МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
|
межгосударственный |
ГОСТ |
РУКАВ
СОЕДИНИТЕЛЬНЫЙ
С ЭЛЕКТРОКОНТАКТОМ
369 А
Технические условия
|
|
Москва Стандартинформ 2010 |
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения и отмены»
Сведения о стандарте
1 РАЗРАБОТАН ОАО «Научно-исследовательский институт вагоностроения» (ОАО «НИИ вагоностроения»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 35 от 11 июня 2009 г.)
За принятие проголосовали:
|
Краткое наименование
страны |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Министерство экономики Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 сентября 2009 г. № 420-ст межгосударственный стандарт ГОСТ 31374-2009 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2010 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Межгосударственные стандарты»
ГОСТ 31374-2009
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РУКАВ СОЕДИНИТЕЛЬНЫЙ Технические условия Connection brake pipe
with electrocontact 369 A. |
Дата введения - 2010-01-01
1 Область применения
Настоящий стандарт распространяется на соединительный рукав с электроконтактом 369 А (далее - рукав), применяемый в тормозной системе моторвагонного подвижного состава, пассажирских вагонов и локомотивов.
Рукав предназначен для разъемного соединения тормозной воздушной магистрали и электрических цепей электропневматического тормоза.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.105-95 Единая система конструкторской документации. Общие требования к текстовым документам
ГОСТ 2.106-96 Единая система конструкторской документации. Текстовые документы
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.410-87 Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность
ГОСТ 38-72 Кольца резиновые уплотнительные для соединительных головок тормозных рукавов и концевых кранов автотормозов. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1335-84 Рукава резиновые с нитяным усилением для тормозной системы подвижного состава железных дорог и метрополитена без присоединительной арматуры. Технические условия
ГОСТ 2239-79 Лампы накаливания общего назначения. Технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2593-82 Рукава соединительные для тормозов подвижного состава железных дорог. Технические условия
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7462-73 Эмали НЦ-5123. Технические условия
ГОСТ 8711-93 (МЭК 51-2-84) Приборы аналоговые показывающие электроизмерительные прямого действия и вспомогательные части к ним. Часть 2. Особые требования к амперметрам и вольтметрам
ГОСТ 9736-91 Приборы электрические прямого преобразования для измерения неэлектрических величин. Общие технические требования и методы испытаний
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 23706-93 (МЭК 51-6-84) Приборы аналоговые показывающие электроизмерительные прямого действия и вспомогательные части к ним. Часть 6. Особые требования к омметрам (приборам для измерения полного сопротивления) и приборам для измерения активной проводимости
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 26828-86 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Основные параметры и размеры
3.1 Основные параметры и размеры рукава должны соответствовать указанным в таблице 1.
Таблица 1
|
Значение параметра и размер |
Пред. откл. |
|
|
Номинальное напряжение, В |
50 |
- |
|
Диаметр условного прохода, мм |
32 |
-1,0 |
|
Рабочее давление, МПа (кгс/см2), не более |
1,0 (10) |
- |
|
Масса, кг, не более |
4,15 |
- |
3.2 Габаритные и присоединительные размеры рукава указаны на рисунке в приложении А.
3.3 Пример условного обозначения соединительного рукава с электроконтактом 369 А:
Рукав 369 А ГОСТ...
4 Технические требования
4.1 Общие требования
4.1.2 Рукав должен соответствовать климатическому исполнению У категории размещения 1 по ГОСТ 15150 или другим исполнениям в соответствии с договором (контрактом) на поставку. Рукав должен обеспечивать работоспособность при температуре окружающего воздуха от минус 55 °С до плюс 55 °С.
4.1.7 Два сцепленных рукава должны выдерживать в течение 1 мин испытательное напряжение:
- 1500 В частоты 50 Гц - в сухом состоянии;
- 1000 В частоты 50 Гц - после нахождения в водяной ванне в течение 3 мин.
4.1.8 Рукав должен быть герметичным при давлении воздуха (1 ± 0,1) МПа [(10 ± 1,0) кгс/см2].
4.1.10 Резиновый рукав должен быть насажен на хвостовики головки и наконечника до упора и закреплен хомутиками (ушками в одну сторону) на расстоянии 7-16 мм от его торцов. Зазор между ушками хомутиков должен быть от 7 до 16 мм.
