
ОТРАСЛЕВЫЕ НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ПРЕДПРИЯТИЙ
АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
ЛИТЕЙНЫЕ ЦЕХИ И
СКЛАДЫ ШИХТОВЫХ И ФОРМОВОЧНЫХ
МАТЕРИАЛОВ
ВНЕСЕНЫ
Гипроавтопромом
СОГЛАСОВАНЫ:
с
Управлением по автомобилестроению Роскоммаша, протокол от 15.05.96
с
Главгосэкспертизой России, заключение № 24-3-I/5-28-II от 28.05.95
УТВЕРЖДЕНЫ
заместителем Председателя Роскоммаша В.А. Александровым 04.07.96
ВЗАМЕН
ОНТП
07-86 Минавтопрома
Настоящие
«Отраслевые нормы технологического проектирования предприятий автомобильной
промышленности. Литейные цехи и склады шихтовых и формовочных материалов»
являются пересмотром норм ОНТП
07-86, Минавтопром, в части, относящейся к организации литейного
производства на предприятиях автомобильной промышленности РФ.
Нормы
выполнены Гипроавтопромом совместно с институтами соисполнителями:
Гипродвигатель (цехи цветного и точного стального литья), АО «ВНИИЭТО»
(плавильное оборудование), Белорусская государственная политехническая академия
(охрана труда).
Основанием
для разработки новой редакции норм послужили требования СНиП
10-01-94 по пересмотру и обновлению действующих нормативных документов и
договора № 04-3340-001 от 17 марта 1992 г. между Департаментом автомобильной
промышленности Министерства промышленности РФ и Гипроавтопромом.
С
введением в действие настоящих норм утрачивают силу «Общесоюзные нормы
технологического проектирования предприятий машиностроения, приборостроения и
металлообработки. ОНТП
07-86, «Минавтопром», для применения в литейном производстве автомобильной
промышленности Российской Федерации.
1. ОБЩАЯ ЧАСТЬ
1.1. Основные положения
Нормы
предназначаются для применения при разработке технологической части проектов
(ТЭО) нового строительства, расширения, реконструкции и технического
перевооружения действующих литейных цехов автомобильной промышленности.
Нормы
распространяются на проектирование цехов чугунного и стального литья в разовые
песчаные формы для среднесерийного, крупносерийного и массового характера
производства, а также, для цехов цветного литья и цехов точного стального литья
по выплавляемым моделям.
С
целью достижения максимальной производительности и обеспечения надлежащих
условий труда в проектах следует применять прогрессивные технологические
процессы и высокопроизводительное автоматическое и комплексно-механизированное
оборудование, автоматические системы управления производства (АСУП) и
технологическими процессами (АСУТП), современную организацию производства.
Для
ликвидации тяжелого физического и вредного ручного труда, освобождения рабочих
от монотонных работ нормами предусматривается применение промышленных роботов и
манипуляторов на отдельных операциях технологического процесса.
В
новых условиях деятельности предприятий, особенно малых, и перехода к рыночным
отношениям, допускается отступление по заданию заказчика от принятых
нормативных требований (в части режима работы, параметров зданий, и т.д.) при
соответствующем технико-экономическом обосновании эффективности проектных
решений и обязательном соблюдении норм, правил и требований противопожарной
безопасности, техники безопасности и производственной санитарии.
2.
ЦЕХИ ЧУГУННОГО И СТАЛЬНОГО ЛИТЬЯ В ОБЪЕМНЫЕ РАЗОВЫЕ ПЕСЧАНЫЕ ФОРМЫ
2.1. Классификация
производств по массе и количеству производимых отливок приведена в табл. 1
Таблица
1
|
Группа
отливок по массе, кг
|
Годовое
количество отливок одного наименования по типу производства, шт.
|
|
среднесерийное
|
крупносерийное
|
массовое,
более
|
|
Чугунно-
и сталелитейные цехи
|
|
до
1
|
8001
- 50000
|
100001
- 500000
|
500000
|
|
1
- 10
|
6001
- 30000
|
30001
- 200000
|
200000
|
|
10
- 20
|
4301
- 20000
|
20001
- 145000
|
145000
|
|
20
- 50
|
2651
- 11751
|
11751
- 72500
|
72500
|
|
50
- 100
|
2101
- 9100
|
9101
- 52000
|
52000
|
|
100
- 150
|
1601
- 7750
|
7751
- 42000
|
42000
|
|
150
- 250
|
1401
- 7150
|
7151
- 37000
|
37000
|
|
250
- 500
|
1130
- 6000
|
6001
- 29000
|
29000
|
|
500
- 1000
|
601
- 3500
|
3501
- 15000
|
15000
|
|
1000
- 1500
|
451
- 2700
|
2701
- 12000
|
12000
|
|
1500
- 2000
|
301
- 1800
|
1801
- 8800
|
8800
|
|
2000
- 5000
|
131
- 780
|
781
- 4500
|
4500
|
|
5000
- 10000
|
91
- 350
|
351
- 1500
|
1500
|
|
10000
- 20000
|
64
- 216
|
216
- 770
|
770
|
|
свыше
20000
|
42
- 110
|
-
|
-
|
2.2. Классификация
литейных цехов по массе производимых отливок для среднесерийного,
крупносерийного и массового производства, приведена в табл. 2
Таблица
2
|
Цехи
по производству
|
Масса
отливок, кг
|
|
Мелких отливок
|
до 20
|
|
Средних отливок
|
свыше 20 до 200
|
|
Крупных отливок
|
свыше 200 до 1500
|
|
Тяжелых отливок
|
|
2.3. Рекомендуемый
состав литейных цехов
Производственные
подразделения:
участок
навески шихты и флюсов;
участок
плавки металла;
участок
заливочно-формовочно-выбивной;
участок
приготовления формовочной смеси;
участок
изготовления стержней (включая сушильные установки и склады стержней);
участок
приготовления стержневой смеси;
участок
охлаждения отливок;
участок
очистки, обрубки, термообработки и зачистки отливок;
участок
исправления дефектов;
участок
грунтовки отливок.
Вспомогательные
подразделения:
склад
шихтовых и формовочных материалов (в случае размещения при цехе), с участками:
сушки
и просева песка;
приготовления
глинистой суспензии;
служба
механика и энергетика;
склады
оснастки и инструмента;
кладовые
вспомогательных материалов;
кладовая
горючесмазочных материалов;
экспресс-лаборатории;
конторские
помещения;
склад
готовых отливок;
межоперационные
склады и др.
2.4. Выбор технологических
процессов и оборудования
2.4.1. Плавка
При
проектировании новых литейных цехов для плавки чугуна, как правило, следует
предусматривать электропечи и дуплекс-процессы. Применение дуговых электропечей
на переменном и постоянном токе должно являться предпочтительным при
использовании металлоотходов нестабильного химического состава и для получения
высокопрочного чугуна.
Для
дуплекс-процессов следует предусматривать применение следующих комплексов:
индукционная
тигельная электропечь промышленной или повышенной частоты тока - индукционная
канальная электропечь;
дуговая
электропечь на переменном или постоянном токе - индукционная канальная
электропечь;
дуговая
электропечь на переменном или постоянном токе - дуговая электропечь на
постоянном токе;
индукционная
тигельная электропечь промышленной или повышенной частоты тока - дуговая
электропечь на постоянном токе;
индукционная
тигельная электропечь промышленной или повышенной частоты тока - индукционная
тигельная электропечь промышленной или повышенной частоты тока;
вагранки
закрытого типа с подогревом дутья, очисткой отходящих газов, длительным
межремонтным циклом работы - индукционная канальная или тигельная электропечь
промышленной и повышенной частоты тока.
Для
плавки стали следует применять дуговые плавильные печи на переменном или
постоянном токе.
Предпочтительным
являются печи на постоянном токе, выделяющие меньше вредных выбросов и имеющие
меньший угар металла.
Для
всех плавильных агрегатов следует применять эффективную очистку отходящих
газов.
Для
получения специальных высоколегированных сталей следует применять индукционные
высокочастотные печи.
Тип
и производительность плавильных электропечей определяется заданной программой
производства, количеством производимого сплава и ритмом работы формовочного
оборудования с его цикловой производительностью и потреблением жидкого металла
несколькими формовочными линиями.
Во
избежание аварийных ситуаций для индукционных плавильных печей, работающих с
«болотом», следует применять подогрев шихты.
Для
шлаков, образующихся при плавке в вагранках и дуговых печах, следует применять
грануляцию и магнитную сепарацию.
Выбор
плавильных агрегатов следует подтверждать технико-экономическими обоснованиями.
2.4.2. Изготовление форм и
отливок
В литейных
цехах массового, крупносерийного и среднесерийного производства для
изготовления форм, как правило, следует применять высокопроизводительные
формовочные автоматические линии с комбинированным способом уплотнения и с
использованием единых «сырых» формовочных смесей. В составе автоматических
формовочных линий должны быть заливочные устройства и выбивные решетки.
На
линиях для изготовления форм блока цилиндров, следует предусматривать
поверхностную подсушку полуформ.
Для
крупных и тяжелых отливок, изготовляемых на механизированных линиях, для
выбивки форм должны применяться стационарные механизированные выбивные решетки
с накатными шумопоглащающими укрытиями.
2.4.3. Изготовление
стержней
В
литейных цехах среднесерийного и массового производства изготовление стержней
следует предусматривать на автоматических или механизированных линиях или
машинах с отверждением в холодной или нагреваемой оснастке.
В
целях экономии энергии, предпочтение следует отдавать технологическому процессу
изготовления стержней с продувкой, газообразными катализаторами.
На
стержневых участках необходимо предусматривать рабочие места и оборудование для
отделки, склейки, окраски и подсушки стержней, комплектации и хранения
стержней.
Запас
стержней на складе определяется в каждом конкретном случае, в зависимости от
номенклатуры стержневых отливок, технологического процесса изготовления
стержней и количества формовочного оборудования, но должен быть не менее 4-х
часового запаса работы стержневого участка.
Как
правило, все стержни, за исключением особо мелких, должны подвергаться окраске
с последующей их подсушкой.
При
всех процессах изготовления стержней должна быть предусмотрена эффективная
очистка вредных выбросов.
2.4.4. Приготовления
формовочных и стержневых смесей
Приготовление
формовочных смесей (единых, облицовочных и наполнительных) для автоматических,
автоматизированных и комплексно-механизированных формовочных линий, следует
производить в автоматизированных смесеприготовительных системах на базе
смесителей периодического и непрерывного действия, укомплектованных
автоматизированными дозаторами для составляющих смесей, приборами контроля
влажности и регулирования времени перемешивания.
Для
каждой формовочной линии, как правило, следует предусматривать автономную
смесеприготовительную систему в комплекте с оборудованием для подготовки
готовой и отработанной формовочных смесей (аэрация, просеивание, охлаждение,
магнитная сепарация).
В
проектах реконструкции и техперевооружения действующих литейных цехов
допускается создание специальных смесеприготовительных участков на базе
смесителей периодического и непрерывного действия для обеспечения формовочной
смесью более одной формовочной линии. При этом должно быть раздельное
приготовление смесей для серого и высокопрочного чугуна, а также, стального
литья.
Производительность
смесеприготовительных систем, включая транспортные системы, должна быть
рассчитана на цикловую производительность оборудования с учетом неравномерности
потребления и просыпей, без установки резервных смесителей.
Приготовление
стержневых смесей для изготовления стержней в горячей оснастке и по
холодоотвердеющему процессу при массовом, крупносерийном и среднесерийном
производстве следует производить в смесеприготовительных системах,
оборудованных смесителями периодического действия в комплекте с дозирующим
оборудованием компонентов смеси. Раздача смесей по стержневым машинам должна
производиться, как правило, в кюбелях по монорельсовой системе.
Изготовление
стержней по технологическому процессу с применением газообразного катализатора,
следует производить в смесителях, установленных непосредственно над стержневыми
машинами. В литейных цехах необходимо предусмотреть участки регенерации
формовочных и стержневых смесей.
Расход
свежего песка следует принимать с учетом использования регенерированных смесей.
В
составе автоматизированных систем приготовления, подготовки и раздачи
формовочных смесей, следует предусматривать централизованное управление с одним
пультом АСУТП.
2.4.5. Обрубка, очистка,
зачистка и термическая обработка отливок
В
цехе массового, крупносерийного и среднесерийного производств отделение
литников и прибылей, выбивку стержней из отливок массой до 150 кг, следует
производить, как правило, в проходных галтовочных барабанах непрерывного
действия. При производстве стальных отливок «кусты» следует предварительно
«охладить» в водо-воздушной среде «в камерах».
Разделку
«кустов» и заварку дефектов на стальных отливках следует предусматривать с
применением установок плазменной резки и воздушно-дуговой строжки.
Удаление
стержней из крупных и тяжелых отливок следует производить в установках
электрогидравлической выбивки и гидрокамерах, с мокрой регенерацией
отработанных смесей.
Очистку
мелких и средних отливок следует производить в дробеметных барабанах непрерывного
действия.
В
цехах массового, крупносерийного и среднесерийного производств зачистку мелких
и средних отливок следует производить на зачистных автоматических или
полуавтоматических установках.
Зачистку
крупных и тяжелых отливок следует производить на стендах методом
воздушно-дуговой строжки или при помощи механизированных комплексов с
высокоскоростными кругами с сервоприводом.
При
термообработке отливок из стали и высокопрочного чугуна следует применять
агрегаты с защитной атмосферой и предусматривать частичную правку на
гидравлических прессах.
При
производстве особо ответственных отливок следует предусматривать средства
неразрушающего контроля.
Проектирование
участков грунтовки и термической обработки следует вести с учетом
соответствующих норм технологического проектирования.
2.5. Расчет количества
оборудования
(Принять
как обязательный)
Проектной
мощностью литейного цеха является объем выпуска продукции (годных отливок) в
год.
Проектная
мощность литейного цеха рассчитывается комплексно, по всем участкам
производства (включая склады исходных материалов), по производительности
основного оборудования.
Основное
оборудование рассчитывается исходя из данной программы.
Эффективные
годовые фонды времени работы оборудования (Фэ) следует принимать по НТП «Фонды
времени работы оборудования и рабочих».
Потери
времени в работе оборудования на организационно-техническое обслуживание
учитываются введением в расчет коэффициента использования цикловой или
расчетной (для неавтоматического оборудования) производительности (Ки), который
регламентируется настоящими нормами.
Затраты
времени на восполнение дефектных форм, стержней, отливок учитываются путем
соответствующего увеличения годового расчетного количества форм для выпуска
годных отливок на 3 - 4 % и стержней на 6 - 8 % и учетом коэффициента выхода
годных отливок при определении потребности в жидком металле.
В
связи с изготовлением различных отливок в групповом потоке в процессе текущего
планирования их номенклатура меняется, что вызывает изменение в потреблении жидкого
металла, формовочных и стержневых смесей, стержней и объемов обработки отливок
на термообрубных участках. Вследствие этого при расчете количества оборудования
следует вводить коэффициент неравномерности (Кн).
Для
оборудования формовочных участков Кн = 1, так как, он рассчитывается, исходя из годового количества форм, при определении
которого учитываются все различия в проектной номенклатуре отливок. Нормативные
значения коэффициента неравномерности для расчета оборудования других участков
установлены с учетом наличия необходимых межоперационных накопителей.
Коэффициент неравномерности не следует учитывать при определении годового
расхода материалов.
Формовочно-заливочно-выбивные
участки являются определяющими для литейного цеха. Все другие обслуживающие их
участки следует проектировать, исходя из принятой в проекте цикловой или
суммарной расчетной (для неавтоматического оборудования) производительности
формовочных линий с учетом коэффициента неравномерности.
Под
формовочной линией, здесь и далее, следует понимать комплексную автоматическую
формовочно-выбивную линию или литейный конвейер (рольганговая линия) с
формовочными автоматами (блок-линиями), как с формовочными машинами, включая
участки заливки, охлаждения, выбивки и др.
Расчетной
производительностью неавтоматического оборудования является количество
продукции (форм), вырабатываемое в единицу времени при непрерывной работе, с
учетом ручных вспомогательных операций и подготовительно-заключительного
времени.
Цикловой
(тактовой) производительностью автоматического оборудования является количество
продукции (форм), вырабатываемое в единицу времени, которое гарантируется
заводом-изготовителем этого оборудования при его исправной непрерывной работе.
В
результате работы линий с цикловой иди расчетной (для неавтоматического
оборудования) производительностью, с учетом всех потерь времени, получается
среднечасовой выпуск потока, необходимый для выполнения годовой проектной
программы.
Количество
оборудования определяется по формуле  где: P1 -
количество оборудования по расчету на выпуск годных отливок, ед.;
где: P1 -
количество оборудования по расчету на выпуск годных отливок, ед.;
B - годовое количество годных форм, смеси, стержневых ящиков,
жидкого металла, обрабатываемых отливок (шт., т, м3);
Фэ -
эффективный годовой фонд времени работы оборудования на выпуск годных отливок;
П -
цикловая или расчетная (для неавтоматического оборудования) часовая
производительность (шт., т, м3);
Кн -
коэффициент неравномерности, см. табл. 3
Таблица
3
|
Для
оборудования
|
Коэффициент
неравномерности по типам производства
|
|
Среднесерийное
|
Крупносерийное
и массовое
|
|
Плавильного
|
1,2
- 1,3
|
1,1
- 1,2
|
|
Формовочно-заливочного
|
1,0
|
1,0
|
|
Смесеприготовительного
|
*
|
*
|
|
Стержневого
|
1,1
- 1,2
|
1,05
- 1,1
|
|
Для сушки стержней и форм
|
1,1
- 1,2
|
-
|
|
Очистного
|
1,1
- 1,2
|
1,2
- 1,3
|
|
Зачистного
|
1,1
- 1,2
|
1,1
- 1,2
|
|
Термического
|
1,1
- 1,2
|
1,05
- 1,10
|
|
Грунтовочного
|
1,1
- 1,2
|
1,05
- 1,10
|
*
Потребность в формовочной смеси определяется по цикловой производительности
линии с учетом просыпей.
Примечания:
1. Коэффициент неравномерности определен с учетом межоперационных накопителей
(бункера, миксера, и т.д.). Коэффициент неравномерности не следует применять
при определении годового расхода материалов.
2. Расчет плавильного
оборудования (при количестве формовочных линий менее трех) в массовом и
крупносерийном производствах следует вести по часовой потребности в жидком
металле, рассчитываемой по средней металлоемкости форм, закрепленных за линией
при цикловой производительности линий, с учетом коэффициента неравномерности
потребления.
3.
При расчете оборудования для термообработки отливок следует учитывать марку сплава,
количество наименований отливок, требующих термообработки и процент исправления
дефектных отливок.
