ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р |

Двигатели автомобильные
СВЕЧИ ЗАЖИГАНИЯ ИСКРОВЫЕ
Технические требования и методы испытаний
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт «НАМИ» (ФГУП «НАМИ»), Федеральным государственным унитарным предприятием «Научно-исследовательский и экспериментальный институт автомобильной электроники и электрооборудования» (ФГУП НИИАЭ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 56 «Дорожный транспорт»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2010 г. № 170-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 53842-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Двигатели автомобильные
СВЕЧИ ЗАЖИГАНИЯ ИСКРОВЫЕ
Технические требования и методы испытаний
Automobile engines. Spark plugs. Technical requirements and test methods
Дата введения - 2010-09-15
1 Область применения
Настоящий стандарт распространяется на свечи зажигания искровые с плоской и конической опорной поверхностью, предназначенные для двигателей внутреннего сгорания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.568-97 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 52230-2004 Электрооборудование автотракторное. Общие технические условия
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ Р ИСО/ТО 8550-1-2007 Статистические методы. Руководство по выбору и применению систем статистического приемочного контроля дискретных единиц продукции в партиях. Часть 1. Общие требования
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 982-80 Масла трансформаторные. Технические условия
ГОСТ 1516.1-76 Электрооборудование переменного тока на напряжения от 3 до 500 кВ. Требования к электрической прочности изоляции
ГОСТ 1516.2-97 Электрооборудование и электроустановки переменного тока на напряжение 3 кВ и выше. Общие методы испытаний электрической прочности изоляции
ГОСТ 5775-85 Масло конденсаторное. Технические условия
ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 10121-76 Масло трансформаторное селективной очистки. Технические условия
ГОСТ 21624-81 Система технического обслуживания и ремонта автомобильной техники. Требования к эксплуатационной технологичности и ремонтопригодности изделий
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 калильное зажигание: Полностью или частично неуправляемое зажигание рабочей смеси в двигателе с принудительным зажиганием, вызванное источником зажигания, не зависящим от искры в искровом зазоре свечи зажигания.
Примечание - При измерении калильного числа свечи зажигания, зажигание должно быть вызвано исключительно накалившимися точками деталей самой свечи зажигания.
3.2 калильное число: Число, характеризующее свойство свечи зажигания не вызывать калильного зажигания накаленными точками своих деталей при стандартных условиях.
4 Технические требования
4.1 Основные параметры и размеры
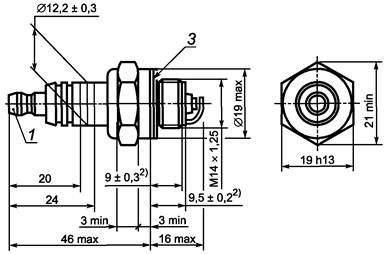
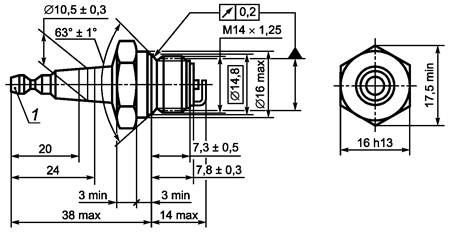
4.1.1 Габаритные и присоединительные размеры свечей зажигания должны соответствовать указанным на рисунках 1 - 6 и в таблице 1.
Размеры установочного места под свечу зажигания в головке цилиндра двигателя приведены в приложении А.
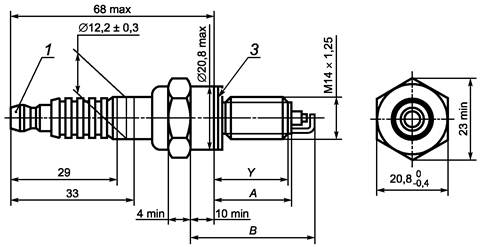
а) со штыревой контактной головкой
б) с резьбовой контактной головкой
1 - штыревая контактная головка, см. рисунок 6а; 2 - резьбовая контактная головка, см. рисунок 6б; 3 - уплотнительное кольцо
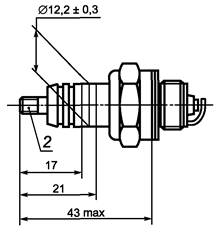
Рисунок 1 - Свеча зажигания с плоской опорной поверхностью
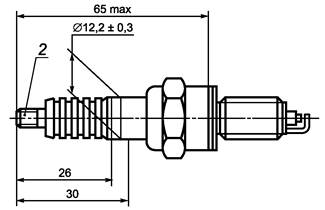
а) со штыревой контактной головкой
б) с резьбовой контактной головкой
1 - штыревая контактная головка, см. рисунок 6а; 2 - резьбовая контактная головка, см. рисунок 6б; 3 - уплотнительное кольцо
Рисунок 2 - Свеча зажигания с плоской опорной поверхностью 16 мм шестигранником
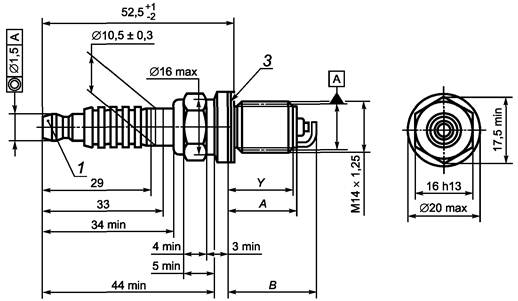
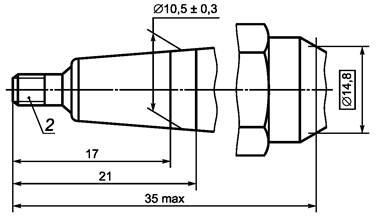
а) со штыревой контактной головкой
б) с резьбовой контактной головкой
1 - штыревая контактная головка, см. рисунок 6а; 2 - резьбовая контактная головка, см. рисунок 6б; 3 - уплотнительное кольцо
Рисунок 3 - Свеча зажигания компактная с плоской опорной поверхностью
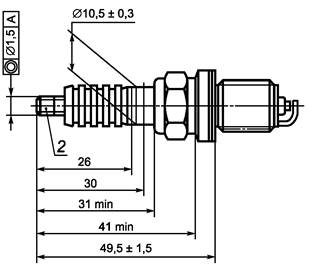
а) со штыревой контактной головкой
б) с резьбовой контактной головкой
1 - штыревая контактная головка, см. рисунок 6а; 2 - резьбовая контактная головка, см. рисунок 6б
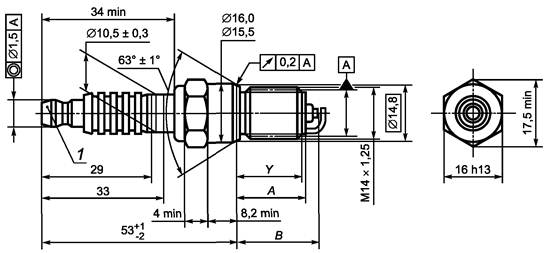
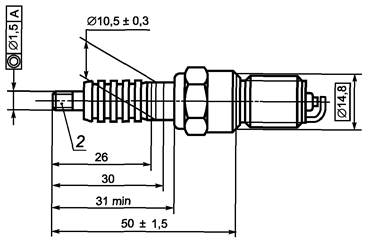
Рисунок 4 - Свеча зажигания с конической опорной поверхностью
а) со штыревой контактной головкой
б) с резьбовой контактной головкой
1 - штыревая контактная головка, см. рисунок 6а; 2 - резьбовая контактная головка, см. рисунок 6б
Рисунок 5 - Свеча зажигания компактная с конической опорной поверхностью
|
а) штыревая контактная головка |
б) резьбовая контактная головка |

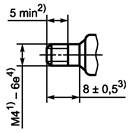
1) Шаг резьбы 0,7 мм соответствует требованиям ГОСТ 9150 и ГОСТ 24705.
