ФЕДЕРАЛЬНОЕ
АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|

|
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
|
ГОСТ Р ЕН
13898-2009
|
Безопасность
металлообрабатывающих станков
СТАНКИ
ОТРЕЗНЫЕ
ДЛЯ ХОЛОДНОЙ РЕЗКИ МЕТАЛЛОВ
EN 13898:2003
Machine tools - Safety - Sawing machines for cold metal
(IDT)
|

|
Москва
Стандартинформ
2009
|
Предисловие
Цели и принципы стандартизации в Российской Федерации
установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ
«О техническом регулировании», а правила применения национальных стандартов
Российской Федерации - ГОСТ Р
1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым
акционерным обществом «Экспериментальный научно-исследовательский институт
металлорежущих станков» (ОАО «ЭНИМС») на основе собственного аутентичного
перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом
по стандартизации ТК70 «Станки»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Приказом Федерального агентства по техническому регулированию и метрологии от
18 июня 2009 г. № 206-ст
4 Настоящий стандарт идентичен
европейскому стандарту ЕН 13898:2003 «Безопасность металлообрабатывающих
станков. Станки отрезные для холодной резки металлов» (EN
13898:2003 «Machine tools - Safety - Sawing machines for cold metal»).
При применении настоящего стандарта рекомендуется
использовать вместо ссылочных международных (региональных) стандартов
соответствующие им национальные стандарты, сведения о которых приведены в
дополнительном приложении Е
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту
публикуется в ежегодно издаваемом информационном указателе «Национальные
стандарты», а текст изменений и поправок - в ежемесячно издаваемых
информационных указателях «Национальные стандарты». В случае пересмотра
(замены) или отмены настоящего стандарта соответствующее уведомление будет
опубликовано в ежемесячно издаваемом информационном указателе «Национальные
стандарты». Соответствующая информация, уведомление и тексты размещаются также
в информационной системе общего пользования - на официальном сайте Федерального
агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
Введение
В настоящем стандарте приведен перечень основных опасностей
и их источников при работе на отрезных станках для холодной резки металлов,
устанавлены методы их проверки, а также меры по предотвращению опасностей с
целью обеспечения выпуска безопасной продукции, соответствующей международным
требованиям в дополнении к ГОСТ
12.2.009 «Станки металлорежущие. Общие требования безопасности».
Настоящий стандарт является стандартом типа С в соответствии
с ЕН 292:1991 и ЕН 1070:1998.
Дополнительная информация дана в стандартах типов А и В,
ссылки на которые имеются в тексте.
Рисунки даны только для примера и не являются единственной
интерпретацией текста.
Стандарт предназначен для конструкторов, изготовителей,
потребителей станков и других заинтересованных лиц и организаций.
ГОСТ Р EH 13898-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
Безопасность металлообрабатывающих
станков
СТАНКИ ОТРЕЗНЫЕ ДЛЯ ХОЛОДНОЙ РЕЗКИ
МЕТАЛЛОВ
Safety of machine
tools. Sawing machines for metal cold cutting
|
Дата введения -2010 - 07-01
Настоящий стандарт устанавливает требования к безопасности и
определяет меры, которые должны принимать лица, осуществляющие проектирование,
изготовление и поставку (включая монтаж/демонтаж, транспортировку и техническое
обслуживание) отрезных станков для холодной резки металлов (черных и цветных)
или материалов, частично состоящих из металла, с использованием отрезных
инструментов (отрезных фрез, дисковых сегментных пил, ножовочных пил,
непрерывных ленточных пил). Отрезные фрезы и дисковые сегментные пилы в
дальнейшем будут именоваться дисковый отрезной инструмент.
Настоящий стандарт предусматривает использование станков по
назначению, включая возможное неправильное их применение, техническое
обслуживание, наладку, уборку и т.п. Он предполагает доступ к станку со всех
сторон, при этом в нем описаны средства по сокращению рисков для операторов и
других работающих.
Настоящий стандарт распространяется также на дополнительные
устройства, если они являются неотъемлемой частью станка. Там, где такие
устройства не являются неотъемлемой частью станка, проектировщики и
изготовители должны обеспечивать безопасное соединение этих устройств со
станком.
Настоящий стандарт применяется к станкам, изготовленным
после даты его введения.
В настоящем стандарте использованы датированные и
недатированные ссылки на международные (региональные) стандарты. При
датированных ссылках последняя редакция международных (региональных) стандартов
или изменения к ним могут быть действительны для настоящего стандарта только
после введения изменений к настоящему стандарту или путем подготовки новой
редакции настоящего стандарта. При недатированных ссылках действительно
последнее издание приведенного ссылочного стандарта, включая изменения.
ЕН 292-1:1991 Безопасность машин. Основные понятия, общие
принципы конструирования. Часть 1. Основные термины, методология
ЕН 292-2:1991 Безопасность машин. Основные понятия, общие
принципы конструирования. Часть 2. Технические принципы
ЕН 292-2:1991+А1:1995 Безопасность машин. Основные понятия,
общие принципы конструирования. Часть 2. Технические принципы
ЕН 294:1992 Безопасность машин. Безопасные расстояния для
предохранения верхних конечностей от попадания в опасную зону
ЕН 349:1993 Безопасность машин. Минимальные расстояния для
предотвращения защемления частей человеческого тела
EH 414:2000 Безопасность
оборудования. Правила разработки и оформления стандартов по безопасности
ЕН 418:1992 Безопасность машин. Установки аварийного
выключения. Функциональные аспекты. Принципы
ЕН 614-1:1995 Безопасность оборудования. Эргономические
принципы конструирования. Часть 1. Термины и общие положения
ЕН 614-2 Безопасность оборудования. Эргономические принципы
конструирования. Часть 2. Взаимосвязь между конструкцией машины и ее работой
ЕН 626-1 Безопасность машин. Снижение рисков для здоровья от
воздействия выделяющихся при эксплуатации машин вредных веществ. Часть 1.
Основные положения для изготовителей машин
ЕН 811 Безопасность машин. Безопасные расстояния для
предохранения нижних конечностей от попадания в опасную зону
ЕН 842 Безопасность машин. Основные характеристики
оптических и звуковых сигналов опасности. Технические требования и методы
контроля
ЕН 894-1:1997 Безопасность машин. Эргономические требования
по конструированию средств отображения информации и органов управления. Часть
1. Общие основы взаимодействия пользователя со средствами отображения
информации и органами управления
ЕН 894-2:1997 Безопасность машин. Эргономические требования
и данные для проектирования дисплеев и приводных устройств. Часть 2. Дисплеи
ЕН 894-3:2000 Безопасность машин. Эргономические требования
по конструированию средств отображения информации и органов управления. Часть
3. Исполнительные механизмы системы управления
ЕН 953:1997 Безопасность машин. Ограждения. Общие требования
по конструированию ограждений
ЕН 954-1:1996 Безопасность машин. Элементы системы
управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ЕН 981 Безопасность машин. Основные характеристики
оптических и звуковых сигналов опасности
ЕН 982:1996 Безопасность машин. Требования безопасности к
гидравлическим и пневматическим системам и их компонентам. Гидравлика
ЕН 983:1996 Безопасность машин. Требования безопасности к
гидравлическим и пневматическим системам и их компонентам. Пневматика
ЕН 999 Безопасность машин. Расположение защитных устройств с
учетом скоростей приближения частей тела человека
ЕН 1005-1 Безопасность машин. Физические возможности
человека. Часть 1. Термины и определения
ЕН 1005-2 Безопасность машин. Физические возможности
человека. Часть 2. Составляющая ручного труда при работе с машинами и
механизмами
ЕН 1005-3 Безопасность машин. Физические возможности
человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах
ЕН 1033 Вибрация плеча. Лабораторные измерения вибрации
машин с ручным управлением на поверхности захвата. Общие положения
ЕН 1037:1995 Безопасность машин. Предотвращение неожиданного
пуска
ЕН 1050:1996 Безопасность машин. Принципы оценки и
определения риска
ЕН 1070:1998 Безопасность машин. Терминология
ЕН 1088:1995 Безопасность машин. Блокировочные устройства,
связанные с защитными устройствами. Принципы конструирования и выбора
ЕН 1299 Колебания и удары механические. Виброизоляция машин.
Указания по изоляции источников колебаний
ЕН 1760-1:1997 Безопасность машин. Защитные устройства,
реагирующие на давление. Часть 1. Общие принципы конструирования и испытания
ковриков и полов, реагирующих на давление
ЕН 1837:1999 Безопасность машин. Встроенное освещение машин
ЕН 60204-1:1997 Безопасность машин. Электрооборудование
машин и механизмов. Часть 1. Общие требования (МЭК 204-1:1991,
модифицированный)
ЕН 61000-6-2 Электромагнитная совместимость (ЭМС). Часть
6-2. Общие стандарты. Экология промышленной среды (МЭК61000-6-2:1999,
модифицированный)
ЕН 61000-6-4 Электромагнитная совместимость (ЭМС). Часть
6-4. Общие стандарты. Нормы выброса в атмосферу (МЭК61000-6-4:1997,
модифицированный)
EH 61496-1:1997 Безопасность машин.
Электрочувствительное защитное оборудование. Часть 1. Общие требования и
испытания (МЭК 61496-1:1997)
ЕН ИСО 3744:1995 Акустика. Определение уровня звуковой
мощности источников шума по звуковому давлению. Технический метод в существенно
свободном звуковом поле над звукоотражающей плоскостью (ИСО 3744:1994)
ЕН ИСО 3746:1995 Акустика. Определение уровня звуковой
мощности источников шума по звуковому давлению. Ориентировочный метод с
использованием измерительной поверхности над звукоотражающей плоскостью (ИСО
3746:1995)
ЕН ИСО 4871:1996 Акустика. Декларация и проверка значений
шумовых характеристик (ИСО 4871:1996)
ЕН ИСО 7250 Основные измерения тела человека для
технологических расчетов (ИСО 7250:1996)
ЕН ИСО 9614-1:1995 Акустика. Определение уровней звуковой
мощности источников шума на основе интенсивности звука. Часть 1. Измерение в
дискретных точках (ИСО 9614-1:1993)
ЕН ИСО 11202:1995 Акустика. Уровень шума машин и
оборудования. Метод измерения уровней звукового давления на рабочем месте и в
других контрольных точках. Метод измерения на рабочем месте (ИСО 11202:1995)
ЕН ИСО 11204:1995 Акустика. Уровень шума машин и
оборудования. Метод с коррекцией на окружающую среду (ИСО 11204:1995)
ЕН ИСО 11546-1 Акустика. Определение характеристик
акустической изоляции ограждений. Часть 1. Измерения в лабораторных условиях
(для таможенной декларации) (ИСО 11546-1:1995)
ЕН ИСО 11546-2 Акустика. Определение характеристик
акустической изоляции ограждений. Часть 2. Измерения на рабочем месте (для приемки
и верификации) (ИСО 11546-2:1995)
ЕН ИС011688-1:1998 Акустика. Практические рекомендации по
проектированию машин и оборудования с уменьшенным уровнем производимого шума.
Часть 1. Планирование (ИСО/ТО 11688-1:1995)
ЕН ИС011688-2:1998 Акустика. Практические рекомендации по
проектированию машин и оборудования с уменьшенным уровнем производимого шума.
Часть 2. Основные принципы проектирования малошумных конструкций (ИСО/ТО
11688-2:1998)
ЕН ИСО 11691:1995 Акустика. Уменьшение шума при включении
канальных глушителей при отсутствии потока. Метод лабораторных исследований
(ИСО 11691:1995)
ЕН ИСО 11820 Акустика. Измерения на глушителях на рабочем
месте (ИСО 11820:1996)
ЕН ИСО 11821 Акустика. Измерение на рабочем месте глушения
шума переносного экрана (ИСО 11821:1997)
ЕН ИСО 14122-2 Безопасность машин. Стационарные средства
доступа к машинам. Часть 2. Рабочие платформы и мостки (ИСО 14122-2:2001)
ЕН ИСО 14122-3 Безопасность машин. Стационарные средства
доступа к машинам. Часть 3. Лестницы, ступени и перила (ИСО 14122-3:2001)
ИСО 683-1 Термообрабатываемая сталь, стальные сплавы и
автоматная сталь. Часть 1. Закаливаемая нелегированная и низколегированная
сталь для обработки давлением
МЭК61496-2:1997 Безопасность машин. Электрочувствительные
средства защиты. Часть 2. Специальные требования к оборудованию, использующему
активные электронно-оптические устройства защиты (AOPDs)
В настоящем стандарте применены термины по ЕН 292-1 и ЕН 1070,
а также следующие термины с соответствующими определениями:
3.1 отрезной инструмент (непрерывная ленточная пила,
ножовочная пила, дисковый отрезной инструмент) (saw blade): Режущий инструмент,
используемый в ленточно-пильных, ножовочных и круглопильных станках.
3.2 место установки отрезного инструмента (saw blade
mounting position): Зона станка, предназначенная для установки,
регулировки и снятия оператором отрезного инструмента; доступ в эту зону во
время резания должен быть закрыт, должен открываться только после выключения
движения отрезного инструмента для выполнения вышеуказанных операций и ремонта
станка.
3.3 место загрузки/разгрузки (load/unload positions): Зона станка, где обеспечены условия для
безопасной ручной загрузки или выгрузки оператором разрезаемого материала при
обычном режиме работы станка.
3.4 процесс резания при ручном управлении (manual sawing process): Работа станка в режиме ручного
управления, когда все технологические операции обработки на станке включаются,
управляются и выключаются оператором вручную.
3.5 полуавтомат или одноцикловой станок (semi-automatic or single-cycle machine): Станок, который полностью автоматически
выполняет один технологический цикл, включаемый оператором.
Примечание - Пример типичного цикла работы станка-полуавтомата:
- установка разрезаемого материала вручную;
- быстрый подвод отрезного инструмента к разрезаемому
материалу автоматически;
- автоматический процесс резания;
- останов и автоматический отвод отрезного инструмента
в исходное положение;
- снятие отрезанной заготовки вручную.
3.6 станок-автомат (automatic
machine): Станок, в котором все технологические операции, включая
загрузку и выгрузку разрезаемого материала и отрезанной заготовки,
осуществляются автоматически; первый цикл инициируется оператором в процессе
наладки, пока не будут достигнуты все условия, необходимые для автоматической
работы станка.
Примечание - Пример типичного цикла работы станка-автомата:
- подача разрезаемого материала автоматически;
- крепление разрезаемого материала автоматически;
- быстрый подвод отрезного инструмента к разрезаемому
материалу автоматически;
- автоматический процесс резания;
- останов и автоматический отвод отрезного инструмента
в исходное положение;
- выгрузка отрезанной заготовки автоматически;
- повторение цикла до получения сигнала
останова.
3.7 механизм подачи разрезаемого
материала в зону обработки с помощью зажимного устройства (прерывистая подача) (back jaw feed (hitch feed)): Механизм подачи разрезаемого материала в зону
резания, оснащенный зажимным устройством, которое зажимает разрезаемый материал
в любой точке по длине и перемещает его на позицию резания; требуемая длина
отрезаемой заготовки определяется ходом подающей каретки.