Указанные
данные определяются в каждом конкретном случае.
Потребное
количество оборудования определяется по формуле:

где:
P2 - потребное количество оборудования, ед.;
Ки -
коэффициент использования цикловой или расчетной (для неавтоматического
оборудования) производительности, с учетом потерь на организационно-техническое
обслуживание (отсутствие шихты, стержней, формовочной смеси, тары, рабочих,
неисправности конвейеров и др.) следует принимать Ки = 0,75 - 0,85.
Принятое
количество оборудования определяется путем округления потребного количества
оборудования до целого числа в большую сторону. При этом коэффициент
использования оборудования не должен быть ниже 0,75.
При
коэффициенте использования оборудования меньше 0,75 должен быть проведен анализ
о возможности применения оборудования с другими техническими характеристиками
или увеличения программы выпуска.
Расчет
агрегатов выдержки и плавильных печей в цехе определяется для каждого вида
сплавов отдельно, исходя из необходимости одновременного обеспечения жидким
металлом всех формовочных линий.
При
выплавке чугуна в индукционных или чугуна и стали в дуговых электропечах
монопроцессом их количество должно быть определено в зависимости от условий
рационального отбора металла и экономного расходования энергии по формуле:

где,
P - количество электропечей, ед.;
M -
расчетная часовая потребность в жидком металле, т;
Кн -
коэффициент неравномерности;
E - выбранная вместимость ковша, т;
H - число отборов металла в час.
Для
индукционных электропечей H > 3,
для дуговой электропечи - полный слив всей плавки H ≤
1.
Нормы
коэффициента неравномерности приведены в табл. 3 (принять, как обязательные).
2.6. Рекомендуемые нормы
производительности электропечей для плавки, перегрева и выдержки жидкого
металла
Нормы
расчетной производительности индукционных тигельных электропечей промышленной
частоты для плавки, перегрева и выдержки чугуна, приведены в табл. 4.
Таблица
4
|
Номинальная
вместимость тигля, т
|
Номинальная
мощность трансформатора, кВ·А
|
Скорость
плавки, т/ч
|
Расчетная
часовая производительность, т
|
|
по
расплавлению и нагреву до 1500 °С
|
по
перегреву на 100 °С
|
по
расплавлению и нагреву до 1500 °С
|
по
перегреву на 100 °С
|
|
1,0
|
400
|
0,6
|
7,0
|
0,35
|
4,7
|
|
2,5
|
400
|
-
|
7,0
|
-
|
4,9
|
|
|
630
|
0,9
|
12,0
|
0,60
|
8,4
|
|
|
1000
|
1,8
|
19,0
|
1,18
|
13,3
|
|
|
400
|
-
|
7,2
|
1
|
5,2
|
|
|
630
|
-
|
12
|
-
|
8,8
|
|
6,0
|
1000
|
1,9
|
19,0
|
1,16
|
13,5
|
|
|
1600
|
2,6
|
30,0
|
1,76
|
21,9
|
|
|
2500
|
3,7
|
47,0
|
2,65
|
34,7
|
|
10,0
|
1600
|
2,7
|
38,0
|
1,81
|
28,1
|
|
|
2500
|
4,2
|
-
|
3,7
|
-
|
|
|
4000
|
6,6
|
-
|
4,95
|
-
|
|
21,5
|
2500
|
4,5
|
54,3
|
3,10
|
40,2
|
|
|
4000
|
6,7
|
98,0
|
4,90
|
73,5
|
|
|
5600
|
10,4
|
-
|
7,80
|
-
|
|
|
7100
|
11,0
|
-
|
8,20
|
-
|
|
31.0
|
4000
|
6,7
|
98,0
|
4,48
|
78,4
|
|
|
5600
|
10,4
|
-
|
7,76
|
-
|
|
|
7100
|
13,0
|
-
|
9,76
|
-
|
|
|
12500
|
18,0
|
-
|
13,50
|
-
|
|
60,0
|
5600
|
10,8
|
147
|
7,56
|
126,4
|
|
|
12500
|
20,0
|
-
|
14,5
|
-
|
|
|
20000
|
34,0
|
-
|
25,4
|
-
|
|
|
25000
|
40,0
|
-
|
31,0
|
-
|
Примечания:
1. Расчетная производительность учитывает среднюю продолжительность загрузки,
удаления шлака, отбора проб, слива металла и других технологических операций.
2. Скорость плавки определена
при работе электропечи с «болотом» не менее 70 %.
3. При разработке рабочих
проектов скорость плавки металла следует уточнять по данным конкретно
заказанного оборудования.
4. При выборе количества
печей, исходя из требуемой производительности плавильных участков, следует
рассматривать вариант установки агрегатов на основе указанных в таблице
электропечей, состоящих из нескольких плавильных узлов (тиглей), подключаемых к
меньшему количеству источников питания, с таким расчетом, что одна (любая) из
печей будет находиться в резерве. Агретирование позволяет при снижении капитальных
затрат повысить коэффициент использования оборудования на 20 - 30 % за счет
увеличения фактического фонда времени работы печи на программу. Состав
агрегатов должен быть согласован с его разработчиком.
5. Печи емкостью от 2,5 до 60
тонн могут использоваться в миксерном режиме, их параметры указаны в табл. 4.
6. Печи могут поставляться с
системой замкнутого двухконтурного водяного охлаждения.
7. Печи могут быть укомплектованы
системой автоматического управления режима плавки на базе микропроцессорной
техники, что обеспечивает повышение их производительности на 10 - 15 %.
8.
При применении АСУТП производительность увеличивается в среднем на 5 % и
снижает расход электроэнергии на 10 - 15 %.
Рекомендуемые нормы расчетной производительности индукционных
канальных электропечей промышленной частоты для плавки, перегрева и выдержки
чугуна, приведены в табл. 5.
|
Номинальная
вместимость, т
|
Мощность
печи
|
Количество
индукционных единиц, шт.
|
Производительность
по расплавлению и перегреву до 1500 °С, т/ч.
|
Расчетная
часовая производительность, т.
|
|
установленная,
кВА
|
потребляемая,
кВт
|
|
6
|
2000
|
1500
|
1
|
3,2
|
2,55
|
|
10
|
3600
|
2500
|
1
|
5,6
|
4,76
|
|
25
|
6230
|
5000
|
1
|
11,6
|
9,86
|
|
40
|
6230
|
3100
|
2
|
7,0
|
6,3
|
Рекомендуемые
нормы расчетной производительности индукционных канальных электропечей
промышленной частоты для перегрева и выдержки расплавленного чугуна приведены в
табл. 6.
Таблица
6
|
Тип
печей
|
Номинальная
вместимость, т
|
Мощность
печи
|
Количество
индукционных единиц, шт.
|
Часовая
производительность при перегреве на 100 °С, т
|
|
установленная,
кВ·А
|
потребляемая,
кВТ
|
теоретическая
|
расчетная
|
|
Печи для перегрева и
выдержки
|
2,5
|
400
|
400
|
1
|
9,0
|
8,1
|
|
|
|
1000
|
980
|
1
|
25,0
|
22,5
|
|
|
6,0
|
630
|
490
|
1
|
14,6
|
12,4
|
|
|
10,0
|
630
|
490
|
1
|
14,5
|
12,4
|
|
|
16,0
|
630
|
490
|
1
|
13,9
|
12,1
|
|
|
25,0
|
2000
|
1965
|
2
|
60,0
|
51,0
|
|
|
40,0
|
1260
|
986
|
2
|
28,0
|
24,9
|
|
|
|
2000
|
1924
|
2
|
57,0
|
48,5
|
|
|
60,0
|
4000
|
3848
|
4
|
120,0
|
98,4
|
|
|
|
2500
|
2475
|
2
|
73,0
|
62,1
|
|
Раздаточные печи
|
2,5
|
180
|
165
|
1
|
3,7
|
3,3
|
|
|
6,0
|
360
|
232
|
1
|
4,8
|
4,3
|
Примечания:
1. Расчетная производительность учитывает среднюю продолжительность слива и залива
металла, доведения по химическому составу.
2.
При перегреве жидкого металла до температуры более чем на 100 °С расчетная
производительность пропорционально снижается.
Рекомендуемые
нормы расчетной производительности при полном цикле плавки индукционных
тигельных электропечей повышенной частоты для плавки стали и чугуна, приведены
в табл. 7.
Таблица
7
|
Номинальная
вместимость, т
|
Мощность
источника питания, кВт
|
Частота
контура, Гц
|
Скорость
плавки и перегрева до температуры, т/ч
|
Расчетная
часовая производительность, т
|
|
1500
°C (чугун)
|
1600
°С (сталь)
|
чугун
|
сталь
|
|
0,06
|
160
|
2400
|
0,23
|
0,22
|
0,13
|
0,12
|
|
0,16
|
160
|
2400
|
0,24
|
0,23
|
0,13
|
0,12
|
|
|
250
|
2400
|
0,4
|
0,35
|
0,21
|
0,18
|
|
|
320
|
1000
|
0,42
|
0,4
|
0,22
|
0,21
|
|
0,25
|
320
|
1000
|
0,42
|
0,4
|
0,23
|
0,22
|
|
0,4
|
320
|
1000
|
0,5
|
0,48
|
0,30
|
0,29
|
|
|
630
|
1000
|
1,1
|
1,05
|
0,66
|
0,63
|
|
1,0
|
800
|
500
|
1,43
|
1,4
|
0,93
|
0,91
|
|
2,5
|
1600
|
500
|
3,0
|
2,8
|
2,10
|
1,96
|
|
|
2400
|
500
|
4,5
|
4,3
|
3,15
|
3,01
|
|
|
3200
|
500
|
5,5
|
5,3
|
3,85
|
3,71
|
|
6,0
|
2400
|
500
|
4,5
|
4,3
|
3,20
|
3,05
|
|
|
3200
|
500
|
6,0
|
5,8
|
4,26
|
4,12
|
|
|
5000
|
250
- 500
|
9,0
|
8,7
|
6,39
|
6,18
|
|
10,0
|
3200
|
500
|
6,2
|
6,0
|
4,46
|
4,26
|
|
|
5000
|
250
- 500
|
9,3
|
9
|
6,60
|
6,39
|
|
|
6000
|
250-500
|
11
|
10,5
|
7,81
|
7,46
|
Примечания:
1. Расчетная производительность учитывает среднюю продолжительность загрузки,
удаления шлака, отбора проб, разливки металла.
2. При перегреве металла до
температуры 1700 °С производительность снижения на 10 - 15 %.
3. При разработке рабочих
проектов скорость плавки следует принимать по данным конкретно заказанного
оборудования.
4. При выборе количества
печей, исходя из требуемой производительности плавильных участков, следует
рассматривать вариант установки агрегатов на основе указанных в таблице
электропечей, состоящих из нескольких узлов (тиглей), подключаемых к меньшему
количеству источников питания, с таким расчетом, что одна (любая) из печей
будет находиться в резерве.
Агрегатирование
позволяет при снижении капитальных затрат повысить коэффициент использования
оборудования на 20 - 30 % за счет увеличения фактического фонда времени работы
печи на программу.
5. Все источники питания
электропечей повышенной частоты являются трехфазными. Электропечи могут
работать с завалкой холодной шихты.
6. Электропечи вместимостью
от 1 до 6 тонн комплектуются двухконтурной, замкнутой, закрытой системой
водяного охлаждения.
7.
Электропечи могут поставляться с системой автоматического управления
электрическим режимом по программе «ПЛАВКА» и «СУШКА ТИГЛЯ». Применение АСУТП повышает
производительность в среднем на 5 % и снижает расход электроэнергии на 10 - 15
%.
Рекомендуемые
нормы продолжительности плавки (полного цикла) в дуговых электропечах
переменного тока приведены в табл. 8.
Таблица
8
|
Номинальная
вместимость печи, т
|
Номинальная
мощность трансформатора, кВ·А
|
Продолжительность
плавки (полного цикла) по виду сплава, ч.
|
|
сталь
|
высокопрочный
чугун
|
серый
чугун
|
|
0,5
|
800
|
1,7
|
-
|
-
|
|
1,5
|
1600
|
1,9
|
-
|
-
|
|
3,0
|
2500
|
2,4
|
2,3
|
2,2
|
|
6,0
|
5000
|
2,8
|
2,7
|
2,6
|
|
12,0
|
8000
|
3,3
|
3,2
|
3,0
|
|
25,0
|
12500
|
4,0
|
3,6
|
3,2
|
Примечания:
1. При подрезке шихты кислородом в период расплавления продолжительность плавки
следует уменьшить на 7 - 12 %.
2.
При выплавке легированных сталей, продолжительность плавки следует увеличить
для печей вместимостью до 6 т на 20 %, свыше 6 т - на 10 %.
3. При применении АСУТП
производительность следует увеличить в среднем на 5 %.
Рекомендуемые
нормы продолжительности плавки (полного цикла) в дуговых электропечах
постоянного тока приведены в табл. 9.
Таблица
9
|
Номинальная
вместимость печи, т
|
Номинальная
мощность трансформатора, кВ·А
|
Номинальная
мощность преобразователя, кВт
|
Продолжительность
плавки (полного цикла) по виду сплава, ч.
|
|
сталь
|
чугун
|
|
0,5
|
630
|
600
|
1,6
|
-
|
|
1,5
|
1600
|
1500
|
1,8
|
-
|
|
3,0
|
2500
|
2000
|
2,4
|
-
|
|
6,0
|
6300
|
4000
|
2,8
|
2,5
|
|
12,0
|
10650
|
8000
|
3,3
|
3,1
|
|
25,0
|
21300
|
16000
|
3,6
|
3,2
|
Примечания:
1. При подрезке шихты кислородом в период расплавления продолжительность плавки
следует уменьшить на 7 - 10 %.
2. При
применении АСУТП производительность следует увеличить в среднем на 5 %.
2.7. Рекомендуемый
расчет количества мостовых кранов
2.7.1. Затраты времени
работы крана на один полный цикл плавки для обслуживания плавильных участков
при выплавке чугуна в индукционных тигельных электропечах приведены в табл. 10.
Таблица
10
|
Единовременный
выпуск металла из печи (одна плавка) с последующей загрузкой шихты в печь, т
|
Затраты
времени на один полный цикл плавки, крано-ч, - n
|
|
полный
цикл
|
|
Всего
(основные работы)
|
в
том числе
|
Прочие
затраты
|
|
выпуск
металла из печи
|
загрузка
шихты в печь
|
|
0,9
|
0,175
|
0,092
|
0,083
|
0,095
|
|
2,0
|
0,183
|
0,100
|
0,083
|
0,100
|
|
3,0
|
0,200
|
0,117
|
0,083
|
0,103
|
|
4,0
|
0,225
|
0,125
|
0,100
|
0,140
|
|
8,0
|
0,253
|
0,155
|
0,100
|
0,200
|
|
10,0
|
0,267
|
0,167
|
0,100
|
0,218
|
|
15,0
|
0,292
|
0,175
|
0,117
|
0,230
|
|
22,0
|
0,491
|
0,224
|
0,267
|
0,480
|
Примечания:
1. За плавку следует считать выпуск 1/3 жидкого металла для печи промышленной
частоты и полный слив тигля, для печи повышенной частоты за один раз с
последующей загрузкой печи шихтой в том же количестве.
2. Группа режима работы
кранов плавильного участка, транспортирующих расплавленный металл, шлак или
шихту для загрузки, должна быть не менее 6К (ГОСТ 25546-82).
3. Расчет количества мостовых
кранов ведется по смене с максимальным выпуском жидкого металла.
4. Для двух или более печей
вместимостью 10 т каждая и выше, если по расчету требуется установка одного
крана (основного), то необходимо установить дополнительно такой же мостовой
кран в качестве резервного (при Pк >
0,5).
5. Расчет количества мостовых
кранов для обслуживания плавильных тигельных индукционных электропечей
промышленной частоты следует производить по формуле:
где:
Pк - расчетное количество мостовых кранов, ед.;
Фэп
- эффективный годовой фонд времени работы электропечи, ч;
П -
часовая производительность электропечи, т;
n - затраты времени работы крана на одну плавку, крано-ч;
Pп - принятое количество электропечей, ед.;
м -
единовременный выпуск жидкого металла в ковш (плавка), т;
Фэк - эффективный фонд времени работы мостового крана, ч.
В
основу формулы расчета количества мостовых кранов, положены затраты времени в
крано-часах на один полный цикл плавки (см. табл. 10).
Пример
расчета:
Расчет
количества мостовых кранов, занятых на выполнении основных работ (выпуск
металла в ковш по 3 т и загрузка шихты), для трех электропечей вместимостью -
10 т каждая:
 крана
крана
Расчет
количества мостовых кранов, занятых на выполнении операций, связанных с
выполнением прочих работ.
 крана
крана
Суммарное
расчетное количество мостовых кранов равно 0,92 ед.
Принимается
два крана, в том числе, установка одного резервного крана, согласно примечанию
4 к табл. 10.
2.7.2. Рекомендуемые
затраты времени работы крана на одну тонну выплавляемого металла при плавке в
дуговых электропечах с механизированной загрузкой шихты приведены в крано-ч. в
табл. 11.
Таблица
11
|
Вместимость
печи, т
|
Плавильный
пролет (см. рис. 3)
|
|
Основной
кран
|
Уборочный
кран
|
|
чугун
|
сталь
|
чугун
|
сталь
|
|
12
|
0,018
|
0,040
|
0,032
|
0,015
|
|
25
|
0,011
|
0,024
|
0,019
|
0,010
|
|
30
|
0,007
|
0,015
|
0,017
|
0,006
|
Примечания:
1. Группа режима работы кранов, транспортирующих расплавленный металл, шлак или
шихту для загрузки в печь, должна быть не менее 6К (ГОСТ
25546-82).
2. Расчет количества мостовых
кранов ведется по смене с максимальным выпуском жидкого металла.
3. Для двух и более печей
вместимостью свыше 6 т каждая при одном расчетном основном кране следует
устанавливать дополнительно такой же резервный (при Pк >
50).
4. Расчет количества мостовых
кранов для обслуживания дуговых плавильных электропечей следует производить по
формуле:

где:
Pк - расчетное количество мостовых кранов, ед.;
Фэп
- эффективный годовой фонд времени работы дуговых электропечей, ч;
П -
часовая производительность электропечи, т;
H - затраты времени работы мостового крана на 1 тонну выплавляемого
металла, ч;
Pп - принятое количество электропечей, ед.;
Фэк - эффективный годовой фонд времени работы мостового крана, ч.
В
основу формулы расчета количества мостовых кранов положены затрата времени
работы крана на одну тонну выплавляемого жидкого металла.
