ЭЛЕКТРОШЛАКОВАЯ СВАРКА ХИМНЕФТЕАППАРАТУРЫ
ИЗ НИЗКОЛЕГИРОВАННЫХ И ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
РД 24.942.02-90
РУКОВОДЯЩИЙ ДОКУМЕНТ
|
ЭЛЕКТРОШЛАКОВАЯ
СВАРКА ХИМНЕФТЕАППАРАТУРЫ ИЗ |
РД 24.942.02-90 |
Дата введения с 01.03.91
Настоящий руководящий документ распространяется на электрошлаковую сварку проволочными электродами и комбинированную сварку сосудов и аппаратов, изготавливаемых из низколегированных и теплоустойчивых сталей марок:
16ГС, 09Г2С, 10Г2С1 - по ГОСТ 5520;
15Г2СФ - по ТУ 14-1-4502, ГОСТ 19282;
09Г2СЮЧ - по ТУ 24.0014-319;
16ГМЮЧ - по ТУ 14-1-4826;
09ХГНАБЧ - по ТУ 14-1-3333;
10Х2ГНМ - по ТУ 108.11.928;
12MX, 15X5M - по ГОСТ 20072;
12XM - по ГОСТ 5520;
15XM - по ГОСТ 4543.
1. ОСОБЕННОСТИ СВАРКИ НИЗКОЛЕГИРОВАННЫХ И ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
1.1. Особенности электрошлаковой сварки низколегированных и теплоустойчивых сталей обусловлены появлением структур перегрева в зоне термического влияния и металле шва, что может вызвать снижение стойкости против хрупкого разрушения этих участков сварного соединения.
1.2. Выбор технологии электрошлаковой сварки (ЭШС) и последующей термической обработки определяется условиями эксплуатации изделия и стойкостью низколегированной стали и металла шва в сварном соединении против хрупкого разрушения.
1.3. Для получения соединений с заданными свойствами необходимо выбирать материалы с высокой стойкостью против перегрева при ЭШС, режимы и технологические приемы сварки, обеспечивающие снижение уровня сварочных напряжений в изделии, рациональную термообработку.
2. ТРЕБОВАНИЯ К ОСНОВНОМУ МАТЕРИАЛУ
2.1. Требования к основным материалам, условия применения, виды испытаний должны удовлетворять требованиям ТУ 14-1-4826, ТУ 14-1-3333, ТУ 108.11.928, ГОСТ 4543, ГОСТ 5520, ГОСТ 20072, ТУ 14-1-4502, ТУ 24.0014-319 и ОСТ 26-291.
2.2. Качество и основные характеристики материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах.
2.3. На заводе-изготовителе сосудов и аппаратов материалы до запуска в производство должны быть приняты отделом технического контроля.
При приемке проверяются:
соответствие стали условиям заказа, стандарту или техническим условиям и данным сертификата;
соответствие маркировки проката данным сертификата;
качество поверхности проката и соответствие требованиям стандартов или технических условий.
2.4. При отсутствии сопроводительных сертификатов на материалы испытания проводятся на предприятии-изготовителе сосудов и аппаратов в соответствии с требованиями стандартов или технических условий на эти материалы.
3. ТРЕБОВАНИЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
3.1. Сварочные материалы для сварки низколегированных и теплоустойчивых сталей приведены в табл. 1.
В случае отсутствия сертификата механические испытания металла шва или наплавленного металла должны производиться на растяжение и ударный изгиб на образцах по ГОСТ 6996.
3.3. Вне зависимости от наличия сертификатов рекомендуется каждую партию сварочных материалов подвергать контрольной проверке с целью установления регламентированных технологических свойств металла шва согласно РД 26-17-049 «Организация хранения, подготовки и контроля сварочных материалов».
3.4. Флюс перед сваркой обязательно прокалить по режиму, приведенному в табл. 2.
Прокалку флюса рекомендуется производить на противнях из высоколегированной стали слоем не более 80 мм в электропечах. При содержании влаги во флюсе более 0,1 % необходима повторная термообработка.
3.5. Прокаленный флюс хранить в герметичной таре, имеющей этикетку с датой прокалки и маркой флюса, или в сушильных шкафах на замаркированных полках с отметкой даты прокалки.
3.6. Сушильные шкафы для хранения прокаленных сварочных материалов должны обеспечивать температуру от плюс 50 до плюс 150 °C. Шкафы должны быть снабжены термопарами.
