|
УТВЕРЖДАЮ Заместитель руководителя А.В. Плейкин«10» апреля 1981 г. |
ОТРАСЛЕВОЙ СТАНДАРТ
|
Конструкция и основные размеры. Технические требования. |
ОСТ 26-07-2029-81 Вводится впервые |
Письмом организации от «21» 04 1981 г.
№ 11-10-4/465 срок действия установлен с «01» 01 1982 г.
Настоящий стандарт распространяется на ступицы и рукоятки клапанов специального назначения.
Стандарт устанавливает типы, размеры и технические требования, обязательные при новом проектировании и модернизации изделий.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
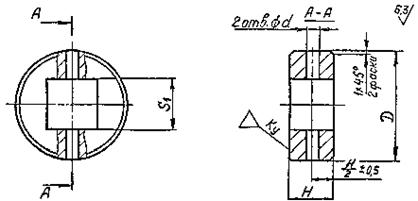
1.1. Ступицы должны изготавливаться двух исполнений:
исполнение 1 - с шестигранным отверстием;
исполнение 2 - с квадратным отверстием.
1.2. Конструкция и размеры ступиц должны соответствовать черт. 1 и табл. 1.
Исполнение 1
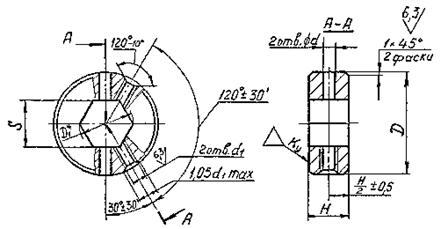
Исполнение 2
мм
|
D h14 |
H h14 |
S Н12 |
S1 H12 |
d H14 |
d1 - 7H |
D1* |
|
30 |
10 |
- |
9 |
6 |
M6 |
- |
|
40 |
15 |
- |
14 |
- |
||
|
17 |
- |
18,9 |
||||
|
19 |
- |
21,1 |
||||
|
50 |
20 |
- |
27 |
10 |
M8 |
- |
|
27 |
- |
30,2 |
||||
|
60 |
20 |
- |
27 |
- |
||
|
67 |
25 |
36 |
- |
40,3 |
||
|
75 |
- |
41 |
- |
|||
|
46 |
- |
51,6 |
* Размер для справок
1.3. Конструкция и размеры рукояток должны соответствовать черт. 2 и табл. 2.
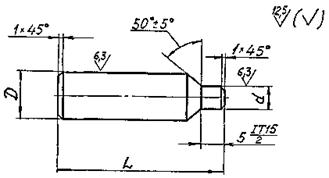
мм
|
D h14 |
d h14 |
|
|
20 |
10 |
6 |
|
30 |
||
|
40 |
||
|
50 |
||
|
60 |
||
|
67 |
||
|
80 |
||
|
90 |
||
|
100 |
15 |
|
|
120 |
||
|
140 |
||
|
160 |
||
|
170 |
||
|
180 |
||
|
200 |
||
|
220 |
20 |
10 |
|
240 |
||
|
250 |
||
|
280 |
||
|
300 |
||
|
320 |
||
|
360 |
25 |
|
|
380 |
||
|
400 |
||
|
500 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ступицы и рукоятки должны изготавливаться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Ступицы и рукоятки должны изготавливаться из следующих материалов:
а) сталь 20, ГОСТ 1050-74;
б) сталь марок 14Х17Н2, 12Х18Н9Т, ГОСТ 5632-72.
При изготовлении ступиц и рукояток из стали 14Х17Н2 заготовки должны быть испытаны по группе II ОСТ 26-07-1419-76, термообработаны по ОСТ 26-07-1237-75, HRC20 ... 29; из стали 12Х18Н9Т - по группе I ОСТ 26-07-1419-76, термообработаны по ОСТ 26-07-1237-75.
Допускается применение других марок материалов, не уступающих по своим механическим и антикоррозионным свойствам маркам материалов, указанных в настоящем стандарте, а также изготовление из проката без дополнительной обработки по диаметру «D».
Допускается изготовление рукояток и ступиц из цельной заготовки механической обработкой или точным литьем при длине рукоятки в сборе до 150 мм.
Допускается изготовление ступиц и рукояток методом точного литья по выплавляемым моделям. Требования к отливкам - по ГОСТ 2176-77.
2.3. Неуказанные предельные отклонения формы и расположения обрабатываемых поверхностей не должны превышать величины допуска на размер или на расстояние между поверхностями (осями).
Сопряжения поверхностей могут быть выполнены радиусами, равными радиусу притупления инструмента.
Предельные отклонения на несоосность и несимметричность - по 12 степени точности ГОСТ 24643-81.
2.4. Поверхности ступиц и рукояток не должны иметь забоин, царапин и заусенцев.
2.5. В технически обоснованных случаях допускается по согласованию с базовой организацией по стандартизации применение других конструкций ступиц и рукояток.
Руководитель предприятия п/я Г-4745 С.И. Косых
Главный инженер М.Г. Сарайлов
Главный инженер предприятия п/я А-7899 О.Н. Шпаков
Заведующий отделом 161 М.И. Власов
Заведующий отделом 137 В.В. Котылевский
Руководитель темы И.Д. Кузениц
Исполнитель А.А. Толстова
СОГЛАСОВАНО
|
Заместитель руководителя А.А. Зак«___» ____________ 1981 г. |
Старший представитель В.А. Шляпников «27» ____03______ 1981 г. |
|
Руководитель организации А.М. Васильев«___» ___________ 1981 г. |
Старший представитель Р.П. Окользин «27» ____03______ 1981 г. |
СОДЕРЖАНИЕ