4.2 Требования к материалам и покупным изделиям
4.2.1 Головка и наконечник должны быть изготовлены из ковкого чугуна марок КЧ 30-6-Ф, КЧ 33-8-Ф, КЧ 35-10-Ф по ГОСТ 1215, высокопрочного чугуна марок ВЧ 40, ВЧ 45 по ГОСТ 7293.
Наконечник допускается изготовлять из стали марок 10, 20, 30, 45 по ГОСТ 1050.
4.2.2 При комплектации рукава применяют:
наконечник 1а и хомутик 49 по ГОСТ 2593;
рукав 35Д по ГОСТ 1335;
уплотнительное кольцо КУ по ГОСТ 38;
соединительную головку - по конструкторской документации;
кабель КГ-ХЛ (л) 2´2,5 или КПСРМ-ХЛ (л) 2´2,5 - по нормативной документации.
4.3 Требования к покрытиям
4.3.1 Необработанные поверхности металлических частей рукава должны быть покрыты эмалями по ГОСТ 7462.
4.3.2 Внешний вид покрытий необработанных поверхностей - по VII классу ГОСТ 9.032.
4.3.3 Детали рукава, указанные в конструкторской документации, подвергают защитному антикоррозионному покрытию по ГОСТ 9.301.
4.3.4 Детали рукава, не имеющие противокоррозийных покрытий, должны быть законсервированы по ГОСТ 9.014 смазкой, указанной в конструкторской документации. Варианты защиты - ВЗ-2.
4.3.5 На трущиеся поверхности («металл - металл», «металл - резина») и резьбовые соединения при сборке должна быть нанесена смазка в соответствии с конструкторской документацией.
4.4 Показатели надежности
4.4.1 Средняя наработка на отказ за гарантийный период - 120000 циклов торможений. Критерии отказа - нарушение герметичности, сопротивления изоляции проводов кабеля, электрической прочности резинового рукава.
4.4.2 Назначенный срок службы рукавов - 5 лет со дня ввода в эксплуатацию. Решение о возможности дальнейшей эксплуатации рукавов принимают службой эксплуатации по результатам обследования технического состояния каждого рукава в объеме предъявительских испытаний.
4.5 Требования к маркировке
4.5.1 На каждом рукаве должна быть маркировка, содержащая:
условный номер или товарный знак предприятия-изготовителя; год и месяц изготовления.
4.5.2 Маркировка должна соответствовать требованиям ГОСТ 26828 и настоящего стандарта. Место расположения, способ нанесения и размеры знаков маркировки указывают в конструкторской документации.
Транспортная маркировка грузов - по ГОСТ 14192.
4.5.3 Качество выполнения маркировки должно обеспечивать ее четкость и сохранность в течение всего срока службы.
4.5.4 По результатам сертификации - маркировать знаком соответствия по правилам Системы сертификации.
4.6 Комплектность
4.6.1 В комплект поставки должны входить:
рукав (укомплектованный согласно конструкторской документации);
паспорт на партию рукавов (по ГОСТ 2.601 и ГОСТ 2.105).
4.7 Упаковка
4.7.1 Рукава должны быть упакованы в тару в соответствии с требованиями конструкторской документации.
4.7.2 Перед отгрузкой обработанные металлические части рукава должны быть покрыты консервирующим материалом по ГОСТ 9.014.
4.7.3 Отгруженные рукава сопровождают документом, содержащим:
наименование предприятия-изготовителя;
наименование и условное обозначение рукава;
дату отгрузки;
число рукавов в партии.
5 Требования безопасности
5.1 Конструкция рукава должна соответствовать требованиям безопасности в течение всего периода эксплуатации.
5.2 Безопасность рукавов обеспечивается выполнением требований разделов 4, 6 и 7.
6 Правила приемки
6.1 Для контроля соответствия рукавов требованиям настоящего стандарта проводят предъявительские, приемосдаточные, периодические и типовые испытания по ГОСТ 15.309.
Допускается совмещение предъявительских и приемосдаточных испытаний.
6.2 Предъявительские испытания
6.2.1 При предъявительских испытаниях подвергают проверке каждый рукав на соответствие 4.1.1, 4.1.3 - 4.1.11.