3.7. Повторная и многократная прокалка флюса разрешается.
Таблица 1
Рекомендуемые сварочные материалы для сварки низколегированных и теплоустойчивых сталей
|
Марка проволоки (обозначение стандарта или ТУ) |
Марка флюса (обозначение стандарта или ТУ) |
Условия применения |
|
|
16ГС, 09Г2С, ГОСТ 5520 |
Св-08ГС, Св-08ГА, Св-10ГА, ГОСТ 2246 |
АН-8, АН-22, ГОСТ 9087 |
Для толщин до 70 мм от минус 40 до плюс 475 °C при условии нормализации и высокого отпуска |
|
Св-08Г2, Св-10Г2, ГОСТ 2246 |
АН-9, ТУ ИЭС 201 АН-9, ТУ ИЭС 291 АН-45, ГОСТ 9087 |
От минус 60 до плюс 475 °C при условии высокого отпуска |
|
|
Св-10НЮ, ТУ 14-1-2219 |
От минус 70 °C при условии нормализации и высокого отпуска |
||
|
09Г2СЮЧ, ТУ 14-227-208 |
Св-10НЮ, ТУ 14-1-2219, Св-08Г3Ю, Св-08ХГ3Ю, ТУ 14-1-4150 |
От минус 70 до плюс 475 °C при условии нормализации и высокого отпуска. От минус 60 до плюс 475 °C после высокого отпуска сварных соединений |
|
|
12MX, 12XM, ГОСТ 5520 |
СВ-10Х2ГСМА, Св-08ХМ, Св-04Х2МА, ГОСТ 2246, CB-10X2M, ТУ 14-1-2219 |
Не ниже 0 °C при условии нормализации и высокого отпуска |
|
|
16ГМЮЧ, ТУ 14-1-4826 |
Св-08ХМ, Св-10ХМ, Св-10НМА, Св-04Х2МА, ГОСТ 2246 |
АН-22, АН-8, ФЦ-11, ГОСТ 9087 |
Не ниже 0 °C при условии высокого отпуска сварных соединений |
|
15Г2СФ, ТУ 14-1-4502, ГОСТ 19282 |
Св-10НМА, Св-10Г2, Св-08ГС, Св-08Г2С, ГОСТ 2246 |
АН-8, АН-22, ГОСТ 9087 |
ЭШС заготовок днищ не ниже минус 60 °C с последующей закалкой и отпуском сварных соединений |
|
10Х2ГНМ, ТУ 138.11.862 |
Св-10Х3ГМ, ТУ 14-1-4181, Св-04Х2МА, ГОСТ 2246 |
АН-8, ГОСТ 9087, АН-9, ТУ ИЭС 201, АН-9У, ТУ ИЭС 291, АН-22, ГОСТ 9087 |
Не ниже 0 °C при условии высокого отпуска сварных соединений. От минус 40 до плюс 550 °C при условии высокого отпуска сварных соединений |
|
09ХГ2МАБЧ, ТУ 14-1-3333 |
Св-10НЮ, ТУ 14-1-2219 |
АН-22, АН-8, ГОСТ 9087 |
Не ниже 0 °C при условии высокого отпуска сварных соединений |
|
10Г2С1, ГОСТ 5520 |
Св-08ГА, Св-10ГА, Св-10Г2, Св-08Г2С, ГОСТ 2246 |
АН-22, АН-8, ГОСТ 9087 |
|
|
15XM, ГОСТ 4543 |
CB-10X2M, ТУ 14-1-2219 |
АН-8, АН-22, ГОСТ 9087 |
|
|
15X5M, ГОСТ 20072 |
Св-10Х5М, ГОСТ 2246 |
АН-8, АН-22, ГОСТ 9087 |
Таблица 2
Режимы прокалки флюса
|
Температура прокалки, °C |
Время выдержки, ч |
Срок годности при хранении в сушильных шкафах, сутки |
|
|
АН-8, ГОСТ 9087 |
300 - 420 |
2,0 |
|
|
АН-9, ТУ ИЭС 201 |
2,0 |
||
|
АН-22, ГОСТ 9087 |
850 - 900 |
3,5 |
|
|
ФЦ-11, ГОСТ 9087 |
300 - 420 |
2,0 |
15 |
|
АН-45, |
300 - 420 |
2,0 |
|
|
АН-9У, ТУ ИЭС 291 |
4. КВАЛИФИКАЦИЯ СВАРЩИКОВ
4.1. К выполнению сварочных работ допускаются сварщики, прошедшие обучение и аттестованные в соответствии с требованиями «Правил аттестации сварщиков», утвержденных Госгортехнадзором СССР 22 июня 1971 г.
