ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|

|
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
|
ГОСТ Р
52916-2008
|
УПОРЫ
АВТОСЦЕПНОГО УСТРОЙСТВА
ДЛЯ ГРУЗОВЫХ И ПАССАЖИРСКИХ
ВАГОНОВ
Общие
технические условия
|

|
Москва
Стандартинформ
2008
|
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным
законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а
правила применения национальных стандартов Российской Федерации - ГОСТ Р
1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК
243 «Вагоны»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по
техническому регулированию и метрологии от 28 апреля 2008 г. № 94-ст
3 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему
стандарту публикуется в ежегодно издаваемом информационном
указателе «Национальные стандарты», а текст этих
изменений и поправок - в ежемесячно
издаваемых информационных указателях «Национальные стандарты».
В случае пересмотра (замены) или отмены
настоящего стандарта соответствующее уведомление будет
опубликовано в ежемесячно издаваемом информационном
указателе «Национальные стандарты». Соответствующая
информация, уведомления и тексты размещаются
также в информационной системе общего пользования
- на официальном сайте Федерального агентства
по техническому регулированию и метрологии в
сети Интернет
СОДЕРЖАНИЕ
ГОСТ Р 52916-2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УПОРЫ
АВТОСЦЕПНОГО УСТРОЙСТВА
ДЛЯ ГРУЗОВЫХ И ПАССАЖИРСКИХ ВАГОНОВ
Общие технические условия
Stops of automatic coupler equipment for
freight and passenger cars.
General specifications
Дата введения - 2009-01-01
Настоящий стандарт распространяется на упоры автосцепного
устройства для грузовых и пассажирских вагонов железных дорог колеи 1520 мм.
Стандарт не распространяется на упоры автосцепного устройства
восьмиосных вагонов, электро- и дизельпоездов и вагонов промышленного
транспорта.
В настоящем стандарте использованы нормативные ссылки на следующие
стандарты:
ГОСТ
15.309-98 Система разработки и постановки продукции на производство.
Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 977-88 Отливки
стальные. Общие технические условия
ГОСТ 2930-62 Приборы измерительные.
Шрифты и знаки
ГОСТ
3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски
размеров
ГОСТ
3475-81 Устройство автосцепное подвижного состава железных дорог колеи 1520
(1524) мм. Установочные размеры
ГОСТ
15150-69 Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды
ГОСТ
18321-73 Статистический контроль качества. Методы случайного отбора выборок
штучной продукции
ГОСТ
22703-91 Детали литые автосцепного устройства подвижного состава железных
дорог колеи 1520 мм. Общие технические условия
ГОСТ 23170-78
Упаковка для изделий машиностроения. Общие требования
ГОСТ
26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на
механическую обработку
Примечание - При пользовании
настоящим стандартом целесообразно проверить действие ссылочных стандартов в
информационной системе общего пользования - на официальном сайте Федерального
агентства по техническому регулированию и метрологии в сети Интернет или по
ежегодно издаваемому информационному указателю «Национальные стандарты»,
составленному по состоянию на 1 января текущего года, и по соответствующим
информационным указателям, опубликованным в текущем году. Если ссылочный
стандарт заменен (изменен), то при пользовании настоящим стандартом следует
руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт
отменен без замены, то положение, в котором дана ссылка на него, применяется в
части, не затрагивающей эту ссылку.
3.1 Типы упоров приведены в таблице 1.