3.8 механизм подачи разрезаемого
материала в зону обработки, оснащенный толкателем (push
feed): Устройство подачи разрезаемого материала с автоматическим
приводом, толкающее разрезаемый материал вперед до нужного положения или до
упора, который определяет требуемую длину отрезаемой заготовки.
3.9 механизм подачи разрезаемого
материала в зону обработки, оснащенный приводными роликами (rollerfeed): Устройство подачи разрезаемого материала с
автоматическим приводом, в котором разрезаемый материал в зону обработки
подается приводными роликами; такое устройство имеет встроенный прижим
разрезаемого материала к подающим роликам и систему измерения требуемой длины
отрезаемой заготовки.
3.10 Виды процессов отрезания
3.10.1 профильное и контурное отрезание
(profile and contour cutting): Разрезаемый
материал либо вручную, либо механически подается к отрезному инструменту,
причем направление его движения не параллельно плоскости отрезного инструмента;
для профильной и контурной резки используют вертикальный ленточно-пильный
станок соответствующего типа с неподвижной пильной рамой.
3.10.2 отрезание под углом (в 45°) (mitre-sawing): Отрезной инструмент перемещается под углом 45 ° к
оси разрезаемого материала.
3.11 рабочая зона (work area):
Опасная зона, в которой отрезной инструмент перемещается по отношению к разрезаемому
материалу, а также располагается механизм подачи и крепления разрезаемого
материала (в зависимости оттого, где применяется).
3.12 Системы подачи смазочно-охлаждающей жидкости (СОЖ)
3.12.1 система рециркуляции СОЖ (recirculating
system): Система подачи СОЖ с ее сбором и рециркуляцией с использованием
насоса.
3.12.2 система дозированной подачи минимального
количества СОЖ (minimum quantity system):
Специальная система, в которой малый объем жидкости подается непосредственно в
зону резания; в этом случае циркуляции СОЖ не требуется.
3.13 смазочно-охлаждающие жидкости (СОЖ) (metalworking fluid): Жидкость для охлаждения и смазки
элементов, участвующих в процессе резания (инструмента, разрезаемого материала,
стружки и т.п.). В качестве СОЖ используются масляные эмульсии, масла, масляный
туман и др.
4.1 В таблице 1 приведен перечень основных опасностей,
являющийся результатом анализа опасных ситуаций и рисков, проведенного для широкого
круга отрезных станков для холодной резки металлов по методике, установленной
ЕН 1050. Требования к безопасности и меры обеспечения безопасности, а также
информация для потребителя, содержащиеся в разделах 5 и
7,
обеспечивают либо полное устранение рисков, либо сокращение рисков до минимума.
4.2 Риски как для операторов, так и для других лиц, имеющих
доступ в опасные зоны, следует определять исходя из опасностей, которые могут
возникнуть при различных обстоятельствах во время срока службы станка
(например, ввода в эксплуатацию, наладки, производственной эксплуатации,
ремонта, вывода из эксплуатации). Оценка включает в себя также анализ ситуации
при повреждении системы управления, неожиданном пуске и т.п.
4.3 Кроме того, пользователь настоящего стандарта (например,
конструктор, изготовитель, поставщик) осознавая, что оценка риска относится в
полной мере к рассматриваемому станку в целом, особое внимание должен обращать
на:
- использование станка по назначению, включая эксплуатацию,
настройку и чистку, а также достаточно предсказуемое использование его не по
назначению;
- идентификацию существенных опасностей, связанных со
станком.
Таблица
1 - Перечень опасностей и основные источники возникновения этих опасностей
|
Номер
раздела,
пункта по
ЕН1050
|
Перечень
основных
опасностей
|
Источник
основных опасностей
|
Зона
возникновения опасных
ситуаций
|
|
1
|
Механические опасности
(требования и меры обеспечения безопасности см. 5.3, 5.4, 5.5)
|
|
|
|
1.1
|
Опасность раздавливания
|
Механический зажим разрезаемого материала во время
загрузки/ переориентации/ выгрузки разрезаемого материала
|
Между зажимом и разрезаемым материалом
|
|
|
Механическая подача при пуске, процессе резания,
наладке станка, смене режущего инструмента, ремонте и обслуживании
|
Между разрезаемым материалом и приспособлением;
между неподвижными и подвижными частями станка
|
|
1.2
|
Опасность ранения
|
Ручная и механическая подача разрезаемого материала
при загрузке, выгрузке, наладке станка, смене режущего инструмента
|
Между режущим инструментом и приспособлением; между
разрезаемым материалом и приспособлением
|
|
1.3
|
Опасность разрезания или разрыва
|
Движущийся режущий инструмент при работе, наладке
станка, смене режущего инструмента, ремонте и обслуживании
|
На режущем инструменте
|
|
1.4
|
Опасность запутывания
|
Ручная и механическая подача режущего инструмента
при работе
|
На режущем инструменте и прилегающих подвижных
частях станка.
Между устройством для очистки режущего инструмента и
инструментом
|
|
|
Механическое перемещение узлов станка (например,
элементов привода)
|
На подвижных частях станка
|
|
1.5
|
Опасность затягивания или попадания в ловушку
|
Ручная и механическая подачи разрезаемого материала
или перемещение режущего инструмента при работе
|
На разрезаемом материале и прилегающих механизмах
станка
|
|
|
Механическое перемещение узлов станка (например,
элементов привода)
|
При загрузке/выгрузке и рабочих положениях, возле
зоны резания
|
|
1.6
|
Опасность удара
|
Механизированное транспортирование разрезаемого
материала во время работы, установки инструмента
|
Механические узлы станка во время перемещения
(например, пильная рама ножовочного станка во время работы)
|
|
|
Падение под действием силы тяжести
|
Разрезаемый материал или механизмы транспортировки
разрезаемых материалов
|
|
1.7
|
Опасность быть уколотым или проткнутым
|
Манипулирование режущим инструментом
|
На острых кромках инструмента (особенно при его
замене)
|
|
2
|
Электрические опасности
(требования и меры обеспечения безопасности см. 5.6)
|
|
|
|
2.1
|
Контакт человека с токоведущими частями (прямой
контакт)
|
Контакт человека с токоведущими частями во время
работы, наладки станка, замены режущего инструмента, во время ремонта
|
Контрольное и другое электрооборудование
|
|
2.2
|
Контакт человека с деталями, оказавшимися под
напряжением в результате неисправностей (непрямой контакт)
|
Контакт человека с деталями, оказавшимися под
напряжением во время работы, наладки станка, замены режущего инструмента, во
время ремонта
|
Электропроводящие части станка
|
|
3
|
Термические опасности
(требования и меры обеспечения безопасности см. 5.7)
|
|
|
|
3.1
|
Контакт с горячими поверхностями
|
Выброс горячей стружки или отрезанных заготовок во
время резания
|
Станок или место возле станка, отрезной инструмент,
поверхности детали с температурой, превышающей 42 °С
|
|
4
|
Опасности, вызванные шумом
(требования и меры обеспечения безопасности см. 5.8)
|
|
|
|
4.1
|
Потеря слуха (глухота), другие физиологические
нарушения (например, нарушение равновесия, ослабление внимания)
|
Движение механических узлов станка, вибрация
инструмента и разрезаемого материала во время запуска, холостого хода или
резания
|
Станок или место возле станка
|
|
Ухудшение восприятия речи, звуковых сигналов и тп.
|
Очистка станка, рабочего места сжатым воздухом
|
То же
|
|
5
|
Опасности, вызванные вибрацией
(требования и меры обеспечения безопасности см. 5.9)
|
|
|
|
5.1
|
Контакт человека с вибрирующими деталями станка или
с разрезаемым материалом
|
Разрезаемый материал или ручка управления, которую
держит оператор при пуске или во время резания
|
Разрезаемый материал. Ручное управление станком
|
|
7
|
Опасности, вызванные материалами или веществами
(требования и меры обеспечения безопасности см. 5.10)
|
|
|
|
7.1
|
Опасности от контакта с вредными жидкостями,
частицами разрезаемого материала
|
Выброс капель СОЖ, частиц разрезаемого материала
|
Станок или место возле станка
|
|
Вдыхание паров вредных жидкостей, тумана, газов,
дыма, пыли
|
Выброс пыли, паров, тумана или дымов в процессе
работы
|
То же
|
|
7.2
|
Опасность воспламенения или взрыва
|
Применение воспламеняемых обрабатываемых материалов
(например, магния), технических масел, СОЖ, имеющих низкую температуру
воспламенения
|
»
|
|
7.3
|
Биологические или микробиологические опасности
(вирусы или бактерии)
|
Контакт с техническими маслами, СОЖ или разрезаемым
материалом, содержащими вирусы или бактерии
|
»
|
|
8
|
Опасности, вызванные пренебрежением эргономическими
принципами при конструировании
(требования и меры обеспечения безопасности см. 5.11)
|
|
|
|
8.1
|
Неудобное положение тела или чрезмерные усилия
оператора (повторяющиеся напряжения)
|
Ручная подача разрезаемого материала к отрезному
инструменту во время резания
|
На станке
|
|
Чрезмерные усилия и/или повторяющиеся напряжения
|
Поднятие тяжестей во время транспортировки
разрезаемого материала, отрезного инструмента и/или деталей станка
|
На позициях загрузки/выгрузки разрезаемого
материала, установки отрезного инструмента и в точках технического
обслуживания
|
|
8.2
|
Несоответствие анатомическим возможностям рук или
ног человека
|
Ошибки в инструкции по эксплуатации станка,
неудобное размещение ручек управления
|
На рабочем месте во время наладки и работы
|
|
8.3
|
Пренебрежение использованием индивидуальных средств
защиты
|
Выполнение работ по транспортировке разрезаемого
материала, отрезного инструмента, узлов станка при загрузке, выгрузке,
резании, наладке станка, техническом обслуживании требующих индивидуальных средств
защиты
|
На станке и около станка
|
|
8.4
|
Неадекватное местное освещение
|
Ухудшение выполнения ручных операций во время
перемещения/позиционирования разрезаемого материала и отрезного инструмента
|
На позициях загрузки/выгрузки и установки отрезного
инструмента
|
|
8.6
|
Ошибки в поведении людей
|
Неправильная транспортировка и крепление
разрезаемого материала или отрезного инструмента, неправильное относительное
перемещение разрезаемого материала и инструмента и другие нарушения
технологического процесса
|
На станке
|
|
8.7
|
Неправильная конструкция,
неправильное размещение или обозначение органов управления
|
Неправильная работа органов
управления
|
То же
|
|
8.8
|
Неправильная конструкция или неправильное
расположение средств отображения информации
|
Ошибочное понимание, отображенной на дисплее
информации
|
»
|
|
10
|
Неожиданные пуски, повороты, прокручивания или любые
подобные нештатные состояния
(требования и меры обеспечения безопасности см. 5.12)
|
|
|
|
10.1
|
Неполадки или повреждения систем управления
|
Механические опасности, связанные с движением узлов
станка во время наладки, уборки
|
На станке
|
|
10.2
|
Возобновление энергоснабжения после его прерывания
|
Неожиданные перемещения узлов станка во время
наладки, уборки или технического обслуживания
|
Станок или место возле станка
|
|
10.3
|
Внешнее воздействие на электрооборудование
|
Непредсказуемое поведение органов управления,
вызванное электромагнитными помехами во время наладки или рабочего цикла
|
То же
|
|
11
|
Невозможность остановки станка в требуемом положении
(требования и меры обеспечения безопасности см. 5.3.3.4)
Невозможность остановки станка в требуемом положении
|
Неправильная работа системы управления во время
наладки или рабочего цикла станка
|
Станок или место возле станка
|
|
15
|
Ошибки монтажа
(требования и меры обеспечения безопасности см. 5.13)
|
|
|
|
Ошибки монтажа
|
Элементы станка, инструменты во время эксплуатации
неожиданно падают или качаются
|
Станок и/или место возле станка
|
|
17
|
Падение или выброс предметов или жидкостей
(требования и меры обеспечения безопасности см. 5.14)
|
|
|
|
Падение или выброс предметов или жидкостей
|
Выброс или падение частей сломанного инструмента,
разрезаемого материала и стружки во время пуска, резания, наладки станка,
замены режущего инструмента, технического обслуживания из-за неисправности
зажимных устройств и ограждений
|
Зона резания и/или место возле нее, разрезаемый
материал
|
|
|
Повреждение системы СОЖ и/или гидросистемы
|
Станок или место возле станка
|
|
18
|
Потеря устойчивости и опрокидывание станка
(требования и меры обеспечения безопасности, см. 5.15)
|
|
|
|
Потеря устойчивости и опрокидывание станка
|
Незакрепленный станок или часть станка (удерживаемые
в этом положении только под действием силы тяжести)
|
Станок
|
|
19
|
Скольжение, опрокидывание и падения людей
(требования и меры обеспечения безопасности см. 5.16)
|
|
|
|
Скольжение, опрокидывание и падения людей
|
Выброс или разлив масла, СОЖ. Попадание стружки в
пролитую жидкость.
Несоответствующее ограждение или другие средства
удержания человека особенно в местах, где есть опасность падения с одного
уровня на другой
|
Пол и место возле станка и на станке, а также
разрезаемый материал
|
5.1 Общие положения
Отрезные станки должны соответствовать требованиям
безопасности и/или мерам обеспечения безопасности, указанным в этом разделе.
В отношении возможных, но незначительных опасностей, которые
не рассматриваются в настоящем стандарте, при проектировании станков следует
руководствоваться ЕН 292-2 (разделы 3 и 4).
5.2 Специфические требования для
отрезных станков
Так как настоящий стандарт охватывает различные типы отрезных
станков, меры по обеспечению безопасности, касающиеся опасностей механического
воздействия (см. 5.3 - 5.5), общие для всех отрезных
станков приведены в таблице 2, а специфические требования для отдельных групп
отрезных станков - в таблицах 3, 4 и 5.
Требования по сокращению рисков для всех немеханических
опасностей (см. 5.6
- 5.16)
должны быть применены ко всем станкам.