Испытаниям на соответствие 4.1.8 подвергают каждый рукав; на соответствие 4.1.11 - 1 % от партии, но не менее двух рукавов.
Размер партии - число рукавов, изготовленных за смену.
6.2.2 На рукава принятой партии проставляют клеймо службы технического контроля предприятия-изготовителя в местах, указанных на рабочих чертежах.
6.3 Приемосдаточные испытания
6.3.1 Приемосдаточным испытаниям подвергают рукава, выдержавшие предъявительские испытания. Рукава предъявляют партиями. Размер партии - число рукавов, изготовленных за смену. Для приемки заказчик отбирает 5 % рукавов от партии, но не менее двух штук.
6.3.2 При приемосдаточных испытаниях рукава подвергают проверке на соответствие 4.1.1, 4.1.3 - 4.1.11, 4.5, 4.6. Приемку рукавов подтверждает представитель заказчика в сопроводительной документации.
6.3.3 При совмещении предъявительских и приемосдаточных испытаний служба технического контроля предприятия-изготовителя и представитель заказчика подтверждают приемку партии рукавов одновременно.
6.4 Периодические испытания
6.4.1 Периодическим испытаниям подвергают рукава, выдержавшие приемосдаточные испытания.
Периодические испытания проводят по программе, согласованной с заказчиком.
6.4.2 Испытания включают:
контроль массы и габаритных размеров на соответствие 3.1, 3.2 - один раз в год; климатические испытания (на воздействие климатических факторов) на соответствие 4.1.3, 4.1.4, 4.1.6, 4.1.8 - два раза в год.
Климатические испытания проводят при температуре окружающего воздуха минус (55 ± 3) °С.
6.4.3 Отбор образцов рукавов для проведения периодических испытаний проводят методом случайной выборки по ГОСТ 18321.
6.5 Типовые испытания
6.5.1 Типовым испытаниям подвергают рукава, выдержавшие приемосдаточные испытания, после внесения в конструкцию или технологию их производства изменений, которые могут повлиять на технические характеристики.
Решение о проведении типовых испытаний принимает изготовитель по согласованию с заказчиком.
6.5.2 Испытания на надежность, включающие требования 4.4, проводят на стадии постановки на производство и при типовых испытаниях- по программе, согласованной с заказчиком.
6.6 Результаты приемосдаточных испытаний оформляют протоколом, результаты периодических испытаний - актом и протоколом, который должен отражать также и результаты приемосдаточных испытаний. Результаты типовых испытаний оформляют актом с приложением протокола испытаний.
6.7 Протоколы испытаний должны содержать нормативные и фактические параметры рукавов.
6.8 К протоколам периодических и типовых испытаний прилагают:
перечень испытательного оборудования с указанием его основных характеристик;
перечень средств измерений с указанием их основных характеристик;
иную документацию, если она оговорена программой или методикой испытаний.
6.9 При несоответствии хотя бы одного рукава требованиям настоящего стандарта, допускаются повторные испытания на удвоенном количестве рукавов. Результаты испытаний являются окончательными.
7 Методы испытаний
7.1 Испытаниям на соответствие требованиям настоящего стандарта подвергают образцы рукавов в объеме, установленном в программе испытаний, которая должна быть согласована заказчиком и утверждена изготовителем.
Предъявительские и приемосдаточные испытания проводят при температуре воздуха помещения цеха.
Периодические испытания при температуре минус (55 ± 3) °С проводят после выдержки рукава при этой температуре не менее 4 ч.
7.2 Программа испытаний должна содержать следующие сведения:
наименование объекта испытаний;
методическую базу для проведения испытаний;
цель проведения испытаний;
о персонале, уполномоченном проводить испытания, и распределении полномочий между ним;
место и время проведения испытаний.
7.3 Испытания проводят по типовым или рабочим методикам или программам. Рабочие методики разрабатывают при отсутствии типовых методик или в целях их дополнения и конкретизации. Рабочие методики не должны противоречить типовым. Правила разработки программ и методик испытаний - по ГОСТ 2.106.
7.4 Контроль требований 4.1.9, 4.3.2, 4.3.4, 4.5, 4.6, 4.7 следует проводить визуально.