Таблица 1
|
Тип
|
Обозначение
|
Типоразмер
|
Исполнение
|
Наименование
подвижного состава
|
Условное
обозначение
|
|
Упор передний
|
УП1
|
1
|
Клепаный
|
Грузовые вагоны,
оборудуемые передними упорами с шириной окна розетки 246 мм, не
менее
|
УП1К-1
|
|
Приварной
|
УП1-1
|
|
2
|
Клепаный
|
Грузовые вагоны,
оборудуемые передними упорами с шириной окна розетки 282 мм, не
менее
|
УП1К-2
|
|
УП2
|
1
|
Приварной
|
Пассажирские вагоны
|
УП2-1
|
|
2
|
Скоростные
пассажирские вагоны
|
УП2-2
|
|
УП3
|
1
|
Вагоны специального
назначения
|
УП3-1
|
|
2
|
УП3-2
|
|
Упор задний
|
У31
|
-
|
Клепаный
|
Грузовые вагоны
|
У31К
|
|
Приварной
|
У31
|
|
У32
|
Приварной
|
Пассажирские вагоны
и вагоны специального назначения
|
У32
|
|
Упор, объединенный
с надпятником
|
УЗО
|
1
|
Клепаный
|
Грузовые вагоны
|
УЗО1К
|
|
Приварной
|
УЗО1
|
|
2
|
Клепаный
|
УЗО2К
|
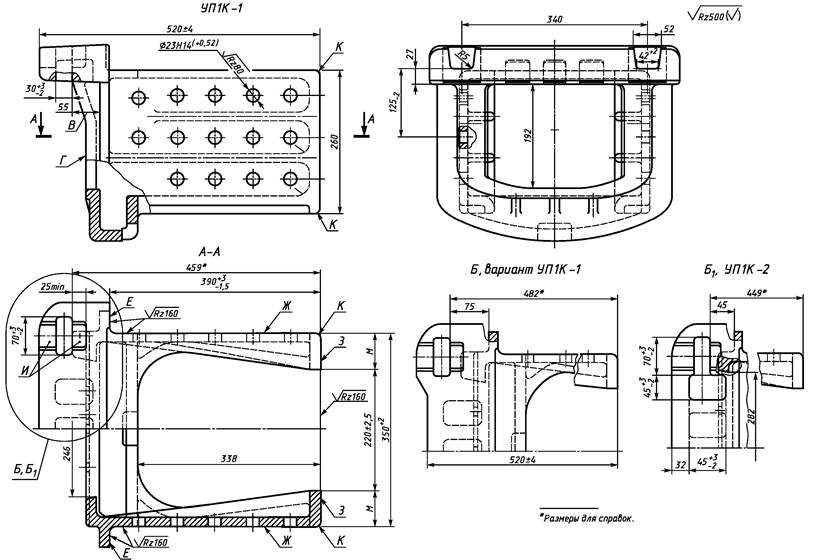
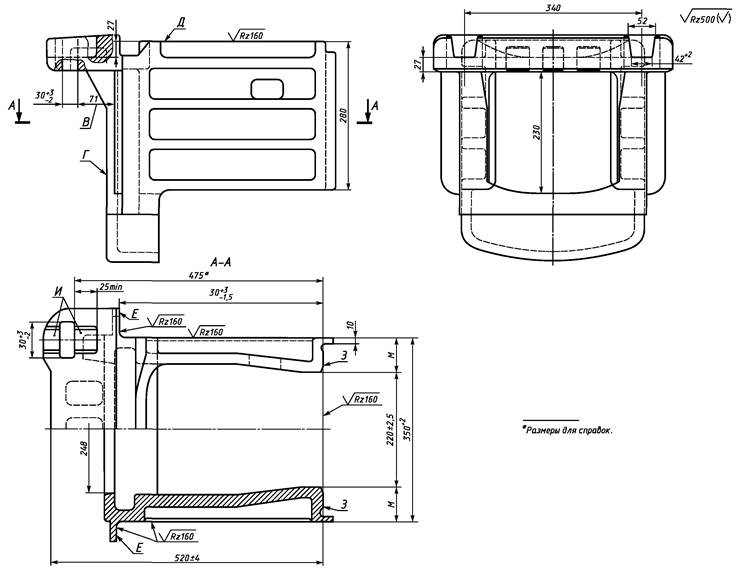
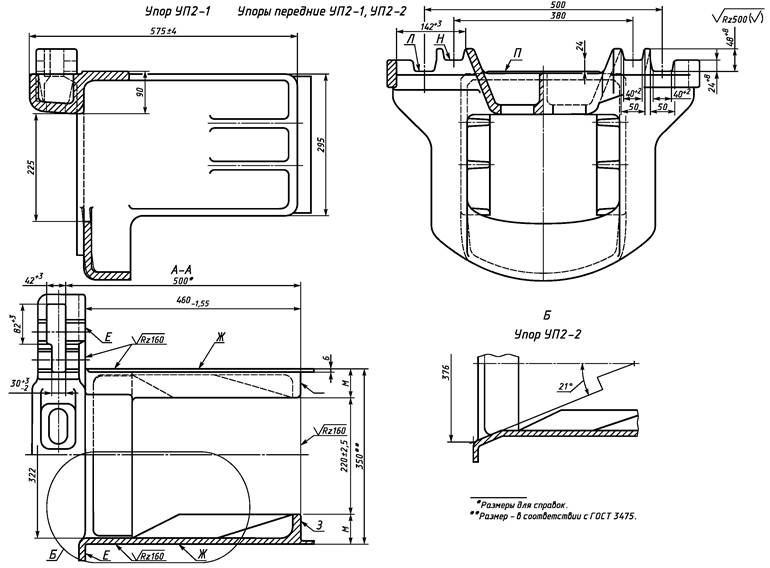
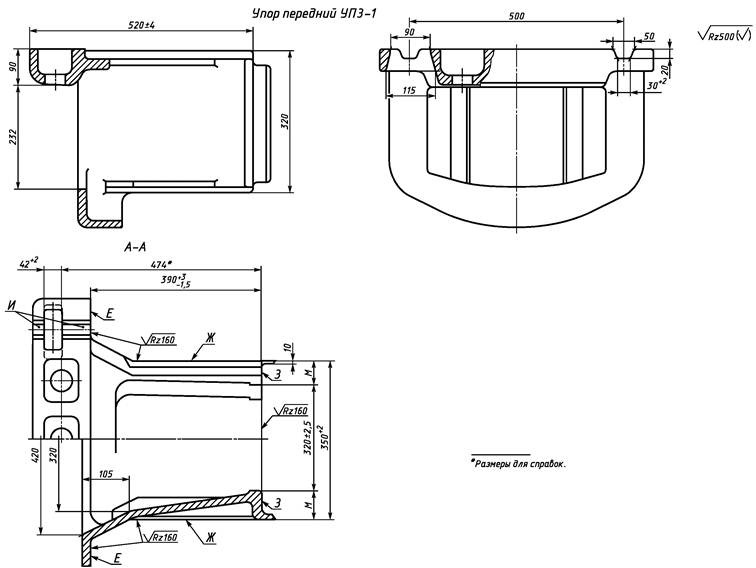
