |
|||
|
Ст4пс, Ст4сп |
410 - 530(42 - 54) |
265(27) |
255(26) |
245(25) |
235(24) |
21 |
23 |
21 |
d = 2,5a |
d = 3,5a |
|
|
Ст5пс, Ст5сп |
490 - 630(50 - 64) |
285(29) |
275(28) |
265(27) |
255(26) |
20 |
19 |
17 |
d = 3,5a |
d = 4,5a |
|
|
Ст5Гпс |
450 - 590(46 - 60) |
||||||||||
2.1.7.3. Допускается снижение относительного удлинения на 1 % абс. для проката толщиной более 8 мм и на каждый миллиметр уменьшения толщины для проката толщиной 8 мм и менее.
2.1.8. Нормы ударной вязкости KCU горячекатаного проката категорий 3 - 5 должны соответствовать приведенным в табл. 3.
Таблица 3
|
Толщина проката, мм |
Ударная вязкость KCU, Дж/см2 (кгс×м/см2) |
|||
|
при температуре, °С |
после механического старения |
|||
|
+20 |
-20 |
|||
|
не менее |
||||
|
Ст3пс, |
5 - 9 |
78(8) |
39(4) |
39(4) |
|
Ст3сп |
10 - 25 |
69(7) |
29(3) |
29(3) |
|
|
26 - 40 |
49(5) |
- |
- |
|
Ст3Гпс |
5 - 9 |
78(8) |
39(4) |
39(4) |
|
|
10 - 30 |
69/7) |
29(3) |
29(3) |
|
|
31 - 40 |
49(5) |
- |
- |
|
Ст3Гсп |
5 - 9 |
78(8) |
39(4) |
39(4) |
|
|
10 - 30 |
69(7) |
29(3) |
29(3) |
|
|
31 - 40 |
49(5) |
29(3) |
29(3) |
|
Ст4пс, |
5 - 9 |
78(8) |
- |
- |
|
Ст4сп |
10 - 25 |
59(6) |
- |
- |
|
|
26 - 40 |
39(4) |
- |
- |
|
Примечание. По согласованию потребителя с изготовителем нормы ударной вязкости устанавливаются для толщины 4 - 9 мм соответствующие значениям для толщины 5 - 9 мм. |
||||
2.1.9. Механические свойства упрочненного проката при испытаниях на растяжение, изгиб до параллельности сторон и нормы ударной вязкости KCU должны соответствовать приведенным в табл. 4.
Таблица 4
|
Временное сопротивление sв, Н/мм2 (кгс/мм2) |
Предел текучести sт, Н/мм2 (кгс/мм2) |
Относительное удлинение d5, % |
Ударная вязкость KCU, Дж/см2 (кгс×м/см2) |
Изгиб до параллельности сторон (а - толщина, d - диаметр оправки) |
|
||
|
при температуре минус 40 °С |
после механического старения |
||||||
|
не менее |
|
||||||
|
до 20 21 - 40 |
430(44) |
295(30) |
16 |
39(4) |
29(3) |
d = 4а d = 5a |
|
|
Примечание. Для проката категорий 1 и 2 ударная вязкость не нормируется. |
|
||||||
2.1.5 – 2.1.9 (Измененная редакция, Изм. № 1).
2.1.10. Нормы ударной вязкости KCV проката категорий 5 и 6 должны соответствовать приведенным в табл. 5.
Таблица 5
|
Толщина проката, мм |
Ударная вязкость KCV, Дж/см2 (кгс×м/см2) при температуре, °С |
||
|
+20 |
0 |
||
|
5 |
5 - 20 |
34(3,5) |
- |
|
Св. 20 |
- |
- |
|
|
6 |
8 - 9 |
- |
34(3,5) |
|
10 - 20 |
- |
30(3,1) |
|
|
Св. 20 |
- |
- |
|
|
Примечание. Нормы ударной вязкости проката толщиной более 20 мм устанавливаются с 01.01.94. Определение значений изготовитель проводит на каждой двадцатой партии для набора статистических данных. |
|||
2.1.11. Прокат из стати марки Ст3кп категории 3 изготовляют по согласованию изготовителя с потребителем, при этом нормы ударной вязкости при плюс 20 °С принимают согласно табл. 3 для стали марок Ст3пс и Ст3сп.