Пример
расчета:
Расчет
количества мостовых кранов, занятых на выполнении основных работ по
обслуживанию 3-х дуговых электропечей вместимостью по 12 т каждая, (при
выплавке чугуна), размещенных в цехе по схеме, см. рис. 3.
 крана
крана
Расчет
количества мостовых кранов, занятых на выполнении операций, связанных с
выполнением прочих работ
 крана
крана
Суммарное
количество мостовых кранов равно 0,88 ед.
Принимается
два крана, в том числе, установка одного резервного, согласно примечанию 3
табл. 11.
2.8. Номенклатура
профессий и расчет работающих
2.8.1. Номенклатуру
профессий работающих в литейном производстве и распределение их по группам санитарной
характеристики производственных процессов, рекомендуется определять по РД
37.047.116-9 (бывшее) Минавтосельхозмаш.
2.8.2. Количество основных
рабочих определяется по трудоемкости изготовления отливок по формуле:

где:
Pо - количество основных рабочих, чел;
Т -
трудоемкость годового выпуска отливок, чел.-ч;
Фр -
эффективный годовой фонд времени рабочего, ч.
2.8.3. Нормы соотношения
между категориями работающих приведены в табл. 12
(принять, как обязательные).
Таблица
12
|
Категория
работающих
|
Расчетный
показатель
|
Количество
работающих
|
|
Вспомогательные рабочие
|
% от основных рабочих
|
75
- 80
|
|
Служащие: в т.ч.
|
|
12
- 14
|
|
Руководители
|
Среднее количество рабочих, приходящихся на 1 человека
|
|
|
Специалисты
|
То
же
|
25
- 35
|
|
Другие служащие
|
То
же
|
80
- 85
|
|
СТК
|
|
|
|
Рабочие-контролеры
|
Среднее количество
рабочих, приходящихся на 1 человека
|
14
- 15
|
|
Служащие-руководители
|
-»-
|
200
- 250
|
|
Служащие-специалисты
|
-»-
|
700
- 900
|
|
Примечание: 1. При количестве служащих СTK до трех включительно,
их следует относить к категории «Руководители»
2.
Процент вспомогательных рабочих учитывает рабочих транспортных служб,
механика и энергетика
|
2.9. Основные
строительные параметры здания, грузоподъемные средства и размещение
оборудования
2.9.1. Основные
технологические требования к объемно-планировочным решениям литейных цехов.
В
целях рационального решения генерального плана завода и снижения стоимости
строительства следует, как правило, предусматривать размещение всех
производственных и вспомогательных участков литейных цехов в одном здании.
Выбор этажности литейных цехов следует производить по действующим строительным
нормам и правилам и должен быть обоснован. В двухэтажном здании
производственные участки следует размещать на втором этаже, на первом этаже -
сантехническое, электротехническое и прочее вспомогательное оборудование, не
требующее постоянного пребывания рабочих.
В
двухэтажных зданиях могут предусматриваться, при соответствующем обосновании,
наружные пандусы для транспортировки грузов на отметку пола второго этажа.
Рекомендуются
также, многоэтажные вставки для размещения приточно-вытяжных вентиляционных
систем, энергетического оборудования, вспомогательных служб и
экспресс-лабораторий.
Возможно
размещение вентиляционных систем в изолированных помещениях на кровле здания.
При
назначении нагрузок на каркасы многоэтажных производственных зданий
рекомендуется пользоваться отраслевыми нормами временных нагрузок. В случае
отсутствия норм нагрузки на каркас определяются расчетом.
Санитарно-бытовые
помещения необходимо предусматривать в соответствии с требованиями строительных
норм и правил.
При
высоком уровне механизации и автоматизации литейных цехов, особое внимание
необходимо уделять организации цеховых служб механика и энергетика.
Для
контроля технологических процессов следует предусматривать современные
экспресс-лаборатории.
Материальные
кладовые должны размещаться в непосредственной близости от обслуживаемых
участков с обеспечением удобных подходов и подъездов. Проектирование кладовых
следует производить в соответствии с действующими нормами и правилами техники
безопасности и пожарной безопасности.
2.9.2. Рекомендуемый
перечень подразделений литейных цехов, размещаемых в отдельных помещениях,
приведен в табл. 13.
Таблица
13
|
Подразделение
цеха
|
Технологические
процессы
|
Основание
для выделения
|
|
Склады шихтовых и формовочных материалов
|
Набор шихтовых материалов, сушка и просеивание песка
|
Повышенная запыленность
|
|
Кладовые смазочных материалов
|
Хранение и выдача материалов
|
Пожароопасность
|
|
Служба механика и энергетика
|
Ремонтное обслуживание оборудования и оснастки
|
Работа с другими условиями труда
|
|
Экспpeсс-лаборатории
|
Экспресс-анализ металла
|
Работа повышенной точности и с другими условиями труда
|
|
Участки хранения
гранулированного угля и приготовления бентонитоугольной смеси
|
Хранение и приготовление
смеси
|
Пожароопасность
|
|
Помещения АСУ ТП
|
Управление техпроцессами
|
Требования по беспыльности
|
2.9.3. Рекомендуемые нормы
площадей цеховых экспресс-лабораторий, цехового диспетчерского пункта и
помещений АСУТП (в м2) приведены в табл. 14.
Таблица
14
|
Помещение
|
Годовая
мощность цеха, тыс. т
|
|
менее
30
|
50
- 70
|
|
Лаборатории:
|
|
|
|
Формовочных материалов и
смесей
|
90
|
100
|
|
Спектральная
|
60
|
70
|
|
Химико-аналитическая
|
80
|
100
|
|
Пробоподготовительная
|
50
|
70
|
|
Квантометрическая
|
40
|
40
|
|
Металлографическая и
механических испытаний
|
80
|
100
|
|
Цеховой диспетчерский
пункт
|
70
|
70
|
|
Помещение АСУТП
|
80
|
90
|
2.9.4. Рекомендуемые нормы
для расчета площадей кладовых на 1000 тонн отливок в год, в м2
приведены в табл. 15.
Таблица
15
|
|
Крупносерийное
и массовое производства
|
Среднесерийное
производство
|
|
Общая цеховая
|
1,1
- 1,2
|
1,5
- 1,7
|
|
Кладовая инвентаря
|
0,5
|
0,8
|
|
Кладовая приспособлений и
инструмента
|
0,8
|
1,1
|
2.10. Основные
строительные параметры зданий, грузоподъемность транспортных средств, нормы
расстояний между оборудованием и строительными элементами зданий
2.10.1. Рекомендуемые нормы
размеров грузоподъемных средств плавильных участков, оборудованных индукционными
тигельными электропечами промышленной и повышенной частоты и расстояний между
ними приведены в табл. 16
(см. рис. 1 и 2).
Таблица
16
|
Тип
печи
|
Номинальная
вместимость тигля, т
|
Расстояние
между осями печи, м (А)
|
Высота
от отметки пола этажа, на котором установлена печь, м, до
|
Размер
пролета
|
Грузоподъемность
подъемно-транспортных средств для обслуживания печей, т
|
|
уровня
рабочей площадки (В1)
|
крайнего
верхнего положения печи (В2)
|
Головки
подкранового рельса (В)
|
ширина
(ш)
|
шаг
колонн
|
|
Индукционная тигельная
электропечь промышленной частоты
|
1,0
|
6,0
|
2,05
|
2,40
|
8,15
|
18;
24
|
6;
12
|
5,0
|
|
|
2,5
|
7,5
|
2,90
|
5,47
|
8,15
|
18;
24
|
6;
12
|
10,0
|
|
|
6,0
|
8,0
|
3,73
|
6,78
|
9,65
|
24
|
12
|
16,0
|
|
|
10,0
|
10,0
|
3,86
|
6,86
|
11,45;
12,65
|
24;
30
|
12
|
20/5
|
|
|
21,5
|
12,0
|
4,33
|
7,77
|
11,45;
12,65
|
24;
30
|
12
|
50/12,5
|
|
|
31,0
|
12,0
|
4,80
|
8,64
|
12,65;
14,45
|
24;
30
|
12
|
50/12,5
|
|
|
60,0
|
12,0
|
7,69
|
12,03
|
19,2;
21,6
|
24;
30
|
12
|
50/12,5*
|
|
|
0,06
|
2,5
- 3,0
|
1,02
|
2,03
|
8,15
|
12;
18
|
6;
12
|
1,0
|
|
|
0,16
|
2,5
- 3,0
|
1,18
|
2,15
|
8,15
|
18;
24
|
6;
12
|
1,0
|
|
|
0,25
|
3,5
|
1,05
|
2,08
|
8,15
|
18;
24
|
6;
12
|
1,0
|
|
|
0,4
|
5,0
|
1,39
|
2,58
|
8,15
|
18;
24
|
6;
12
|
1,0
|
|
|
1,0
|
5,5
- 6,0
|
1,93
|
3,85
|
9,65
|
18;
24
|
6;
12
|
3,2
|
|
|
2,5
|
7,5
- 8,0
|
2,82
|
5,38
|
11,45
|
18;
24
|
12
|
10,0
|
|
|
6,0
|
12,0
|
3,14
|
6,08
|
11,45;
12,65
|
24;
30
|
12
|
16,0
|
|
|
10,0
|
12,0
|
3,86
|
6,86
|
11,45;
12,65
|
24;
30
|
12
|
20/5
|
Примечание: 1.
Перефутеровка печей на рабочей площадке.
Примечания:
1. Грузоподъемность подъемно-транспортных средств в таблице приведена по массе
транспортируемого при ремонте узла печи (съемный корпус с индуктором) и должна
определяться с учетом массы разливочных ковшей с металлом (масса разливочных
ковшей определяется по условиям работы печей).
2. Ширина пролета, равная 30
метрам, допускается при соответствующем обосновании.
3. Высота до головки
подкранового рельса определяется в зависимости от устройств для загрузки печей
и отбора жидкого металла.
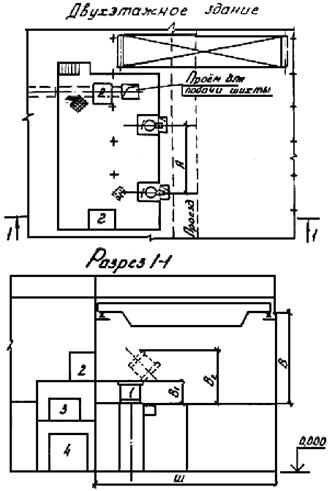
Рис. 1. Схема установки индукционных тигельных печей промышленной и
повышенной частоты тока:
1 - индукционная тигельная печь;
2 - пультовая;
3 - конденсаторные батареи или преобразователь;
4 - трансформаторная подстанция
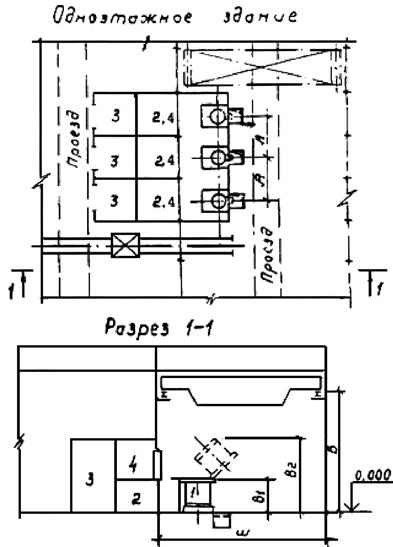
Рис. 2. Схема установки индукционных тигельных печей промышленной и
повышенной частоты тока:
1 - индукционная тигельная печь;
2 - конденсаторные батареи или преобразователь;
3 - трансформаторная подстанция;
4 - пультовая
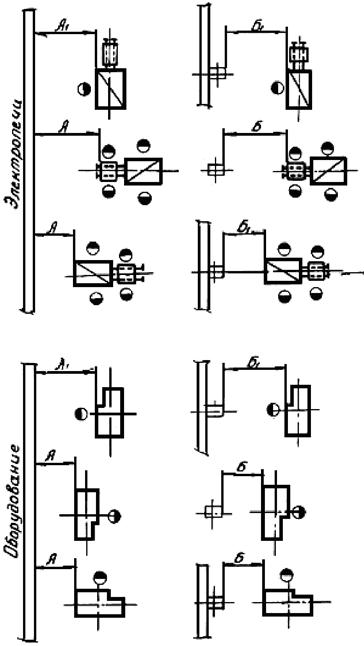
2.10.2. Нормы расстояний
между дуговыми плавильными электропечами и их привязки приведены в табл. 17.
(см. рис. 3).
Таблица 17
|
Тип
печи
|
Номинальная
вместимость ванны, т
|
Расстояние
от продольной оси до передней стенки печной трансформаторной подстанции (Д),
м
|
Расстояние
от поперечной оси печи до стены, (минимальное), м
|
Расстояние
между поперечными осями печей, м
|
Размеры
помещений на одну печь (внутренние), м
|
|
трансформаторная
подстанция (печная)
|
помещение
управления
|
|
при
сливном желобе, обращенном к стене (И1)
|
при
рабочем окне, обращенном к стене (И4)
|
при
сливных желобах, обращенных друг к другу (И2)
|
при
рабочих окнах, обращенных друг к другу (И3)
|
длина
(А)
|
ширина
(Б)
|
высота
(Н)
|
длина
(А1)
|
ширина
(Б1)
|
|
Дуговая электропечь на
переменном токе
|
0,5
|
3,2
|
9,0
|
9,0
|
-
|
-
|
5,5
|
4,7
|
4,2
|
4,7
|
2,8
|
|
|
1,5
|
3,8
|
10,0
|
10,0
|
9,5
- 12,0
|
8,5
- 14,5
|
5,5
|
4,7
|
6,0
|
4,7
|
2,8
|
|
|
3,0
|
4,2
|
14,0
|
10,0
|
9,5
- 12,0
|
14,5
- 16,0
|
5,5
|
4,7
|
6,0
|
4,7
|
2,8
|
|
|
6,0
|
5,5
|
15,0
|
15,0
|
12,0
- 17,0
|
18,0
- 24,0
|
5,5
|
6,0
|
6,0
|
4,7
|
2,8
|
|
|
12,0
|
6,8
|
20,0
|
18,0
|
14,0
- 18,0
|
18,0
- 24,0
|
6,0
|
6,0
|
6,0
|
6,0
|
3,5
|
|
Дуговая электропечь на
постоянном токе
|
0,5
|
3,2
|
9,0
|
9,0
|
8,0
- 9,0
|
-
|
5,0
|
3,5
|
4,0
|
-
|
-
|
|
|
1,5
|
3,8
|
10,0
|
10,0
|
9,5
- 12,0
|
8,0
- 14,0
|
5,0
|
3,5
|
4,0
|
5,0
|
3,0
|
|
|
3,0
|
4,2
|
10,0
|
10,0
|
9,5
- 12,0
|
14,0
- 16,0
|
5,0
|
3,5
|
4,0
|
5,0
|
3,0
|
|
|
6,0
|
5,5
|
15,0
|
15,0
|
12,0
- 15,0
|
18,0
- 24,0
|
6,0
|
6,0
|
4,5
|
5,0
|
3,0
|
|
|
12,0
|
6,8
|
15,0
|
18,0
|
12,0
- 17,0
|
18,0
- 24,0
|
6,0
|
6,0
|
4,5
|
6,0
|
4,0
|
|
|
25,0
|
7,5
|
18,0
|
18,0
|
14,0
- 18,0
|
18,0
- 24,0
|
6,0
|
6,0
|
4,5
|
6,0
|
4,0
|
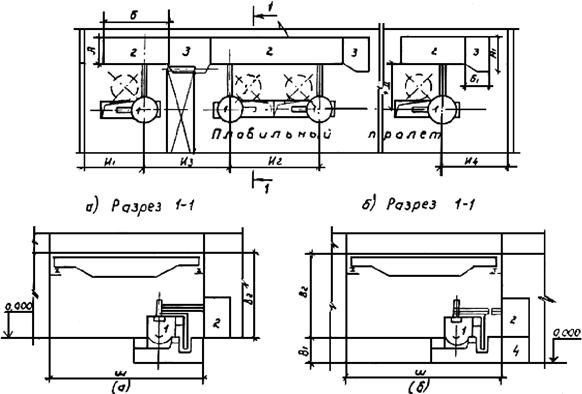
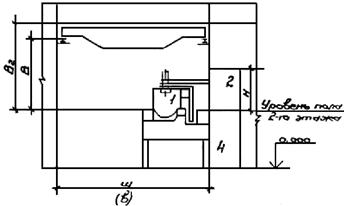
Рис. 3. Размещение дуговых
электропечей на переменном и постоянном токе
Схема
I
а)
Одноэтажное здание - рабочая площадка печи на отм. 0,00;
б)
Одноэтажное здание - рабочая площадка печи на отм. Б;
в)
Двухэтажное здание - рабочая площадка печи на отм. пола второго этажа.
1 - дуговая электропечь;
2 - трансформаторная
подстанция (при установке печей на переменном токе) или преобоазователь (при
установке печей на постоянном токе);
3 - пульт управления;
4 - помещения конденсаторных
батарей и гидростанций (при установке печей на переменном токе) или
трансформаторная подстанция (при установке печей на постоянном токе).
Примечание. При
установке дуговых электропечей на отм. 0,000 размещение конденсаторных батарей
и гидростанций разрешается в каждом конкретном случае.
2.10.3. Нормы расстояний
между дуговыми плавильными печами и их привязки приведены в табл. 18 (см. рис. 4).
Таблица
18
|
Тип
печи
|
Номинальная
вместимость, т
|
Расстояние
от продольной оси печи до передней стенки печной трансформаторной
подстанции, (Д), м
|
Расстояние
от поперечной оси печи до оси колонн цеха (Е), м
|
Расстояние
между продольными осями печей, м
|
Расстояние
от продольной оси печи до стены цеха (минимальное), м
|
Размеры
помещения на одну печь (внутренние), м
|
|
трансформаторная
подстанция (печная)
|
помещение
управления
|
|
с
двумя печными трансформаторными подстанциями (И2)
|
расположенных
друг к другу свободными сторонами (И3)
|
от
свободной стороны печи (И1)
|
со
стороны трансформаторного помещения (И4)
|
длина
(А)
|
ширина
(Б)
|
высота
(Н)
|
длина
(А1)
|
ширина
(Б1)
|
|
Дуговая
электропечь на переменном токе
|
6,0
|
5,5
|
3,0
|
24,0
|
8,0
- 12,0
|
9,0
|
20,0
|
5,5
|
6,0
|
6,0
|
4,7
|
2,8
|
|
|
12,0
|
6,8
|
2,9
|
26,3
|
10,4
- 12,0
|
15,0
|
20,0
|
6,0
|
6,0
|
6,0
|
6,0
|
3,5
|
|
|
25,0
|
7,5
|
3,0
|
34,0
|
12,0
- 14,0
|
16,0
|
23,0
|
11,5
|
9,0
|
5,5
|
6,7
|
5,3
|
|
Дуговая
электропечь на постоянном токе
|
6,0
|
5,6
|
3,1
|
24,0
|
10,0
|
9,0
|
20,0
|
6,0
|
6,0
|
4,5
|
5,0
|
3,6
|
|
|
12,0
|
6,8
|
2,9
|
26,0
|
11,0
|
15,0
|
20,0
|
6,0
|
6,0
|
6,0
|
6,0
|
4,0
|
|
|
25,0
|
7,5
|
3,0
|
34,5
|
12,0
|
16,0
|
23,0
|
6,0
|
6,0
|
4,5
|
6,0
|
4,0
|
Примечания:
1. Печи вместимостью до 3 т могут обслуживаться одним краном, печи вместимостью
6 т и выше, обслуживаются двумя кранами.