4.2. К выполнению электрошлаковой сварки допускаются дипломированные сварщики не ниже 5-го разряда.
4.3. К выполнению ручной электродуговой сварки при сборке под ЭШС и автоматической сварки под флюсом допускаются дипломированные сварщики не ниже 4-го разряда.
5. ОСНОВНЫЕ УКАЗАНИЯ ПО ПОДГОТОВКЕ КРОМОК ПОД СВАРКУ
5.1. Форма подготовки кромок под сварку и размеры сварного шва должны соответствовать требованиям рабочего чертежа, ГОСТ 15164 или настоящего документа (табл. 3, 4, 5, 6, 7).
5.2. Подготовка кромок стыков низколегированных и теплоустойчивых сталей толщиной до 100 мм включительно производится механическим способом или огневой резкой с последующей зачисткой шлифовальным крутом до чистого металла, при больших толщинах только механическим способом чистотой Rz 320
Rz 80.
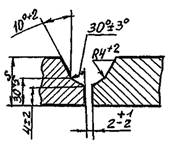
Таблица 3
Рекомендуемые формы разделки кромок под ЭШС
мм
|
Конструктивные элементы |
S = S1 |
вр |
l = l1 |
g = g1 |
|||||||
|
подготовленной кромки свариваемых деталей |
сварного соединения |
ном. |
пред, откл. |
ном. |
пред, откл. |
ном. |
пред, откл. |
||||
|
C1 |
|
|
24 - 80 |
26 |
+3 |
2,5 |
+1 |
50 |
± 5 |
||
|
-2 |
|||||||||||
|
85 - 200 |
30 |
+2 |
2,5 |
+1 |
60 |
± 5 |
|||||
|
-2 |
|||||||||||

Примечание. Стыковое соединение - длина стыка 2000 мм и более, зазор под сварку переменный:
|
S = S1 |
Зазор внизу вр |
Зазор вверху вр |
||
|
ном. |
пред. откл. |
ном. |
пред. откл. |
|
|
60 - 80 |
26 |
+3 |
30 |
+3 |
|
85 - 160 |
30 |
+2 |
36 |
+2 |
|
160 - 220 |
32 |
+2 |
40 |
+2 |
Таблица 4
Рекомендуемые формы разделки кромок под ЭШС
мм
|
Условное обозначение соединения |
Конструктивные элементы |
S = S1 |
вр |
l = l1 |
g = g1 |
||||
|
подготовленной кромки свариваемых соединений |
сварного соединения |
ном. |
пред. откл. |
ном. |
пред. откл. |
ном. |
пред. откл. |
||
|
02 |
|
|
24 - 80 |
26 |
+3 |
2,5 |
+1 |
50 |
± 5 |
|
-2 |
|||||||||
|
85 - 200 |
30 |
+2 |
2,5 |
+1 |
60 |
± 5 |
|||
|
-2 |
|||||||||

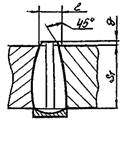
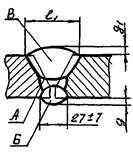
Таблица 5
Рекомендуемые формы разделки кромок под комбинированную сварку
мм
|
Условное обозначение соединения |
Конструктивные элементы |
S = S1 |
l |
||
|
подготовленных кромок |
выполненного шва |
ном. |
пред. откл. |
||
|
С3 |
|
|
60 |
60 |
± 10 |
|
65 |
|||||
|
70 |
|||||
|
75 |
|||||
|
80 |
|||||
|
85 |
|||||
|
90 |
75 |
± 10 |
|||
|
95 |
|||||
|
100 |
|||||
|
105 |
|||||
|
110 |
|||||

Примечание. Стыковые соединения: А - автоматическая сварка снаружи; Б - электрошлаковая сварка снаружи. Диаметр обечайки 450 мм и более. Ориентировочная высота шва, выполненного электрошлаковой сваркой, равна » 30 мм.