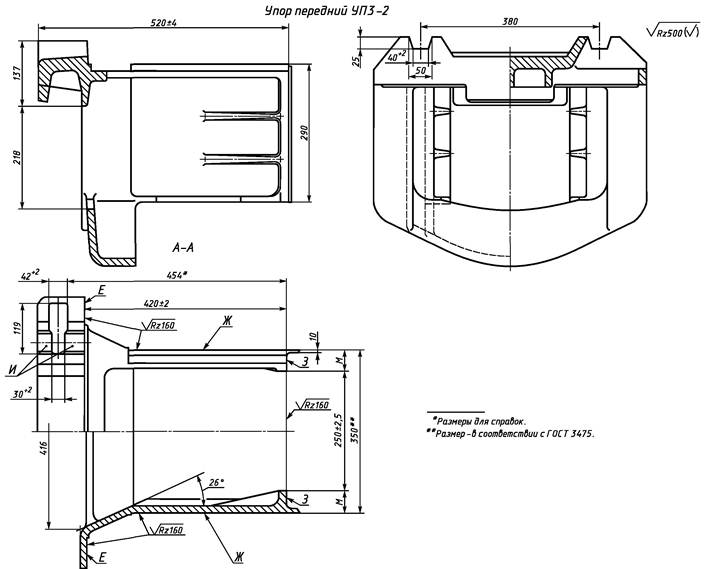
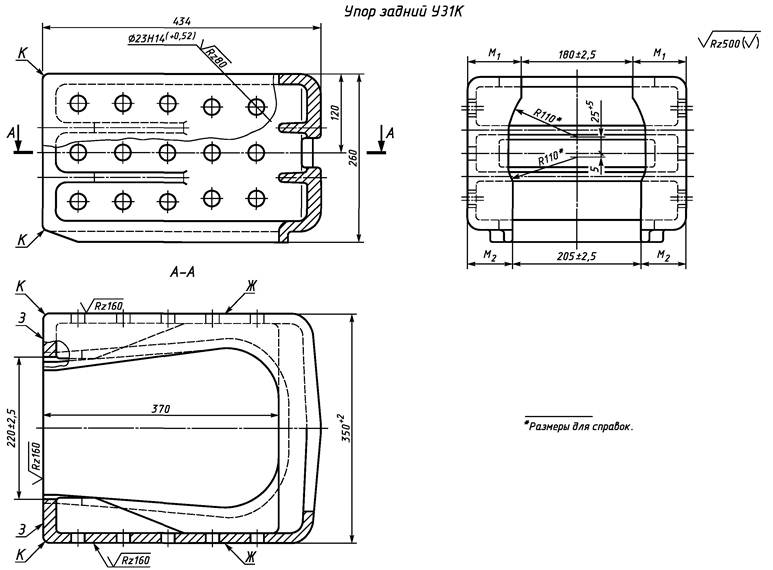
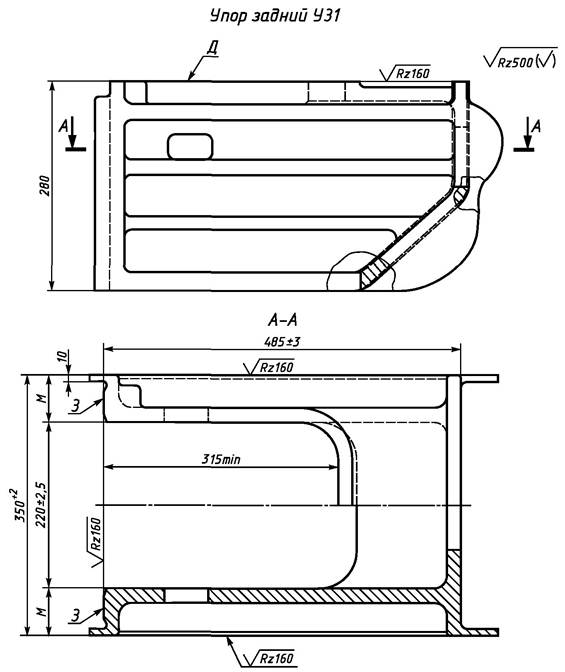
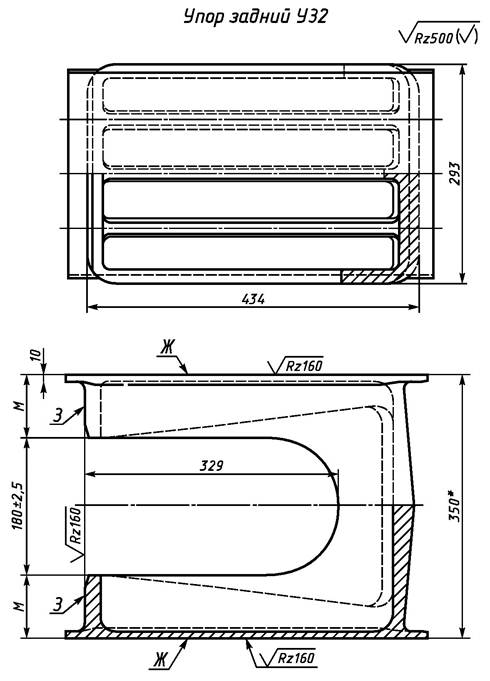
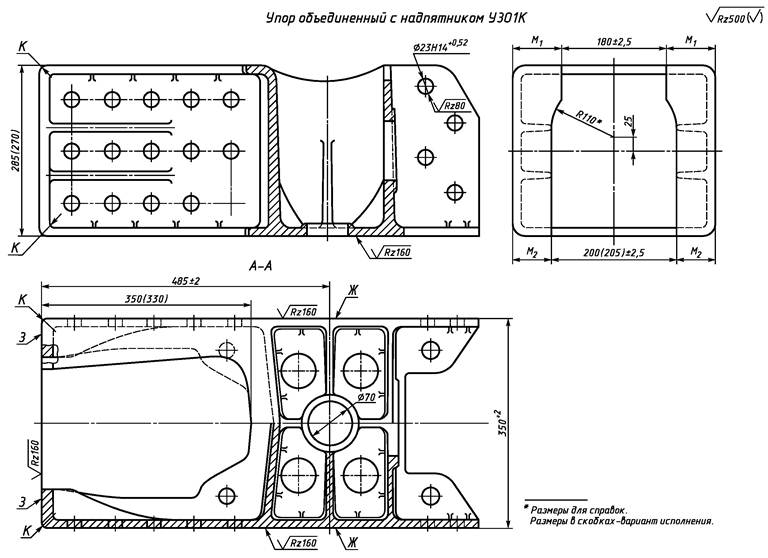
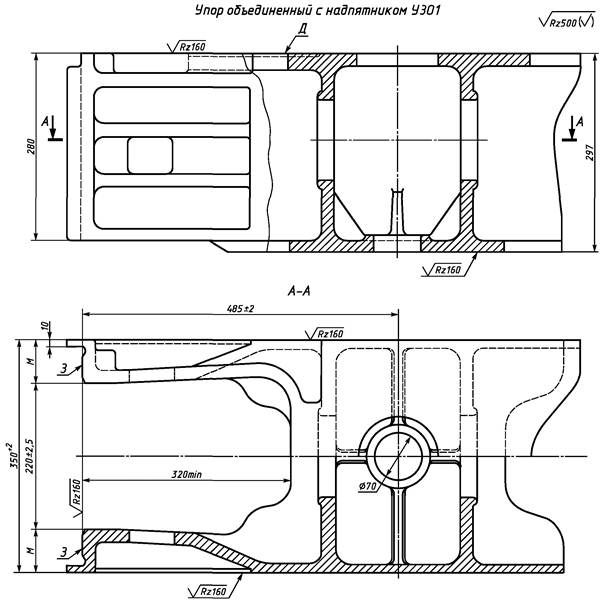
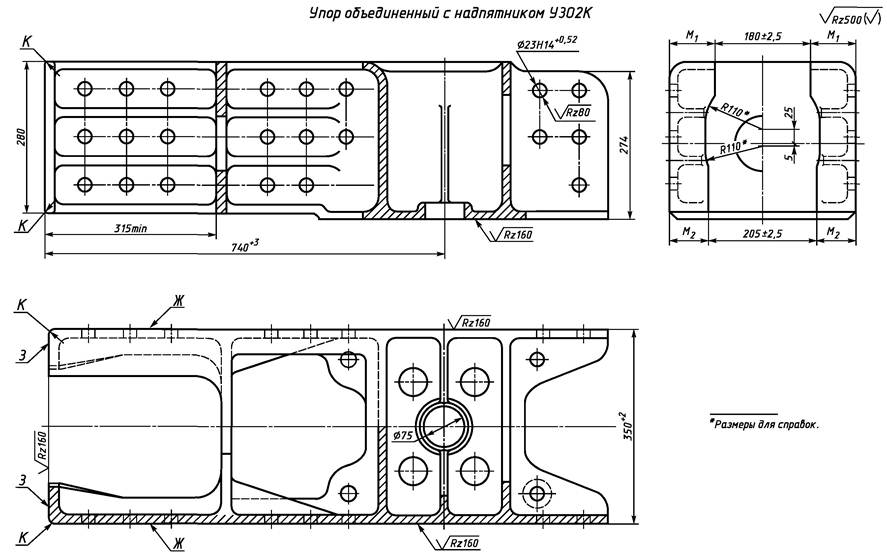
3.2 Основные размеры упоров приведены на
рисунках 1 - 11.