2) Рабочая длина резьбы.
3) Цилиндрическая часть.
4) В зависимости от технологии производства может применяться класс точности резьбы для готовой свечи 7е.
5) Для свечей зажигания, проектирование которых начато до 01.01.96, допускается угол 7°.
Рисунок 6 - Контактная головка
Таблица 1
В миллиметрах
|
А ± 0,2 |
А1 ± 0,3 |
В не более |
В1 не более |
Y ± 0,3 |
Y1 ± 0,3 |
|
|
Нормальный |
12,7 |
11,2 |
21,0 |
19,0 |
11,7 |
10,2 |
|
Удлиненный |
19,0 |
17,5 |
27,0 |
25,0 |
18,0 |
16,5 |
|
Длинный |
26,5* |
25,0 |
34,5* |
32,5 |
25,5* |
24,0 |
|
* Размеры для свечи зажигания с плоской опорной поверхностью и 16 мм шестигранником (рисунок 2). |
||||||
4.1.2 Калильное число свечей зажигания выбирают из ряда 8, 11, 14, 17, 20, 23, 26 условных единиц.
Примечание - По согласованию с потребителем калильные числа свечей зажигания могут иметь иные значения, выраженные целыми числами.
4.1.3 Условное обозначение свечи зажигания должно содержать:
- обозначение резьбы на корпусе: А - резьба М14´1,25;
- обозначение размера шестигранника под ключ: У - 16 мм (кроме свечей зажигания с конической опорной поверхностью); М - 19 мм (если маркировка не содержит буквы У или М перед обозначением длины резьбовой части корпуса, размер шестигранника под ключ - 20,8 мм);
- обозначение конической опорной поверхности: К;
- обозначение длины резьбовой части корпуса для свечей с коническим посадочным местом: М - 7,8 мм, Д - 17,5 мм, С - 25 мм (если маркировка не содержит буквы М, Д или С перед обозначением калильного числа, длина резьбовой части корпуса - 11,2 мм);
- калильное число по 4.1.2 настоящего стандарта;
- обозначение длины резьбовой части корпуса для свечей с плоской опорной поверхностью: Д - 19 мм, если маркировка не содержит буквы Д, длина резьбовой части корпуса - 12,7 мм, за исключением свечей зажигания;
- с размером шестигранника под ключ 19 мм, для которых длина резьбовой части корпуса - 9,5 мм;
- обозначение выступания теплового конуса изолятора за торец корпуса: В (если маркировка не содержит буквы В, выступание теплового конуса изолятора за торец корпуса отсутствует);
- обозначение наличия встроенного помехоподавительного резистора: Р (если маркировка не содержит буквы Р, встроенный помехоподавительный резистор отсутствует);
- обозначение наличия медного центрального электрода с жаростойкой оболочкой: М после обозначения калильного числа (если маркировка не содержит буквы М, центральный электрод не является медным с жаростойкой оболочкой);
- порядковый номер разработки или модернизации (кроме базовых конструкций).
Пример условного обозначения при заказе свечи зажигания с резьбой на корпусе М14´1,25, калильным числом 17, длиной резьбовой части корпуса 19 мм, имеющей выступание теплового конуса изолятора за торец корпуса, со встроенным помехоподавительным резистором, с центральным электродом, выполненным из меди с жаростойкой оболочкой, имеющей базовую конструкцию:
Свеча зажигания А17ДВРМ ГОСТ Р 52842
Пример условного обозначения при заказе свечи зажигания с резьбой на корпусе М14´1,25, с конической опорной поверхностью, длиной резьбовой части корпуса 7,8 мм, калильным числом 20, с порядковым номером разработки (модернизации) 1:
Свеча зажигания АКМ20-1 ГОСТ Р 52842
4.1.4 Допускается наносить условное обозначение свечи зажигания с использованием других цифр и букв, включая буквы латинского алфавита, при этом содержание условного обозначения должно как минимум содержать информацию, указанную в 4.1.3.
Соответствие иных обозначений калильных чисел свечей зажигания величинам, указанным в 4.1.2, определяют в соответствии с 6.10.
4.2 Свечи зажигания изготовляют в общеклиматическом исполнении О по ГОСТ Р 52230 в соответствии с требованиями настоящего стандарта или конструкторской документации (КД), утвержденной в установленном порядке, на конкретные типы свечей зажигания.
4.3 Внешний вид изоляторов свечей зажигания должен соответствовать требованиям [1].
4.4 Металлические детали свечей зажигания (кроме электродов) должны иметь окисное или металлическое покрытие по ГОСТ 9.301.
4.6 Искрообразование в искровом зазоре свечей зажигания, имеющих величину искрового зазора менее 0,6 мм, должно быть бесперебойным при давлении газа, окружающего электроды, (1,00 ± 0,05) МПа [(10,0 ± 0,5) кгс/см2].
При искровом зазоре 0,6 мм и более давление газа должно быть (0,85 ± 0,05) МПа [(8,5 ± 0,5) кгс/см2].
4.7 Утечка газа через соединения деталей свечи зажигания при разнице давлений (2,00 ± 0,05) МПа [(20,0 ± 0,5) кгс/см2] не должна превышать 5 см3/мин.
Для свечей зажигания, находящихся в эксплуатации, утечку газа через соединения деталей допускается проверять при разнице давлений (1,00 ± 0,05) МПа [(10,0 ± 0,5) кгс/см2].
4.8 Свечи зажигания не должны иметь повреждений после воздействия механических нагрузок:
а) Свечи зажигания с плоской опорной поверхностью:
- крутящего момента не менее 45 Н×м, приложенного к шестиграннику корпуса;
- изгибающей силы не менее 400 Н, приложенной под углом 90° к контактной головке, кроме свечей зажигания с размером шестигранника под ключ менее 20,8 мм, для которых изгибающая сила не менее 300 Н;
- растягивающей силы не менее 300 Н, приложенной к контактной головке вдоль ее оси.
б) Свечи зажигания с конической опорной поверхностью:
- крутящего момента не менее 25 Н м, приложенного к шестиграннику корпуса;
- изгибающей силы не менее 300 Н, приложенной под углом 90° к контактной головке;
- растягивающей силы не менее 300 Н, приложенной к контактной головке вдоль ее оси.
По согласованию с потребителем применяют спадающие уплотнительные кольца.
4.10 Омическое сопротивление изоляции между контактной головкой и корпусом свечи зажигания при температуре (550 ± 15) °С должно быть не менее 5,0 МОм.
4.11 Допустимое отклонение калильного числа, установленное для данного типа свечи зажигания, не должно превышать ±10 % для свечей зажигания с изоляторами из керамики группы I и ±15 % из керамики группы II по КД.