Таблица 6
Рекомендуемые формы разделки кромок под ЭШС
мм
|
Конструктивные элементы |
S = S1 |
l |
l1 |
g = g1 |
|||||
|
подготовленных кромок |
выполненного шва |
ном. |
пред. откл. |
ном. |
пред. откл. |
ном. |
пред. откл. |
||
|
С4 |
|
|
30 |
50 |
± 10 |
24 |
± 6 |
2,5 |
+1 |
|
32 |
|||||||||
|
34 |
|||||||||
|
36 |
|||||||||
|
38 |
|||||||||
|
40 |
60 |
± 10 |
-2,5 |
||||||
|
42 |
|||||||||
|
45 |
|||||||||
|
48 |
|||||||||
|
50 |
80 |
± 10 |
|||||||
|
53 |
|||||||||
|
56 |
|||||||||
|
60 |
90 |
± 10 |
|||||||
|
63 |
|||||||||
|
65 |
|||||||||
|
70 |
|||||||||

Примечание. Стыковое соединение: А - ЭШС снаружи, диаметр обечайки - 300 мм и более.
Таблица 7
Рекомендуемые формы разделки кромок под комбинированную сварку
мм
|
Конструктивные элементы |
S |
l1 |
g1 |
g |
|||||
|
подготовленных кромок |
выполненного шва |
ном. |
пред. откл. |
ном. |
пред. откл. |
ном. |
пред. откл. |
||
|
С5 |
|
|
70 |
55 |
+10 |
2,5 |
± 2 |
3 |
± 2 |
|
75 |
-5 |
||||||||
|
80 |
|||||||||
|
85 |
|||||||||
|
90 |
60 |
+10 |
|||||||
|
95 |
-5 |
||||||||
|
100 |
|||||||||
|
105 |
70 |
+10 |
|||||||
|
110 |
|||||||||
|
115 |
|||||||||
|
120 |
|||||||||
Примечание. Кольцевые стыки корпусов: A - автоматическая сварка снаружи с подварочным швом внутри; Б - автоматическая многопроходная сварка внутри с предварительной выборкой подварочного шва и зачисткой пневмо-шлифмашинкой; В - ЭШС оставшегося сечения разделки снаружи корпуса или автоматическая многопроходная сварка.
5.3. При наличии случайных пятен масла, следов эмульсии и других загрязнений обжечь поверхность газовой горелкой или удалить ацетоном и другими растворителями с протирочным материалом из хлопчатобумажной ткани, не оставляющей ворса.
При толщине металла более 36 мм контроль зоны, прилегающей к кромкам, производить согласно ОСТ 26-291 (п. 3.9.6).
6. ОСНОВНЫЕ УКАЗАНИЯ ПО СБОРКЕ
6.1. Общие требования к сборке
6.1.1. Методы сборки элементов под сварку должны обеспечивать правильное взаимное расположение сопрягаемых элементов и свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
Допуски и отклонения при сборке должны соответствовать требованиям ОСТ 26-291.
6.1.3. При сборке деталей, узлов должны быть предусмотрены специальные приспособления (скобы, прижимы, сухари и т.д.), обеспечивающие качественное их изготовление.
6.1.4. Приварку технологических креплений (скоб, полускоб, технологических планок, входных и выходных) при сборке под ЭШС выполнять ручной электродуговой сваркой электродами, указанными в табл. 8.
Таблица 8
Рекомендуемые типы электродов для ручной дуговой сварки
|
Тип электрода |
|
|
16ГС |
Э 50, Э 50А |
|
09Г2С, 09Г2СЮЧ, 10Г2С1 |
Э 50А, 10ГН, 10ГНМ |
|
10Х2ГНМ |
09Х2М |
|
15Г2СФ |
Э 50А, Э 55, Э 60 |
|
16ГМЮЧ |
Э 50А, Э-09МХ |
|
10Х2ГНМ |
09Х2М |
|
09ХГ2НАБЧ |
09Х2М, Э-09МХ |
|
12ХМ, 12MX |
Э-09МХ, Э-09Х1М |
|
15XM |
Э-09МХ, Э-09Х1МФ |
|
15X5M |
Э-ЮХ5МФ |
6.1.5. Прихватку и приварку сборочных элементов к деталям аппаратов из хромомолибденовых сталей (12XM, 12MX, 15XM) следует производить с предварительным и сопутствующим подогревом до температуры 250 - 300 °C.
6.1.6. Удаление технологических креплений, скоб производить пневмозубилом, огневой резкой. При этом необходимо оставлять технологический припуск, равный 3 - 5 мм приваренного элемента, который удаляется зачисткой пневмонаждаком.