Таблица 2
- Общие требования ко всем станкам
|
Тип станка
|
Описание
|
Номер
пункта
|
Номер
рисунка
|
|
Отрезные станки
|
Станки для холодной резки металла, использующие
следующие отрезные инструменты:
|
|
|
|
а) непрерывную ленточную пилу
|
5.3.1
|
С.1 - С.6
|
|
б) дисковый отрезной инструмент
|
5.3.2
|
С.7 - С.17
|
|
в) ножовочную пилу.
|
5.3.3
|
С.18
|
|
Станки могут быть с ручным, полуавтоматическим и
автоматическим управлением. В приложении С приведены примеры типов отрезных станков. Рисунки
станков показывают только компоновку/конфигурацию станка
|
|
|
|
Дополнительное оборудование:
|
|
5.5
|
|
|
- устройства подачи и крепления разрезаемого
материала
|
|
5.5.2
|
|
|
- устройства подачи и крепления разрезаемого
материала с механическим приводом
|
|
5.5.3
|
|
Таблица 3
- Ленточнопильные станки
|
Тип станка
|
Краткое
описание конструкции станка
|
Номер
пункта
|
Номер
рисунка
|
|
Горизонтальный ленточнопильный станок:
|
Полотно ленточной пилы перемещается в горизонтальной
плоскости
|
5.4.1.1
|
|
|
- с качающейся пильной рамой
|
Подача осуществляется за счет качания пильной рамы
по дуге вокруг неподвижной оси
|
5.4.1.1
|
С.1
|
|
- с качающейся поворотной пильной рамой
|
Специфический пильный станок - пильная рама
находится на высоте плеча оператора
|
5.4.1.1
|
С.2
|
|
Подача осуществляется за счет качания пильной рамы
по дуге вокруг неподвижной оси
|
|
|
|
- колонного типа
|
Подача осуществляется за счет перемещения пильной
рамы вертикально по одной или нескольким вертикальным стойкам сверху вниз
|
5.4.1.1
|
С.3
|
|
Вертикальный ленточно-пильный станок:
|
Полотно ленточной пилы перемещается в вертикальной
плоскости
|
5.4.1.1
|
|
|
- с неподвижной пильной рамой для контурной
обработки (вертикальный контурный станок)
|
Пильная рама неподвижная, разрезаемый материал
подается к режущему полотну вручную или с помощью стола с механическим
приводом. Резание может быть прямым или контурным. Разрезание под углом
достигается поворотом стола
|
5.4.1.1
|
С.4
|
|
- с фронтальным резанием
|
Подача осуществляется за счет горизонтально
перемещающейся пильной рамы. Разрезаемый материал зажимается на столе, пила
подается в сторону передней части станка на оператора. Некоторые станки имеют
наклоняемую пильную раму для резания под углом
|
5.4.1.1
|
С.5
|
|
- продольного типа
|
Разрезаемый материал зажимается (при необходимости)
на столе с пазом. Полотно ленточной пилы проходит через паз в столе. Подача
осуществляется за счет перемещения стола или пильной рамы вдоль фронта
станка. Этот тип применяется при резании листа
|
5.4.1.1, 5.4.1.2
|
Перемещение стола - С.6а Перемещение пильной рамы - С.6b
|
Ленточнопильный станок в
качестве отрезного инструмента использует ленточную пилу, которая представляет
собой непрерывное гибкое полотно с режущими кромками в форме зубьев вдоль одной
кромки.
Таблица 4 - Круглопильные отрезные станки
Таблица 5
- Ножовочные станки
|
Тип станка
|
Краткое
описание конструкции станка
|
Номер
пункта
|
Номер
рисунка
|
|
С горизонтальной осью поворота
|
Пильная рама с ножовочным полотном совершает
возвратно-поступательные движения. Подача осуществляется за счет качания
пильной рамы по дуге вокруг неподвижной оси
|
5.4.3
|
С.18
|
Ножовочный станок в качестве отрезного инструмента использует ножовочную
пилу, имеющую линейную форму с режущими кромками в форме зубьев вдоль одной
кромки
5.3 Защита от общих опасностей механического воздействия
5.3.1 Защитные ограждения
Доступ к
движущимся отрезным инструментам должен быть предотвращен сочетанием открытых и
закрытых защитных ограждений, за исключением случаев, когда используются меры,
определенные в 5.4.
Другие
опасности механического воздействия должны быть предотвращены применением мер,
определенных в 5.5.
Ограждения
должны быть выбраны в соответствии с ЕН 953, раздел 6, и сконструированы в
соответствии с ЕН 953, раздел 7. Все проемы в ограждениях должны
соответствовать требованиям ЕН 294, таблица 4.
Блокировочные
устройства на ограждениях должны иметь не менее одного электромеханического
позиционно-чувствительного датчика принудительного размыкания в соответствии с
ЕН 1088, пункт 5.1, соответствующего категории 1 по ЕН 954-1. Срабатывание
блокировочного устройства должно вызывать останов категории 0 или 1 в
соответствии с ЕН 60204-1, пункт 9.2.2
Там, где
вследствие времени выбега существует возможность доступа к движущемуся
отрезному инструменту после открытия запираемого ограждения, должно быть
применено ограждение, обеспечивающее время, достаточное для остановки
движущегося инструмента, прежде чем оператор сможет его коснуться после
открытия ограждения (ЕН 1088, пункт 7.4).
Соответствующая
величина времени - по ЕН 999.
Метод проверки
Проверка соответствующих
чертежей и/или электрических схем, визуальный контроль, функциональные
испытания станка.
Примечание -
Если для загрузки/выгрузки разрезаемого материала предусматривается
использование оборудования с механическим приводом (например, кранов, вилочных
погрузчиков и т.п.), конструктор должен обеспечивать дополнительную защиту
элементов ограждения от опасностей механического повреждения, от контактов с
этим оборудованием (см. ЕН 953, пункты 5.2.5 и 5.3.2).
5.3.2 Режимы работы
5.3.2.1 Выбор режима
Автоматические и полуавтоматические отрезные станки должны
иметь режимы «эксплуатация» и «наладка». Выбирать эти режимы работы следует
клавишным выключателем, кодом доступа или другими средствами, гарантирующими
безопасность.
5.3.2.2 Режим производства
Чтобы начался автоматический цикл резания, ограждения должны
быть закрыты и/или включены соответствующие предохранительные устройства.
5.3.2.3 Режим наладки
Этот режим должен обеспечивать возможность наладки станка
при работе со сниженным уровнем опасности. В этом режиме поддерживается
замыкание съемных ограждений, допускаются только существенные для работы станка
движения, инициируемые и поддерживаемые устройством управления с удержанием.
Примерами движений, допустимых в этих условиях, являются: механическое
перемещение отрезного инструмента, механическое перемещение или фиксация
разрезаемого материала, механическое удаление стружки конвейером. Если выбран
режим наладки, то дополнительные требования, определенные в 5.5,
должны оставаться в силе.
Если устройства управления с удержанием размещены более чем
на одном пульте управления, то в режиме наладки должна быть возможность
управления только с одного из них.
5.3.3 Требования к системе управления
5.3.3.1 Элементы системы управления, связанные с
обеспечением безопасности Рассматриваемый в настоящем стандарте термин
«элементы системы управления, связанные с обеспечением безопасности», означает
цепь элементов в системе управления, связанных с обеспечением безопасности,
реагирущих на входные сигналы (например, аппарат управления или
позиционно-чувствительный датчик) и вырабатывающих выходные сигналы (например,
электромагнитный пускатель, распределитель с электромагнитным управлением).
Относящиеся к безопасности элементы системы управления
станка должны соответствовать требованиям нижеуказанных категорий безопасности
по ЕН 954-1 в соответствии с выполняемыми функциями (см. таблицу 6).
Таблица 6 - Категории безопасности элементов
системы управления в соответствии с выполняемыми функциями
|
Функция системы управления
|
Минимальная
требуемая категория ЕН 954-1
|
|
Пуск и повторный пуск
|
1
|
|
Останов, обусловленный
эксплуатационными требованиями
|
1
|
|
Аварийный останов
|
1* или 3
|
|
Выбор режима
|
1
|
|
Блокировка защитного
ограждения
|
1* или 3
|
|
Сниженная скорость
|
3
|
|
Управляющее устройство с
удержанием
|
1
|
|
* Категорию 1 допускается использовать для станков с
ручным управлением с одним контактором или с управлением одним приводным
двигателем.
|
Допускается любое сочетание
категорий отдельных элементов системы управления в соответствии с ЕН 954-1, которое
достигает, как минимум, эквивалентного уровня безопасности.
Метод проверки
Проверка электрических схем.
5.3.3.2 Пуск/повторный пуск
Кнопки управления пуском/повторным пуском должны быть
расположены вне рабочей зоны и активизироваться только, когда все ограждения с
блокировкой закрыты. Если хотя бы одно ограждение открыто, все пуски и все
опасные движения должны быть исключены в соответствии с ЕН 1037, раздел 6.
Закрытие ограждения с блокировкой не должно приводить к автоматическому пуску
станка.
Метод проверки
Проверка
электрических схем, визуальный контроль, функциональные испытания станка.
5.3.3.3
Останов, обусловленный эксплуатационными требованиями
Кнопка
останова, обусловленного эксплуатационными требованиями, должна быть на каждом
станке, обеспечивая прерывание работы станка-автомата и гарантируя безопасность
при остановке станка. Метод проверки Проверка электрических схем, визуальный
контроль, функциональные испытания станка.
5.3.3.4 Аварийный останов
Функция
аварийного останова должна быть предусмотрена на всех типах станков, за
исключением отрезных станков с приводной системой отрезного инструмента,
управляемой устройством с удержанием, и ручной подачей шпиндельной бабки.
Функция
аварийного останова должна соответствовать требованиям ЕН 418 и ЕН 60204-1,
пункт 9.2.5.4. Категорию аварийного останова (например, категория 1 или 0)
должен определять конструктор станка.
Аварийный
останов должен приводить в действие тормоз на станках, снабженных тормозом.
Органы
управления аварийным остановом должны быть предусмотрены на всех постах
управления станком (например, главной панели управления, постах загрузки и
разгрузки разрезаемого материала).
Дополнительные
устройства аварийного останова должны быть предусмотрены в местах, которые не
видны с главного пульта оператора и в которых человек может подвергаться риску.
Метод проверки
Проверка
электрических схем, визуальный контроль, функциональные испытания станка.
5.3.3.5
Устройства выбора режима
Устройства
выбора режима должны гарантировать, что в данное время только один режим
является активным. Там, где в программируемых электронных системах имеется код
доступа, должны быть предусмотрены меры, предотвращающие несанкционированный
доступ к запрограммированной информации, относящейся к безопасности или
программируемым функциям.
Повторный выбор
автоматического режима работы не должен вызывать автоматическое начало работы.
Метод проверки
Проверка
электрических схем, визуальный контроль, функциональные испытания станка.
5.3.3.6
Аварийная звуковая и/или визуальная сигнализация
Чтобы
предупреждать людей об опасностях, не видимых с пульта оператора, перед пуском
станка должны включаться средства аварийной звуковой и/или визуальной
сигнализации (в соответствии с ЕН 842 и ЕН 981).
5.4 Требования безопасности, специфические для конкретного
типа станка, дополнительно к требованиям, определенным в подразделе 5.3
5.4.1 Ленточно-пильные станки (см. рисунки С.1 - С.5, С.6а
и С.b)
5.4.1.1 Общие требования
Стационарные,
перемещаемые ограждения и ограждения с замками должны быть предусмотрены для
предотвращения доступа по всей длине режущего полотна, кроме зоны резания.
Чистящие щетки
или колеса должны быть защищены стационарным, перемещающимся ограждением или
ограждением с замком.
Доступ к
движущимся шкивам привода ленточной пилы должен быть закрыт перемещаемыми
ограждениями с блокировкой, соответствующими требованиям категории 1 по ЕН
954-1, пункт 6.2.2. Ограждение должно иметь как минимум один датчик, приводимый
в действие в положительном режиме (см. ЕН 1088, пункт 5.1 и приложение А).
Регулируемая
направляющая должна быть с передвижным ограждением, которая перемещается вместе
с ограждением и поддерживает режущее полотно во время резания, что сокращает
риск поломки полотна.
Метод проверки
Проверка
чертежей, электрических схем, визуальный контроль, функциональные испытания
станка.
5.4.1.2 Дополнительные требования к вертикальным
ленточно-пильным станкам с продольной подачей стола (см. рисунок С.6а) или с продольной подачей
пильной рамы (см. рисунок С.6b).
На станках с
механической подачей обрабатываемого материала или пильной рамы со скоростью
подачи более 2 м/мин доступ в рабочую зону должен быть закрыт стационарным
ограждением и/или ограждением с блокировкой.
Кроме того, для
защиты оператора при его работе в опасной зоне (например, чистке или текущем
ремонте), должны быть предусмотрены дополнительные ограждения или защитные устройства
(например, устройства автоматического отключения), связанные с управлением
подачей.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.4.2
Круглопильные отрезные станки
5.4.2.1 Общие требования
При
проектировании станков должны быть предусмотрены ограждения для того, чтобы
предотвратить доступ к:
1) зубьям
вращающегося дискового отрезного инструмента, когда шпиндельная головка
находится в исходном положении;
2) дисковому
отрезному инструменту во время резания, кроме места резания;
3) к любому
устройству чистки дискового отрезного инструмента во время резания. Ограждения
должны быть спроектированы так, чтобы выбрасываемые фрагменты (например, части
дискового отрезного
инструмента, разрезаемого материала) направлялись в зону сбора.
В станках с
качающейся инструментальной бабкой поломка одного компонента уравновешивающей
системы не должна приводить к падению инструментальной бабки под действием силы
тяжести.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.4.2.2 Дополнительные требования к станкам с качающейся
инструментальной бабкой с ручной и механической подачами отрезного инструмента
(см. рисунки С.7а, С.7b,
D.3a, D.3b)
Доступ к
отрезному инструменту должен быть закрыт неподвижными и автоматически
закрывающимися ограждениями (рисунок D.3a, А и В - неподвижные ограждения; С -
ограждение, закрывающееся автоматически). Для гарантии закрывания
автоматического ограждения недостаточно силы тяжести или действия пружины. Для
этого должен быть предусмотрен специальный замок, блокирующий ограждение,
открытие которого должно быть возможно только с помощью специального
инструмента или ключа.
Там, где
движение или закрытие самозакрывающегося ограждения зависят от позиции
отрезного инструмента, должны быть предусмотрены соответствующие устройства,
предотвращающие падение инструментальной бабки под воздействием силы тяжести из
исходного или поднятого положения (например, возвратные или уравновешивающие
пружины, аварийные тормоза).
Если ограждения
дискового отрезного инструмента сняты (например, при замене инструмента,
текущем ремонте и т.п.), блокировочное устройство должно гарантировать, что
вращение дискового отрезного инструмента будет исключено, пока его ограждение
не будет полностью восстановлено.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.4.2.3 Дополнительные требования к станкам с качающейся
инструментальной бабкой с автоматической (см. рисунок D.4) и полуавтоматической
подачами отрезного инструмента (см. рисунок D.5)
Доступ в
рабочую зону и к механизму подачи должен быть исключен с помощью неподвижных и
самозапирающихся перемещаемых ограждений. Для исключения опасных ситуаций при
необходимости обеспечения доступа оператора в опасную зону (например, при
несвоевременной остановке дискового отрезного инструмента) должен быть
предусмотрен замок запирания ограждения (см. ЕН 1088).
Для малых
отрезных станков (диаметр дискового отрезного инструмента до 760 мм) следует
применять ограждение отрезного станка в целом, для крупных отрезных станков (диаметр
дискового отрезного инструмента свыше 760 мм) - ограждение по периметру
инструмента.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.4.2.4 Дополнительные требования к станкам колонного типа с
вертикальной подачей отрезного инструмента сверху вниз (см. рисунки С.8а и С.8b)
Эти станки
должны иметь самозакрывающиеся или регулируемые ограждения для ограждения
дискового отрезного инструмента с обеих сторон.