2. В плавильно-заливочных
участках при ширине пролетов 24 м и выше допускается установка печных
трансформаторных подстанций в одном пролете с дуговыми электропечами.
3. Пульты управления следует
размещать с обеспечением удобного и безопасного обзора рабочих окон
электропечей. Для печей вместимости от 6 т и выше допускается расположение
пультов управления в отдельном помещении у противоположного ряда колонн против
рабочих окон электропечей. Минимальная высота помещений должна быть не менее
3,5 м.
4. Кроме указанных в таблицах
помещений могут быть предусмотрены, по данным завода-изготовителя оборудования,
следующие помещения: насосно-аккумуляторной станции (НАС), маслоохладительной
установки, станции управления, щитовой, машинного зала, комплексного
распределительного устройства.
5. Приведенные размеры
помещений являются справочными в их следует уточнять по данным паспортов на
оборудование и с учетом принятого размещения печей, выкатки трансформатора из
печной трансформаторной подстанции, щитового помещения, КРУ и НАС.
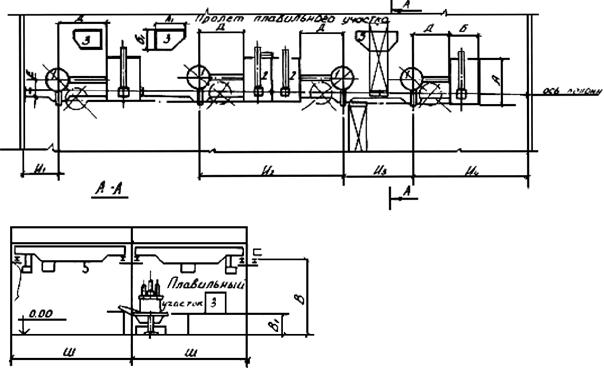
Рис. 4. Схема II размещения дуговых печей:
1 - Дуговая печь; 2 -
Трансформаторная подстанция; 3 - Пульт управления
2.10.4. Нормы размеров
пролета и грузоподъемности подъемно-транспортных средств плавильных цехов и
участков, оборудованных дуговыми электропечами, приведены в табл. 19, (см. рис. 3 и 4).
Таблица
19
|
Тип
печи
|
Номинальная
вместимость ванны, м
|
Грузоподъемность
мостового крана, т
|
Размеры
пролета, м
|
|
одноэтажного
здания и 2-го этажа двухэтажного здания
|
высота
рабочей площадки электропечи от отметки 0,000 (В1)
|
высота
от рабочей площадки электропечи
|
|
ширина
пролета (Ш)
|
шаг
колонн
|
до
уровня головки подкренового рельса (В)
|
до
низа конструкций покрытия (В2)
|
|
Дуговая электропечь на
переменном токе
|
1,5
|
5,0
|
18,24
|
6;
12
|
0,00
|
8,55
|
10,8
|
|
|
3,0
|
10,0
|
18;
24
|
12;
24
|
0,00
|
8,55
|
10,8
|
|
|
6,0
|
16/3,2
|
24
|
12;
24
|
0,00
|
10,45
|
13,2
|
|
|
12,0
|
32/5
|
24;
30
|
12;
24
|
4,00
|
13,65
|
16,8
|
|
|
25,0
|
50/12,5
|
24;
30
|
12;
24
|
5,50
|
18,0
|
21,6
|
|
Дуговая электропечь на
постоянном токе
|
1,5
|
5,0
|
18;
24
|
6;
12
|
0,00
|
8,55
|
10,8
|
|
|
3,0
|
10,0
|
18;
24
|
12;
24
|
0,00
|
8,55
|
10,8
|
|
|
6,0
|
16/3,2
|
24
|
12;
24
|
0,00
|
10,05
|
13,2
|
|
|
12,0
|
32/5
|
24;
30
|
12;
24
|
4,00
|
15,25
|
18,0
|
|
|
25,0
|
50/12,5
|
24;
30
|
12;
24
|
5,50
|
19,2
|
24,0
|
Примечание:
Допускается, отметку рабочей площадки электропечей принимать по уровню пола
2-го этажа формовочно-заливочного участка.
2.10.5. Рекомендуемые нормы
размеров пролетов и грузоподъемности подвесных кранов участков цехов приведены
в табл. 20
(рекомендуемые).
Таблица
20
|
Цех,
участок
|
Размер
пролета, м
|
|
грузоподъемность,
т
|
ширина
пролета
|
шаг
колонн
|
высота
до пола второго этажа
|
Высота
до низа конструкций покрытия
|
|
в
одноэтажном здании от отметки 0,000
|
в
двухэтажном здании от отметки пола 2-го этажа
|
|
Формовочно-заливочно-выбивной
|
3,2-5,0
|
|
6,9;
12
|
8,4;
9,6
|
8,4;
10,8; 11,4
|
8,4;
10,8; 11,4
|
|
Стержневой
|
3,2;
5,0
|
Не
менее 18,0
|
6,9;
12
|
7,8;
8,4
|
10,8
|
10,8
|
|
Смесеприготовительный
|
3,2;
5,0
|
|
9;
12
|
8,4;
9,6
|
25,2-27,6
|
16,8-19,2
|
|
Термообрубной и
грунтовочный
|
3,2;
5,0
|
|
6,9;
12
|
7,8;
8,4
|
8,4;
9,6; 10,8
|
8,4;
9,6; 10,8
|
Примечания:
1. Взамен подвесных однобалочных кранов допускается применение местных
грузоподъемных средств.
2. Высота
смесеприготовительных участков при двухэтажном здании, принята с учетом использования
первого этажа для транспортных средств.
3.
Ширина и высота пролетов определяется в каждом конкретном случае по
строительному заданию.
2.10.6. Нагрузки на полы и
тип покрытия приведены в табл. 21.
Таблица
21
|
Участок
|
Нагрузка,
кПа
|
Тип
покрытия
|
|
Плавильный:
|
|
|
|
при установке дуговых
плавильных электропечей на переменном и постоянном токе, вместимость до 12,0
т
|
35
- 40
|
Чугунная плитка
|
|
То же, свыше 12,0 т;
|
60
- 80
|
-»-
|
|
при установке индукционных
плавильных печей промышленной и повышенной частоты тока, вместимость до 10,0
т
|
30
- 35
|
-»-
|
|
То же, свыше 10,0 т
|
35
- 40
|
-»-
|
|
Формовочный:
|
|
|
|
при установке
автоматических формовочных линий с размерами опок в свету до 1000∙800
мм
|
25
- 30
|
Бетонная, стальная
штампованная плитка
|
|
То же, с размерами опок в
свету свыше 1000∙800 мм
|
35
- 40
|
-»-
|
|
Стержневой:
|
|
|
|
с участком
смесеприготовления и складом стержней
|
30
- 35
|
-»-
|
|
Термообрубной:
|
|
|
|
с установкой термических
агрегатов
|
35
- 40
|
-»-
|
|
без установки термических
агрегатов
|
30
- 35
|
-»-
|
|
Склады отливок
|
50
- 60
|
-»-
|
|
Проезд магистральный
|
50
|
Чугунная или стальная
штампованная плитка
|
Примечания:
1. Нагрузки на полы следует уточнять в соответствии с выбранным оборудованием
по паспортам заводов-изготовителей.
2.
Динамические и вибрационные нагрузки от стационарного оборудования следует
указывать дополнительно в строительном задании.
2.10.7. Рекомендуемые нормы
минимального расстояния от стен, колонн и проездов до оборудования или до
ограждения движущихся частей оборудования, приведены в табл. 22 (см. рис. 5).
Таблица
22
|
Расстояние
|
Обозначение
|
Максимальные
размеры оборудования (в м):
|
Печи
сушильные, термические
|
|
1,5∙10,0
|
4,0∙3,5
|
8,0∙6,0
|
8,0∙6,0
|
|
От стены, мм:
|
|
|
|
|
|
|
|
до тыльной или боковой
стороны оборудования
|
А
|
800
|
1000
|
1100
|
1200
|
1000
|
|
до рабочей стороны
оборудования
|
А1
|
1300
|
1400
|
1500
|
1600
|
1800
|
|
От колонны со стеной, мм:
|
|
|
|
|
|
|
|
до тыльной или боковой
стороны оборудования
|
Б
|
800
|
900
|
1000
|
1100
|
1000
|
|
до рабочей стороны
оборудования
|
Б1
|
1200
|
1300
|
1400
|
1500
|
1600
|
Примечания:
1. Расстояния указаны от оборудования с учетом ограждения движущихся частей.
2. При установке оборудования
на индивидуальном фундаменте расстояние от оборудования до стен, колонн и
соседнего оборудования следует принимать с учетом конфигурации смежных
фундаментов.
3. Минимальный размер рабочей
зоны и ширина проходов принимаются - 800 мм.
4. Минимальное расстояние от
оборудования до проезда со стороны рабочей зоны, принимается - 1300 мм.
5. Минимальное расстояние от
стен, колонн, проездов и ограждения движущихся частей для
нестандартизированного или уникального оборудования, следует определять в
каждом конкретном случае с соблюдением правил техники безопасности.
6.
При техническом перевооружении и реконструкции действующих цехов расстояния
могут быть изменены при условии согласования с соответствующими органами
надзора и устройством дополнительных мероприятий для создания нормальных
условий работы рабочих и оборудования.
Рис.
5. Схема расположения оборудования и электропечей
2.10.8. Рекомендуемые нормы
размеров цехового проезда и расстояния между оборудованием в м при различных
транспортных средствах приведены в табл. 23.
Таблица
23
|
Расположение
зон обслуживания оборудования по отношению к проезду
|
Эскиз
и расположение проезда и зон обслуживания
|
Направление
движения
|
Обозначение
размеров проезда (A) и расстояния между оборудованием (Б)
|
Электрокары
|
Электропогрузчики
|
Однобалочный
кран
|
Электротележки
по рельсовому пути
|
Автомобили
- грузоподъемность, т
|
|
Максимальный
размер транспортных грузов или тары с грузом, м
|
|
0,8
|
1,5
|
2,0
|
0,8
|
1,5
|
2,0
|
1,5
|
3,0
|
1,5
|
2,2
|
2,6
|
1,0
|
5,0
|
|
Отсутствие зон
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
2,5
|
3,5
|
4,0
|
-
|
-
|
|
|
|
|
Б
|
2,5
|
3,0
|
3,5
|
3,0
|
3,5
|
4,5
|
3,0
|
4,5
|
3,0
|
4,0
|
4,7
|
-
|
-
|
|
|
|
Двухстороннее
|
А
|
3,0
|
3,5
|
4,0
|
3,5
|
4,0
|
5,0
|
-
|
-
|
-
|
-
|
-
|
4,5
|
5,5
|
|
|

|
|
Б
|
3,5
|
4,0
|
4,5
|
4,0
|
4,5
|
5,5
|
-
|
-
|
-
|
-
|
-
|
5,0
|
6,0
|
|
С одной стороны
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
-
|
-
|
-
|
-
|
-
|
|
|

|
|
Б
|
3,5
|
4,0
|
4,5
|
4,0
|
4,5
|
5,5
|
3,8
|
5,3
|
-
|
-
|
-
|
-
|
-
|
|
С двух сторон
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
-
|
-
|
-
|
-
|
-
|
|
|

|
|
Б
|
4,0
|
4,5
|
5,0
|
4,5
|
5,0
|
6,0
|
4,5
|
6,0
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания:
1. Магистральный проезд
предназначается для межцеховых перевозок с возможностью проезда автомобиля и
может быть продольным и поперечным, преимущественно сквозным. Размер
магистрального проезда следует принимать равным 5,0 - 6,0 м.
2. Высоту проемов для
проездов следует устанавливать с учетом максимальных размеров транспортных
грузов и ряда высот согласно требованиям ГОСТа. В отдельных случаях допускается
снижение высоты проезда до 2,3 м при соответствующем обосновании.
3. Размеры проходов и
проездов следует предусматривать от наружных габаритов оборудования с учетом
ограждений.
4. Передаточные тележки на
рельсовом пути не следует размещать на магистральном проезде.
5. Ширина проезда дана в
таблице с учетом возможности поворота электропогрузчика на 90°.
6. При поперечном размещении
транспортируемого груза размером свыше 3,0 м ширину проезда и расстояние от
него до оборудования следует устанавливать в каждом конкретном случае.
7. Вдоль наружных остекленных
стен следует предусматривать проезд.
8.
Ширина эвакуационных проходов между конструкциями зданий и оборудованием должна
быть не менее 0,9 м.
2.10.9. Рекомендуемые нормы
размеров проходов для обслуживания и ремонта конвейеров приведены в табл. 24.
Таблица
24
|
Температурная
характеристика груза
|
Ширина
прохода и ремонтного зазора, м
|
Высота
прохода Н, м
|
|
Для
конвейеров всех видов (кроме пластинчатых)
|
Для
пластинчатых конвейеров
|
в
производственных помещениях
|
В
тоннеле, галерее, на эстакаде
|
|
с
постоянными рабочими местами
|
без
рабочих мест
|
|
Холодный
|
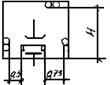
|
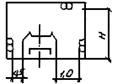
|
2,1
|
2,0
|
1,9
|
|
|

|
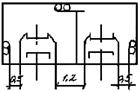
|
2,1
|
2,0
|
1,9
|
|
Теплоизлучающий
|
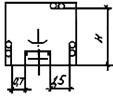
|
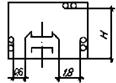
|
2,4
|
2,2
|
2,2
|
|
|
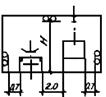
|

|
2,4
|
2,2
|
2,2
|
Примечания:
1. Размеры проходов для
холодных грузов даны с учетом требований ГОСТ 12.2.022-80 и
должны быть не менее указанных в таблице.
2. Размеры проходов следует
определять от выступающих строительных конструкций (коммуникационных систем) до
наиболее выступающих частей конвейера (транспортируемого груза).
3. Конвейеры, кроме
подвесных, следует устанавливать так, чтобы расстояние по вертикали от наиболее
выступающих частей конвейера, требующих обслуживания, до нижних поверхностей
выступающих строительных конструкций (коммуникационных систем) было не менее
0,6 м, а от транспортируемого груза - не менее 0,3 м.
4. Для подвесных конвейеров,
расстояние по вертикали между нижней точкой подвески (груза) и полом, следует
принимать с учетом свободного прохождения подвески (груза) над упавшим грузом.
5.
При установке оборудования и организации постоянных рабочих мест, вдоль трассы
конвейера, ширина между конвейером и оборудованием принимается с учетом
обслуживания, как конвейера, так и оборудования и должна быть не менее 0,5 м.
2.11. Материалоемкость и
энергоемкость
2.11.1. Расход основных и
вспомогательных материалов в литейных цехах.
Расход
основных и вспомогательных материалов следует определять в зависимости от
назначения и технических требований к отливкам, принятого технологического
процесса изготовления с учетом снижения веса отливок и сохранением технических
характеристик.
Нормы
расхода, требования к параметрам и качеству материалов принимаются на основе
отраслевых руководящих технических инструкций и требований (условий) заказчика.
Выход
годных отливок от массы металлической шихты (в процентах) приведены в табл. 25.
Таблица
25
|
Сплав
|
Группа
отливок по массе, кг
|
|
1
- 20
|
20
- 100
|
свыше
100
|
|
Чугун:
|
|
|
|
|
серый
|
55
- 65
|
63
- 75
|
65
- 75
|
|
высокопрочный
|
45
- 55
|
53
- 56
|
-
|
|
Сталь углеродистая
|
50
- 55
|
54
- 57
|
55
- 59
|
Примечания:
1. Выход годных отливок по нижнему пределу следует принимать для наиболее
сложных отливок.
2. Данные таблицы следует
применять при отсутствии разработанной технологии получения отливок.
3.
Показатели выхода годных отливок учитывают угар 5 %.
2.11.2. Меры по
использованию вторичного тепла
При
выдаче заданий на проектирование отопления и вентиляции литейных цехов
необходимо представлять исходные данные для утилизации тепла вытяжного воздуха
от технологического оборудования: параметры, количество удаляемого воздуха,
содержание в нем пыли, агрессивных паров и аэрозоли электролитов, липких и
ядовитых веществ и т.п.
2.12. Мощность и
технико-экономические показателя литейных цехов (при двухсменном режиме работы
и 40-часовой рабочей недели)
2.12.1. Оптимальные мощности
и технико-экономические показатели литейных цехов, приведены в табл. 26.
Таблица
26
|
Цехи
по производству отливок
|
Масса
отливки, кг
|
Тип
производства
|
Мощность,
тыс. т
|
Производительность
труда на одного работающего, т
|
Трудоемкость
на 1 тонну годных отливок, чел. ч
|
Съем
с 1 м2 общей площади, т/год
|
|
1.
Производство грузовых автомобилей
|
|
1.1. Цехи серого чугуна
|
|
|
|
|
|
|
|
1.1.1. Цехи мелких отливок
|
до
20
|
Среднесерийное,
крупносерийное, массовое
|
25
- 40
|
80
|
10
|
0,7
|
|
1.1.2. Цехи средних
отливок
|
21
- 200
|
-»-
|
60
- 70
|
85
|
10
|
0,9
|
|
1.1.3. Цехи крупных
отливок
|
200
- 1500
|
-»-
|
25
- 30
|
75
|
9
|
1,0
|
|
1.2. Цехи стального литья и высокопрочного чугуна
|
|
|
|
|
|
|
|
1.2.1. Цехи мелких отливок
|
до
20
|
-»-
|
45
- 50
|
70
|
11
|
0,7
|
|
1.2.2. Цехи средних
отливок
|
21
- 200
|
-»-
|
60
- 70
|
75
|
10
|
0,9
|
|
1.2.3. Цехи крупных
отливок
|
200
- 1500
|
-»-
|
50
- 60
|
80
|
9
|
1,0
|
|
2.