Вырывы основного металла в процессе удаления планок не допускается.
6.1.7. На сборку должны поступать детали и узлы, принятые ОТК.
6.1.8. Сварщик должен приступать к сварочным работам после установления отделом технического контроля правильности сборки и зачистки всех поверхностей металла, подлежащих сварке.
6.2. Сборка продольных стыков обечаек, трубных решеток, плоских днищ.
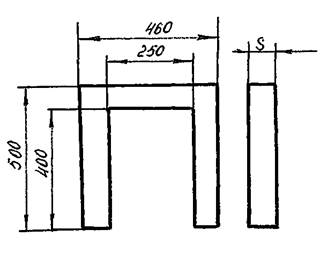
6.2.1. Кромки продольных стыков обечаек диаметром менее 2000 мм после вальцовки должны иметь прямые участки шириной не менее 200 мм на сторону (черт. 1).
Схема сборки продольного стыка
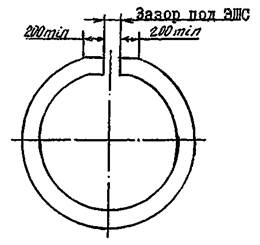
Черт. 1
Совместный увод кромок (угловатость) не должен превышать 1,5 мм на длине 400 мм.
6.2.2. Смещение кромок при сборке продольных стыков должно быть не более 3 мм.
6.2.3. Смещение от перпендикулярности реза кромок свариваемого стыка не должно превышать по углу 5 - 6°, а по линейной величине - не более 4 мм.
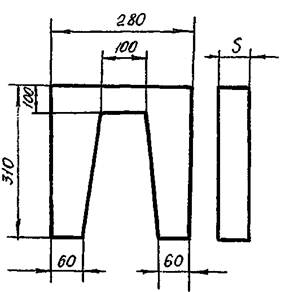
6.2.4. В верхней части продольного стыка при длине его более 2000 мм зазор должен быть увеличен на 2 - 3 мм на каждый метр длины стыка.
Схема сборки продольного стыка приведена на черт. 2.
6.2.5. Рекомендуется со стороны заднего ползуна сварочного автомата устанавливать скобы, чтобы обеспечить постоянную величину зазора. Типы монтажных скоб приведены на черт. 3.
Количество скоб определяется в зависимости от длины стыка; на каждые 1,5 м длины стыка устанавливается одна скоба. Скобы устанавливаются из того же материала, что и свариваемое изделие.
Толщину скобы рекомендуется принимать, равной 50 - 60 мм или равной толщине свариваемого металла, но не более 80 мм.
6.2.6. Приварка скоб для сталей типа 12XM выполняется с предварительным подогревом 250 - 300 °C электродами УОНИИ-13/55.
Схема сборки продольных стыков
Черт. 2
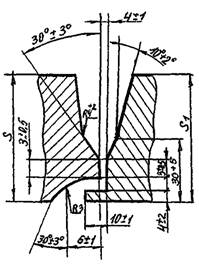
Типы монтажных скоб для ЭШС
а
б
a - при любой толщине свариваемого металла; б - при толщине свариваемого металла менее 60 мм и ограниченных габаритах заднего ползуна автомата
Черт. 3
Срезка скоб для сталей типа 12XM производится непосредственно после сварки (в горячем состоянии) с припуском 15 - 20 мм.
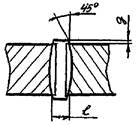
6.2.7. Для надежной компенсации деформаций соединяемых частей и сохранения в процессе сварки заданной величины сварочного зазора сборку деталей рекомендуется выполнять клиновидным зазором, расширяющимся кверху (см. табл. 3).
Сборка соединяемых частей под сварку
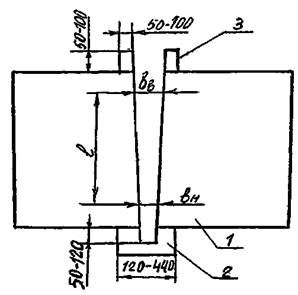
1 - свариваемые детали; 2 - входной карман; 3 - выходные планки
Черт. 4
6.2.8. В начале и в конце продольного стыка необходимо установить выводные и заводные планки, которые изготавливаются из того же металла, что и соединяемые детали.
6.2.9. Противодействие поперечному перемещению удобнее создавать пружинными скобами. При высоких требованиях к точности перемещения основные опоры необходимо выполнять в виде катков, чтобы исключить силу трения, зависящую от состояния поверхности и веса изделия.