Там, где
разрезаемый материал подается к пиле автоматически, доступ в зону обработки
должен быть закрыт неподвижными и/или перемещаемыми ограждениями с блокировкой.
Отверстия в ограждениях для подачи разрезаемого материала в точках загрузки
должны регулироваться в соответствии с ЕН 294, таблицы 1, 3 и 5. Перемещаемое
ограждение с блокировкой должно иметь как минимум один датчик положения со
срабатыванием на размыкание (ЕН 1088, пункт 5.1 и приложение А).
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.4.2.5 Дополнительные требования к
станкам вертикального типа с подачей отрезного инструмента снизу вверх (см.
рисунок С.9)
5.4.2.5.1 Станки с ручной подачей
инструментальной бабки
Эти станки должны иметь перемещаемые и/или регулируемые
ограждения для ограждения дискового отрезного инструмента над столом станка.
Там, где во время резания возможен контакт человека с
дисковым отрезным инструментом, вращение инструмента должно быть возможным
только при управлении управляющим устройством с удержанием (в толчковом
режиме). Это устройство может быть встроено в ручку управления.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.4.2.5.2 Станки с механической подачей
инструментальной бабки
Доступ к вращающемуся дисковому отрезному инструменту над
столом должен быть исключен с помощью неподвижных и/или перемещаемых ограждений
с блокировкой и замком. Замок не требуется, если в электрической схеме станка
предусмотрено:
- включение тормоза, останавливающего вращение инструмента
до того, как к нему открывается доступ, или
- вращающийся инструмент отводится в безопасное положение под
столом станка до того, как к нему открывается доступ.
Перемещаемое ограждение с блокировкой должно иметь как
минимум один датчик положения с размыканием при срабатывании (ЕН 1088, пункт
5.1 и приложение А). Метод проверки Проверка чертежей, схем, визуальный
контроль, функциональные испытания станка, измерения.
5.4.2.6 Дополнительные требования к
станкам для резки листового материала с инструментальной бабкой, расположенной
под столом (см. рисунок С.10)
Доступ к вращающемуся дисковому отрезному инструменту и
зажимам отрезаемого материала с позиций загрузки/выгрузки должен быть закрыт
комбинацией неподвижных ограждений (ЕН 953, пункт 3.2.2, ЕН 294 и ЕН 811) и
устройств автоматического отключения (например, активных оптико-электронных
защитных средств (AOPDs) - МЭК 61496-2) или защитных
устройств, реагирующих на давление (ЕН 1760-1), или на положение в пространстве
частей тела человека (ЕН 999).
Доступ сзади к вращающемуся инструменту, к зажимным
устройствам и любым механическим подающим устройствам должен быть закрыт
неподвижными ограждениями (ЕН 953, пункт 3.2.2), а также перемещаемыми
ограждениями с блокировкой или устройствами автоматического отключения.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка, измерение.
Доступ к вращающемуся инструменту или другим опасным
элементам под столом должен быть закрыт неподвижным ограждением. Там, где
требуется доступ к дисковому отрезному инструменту или приводу, например при изменении
частоты вращения шпинделя, должны быть предусмотрены перемещаемые ограждения с
блокировкой (ЕН 292-1, пункт 3.22.5 и ЕН 1088, пункт 7.4).
Неподвижные ограждения должны быть предусмотрены с каждой
стороны стола станка так, чтобы обеспечивать сбор стружки, СОЖ и минимизацию
рисков от выброса разрезаемого материала.
Перемещаемое ограждения с блокировкой должно иметь как
минимум один датчик положения с размыканием при срабатывании (ЕН 1088, пункт
5.1 и приложение А). Приведение в действие замков и/или устройств
автоматического отключения должно вызывать останов по категории 0 или 1 по ЕН
60204-1, пункт 9.2.2.
Там, где необходимо, должно быть установлено оборудование
(элеваторы) для уборки стружки.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.4.2.7 Дополнительные требования к
станкам для резки листового материала с инструментальной бабкой, расположенной
над столом (см. рисунок С.11)
Должны быть предусмотрены неподвижные и самозакрывающиеся,
регулируемые или перемещаемые ограждения с блокировкой, закрывающие доступ к
вращающемуся инструменту. Метод проверки Проверка чертежей, схем, визуальный
контроль, функциональные испытания станка.
5.4.2.8 Дополнительные требования к
станкам для резки листового материала с инструментальной бабкой, расположенной
на кронштейне, имеющем возможность поворота в горизонтальной плоскости (см.
рисунок С.12), маятникового
типа (см. рисунок С.13), с
фронтальным резанием (см. рисунок С.14).
Должны быть предусмотрены неподвижные и самозакрывающиеся, регулируемые
или перемещаемые ограждения с блокировкой, закрывающие случайный доступ к
вращающемуся инструменту. Также должен быть предусмотрен автоматический возврат
дискового отрезного инструмента в исходное положение после окончания работы.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.4.2.9 Дополнительные требования к
станкам с двумя дисковыми отрезными инструментами, одной инструментальной
бабкой, вертикальной подачей (см. рисунки С.15 и D.7)
Должны быть предусмотрены неподвижные и регулируемые
«туннельные» ограждения, закрывающие доступ к вращающимся инструментам.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
Там, где ограждение разрезаемого материала находится сзади
его продольной оси, должны быть предусмотрены устройства фиксации и зажима
отрезаемого материала.
Для центрирования заготовки при резании должны быть
предусмотрены дополнительные ограждения, встроенные в туннель разрезаемого
материала.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.4.2.10 Дополнительные требования к станкам
с двумя инструментальными бабками (см. рисунки D.8a
и D.8b) и несколькими инструментальными бабками (см.
рисунок С.17)
Доступ в зону обработки должен быть закрыт неподвижными
и/или перемещаемыми ограждениями с блокировкой. Отверстия в ограждениях для
загрузки разрезаемого материала должны регулироваться согласно ЕН 294, таблицы
1, 3, 5
Перемещаемое ограждение должно иметь как минимум один датчик
положения со срабатыванием на размыкание (ЕН 1088, пункт 5.1 и приложение А).
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
Для малых станков (с диаметром отрезного инструмента не
более 315 мм) должны быть предусмотрены самозакрывающиеся или регулируемые
ограждения, закрывающие доступ к вращающемуся инструменту. Дополнительные
регулируемые ограждения или зажимы заготовок должны предотвращать доступ к
вращающемуся инструменту на позициях загрузки/разгрузки.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
Для крупных станков (с диаметром дискового отрезного
инструмента более 315 мм) доступ к вращающемуся инструменту должен быть исключен
с помощью перемещаемых ограждений с блокировкой. Перемещаемое ограждение должно
иметь как минимум один датчик положения со срабатыванием на размыкание (ЕН
1088, пункт 5.1 и приложение А). Срабатывание блокировки должно приводить к
отведению вращающегося инструмента в безопасное положение либо к остановке
вращения инструмента (ЕН 294 и ЕН 999).
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
Если имеется механическое перемещение инструментальных
бабок, доступ к потенциальной опасности раздавливания между ними должен быть
закрыт. Этого можно достичь с помощью:
a) устройств автоматического отключения, если неизвестны
границы перемещения разрезаемого материала (ЕН 999),
b) неподвижных ограждений с
устройствами автоматического отключения на позиции загрузки/разгрузки, если
известны требования к перемещению разрезаемого материала и минимальный зазор
соответствует ЕН 349.
Примером устройств автоматического отключения является
электрочувствительное защитное оборудование (ESPE) в
соответствии с ЕН 61496-1, МЭК 61496-2 или защитные устройства, реагирующие на
давление (PSPDs) в соответствии с ЕН 1760-1.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
Все режущие
головки на многошпиндельных станках должны быть сконструированы согласно 5.4.2.1
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.4.3 Ножовочные станки (см. рисунок С.18.)
Доступ к
представляющему опасность раздавливания или запутывания
возвратно-поступательному приводному механизму и к пильной раме станка должен
быть исключен с помощью неподвижных и/или перемещаемых ограждений с
блокировкой.
Метод проверки
Проверка
чертежей, схем, визуальный контроль.
5.5 Другие опасности механического воздействия
5.5.1
Элементы передачи механической энергии
Доступ к
приводным механизмам должен быть исключен с помощью неподвижных или
самозакрывающихся перемещаемых ограждений (например, телескопических
ограждений).
Перемещаемые
ограждения с блокировкой следует использовать, если обычная работа требует частого
доступа в опасную зону (более одного раза за смену). Перемещаемое ограждение с
блокировкой должно иметь как минимум один датчик положения со срабатыванием на
размыкание (ЕН 1088, пункт 5.1 и приложение А).
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.5.2 Устройства крепления разрезаемого материала
Все отрезные
станки должны иметь зажимные устройства, удерживающие разрезаемый материал в
нужной позиции, или другие равно эффективные устройства, предотвращающие
самопроизвольное движение разрезаемого материала в процессе резания.
Исключением
являются вертикальные отрезные станки для профильного и контурного резания и
вертикальные станки с двумя отрезными инструментами и одной инструментальной
бабкой для резания под углом (см. 5.4.1 и 5.4.2.9).
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.5.3 Устройства крепления обрабатываемого материала с
механическим приводом
5.5.3.1
Опасность раздавливания
Опасность быть
раздавленным, попав между зажимами с механическим приводом и разрезаемым
материалом, можно уменьшить следующим образом:
1) ограничив
рабочий ход зажима до 6 мм, или
2) ограничив
скорость зажима до 10 мм/с при применении управляющего устройства с удержанием,
или
3) предусмотрев
ограждения, гарантирующие невозможность доступа в опасную зону (ЕН 294, таблицы
1, 2, 3 для определения соответствующего типа ограждения).
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.5.3.2
Блокировка управления
Ослабление
усилия зажима разрезаемого материала в процессе резания должно приводить к
остановке станка.
На полуавтоматах
и автоматах система управления станком должна обеспечивать включение процесса
резания только после надежного закрепления заготовки.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.5.3.3
Ослабление зажима разрезаемого материала во время резания
Усилие зажима
разрезаемого материала, осуществляемое механическим приводом должно оставаться
достаточным для надежного крепления материала до завершения процесса резания. В
противном случае процесс резания должен быть остановлен.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.5.3.4
Отключение зажима разрезаемого материала вручную
На
полуавтоматах и автоматах отключение крепления разрезаемого материала вручную
должно быть возможно только после того, как режущий инструмент отведен в
исходное положение, а опасные движения прекращены.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.5.4 Механические
устройства загрузки/разгрузки разрезаемого материала
5.5.4.1 Подача
посредством роликового механизма (см. 3.9)
Механизм подачи
разрезаемого материала с помощью роликов с механическим приводом должен быть
полностью огражден. Опасная зона (защемление) между роликами с механическим
приводом и разрезаемым материалом должна быть ограждена неподвижными и/или
перемещаемыми ограждениями с блокировкой, за исключением случаев, если входное
отверстие (например, место входа разрезаемого материала в станок) соответствует
требованиям ЕН 294.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.5.4.2 Подача
с помощью зажимного устройства (см. 3.7)
Доступ к
опасным зонам механизма подачи разрезаемого материала с помощью зажимного
устройства должен быть закрыт (например, с помощью неподвижных ограждений,
перемещаемых ограждений с блокировкой, активных оптоэлектронных устройства
защиты (AOPDs) по МЭК 61496-2).
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.5.4.3
Толкающая подача (см. 3.8)
Должны быть
предусмотрены ограждения, закрывающие доступ к пути движения механизма и
разрезаемого материала во время хода вперед и во время обратного хода,
предотвращающие опасность раздавливания между концом разрезаемого материала и
подающим устройством (см. ЕН 294).
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.5.5
Системы сбора и удаления стружки/опилок
Доступ к
опасным элементам системы сбора и удаления стружки/опилок (если имеется) должен
быть исключен с помощью неподвижных и/или перемещаемых ограждений с
блокировкой.
Открытие
перемещаемых ограждений с блокировкой должно вызывать останов системы.
Если необходимо
движение системы при открытом ограждении (например, с целью чистки станка), то
оно должно включаться только с помощью управляющего устройства с удержанием.
Опасная зона
выгрузки стружки/опилок должна иметь соответствующую маркировку.
Метод проверки
Проверка
чертежей, схем, визуальный контроль.
5.5.6
Профилактический планово-предупредительный ремонт и техническое обслуживание
станка
Доступ в
опасную зону должен быть ограничен. Места проведения планово -
предупредительного ремонта (ППР), добавления масла, СОЖ и точки
наладки/регулировки станка должны быть расположены вне опасных зон (ЕН 292-2,
пункт 6.2, и ЕН 292-2/А1, пункт 1.6.1).
Метод проверки
Проверка
чертежей, схем, визуальный контроль.
5.6 Электрические опасности, вызванные прямым и непрямым
контактами
Чтобы снизить
до минимума опасность поражения электротоком (электрошок или ожог), вызванную
неправильным срабатыванием электрооборудования, все электрооборудование должно
соответствовать ЕН 60204-1, пункты 6,2 и 6.3. Должны быть предусмотрены
средства изоляции частей станка, исключающие попадание их под опасное
электрическое напряжение (ЕН 60204-1, пункт 5.3).
Средствами
такой изоляции должны быть оборудованы все основные оболочки с
электрооборудованием в соответствии с ЕН 60204-1, пункт 6.2.2, перечисление b). Все другие оболочки с электрооборудованием
должны соответствовать ЕН 60204-1, пункт 6.2.2, перечисление а). Все активные
части (токоведущие, находящиеся под напряжением) должны быть защищены от
прямого контакта как минимум на IP2X
в соответствии с ЕН 60204-1, пункт 6.2.3,
перечисление с).
Метод проверки
Проверка на соответствие
требованиям ЕН 60204-1, в частности раздела 19.
5.7 Термические опасности
Там, где
имеется система удаления стружки, она должна защищать оператора от контакта с
горячим материалом (температура более 42 °С). Метод проверки Проверка чертежей,
схем, визуальный контроль, функциональные испытания станка.
5.8 Опасности, вызванные шумом
5.8.1
Снижение уровня шума у источника
При
конструировании отрезных станков необходимо руководствоваться информацией и
осуществлять технические мероприятия по контролю источника шума в соответствии
с ЕН ИСО 11688-1 и ЕН ИСО 11688-2.
При этом
следует учитывать шум от каждого источника. Рекомендуемые меры по снижению шума
от основных источников шума отрезных станков приведены в таблице 7.
Приведенный в
таблице 7
перечень не является исчерпывающим. Могут быть проведены альтернативные
мероприятия по снижению шума идентичной или большей эффективности. Конструкция ограждений
может иметь звукоизолирующие или звукопоглощающие элементы, способствующие
снижению шума (ЕН 953, пункты 5.1.5; 5.1.6).
Критерием
достижения эффективности мероприятий по снижению шума являются действительные
значения уровня шума от станков, определенные в соответствии с 7.3 (см.