Производство легковых автомобилей
|
|
2.1. Цехи серого и
высокопрочного чугуна
|
|
|
|
|
|
|
|
2.1.1. Цехи мелких отливок
|
до
20
|
Среднесерийное,
крупносерийное, массовое
|
10
- 12
|
65
|
12
|
0,6
|
|
2.1.2. Цехи средних
отливок
|
21
- 200
|
-»-
|
25
- 30
|
70
|
11
|
0,8
|
|
|
|
|
|
|
|
|
|
|
2.12.2. Минимальные
мощности и технико-экономические показатели литейных цехов приведены в табл. 27.
Таблица
27
|
Цехи
по производству отливок
|
Масса
отливки, кг
|
Тип
производства
|
Мощность,
тыс. т
|
Производительность
труда на одного работающего, т
|
Трудоемкость
на 1 тонну годных отливок, чел. ч
|
Съем
с 1 м2 общей площади, т/год
|
|
1.
Производство грузовых автомобилей
|
|
1.1. Цехи серого чугуна
|
|
|
|
|
|
|
|
1.1.1. Цехи мелких отливок
|
до
20
|
Среднесерийное,
крупносерийное, массовое
|
7
- 9
|
55
|
14
|
0,6
|
|
1.1.2. Цехи средних
отливок
|
20
- 200
|
Среднесерийное,
крупносерийное, массовое
|
40
- 50
|
70
|
11
|
0,8
|
|
1.1.3. Цехи крупносерийных
отливок
|
200
- 1500
|
-»-
|
15
- 20
|
65
|
13
|
0,7
|
|
1.2. Цехи стального литья и высокопрочного чугуна
|
|
|
|
|
|
|
|
1.2.1. Цехи мелких отливок
|
до
20
|
-»-
|
25
- 30
|
65
|
13
|
0,6
- 0,7
|
|
1.2.2. Цехи средних
отливок
|
21
- 200
|
-»-
|
50
- 55
|
70
|
12
|
0,8
|
|
1.2.3. Цехи крупных
отливок
|
200
- 1500
|
-»-
|
25
- 30
|
75
|
11
|
0,9
|
|
2.
Производство легковых автомобилей
|
|
2.1. Цехи серого и высокопрочного чугуна
|
|
|
|
|
|
|
|
2.1.1. Цехи мелких отливок
|
до
20
|
Среднесерийное,
крупносерийное, массовое
|
6
- 7
|
55
|
12
|
0,6
|
|
2.1.2. Цехи средних
отливок
|
21
- 200
|
-»-
|
8
- 10
|
60
|
11
|
0,7
|
|
|
|
|
|
|
|
|
|
|
|
|
2.13. Складское хозяйство
цеха
2.13.1. Проектирование
складского хозяйства литейного цеха (склады формовочных, шихтовых, связующих
материалов, флюсов, модификаторов, огнеупоров и др.), должно быть обеспечено по
разделу «Склады шихтовых и формовочных материалов» настоящих норм.
2.13.2. Хранение и
транспортировка технологической оснастки, хранение модельной стержневой и
другой оснастки, должно быть предусмотрено в специально оборудованном цеховом
складе технологической оснастки.
Расчет
склада следует вести на полный комплект с дублерами на всю номенклатуру
отливок.
Склады
технологической оснастки необходимо оборудовать подъемными средствами,
электропогрузчиками, штабелерами, однобалочными кранами, стеллажами,
этажерками, позволяющими хранить модели, стержневые ящики, модельные плиты с
моделями в несколько ярусов высотой до 6 м, что определяется возможностями
штабелирующего механизма. Крупные модели и стержневые ящики складируются с
помощью однобалочных кранов и других грузоподъемных средств в штабели высотой
не более 1,5 - 2,0 м.
2.12.3. Хранение и
транспортировка стержней и отливок
Хранение
стержней следует предусматривать в складах-штабелерах или на подвесных
толкающих конвейерах. Участок комплектации стержней решается в каждом
конкретном случае:
после
склада или на месте простановки стержней в форму.
Запас
стержней на складе следует предусматривать не менее, чем на смену работы
автоматической формовочной линии.
Транспортировку
стержней к местам простановки их в формы следует предусматривать подвесными
толкающими или грузонесущими конвейерами.
По
условиям заказчика, допускается транспортировка стержней электро- или автопогрузчиками
в унифицированной оборотной таре.
Межоперационные
склады отливок следует предусматривать с применением унифицированной оборотной
тары, обеспечивающей многоярусную укладку электро- или автопогрузчиками.
Возможно
применение межоперационных складов на подвесных толкающих конвейерах.
Хранение
годных отливок следует предусматривать на складе готовой продукции в
стандартной таре или на поддонах, со сроком хранения до 12 дней.
2.14. Охрана окружающей
среды
При
проектировании литейных цехов должно быть обеспечено внедрение безопасностных и
малоотходных технологических процессов и операций, нетоксичных материалов,
средств нейтрализации и утилизации отходов, литейного производства, эффективных
устройств для очистки выделяющихся газов.
2.14.1. Охрана воздушного
бассейна
Нормы
метеорологических условий в воздухе производственных помещений литейных цехов
следует принимать в соответствии с ГОСТ «Общие санитарно-гигиенические
требования к рабочей зоне».
Параметры
воздуха рабочей зоны принимаются для категорий работы средней тяжести и
тяжелой. Ориентировочные расходы приточного воздуха на 1 т годных отливок
приведены в табл. 38 и находятся в
прямой зависимости от степени безотходности технологических процессов и
эффективности конструкций местных отсосов на технологическом оборудовании.
При
проектировании следует предусматривать размещение оборудования вентиляционных
систем в специальных помещениях, создавая вентиляционные центры. Площадь для
размещения вентсистем может составлять в среднем 25 % от общей площади цеха.
Площади для вытяжных систем от местных отсосов с очисткой воздуха следует
выделять вблизи обслуживаемого технологического оборудования. Необходимо предусматривать
возможность транспортировки отходов очистки от вытяжных вентиляционных систем.
Удельные
расходы тепла на отопление и вентиляцию по опыту работы действующих предприятий
и в соответствии с «Укрупненными удельным показателями предприятий Минавтопрома»
(1985 г.) составляют 70 - 80 ккал-ч, на 1 м3 здания при наружной
температуре воздуха в зимний период - 30 °С.
Приведенные
расходы тепла могут быть сокращены за счет использования вторичных
теплоэнергоносителей - тепловыделений от технологического оборудования и
технологических процессов, что должно быть отражено в соответствующих заданиях.
Качественный
и количественный состав вредностей литейного производства следует определять в
каждом конкретном случае в соответствии с «Методикой определения валовых выбросов
веществ основным технологическим оборудованием предприятий автомобильного и
сельскохозяйственного машиностроения», утвержденной Минавтосельхозмашем
протоколом № 1 от 06.12.91 г., и согласованной с ВНИИ охраны природы
Госкомприроды от 19.11.91 г. № 848/33.
На
основании этой «Методики» выведены ориентировочные показатели выбросов основных
вредностей на 1 т годных отливок, приведенные в табл. 28, которые могут быть использованы при определении
экологических характеристик вновь реконструируемых или вновь строящихся цехов.
Ориентировочное
количество основных, отходящих от технологического оборудования вредных
выделений технологического производства
Таблица 28
|
Вид
литья, вредные выделения, кг/т годных отливок
|
Плавка
|
Заливка
|
Выбивка
|
Термообработка
|
Изготовление
стержней
|
Примечание
|
|
дуговые
печи (типа ДСП)
|
индукционные
|
|
Чугунное литье
|
|
|
|
|
|
Пыль, твердые частицы
|
8,9
- 9,5
|
0,9
- 1,3
|
-
|
4,0
- 11,0
|
12,0
- 14,0
|
-
|
|
|
Окись углерода
|
1,4
- 1,5
|
0,8
- 0,11
|
0,9
- 0,12
|
1,0
- 1,6
|
-
|
-
|
|
|
Азота оксид
|
0,28
- 0,32
|
0,6
|
-
|
0,18
- 0,28
|
-
|
-
|
|
|
Диоксид серы
|
-
|
-
|
-
|
0,03
- 0,04
|
-
|
-
|
|
|
Фенол
|
-
|
-
|
-
|
-
|
-
|
0,025
- 0,04
|
|
|
Формальдегид
|
-
|
-
|
-
|
-
|
-
|
0,03
- 0,11
|
|
|
Стальное литье
|
|
|
|
|
|
Пыль, твердые частицы
|
7,5
- 9,5
|
1,3
- 1,6
|
-
|
4,0
- 11,0
|
14,0
- 17,0
|
-
|
|
|
Окись углерода
|
1,5
- 1,6
|
0,10
- 0,14
|
0,45
- 0,6
|
1,0
- 1,6
|
-
|
-
|
|
|
Азота оксид
|
0,28
- 0,32
|
0,06
- 0,07
|
-
|
0,18
- 0,28
|
-
|
-
|
|
|
Фенол
|
-
|
-
|
-
|
-
|
-
|
0,025
- 0,04
|
|
|
Формальдегид
|
-
|
-
|
-
|
-
|
-
|
0,03
- 0,11
|
|
|
|
|
|
|
|
|
|
|
|
Примечания: 1. Данные
по дуговым печам приведены для ДСП на переменном токе.
Ориентировочное
количество выделяющихся вредных веществ в цехе (всего), при применении
перечисленных плавильных агрегатов, приведено в табл. 29.
Таблица 29
|
Выделяющееся
вредное вещество
|
Чугунное
литье, кг/т годного литья
|
Стальное
литье, кг/т годного литья
|
Примечание
|
|
дуговые
печи на переменном токе
|
индукционные
печи
|
дуговые
печи на переменном токе
|
индукционные
печи
|
|
Пыль, твердые частицы
|
35
|
25
|
40
|
30
|
|
|
Оксид углерода
|
3
|
1,7
|
5
|
2,5
|
|
|
Азота оксид
|
0,6
|
0,35
|
0,65
|
0,4
|
|
|
Фенол
|
0,04
|
0,04
|
0,04
|
0,04
|
|
|
Формальдегид
|
0,08
|
0,08
|
0,08
|
0,08
|
|
Примечание: В таблице
приведены валовые выбросы вредностей, отходящих от технологического
оборудования. Количество выбрасываемых вредностей в атмосферу после очистки,
определяется проектом вентиляции в зависимости от применяемого очистного
оборудования.
2.14.2. Охрана водного
бассейна
Требования
к качеству и составу воды для хозяйственно-бытовых нужд, а также, их удельные
расходы, следует принимать на основании действующих строительных норм и правил.
2.14.3. Водопотребление
литейных цехов
Техническая
вода, потребляемая в литейных цехах, используется на охлаждение оборудования,
увлажнение смеси, выбивку и очистку отливок, приготовление формовочных смесей,
аспирацию воздуха рабочей зоны, и ее параметры (характеристика) выдаются в
соответствующих заданиях.
Водоснабжение
литейных цехов может осуществляться тремя раздельными системами.
Система
I - вода с повышенными требованиями по солям, жесткости и содержанию железа,
для охлаждения оборудования, в пределах качества питьевой воды.
Система
II - вода с общей жесткостью 3,5 мг/экв/л и карбонатной 1,5 - 2,5 мг/экв/л, для
охлаждения электропечей, для плавки и подогрева металла.
Система
III - вода без особых требований к ее качеству и составу (могут быть
использованы очищенные стоки гидрошламоудаления), для приготовления смесей,
гидротранспорт горелой земли.
Требования
к качеству воды, используемой в литейных цехах, приведены в табл. 30.
Таблица
30
|
Показатели
качества воды
|
Количество
|
Примечание
|
|
Система I
|
|
|
|
Температура, °С
|
до
25
|
Охлаждение оборудования
|
|
Взвешенные вещества, мг/л
|
до
10
|
|
|
Жесткость общая, мг/экв/л
|
до
5
|
|
|
рН
|
7
- 8
|
|
|
Система II
|
|
|
|
Температура, °С
|
до
25
|
Охлаждение для плавки и
подогрева металла
|
|
Общая жесткость, мг/экв/л
|
3,5
|
|
|
Карбонатная жесткость,
мг/экв/л
|
1,5
- 2,5
|
|
|
рН
|
7
- 8
|
|
|
Система III (очищенные
стоки ПШУ)
|
|
|
|
Температура, °С
|
до
28
|
Увлажнение и приготовление
формовочных смесей, гидротранспорт горелой земли
|
|
Взвешенные вещества, мг/л
|
до
100
|
|
|
Маслонефтепродукты, мг/л
|
до
20
|
|
|
рН
|
6,5
- 8
|
|
2.14.4. Канализация
литейных цехов
В
результате технологических процессов в литейных цехах образуются следующие
категории стоков:
категория
А - отработанная нагретая вода систем I, II без загрязнений;
категория
Б - отработанная нагретая вода системы III, загрязненная пылью, окалиной,
маcлонефтепродуктами;
категория
В - отработанная нагретая вода системы III после использования в
технологических процессах с холоднотвердеющими смесями на основе фенолформальдегидных
смол.
Температура
сточных вод, категории А, Б должна составлять 35 - 45 °С, категории В - 25 - 30
°С.
Состав и концентрация загрязнений сточных вод категории Б могут
составлять:
взвешенные
вещества, мг/л - 5000 -
10000
маслонефтепродукты,
мг/л - 15 - 50
Состав и концентрация
загрязнений сточных вод, категории В могут составлять:
углерод
органический, мл/л - 40
формальдегид,
мг/л -
9,36
спирт
фуриловый, мг/л -
25
фосфаты
 ,
мг/л -
390
,
мг/л -
390
химическая
потребность в кислороде, мг/л - 100
2.14.5. Мероприятия по
охране водных ресурсов
В
целях охраны водных ресурсов, их рационального использования, ликвидации
загрязнения водоемов от сбрасываемых стоков, следует предусматривать
мероприятия:
для
стоков категории А - отработанная нагретая до 35 - 45° С вода охлаждается на
градирнях и поступает вновь в технологическую систему охлаждения оборудования;
для
стоков категории Б - отработанная нагретая до 35 - 45 °С вода, загрязненная
пылью, формовочной землей, окалиной, очищается на очистных сооружениях
гидрошламоудаления ГШУ и возвращается в технологические процессы;
для
стоков категории В - отработанная нагретая до 25 - 30 °С вода, загрязненная
формальдегидом, спиртом фуриловым и фосфатами очищается на локальных (местных)
очистных сооружениях. Стоки после очистки могут быть использованы в
соответствующих технологических процессах на основе ХТС.
Качество
потребляемой воды и отработанных сточных вод, используемых для оборудования и
технологических процессов, приведено в табл. 31.
Таблица
31
|
Потребитель
|
Система
потребляемой воды
|
Категория
сбрасываемых стоков
|
|
Индукционная тигельная
электропечь для плавки и подогрева металла
|
II,
I
|
А
|
|
Канальный миксер
|
I
|
А
|
|
Дуговая электропечь
|
I
|
А
|
|
Вагранка:
|
|
|
|
охлаждение плавильного
пояса
|
I
|
А
|
|
очистка отходящих газов
|
III
|
Б
|
|
грануляция шлака
|
III
|
Б
|
|
Стержневая машина по
горячим ящикам
|
I
|
А
|
|
Выбивная установка для
форм
|
III
|
Б
|
|
Приготовление формовочной
смеси в смесителях
|
II
|
стоков
нет
|
|
Промывка чаши бегунов
формовочной и стержневой смеси
|
III
|
Б
|
|
Камера для охлаждения
отливок после выбивки
|
III
|
Б
|
|
Камера для окраски
стержней
|
III
|
Б
|
|
Камера гидравлическая для
удаления стержней из отливок*
|
III
|
-
|
|
Установка
электрогидравлическая для удаления стержней из отливок
|
I
|
Б
|
|
Комплекс оборудования для
регенерации песка из отработанной смеси
|
III
|
Б
|
|
Оборудование по
изготовлению стержней ХТС.
|
III
|
В
|
|
* смесь песка с водой в концентрации для перекачки насосом
(пульпа).
|
2.14.6. Сбор и утилизация
отходов
Наибольшее
количество отходов, (90 % в чугунно- и сталелитейных цехах), образующихся в
процессе производства отливок, составляют формовочные и стержневые смеси.
Следует предусматривать их регенерацию. При применении регенерации отходов
формовочных и стержневых смесей в отвал поступает не более 30 - 15 % объема
регенерируемых смесей, что должно уточняться в каждом конкретном случае, в
зависимости от состава смесей и метода регенерации.
Отходы
после регенерации могут использоваться, как строительные материалы или в других
технологиях, что должно быть решено заказчиком.
Шлак,
образующийся при плавке, следует подвергать грануляции и магнитной сепарации с
целью извлечения металлических включений. Гранулированный шлак может быть
использован в качестве строительного материала, что должно быть решено
заказчиком.
Битый
огнеупорный кирпич и другие отходы огнеупорных материалов подлежат сбору и
сдаче соответствующим организациям для вторичного использования.
Брак
и отходы стержней и форм, содержащие синтетические смолы, подлежат регенерации
и захоронению в местах, согласованных в СЭС.
2.15. Техника
безопасности, пожаровзрывобезопасность, защита от шума и вибрации и охрана
труда
2.15.1. Техника
безопасности
Для
предотвращения травматизма и создания нормальных условий труда в литейных
цехах, следует предусматривать максимальную механизацию и автоматизацию
производственных процессов, отдавая предпочтение тем процессам, при которых
должны быть обеспечены:
отсутствие
шумов, вибраций, ультразвука, электромагнитных волн, высоких частот,
ионизирующих и других излучений, либо наличие их в пределах, допускаемых
санитарно-гигиеническими нормами;
отсутствие
или выделение в воздух рабочих помещений, атмосферу, почву вредных выделений -
пыли, тепла, влаги в количествах, не превышающих предельно-допустимые по
санитарно-гигиеническим нормам.
Компоновку
здания литейных цехов следует проектировать с учетом создания эффективных
вентиляционных систем, локализации участков и оборудования, оказывающих вредное
воздействие, организации освещения, отвечающего требованиям санитарных и
строительных норм и правил.
Для
ликвидации подсосов неочищенного, неподогретого зимой воздуха и неохлажденного
летом, следует предусматривать создание в помещениях литейных цехов
положительного давления воздуха. Оборудование, выделяющее газы и пыль, должно
снабжаться вентиляционными устройствами, которые в комплексе с технологическими
процессами должны обеспечивать в воздухе рабочее зоны концентрацию веществ, не
превышающую предельно допустимую.