6.3. Сборка кольцевых стыков
6.3.1. При сборке кольцевых стыков под сварку необходимый зазор устанавливается согласно требованиям табл. 3, 8 и фиксируется с помощью планок временного крепления (в случае бесскосной сварки) или прихваток (в случае комбинированной сварки со скосом кромок). Планки привариваются вдоль стыка к свариваемым кромкам через 500 - 800 мм на расстоянии не менее 70 мм.
Планки привариваются к кромкам односторонним угловым швом. Шов должен заканчиваться за 60 - 80 мм от торцевой поверхности кромок.
6.3.2. Превышение кромок при сварке кольцевых стыков допускается не более 3 мм.
Допускается местное смещение до 4 мм на длине менее 1/3 длины параметра свариваемого стыка.
6.3.3. Смещение, увод кромок, расположение кольцевых сварных швов деталей и узлов аппаратуры принимаются в соответствии с ОСТ 26-291.
6.3.4. Сборку кольцевых стыков обечаек ЭШС выполняют в соответствии с черт. 5. В зазор между свариваемыми кромками устанавливают монтажные вставки или пластины, или вводную планку.
Скобы и пластины устанавливают с внутренней поверхности кольцевого шва. Сборку кольцевых стыков производить с постоянным зазором.
6.3.5. В начале и в конце стыка прихватывают технологические планки. Допускается установка с двух сторон только выводных технологических планок, а также их замена специальными охлаждаемыми или керамическими устройствами для удержания сварочной ванны.
6.3.6. Прихватки, брызги металла, усиления продольных швов обечаек на ширину не менее 50 мм от кромок должны быть зачищены пневмонаждаком.
При необходимости допускается применение воздушно-дуговой резки с последующей зачисткой пневмонаждаком.
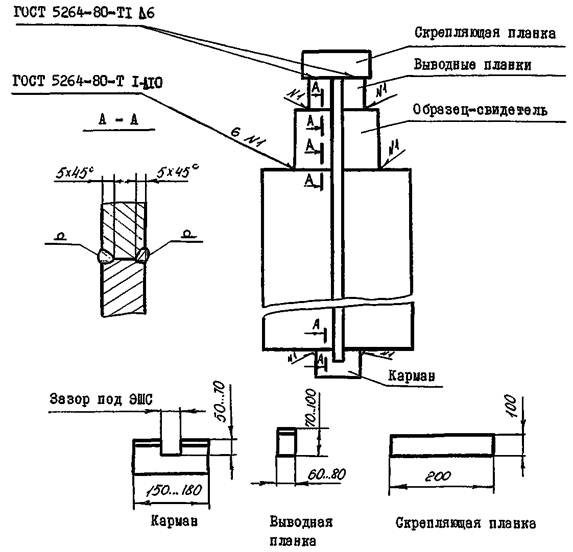
6.4. Сборка стыков заготовок днищ под электрошлаковую сварку
6.4.1. На сборку должны поступать заготовки днищ, вырезанные вместе с образцами-свидетелями.
6.4.2. Смещение кромок при сборке допускается не более 3 мм.
Схема сборки кольцевых стыков
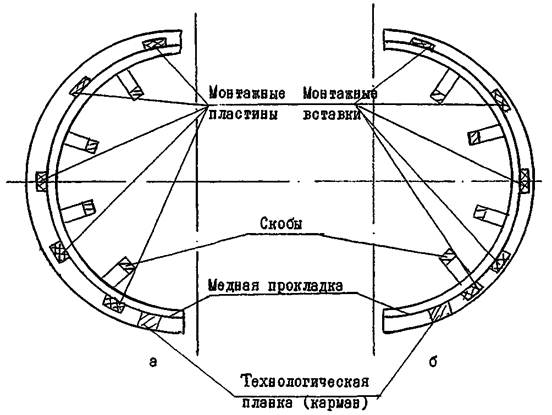
а - с монтажными пластинами; б - с монтажными вставками
Черт. 5
6.4.3. Величина прогиба заготовок днищ допускается не более 2 мм на длине 1000 мм.
6.4.4. Сборка днищ под ЭШС должна производиться с установкой и приваркой кармана, скобы в верхней части днища, выездной планки, которая приваривается к образцу-свидетелю (черт. 6).