7.5 Контроль линейных размеров проводят линейкой или штангенциркулем по ГОСТ 427 и ГОСТ 166. Контроль массы проводят на весах по ГОСТ 29329.
7.6 Проверку электрического контакта одноименных проводов сцепленных рукавов (см. 4.1.3) проводят напряжением не более 36 В переменного тока или 50 В постоянного тока по схеме, приведенной в приложении Б.
7.7 Контроль напряжения проводят вольтметрами с пределами измерений до 75 и 2000 В класса точности не ниже 1,5 по ГОСТ 8711.
7.8 Контроль замыкания концов разноименных проводов (см. 4.1.6) проводят напряжением не более 36 В переменного тока или 50 В постоянного тока по схеме, приведенной в приложении В.
7.9 Контроль электрического контакта и замыкания концов разноименных проводов проводят электрической лампой по ГОСТ 2239.
7.10 Контроль сопротивления изоляции (см. 4.1.4, 4.1.5) проводят по схемам, приведенным в приложениях Г и Д, мегаомметром напряжением до 1000 В по ГОСТ 23706.
7.11 Устойчивость рукава к испытательному напряжению (см. 4.1.7) контролируют следующим образом: наконечники диаметром 6,1 мм одного рукава и 8,1 мм другого подключают к клеммам источника переменного тока. При достижении испытательного напряжения рукава выдерживают в течение 1 мин. Результаты испытаний считают положительными, если не происходит пробоя изоляции.
7.12 Испытания рукава на герметичность (см. 4.1.8) проводят в водяной ванне. Один конец рукава (со стороны наконечника) заглушают, другой присоединяют к источнику сжатого воздуха, при этом в течение 1 мин не должно быть обнаружено появления пузырьков воздуха. При появлении пузырьков рукав выдерживают в воде до 10 мин. Если за это время появление пузырьков прекратится - рукав считают годным.
7.13 Испытания на прочность рукава в сборе (см. 4.1.11) проводят на специальном стенде. Один конец рукава (со стороны наконечника) заглушают, другой присоединяют к магистрали с гидравлическим давлением 2+0,1 МПа (20+1,0° кгс/см2).
Рукав считают выдержавшим испытание, если в течение 1 мин не произошло срыва деталей. Допустимый остаточный сдвиг деталей - не более 2,5 мм.
7.14 Допускается испытания на прочность и герметичность проводить без электрической части рукава.
7.15 Контроль давления при испытаниях рукавов на прочность и герметичность следует проводить манометрами по ГОСТ 2405 с пределами измерений:
1,6 МПа (16 кгс/см2) класса точности не ниже 2,5;
2,5 МПа (25 кгс/см2) класса точности не ниже 0,6.
7.16 Контроль времени испытаний проводят средствами измерений с погрешностью не более 1 с.
7.17 Температуру измеряют термометром по ГОСТ 28498 или другими приборами класса точности не ниже 1,5 по ГОСТ 9736.
7.18 Контроль показателей надежности (см. 4.4) проводят по ГОСТ 27.410.
7.19 Применяемое испытательное оборудование и средства измерений должны быть аттестованы, поверены, калиброваны в установленном порядке.
7.20 Соответствие применяемых при изготовлении рукавов материалов установленным требованиям контролируют по сертификатам поставки или результатам входного контроля по ГОСТ 24297.
8 Транспортирование и хранение
8.1 Рукава транспортируют любым видом крытого транспорта при соблюдении правил перевозок грузов, действующих на транспорте конкретного вида.
8.2 При погрузке и выгрузке рукавов не допускается сбрасывать их из транспортных средств.
8.3 Не допускается хранение рукавов в помещениях с наличием в воздухе паров кислот, щелочей и других агрессивных примесей, действующих разрушающе на резиновые детали и лакокрасочные покрытия.
8.4 Рукава следует хранить в сухих помещениях на стеллажах, которые должны находиться на расстоянии не менее 1 м от теплоизлучающих приборов. Не допускается попадание прямых солнечных лучей.
8.5 Рукава, находящиеся на складах предприятия-изготовителя свыше 12 мес, подлежат осмотру. При обнаружении коррозии необходимо провести местную переконсервацию по ГОСТ 9.014.