4.12 Ввертная часть свечи зажигания должна выдерживать однократный нагрев воздухом, имеющим температуру (700 ± 10) °С в течение (10 ± 1) мин и последующее естественное охлаждение до температуры (20 ± 5) °С.
4.13 Электрод (электроды) массы должен быть надежно приварен к корпусу свечи зажигания.
- в состоянии поставки при температуре (25 ± 10) °С от 4 до 13 кОм;
- при воздействии температуры в диапазоне от минус 40 °С до плюс 300 °С от 2 до 50 кОм;
- после воздействия импульсов высокого напряжения и в процессе эксплуатации от 2 до 50 кОм.
4.18 Свечи зажигания с плоской опорной поверхностью устанавливают на двигатель с алюминиевой головкой цилиндра с приложением усилия от 20 до 30 Н×м, а на двигатель с чугунной или стальной головкой с приложением усилия от 20 до 40 Н×м.
Свечи зажигания с коническим посадочным местом устанавливают на двигатель с алюминиевой, чугунной или стальной головкой с приложением усилия от 10 до 20 Н×м.
4.19 Свечи зажигания относятся к классу неремонтируемых невосстанавливаемых, обслуживаемых в период эксплуатации изделий.
4.20 Установленная безотказная наработка свечей зажигания двигателей автомобилей при системе зажигания с энергией разряда до 20 МДж для первой категории условий эксплуатации по ГОСТ 21624 должна быть не менее 30 тыс. км пробега автомобиля.
Установленная безотказная наработка свечей зажигания двигателей автомобилей при системе зажигания с энергией разряда свыше 20 мДж для первой категории условий эксплуатации должна быть не менее 20 тыс. км пробега автомобиля.
Установленная безотказная наработка свечей зажигания для двухтактных двигателей внутреннего сгорания устанавливается по согласованию с потребителями.
Критерием предельного состояния свечей зажигания следует считать перебой в искрообразовании при условии, указанном в таблице 2, не устраняемый очисткой от нагара.
Таблица 2
|
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
|
|
Давление бесперебойности искрообразования, кгс/см2, не менее |
7,0 |
6,0 |
5,0 |
4,5 |
4,0 |
3,5 |
|
Примечания 1 Проверку свечей зажигания проводят при величине искрового зазора, указанного в инструкции по эксплуатации. 2 Испытательное напряжение при проверке свечей зажигания в эксплуатации должно быть не более 18 кВ (амплитудное значение), а время нарастания фронта импульса напряжения от 10 % до 90 % максимального значения должно быть не более 80 мкс. |
||||||
5 Правила приемки
5.1 Изготовленные свечи зажигания двигателей автомобилей подлежат приемке с целью удостоверения их годности для использования в соответствии с требованиями, установленными в настоящем стандарте и в КД.
5.2 Для контроля качества и приемки изготовленные свечи подвергают:
- приемке (контролю) службой технического контроля (СТК);
- периодическим испытаниям;
- типовым испытаниям (при внесении предлагаемых изменений в конструкцию выпускаемых изделий и (или) технологию их изготовления).
Объем (состав необходимых проверок) проведения испытаний свечей зажигания показан в таблице 3.
Таблица 3
|
Номер пункта требований |
Обязательность проведения проверки при испытаниях |
|||
|
приемка СТК |
периодические |
типовые |
||
|
1 Проверка габаритных и присоединительных размеров |
+ |
+ |
+ |
|
|
2 Проверка внешнего вида изолятора и металлических деталей |
+ |
+ |
+ |
|
|
3 Проверка покрытий металлических деталей |
- |
+ |
+ |
|
|
4 Проверка бесперебойности искрообразования |
+ |
+ |
+ |
|
|
5 Проверка величины утечки газа |
+ |
+ |
+ |
|
|
6 Проверка механической прочности |
- |
+ |
+ |
|
|
7 Проверка толщины уплотнительного кольца |
- |
+ |
+ |
|
|
8 Проверка омического сопротивления изолятора |
- |
- |
+ |
|
|
9 Проверка калильного числа |
- |
+ |
||
|
10 Проверка нагревом |
- |
+ |
+ |
|
|
11 Проверка надежности приварки электрода массы |
- |
+ |
+ |
|
|
12 Испытание электрической прочности изолятора в сборе с электродом и контактной головкой |
- |
- |
+ |
|
|
13 Проверка вибро- и ударопрочности |
- |
- |
+ |
|
|
14 Проверка возможности очистки от нагара и регулирования искрового промежутка (зазора) |
- |
- |
+ |
|
|
15 Проверка величины сопротивления встроенного резистора в состоянии поставки |
+ |
+ |
+ |
|
|
16 Проверка величины сопротивления встроенного резистора при воздействии изменения температуры |
- |
- |
+ |
|
|
17 Проверка величины сопротивления резистора после воздействия импульсов высокого напряжения |
- |
- |
+ |
|
|
18 Испытание на надежность в эксплуатации |
- |
- |
+ |
|
|
Примечание - Знак «+» - испытания проводят; знак «-» - испытания не проводят. |
||||
(Поправка).
Если свечи зажигания имеют несколько модификаций, то периодические испытания проводят на одной из модификаций.
Допускается совмещать различные виды испытаний на одних и тех же образцах свечей зажигания.
5.3 Приемка СТК и периодические испытания в совокупности должны обеспечивать достоверную проверку всех свойств выпускаемых свечей, подлежащих контролю на соответствие требованиям нормативной и технической документации.
5.4 Применяемые при испытаниях и контроле средства измерений должны быть поверены, а испытательное оборудование аттестовано в установленном порядке в соответствии с ГОСТ Р 8.568.
5.5 Результаты испытаний и контроля свечей считают положительными, а свечи - выдержавшими испытания, если они испытаны в объеме и последовательности, которые установлены для данной категории испытаний, а результаты подтверждают соответствие испытываемых свечей требованиям КД.
5.6 Результаты испытаний свечей считают отрицательными, а свечи - не выдержавшими испытания, если по результатам испытаний будет установлено несоответствие их хотя бы одному требованию, установленному в КД.
5.7 Приемка свечей службой технического контроля
5.7.1 Изготовленные свечи должны быть приняты СТК предприятия-изготовителя согласно технологическому процессу и иметь клеймо СТК.
Последовательность проведения контроля и клеймение должны быть установлены в технической документации.
5.7.2 При принятии решения о приемке свечей СТК учитывают положительные результаты предшествующих периодических испытаний, проведенных в установленные сроки.
5.7.3 Правила отбора образцов:
а) предъявление свечей на приемку СТК осуществляют поштучно либо партиями, что отражают в предъявительском документе, оформляемом в порядке, принятом у изготовителя. Партией считают свечи одного варианта конструкции (модели, модификации, вариантного исполнения, комплектации), изготовленные за одну смену;
б) образцы свечей, предъявляемые на приемку СТК, должны быть укомплектованы в соответствии с требованиями КД;
в) в процессе контроля СТК не допускается подстраивание (регулирование) свечей и замена входящих в них сменных элементов, если это не предусмотрено специальными требованиями КД.
5.7.4 Приемку СТК проводят методом сплошного или выборочного контроля.