Рисунки не определяют конструкцию упоров в целом.
Примеры условного обозначения
Упор передний УП1 клепаный К типоразмера 2:
Упор УП1К-2
ГОСТ
Р 52916-2008
упор задний У31 приварной:
Упор У31
ГОСТ Р 52916-2008
упор, объединенный с надпятником УЗО1 клепаный К типоразмера 1:
Упор УЗО1К ГОСТ
Р 52916-2008
4.1 Общие требования
4.1.1
Упоры следует изготовлять в соответствии с требованиями настоящего стандарта по
конструкторской документации на упоры конкретных типов.
4.1.2 Упоры грузовых вагонов должны соответствовать требованиям [1], пассажирских вагонов - [2].
4.1.3 Упоры следует изготовлять в исполнении УХЛ категории I по ГОСТ
15150.
4.2 Требования к конструкции
4.2.1 Точность отливки - 11-0-0-12 по ГОСТ
26645. Смещение по разъему модели - не более 2 мм.
Допускается симметричное отклонение толщины необрабатываемых
стенок до ±15 % и толщины ребер в сторону увеличения до 15 %.
4.2.2 Литейные уклоны упоров - по ГОСТ
3212.
4.2.3 Технологические ребра на внутренних поверхностях упоров
допускается не удалять, если они не препятствуют установке заклепок.
4.2.4 Неуказанные на рисунках допускаемые отклонения размеров - по конструкторской
документации на упоры.
4.2.5 При обеспечении в отливках требований к размерам, указанным
на рисунках 1-11, допускается механическую обработку не проводить.
4.2.6 Отверстия в упорах под заклепку допускается выполнять в
сборе с хребтовой балкой.
4.2.7 На поверхности Г передних упоров не допускаются
выступы высотой более 2 мм.
4.2.8 Допуск плоскостности поверхностей И относительно
общей прилегающей плоскости - не более 1,5 мм.
4.2.9 Допуск перпендикулярности общей прилегающей плоскости
поверхностей И
относительно поверхностей Ж и Д - не более 1,5 мм.
4.2.10 Допуск перпендикулярности поверхностей Е передних
упоров относительно поверхностей Ж - не
более 2 мм.
4.2.11 Допуск перпендикулярности поверхностей Ж
относительно плоскости, проходящей через поверхности С передних упоров,
- не более 2 мм.
4.2.12 Разность симметричных размеров М, М1 и М2 упоров
всех типов - не более 5 мм.
4.2.13 Размер В упора УП1 следует контролировать на
расстоянии 50 мм от поверхности С.
4.2.14 Радиусы в местах К клепаных
упоров всех типов - не более 10 мм.
4.2.15 Допуск отклонения поверхностей Л и Н упоров
УП2 по вертикали относительно поверхности П - ±2,5
мм, при этом смещение однотипных гнезд относительно друг друга - не более 2,5
мм.
4.2.16 Допускаются после механической обработки местные уменьшения
толщин боковых стенок упора УП2 свыше установленных
предельных отклонений не более 10 % их номинальной толщины, при этом общая
площадь уменьшенных по толщине участков на детали - не более 100 см2, а площадь одного участка - не более 30 см2.
Уменьшенные по толщине участки не должны находиться в одном поперечном сечении.
4.3 Требования к материалам
4.3.1 Упоры следует отливать из стали марок 20ГЛ, 20ФЛ, 20ГТЛ, 20Г1ФЛ, 20ФТЛ по ГОСТ 977 и ГОСТ
22703. Допускаемые отклонения элементов от требований к химическому составу
для стали всех марок - по ГОСТ 977.
4.3.2 Отливки должны быть термически обработаны. Вид и режим
термической обработки устанавливает предприятие-изготовитель.
4.3.3 Механические свойства стали после термической обработки - по
ГОСТ
22703.
