Технический
комитет по стандартизации
«Трубопроводная арматура и сильфоны» (ТК 259)
Закрытое
акционерное общество «Научно-производственная фирма
«Центральное конструкторское бюро арматуростроения»
|
ЦКБА |
|
СТАНДАРТ ЦКБА |
СТ ЦКБА 093-2010
Арматура трубопроводная
СОЕДИНЕНИЯ НЕПОДВИЖНЫЕ С КОНИЧЕСКОЙ
ПРОКЛАДКОЙ
Конструкция и размеры
Санкт-Петербург
2010
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом «Научно-производственная фирма «Центральное конструкторское бюро арматуростроения» (ЗАО «НПФ «ЦКБА»)
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом от «31» 03.2010 г. № 19
3 СОГЛАСОВАН Техническим комитетом по стандартизации «Трубопроводная арматура и сильфоны» (ТК 259)
4 ВЗАМЕН РД 26-07-266-86 «Арматура трубопроводная. Соединения неподвижные с конической прокладкой. Конструкция и размеры»
СТ ЦКБА 093-2010
СТАНДАРТ ЦКБА
|
Арматура трубопроводная СОЕДИНЕНИЯ
НЕПОДВИЖНЫЕ |
Дата введения 01.07.2010
1 Область применения
Настоящий стандарт распространяется на соединения неподвижные с конической прокладкой и устанавливает конструкцию и размеры конических металлических прокладок (КМП) и посадочных мест в узлах уплотнений разъёмных неподвижных соединений «корпус-крышка» трубопроводной арматуры с номинальным давлением (PN) в узлах уплотнения арматуры до 32,0 МПа (320 кгс/см2) и температурой среды от минус 253 °С до плюс 600 °С.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаропрочные. Марки
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 19755-84 Прокладки уплотнительные металлические конические для закрытых затворов соединений. Технические условия
3 Конструкция и основные размеры
3.1 Конструкция узла уплотнения с КМП приведена на рисунке 1.
3.2 Конструкция и размеры КМП и посадочных мест в крышке и корпусе выполняются в соответствии с рисунками 2, 3, 4 и таблицей 1.
3.3 Неуказанные предельные отклонения угловых размеров КМП - по 14 степени точности ГОСТ 8908.
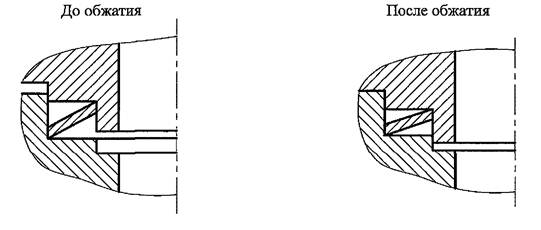
Рисунок 1 - Конструкция узла уплотнения с КМП
* Размер для справок
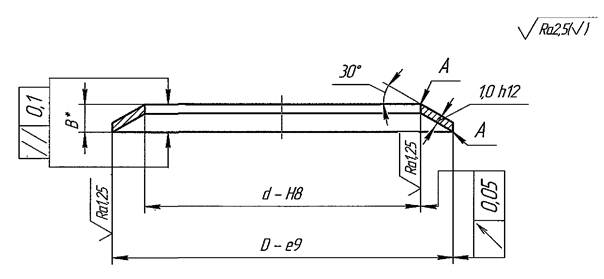
Рисунок 2 - Конструкция и размеры КМП
* Размер для справок
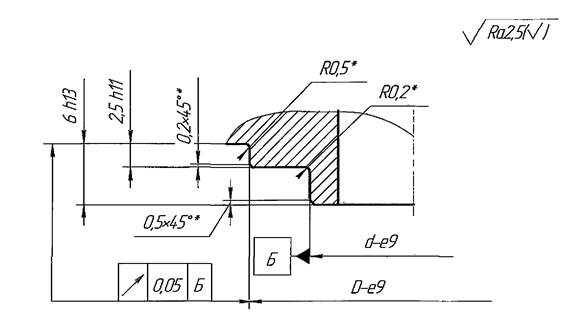
Рисунок 3 - Посадочные места под КМП в крышке

* Размеры обеспечиваются инструментом.