При
плавке в дуговых электропечах следует предусматривать укрытия и отсосы от
электродов, загрузочных и рабочих окон и удаление газов при сливе металла из
печи и в период загрузки и заправки печи. Следует предусматривать укрытия или
отсосы от индукционных тигельных электропечей, обеспечивающие эффективное
удаление газов и пыли как во время плавки, так и во время загрузки шихты и
слива металла. При установке индукционных тигельных и канальных электропечей,
следует предусматривать приямки для аварийного слива жидкого металла.
Особое
внимание следует уделять удалению и очистке вредных выделений при использовании
в качестве связующих синтетических смол, а также при загрузке, транспортировке
и дозировании пылевидных материалов, - феррохромового шлака, сухой глины и
бентонита, молотого угля, сухого песка и пр.
При
соответствующем обосновании возможно применение пневмотранспорта указанных
материалов.
Ленточные
конвейеры для транспортирования отработанных формовочных и стержневых смесей
(по всей длине и в местах пересыпки), должны предусматриваться с укрытиями и
местными отсосами, при транспортировании сухого песка следует предусматривать
местные отсосы в местах пересыпки.
Для
мостовых кранов, предназначенных для транспортирования и разливки
расплавленного жидкого металла, следует применять кабины закрытого типа с
принудительной подачей в них свежего или кондиционированного воздуха.
В
целях исключения вредного влияния вибрации на руки работающего на операциях
удаления заливов и неровностей на крупных и средних отливках, следует
предусматривать электродуговую воздушную резку и специальный инструмент с
высокоскоростными армированными кругами.
При
плавке чугуна в индукционных электропечах необходимо предусматривать подогрев
шихты до температуры 200 - 300 °C, с целью исключения выбросов жидкого металла
при загрузке печи.
Технологическое
и подъемно-транспортное оборудование в опасных зонах должно быть снабжено
ограждениями. Для уборки помещений от пыли и мусора следует предусматривать
пылеотсасывающие и специальные уборочные машины.
2.15.2. Пожаровзрывобезопасность
При
проектировании литейных цехов должны соблюдаться требования по пожаро- и
взрывобезопасности действующих стандартов, строительных норм и правил, а также
других норм и правил, утвержденных в установленном порядке.
Категории
основных производственных и вспомогательных помещений по взрывопожарной и
пожарной опасности, следует принимать по отраслевым нормам технологического
проектирования или отраслевым перечням помещений, а при их отсутствии -
определять по ОНТП 24-86 МВД СССР или заменяющим их нормам.
Автоматические
средства пожаротушения и пожарной сигнализации на пожаровзрывоопасных участках
основных и вспомогательных помещений литейных цехов следует предусматривать
согласно отраслевым (ведомственным) перечням помещений, подлежащих оборудованию
автоматическими установками пожаротушения и автоматической сигнализацией.
В
помещениях, относимых по пожарной опасности к категориям Г и Д, в качестве
средств извещении о пожаре следует применять электрическую кнопочную пожарную
сигнализацию или телефон внутриобъектной и городской сети, обеспечивающие
прямую связь с пожарной охраной.
Исполнение
электродвигателей, устанавливаемых на основном оборудовании, электротехнических
устройств и арматуры, применяемые кабели и электропроводка должны соответствовать
классам взрывоопасных и пожароопасных зон помещений и характеристикам сред,
устанавливаемым согласно Правилам устройства электроустановок (ПУЭ).
На
участках литейных цехов (изготовления стержней, заливочно-формовочно-выбивном и
др.), где применяется оборудование с силовыми гидроприводами, использующими
индустриальные масла в качестве рабочей жидкости, должны предусматриваться
стационарные и передвижные средства пожаротушения, пожарные краны и
огнетушители. Типы стационарных установок и средства пожаротушения (вода, пена,
газ или порошок), должны определяться, исходя из
требований технологического процесса защищаемого производства.
В
бункерах (силосах), предназначенных для хранения молотого угля, следует
предусматривать автоматические локальные установки газового тушения с подачей
газа во внутрь емкостей. В закрытых помещениях с наличием бункеров для молотого
угля следует устанавливать газосигнализаторы на метан, фиксирующие его
концентрацию в воздухе помещения до 20 % от нижнего предела воспламенения.
В
литейных цехах следует размещать в отдельных помещениях участки:
основные, производственные, связанные с применением
легковоспламеняющихся жидкостей (ЛВЖ);
окраски
и грунтовки.
Указанные
помещения должны проектироваться в соответствии с требованиями действующих
строительных норм и правил, с учетом категории по взрывопожарной и пожарной
опасности.
При
проектировании грунтовочных участков, участков приготовления грунте, и краски,
окраски форм и стержней быстровысыхающими противопригарными красками в части
организации технологического процесса, объемно-планировочных решений и решений
по взрывоопасности и пожароопасности надлежит руководствоваться ОНТП
«Окрасочные цехи», а также действующими правилами и нормами техники
безопасности, пожарной безопасности и производственной санитарии.
При
применении в литейных цехах горючей пыли с нижним пределом воспламенений 65 г/м3
и менее (при приготовлении формовочной смеси с применением пылевидного угля,
стержневой смеси с применением стеарата кальция с раздельной дозировкой
компонентов), должно быть обеспечено устранение возможности создания в
помещении цеха общих взрывоопасных концентраций (например, герметизация
оборудования, местные отсосы, применение невзрывоопасных лигатур,
автоматические локальные средства пожаротушения, периодическая уборка и др.),
что должно найти отражение в соответствующих заданиях.
2.15.3. Защита от шума и
вибрации
На
постоянных рабочих местах и в рабочих зонах в производственных помещениях
(цехах) уровни звукового давления, дБ, в октавных полосах частот, уровни звука
и эквивалентные уровни звука, дБА, не должны превышать допустимых значений по
санитарным нормам.
Защита
от шума, воздействующего на человека на рабочих местах и в рабочих зонах,
должна быть обеспечена проектом комплекса мер, включающим:
замену
технологических процессов, оборудования и инструмента, являющихся источниками
повышенного шума, на менее шумное;
дистанционное
управление оборудованием и технологическими процессами;
строительно-акустические
мероприятия в соответствии с требованиями по защите от шума;
средства
индивидуальной защиты от шума по ГОСТ
12.4.051-87;
организационные
мероприятия (сокращение времени нахождения в шумных условиях,
лечебно-профилактические и др. мероприятия).
На
постоянных рабочих местах в производственных помещениях (цехах)
среднеквадратичные значения виброскорости, м/с (или уровни виброскорости, дБ, в
октавных полосах частот) общей и локальной вибрации не должно превышать
допустимых значений по ГОСТ 12.1.012-90.
В
целях защиты людей от общей и локальной вибрации в проектах следует
предусматривать применение:
вибробезопасных
машин, оборудования и инструмента;
средств
виброзащиты, снижающих вибрацию на путях ее распространения, в соответствии с
рекомендациями «Руководства по проектированию виброизоляции»;
проектных
решений технологических процессов и производственных помещений (цехов) в
соответствии с требованиями главы СНиП по проектированию фундаментов машин с
динамическими нагрузками;
средств
индивидуальной защиты от вибрации по ГОСТ
12.4.008-74, ГОСТ
12.4.024-76*;
организационных
мероприятий (улучшение организации рабочих мест, качества используемого
виброопасного инструмента и оборудования, улучшение санитарно-гигиенического и
лечебно-профилактического обслуживания рабочих).
2.15.4. Охрана труда
Для
создания здоровых и безопасных условий труда работающих в литейных цехах
необходимо предусматривать технологические процессы, при которых параметры
производственной среды соответствуют нормативным требованиям.
При
этом значении параметры условий труда на рабочих местах должны отвечать
требованиям действующих нормативных документов, по:
температуре,
влажности и скорости движения воздуха, а также, интенсивности теплового
излучения;
содержанию
вредных веществ в рабочей зоне;
уровню
шума;
параметрам
вибрации;
параметрам
ультразвука;
параметрам
электромагнитных полей;
освещенности
рабочих мест.
Для
обеспечения нормативных значений параметров условий труда, указанных в
вышеперечисленных документах, необходимо:
использовать
литейное оборудование, отвечающее требованиям ГОСТ 12.2.046-90;
разрабатывать
технологические процессы в соответствии с ГОСТ 12.3.027-81;
предусматривать
максимальный уровень механизации и автоматизации производственных процессов;
изолировать
участки со значительными выделениями вредных веществ;
изготавливать
стержневые смеси на основе неорганических связующих или с минимальным
содержанием органических связующих;
локализовать
вредные выделения при загрузке, транспортировке и дозировании пылевидных материалов
с возможным использованием пневмотранспорта.
Для
определения уровня условий труда принята классификация действующих литейных
цехов, которая устанавливает 4 класса цехов, определяемым по следующим
признакам:
1-ый класс - литейные
цехи с благоприятными условиями труда, на рабочих местах которых фактические
значения параметров не превышают нормативные, т.е., К загрязнения = 0;
2-ой класс - литейные
цехи с удовлетворительными условиями труда, на рабочих местах которых
фактические значения факторов незначительно превышают допустимые величины и при
которых не отмечается значительных изменений в состоянии здоровья работающих
(тепловые излучения в пределах 141 - 560 Вт/м2, шум - превышение
уровня звука до 5 дБА, вибрация - до 3 дБ, пыль - превышение допустимой
концентрации до 3 раз, вредные вещества - превышение допустимых концентраций до
- 1,5 раз);
значение
индекса загрязнения равно К загрязнения = 0,1 - 5,0;
3-ий класс - литейные
цехи с неблагоприятными условиями труда, на рабочих местах которых фактические
значения факторов превышают допустимые величины и при которых могут
регистрироваться случаи профессиональных заболеваний (тепловые излучения - 561
- 1400 Вт/м2, шум - до 15 дБА, вибрация - до 10 дБ, пыль - до 10
раз, вредные вещества - до 3 раз;
значение
индекса загрязнения К загрязнения = 5,1 - 18,0;
4-ый класс - литейные
цеха с весьма неблагоприятными условиями труда, на рабочих местах которых
фактические значения факторов значительно превышают допустимые величины и при
которых регистрируются случаи профессиональных заболеваний (тепловые излучения
- более 1400 Вт/м2, шум - более 15 дБа, вибрация - более 10 дБ, пыль
- более 10 раз, вредные вещества - более 3 раз;
значение
индекса загрязнения К загрязнения = более 18.
Рекомендуемые
нормы освещенности литерных цехов приведены в табл. 32.
Таблица
32
|
Участки,
рабочие операции, оборудование
|
Рабочая
поверхность и плоскость, в которой нормируется освещенность
|
Разряд
и подразряд зрительной работы
|
Освещенность,
лк
|
|
Система
общего освещения
|
Система
комбинированного освещения
|
|
Склад
шихтовых и формовочных материалов
|
|
|
|
|
|
Погрузка и разгрузка материалов:
|
|
|
|
|
|
а) механизированная
|
Пол, крюк крана Г, В
|
IV
|
100*
|
|
|
б) немеханизированная
|
Пол, Г
|
VIIIб
|
50
|
|
|
Участок взвешивания
|
Шкала весов, В
|
IVб
|
200
|
|
|
Смесеподготовительное
отделение
|
|
|
|
|
|
Установка для сушки и просева песка, глиномялки, шаровые
мельницы, сушильные печи, участок помола угля и его хранения
|
Оборудование, Г
|
VI
|
150
|
|
|
Участок приготовления крепителей
|
Рабочие столы, Г
|
IVб
|
200
|
|
|
Смесеприготовительное
отделения
|
|
|
|
|
|
Дезинтеграторы, сита, магнитные сепараторы, увлажнительные
ленты, автоматические питатели
|
Места загрузки и выгрузки,
Г
|
VI
|
150
|
|
|
Смесители (бегуны)
|
Рабочая поверхность
бегунов, Г
|
VI
|
200**
|
|
|
Транспортеры:
|
|
|
|
|
|
а) для подачи и распределения смеси
|
Транспортер, Г
|
VIIIа
|
75
|
|
|
б) для подачи использованной смеси
|
Транспортер, Г
|
VIIIб
|
50
|
|
|
Панель дистанционного управления
|
Шкала приборов
|
IVв
|
200
|
|
|
Участок приготовления глиняной суспензии и литейной краски
|
Рабочие столы, Г
|
IVб
|
200
|
|
|
Стержневое
и формовочное отделения
|
|
|
|
|
|
Изготовление стержней и форм II и III классов точности
|
Пол, рабочие столы
|
IIIб
|
300
|
1000
|
|
Изготовление стержней и форм I класса точности (в металлические
формы)
|
Пол, рабочие столы, Г
|
IIб
|
750
|
3000
|
|
Заливка форм жидким
металлом
|
Формы, Г
|
IIIв
|
300
|
|
|
Помещения для камерных и проходных сушил
|
Стержни, полуформы, Г
|
IVб
|
200
|
|
|
Комплектовочный и промежуточный склады стержней
|
Пол, Г
|
Vа
|
200
|
|
|
Плавильно-заливочное
отделение
|
|
|
|
|
|
Загрузка вагранок (колошниковая площадка), заливка металла в
ковши, пути перемещения форм с залитым металлом по цеху, заливка на плацу и
конвейерах
|
Пол, Г
|
VII
|
200
|
|
|
Рабочая площадка фурменного пояса
|
Пол, Г
|
IVб
|
200
|
|
|
Отделение
выбивки
|
|
|
|
|
|
Механическая выбивка форм и стержней из опок
|
Опоки, Г
|
VI
|
150
|
|
|
Отделение
обрубки и очистки литья
|
|
|
|
|
|
Первичная обработка и очистка литья (обрезка литников и
прибылей, обрубка пригара, шпилек и т.д.)
|
Поверхность литья, Г, В
|
Vа
|
200
|
|
|
Вторичная
обработка литья:
|
|
|
|
|
|
а) переносными шлифовальными приспособлениями
|
Поверхность литья, Г
|
IIIб
|
300***
|
|
|
б) на стационарных металлообрабатывающих станках
|
То же
|
IIIб
|
300
|
1000
|
|
Очистка отливок в дробеметных камерах и галтовочных барабанах
|
Рабочее место для очистки,
В
|
VI
|
150****
|
|
|
Исправление дефектов отливок и грунтов
|
Поверхность отливки, Г
|
IIIб
|
300
|
1000
|
|
Контроль крупного, среднего и мелкого литья
|
То же
|
IIIб
|
400*****
|
1250
|
|
Зачистка поверхности, грунтовка и окраска
|
Обрабатываемая
поверхность, В
|
IVб
|
200***
|
|
|
Участок
производства и ремонта модельно-опочной оснастки
|
|
|
|
|
|
Общий уровень освещенности помещения
|
0,8 м от пола, Г
|
|
300
|
|
|
Рабочие места ремонта модельно-опочной оснастки
|
Поверхность оснастки, В
|
IIв
|
500
|
2000
|
|
Участки переработки и удаления отходов, регенерации смеси,
осветления воды и гидрошламоудаления
|
0,8 м от пола, Г
|
VI
|
150
|
|
|
Диспетчерские, помещения пультов и КИП
|
Шкалы приборов, плоскость
расположения приборов
|
IVг
|
200*****
|
400
|
|
Цеховые лаборатории
|
0,8 м от пола, Г
|
IIIв
|
300
|
|
*
Освещенность снижена на одну ступень, учитывая кратковременность пребывания
людей в помещении, а также из-за наличия оборудования, не требующего
постоянного обслуживания;
** Освещенность
повышена на одну ступень из-за повышенной опасности и травматизма;
***
Дополнительно необходимо предусмотреть освещение переносными светильниками для
подсветки внутренних поверхностей отливок;
**** При
ручном управлении сопла необходимо предусматривать освещение внутри камеры;
***** Повышена на одну ступень из-за напряженной зрительной работы в
течение всего рабочего дня.
3. СКЛАДЫ ШИХТОВЫХ И ФОРМОВОЧНЫХ МАТЕРИАЛОВ (для литейных
цехов чугунного и стального литья в разовые песчаные формы)
3.1. Основные положения
Нормы
предназначаются для применения при разработке технологических решений проектов
нового строительства, расширения, реконструкции и технического перевооружения
складов шихтовых и формовочных материалов литейных цехов, предприятий автомобильной
промышленности. Кроме того, при проектировании необходимо учитывать нормы
технологического проектирования общезаводских складов предприятий
машиностроения.
Нормы
определяют основные параметры складов:
состав
складов;
запасы
хранения;
численность
работающих;
объемно-планировочные
решения;
организацию
хранения и складских работ.
Структура
предусматриваемого нормами складского хозяйства зависит от количества литейных
цехов на одной площадке и объема их производства.
Склады
с участками подготовки и хранения формовочных и шихтовых материалов следует
размещать в крытых помещениях с температурой не ниже - 10 °С.
Хранение
различных шихтовых материалов (чугуна, лома, ферросплавов), необходимо
предусматривать в изолированных друг от друга закромах.
Для
сокращения сроков разгрузки вагонов с формовочными материалами необходимо
обеспечивать фронт разгрузки максимального количества вагонов одновременно.
Разрыхление
сыпучих смерзшихся грузов следует производить с применением буро- и
бурорыхлительных машин, виброплит. Передачу предварительно подготовленных
сыпучих материалов (после дробления, просева), следует предусматривать
непрерывным транспортом (конвейеры, пневмотранспорт и др.).
Разгрузка
немагнитных материалов(ферросплавов и др.), рекомендуется через люки в приемные
бункера. Подачу ферросплавов из бункеров в тару следует осуществлять с помощью
вибропитателей.
Пожароопасные
и взрывоопасные крепители следует хранить на складах горючесмазочных и
огнеопасных материалов или в специальных отдельностоящих складах крепителей,
обогреваемых в зимнее время.
Расчет
количества работающих по обслуживанию прицеховых складов шихтовых и формовочных
материалов следует производить по табл. 33
(с исключением работающих, которые могут быть объединены с работающими
проектируемого литейного цеха).
3.2. Состав складов
Распределение
материалов по участкам хранения и подготовки приведены в табл. 33.
Таблица
33
|
Материал
|
Место
хранения или подготовки (склад, участок)
|
|
1.