6.4.5. Для днищ, вырезаемых совместно с образцами, необходимо сделать надрез по образцу газовой резкой на глубину 100 мм.
Первая скоба ставится на расстоянии 150 мм от верхней кромки днища, далее - через каждые 1500 мм.
6.4.6. Сварные швы приварки карманов, образца и планок зачистить заподлицо с основным металлом в местах хода ползунов.
6.4.7. Величина зазора в верхней части стыка при длине его более 2000 мм должна быть увеличена на 2 - 3 мм на каждый метр длины стыка.
6.4.8. При сборке заготовок днищ толщиной 70 - 160 мм на стенде А 1607-0-0 скобы и выездную планку не ставить.
7. ОСНОВНЫЕ УКАЗАНИЯ ПО СВАРКЕ
7.1. Общие требования
7.1.1. ЭШС выполняется преимущественно в вертикальном положении. Допускается сварка наклонных швов под углом не более 45° к вертикали.
7.1.2. ЭШС узлов деталей необходимо производить только после приемки качества сборки ОТК и отметки в технологическом паспорте.
7.1.3. Электрошлаковая сварка выполняется на переменном или постоянном токе обратной полярности, а при сварке сталей типа 12XM с предварительным подогревом места начала сварки площадью 400´400 мм до температуры не ниже 200 °C.
7.1.4. Процесс электрошлаковой сварки должен производиться без перерыва. Преждевременная остановка процесса может привести к несплавлению отдельных участков шва и образованию трещин.
Если при остановке процесса выполненный шов меньше 1/3 длины стыка, то он удаляется воздушно-дуговой резкой, и процесс сварки начинается вновь.
Схема сборки заготовок днищ под ЭШС

Черт. 6
При этом в промежутках времени от момента перерыва сварки в процессе вырезки и зачистки от шлака и до возобновления сварки для сталей типа 12XM, температура металла не должна падать ниже 200 - 250 °C. Контроль температуры осуществляется термокарандашом.
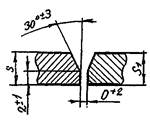
Если выполненный участок шва составляет более 1/3 длины, то производится удаление части шва с усадочной раковиной (черт. 7) после чего сварка продолжается.
Схема удаляемого участка шва

Черт. 7
7.1.5. Запрещается производить сварку при температуре окружающего воздуха ниже 0 °C.
7.1.6. Все сварные швы подлежат клеймению согласно требованиям ОСТ 26-291.
7.1.7. После сварки узлы и детали предъявляются ОТК для контроля качества выполнения сварных швов.
7.1.8. Обнаруженные дефекты должны быть устранены в соответствии п. 9.2.
7.1.9. Сварку изделий при получении точных размеров и формы сварного изделия следует вести на твердом недеформируемом основании.
7.1.10. Для выполнения сварки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданные режимы и надежность работы (А-535, A-1170-2, А-385, А-532, A-1116, А-820к).
7.1.11. Для уменьшения деформаций свариваемых деталей рекомендуется применять специальные технологические приспособления и оснастку (прижимы, стенды, т.д.).
7.2. Сварка продольных стыков
7.2.1. Для сварки металла толщиной 24 - 300 мм можно применять двухэлектродный аппарат A-1170, 24 - 450 мм - трехэлектродный аппарат А-535, толщиной от 24 до 250 мм - трехэлектродный аппарат А-372Р.
7.2.2. ЭШС металла толщиной до 70 мм может выполняться одной электродной проволокой с возвратно-поступательным перемещением; 70 - 120 мм - двумя сварочными проволоками; 120 - 350 мм - тремя сварочными проволоками.
7.2.3. Техника и технология ЭШС.
Перед началом работы сварщик обязан проверить:
исправность гидравлической и пневматической системы, наличие сжатого воздуха в системах;
наличие воды в системе охлаждения;
температуру охлаждающей воды для формирующих устройств, которая должна быть не более 60 °C;
давление охлаждающей воды для формирующих устройств, которое должно составлять 1,5 - 3 кгс/см2;
исправность формирующих устройств;
работоспособность основных функциональных систем;
исправность и соответствие технологической оснастки и приспособлений.
Сварщик обязан:
ввести электродную проволоку в мундштук;
установить сварочный автомат в нижнее положение, предварительно прогнав его по зазору вхолостую, установить ползуны по центру зазора и поджать их к изделию;
проверить положение мундштука, токоподвода и проволоки в зазоре, чтобы не было замыкания их на кромки изделия;