также ЕН 414).
Таблица 7
- Меры по снижению шума
|
Основной источник шума
|
Рекомендуемое
средство снижения шума
|
|
a) Механические узлы
|
Звукоизоляция механических узлов, двигателя, ремней
и т.п.
|
|
b)
Пневматический выхлоп
|
Пневмоглушители
|
|
c) Загрузка разрезаемого материала
|
Звукопоглощающая обшивка на внутренней поверхности
устройств, подающих разрезаемый материал
|
|
d)
Шум от процессов резания
|
Качественная заточка отрезного инструмента;
звукоизоляция или звукопоглощение, надежное крепление разрезаемого материала
|
|
e) Выгрузка отрезанных заготовок
|
Конструкция и звукопоглощающая обшивка на внутренней
поверхности устройств для отрезанных заготовок
|
|
f)
Аэродинамический шум
|
Защитные средства для систем отсоса дыма, пыли и
т.п., конструкция режущего инструмента
|
|
g)
Шум от плохо закрепленного разрезаемого материала
|
Надежное крепление разрезаемого материала или
применение специальных зажимных устройств
|
|
h)
Вибрация режущего инструмента
|
Многослойные покрытия отрезного инструмента,
геометрия отрезного инструмента, жесткие допуски на отрезной инструмент
|
|
i)
Недостаток СОЖ в процессе резания
|
Оптимальное количество и качество применяемой СОЖ
|
|
j)
Гидравлическая система
|
Шумопоглощающие ограждения, выбор малошумного
оборудования
|
5.8.2 Пути ограничения распространения шума
Там, где шум
должен быть снижен сверх достигаемого конструкцией станка уровня, станок должен
быть оборудован дополнительными защитными устройствами (например,
звукозащитными и звукопоглощающими ограждениями, экранами, глушителями). См. ЕН
ИСО 11546-1, ЕН ИСО 11546-2, ЕН ИС011691, ЕН ИСО 11820 и ЕН ИСО 11821.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.9 Опасности, вызванные вибрацией
На отрезных
станках с ручной подачей и управлением, где операторы могут подвергаться
воздействию вибрации с эквивалентным корректированным значением виброускорения
в течение рабочей смены более 2,5 м/с2, при проектировании и
изготовлении должны быть приняты меры по предотвращению или сокращению
вибрации, такие как амортизация и/или изоляция. Для измерения и снижения уровня
вибрации см. ЕН 1299, ЕН 1033.
Метод проверки
Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка,
измерение.
5.10 Опасности, вызванные разрезаемыми материалами или
применяемыми веществами
5.10.1
Опасности от контакта или попадания внутрь вредных жидкостей, газов,
тонкодисперсных туманов, дыма и пыли
Мероприятия по
снижению опасностей, возникающих от рабочих жидкостей, должны включать в себя
следующее:
- конструкцией
системы должно быть обеспечено исключение выброса, утечки или перелива рабочей
жидкости;
- резервуары
для жидкости и другие детали системы (например, трубы и шланги) должны быть
изготовлены из материалов, стойких к воздействию рабочей жидкости. Должны быть
даны рекомендации по применению СОЖ (см. 7.2.2, перечисление е);
- система
распределения СОЖ и нагнетательные патрубки должны быть сконструирована так,
чтобы свести к минимуму нежелательное распыление СОЖ;
-там, где в
рабочей зоне предвидится образование вредной концентрации тонкодисперсных
туманов, пара или дыма, должны быть приняты меры для предотвращения их выброса:
предусмотрено встроенное вытяжное оборудование и подключение к цеховой
(заводской) вытяжной вентиляционной системе (ЕН 626-1);
- качество СОЖ
должно обеспечивать правильную работу станка и быть достаточным для того, чтобы
избежать перегрева и последующего испарения жидкости, или должны быть
предусмотрены альтернативные охладители;
- система СОЖ
должна обеспечивать доставку необходимого количества СОЖ, чтобы минимизировать
образование вредных паров в зоне обработки;
- если оператор
вынужден производить ручные работы в зоне обработки (например, во время
погрузки/разгрузки, установки разрезаемого материала), подача СОЖ должна
автоматически отключаться или переключаться на другое направление;
- конструкцией
системы СОЖ должна быть предусмотрена возможность регулирования потока СОЖ и
его направление в необходимую зону, в том числе при останове станка;
- резервуары
СОЖ должны иметь визуальный индикатор уровня жидкости и горловину для заливки
СОЖ, к которым должен иметься легкий доступ;
- все
компоненты системы должны быть сконструированы так, чтобы максимально сократить
попадание жидкости на персонал при эксплуатации и проведении технического обслуживания
и ремонта;
- должны быть
предусмотрены фильтры для предотвращения накапливания стружки и других
продуктов резания внутри станка и в резервуаре с СОЖ, чтобы предотвратить
загрязнение СОЖ взвешенными частицами металла.
Метод проверки
Проверка чертежей,
схем, визуальный контроль, функциональные испытания станка.
5.10.2
Минимизация биологических и микробиологических опасностей в СОЖ
Меры по
минимизации биологических и микробиологических опасностей в циркулирующей СОЖ:
- конструкцией
системы подачи СОЖ должна быть предусмотрена возможность обеспечения циркуляции
всего объема жидкости при работе станка, чтобы исключать застой жидкости, за
исключением места для сбора осадка, если это предусмотрено конструкцией.
- чтобы СОЖ не застаивалась
в станке, конструкция станка должна обеспечивать свободный сток СОЖ из станка в
резервуар для СОЖ под действием силы тяжести;
- сливная труба
должна иметь достаточный диаметр и уклон, чтобы минимизировать образование
застоя в трубе;
- система подачи
СОЖ должна иметь фильтры для исключения попадания продуктов резания в зону
резания вместе с СОЖ;
- конструкцией
бака для СОЖ должна быть предусмотрена возможность обеспечения легкой очистки
системы от осадка (например, скругленные углы в резервуарах), при этом не
должно требоваться осушения всей системы;
- внутренняя
поверхность резервуаров не должна способствовать росту бактерий (т.е. должна
быть гладкой, окрашенной);
- должна быть
предусмотрена возможность полного опустошения резервуаров для СОЖ;
- резервуары
для СОЖ должны иметь крышки, спроектированные так, чтобы предотвращать
проникновение в СОЖ посторонних веществ извне;
- загрязнение
СОЖ маслом или смазкой из внешних источников, например, машинной смазкой,
должно быть исключено или должны быть предусмотрены средства систематического
удаления загрязнений;
- должно быть
предусмотрено минимальное попадание СОЖ на оператора при:
отборе образцов
СОЖ,
очистке
маслосборников и трубопроводов и замене фильтров. Метод проверки Проверка чертежей,
схем, визуальный контроль, функциональные испытания, измерение.
5.10.3 Система удаления стружки
Конструкцией станка должна быть предусмотрена возможность
удаления стружки при минимальном снятии ограждений. Метод проверки Проверка
чертежей, схем, визуальный контроль, функциональные испытания станка.
5.10.4 Возгорание или взрыв
Так как на станке приходится разрезать различные материалы,
то для этого тоже могут применяться разные СОЖ. В настоящем стандарте
невозможно дать детальные требования по сокращению опасности воспламенения или
взрыва. Рекомендации по этим вопросам см. в ЕН 1127-1 [1], ЕН 13478 [2].
5.11 Опасности, возникающие при
пренебрежении принципами эргономики при конструировании
5.11.1 Предотвращение неудобного положения тела,
чрезмерных усилий, повторяющихся напряжений
Станок и все его системы управления должны быть
сконструированы в соответствии с ЕН 292-2, пункт 3.6.
Станки должны быть сконструированы в соответствии с
эргономическими принципами так, чтобы избежать для оператора неудобного
положения тела, чрезмерных усилий и повторяющихся напряжений во время работы.
Передвижные ограждения должны иметь механический привод там,
где их использование приводит к чрезмерным повторяющимся усилиям (см. также ЕН
292-2, пункт 4.2.2.6).
Примечание -
Более подробно см. ЕН 60204-1 (особенно раздел 10), ЕН 614-1, ЕН 894-2, ЕН
894-3, ЕН ИСО 14738 [3].
Метод проверки
Измерение, требования к положению тела - в соответствии со
стандартами, на которые имеются ссылки.
5.11.2 Несоответствие анатомическим возможностям рук и
ног человека
Размещение, маркировка и освещение ручек управления и мест
наблюдения или обслуживания, таких как, например, заполнение и осушение
резервуаров, следует выбирать в соответствии с эргономическими принципами (ЕН
614-1, ЕН 614-2, ЕН 894-1, ЕН 894-2, ЕН 894-3, ЕН 1005-1, ЕН 1005-2, ЕН 1005-3,
ЕН ИСО 7250).
Метод проверки
Измерение, проверка расстояния, нужного для нормальной
работы в соответствии со стандартами, на которые имеются ссылки.
5.11.3 Неадекватное местное освещение
Встроенное освещение станка должно обеспечивать освещение
рабочей зоны, если конструкция станка и/или ограждений не обеспечивает
адекватного ее освещения для безопасной и эффективной работы оператора за счет
внешних источников.
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка, измерение.
Исключение. На вертикальных отрезных станках с ручной
подачей (см. рисунок С.4) освещение внутри рабочей зоны должно быть
не менее 500 лк в соответствии с ЕН 1837.
Допускается применение флуоресцентного освещения только при
условии гарантированного исключения стробоскопического эффекта, скрывающего
опасность.
Метод проверки
Визуальный контроль, измерение
5.11.4 Ошибки человека, поведение человека
При конструировании станка должны приниматься во внимание возможные
ошибки человека, особенно достаточно предсказуемое ненадлежащее использование
станка и инструментов.
Обязательно должны быть в наличии все оборудование и
принадлежности для регулирования и текущего обслуживания станка, указанные в
инструкции по эксплуатации.
Метод проверки
Функциональные испытания станка
5.11.5 Неправильная конструкция, неправильное размещение
или обозначение органов управления
Устройства ввода (например, клавиатуры, панели управления,
кнопки) должны соответствовать ЕН 894-1, ЕН 894-2 и ЕН 894-3.
Метод проверки Визуальный контроль
5.11.6 Неправильная конструкция или неправильное
расположение средств отображения информации
Выведенная на дисплей информация должна быть четкой и
однозначной. Отражения и блики на экране должны быть сведены к минимуму. Метод
проверки Проверка четкости и визуальной доступности информации с рабочего места
оператора.
5.12 Неожиданный пуск, повороты,
прокручивание
5.12.1 Неполадки/нарушения работы систем управления
Системы управления должны быть созданы в соответствии с ЕН
954-1, ЕН 60204-1, ЕН 982, ЕН 983, ЕН 292-2, пункт 3.7.
Использование программируемых электронных систем не должно
снижать уровень безопасности, определенный настоящим стандартом. Там, где
относящиеся к безопасности элементы системы управления являются частью
программируемой электронной системы, они должны отвечать требованиям категории
3 по ЕН 954-1.
Неожиданные движения узлов станка (например, движение
отрезного инструмента, срабатывание механизмов крепления и подачи разрезаемого
материала) должны быть исключены (ЕН 1037).
Метод проверки
Проверка чертежей, схем, визуальный контроль, функциональные
испытания станка.
5.12.2 Восстановление энергоснабжения после его
прерывания
Конструкцией системы управления должны быть предусмотрены
исключение автоматического повторного пуска и возможность обеспечения пуска
станка вновь только при повторном нажатии пусковой кнопки, например, после
аварийного останова, изменения режима работы, переналадки станка,
разблокирования ограждения, восстановления нужного давления или напряжения или
после исправления неполадок в системе (ЕН 292-2, пункт 3.7).
Метод проверки
Проверка чертежей, схем, функциональные испытания станка.
5.12.3 Внешние воздействия на электрооборудование
При проектировании станков, оснащенных электронными
элементами и программируемыми электронными системами (PES),
следует учитывать электромагнитную совместимость и помехоустойчивость:
a) помехоустойчивость. Электронные системы управления должны
быть спроектированы и установлены так, чтобы быть защищенными от
электромагнитных помех и быть стойкими к нарушениям или неисправностям в работе
электросети в соответствии с ЕН 61000-6-2;
b) излучения. При
разработке электронных/электрических систем следует учитывать техническую
информацию и проводить технические мероприятия для ограничения электромагнитных
излучений в соответствии с ЕН 61000-6-4.
Примечание -
Станки, система управления которых выполнена только на электромеханической аппаратуре,
маркированной знаком СЕ с использованием монтажа электропроводами в
соответствии с рекомендациями изготовителя, допускается считать имеющими
адекватную гарантированную электромагнитную помехоустойчивость.
Метод проверки
Следует пользоваться методами проверки, описанными в ЕН
61000-6-2 и ЕН 61000-6-4.
5.13 Ошибки монтажа
В конструкции станка должны быть предусмотрены средства,
предотвращающие ошибки монтажа (например, использование розеточных/штырьковых
разъемов с механическим кодом, асимметричного расположения сопрягаемых
поверхностей), кроме того, части станка должны быть соответственно
замаркированы для упрощения монтажа.
Метод проверки
Проверка чертежей, схем, расчетов.
Направление вращения (перемещения) отрезного инструмента должно
быть обозначено стрелкой. Она может быть нанесена на наружную или внутреннюю
поверхность ограждения или на детали механической передачи (например, шкивы для
ленточной пилы, шпиндель для дискового отрезного инструмента, раму для полотна
ножовочной пилы).
Метод проверки
Визуальный контроль.
5.14 Падение или выброс предметов или
жидкостей
5.14.1 Локализация выброса разрезаемых материалов,
стружки и СОЖ
Должны быть предусмотрены ограждения для удержания или
локализации возможного выброса разрезаемых материалов, стружки или СОЖ. Такие
ограждения должны быть спроектированы в соответствии с ЕН 953, раздел 8.
Метод проверки
Проверка чертежей, схем, расчетов.
5.14.2 Выброс деталей. Прочность ограждения
С целью защиты персонала должны быть спроектированы и изготовлены
ограждения для удержания деталей станка, которые могут быть выброшены в
процессе работы (ЕН 953, пункты 5.5, 5.6). Метод проверки Проверка чертежей,
схем, расчетов, визуальный контроль, функциональные испытания станка.
5.15 Потеря устойчивости/опрокидывания
станка
Станки должны быть спроектированы так, чтобы они были
устойчивыми при всех возможных условиях работы, без риска перевернуться, упасть
или неожиданно передвинуться. Если одной из мер, предупреждающей опрокидывание
станка, является использование крепления на фундаменте, изготовитель должен
указать точные технические требования на фундаментные болты и фундамент (см.
также раздел 7)
Метод проверки
Визуальный контроль при необходимости измерения в процессе
нормальной работы.