2.1.12. На поверхности проката не должно быть рванин, сквозных разрывов, раскатанных пригара и корочек, а также пузырей-вздутий, гармошки, трещин, плен, загрязнений и вкатанной окалины. Допускаются дефекты (рябизна, риски и другие местные дефекты), не выводящие прокат за предельные размеры.
2.1.13. Устранение поверхностных дефектов проката всех толщин, изготовляемого на толстолистовых станах, проводится зачисткой. Допускается зачищенные участки проката толщиной более 10 мм заваривать.
Зачистка проводится абразивным инструментом или способами, не вызывающими изменений свойств проката.
По требованию потребителя заварка дефектов не допускается.
2.1.14. При удалении дефектов поверхности проката зачисткой допускается уменьшение толщины не более 5 % номинальной сверх минусового предельного отклонения, но не более 3 мм, при этом площадь отдельного зачищенного участка поверхности проката не должна быть более 100 см2, суммарная площадь всех зачищенных участков на одном листе - не более 2 % его площади.
2.1.15. При совпадении мест зачистки на обеих сторонах проката допускаемая глубина зачистки определяется как сумма глубины зачисток на каждой стороне проката, которая не превышает предельного отклонения по толщине.
2.1.16. Поверхность зачищенного участка, не предназначенного под заварку, не должна иметь острых кромок.
2.1.17. По требованию потребителя зачистка дефектов на глубину, выводящую толщину проката за предельные размеры, не допускается.
2.1.18. Глубина зачистки под заварку проката толщиной до 120 мм не должна превышать 25 % фактической толщины, проката больших толщин - не более 30 мм.
2.1.19. Наплавленная зона должна перекрывать зачищенный участок не менее чем на 5 мм по контуру и после зачистки не выводить толщину проката за предельные размеры.
Площадь отдельного заваренного участка поверхности проката не должна быть более 25 см2, суммарная площадь на одном листе - не более 1 % его площади.
2.1.20. На обрезанных кромках проката не должно быть расслоений, трещин и рванин, а также выводящих за предельные размеры по ширине и длине:
волосовин и трещин напряжения глубиной более 2 мм и длиной более 25 мм;
зазубрин глубиной более 2 мм для проката толщиной до 20 мм и 3 мм - проката больших толщин.
На кромках проката не должно быть заусенцев высотой более 2 мм.
2.1.21. Смятие и подгиб кромок после обрезки не должны выводить прокат за предельные отклонения от плоскостности по ГОСТ 19903.
2.1.22. На обжатых кромках не должно быть расслоений, рванин, трещин, пузырей-вздутий, плен, загрязнений, вкатанной окалины, волосовин и рисок, выводящих прокат за предельные размеры по ширине.
2.1.23. Глубина дефектов на необрезанной кромке чиста или рулона не должна превышать половины предельного отклонения по ширине и не выводить ширину проката за номинальный размер.
2.1.24. Нормы сплошности листов - в соответствии с классами 01, 2 и 3 по ГОСТ 22727.
Контроль прикромочной зоны проводят по требованию потребителя.
2.1.25. По требованию потребителя поверхность проката должна быть очищена от окалины и смазана нейтральным маслом или другим нейтральным консервирующим материалом.
2.1.26. Прокат в рулонах не должен иметь:
загнутых более чем на 90° боковых кромок;
скрученных и смятых концов;
концов неполной ширины по длине, превышающей ширину.
По требованию потребителя концы неполной ширины должны быть обрезаны.
2.1.27. Изготовление составных рулонов, предназначенных для изготовления труб, в том числе со сваркой частей, не допускается.
2.2. Маркировка проката - по ГОСТ 7566 с дополнением.
При маркировке наносят условный номер марки стали (без букв Ст).
Цвет маркировки проката, за исключением категории 6, - в соответствии с ГОСТ 380, категории 6 - красный с желтым.
2.2.1. Транспортная маркировка - по ГОСТ 14192.
2.3. Упаковка проката - по ГОСТ 7566.
2.3.1. Упаковка проката для районов Крайнего Севера и приравненных к ним районов - по ГОСТ 15846.
3. ПРИЕМКА
3.1. Приемка проката - по ГОСТ 7566 с дополнениями.