Рисунок 4 - Посадочные места под КМП в корпусе
Таблица 1 - Размеры прокладок и посадочных мест
|
D |
Предельные отклонения |
d |
Предельные отклонения |
1-H11 |
В |
Масса |
||
|
Вал |
Отверстие |
Вал |
Отверстие |
|||||
|
28 |
-0,040
|
+0,033 |
22 |
-0,040 |
+0,033 |
4,2 |
2,6 |
2,1 |
|
30 |
24 |
2,3 |
||||||
|
31 |
-0,050 -0,112 |
+0,039 |
25 |
2,4 |
||||
|
32 |
26 |
2,5 |
||||||
|
34 |
28 |
2,6 |
||||||
|
36 |
30 |
2,8 |
||||||
|
38 |
32 |
-0,050 |
+0,039 |
3,0 |
||||
|
40 |
34 |
3,1 |
||||||
|
42 |
36 |
3,3 |
||||||
|
44 |
38 |
3,5 |
||||||
|
46 |
40 |
3,7 |
||||||
|
48 |
42 |
3,8 |
||||||
|
51 |
-0,060
|
+0,046 |
45 |
4,1 |
||||
|
57 |
48 |
4,5 |
3,5 |
6,7 |
||||
|
59 |
50 |
6,9 |
||||||
|
62 |
53 |
-0,060 |
+0,046 |
7,3 |
||||
|
65 |
56 |
7,7 |
||||||
|
69 |
60 |
8,2 |
||||||
|
72 |
63 |
8,6 |
||||||
|
76 |
67 |
9,1 |
||||||
|
80 |
71 |
9,6 |
||||||
|
84 |
-0,072 |
+0,054 |
75 |
10,1 |
||||
|
89 |
80 |
10,8 |
||||||
|
94 |
85 |
-0,072 |
+0,054 |
11,4 |
||||
|
99 |
90 |
12,0 |
||||||
|
104 |
95 |
12,7 |
||||||
|
109 |
100 |
13,3 |
||||||
|
114 |
105 |
13,9 |
||||||
|
122 |
-0,085 |
+0,063 |
110 |
5,0 |
4,3 |
19,7 |
||
|
132 |
120 |
21,4 |
||||||
|
137 |
125 |
-0,085 |
+0,063 |
22,2 |
||||
|
142 |
130 |
23,1 |
||||||
|
152 |
140 |
24,8 |
||||||
|
162 |
150 |
26,5 |
||||||
|
172 |
160 |
28,2 |
||||||
|
182 |
-0,100 |
+0,072 |
170 |
29,9 |
||||
|
192 |
180 |
31,5 |
||||||
|
202 |
190 |
-0,100 |
+0,072 |
33,2 |
||||
|
212 |
200 |
34,9 |
||||||
|
222 |
210 |
36,6 |
||||||
|
232 |
220 |
38,3 |
||||||
|
252 |
-0,110 |
+0,081 |
240 |
41,7 |
||||
|
262 |
250 |
43,4 |
||||||
|
272 |
260 |
-0,110 |
+0,081 |
45,1 |
||||
|
292 |
280 |
48,5 |
||||||
|
312 |
300 |
51,9 |
||||||
|
332 |
-0,125 |
+0,089 |
320 |
-0,125 |
+0,089 |
55,3 |
||
|
352 |
340 |
58,7 |
||||||
|
372 |
360 |
62,1 |
||||||
|
392 |
380 |
65,5 |
||||||
|
412 |
-0,135 |
+0,097 |
400 |
68,9 |
||||
|
432 |
420 |
-0,135 |
+0,097 |
72,2 |
||||
4 Технические требования
4.1 КМП изготавливаются методом точения из труб, поковок и т.д. или штамповкой из листового материала в соответствии с приложением А.
4.2 Материал КМП сталь 12Х18Н10Т или 08Х18Н10Т по ГОСТ 5632.
4.3 Рабочие кромки А (рисунок 2) КМП не должны иметь заусенцев. Допускается на нерабочих кромках КМП, изготовленных методом штамповки, заусенцы не более 0,2 мм. В КМП, изготовленных методом штамповки из листового материала, допуск на толщину h12 (рисунок 2) заменяется допуском на толщину листового материала.
4.4 Твердость материала КМП должна быть равна или меньше твердости материала корпуса и крышки.