5.16 Скольжение, опрокидывание или
падение людей
5.16.1 Общие требования
Рабочие места и средства доступа к станкам (например,
лестницы, рабочие площадки и проходы) должны быть спроектированы так, чтобы
свести к минимуму опасность поскользнуться, споткнуться и упасть путем
установки перил и упоров для ног и, при необходимости, настилов, предохраняющих
от скольжения в соответствии с ЕН ИСО 14122-2 и ЕН ИСО 14122-3.
Метод проверки
Визуальный контроль.
5.16.2 Загрязнение полов
Конструкцией системы подачи СОЖ должна быть предусмотрена
возможность предотвращения расплескивания, разбрызгивания СОЖ и образования
тумана за пределами ограждения станка [см. 7.2.2, перечисление е)].
Метод проверки
Визуальный контроль, эксплуатационная проверка с
использованием жидкости.
5.16.3 Верхние части станков, которые должны быть
доступны для технического обслуживания и ремонта
В этом случае, если требуется частый доступ (как минимум
один раз в смену), должны быть предусмотрены стационарные средства доступа (см.
примеры в группе А). Если необходим нерегулярный доступ, достаточно средств,
указанных в примерах в группе В.
Группа А:
- стационарные средства доступа, например рабочие площадки и
проходы (ЕН ИСО 14122-2), -стационарные лестницы с поручнями, предотвращающими
падения людей (ЕН ИСО 14122-3); Группа В:
- опоры для ремней безопасности,
- средства для крепления переносных лестниц. Метод проверки
Визуальный контроль.
Требования и/или меры обеспечения безопасности, принятые
согласно разделу 5,
следует контролировать в соответствии с методами, разрабатываемыми для каждой
проверки или для группы проверок.
Визуальный контроль следует применять для проверки
соблюдения требований к поставляемым компонентам.
Функциональные испытания станка должны подтверждать
способность станка выполнять свои функции согласно техническим требованиям.
Измерения должны подтверждать соответствие проверяемых
параметров техническим требованиям.
Чертежи/расчеты должны подтверждать соответствие конструкции
станка и его компонентов техническим требованиям.
7.1 Маркировка
7.1.1 Общие требования должны соответствовать ЕН 292-2,
пункт 5.4 и приложение А, пункт 1.7.3.
7.1.2 Каждый станок должен иметь четкую и
долговременную маркировку с указанием:
- наименования и адреса изготовителя, если есть, поставщика;
- СЕ маркировки, если имеется
- года изготовления;
- обозначения модели станка;
- заводского номера;
- массы станка без отрезных инструментов и дополнительного
оборудования;
- данных по электрооборудованию, гидравлической и
пневматической системам, если такие применяются;
- диапазона размеров используемых отрезных инструментов;
-диапазона скоростей резания и подач;
- направления вращения (перемещения) отрезного инструмента
(должно быть обозначено стрелкой).
7.2 Инструкции (руководство по эксплуатации)
7.2.1 Общие требования должны соответствовать ЕН 292-2,
пункт 5.5 и приложение А, пункт 1.7.4.
7.2.2 Руководство по эксплуатации должно
включать в себя:
a) повторение информации по маркировке (см. 7.1.2);
b) подробную информацию о местах
зачаливания при транспортировке станка, по монтажу станка и его защитного
ограждения (например, требования к состоянию пола, подводу энергии, защите от
вибрации, крепежным деталям);
c) подробную информацию по системам управления, включая
схемы соединений для электротехнической, гидравлической и пневматической
систем. Если на станке установлена программируемая электронная или
пневматическая система (PES, PPS),
на электрической схеме должна быть указана взаимосвязь между ними и другими не
программируемыми частями системы управления;
d) информацию о производительности
станка;
e) перечень смазок, гидравлических жидкостей или СОЖ,
рекомендуемых для применения на станке, а также инструкции по их применению. В информации
должно быть указано на важность предотвращения расплескивания жидкости на
пространство вокруг станка и исключение создания тем самым опасности скольжения
и неожиданного падения людей вблизи станка;
f) декларацию о шуме в соответствии
с ЕН 292-2, приложение А, пункт 1.7.4, перечисление f),
и приложения А
и В
к настоящему стандарту;
g) инструкцию по испытанию станка и
касающегося безопасности оборудования перед запуском станка;
h) инструкции по установке, замене
отрезных инструментов, очистке, использованию зажимных и подающих устройств;
i) предупреждение о необходимости
применения индивидуальных средств защиты (одежда операторов, специальная защита
ушей от шума, защитные очки для глаз);
j) инструкции по регулированию
ограждений и направляющих режущих полотен со спецификациями для каждого типа
режущих полотен;
k) инструкции по контролю ограждений
и других средств защиты после замены или регулирования отрезного инструмента;
I) инструкции по контролю
безопасности разрезаемого материала при профильном и контурном резании;
m) инструкции, касающиеся опасностей
от вибрации, особенно для станков, управляемых вручную (т.е. с ручной подачей и
загрузкой/выгрузкой деталей).
n) требования к периодическому
ремонту станка, его направляющих и защитных устройств.
Для выполнения контрольных операций, указанных в
перечислениях h), i), j) и k) рекомендуется подготовить
контрольные листы (формуляры технического осмотра), в частности, для испытания
средств безопасности, которые должно подписывать лицо, производившее испытания.
7.3 Декларация о шуме
Измерение шума следует проводить в соответствии с ЕН ИСО
3746 или ЕН ИСО 11202 в зависимости от обстановки. Руководство по измерению
уровня шума дано в приложении В.
Декларация касается распространяющегося в воздухе звукового
излучения в соответствии с ЕН 292-2/А1, пункт А.1.7.4, перечисление f). Декларация и проверка значений уровня шума должны
соответствовать ЕН ИСО 4871 и рекомендациям, указанным в приложении В.
К декларации должна быть приложена информация о примененном
методе измерения и условиях во время проведения измерений, а также о значениях
погрешности K ((ЕН ИСО 4871):
- 4 дБ при применении ЕН ИСО 3746 или ЕН ИСО 11202;
- 2 дБ при применении ЕН ИСО 3744.
Таким образом, например, для корректированного уровня звуковой
мощности Lwa
= 93дБ (как измеренное значение) погрешность K =
4дБ для измерений, которые проводились в соответствии с ЕН ИСО 3746.
Проверку точности заявленных значений уровня шума следует
проводить при применении того же самого метода измерения и тех же условий
эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим
заявлением:
«Приведенные цифры являются уровнями излучения, но
необязательно должны считаться безопасными рабочими уровнями. Несмотря на то,
что существует корреляция между уровнями излучения и воздействия шума, они не
могут быть надежно использованы для определения того, требуются или нет
дальнейшие меры предосторожности. Факторы, оказывающие влияние на
действительный уровень воздействия шума на работников, включают в себя
характеристики рабочего помещения, другие источники шума и т.д., а именно,
количество станков и других сопутствующих процессов. Допустимый уровень
воздействия шума может быть различным в зависимости от страны. Тем не менее
указанная информация даст пользователю возможность наилучшим образом оценить
риски и опасности».
Измерение
шумового излучения
Рабочие условия для измерения шума должны соответствовать
или быть эквивалентны условиям, указанным в приложении В.
Закрепление станка при установке и режим работы должны
соответствовать инструкции производителя и быть идентичными для измерения
уровня звукового давления, излучаемого на рабочем месте и уровня звуковой
мощности.
Уровень звукового давления на рабочем месте следует измерять
в соответствии с ЕН ИСО 11202 при соблюдении следующих условий:
- показатель акустических условий окружающей среды K2А или локальный показатель акустических
условий окружающей среды K3А должен
быть не более 4дБ;
- разница между фоновым уровнем звукового давления и уровнем
звукового давления на рабочем месте должна быть не менее 6 дБ;
- локальный показатель акустических условий окружающей среды
K3А следует рассчитывать в
соответствии с ЕН ИСО 11204 (пункт А.2, приложение А) со ссылкой на ЕН ИСО 3746
вместо метода, приведенного в ЕН ИСО 11202, приложение А, или в соответствии с
ЕН ИСО 3744, где один из этих стандартов использовался в качестве метода
измерения.
Уровни звуковой мощности следует определять в соответствии с
методом измерения по огибающей поверхности, указанным в ЕН ИСО 3746 при
соблюдении следующих условий:
- показатель акустических условий окружающей среды K2А должен быть не более 4 дБ;
- разница между фоновым уровнем звукового давления и уровнем
звукового давления, издаваемого станком в каждой точке измерения, должна быть
не менее 6 дБ;
- формула корректировки для этой разницы (ЕН ИСО 3746, пункт
8.2) должна применяться до разницы в 10 дБ;
- измерение уровня звукового давления станка следует
проводить на расстоянии 1,0 м от источника шума;
- если расстояние от станка до дополнительного устройства
менее 2,0 м, дополнительное устройство должно быть включено в спецификацию
станка;
- время измерения, требуемое согласно ЕН ИСО 3746, пункт
7.5.3, а именно 30 с, должно быть исключено;
- точность измерения должна превышать 3 дБ;
- число позиций микрофона должно соответствовать ЕН ИСО
3746.
В тех случаях, когда отсутствуют помехи, уровни звуковой
мощности оборудования можно измерять с высокой степенью точности в соответствии
с ЕН ИСО 3744 без вышеуказанных изменений.
Уровень звуковой мощности методом интенсивности звука
следует измерять по ЕН ИСО 9614-1 (применение этого метода необходимо
согласовывать между поставщиком и потребителем).
Рекомендуемые
условия испытаний для измерения уровня шума
на отрезных станках и требования к разрезаемому материалу
B.1 Рекомендуемые
условия испытаний для измерения уровня шума на отрезных станках
Для испытания следует использовать устройства крепления
заготовок, поставляемые со станком.
Все вспомогательные узлы (например, механизмы для удаления
стружки, система подачи СОЖ, гидравлическая и смазочная системы) должны быть в
рабочем состоянии при загрузке и испытании на холостом ходу.
Все защитные средства и акустические ограждения, обычно
поставляемые со станком, должны быть отрегулированы и при испытаниях находиться
в рабочем состоянии.
Для каждой серии испытаний следует использовать новый или
вновь заточенный отрезной инструмент. Испытания следует проводить согласно
рекомендациям изготовителя отрезных инструментов.
Оснастка и условия при измерении уровня шума должны быть
типичными для станка. Если применяется другая частота вращения отрезного
инструмента, она должна входить в третий квартиль диапазона (75 % максимальной
частоты вращения шпинделя).
На станок, который подвергается испытаниям, следует
составлять схематический чертеж с указанием местоположения и деталями любой
отражающей поверхности, оказывающей влияние на уровень шумового излучения.
Чертеж должен также включать точки измерения, в которых был записан уровень
звуковой мощности и звукового давления, а также обычное рабочее место
оператора.
B.2 Требования к
разрезаемому материалу
B.2.1
Сталь
Материалом заготовки должна быть низколегированная
углеродистая сталь (ИСО 683-1) со следующим химическим составом:
С - 0,35 % - 0,5 %;
Si - 0,15 % - 0,4 %;
Mn - 0,5 % - 0,8 %;
P - не более 0,35 %;
S - не более 0,35 %.
Материал должен быть стандартного качества, механические
свойства материала должны находиться в следующем диапазоне:
предел текучести sT 335 -
480 Нм-2;
предел прочности sn 600 -
840 Нм-2;
твердость 170 - 215 НВ.
B.2.2
Алюминий
Материалом заготовки должен быть алюминиевый сплав
обыкновенного качества, например AIMgSi1 (нечистый
алюминий), со следующими химическими характеристиками:
Si - 0,75 % - 1,3 %;
Mg - 0,6 % - 1,2 %;
Mn - 0,4 % - 1,0 %.
В таблице В.1 приведена характеристика образцов,
рекомендуемых для испытания различных типоразмеров отрезных станков,
обеспечивающих репрезентативный процесс образования шума, если пользователь не
может сам определиться с образцом для испытания станка на шум.