При выборочном контроле рекомендуется применять процедуры выборочного контроля по ГОСТ Р ИСО 2859-1. При этом значения объема выборки и приемлемого уровня качества (AQL) назначают из установленных в ГОСТ Р ИСО 2859-1 для одноступенчатого плана при нормальном контроле с приемочным числом Ас = 0 и браковочным числом Re = 1.
Принятый метод контроля (сплошной или выборочный), объем выборки и приемлемый уровень качества (AQL) устанавливают в КД.
5.7.5 Приемку свечей СТК приостанавливают, если обнаружены нарушения выполнения технологического процесса (в том числе обнаружены несоответствия установленным требованиям средств испытаний и контроля), приводящие к неисправимым дефектам свечей.
5.7.6 Решение о возобновлении приемки свечей СТК принимает руководство предприятия-изготовителя после устранения причин приостановки приемки и оформления соответствующего документа.
5.7.7 Свечи, принятые СТК, подлежат отгрузке или передаче на хранение. Изготовитель должен обеспечить сохранение качества свечей после приемки СТК вплоть до доставки к месту назначения, если это определено условиями договора (контракта).
5.8 Правила проведения периодических испытаний
5.8.1 Периодические испытания проводят для периодического подтверждения качества свечей и стабильности технологического процесса в установленный период с целью подтверждения возможности продолжения изготовления изделий по действующей КД.
Последовательность проведения испытаний должна быть установлена в технической документации предприятия-разработчика.
5.8.2 Периодические испытания проводит изготовитель с привлечением, при необходимости, других заинтересованных сторон, в том числе представителей потребителя.
5.8.3 Периодические испытания проводят не реже одного раза в квартал.
Календарные сроки проведения периодических испытаний устанавливают в графиках, которые составляет предприятие-изготовитель.
В графике указывают: место и сроки проведения испытаний, сроки оформления документации по результатам испытаний.
Графики оформляют в соответствии с порядком, принятым на предприятии-изготовителе.
5.8.4 Правила отбора образцов:
а) свечи для проведения очередных периодических испытаний отбирают, как правило, из числа свечей, изготовленных за одну смену производственного цикла, предшествующую очередным испытаниям, и прошедших приемку СТК. Испытаниям подвергают не менее 10 свечей зажигания каждого типа; по 4.4 не менее 5 свечей зажигания одного типа с покрытием корпуса каждого вида покрытия; по 4.11 не менее 2 свечей зажигания с изоляторами из керамики каждой группы;
б) свечи, предъявляемые на периодические испытания, должны быть укомплектованы в соответствии с требованиями нормативной и технической документации;
в) в процессе периодических испытаний не допускают регулирование свечей и замену входящих в них сменных элементов, если это не предусмотрено специальными требованиями нормативной и технической документации;
г) отбор изделий оформляют документально в порядке, установленном предприятием-изготовителем.
5.8.5 Периодические испытания проводят методом выборочного контроля. Система, схема и план приемочного контроля, включая объем выборки, устанавливают в КД.
Рекомендуемые системы, схемы и планы статистического приемочного выборочного контроля - по ГОСТ Р ИСО/ТО 8550-1. Общие требования к организации и нормативно-методическому обеспечению статистического приемочного контроля - по ГОСТ Р 50779.30.
5.8.6 При получении положительных результатов периодических испытаний качество свечей контролируемого периода считается подтвержденным по показателям, проверяемым в составе периодических испытаний. Также считается подтвержденной возможность дальнейшего изготовления и приемки изделий (по той же документации, по которой изготовлены изделия, подвергнутые данным периодическим испытаниям) до получения результатов очередных (последующих) периодических испытаний, проведенных с соблюдением установленных норм периодичности.
Примечание - При условии применения единого технологического процесса для изготовления вариантов конструкций (комплектаций и вариантных исполнений) базовой модели (или модификации базовой модели) свечи допускается положительные результаты периодических испытаний образцов базовой модели (или модификации базовой модели) распространять на совокупность вариантов конструкций (комплектации и вариантные исполнения).
5.8.7 Если свечи не выдержали периодических испытаний, то их отгрузку потребителю приостанавливают до выявления причин возникновения дефектов, их устранения и получения положительных результатов повторных периодических испытаний.
Предприятие-изготовитель должно проанализировать результаты периодических испытаний для выявления причин появления и характера дефектов, составить перечень дефектов и мероприятий по устранению дефектов и (или) причин их появления, который оформляют в порядке, принятом на предприятии-изготовителе.
5.8.8 Если данные проведенного анализа показывают, что обнаруженные дефекты существенно снижают технические характеристики свечей, а также могут привести к причинению вреда для жизни, здоровья и имущества граждан и окружающей среды, то все принятые (но неотгруженные) свечи, в которых могут быть подобные дефекты, возвращают на доработку (замену), а по всем принятым и отгруженным свечам, в которых могут быть подобные дефекты, принимают решение, не противоречащее интересам потребителей.
5.8.9 Повторные периодические испытания проводят после устранения дефектов на доработанных (или вновь изготовленных) свечах из удвоенного числа свечей зажигания по тем пунктам, по которым свечи не выдержали испытания.
К моменту проведения повторных периодических испытаний должны быть представлены материалы, подтверждающие устранение дефектов, выявленных при периодических испытаниях, и принятие мер по их предупреждению.
В технически обоснованных случаях в зависимости от характера дефектов повторные периодические испытания допускается проводить по сокращенной программе, включая только те виды испытаний, при проведении которых обнаружено несоответствие изделий установленным требованиям, а также виды, по которым испытания не проводились.
5.8.10 При положительных результатах повторных периодических испытаний приемку изделий СТК и их отгрузку потребителю возобновляют.
5.8.11 При получении отрицательных результатов повторных периодических испытаний предприятие-изготовитель принимает решение о прекращении приемки свечей, изготовленных по той же документации, по которой изготовлялись свечи, не подтвердившие качество изделий за установленный период, и о мерах по отгруженным (реализованным) изделиям.
В случае невозможности устранения изготовителем причин выпуска свечей с дефектами, которые могут принести вред здоровью и имуществу граждан и окружающей среде, такие конструкции изделий снимаются с производства.
5.8.12 Решение об использовании свечей, подвергавшихся периодическим испытаниям, принимают руководство предприятия-изготовителя и потребитель на взаимоприемлемых условиях, руководствуясь условиями договоров на поставку изделий и рекомендациями соответствующих правовых актов.
5.9 Правила проведения типовых испытаний
5.9.1 Типовые испытания свечей проводят с целью оценки эффективности и целесообразности предлагаемых изменений в конструкции или технологии изготовления, которые могут повлиять на технические характеристики свечей, связанные с безопасностью для жизни, здоровья или имущества граждан, или на соблюдение условий охраны окружающей среды, или могут повлиять на эксплуатацию свечей, в том числе на важнейшие потребительские свойства.
5.9.2 Необходимость внесения изменений в конструкцию свечей или технологию их изготовления и проведения типовых испытаний определяет держатель подлинников КД на свечи (далее - разработчик изделия) с учетом действия и защиты авторского права.
5.9.3 Типовые испытания проводит предприятие-изготовитель или по договору с ним и при его участии испытательная (сторонняя) организация с участием, при необходимости, представителей разработчика изделия, потребителя, природоохранных органов и других заинтересованных сторон.