Прокат принимают партиями. Партия проката, изготовленного из слябов, полученных на машинах непрерывного литья заготовок, должна состоять из проката одной марки стали, одной толщины, одного режима термической или упрочняющей обработки; партия проката из слитков - кроме того, из одной плавки-ковша.
Размер партии проката из слябов, полученных на машинах непрерывного литья заготовок методом «плавка на плавку», не должен превышать 350 т, а из слябов, полученных отдельными плавками, - массы плавки.
Партия проката, кроме проката из стали марки Ст0, должна состоять из листов и рулонов одной плавки.
Для проката из стали марки Ст0 число плавок в партии не ограничивается.
Для проката с гарантией свариваемости дополнительно указывается обозначение - св.
(Измененная редакция, Изм. № 1, Поправка).
3.2. Каждую партию сопровождают документом о качестве по ГОСТ 7566 с дополнительным указанием:
- категории проката;
- вида и режима обработки - термической или упрочняющей (при проведении):
- точности проката - по толщине, плоскостности, серповидности;
- характера кромок;
- качества поверхности, в том числе наличия исправлений поверхностных дефектов заваркой;
- результатов неразрушающего контроля сплошности;
- результатов испытаний на ударный изгиб на образцах с концентратором вида V.
3.3. Для проверки химического состава готового проката объем выборки по ГОСТ 7565.
3.4. Контроль химического состава готового проката у изготовителя допускается не проводить при обеспечении установленных норм по результатам анализа ковшовой пробы.
3.5. Объем выборки для проверки качества по пп. 2.1.7 - 2.1.11 должен соответствовать табл. 6.
Таблица 6
|
Объем выборки проката |
||
|
горячекатаного и упрочненного (кроме термообработанного) |
термообработанного |
|
|
Лист |
Два листа |
Один лист (из середины садки) |
|
Рулон |
Один рулон |
|
|
Примечание. Для листов, получаемых резкой рулона, отбирают один лист. |
||
3.6. Допускается по согласованию изготовителя с потребителем у изготовителя определение ударной вязкости на образцах с концентратором вида V проводить периодически на каждой двадцатой партии.
3.7. Контроль качества поверхности проводят на всех листах и рулонах партии.
Для контроля размеров отбирают от партии 10 %, но не менее 5 шт. листов, рулонов - не менее 2 шт.
3.8. По согласованию изготовителя с потребителем проводят контроль сплошности проката. Контроль проводят на всех листах партии или выборочно. При выборочном контроле объем выборки - 10 % листов, но не менее 5 шт.
Сплошность проката в рулонах, а также листов, полученных резкой рулона, не контролируют.
3.9. При получении неудовлетворительных результатов проверки хотя бы по одному показателю повторную проверку проводят на выборке, отобранной в соответствии с ГОСТ 7566.
При получении неудовлетворительных результатов при периодических испытаниях они переводятся в приемо-сдаточные до получения положительных результатов на трех партиях подряд.
Результаты повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов испытании при выборочном ультразвуковом контроле изготовитель проводит испытания на каждом листе партии.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для проверки химического состава пробы отбирают по ГОСТ 7565.
Химический анализ проводят по ГОСТ 22536.0 - ГОСТ 22536.11, ГОСТ 27809, ГОСТ 17745 или другими методами, обеспечивающими необходимую точность анализа.
При возникновении разногласий применяют методы, установленные настоящим стандартом.
(Измененная редакция, Изм. № 1).
4.2. Для проведения механических и технологических испытаний от единицы проката (пп. 3.5 и 3.6) отбирают образцы по ГОСТ 7564:
- один образец - для испытаний на растяжение;
- три образца - для испытаний на ударный изгиб с концентратором вида U;
- три образца - для испытаний на ударный изгиб с концентратором вида V;
- один образец - для испытания на изгиб.
Образцы для испытаний листов и рулонов, кроме образцов для испытаний на ударный изгиб типов 11 и 13, вырезают поперек направления прокатки. Образцы для испытаний на ударный изгиб типов 11 и 13 - вдоль направления прокатки.
При изготовлении образцов для испытаний на ударный изгиб одну из граней образца, соответствующую поверхности прокатки, оставляют необработанной.
4.3. Испытания на растяжение проводят по ГОСТ 1497.