4.4 Требования к отливкам
4.4.1 Отливки упоров должны быть обрублены и очищены от пригара и
окалины, питатели и прибыли удалены по ГОСТ 977.
4.4.2 На поверхностях отливок, не подвергающихся механической
обработке, допускаются без исправлений:
- остатки пригара в местах, не поддающихся очистке в очистных
устройствах, кроме мест расположения головок заклепок;
- местные углубления после зачистки не более 3 мм и выступы не
более 5 мм при удалении прибылей, литников и стяжек на плоскостях, не
взаимодействующих с другими сборочными единицами или деталями;
- свищи и утяжины во впадинах и углах, если глубина и длина их не
превышает 8 мм (не более пяти на деталь);
- утяжины глубиной не более 5 мм, шириной не более 4 мм и длиной
не более 20 мм (не более двух на деталь);
- раковины, разделанные до чистого металла (не более пяти на
деталь), глубиной не более 5 мм, шириной и длиной не более 30 мм;
- поверхностная пористость с густотой пор не более двух на 1 см2,
сосредоточенная на отдельных участках с густотой пор не более трех на 1 см2
при условии, что размер пораженных пористостью участков не превышает 15 % общей
поверхности детали; глубина пор - не более 1,5 мм,
диаметр - не более 1,5 мм;
- внутренние усадочные раковины в углах сопряжения стенок и ребер,
являющиеся следствием естественной объемной усадки стали.
4.4.3 На механически обработанных поверхностях отливок допускаются
без исправления:
- черноты глубиной не более 1 мм, площадью не более 10 % рассматриваемой поверхности упоров и глубиной не более
1,5 мм, площадью не более 30 % рассматриваемой поверхности заднего упора У32;
- отдельные раковины площадью не более 1,5 см2, глубиной не более 0,3 толщины тела
детали и общей площадью на рассматриваемой поверхности не более 5 см2;
- недооформленные радиусы сопряжения обрабатываемых поверхностей;
- риски от режущего инструмента глубиной не более 1 мм.
4.4.4 Дефекты, размеры которых превышают значения, установленные 4.4.2, допускается исправлять
сваркой, если площадь сечения вырубок под сварку не превышает 15 % площади поперечного сечения элемента детали. Общая масса
наплавленного металла - не более 1,5 % массы отливки.
4.4.5 Дефекты, размеры которых превышают значения, установленные 4.4.3, допускается исправлять
сваркой, если площадь сечения вырубок под сварку не превышает 5 % площади
поперечного сечения элемента детали.
4.4.6 Сварку дефектов в отливках следует проводить в соответствии
с документами предприятия-изготовителя.
4.5 Срок службы
Срок службы
приварных упоров должен соответствовать максимальному сроку службы того вида
подвижного состава (см. таблицу 1),
для постановки на который он предназначен, срок службы клепаных упоров - до
капитального ремонта вагонов.
4.6 Требования к маркировке
4.6.1 На передних и задних упорах должны быть отлиты следующие
знаки маркировки:
- условный номер или товарный знак предприятия-изготовителя;
- год изготовления.
4.6.2 Размер литых знаков маркировки - ПО 14-24 по ГОСТ
2930.
4.6.3 Расположение знаков маркировки - по конструкторской
документации.
4.6.4 Допускается исправление поврежденных знаков маркировки
наплавкой или ударным способом.
4.6.5 Упоры, являющиеся объектом самостоятельной поставки, могут
маркироваться знаком соответствия по правилам Системы сертификации.
4.7 Комплектность
4.7.1 Каждая
партия упоров сопровождается документом, удостоверяющим их соответствие
требованиям настоящего стандарта и содержащим:
- наименование предприятия-изготовителя или его товарный знак;
- юридический адрес предприятия-изготовителя;
- наименование, условное обозначение упоров и номер чертежа;
- обозначение настоящего стандарта;
- число упоров в партии;
- обозначение марки стали;
- соответствие упоров настоящему стандарту.
4.7.2 Сопроводительные документы должны быть упакованы по ГОСТ 23170.