5.9.4 Типовые испытания проводят по разработанным разработчиком свечей программе и методикам, которые в основном должны содержать:
- необходимые проверки из состава периодических испытаний;
- требования по количеству свечей, необходимых для проведения типовых испытаний;
- указание об использовании свечей, подвергнутых типовым испытаниям.
В программу типовых испытаний, при необходимости, могут быть включены также специальные испытания (например, сравнительные испытания свечей, изготовленных без учета и с учетом предлагаемых изменений, а также испытания из состава проводившихся испытаний опытных образцов свечей или испытаний, проводившихся при постановке свечей на производство).
Объем испытаний и контроля, включаемых в программу, должен быть достаточным для оценки влияния вносимых изменений на характеристики свечей, в том числе на ее безопасность, на взаимозаменяемость и совместимость, на ремонтопригодность, на производственную и эксплуатационную технологичность, а также на утилизируемость изделий.
Допускается в технически обоснованных случаях проводить испытания свечей зажигания только на соответствие тем требованиям и параметрам, на которые могут повлиять вносимые изменения.
5.9.5 Программу и методики (при отсутствии стандартизованных) типовых испытаний разрабатывает разработчик свечей, который в установленном порядке утверждает КД.
5.9.6 Типовые испытания проводят не менее чем на трех изделиях, изготовленных с внесением в конструкцию или технологию изготовления предлагаемых изменений.
5.9.7 Результаты типовых испытаний считают положительными, если полученные фактические данные по всем видам проверок, включенных в программу типовых испытаний, свидетельствуют о достижении требуемых значений показателей свечей (технологического процесса), оговоренных в программе и методике, и достаточны для оценки эффективности (целесообразности) внесения изменений.
5.9.8 Если эффективность и целесообразность предлагаемых изменений конструкции (технологии изготовления) подтверждены положительными результатами типовых испытаний, то эти изменения вносят в документацию на свечи в соответствии с установленным порядком.
5.9.9 Если эффективность и целесообразность предлагаемых изменений не подтверждены положительными результатами типовых испытаний, то эти изменения в соответствующую утвержденную и действующую документацию на продукцию не вносят и принимают решение по использованию свечей, изготовленных для проведения типовых испытаний (в соответствии с требованиями программы испытаний).
5.10 Отчетность о результатах испытаний
5.10.1 Результаты каждого испытания, проведенного испытательной лабораторией (далее - лаборатория), должны быть оформлены точно, четко, недвусмысленно и объективно.
Примечание - Под «испытательной лабораторией» в настоящем стандарте подразумеваются предприятия (организации), центры, специальные лаборатории, подразделения предприятий (организаций), являющиеся первой, второй или третьей стороной и осуществляющие испытания, которые, в том числе, составляют часть контроля при производстве и сертификации продукции.
5.10.2 Результаты испытаний оформляют протоколом испытаний, в котором указывают всю информацию, необходимую для толкования результатов испытаний.
а) наименование документа - «Протокол испытаний»;
б) вид испытаний (периодические, типовые и др.);
в) уникальную идентификацию протокола испытаний (например, серийный номер), а также идентификацию на каждой странице, чтобы обеспечить признание страницы как части протокола испытаний;
г) нумерацию страниц с указанием общего числа страниц;
д) наименование и адрес лаборатории, а также место проведения испытаний, если оно не находится по адресу лаборатории;
е) наименование и адрес изготовителя испытываемого изделия;
ж) идентификацию используемого метода;
з) описание, состояние и недвусмысленную идентификацию испытываемого изделия (модель, тип, марка и т.п.);
и) дату получения изделия, подлежащего испытаниям, если это существенно для достоверности и применения результатов, а также дату проведения испытаний;
к) ссылку на метод отбора образцов, используемый лабораторией, если он имеет отношение к достоверности и применению результатов;
л) результаты испытаний с указанием (при необходимости) единиц измерений;
м) имя, должность и подпись лица, утвердившего протокол испытаний;
н) при необходимости указание на то, что результаты относятся только к изделиям, прошедшим испытания.
Примечание - Лабораториям рекомендуется делать запись в протоколе испытаний или прилагать заявление о том, что протокол испытаний не может быть полностью или частично воспроизведен без письменного разрешения лаборатории.
5.10.4 В дополнение к требованиям, перечисленным в 5.10.3, протоколы испытаний должны, если это необходимо для толкования результатов испытаний, включать следующее:
а) отклонения, дополнения или исключения, относящиеся к методу испытаний, а также информацию о специальных условиях испытаний, таких как условия окружающей среды;
б) указание на соответствие/несоответствие требованиям и/или техническим условиям;
в) мнения и толкования, которые могут, в частности, касаться следующего:
- мнения о соответствии/несоответствии результатов требованиям;
- рекомендаций по использованию результатов;
- мнения по улучшению образцов.
5.10.5 В дополнение к требованиям, приведенным в 5.10.3 и 5.10.4, протоколы испытаний, содержащие результаты отбора образцов, должны включать, если это необходимо для толкования результатов испытаний, следующее:
- дату отбора образцов;
- однозначную идентификацию изделий, образцы которых отбирались (включая, при необходимости, наименование производителя, обозначение модели или типа и серийные номера);
- место, где проводился отбор образцов, включая любые графики, эскизы или фотографии;
- ссылку на план и процедуры отбора образцов;
- подробное описание условий окружающей среды во время проведения отбора образцов, которые могут повлиять на истолкование результатов испытаний;
- ссылку на любой стандарт или другую нормативную и техническую документацию, касающиеся метода или процедуры отбора образцов, а также отклонения, дополнения или исключения из соответствующей нормативной и технической документации.
5.10.6 Рекомендуемая форма протокола испытаний приведена в приложении Б (форма Б.1).
5.10.7 По результатам испытаний (периодических, типовых и др.) также оформляют акт. Рекомендуемые формы актов испытаний приведены в приложении Б (формы Б.2 и Б.3).
6 Методы испытаний
6.1 Климатические условия при проведении проверок и испытаний, если нет особых указаний в настоящем стандарте, должны соответствовать указанным в ГОСТ Р 52230.
Перед проверками и испытаниями свечи зажигания должны быть очищены и просушены.
Искровой промежуток должен быть отрегулирован. Контактную гайку и уплотнительное кольцо допускается демонтировать.
6.2 Проверку габаритных и присоединительных размеров (4.2) проводят универсальными и специальными инструментами и приборами.
6.3 Проверку внешнего вида изолятора и металлических деталей (4.3, 4.5) проводят визуально без применения увеличительных приборов.
6.4 Испытание антикоррозионных свойств металлических деталей, имеющих окисное и никелевое покрытие (4.4), следует проводить на промасленной (в случае окисного покрытия) свече зажигания в камере соляного тумана в течение 2 ч 30 мин. Туман образуют распылением раствора хлористого натрия в воде в количестве (20 ± 3) г/л при температуре (20 ± 5) °С. Изделия располагают в камере так, чтобы в процессе испытания брызги раствора, капли с потолка, стен и систем подвесов не попадали на изделие. Распыление производят в течение 15 мин через каждые 45 мин.
Антикоррозионные свойства металлических покрытий (кроме никелевого) проверяют в камере соляного тумана по ГОСТ Р 52230 в течение 24 ч.