4.4. Испытания на ударный изгиб проводят по ГОСТ 9454.
Для проката толщиной 4 - 9 мм - на образцах типа 3 или 13;
толщиной 10 мм и более - типа 1 или 11. Для проката толщиной 4 - 10 мм, изготовленного с отклонением на минусовый допуск, ударную вязкость определяют на образцах толщиной, равной толщине проката.
4.5. Испытания на ударный изгиб после механического старения проводят по ГОСТ 7268.
4.6. Испытание на изгиб проводят по ГОСТ 14019.
4.7. При испытании проката на ударный изгиб не допускается снижение значений ударной вязкости на одном образце более чем на 30 %, при этом среднее значение должно быть не ниже установленных норм.
4.8. Допускается применение неразрушающих, в том числе статистических методов контроля проката при обеспечении точности и достоверности не ниже достигаемых методами, предусмотренными настоящим стандартом.
При разногласиях в оценке качества проката и при периодических испытаниях применяются методы контроля, предусмотренные настоящим стандартом.
(Измененная редакция, Изм. № 1).
4.9. Контроль сплошности листов - по ГОСТ 22727.
Вид сканирования (сплошное или дискретное линейное) устанавливает изготовитель.
Глубина прикромочной зоны при контроле максимально допустимой протяженности несплошностей должна быть не менее 50 мм.
4.10. Качество поверхности проката контролируют визуально без применения увеличительных приборов. Расслоение контролируют осмотром кромок.
Специальные средства измерения - калибры и шаблоны - должны быть аттестованы в установленном порядке.
Точность применяемых средств измерений должна обеспечивать воспроизведение размеров и предельных отклонений проката, установленных ГОСТ 19903, а в части измерения дефектов - настоящим стандартом.
Отклонения формы проката контролируют по ГОСТ 26877.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение должны соответствовать требованиям ГОСТ 7566 с дополнениями.
При отгрузке более двух грузовых мест в адрес одного потребителя следует укрупнять грузовые места в соответствии с требованиями ГОСТ 26663.
ПРИЛОЖЕНИЕ
Обязательное
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ ПРОКАТА
Схема условного обозначения
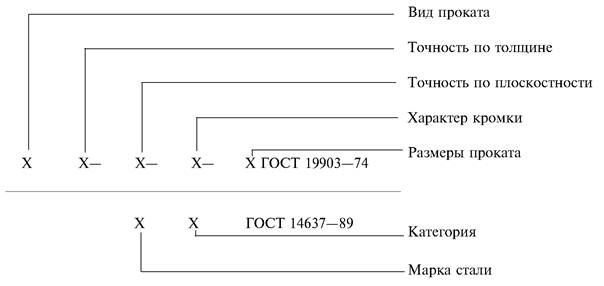
Примечание. Параметры и характеристики проката, приведенные в схеме, если они не указаны в заказе, устанавливаются изготовителем и в обозначении не приводятся.
Примеры условных обозначений:
Лист повышенной точности (А), особо высокой плоскостности (ПО) с обрезанной кромкой (О), размерами 8´1500´12000 мм по ГОСТ 19903-74 из стали марки Ст3сп, категории 3 по ГОСТ 14637-89:
![]()
То же, для проката, предназначенного для сварных конструкций (св):
![]()
Лист нормальной точности (Б), улучшенной плоскостности (ПУ), с обжатой кромкой (К), размерами 26´1000´8000 мм по ГОСТ 19903-74 из стали марки Ст3сп, категории 4 по ГОСТ 14637-89:
![]()
Рулон повышенной точности (А), с необрезанной кромкой (НО), размерами 10´1500 мм по ГОСТ 1990-743 из стали марки Ст3пс, категории 3 по ГОСТ 14637-89:
![]()
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1, Поправка).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.12.89 № 4023
3. ВЗАМЕН ГОСТ 14637-79, ГОСТ 380-71 в части требований к толстолистовому прокату
4. Стандарт соответствует международному стандарту ИСО 4995 в части проката толщиной до 6 мм включ.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
1.3, 2.1.21, 4.11, приложение |
|
6. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ (сентябрь 2009 г.) с Изменением № 1. утвержденным в декабре 1990 г. (ИУС 5-91), Поправкой (ИУС 12-2004)
СОДЕРЖАНИЕ