Участок хранения материалов:
|
|
Шихтовые материалы:
|
|
|
чугун чушковый
|
Склад шихты
|
|
стальной и чугунный лом привозной (габаритный)
|
То
же
|
|
Внутризаводской лом
|
Склад шихты или скрапоразделочный и копровый цехи
|
|
возврат литейного производства
|
Склад шихты или скрапоразделочный и копровый цехи
|
|
чугунная и стальная стружки, стальные пакеты, чугунные брикеты
|
То
же
|
|
Ферросплавы:
|
|
|
малоценные
|
Общезаводской склад или склад шихты
|
|
ценные (феррованадий, ферровольфрам, феррониобий, ферротитан,
силикобарий и т.д.)
|
Главный магазин завода
|
|
легирующие металлы (медь, никель, магний, кремний металлический
и т.д.)
|
То
же
|
|
Раскислители:
|
|
|
алюминиевая пудра, порошки, стружка
|
То
же
|
|
алюминий чушковый
|
Склад шихты
|
|
Шлакообразующие материалы:
|
|
|
руда, плавиковый шпат, кварц молотый, магнезитовый бой, кокс и
коксовая мелочь, кварцевый песок
|
Общезаводской склад или склад шихты
|
|
сода кальцинированная, борная кислота, соль поваренная, криолит,
карбид кальция
|
Главный магазин завода
|
|
известняк, доломит
|
Общезаводской склад или склад шихтовых материалов
|
|
Вспомогательные материалы для ремонта плавильных электропечей,
ковшей, термических печей и сушил:
|
|
|
огнеупорные изделия
|
Общезаводской склад или склад огнеупоров литейного цеха
|
|
огнеупорные порошки
|
То
же
|
|
прочие материалы (кварц молотый, кварцевит кристаллический,
кварцевые пески, глина)
|
Общезаводской склад или склад формовочных материалов
|
|
Формовочные
и стержневые материалы:
|
|
|
кварцевые пески:
|
Склад формовочных материалов
|
|
сырые
|
Закрома
|
|
сухие
|
Силос
|
|
формовочная глина, бентонит
|
Общезаводской склад или склад формовочных материалов
|
|
молотый уголь, пылевидный кварц, графит
|
То
же
|
|
сульфитно-спиртовая барда, связующие, марок СП, СБ, ДП, жидкое
стекло, феррохромовый шлак
|
Склад формовочных или связующих материалов
|
|
связующие марок П, ПК, ЦСК, КО, ПС ГТФ, пульвербакелит, раствор
каустической соды, синтетические смолы (фурановые, феноло-фармальдегидные,
мочевидно-фурановые и др.),
|
Склад связующих материалов
|
|
противопригарные краски, пасты и материалы для их приготовления
|
Общезаводской склад или склад формовочных материалов
|
|
2.
Участок подготовки материалов
|
|
Шихтовые материалы:
|
|
|
стальной и чугунный лом заводской
|
Склад шихты или скрапо-разделочный и копровый цехи
|
|
возврат литейного производства
|
Склад шихты
|
|
ферросплавы
|
Общезаводской склад или склад шихты
|
|
флюсующие и шлакообразующие
|
То
же
|
|
топливо-кокс
|
То
же
|
|
Формовочные и стержневые материалы:
|
|
|
кварцевый песок, формовочная глина или бентонит
|
Общезаводской склад или склад формовочных материалов
|
|
молотый или кусковой уголь, пылевидный кварц, древесные опилки
|
То
же
|
|
концентрат сульфитно-спиртовой барды, связующие марок СП, СБ,
ДП, жидкое стекло, феррохромовый шлак
|
Склад формовочных материалов
|
|
связующие марок П, ПК,
УСК, ПС, ГТФ, КО, синтетические смолы, катализаторы, противопригарные краски
|
Смесеприготовительный и стержневой участки
|
|
Примечание: 1. Выбор типа склада и его размещение следует
определять в каждом конкретном случае в зависимости от мощности цеха или
завода - при новом строительстве, возможностями имеющихся площадей
действующего цеха и завода - при расширении, реконструкции и техническом
перевооружении.
|
3.3. Нормы запаса
шихтовых и формовочных материалов приведены в табл. 34
(принять, как обязательное).
Таблица
34
|
Материал
|
Климатический
пояс
|
Норма
хранения на складе, календарные сутки
|
|
базисный
или в цехе при отсутствии базисного склада
|
промежуточный
при цехе (при наличии базисного склада на заводе)
|
|
Чугун чушковый, чугунный и
стальной лом привозной
|
I
- III
|
20
- 30
|
3
- 5
|
|
|
IV
|
30
- 45
|
|
|
Чугунный и стальной лом
заводской
|
-
|
3
- 5
|
до
3
|
|
Сплавы цветных металлов
|
I
- II
|
10
- 20
|
0,5
- 2
|
|
|
III
- IV
|
20
- 30
|
0,5
- 2
|
|
Литники, прибыли, сливы
черных металлов, брак отливок
|
-
|
3
- 5
|
до
3
|
|
Стружка черных металлов
|
I
- IV
|
10
- 15*
|
3
- 5
|
|
Алюминий чушковый
|
I
- IV
|
20
- 30
|
1
- 2
|
|
Ферросплавы
|
I
- IV
|
20
- 30
|
3
- 5
|
|
Кокс литейный
|
I
- III
|
20
- 30
|
1
- 3
|
|
|
IV
|
30
- 45
|
1
- 3
|
|
Каменный и древесный уголь
(в кусках)
|
I
- IV
|
20
- 30
|
1
- 2
|
|
Известняк, плавиковый
шпат, шлак мартеновский
|
I
- III
|
20
- 30
|
3
- 5
|
|
|
IV
|
30
- 45
|
3
- 5
|
|
Известь, обожженный
доломит
|
-
|
1
- 2
|
1
- 2
|
|
Доломит, магнезит,
магнезитовый порошок и другие заправочные материалы
|
I
- III
|
20
- 30
|
3
- 5
|
|
|
IV
|
30
- 45
|
3
- 5
|
|
Железная руда, марганцевая
руда, хромистый железняк, боксит
|
I
- III
|
20
- 30
|
3
- 5
|
|
|
IV
|
30
- 45
|
3
- 5
|
|
Песок формовочный свежий
|
I
|
до
30
|
1
- 3
|
|
|
II
|
30
- 60
|
1
- 3
|
|
|
III
|
45
- 75
|
1
- 3
|
|
|
IV
|
60
- 90
|
1
- 3
|
|
Песок регенерированный
|
I
- IV
|
-
|
3
- 5
|
|
Глина формовочная
|
I
|
до
30
|
1
- 3
|
|
Бентонит
|
II
|
30
- 60
|
1
- 3
|
|
* Нормы для хранения стружки черных металлов, получаемой со
стороны, увеличиваются до 20 суток.
|
3.4. Номенклатура
профессий работающих, распределение их по группам санитарной характеристики
производственных процессов и нормы определения их численности для общезаводских
складов приведены в табл. 35 (в
случае размещения отдельно стоящего склада и включения его в состав завода, как
самостоятельной единицы), (принять, как обязательные).
Таблица
35
|
Профессии
работающих
|
Группа
санитарной характеристики в соответствии с РД 37.047.116-90
Минавтосельхозмаша
|
Определение
численности работающих
|
|
Основные
рабочие
|
|
|
|
Шихтовщик на установках
для набора шихты
|
2г
|
1 человек в смену на 10 тыс. т шихтовых материалов в год
|
|
Оператор поста управления
системы шихтоподачи, оператор механизированного и автоматизированного склада
|
2г
|
-»-
|
|
Сортировщик-сборщик лома и
отходов металла
|
2г
|
Трудоемкость переработки 1 тонны металлических отходов,
составляет: 0,15 - 0,20 чел. ч
|
|
Резчик лома и отходов:
|
|
|
|
на ножницах и прессах
|
2г
|
То же 0,4 - 0,5 чел. ч.
|
|
Газорезчик
|
2б
|
То же 1,5 - 2,0 чел. ч.
|
|
Копровщик на разделке лома
и отходов металла
|
2г
|
2-3 человека в смену на 1 установку
|
|
Брикетировщик
|
2г
|
1 человек в смену на установку
|
|
Рабочий по подготовке
ферросплавов
|
2г
|
1 человек в смену на 10 - 15 тыс. т. ферросплавов в год
|
|
Рабочий по подготовке
крепителей
|
3б
|
1 человек в смену на 2 - 4 тыс. т. крепителей в год
|
|
Рабочий по обслуживанию
склада крепителей
|
3б
|
2 человека в смену на склад
|
|
Оператор сушильных
установок
|
2б
|
1 человек в смену на 1-3 установки
|
|
Регенераторщик
|
2г
|
1 человек в смену на 1 установку
|
|
Вспомогательные
рабочие
|
|
|
|
Машинист-крановщик
|
2г
|
1 человек в смену на 1 кран
|
|
Машинист шихтоподачи
|
2г
|
1 человек в смену на 1 установку
|
|
Водитель электро- и
автотележки (при температуре воздуха ≤
10 °С
|
2г
|
1 человек в смену на один электрокар или автопогрузчик
|
|
Стропальщик (при
температуре воздуха ≤ 10 °С)
|
2г
|
0,5 - 0,7 от количества кранов, не менее 1 человека в смену
|
|
Рабочий на конвейерах
отработанной смеси, песка, кокса и др. Машинист пневмотранспорта
|
2г
|
1 человек в смену на 4 - 5 тыс. т. перемещаемого кокса или 1
человек в смену на 40 - 50 тыс. т. перемещаемого песка в год
|
|
Плотник
|
1б
|
1 человек на склад
|
|
Дежурный электрик
|
2г
|
1 человек в смену на 2,0 - 2,5 тыс. м2 площади склада
|
|
Дежурный слесарь
|
2г
|
1 человек в смену на 1,0 - 1,5 тыс. м2 площади склада
|
|
Уборщик производственных
помещений
|
1б
|
1 человек на 4,0 - 4,5 тыс. м2 площади
|
|
Кладовщик
|
1б
|
По количеству кладовых
|
|
Служащие
|
|
|
|
в том числе:
|
|
|
|
Руководители
|
1б
|
3 человека
|
|
Специалисты
|
1б
|
3 человека
|
|
Другие служащие
|
1б
|
5 человек
|
|
СТК
|
|
|
|
Рабочие контролеры
|
1б
|
2 человека
|
Примечание. В случае
размещения склада при литейном цехе перечень профессий работающих должен
определяться по РД.37.047.116-90 Минавтосельхозмаша, с исключением профессий,
совмещенных с профессиями работающих в литейном цехе.
3.5.
Объемно-планировочные решения
3.5.1. Рекомендуемые нормы
пролета склада шихты и формовочных материалов приведены в табл. 36, рис. 6.
Таблица
36
|
Назначение
помещения (пролета)
|
Грузоподъемные
и транспортные средства
|
Размеры
пролета, м
|
|
ширина,
Ш
|
Высота
|
|
оборудование
|
грузоподъемность,
т
|
подкрановых
путей (Б)
|
низа
конструкций покрытия (В)
|
|
Разгрузка и хранение шихтовых материалов
|
Мостовой кран со съемным
магнитом и грейфером, для немагнитных материалов.
|
5;
10
|
24;
30
|
8,15
9,35
|
10,80
12,00
|
|
|
Объемный многочелюстной
грейфер (моторный), электропогрузчик
|
1
|
|
|
|
|
Разгрузка и хранение
ферроcплавав, электропечных огнеупоров, молотой глины, бентонита (в таре),
схема
|
Мостовой кран,
электропогрузчик (рампа +1,2 м)
|
5;
101
|
24;
30
|
8,15
9,35
|
10,80
12,0
|
|
Разгрузка и хранение сырого песка в складе при литейном цехе
(рекомендуется при реконструкции)
|
Мостовой кран со съемным
грейфером (схема Д)
|
5
|
24;
30
|
9,35
11,35
|
12,0
14,40
|
|
Разгрузка сырого песка (схема Б)
|
Ленточный конвейер
|
-
|
24;
30
|
-
|
12,00
14,40
|
|
Разгрузка сырого песка (схема ж; е)
|
Бурорыхлительная или
барорыхлительная машины, вибропитатели, люкоподъемники
|
-
|
24;
30
|
-
|
10,8
12,00
|
|
Разгрузка и хранение сырого песка и глины в складе при литейном
цехе (схема В)
|
Мостовой кран со съемным
грейфером
|
5
|
24;
30
|
9,35
11,35
|
12,00
14,40
|
Примечания:
1. Высоту пролета по схемам ж, е, б следует уточнить в зависимости от типа
устанавливаемой буро- или барорыхлительной машины.
2. Высоту пролета по схеме Д
и В следует принимать при высоте закрома: 5,5 м - 9,35 м; 7,0 м - 11,45 м.
3. Отступление от приведенных
нормативных размеров должно подтверждаться соответствующими обоснованиями.
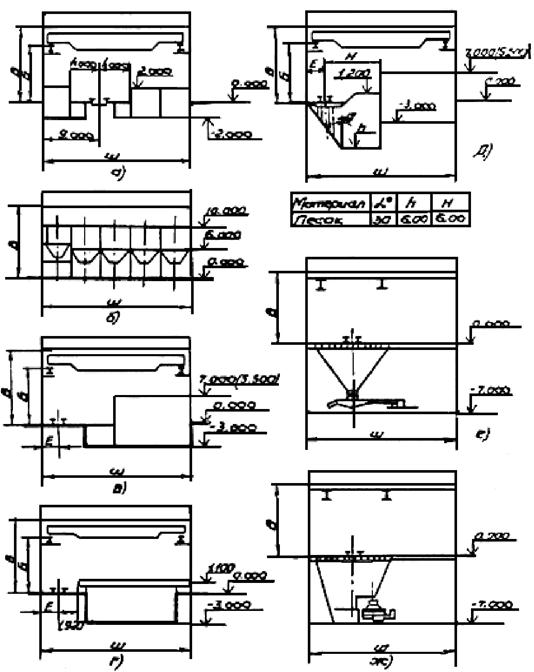
Рис. 6. Схема пролетов склада
Примечание. Размер Е в схемах в, г, д следует принимать с учетом
зоны обслуживания мостовым краном
3.5.2. Рекомендуемые нормы
нагрузок и рекомендуемые типы покрытий полов приведены в табл. 37
Таблица
37
|
Участок
|
Нагрузка
на 1 м2, кПа
|
Рекомендуемое
покрытие
|
|
Проезды для безрельсового
и рельсового транспорта
|
100
|
Бетон, чугунная или стальная плитка
|
|
Площади под складирование
материалов и тары
|
100
|
Бетон
|
|
Закрома:
|
|
|
|
шихты
|
150
|
Песок, булыжник Стены - железобетонные или из деревянных брусьев
|
|
формовочных материалов
|
100
- 150
|
Бетон
|
|
ковка
|
30
|
То
же
|
Примечание.
Окончательный выбор типа покрытий принимается разработчиками строительной части
на основании действующих строительных норм и правил.
3.5.3 Основные размеры
силосов для хранения сыпучих материалов и габаритные размеры нормализованных
силосных корпусов приведены в табл. 38,
рис. 7 и рис. 8.
Таблица
38
|
Наружный
диаметр силоса (д), м
|
Высота
стенки силоса (Н1), м
|
Количество
силосов в корпусе, шт.
|
|
1
|
2
|
3
|
4
|
5
|
|
А
|
Б
|
A
|
Б
|
А
|
Б
|
А
|
Б
|
А
|
Б
|
|
3
|
15,6
|
-
|
-
|
-
|
-
|
-
|
-
|
360
|
6∙6
|
-
|
-
|
|
6
|
10,8
|
250
|
6∙6
|
500
|
12∙6
|
750
|
18∙6
|
1000
|
12∙12
|
1500
|
18∙12
|
|
6
|
15,6
|
370
|
6∙6
|
740
|
12∙6
|
1100
|
18∙6
|
1430
|
12∙12
|
2220
|
18∙12
|
|
6
|
20,4
|
500
|
6∙6
|
1000
|
12∙6
|
1500
|
18∙6
|
2000
|
12∙12
|
3000
|
18∙12
|
|
12
|
18,0
|
1700
|
12∙12
|
3400
|
24∙12
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
26,4
|
-
|
-
|
-
|
-
|
-
|
-
|
12000
|
24∙24
|
-
|
-
|
|
12
|
30,0
|
3000
|
12∙12
|
6000
|
24∙24
|
-
|
-
|
12000
|
24∙24
|
-
|
-
|
Примечание: В таблице
в графе А указан объем силоса и силосного корпуса в м3, в графе Б -
габаритные размеры силосного корпуса (а∙б) в
м.
При
обосновании допускаются другие компоновочные решения и количество силосов в
корпусе.
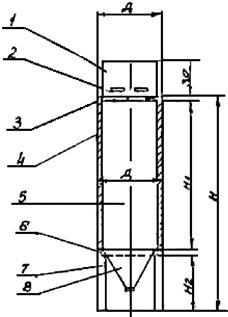
|
Д
|
Н
|
Н2
|
|
3,0
|
19,8
|
3,6
|
|
6,0
|
15,0
- 25,8
|
3,6
- 4,8
|
|
12,0
|
24,6
- 42,6
|
6,0
- 14,4
|
Рис.
7 Схема железобетонного силоса.
1 - транспортная галерея; 2 - ленточные транспортеры; 3 -
перекрытие; 4 - стена силоса; 5 - цилиндрическая часть силоса; 6 - днище
силоса; 7 - колонны; 8 - коническая часть силоса
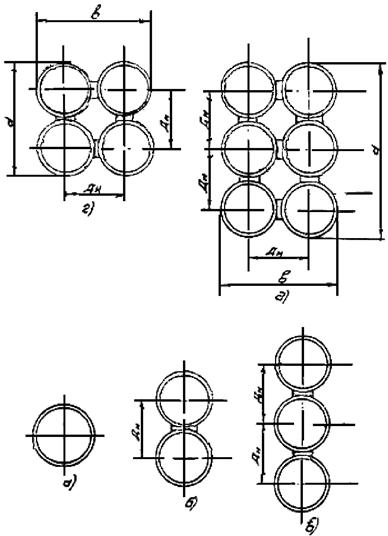
Рис. 8. Схема железобетонных силосных корпусов
3.6. Организация
хранения материалов, складских работ
3.6.1. Рекомендуемые нормы
и основные данные по хранению шихтовых и формовочных материалов приведены в
табл. 39.