Таблица
В.1 - Характеристика образцов, рекомендуемых для испытания различных типов и
размеров отрезных станков
|
Тип и
размер отрезного станка
|
Характеристика
образцов, рекомендуемых для испытания отрезных станков
|
|
|
Обрабатываемый
материал - сталь;
состав см. В.2.1
|
Обрабатываемый
материал - алюминий;
состав см. В.2.2
|
|
|
Номер
пункта
|
Краткое
описание конструкции и
назначения станка
|
Размер
заготовки
|
Тип
заготовки
|
Размер
заготовки
|
Тип
заготовки
|
|
|
5.2,
таблица 3,
пункт
5.4.1.1
|
Горизонтальный ленточнопильный станок с качающейся
пильной рамой и станок колонного типа:
|
|
|
|
|
|
|
- диаметр разрезаемого материала не более 250 мм
|
Диаметр
100 мм
|
Пруток
|
Диаметр
100 мм
|
Пруток
|
|
|
- диаметр разрезаемого материала от 250 до 400 мм
|
Диаметр
150 мм
|
Пруток
|
Диаметр
150 мм
|
Пруток
|
|
|
- диаметр разрезаемого материала от 400 до 800 мм
|
Диаметр
250 мм
|
То же
|
Диаметр
250 мм
|
То же
|
|
|
- диаметр разрезаемого материала более 800 мм
|
То же
|
»
|
То же
|
»
|
|
|
Горизонтальный ленточнопильный станок с качающейся
поворотной пильной рамой
|
Диаметр
100 мм
|
»
|
Диаметр
100 мм
|
»
|
|
|
Вертикальный ленточнопильный станок:
|
|
|
|
|
|
|
- с неподвижной пильной рамой
|
Толщина
10 мм
|
Плита
|
Толщина
10 мм
|
Плита
|
|
|
- с фронтальным резанием
|
Диаметр
100 мм
|
Пруток
|
100 ´ 100 ´ 6 мм
|
Труба квадратного сечения
|
|
|
5.2,
таблица 3,
|
Вертикальный ленточнопильный станок с продольной
подачей стола или пильной рамы:
|
|
|
|
|
|
|
(5.4.1.1)
|
- толщина разрезаемого материала не более 500 мм
|
Толщина
100 мм
|
Плита
|
Толщина
100 мм
|
Плита
|
|
|
(5.4.1.1; 5.4.1.2)
|
- толщина разрезаемого материала более 500 мм
|
Толщина
300 мм
|
То же
|
Толщина
300 мм
|
То же
|
|
|
5.2,
таблица 4,
|
Круглопильный отрезной станок с качающейся
инструментальной бабкой:
|
|
|
|
|
|
|
(5.4.2.1; 5.4.2.2)
|
- с ручной и механической подачей инструментальной
бабки
|
Диаметр
50 мм
|
Пруток
|
50 ´ 50 ´ 5 мм
|
Труба
квадратного сечения
|
|
|
(5.4.2.1; 5.4.2.3)
|
- автомат
|
То же
|
То же
|
50 ´ 50 ´ 5 мм
|
То же
|
|
|
(5.4.2.1; 5.4.2.3)
|
- полуавтомат
|
300 ´ 200 мм
|
Пустотелый
профиль
|
В
соответствии с договором с потребителем
|
|
|
5.2,
таблица 4,
(5.4.2.1;
5.4.2.4)
|
Круглопильный отрезной станок с вертикальной подачей
сверху вниз
|
Не менее
50 % максимального диаметра разрезаемого материала
|
То же
|
50 ´ 50 ´ 5 мм
|
Труба
квадратного сечения
|
|
|
5.2,
таблица 4,
(5.4.2.1;
5.4.2.5)
|
Круглопильный отрезной станок с вертикальной подачей
снизу вверх:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- диаметр пилы менее 425 мм
|
Не менее
50 % максимального диаметра разрезаемого материала
|
Пустотелый
профиль
|
50 ´ 50 ´ 5 мм
|
Труба
квадратного сечения
|
|
|
- диаметр пилы более 425 мм
|
Диаметр
125 мм
|
То же
|
100 ´ 100 ´ 6 мм
|
То же
|
|
|
5.2,
таблица 4
(5.4.2.1;
5.4.2.6;
5.4.2.7)
|
Круглопильный станок для резки листового материала с
инструментальной бабкой, расположенной:
|
|
|
|
|
|
|
- под столом или над столом
|
Толщина
50 мм
|
Плита
|
Толщина
50 мм
|
Плита
|
|
|
(5.4.2.1;
5.4.2.8)
|
- в кронштейне, имеющем возможность поворота в
горизонтальной плоскости
|
Толщина
15 мм
|
То же
|
50 ´ 50 ´ 5 мм
|
Труба
квадратного сечения
|
|
|
(5.4.2.1;
5.4.2.8)
|
Круглопильный станок маятникового типа
|
Толщина
15 мм
|
»
|
Толщина
15 мм
|
Плита
|
|
|
(5.4.2.1;
5.4.2.8)
|
Круглопильный станок с фронтальным резанием:
|
|
|
|
|
|
|
- диаметр пилы менее 300 мм
|
Не менее
50 % максимального диаметра разрезаемого материала
|
Пруток
|
50 ´ 50 ´ 5 мм
|
Труба
квадратного сечения
|
|
|
|
|
-диаметр пилы от 300 до500 мм
|
То же
|
То же
|
100 ´ 100 ´ 6 мм
|
То же
|
|
|
- диаметр пилы более500 мм
|
»
|
»
|
100 ´ 100 ´ 6 мм
|
»
|
|
|
5.2,
таблица 4
(5.4.2.1;
5.4.2.9;
5.4.2.10)
|
Круглопильные станки:
|
В соответствии с договором с потребителем
|
|
|
- с двумя режущими инструментами для наклонного
резания
|
|
|
|
|
- с двумя/несколькими инструментальными бабками
|
|
|
5.2,
таблица 5
(5.4.3)
|
Ножовочный станок с
горизонтальной осью поворота пильной рамы, с диаметром разрезаемого
материала:
|
|
|
|
|
|
|
- не более 250 мм
|
Диаметр
100 мм
|
Пруток
|
Диаметр
100 мм
|
Пруток
|
|
|
- более 250 мм
|
Диаметр
150 мм
|
То же
|
Диаметр
150 мм
|
То же
|
|
|
|
|
|
|
|
|
|
|
|
|
При испытании отрезных станков, для которых не подходят рекомендации
таблицы В.1,
рекомендуется руководствоваться следующими альтернативными условиями:
- крупный
станок с качающейся инструментальной бабкой (см. рисунок С.16)
для резки стали - следует использовать конструкционный профиль толщиной не
менее половины максимальной толщины и не менее половины максимальной длины плиты,
обрабатываемой на станке;
- листорезные
станки (см. рисунки С.6а, С.6b, С.10, С.11) для резки
стали - следует использовать плоскую плиту из конструкционной стали толщиной не
менее половины максимальной толщины и не менее половины максимальной длины
плиты, обрабатываемой на станке;
- листорезные
станки (см. рисунки С.6а, С.6b, С.10) для резки алюминия -
следует использовать плиту из технического алюминия толщиной не менее половины
максимальной толщины и не менее половины максимальной длины плиты,
обрабатываемой на станке;
- круглопильные
отрезные станки, предназначенные специально для резки алюминия, - следует
использовать профильную заготовку (трубу квадратного сечения) длиной 2000 -
6000 мм или плиту длиной не менее 1000 мм и шириной не менее 500 мм.
Примечание -
Там, где станок предполагается использовать для резки заготовок из специального
материала и специальной формы (например, порезка труб), производитель станка
должен проводить испытания с использованием материала и геометрии разрезаемого
образца в соответствии с техническим заданием на испытуемый станок.
Примеры
типов отрезных станков
Рисунки С.1 - С.18 в настоящем приложении
даны только как примеры типов станков.
Ограждения во всех случаях не показаны (см. описания в
таблице 2).
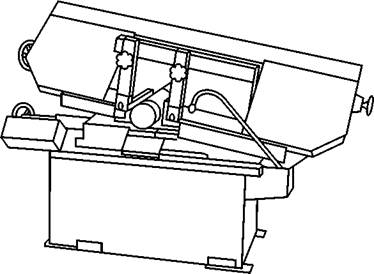
Рисунок С.1 - Горизонтальный
ленточнопильный станок с качающейся пильной рамой
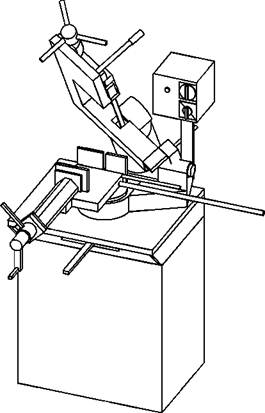
Рисунок С.2 - Горизонтальный
ленточнопильный станок с качающейся поворотной пильной рамой
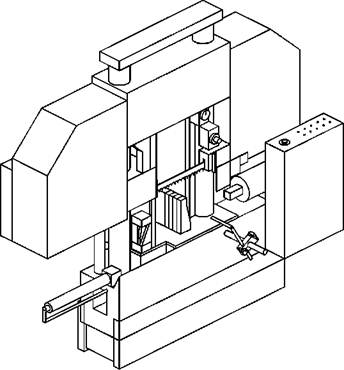
Рисунок С.3 - Горизонтальный
ленточнопильный станок колонного типа
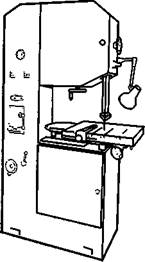
Рисунок С.4 - Вертикальный
ленточно-пильный станок с неподвижной пильной рамой
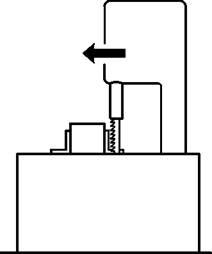
Рисунок С.5 - Вертикальный
ленточно-пильный станок с фронтальным резанием
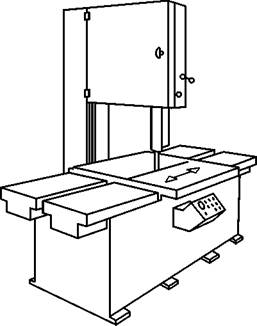
Рисунок С.6а - Вертикальный
ленточно-пильный станок с продольной подачей стола
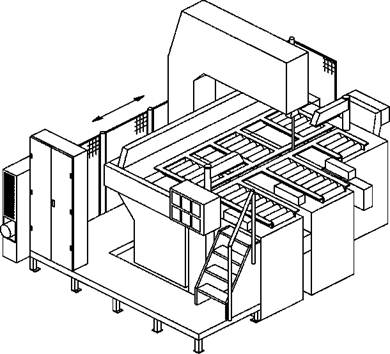
Рисунок С.6б - Вертикальный
ленточно-пильный станок с продольной подачей пильной рамы
Рисунок С.6 - Вертикальные
ленточно-пильные станки
|

|
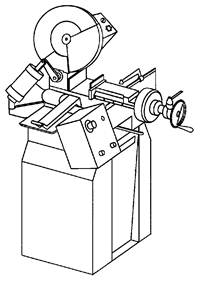
|
|
Рисунок С.7а -
Круглопильный отрезной станок с качающейся поворотной инструментальной бабкой
и ручной подачей инструментальной бабки
|
Рисунок С.7b - Круглопильный отрезной станок с качающейся
поворотной инструментальной бабкой и автоматической подачей инструментальной
бабки
|
|
Рисунок С.7 - Круглопильные отрезные станки с качающейся
инструментальной бабкой
|
|

|
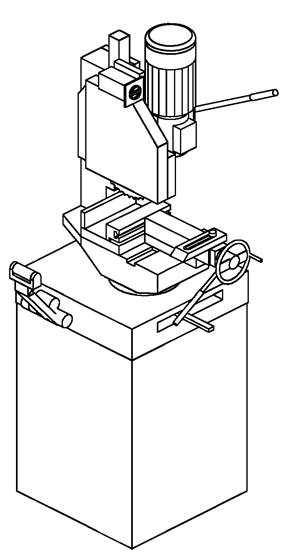
|
|
Рисунок С.8а -
Круглопильный отрезной станок двухстоечный вертикального типа
|
Рисунок С.8b - Круглопильный отрезной станок вертикального
типа, одностоечный, открытый спереди
|
|
Рисунок С.8 - Круглопильные отрезные станки
вертикального типа с подачей сверху вниз
|
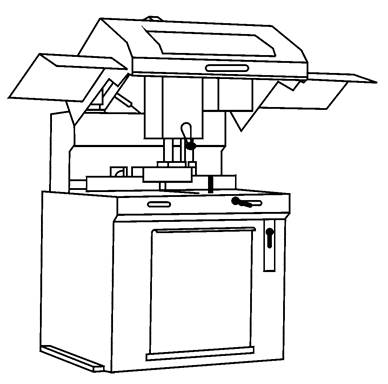
Рисунок С.9 - Круглопильный отрезной
станок с подачей снизу вверх

Рисунок С.10 - Круглопильный отрезной
станок с продольно
перемещающимся столом

Рисунок С.11 - Круглопильный отрезной
станок с
верхним расположением инструментальной бабки

Рисунок С.12 - Круглопильный отрезной
станок с кронштейном,
радиально поворачиваемом в горизонтальной плоскости кронштейном
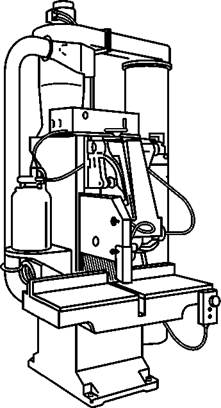
Рисунок С.13 - Круглопильный отрезной
станок маятникового типа
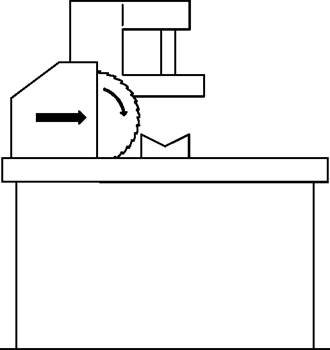
Рисунок С.14 - Круглопильный отрезной
станок с фронтальным резанием
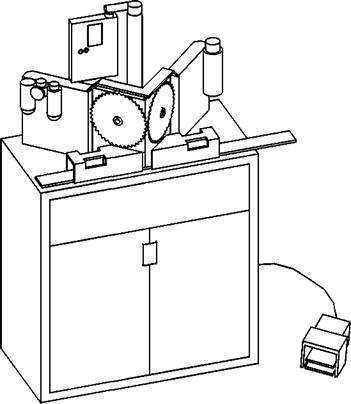
Рисунок С.15 - Круглопильный отрезной
станок с двумя дисковыми
пилами для разрезания под углом с вертикальной подачей

Рисунок С.16 - Круглопильный отрезной
станок с двумя качающимися поворотными
инструментальными бабками, имеющими подачу сверху вниз
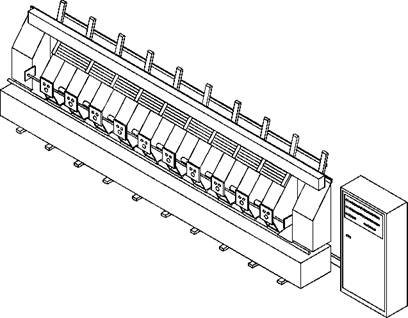
Рисунок С.17 - Круглопильный отрезной
станок фронтального
резания с несколькими инструментальными бабками
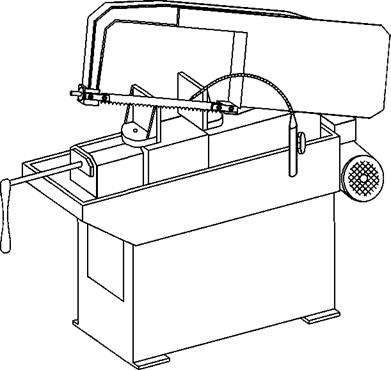
Рисунок С.18 - Ножовочный станок с
горизонтальной осью поворота
Примеры
ограждений для отрезных станков
Использование конечных выключателей с кулачковым приводом
|
Нормально
закрытый
|
Нормально
открытый
|
|

|
|
|
Выключатель
А
|
Выключатель
В
|
Конечный выключатель А с нормально закрытым контактом,
т.е. контакты размыкаются при механическом воздействии кулачка.
Конечный выключатель В с нормально открытым
контактом, т.е. контакты размыкаются под действием пружины, если нет
механического воздействия кулачка.
Рисунок D.1 -
Использование конечных выключателей с кулачковым приводом
Использование конечных выключателей с нормально открытыми и
нормально закрытыми контактами При использовании двух конечных выключателей,
один с нормально закрытыми контактами, а второй с нормально открытыми
контактами, достигается высокий уровень безопасности. Однако следует иметь в
виду, что выход из строя одного выключателя трудно установить и безопасность
работы оператора будет зависеть только от правильного функционирования второго
переключателя. Это можно избежать за счет квалифицированно разработанных
электрических схем, в которых используют эти выключатели.
|
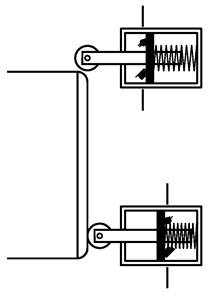
|
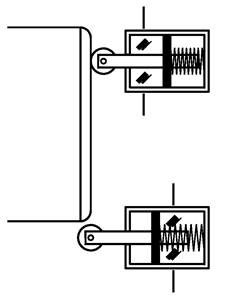
|
|
Ограждение закрыто
|
Ограждение открыто
|
|
Рисунок
D.2 - Использование двух линейных конечных
выключателей, работающих
в противоположных режимах для увеличения надежности
|
|

|
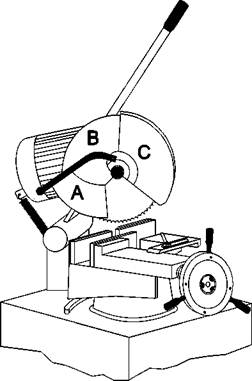
|
|
а)
Круглопильный отрезной станок с инструментальной бабкой поворотного типа с
ручной и механической подачами инструментальной бабки
|
b)
Ограждения, показанные на станке при поднятой инструментальной бабке
(Примечание - дисковый отрезной инструмент
показан условно в иллюстративных целях. Дисковый отрезной инструмент должен
быть полностью закрыт, если инструментальная бабка поднята)
|
А - нижнее неподвижное
ограждение (снимается только при замене дискового отрезного инструмента).