Антикоррозионные свойства металлических покрытий свечей зажигания, изготовляемых для потребностей обороны страны, проверяют в камере соляного тумана по ГОСТ Р 52230 в течение 48 ч.
Свечи зажигания считают выдержавшими испытания, если после испытания отсутствует разрушение защитного покрытия, оголяющего основной металл.
Допускаются очаги коррозии основного металла на острых кромках, углублениях деталей, на резьбах и участках корпуса с нарушенным при термоосадке защитным покрытием.
6.5 Проверку бесперебойности искрообразования (4.6) проводят путем установки свечи зажигания в барокамеру, обеспечивающую получение необходимого избыточного давления газа и с конструкцией, позволяющей наблюдать или регистрировать искрообразование между электродами свечи зажигания в течение не менее 30 с. После подведения испытательного напряжения при установленных в 4.6 условиях искрообразование должно быть бесперебойным.
Величина испытательного напряжения должна быть не менее 22 кВ (амплитудное значение), а для свечей зажигания, находящихся в эксплуатации, - в соответствии с 4.20.
6.6 Проверку величины утечки газа через соединения деталей свечи зажигания (4.7) проводят путем установки свечи зажигания в барокамеру, обеспечивающую получение необходимого избыточного давления газа, и измерения утечки газа в течение не менее 30 с. При этом утечку газа через соединения свечи с барокамерой, в том числе и по уплотнительному кольцу свечи зажигания, не учитывают. Допускается проводить контроль на свечах зажигания с плоской опорной поверхностью, не укомплектованных уплотнительными кольцами.
6.7 Проверку механической прочности (4.8) проводят путем монтажа свечи зажигания в соответствующее резьбовое отверстие стальной закаленной пластины и приложения раздельно крутящего момента к шестиграннику под ключ, а также изгибающего и растягивающего усилий к контактной головке.
Свечи зажигания считают выдержавшими испытания, если корпус и изолятор не имеют механических повреждений, контактная головка не извлеклась из изолятора и после испытаний свечи зажигания соответствуют требованиям 4.6 и 4.7.
6.8 Проверку толщины неспадающего уплотнительного кольца свечей с плоской опорной поверхностью (4.9) следует проводить после затяжки с усилием, указанным в 4.9, свечи зажигания в соответствующее резьбовое отверстие стальной закаленной пластины и ее демонтажа.
6.9 Проверку омического сопротивления изоляции (4.10) проводят измерительными приборами класса 1 после нагрева свечи зажигания в печи с температурой (550 ± 15) °С. Свечу зажигания ввертывают в соответствующее резьбовое отверстие металлической пластины и помещают в печь на 5 мин.
Измерение сопротивления проводят не позже чем через 1 мин после извлечения свечи зажигания из печи.
Допускается проводить измерение, не извлекая свечу зажигания из печи.
6.10 Проверку калильного числа (4.11) проводят по методу, указанному в приложении В. Допускается осуществлять проверку (определение) калильного числа свечей зажигания иными методами.
6.11 Испытание на теплостойкость (4.12) проводят нагреванием ввертной части свечи зажигания в течение (10 ± 1) мин при температуре (700 ± 15) °С в печи и естественном охлаждении свечи зажигания на воздухе при температуре (20 ± 5) °С. Испытуемые свечи зажигания устанавливают в отверстия пластины, имеющей толщину, равную длине ввертной части свечи зажигания, помещенной в верхней части печи. Отверстия в пластине должны быть на 0,5 мм больше максимального наружного диаметра резьбы на корпусе свечи зажигания. Пластина состоит из двух стальных листов и асбестовой прокладки между ними.
Пластину до установки свечей зажигания прогревают вместе с печью. Температуру в печи измеряют при помощи термопары, расположенной в центре пластины и опущенной на (50 ± 1) мм ниже пластины.
Свечи зажигания считают выдержавшими испытания, если они после испытания отвечают требованиям 4.6 и 4.7.
Наличие трещин на изоляторе определяют визуально путем нанесения на его поверхность 0,5 % раствора эозина или фуксина в этиловом техническом спирте с последующим промыванием в проточной воде и просушиванием.
6.12 Испытание электрической прочности изолятора в сборе с электродом и контактной головкой, извлеченного из корпуса свечи зажигания (4.12), проводят на специальных установках с измерительным устройством, проградуированным по ГОСТ 1516.1, ГОСТ 1516.2. Испытуемый изолятор в сборе должен быть вставлен в металлическое кольцо, не имеющее острых кромок (радиус скругленный 0,5 мм), охватывающее максимальный диаметр пояска изолятора. Нижняя фаска пояска изолятора должна опираться на буртик контактирующего кольца высотой не более 1 мм.
Высота кольца должна быть равна высоте пояска изолятора, а толщина стенок должна быть не более 1 мм. Зазор между испытываемым изолятором в сборе и контактирующим кольцом должен быть в пределах допуска на изолятор. Изолятор с контактирующим устройством помещают тепловым конусом вниз в конденсаторное масло по ГОСТ 5775 или трансформаторное масло по ГОСТ 982 и ГОСТ 10121 с электрической прочностью, не допускающей появление разряда по поверхности. Уровень масла не должен быть ниже 30 мм от верхней кромки контактирующего кольца, а изолятор в сборе не должен касаться дна и стенок сосуда.
При испытании прикладываемое к контактной головке напряжение повышают до 15 кВ с произвольной скоростью, далее со скоростью от 1 до 2 кВ/с - до 22 кВ. При этом напряжении изолятор выдерживают в течение 30 с. Допускается прикладывать напряжение со скоростью от 1 до 2 кВ/с до пробоя изолятора.
6.13 Проверку вибро- и ударопрочности свечей зажигания (4.15) осуществляют по ГОСТ Р 52230 в условиях работы изделий, устанавливаемых на двигатель, путем воздействия на специальном стенде вибрационных нагрузок с частотой вибрации от 50 до 250 Гц с максимальным ускорением (замедлением) 100 м×с-2 в течение 8 ч и 10000 ударных нагрузок с максимальным ускорением (замедлением) 150 м×с-2.
Свечи зажигания считают выдержавшими испытания, если после испытаний они не имеют механических повреждений и соответствуют требованиям 4.6 и 4.7.
6.14 Проверку возможности очистки от нагара и регулирования искрового промежутка (зазора) свечей зажигания (4.16) проводят с использованием специального устройства для очистки и проверки искровых свечей зажигания.
6.15 Проверку электрического сопротивления цепи центрального электрода (4.17) осуществляют прибором класса не ниже 1,5.
6.15.1 Проверку электрического сопротивления цепи центрального электрода (4.17.2) при воздействии температуры в диапазоне от минус 40 °С до плюс 300 °С осуществляют в следующем порядке:
- измеряют величину электрического сопротивления цепи центрального электрода;
- выдерживают свечу зажигания в течение 2 ч при температуре 150 °С и измеряют величину электрического сопротивления цепи центрального электрода при указанной выше температуре;
- выдерживают свечу зажигания в течение 30 мин при температуре (25 ± 10) °С и измеряют величину электрического сопротивления цепи центрального электрода;
- выдерживают свечу зажигания в течение 15 мин при температуре 300 °С;
- выдерживают свечу зажигания в течение 30 мин при температуре (25 ± 10) °С и измеряют величину электрического сопротивления цепи центрального электрода;
- выдерживают свечу зажигания в течение 30 мин при температуре от минус 38 °С до минус 40 °С;
- выдерживают свечу зажигания в течение 30 мин при температуре (25 ± 10) °С и измеряют величину электрического сопротивления цепи центрального электрода.