4.5 Необходимое усилие затяга шпилек Q3, Н при сборке, обеспечивающее герметичность соединения, следует рассчитывать по формуле:
Q3 = q0∙π∙D + Qp
где q0 - погонное усилие на прокладку при затяге шпилек, принимается 1,32∙105Н/м;
D - наружный диаметр прокладки, м;
Qp - усилие от давления рабочей среды, Н;
4.6 Повторное использование КМП не допускается.
4.7 Правила приемки, упаковки, транспортирования и хранения КМП - по ГОСТ 19755.
Приложение А
(рекомендуемое)
А.1 При изготовлении небольшой партии КМП диаметром D до 200 мм целесообразно изготавливать механической обработкой на токарном станке.
А.2 При изготовлении большой партии КМП диаметром D до 200 мм целесообразно изготавливать методом штамповки из листового материала.
Метод включает следующие операции:
А.2.1 Из листа вырубается кольцо - заготовка с припуском по наружному диаметру D плюс 2 мм, по внутреннему d минус 2 мм.
А.2.2 На приспособлении, указанном на рисунок А.1, кольцу-заготовке посредством пресса придается коническая форма.
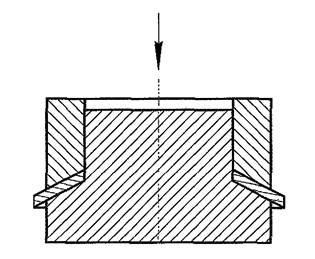
Рисунок А.1 - Приспособление
А.2.3 На штампе, указанном на рисунке А.2, производится чистовая обрезка диаметров D и d.
Направление обрезки диаметра d - сверху вниз (см. рисунок А.2а).
Направление обрезки диаметра D - снизу вверх ( см. рисунок А.2б).
А.3. При изготовлении КМП диаметром D более 200 мм целесообразно использовать метод штамповки с последующей механической обработкой диаметров d и D на токарном станке.
Метод включает следующие операции:
1) Изготовление из листового материала кольца-заготовки и придание ей конической формы аналогично А.2.1 и А.2.2.
2) Окончательная обработка диаметра D производится на приспособлении, указанном на рисунке А.3.
3) Окончательная обработка диаметра d производится на приспособлении, указанном на рисунке А.4.
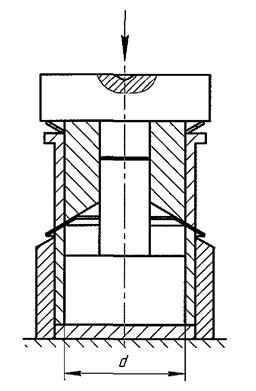
Рисунок А.2а - Штамп
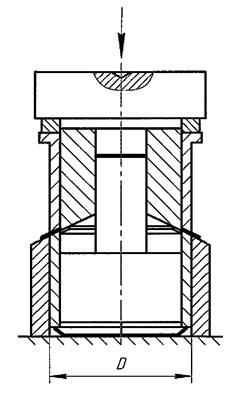
Рисунок А.2б - Штамп

Рисунок А.3 - Приспособление для окончательной обработки D
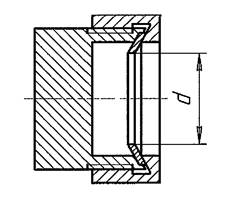
Рисунок А.4 - Приспособление для окончательной обработки d
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
№ документа |
Вход. № сопроводит., документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннулированных |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Генеральный директор |
|
В.П. Дыдычкин |
|
Заместитель генерального директора - главный конструктор |
|
B.В. Ширяев |
|
Первый заместитель |
|
Ю.И. Тарасьев |
|
Заместитель директора - |
|
C.Н. Дунаевский |
|
Заместитель директора по проектированию |
|
В.А. Горелов |
|
Начальник научно-исследовательского |
|
А.Ю. Калинин |
|
|
|
|
|
Исполнитель: |
|
|
|
Инженер технического отдела |
|
Е.А. Смирнова |
|
|
|
|
|
СОГЛАСОВАНО: |
|
|
|
Председатель ТК 259 |
|
М.И. Власов |
|
Заместитель начальника 1024 ВПМО |
|
А.А. Хапин |
Содержание