В - верхнее неподвижное ограждение (снимается только
при замене дискового отрезного инструмента).
С - самозакрывающееся ограждение, поворачивающееся на
оси, закрепленной на ограждении В, соосной со шпинделем, приводимое в
действие тягой, закрепленной на шпильке на основании
Рисунок D.3 -
Ограждение дискового отрезного инструмента на круглопильном отрезном станке
с инструментальной бабкой поворотного типа с ручной и механической подачами
инструментальной бабки
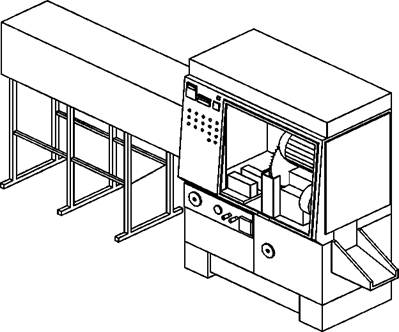
Рисунок D.4 -
Ограждения на круглопильных отрезных станках с автоматическим соединенным
шарниром, перемещаемым самозакрывающимся ограждением с противоударным смотровым
окном, смежное с неподвижным ограждением, обеспечивающим закрытие дискового
отрезного инструмента и рабочей зоны, а также самозакрывающиеся и неподвижные
ограждения, закрывающие дополнительно разрезаемый материал, механизмы
загрузки/разгрузки и подачи
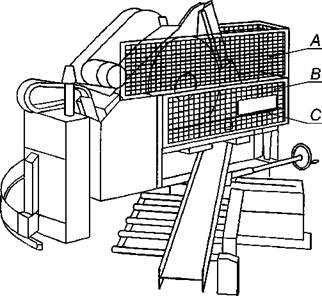
А - стационарное ограждение, смонтированное на (шарнирной)
режущей головке над верхней половиной режущего диска;
В - ограждение со смотровой щелью, смонтированное на
переднем элементе зажимного приспособления для заготовок;
С - ограждение для предотвращения доступа к дисковому
отрезному инструменту, не показанному на рисунке
Рисунок D.5 -
Ограждения на крупном круглопильном отрезном станке - полуавтомате с поворотной
инструментальной бабкой
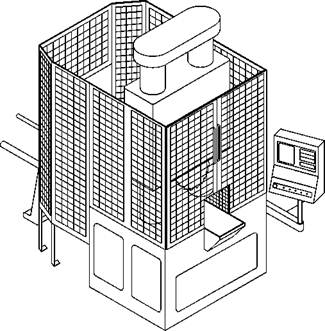
Неподвижные и самозамыкающиеся шарнирные ограждения,
включающие регулируемое ограждение места выгрузки отрезанных заготовок.
Рисунок D.6a - Ограждение на крупном круглопильном отрезном станке -
полуавтомате
вертикального типа
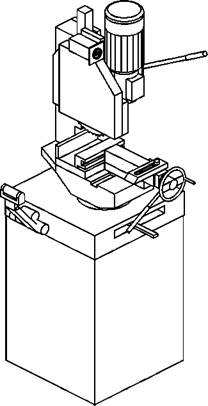
Самозакрывающееся ограждение, когда инструментальная бабка
опускается, ограждение касается верха заготовки.
Рисунок D.6b - Ограждение на малом круглопильном отрезном
станке вертикального типа с ручной подачей
Рисунок D.6 -
Ограждения на круглопильном отрезном станке вертикального типа
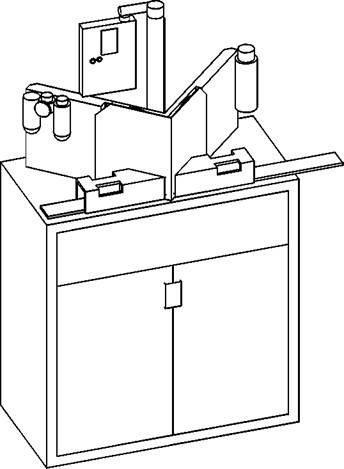
Неподвижные ограждения, ограждающие дисковый отрезной
инструмент и передвижные ограждения («туннельные» ограждения, закрывающие
разрезаемый материал).
Рисунок D.7 -
Ограждения на круглопильном отрезном станке с двумя дисковыми отрезными
инструментами
для резания под углом при вертикальной подаче с одной инструментальной бабкой

Дисковые отрезные инструменты (показаны отведенными назад)
ограждены неподвижным и перемещаемым ограждениями.
Рисунок D.8a - Круглопильный отрезной станок с двумя
инструментальными бабками, фронтальное резание,
ручное позиционирование и зажим

Дисковые отрезные инструменты, перемещенные назад, ограждены
неподвижным и перемещаемым ограждением. Внимание на автономное управление.
Рисунок D.8b - Круглопильный отрезной станок с двумя
инструментальными бабками, фронтальное резание,
полуавтомат
Рисунок D.8 -
Ограждения на круглопильном отрезном станке с двумя инструментальными бабками,
фронтальное резание

Самозакрывающееся ограждение для отрезного дискового
инструмента, приводимое в движение системой тяг, показанное частично открытым
(разрезаемый материал не виден).
Регулируемое ограждение для разрезаемого материала не
показано.
Рисунок D.9 -
Ограждения для работы на круглопильном отрезном станке
с рабочим ходом вверх
Сведения
о соответствии национальных стандартов Российской Федерации
ссылочным международным (региональным) стандартам
Таблица Е.1
|
Обозначение
ссылочного международного стандарта
|
Обозначение
и наименование соответствующего национального стандарта
|
|
ЕН
292-1:1991, пункт 3.22.5
|
ГОСТ
Р ИСО 12100-1-2007 Безопасность оборудования. Основные понятия, общие
принципы конструирования. Часть 1. Основные термины, методология, пункт
3.25.5
|
|
ЕН
292-2:1991, пункт 6.2
|
ГОСТ
Р ИСО 12100-2-2007 Безопасность оборудования. Основные понятия, общие принципы
конструирования. Часть 2. Технические правила и технические требования, пункт
5.5
|
|
ЕН
292-2:1991, пункт 4.2.2.6
|
ГОСТ
Р ИСО 12100-2-2007, пункт 5.3.2.3
|
|
ЕН
292-2:1991, пункт 3.7
|
ГОСТ
Р ИСО 12100-2-2007, пункт 4.11
|
|
ЕН
292-2:1991, пункт 5.4, приложение А, пункт 1.7.3
|
ГОСТ
Р ИСО 12100-2-2007, пункт 6.4
|
|
ЕН
292-2:1991, пункт 5.5, приложение А, пункт 1.7.4
|
ГОСТ
Р ИСО 12100-2-2007, пункт 6.5
|
|
ЕН
292-2:1991, приложение А, пункт 1.7.4, перечисление f)
|
ГОСТ
Р ИСО 12100-2-2007, пункт 6.5.1, перечисление с)
|
|
ЕН
292-2/А1:1995, пункт 1.6.1
|
ГОСТ
Р ИСО 12100-2-2007, пункт 5.5
|
|
ЕН
292-2/А1:1995, приложение А, пункт 1.7.4, перечисление f)
|
ГОСТ
Р ИСО 12100-2-2007, пункт 6.5.1, перечисление с)
|
|
ЕН
294:1992
|
ГОСТ
Р 51334-99 Безопасность машин. Безопасные расстояния для предохранения
верхних конечностей от попадания в опасную зону
|
|
ЕН
349:1993
|
ГОСТ
Р 51335-99 Безопасность машин. Минимальное расстояние для предотвращения
защемления частей человеческого тела
|
|
ЕН 414:2000
|
ГОСТ
Р ЕН 414-2002 Безопасность оборудования. Правила разработки и оформления
стандартов по безопасности
|
|
ЕН
418:1992
|
ГОСТ ЕН
418-2002 Безопасность машин. Установки аварийного отключения. Функции.
Принципы проектирования
|
|
ЕН
614-1:1995
|
ГОСТ
Р ЕН 614-1-2003 Безопасность оборудования. Эргономические принципы конструирования.
Часть 1. Термины, определения и общие принципы
|
|
ЕН 614-2
|
*
|
|
ЕН 626-1
|
*
|
|
ЕН 811
|
*
|
|
ЕН 842
|
*
|
|
ЕН
894-1:1997
|
*
|
|
ЕН
894-2:1997
|
ГОСТ
Р 51341-99 Безопасность машин. Эргономические требования по конструированию
средств отображения информации и органов управления. Часть 2. Средства
отображения информации
|
|
ЕН
894-3:2000
|
*
|
|
ЕН
953:1997
|
ГОСТ
Р 51342-99 Безопасность машин. Съемные защитные устройства. Общие требования
по конструированию и изготовлению неподвижных и перемещаемых съемных защитных
устройств
|
|
ЕН
954-1:1996
|
ГОСТ
Р ИСО 13849-1-2003 Безопасность оборудования. Элементы систем управления,
связанные с безопасностью. Часть 1. Общие принципы конструирования
|
|
ЕН 981
|
*
|
|
ЕН
982:1996
|
ГОСТ
31177-2003 (ЕН 982:1996) Безопасность оборудования. Требования
безопасности к гидравлическим и пневматическим системам и их компонентам.
Гидравлика
|
|
ЕН
983:1996
|
ГОСТ
30869-2003 (ЕН 983:1996) Безопасность оборудования. Требования
безопасности к гидравлическим и пневматическим системам и их компонентам.
Пневматика
|
|
ЕН 999
|
ГОСТ
ИСО 13855-2006 Безопасность оборудования. Расположение защитных устройств
с учетом скоростей приближения частей тела человека
|
|
ЕН
1005-1
|
*
|
|
ЕН
1005-2
|
ГОСТ
ЕН 1005-2-2005 Безопасность машин. Физические возможности человека. Часть
2. Составляющая ручного труда при работе с машинами и механизмами
|
|
ЕН
1005-3
|
*
|
|
ЕН 1033
|
*
|
|
ЕН
1037:1995
|
ГОСТ Р 51343-99
Безопасность машин. Предотвращение неожиданного пуска
|
|
ЕН
1050:1996
|
ГОСТ Р
51344-99 Безопасность машин. Принципы оценки и определения риска
|
|
ЕН
1070:1998
|
ГОСТ
ЕН 1070-2003 Безопасность оборудования. Термины и определения
|
|
ЕН
1088:1995
|
ГОСТ
Р 51345-99 Безопасность машин. Блокировочные устройства, связанные с
защитными устройствами. Принципы конструирования и выбора
|
|
ЕН 1299
|
*
|
|
ЕН
1760-1:1997
|
ГОСТ
ЕН 1760-1-2004 Безопасность машин. Защитные устройства, реагирующие на
давление. Часть 1. Основные принципы конструирования и испытаний ковриков и
полов, реагирующих на давление
|
|
ЕН
1837:1999
|
ГОСТ
ЕН 1837-2002 Безопасность машин. Встроенное освещение машин
|
|
ЕН
60204-1:1997
|
ГОСТ
Р МЭК 60204-1-99 Безопасность машин. Электрооборудование машин и
механизмов. Часть 1. Общие требования
ГОСТ
Р 51838-2001 Безопасность машин. Электрооборудование производственных
машин. Методы испытаний
|
|
ЕН
61000-6-2
|
*
|
|
ЕН
61000-6-4
|
*
|
|
ЕН
61496-1:1997
|
*
|
|
ЕН ИСО
3744:1995
|
ГОСТ
Р 51401-99 (ИСО
3744-94) Шум машин. Определение уровней звуковой мощности источников шума
по звуковому давлению. Технический метод в существенно свободном звуковом
поле над звукоотражающей плоскостью
|
|
ЕН ИСО
3746:1995
|
ГОСТ
Р 51402-99 (ИСО
3746-95) Шум машин. Определение уровней звуковой мощности источников шума
по звуковому давлению. Ориентировочный метод с использованием измерительной
поверхности над звукоотражающей плоскостью
|
|
ЕН ИСО
4871:1996
|
ГОСТ
30691-2001 (ИСО
4871-96) Шум машин. Заявление и контроль значений шумовых характеристик
|
|
ЕН ИСО
7250
|
*
|
|
ЕН ИСО
9614-1:1995
|
ГОСТ
30457-97 (ИСО
9614-1-93) Акустика. Определение уровней звуковой мощности источника шума
на основе интенсивности звука. Измерение в дискретных точках. Технический
метод
|
|
ЕН ИСО
11202:1995
|
ГОСТ
31169-2003 (ИСО 11202-1995) Шум машин. Измерение уровней звукового
давления излучения на рабочем месте и в других контрольных точках.
Ориентировочный метод измерений на месте установки
|
|
ЕН ИСО
11204:1995
|
ГОСТ
30683-2000 (ИСО
11204-95) Шум машин. Измерение уровней звукового давления излучения на
рабочем месте и в других контрольных точках. Метод с коррекциями на акустические
условия
|
|
ЕН ИСО
11546-1
|
*
|
|
ЕН ИСО
11546-2
|
*
|
|
ЕН ИСО
11688-1:1998
|
*
|
|
ЕН ИСО
11688-2:1998
|
*
|
|
ЕН ИСО
11691:1995
|
*
|
|
ЕН ИСО
11820
|
*
|
|
ЕН ИСО
11821
|
*
|
|
ЕН ИСО
14122-2
|
*
|
|
ЕН ИСО
14122-3
|
*
|
|
ИСО
683-1
|
*
|
|
МЭК
61496-2:1997
|
*
|
|
* Соответствующий национальный стандарт отсутствует.
До его утверждения рекомендуется использовать перевод на русский язык данного
международного стандарта. Перевод данного международного стандарта находится
в Федеральном информационном фонде технических регламентов и стандартов.
|
|
При
разработке настоящего стандарта были приняты во внимание следующие стандарты:
|
|
[1]
|
ЕН
1127-1
|
Взрывоопасная
атмосфера. Предотвращение взрывов и защита от них. Часть 1. Основные
положения и методология
|
|
(EN
1127-1)
|
(Explosive
atmospheres - Explosion prevention and protection - Parti: Basic concepts and methodology)
|
|
[2]
|
ЕН 13478
|
Безопасность
машин. Противопожарные меры и защита от пожара
|
|
(EN
1347-1)
|
(Safety
of machinery - Fire prevention and protection)
|
|
[3]
|
ЕН ИСО
14738
|
Безопасность
машин. Антропометрические требования к конструкции рабочих мест на машинах
(ИСО 14738:2002)
|
|
(EN
ISO 14738)
|
(Safety
of machinery - Anthropometric requirements for the design workstations at
machinery (ISO 14738:2002)
|
Ключевые слова: безопасность, станок отрезной,
ленточно-пильный станок, круглопильный станок, ножовочный станок, отрезной
инструмент, станок-автомат, основные опасности, защитные ограждения