6.15.2 Проверку стабильности электрического сопротивления цепи центрального электрода (4.17) осуществляют после воздействия импульсов высокого напряжения величиной от 15 до 25 кВ, частотой (20 ± 5) Гц, при температуре (25 ± 10) °С, в течение 250 ч.
Допускается проверять стабильность электрического сопротивления цепи центрального электрода после воздействия импульсов высокого напряжения величиной от 15 до 25 кВ, частотой (20 ± 5) Гц, при температуре (200 ± 10) °С в течение 50 ч.
6.16 Испытания на надежность свечей зажигания (4.20) проводят в условиях эксплуатации на двигателях внутреннего сгорания, находящихся в технически исправном состоянии.
Допускается проводить испытания на надежность в стендовых условиях по ускоренному методу.
Периодичность технического обслуживания свечей зажигания в эксплуатации - по инструкции предприятия-изготовителя.
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие свечей зажигания требованиям настоящего стандарта при соблюдении условий эксплуатации, монтажа, транспортирования и хранения.
Гарантийный срок эксплуатации свечей зажигания - 18 месяцев при наработке не более указанной в 4.20.
7.2 Гарантийный срок эксплуатации свечей зажигания, изготовленных для обеспечения потребностей обороны страны, устанавливают равным гарантийному сроку эксплуатации объекта, на котором они установлены, но не более 10 лет при наработке не более указанной в 4.20.
7.3 Гарантийный срок хранения свечей зажигания, поставляемых в запасные части - 3 года, для обеспечения потребностей обороны - 10 лет (с переконсервацией через 5 лет).
Приложение А
(рекомендуемое)
Установочное место под свечу зажигания в головке цилиндра двигателя
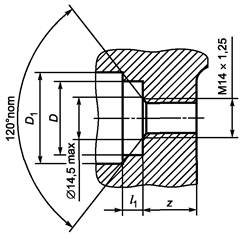
Размеры установочного места в головке цилиндра двигателя под свечу зажигания с плоской опорной поверхностью, с плоской опорной поверхностью и 16 мм шестигранником, компактную с плоской опорной поверхностью должны соответствовать указанным на рисунке А.1 и в таблице А.1; подсвечу с конической опорной поверхностью и компактную с конической опорной поверхностью - на рисунках А.2, А.3 и в таблице А.2.
Длину резьбовой части гнезда Z необходимо выбрать таким образом, чтобы торец корпуса свечи зажигания находился строго заподлицо со стенкой камеры сгорания.
Исполнение 1
Исполнение 2
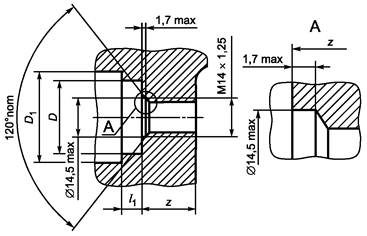
Рисунок А.1
Таблица А.1
В миллиметрах
|
Исполнение |
D, не менее |
D1, не менее |
l1, не более |
|
|
С плоской опорной поверхностью |
1,2 |
22,0 |
30,0 |
9,0 |
|
С плоской опорной поверхностью и 16 мм шестигранником |
1,2 |
21,2 |
24,0 |
3,0 |
|
Компактная с плоской опорной поверхностью |
1,0 |
22,0 |
30,0 |
2,0 |
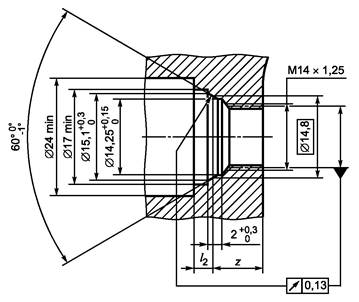
Рисунок А.2
Таблица А.2
В миллиметрах
|
l2, не более |
|
|
С конической опорной поверхностью |
5,5 |
|
Компактная с конической опорной поверхностью |
2,0 |
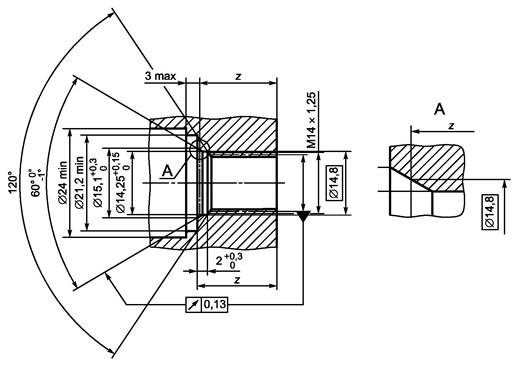
Рисунок А.3
Приложение Б
(рекомендуемое)
Типовые формы документов, оформляемых в процессе испытаний
Форма Б.1 - Протокол испытаний
|
Лист 1 Всего листов 2 УТВЕРЖДАЮ _____________________________________ должность руководителя испытательной лаборатории* __________________ _______________ личная подпись инициалы, фамилия М. П. Дата __________ Протокол ______________ испытаний вид испытаний № _____ от ___________ 20____ г. 1 Испытуемое изделие ______________________________________________________ наименование и чертежное обозначение, __________________________________________________________________________ идентификационный номер изделия 2 Предприятие-изготовитель испытуемого изделия ______________________________ __________________________________________________________________________ наименование и адрес 3 Испытательная лаборатория ________________________________________________ наименование и адрес 4 Дата поступления образцов на испытания _____________________________________ 5 Количество испытываемых образцов _________________________________________ 6 Дата проведения испытаний ________________________________________________ 7 Технические требования ___________________________________________________ наименование документа 8 Методы испытаний ________________________________________________________ наименование документа |
____________
* Предприятие (организация), испытательный центр, специальная лаборатория, подразделение предприятия (организации) и т.п., осуществляющие испытания.