8.6 Условия хранения рукавов в части воздействия климатических факторов - по 2(C) ГОСТ 15150.
9 Указания по эксплуатации
9.1 Применение рукавов должно быть согласовано с предприятием-изготовителем.
9.2 Установку и замену рукавов на подвижном составе следует проводить при отключенных источниках питания электрического тока и сжатого воздуха.
9.3 Виды технического обслуживания:
техническое обслуживание с заменой смазки - один раз в два года;
техническое обслуживание с заменой резиновых деталей (кроме рукава 35Д по ГОСТ 1335) - один раз в три года.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель гарантирует соответствие рукавов требованиям настоящего стандарта при соблюдении правил транспортирования, хранения и эксплуатации.
10.2 Гарантийный срок эксплуатации рукавов - три года со дня отгрузки заказчику.
10.3 Гарантийный срок хранения рукавов без переконсервации - один год.
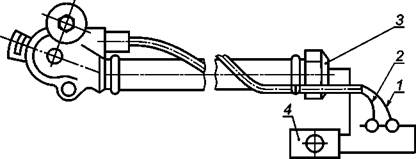
Приложение А
(обязательное)
Габаритные и присоединительные размеры рукава
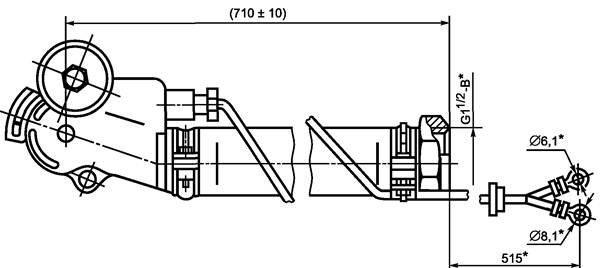
__________
Размеры для справок
Рисунок А.1
Приложение Б
(обязательное)
Схема
проверки электрического контакта
одноименных проводов сцепленных рукавов
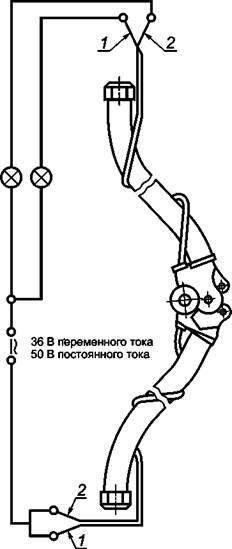
1, 2 - жила кабеля
Рисунок Б.1
Приложение В
(обязательное)
Схема проверки замыкания концов разноименных проводов
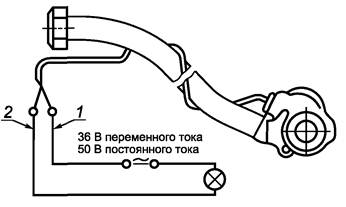
1, 2 - жила кабеля
Рисунок В.1
Приложение Г
(обязательное)
Схема
проверки сопротивления изоляции
разноименных проводов сцепленных рукавов
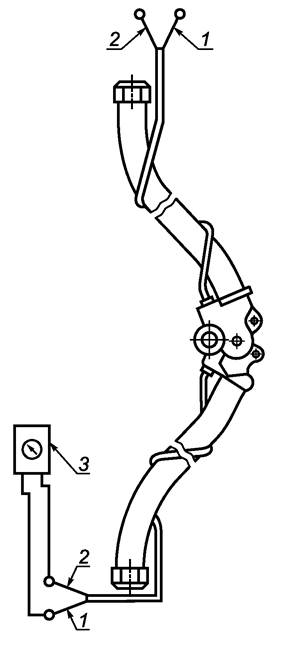
1, 2 - жила кабеля; 3- мегаомметр
Рисунок Г.1
Приложение Д
(обязательное)
Схема
проверки сопротивления изоляции
между наконечниками проводов кабеля и корпусом наконечника
1, 2 - жила кабеля; 3 - наконечник рукава; 4 - мегаомметр
Рисунок Д.1
Ключевые слова: рукав соединительный с электроконтактом, тормозная система, моторвагонныи подвижной состав, пассажирские вагоны, локомотивы
Содержание