5.1 Конструкцией упоров должно быть обеспечено соответствие
требованиям безопасности в течение всего периода эксплуатации. Безопасность
обеспечивается выполнением требований 4.1
- 4.4 и разделов 6 и 7.
6.1 Для контроля
соответствия упоров требованиям настоящего стандарта следует проводить
приемо-сдаточные, периодические и типовые испытания по ГОСТ
15.309. Сертификационные испытания проводят в соответствии с требованиями
Системы сертификации.
6.2 К приемо-сдаточным испытаниям упоры предъявляют партиями в
соответствии с ГОСТ
22703.
Партия должна состоять из деталей одного наименования, прошедших
термическую обработку по одному режиму, регистрируемому автоматическими
приборами, и оформленных одним документом. Число деталей в партии не
ограничивают. При выпуске плавки из печи в два ковша металл каждого ковша
следует считать отдельной плавкой.
6.3 При приемо-сдаточных испытаниях подвергают сплошному контролю:
- внешний вид (см. 4.4.1);
- поверхностные дефекты (см. 4.4.2 - 4.4.5);
- основные размеры (см. 3.2,
4.2);
- маркировку и комплектность (см. 4.6, 4.7).
6.4 Химический состав и механические свойства стали определяют от
каждой плавки в соответствии с ГОСТ
22703.
6.5 Периодическим испытаниям подвергают вновь изготовленные и
выдержавшие приемо-сдаточные испытания упоры. Периодические испытания проводят
один раз в год.
6.6 При периодических испытаниях упоров следует проверять:
- массу и размеры (см. 3.2,
4.1.1, 4.2);
- качество сварки дефектов (см. 4.4.6).
6.7 Отбор образцов упоров в партии для проведения периодических
испытаний проводят методом случайного отбора по ГОСТ
18321.
6.8 Типовым испытаниям подвергают упоры после внесения изменений в
конструкцию или технологию для оценки эффективности и целесообразности вносимых
изменений. Решение о проведении типовых испытаний принимают в соответствии с ГОСТ
15.309.
6.9 При типовых испытаниях проверяют показатель надежности (см. 4.5).
6.10 Результаты испытаний должны быть оформлены в соответствии с ГОСТ
15.309.
7.1 Методы испытаний и контроля упоров - по ГОСТ
22703.
7.2 Соответствие упоров требованиям 4.5 контролируют расчетно-экспериментальным методом [3].
8.1 Упоры поставляют заказчику без упаковки.
8.2 Транспортирование упоров - по группе 7 (Ж1) ГОСТ
15150. Способы транспортирования должны обеспечивать их защиту от
механических повреждений.
8.3 Хранение упоров - по группе 2 (С) ГОСТ
15150.
Упоры в течение всего срока их эксплуатации подвергают
контрольному осмотру и обслуживанию [4].
10.1 Изготовитель гарантирует соответствие упоров требованиям
настоящего стандарта при соблюдении правил эксплуатации, транспортирования и
хранения.
10.2 Гарантийный срок эксплуатации - 3 года со дня ввода в
эксплуатацию.
|
[1]
|
Нормы
для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм
(несамоходных). ГосНИИВ - ВНИИЖТ, 1996
|
|
[2]
|
Нормы
для расчета и проектирования новых и модернизируемых вагонов железных дорог
МПС колеи 1520 мм (несамоходных). ВНИИВ - ВНИИЖТ, 1983
|
|
[3]
|
СТ
ССФЖТ ЦВ-ЦЛ09.03-99 Методика ресурсных
(усталостных) испытаний упоров автосцепного устройства
|
|
[4]
|
ЦВ-ВНИИЖТ-494 Инструкция по ремонту и обслуживанию
автосцепного устройства подвижного состава железных дорог
|
Ключевые слова: упор передний, упор задний,
упор, объединенный с надпятником, приварные упоры, клепаные упоры, окно
розетки, вписывание в кривые, грузовые вагоны, пассажирские вагоны, скоростные
пассажирские вагоны, вагоны специального назначения