|
Лист 2 Всего листов 2 Продолжение протокола _____________ испытаний вид испытаний № ____ от ________ 20___ г. 9 Результаты испытаний: |
||||
|
Испытываемый параметр |
Установленные требования |
Результат испытания |
||
|
10 Заключение _____________________________________________________________ __________________________________________________________________________ __________________________________________________________________________ Испытания провел (должностное лицо): _________________________ __________________ ____________________ должность личная подпись инициалы, фамилия Дата ______________ |
||||
Форма Б.2 - Акт о результатах периодических испытаний
|
Лист 1 Всего листов 1 УТВЕРЖДАЮ ______________________________________ должность руководителя предприятия-изготовителя __________________ ________________ личная подпись инициалы, фамилия М. П. Дата __________ АКТ № _______ о результатах периодических испытаний № _____ от ___________ 20____ г. 1 Испытуемое изделие ______________________________________________________ наименование и чертежное обозначение, __________________________________________________________________________ идентификационный номер изделия 2 Предприятие-изготовитель изделия _________________________________________ наименование и адрес 3 Результаты испытаний ____________________________________________________ положительный или отрицательный результат в целом; при отрицательном __________________________________________________________________________ результате перечисляют выявленные дефекты или приводят ссылки на перечень дефектов 4 Заключение ______________________________________________________________ выдержали или не выдержали изделия периодические испытания 5 Акт составлен на основании Протокола периодических испытаний № _____________ от «___» ______________ 20___ г. Данные результаты периодических испытаний распространяются на продукцию, выпускаемую до ___________________________________________________________ месяц, год Акт составил (должностное лицо): _________________________ __________________ ____________________ должность личная подпись инициалы, фамилия Дата ___________ |
Форма Б.3 - Акт о результатах типовых испытаний
|
Лист 1 Всего листов 1 УТВЕРЖДАЮ ______________________________________ должность руководителя предприятия-изготовителя __________________ ________________ личная подпись инициалы, фамилия М. П. Дата ___________ АКТ № _______ о результатах типовых испытаний № _____ от ___________ 20____ г. 1 Испытанное изделие _______________________________________________________ наименование и чертежное обозначение, идентификационный _______________________, изготовленное _____________________________________ номер изделия месяц и год изготовления 2 Предприятие-изготовитель изделия __________________________________________ наименование и адрес 3 Цель испытаний: оценка эффективности и целесообразности предлагаемых изменений _________________________________________________________________ внесенные изменения 4 Результаты испытаний _____________________________________________________ положительный или отрицательный результат в целом; __________________________________________________________________________ при наличии отрицательных результатов их перечисляют 5 Заключение _____________________________________________________________ соответствует (не соответствует) образец изделий требованиям программы испытаний; __________________________________________________________________________ подтверждена (не подтверждена) целесообразность внесения предлагаемых изменений в конструкцию, __________________________________________________________________________ в технологический процесс изготовления 6 Акт составлен на основании Протокола типовых испытаний № ___________________ от «___» ______________ 20___ г. Акт составил (должностное лицо): _________________________ __________________ ____________________ должность личная подпись инициалы, фамилия Дата ___________ |
Приложение В
(рекомендуемое)
Калильное число характеризует тепловые свойства свечи зажигания. Критерием для оценки тепловых свойств свечи зажигания служит величина среднего индикаторного давления, кгс/см2, на пороге калильного зажигания. Испытания по определению калильного числа проводят на специальной моторной установке путем постепенного повышения тепловой нагрузки на свечу до момента, при котором появляется калильное зажигание.
В.1 Оборудование для проведения испытаний
Установка для определения калильного числа свечи зажигания состоит из:
- одноцилиндрового четырехтактного двигателя с рабочим объемом (285 ± 4) см3 и степенью сжатия 5, 6 жидкостного охлаждения с наддувом, имеющего головку цилиндра со сменными вставками под свечу зажигания различных размеров и конструкции и резьбовым отверстием для установки термопары в камеру сгорания;
- нагрузочного устройства (динамометра);
- систем питания топливом и воздухом, охлаждения, смазки, зажигания, выпуска отработавших газов;
- контрольно-измерительной аппаратуры.
В Российской Федерации находится в эксплуатации установка для определения калильных чисел свечей зажигания типа «УВП».
В.2 Рабочие условия для проведения испытаний
Таблица В.2
|
Наименование параметра |
Характеристика параметра для установок типа «УВП» |
|
Частота вращения коленчатого вала |
(2700 ± 10) мин-1 |
|
Угол опережения зажигания |
(40 ± 1)° |
|
Система зажигания |
Батарейная напряжением 12 В |
|
Воздух для смеси с топливом на входе в двигатель: температура топливо |
(105 ± 5) °С Смесь 98 % химически чистого бензола (С6Н6) и 2 % моторного масла. Допускается добавление 3 см3 этиловой жидкости на 4,103 см3 указанной смеси |
|
Масло для двигателя |
Бесприсадочное моторное масло с вязкостью 20 сСт (при температуре 100 °С) |
|
Давление масла |
(0,65 ± 0,1) МПа |
|
Температура масла |
(85 ± 2) °С |
|
Жидкость для охлаждения цилиндра, головки цилиндра и вставки свечи зажигания |
вода, этиленгликоль или их смесь |
|
Температура в рубашке цилиндра и головки цилиндра |
(95 ± 2) °С |
|
Температура в рубашке вставки |
(95 ± 2) °С |
|
Состав топливно-воздушной смеси |
соответствующий максимальной температуре в камере сгорания на каждом нагрузочном режиме |
В.3 Подготовка свечи зажигания к испытаниям
Свечу зажигания проверяют по 4.6 и 4.7.
В.4 Проведение испытаний
В.4.1 Двигатель прогревают согласно инструкции по эксплуатации установки со свечой зажигания, не предназначенной для испытаний.
В.4.2 Свечу зажигания, предназначенную для испытаний, ввертывают в головку цилиндра с усилием, указанным в 4.18.
В.4.3 В процессе испытаний давление наддува повышают ступенчато по 80 мм рт. ст. При этом на каждой ступени нагрузки путем изменения состава топливно-воздушной смеси устанавливают максимальную температуру газов в камере сгорания двигателя.
После каждого повышения давления наддува двигатель в течение 3 мин выдерживают на новом режиме работы для стабилизации температуры свечи. Повышение давления наддува необходимо продолжать до возникновения калильного зажигания.
При использовании ионизационного индикатора (на установках типа «УВП») зажигание считается калильным, если каждую минуту возникает от 6 до 10 самопроизвольных воспламенений.
При переходе двигателя на калильное зажигание необходимо прекратить подачу топлива, давление наддува уменьшить на 5 кПа (0,05 кгс/см2), после чего подачу топлива вновь отрегулировать на максимальную температуру в камере сгорания.
При повторном возникновении калильного зажигания нужно уменьшить давление наддува на 2,5 кПа, а при отсутствии калильного зажигания - повысить давление наддува на 2,5 кПа.
В.4.4 Для расчета калильного числа используют значение среднего индикаторного давления, измеренного при стабильном режиме работы двигателя, и при давлении наддува, на 2,5 кПа меньшем, чем при калильном зажигании.
При использовании ионизационного индикатора за порог калильного зажигания принимают величину среднего индикаторного давления, при котором в цилиндре двигателя за одну минуту происходит от 6 до 10 самопроизвольных воспламенений.
Величину механических потерь определяют путем принудительного прокручивания двигателя при рабочей частоте вращения коленчатого вала и давления наддува, равного атмосферному.
В.5 Расчет калильного числа
Среднее индикаторное давление Рик, кгс/см2, на пороге калильного зажигания вычисляют по формуле
Рик = А×K(Р + Рм), (В.1)
где А - коэффициент пропорциональности для различных установок;
K - коэффициент, учитывающий параметры двигателя и нагрузочного устройства для пересчета размерностей;
Р - показание динамометра при работе двигателя на пороге калильного зажигания;
Рм - показание динамометра при прокручивании двигателя.
При обнаружении несоответствия определенных по данным методам и регламентируемых стандартом значений калильных чисел завод-изготовитель устанавливает причины расхождения и разрабатывает мероприятия по их устранению.
Библиография
[1] ОСТ 37.003.036-87 Изоляторы керамические для искровых свечей зажигания. Технические условия
Ключевые слова: двигатели автомобильные, свечи зажигания искровые с плоской и конической опорной поверхностью