Таблица
39
|
Материал
|
Вид
упаковки
|
Способ
хранения
|
Плотность
материала насыпная или в укладке, т/м3
|
Рекомендуемая
высота укладки или насыпки, м
|
Угол
естественного откоса, град.
|
|
Чугун:
|
|
|
|
|
|
|
передельный
|
Чушки массой до 20 кг
|
Навалом в закромах
|
3,60
- 4,00
|
3
- 4
|
40
|
|
литейный
|
То же 18 и 25 кг
|
То
же
|
3,60
- 4,00
|
3
- 4
|
35
|
|
Лом чугунный и стальной-покупной, заводской
|
Без упаковки
|
-
|
1,50
- 2,30
|
3
- 4
|
45
|
|
Литники, прибыли, отливы
черных металлов и брак отливок
|
То
же
|
-»-
|
1,70
- 2,30
|
3
- 4
|
45
|
|
|
В таре
|
На полу склада
|
1,50
- 2,00
|
2
- 4
|
-
|
|
Стружка и обрезки пакетированные
|
Пакеты
|
Навалом в закромах
|
1,50
- 1,70
|
3
- 4
|
-
|
|
Стружка:
|
|
|
|
|
|
|
чугунная и стальная брикетированная
|
Брикеты
|
То
же
|
2,60
- 2,80
|
3
- 4
|
45
|
|
чугунная
|
Без упаковки
|
То
же
|
1,00
|
3
- 4
|
40
|
|
стальная дробленая
|
В таре
|
На полу склада
|
0,60
|
2
- 4
|
-
|
|
Ферросилиций:
|
|
|
|
|
|
|
доменный
|
Чушки до 45 кг
|
Навалом в закромах
|
3,50
- 3,80
|
3
- 4
|
35
|
|
электротермический
|
Куски до 25 кг в таре
|
Укладка на площадке
|
1,30
|
2
|
-
|
|
Ферромарганец:
|
|
|
|
|
|
|
доменный
|
Чушки до 45 кг
|
Навалом в закромах
|
3,00
|
2-3
|
45
|
|
электротермический
|
Куски до 45 кг в таре
|
Укладка на площадке
|
1,30
|
2
|
2
|
|
Чугун зеркальный чушковый (содержание марганца 10 - 25 %)
|
Чушки до 20 кг без упаковки
|
Навалом в закромах
|
3,80
- 4,20
|
3
- 4
|
35
|
|
Феррохром
|
Куски до 15 кг в ящиках, бочка
|
Укладка на площадке
|
1,30
|
до
2
|
-
|
|
Ферромолибден
|
То
же
|
То
же
|
2,50
|
до
1,5
|
-
|
|
Ферротитан
|
-»-
|
-»-
|
2,0
|
до
1,5
|
-
|
|
Феррованадий
|
Стальные барабаны
|
-»-
|
2,00
|
до
1,5
|
-
|
|
Ферровольфрам
|
То
же
|
-»-
|
4,00
|
до
1,5
|
-
|
|
Силикомарганец
|
-»-
|
-»-
|
2,00
|
до
1,5
|
-
|
|
Алюминий чушковый
|
Без упаковки
|
Штабель на площадке
|
1,80
|
2
|
-»-
|
|
Руда железная, марганцевая, железняк хромистый
|
То
же
|
Навалом в закромах
|
1,70
- 2,00
|
3
- 4
|
45
|
|
Железняк хромистый молотый
|
-»-
|
Навалом в бункерах
|
2,65
|
-
|
33
|
|
Известняк
металлургический, доломит
|
-»-
|
То
же
|
1,65
|
3
- 4
|
42
|
|
Известь
|
В таре
|
Укладка на площадке
|
0,65
|
2
- 4
|
-
|
|
Боксит
|
Без упаковки
|
Навалом в закромах
|
1,50
|
3
- 4
|
40
|
|
Шпат плавиковый
|
То
же
|
То
же
|
1,90
|
3
- 4
|
40
|
|
Лигатура (для модифицирования)
|
Металлические ящики
|
Штабель
|
1,20
|
2,0
|
-
|
|
Шпак мартеновский
|
Без упаковки
|
Навалом в закромах
|
1,70
|
3
- 4
|
35
|
|
Порошок:
|
|
|
|
|
|
|
магнезитовый и
хромомагнезитовый
|
Без упаковки
|
Навалом в закромах
|
1,90
- 2,10
|
3
- 4
|
33
|
|
|
Мешки бумажные
|
Укладка на площадке
|
1,70
- 1,90
|
2
|
-
|
|
шамотный и динасовый
|
Без упаковки
|
Навалом в закромах
|
1,30
- 1,50
|
3
- 4
|
33
|
|
|
Мешки бумажные
|
Укладка на площадке
|
1,10
- 1,30
|
-
|
-
|
|
Кокс литейный
|
Без упаковки
|
Навалом в закромах
|
0,45
|
до
5
|
45
|
|
|
Тоже
|
В бункерах
|
0,45
|
до
5
|
-
|
|
Уголь каменный:
|
|
|
|
|
|
|
В кусках
|
-»-
|
Навалом в закромах
|
0,70
- 1,00
|
3
|
30
|
|
молотый и гранулированный
|
В мешках
|
На площадке на поддонах в
отдельном специальном помещении
|
0,50
- 0,60
|
2
|
-
|
|
Уголь древесный в кусках
|
Без упаковки
|
Навалом в закромах
|
0,20
|
2
|
40
|
|
Песок:
|
|
|
|
|
|
|
Формовочный с влажностью до 10 %
|
То
же
|
В закромах или бункерах
|
1,60
- 1,70
|
5
- 10
|
36
|
|
кварцевый с содержанием
глины до 2%
|
-»-
|
Навалом в бункерах или
силосах
|
1,50
- 1,60
|
до
30* до 5**
|
36
|
|
глинистый с содержанием
глины до 14 %
|
-»-
|
То
же
|
1,20
- 1,30
|
до
30* до 5**
|
36
|
|
* в силосах
** в закромах
|
|
Глина формовочная, бентонит комковый:
|
|
|
|
|
|
|
сырые с влажностью до 15 %
|
Без упаковки
|
Навалом в закромах
|
1,60
- 1,80
|
3
- 4
|
40
|
|
сухие
|
То же
|
В бункерах
|
1,40
- 1,50
|
4
- 6
|
20
|
|
Глина и бентонит в порошке
|
Мешки бумажные
|
Укладка на площадке
|
1,00
|
2,0
|
20
|
|
|
Поступление в цементовозах
|
Бункеры и силосы
|
1,20
|
до
5*
|
20
|
|
|
|
|
|
до
30**
|
|
|
Опилки древесные
|
Без упаковки
|
Навалом в закромах
|
0,15
- 0,20
|
3,0
|
35
|
|
Крошка торфяная
|
То
же
|
То
же
|
0,30
- 0,40
|
3,0
|
35
|
|
Шлак феррохромовый
|
Мешки бумажные
|
Укладка на площадке
|
1,00
|
2,0
|
-
|
|
|
Контейнеры специальные
|
Установка на площадке
|
1,05
|
-
|
-
|
|
Цемент
|
Мешки бумажные
|
Укладка на площадке
|
0,80
|
2,0
|
-
|
|
Краски противопригарные, пасты и материалы для их приготовления
|
В мешках, бочках, ящиках
|
То
же
|
1,10
- 1,30
|
2,0
|
-
|
|
* в закромах
** в силосах
|
|
Кирпич:
|
|
|
|
|
|
|
Магнезитовый, хромитовый и хромомагнезитовый
|
Поддоны, контейнеры
|
Укладка на площадке
|
1,50
|
2
- 4
|
-
|
|
шамотный, динасовый
|
То
же
|
-»-
|
1,20
|
2
- 4
|
-
|
|
Сифонный припас:
|
|
|
|
|
|
|
шамотный
|
То
же
|
-»-
|
1,00
|
1
- 2
|
-
|
|
магнезитовый
|
-»-
|
-»-
|
1,40
|
1
- 2
|
-
|
Примечания:
1. Коэффициент заполнения емкостей равен - 0,8.
2.
Коэффициент использования площади площадок: при напольном транспорте - 0,25 -
0,30; при мостовых кранах и подвесном транспорте - 0,35 - 0,40.
Материалы,
поступающие в таре и на поддонах, рекомендуется хранить на многоярусных
стеллажах с укладкой при помощи штабелеров.
3.6.2. Нормы организации
разгрузочных работ, транспортных опeраций и способ хранения материалов
приведены в табл. 40.
Таблица
40
|
Материал
|
Способ
|
Механизм
для транспортировки материалов в места хранения
|
|
поставки
|
разгрузки
|
хранения,
тип емкости
|
наименование,
тип
|
грузоподъемность,
т
|
|
Металлическая
шихта:
|
|
|
|
|
|
Чугун чушковый, литейный, передельный, зеркальный. Лом чугунный
и стальной. Стружка чугунная и стальная. Ферросплавы доменные.
|
Железнодорожный и автомобильный транспорт, полувагоны, платформы
|
Краном в закрома, из полувагонов в приемные ямы через люки
(кроме лома)
|
Закрома (заводской лом перед разделкой на приемно-сортировочных
площадках)
|
Мостовые краны и краны со
съемным магнитом и грейфером. Для немагнитных материалов съемный
многочелюстной грейфер
|
10,
5 20/5
|
|
Ферросплавы электропечные - ферросилиций, ферромарганец,
феррохром, фepромолибден и др. (в таре)
|
То же, крытые вагоны
|
Электропогрузчиками на рампы с отметкой +1,1 м и пандусом
|
Площадки для хранения в таре или в контейнерах
|
Электропогрузчики Мостовые
краны
|
0,8;
1,0 10
|
|
Шлакообразующие материалы:
|
|
|
|
|
|
|
Известняк, шпат плавиковый и др.
|
Железнодорожный транспорт - полувагоны, платформы
|
В приемные ямы: из полувагонов через люки; с платформы
механизированными скребками
|
Закрома
|
Мостовой кран со съемным
грейфером для сыпучих материалов или многочелюстный грейфер для кусковых
материалов
|
10
5
|
|
Возврат литейного производства
|
Электрокары, автотранспорт, непрерывный транспорт, (грузонесущие
конвейеры, пластинчатые, ленточные)
|
С напольного транспорта - краном, непрерывного - пересыпка
|
Закрома, бункеры, тара
|
Мостовые магнитогрейферные
краны или магнитные краны, непрерывный транспорт
|
5;
10
|
|
Топливо:
|
|
|
|
|
|
Кокс
|
Железнодорожный транспорт - полувагоны
|
В приемные ямы через люки
|
Приемная яма, закром
|
Мостовой
магнитногрейферный кран
|
5;
10
|
|
|
То
же
|
В подземные механизированные бункеры через люки
|
Подземные механизированные бункеры
|
Вибропитатели,
передвижные, лопастные питатели и ленточные конвейеры
|
-
|
|
Формовочные
материалы
|
|
|
|
|
|
Песок:
|
|
|
|
|
|
|
сырой
|
То
же
|
В приемные ямы через люки
|
Закрома
|
Мостовые
магнитногрейферные или грейферные краны
|
5;
10
|
|
сырой
|
То
же
|
В подземные механизированные бункеры через люки
|
Подземные механизированные бункеры, закрома
|
Вибропитатали; питатели
ленточные; мостовые грейферные краны
|
-
|
|
|
|
Специальное разгрузочное устройство, оснащенное бурорыхлительной
машиной, накладными вибраторами, маневровым устройством, люкоподъемными
тележками
|
|
|
|
|
сухой
|
Железнодорожный транспорт, хоппервагоны, цементовозы
|
Ленточные конвейеры, пневмотранспорт при длине до 300 метров
|
Силос
|
Ленточные конвейеры,
элеваторы, питатели
|
5;
10
|
|
Глина:
|
|
|
|
|
|
|
формовочная в комках
|
Железнодорожный транспорт, полувагоны и платформы
|
В приемные ямы: из полувагонов через люки, с платформ
механизированными скребками
|
Закрома
|
Мостовой грейферный кран
|
5;
10
|
|
|
|
Специальное разгрузочное устройство, оснащенное бурорыхлительной
машиной, накладными вибраторами, маневровым устройством, люкоподъемными
тележками
|
|
|
|
|
сухая, молотая, бентонит молотый в таре или цементовозах
|
Железнодорожный транспорт, крытые вагоны
|
Из крытых вагонов электропогрузчиками на рампы с отметкой +1,1 и
пандусом, из цементовозов пневмотранспортом, из хоппервагонов в приемные
бункеры, далее пневмотранспортом
|
Площадки для хранения в таре, бункерах
|
Электропогрузчики
пневмотранспорт
|
0,5;
1,0
|
|
Уголь молотый и гранулированный в мешках
|
Железнодорожный транспорт, крытые вагоны
|
Электропогрузчики на рампу c отметкой +1,1 м
|
На поддонах в специальных помещениях
|
Электропогрузчики
пневмотранспорт
|
0,5;
1,0
|
|
Огнеупорные
порошки:
|
|
|
|
|
|
магнезитовый, хромомагнезитовый, шамотный, динасовый и др.
|
Железнодорожный транспорт, в мешках, навалом
|
Электропогрузчики
|
На площадке
|
Электропогрузчики
|
0,5;
1,0
|
|
То же, материалы:
|
|
|
|
|
|
|
кирпич, шамотный, динасовый, хромомегнезитовый, сифонный припас
|
Железнодорожный транспорт, крытые вагоны
|
То
же
|
Площадки и помещения для хранения в таре
|
То
же
|
0,5;
1,0
|
|
Крепители:
|
|
|
|
|
|
|
бражка сульфитнодрожжевая, стекло жидкое, ГТФ, раствор едкого
натра, СП, мазут - 40
|
Железнодорожные или автоцистерны
|
Самотеком или центробежными насосами
|
Емкость - 500 м3
|
Емкости на автотранспорте
или перекачка сжатым воздухом по трубам
|
3
|
|
Крепители разные
|
Железнодорожным или автотранспортом в таре (бочки, канистры и
др.)
|
Краном однобалочным
|
На складе в бочках на поддонах, высота укладки - 2,0 м
|
Кран однобалочный
|
2
|
|
|
|
|
|
|
|
Примечания:
1. Разгрузка сухого песка рекомендуется по схеме Е и Ж, рис. 6, емкость разгрузочных устройств
следует определять с учетом одновременной разгрузки 10 - 12 вагонов.
2. Высота рампы +1,1 м,
минимальные размеры длины и ширины равны соответственно - 12 и 6 м.
3.
Для разгрузки смерзшихся грузов следует применять специальное оборудование.
3.6.3. Технологические
параметры копровых установок приведены в табл. 41.
Таблица
41
|
Параметры
|
Масса
шара или бойной бабы, т
|
|
1
|
2
|
3
|
5
|
8
|
10
|
|
Высота падения, м
|
8,0
- 10,0
|
10,0
- 12,0
|
10,0
- 15,0
|
15,0
- 20,0
|
10,0
- 20,0
|
15,0
- 25,0
|
|
Максимальная масса
разбиваемого лома, т
|
2,0
т
|
5,0
|
10,0
|
15,0
|
20,0
|
30,0
|
|
Масса шабота, т
|
12,0
|
20,0
|
30,0
|
40,0
|
60,0
|
75,0
|
Примечания.
1. Количество возврата, подвергаемого разбивке на копровой установке,
определяется в каждом конкретном случае, в зависимости от выхода и массы годных
отливок.
2. Количество металлолома,
получаемого со стороны, и подлежащего разбивке, следует определять условиями
поставки.
3.
Металлолом, получаемый из Вторчермета и соответствующий требованиям ГОСТ 2787-75*,
разделке не подлежит.
3.6.4. Нормы минимальной
зоны обслуживания мостовым электрическим краном, в зависимости от длины
участка, обслуживаемого одним краном, равны на складе (для разработки
компоновок и укрупненных расчетов): шихты и формовочных материалов, М-30-60
кокса, шихты и формовочных материалов, М-40-60
3.7. Техника
безопасности, охрана труда и пожаровзрывобезопасность
3.7.1. При проектировании
склада шихты и формовочных материалов литейных цехов, следует соблюдать
действующие нормы и правила по технике безопасности, промышленной санитарии,
пожаро- и взрывобезопасности.
3.7.2. Компоновку здания
склада следует выполнять с учетом проектирования эффективных вентсистем,
целесообразности использования аэрации, размещения помещений пожаро- и
взрывоопасных участков с повышенным выделением вредностей и шума, применения
искусственного и естественного освещения, удовлетворяющих требованиям
действующих СНиПов.
3.7.3. Вдоль стен с окнами
должны быть проходы для их очистки.
3.7.4. На складе следует
предусматривать бытовые помещения соответствии с требованиям действующих
СНиПов.
3.7.5. Размещение железных
дорог широкой колеи следует производить в соответствии с требованиями
действующих стандартов.
3.7.6. Наибольшая доля
тяжелого труда на складе приходится на основные разгрузочно-погрузочные и
транспортные работы, которые следует максимально механизировать и производить
согласно рекомендациям табл. 4.
При этом для облегчения и безопасности труда следует:
применять
электрифицированные люкоподъемники, передвигающиеся вдоль фронта разгрузки, для
открывания и закрывания люков-полувагонов;
расстояние
от платформы до рабочего, открывающего борта при разгрузке открытых платформ
должно быть не менее 1,0 метра.
3.7.7. Разгрузку сыпучих
материалов, как правило, следует производить самотеком через люки полувагонов.
Кранами, обеспеченными грейферами, следует производить разгрузку сыпучих грузов
с платформ, а также, перегрузку их производить при помощи:
мостового
крана с электромагнитной шайбой в случаях работы с магнитными материалами;
применения
многочелюстного грейфера при работе с кусковыми материалами;
пневмотранспорта
с соответствующими осадителями для транспортировки сухого песка, молотой глины,
бентонита, феррохромового шлака, древесных опилок и др.
3.7.8. Грузоподъемность
устанавливаемых мостовых кранов и других грузоподъемных средств следует
принимать с учетом массы поднимаемого груза и подъемных приспособлений.
3.7.9. С целью улучшения
условий труда, ликвидации трудоемких и тяжелых процессов на участках подготовки
шихтовых и формовочных материалов подачу и отбор материалов, подвергающихся
дроблению, размолу, просеву и сушке в специализированном оборудовании, следует
максимально механизировать и, по-возможности, автоматизировать.
Оборудование,
выделяющее газы и пыль, следует обеспечивать вентиляционными устройствами,
места пересыпки отработанных смесей герметизировать укрытиями с местными
отсосами. Оборудование, создающее шум выше ПДУ, следует размещать в
изолированных помещениях или применять звукоизолирующие укрытия.
3.7.10. Категории складов
шихты и формовочных материалов по взрывной, взрывопожарной и пожарной опасности
должны применяться по соответствующим действующим стандартам и ведомственным
нормам.
Классы
зон производственных помещений и складов по взрыво- и пожарной опасности,
следует принимать в соответствии с требованиями ПУЭ.
3.7.11. Бункера и силосы
для хранения угольной пыли должны быть снабжены приспособлениями,
контролирующими температуру внутри, необходимо предусматривать автоматические
локальные установки газового тушения. Температура пыли не должна превышать +70
°С.
В
целях предотвращения взрывоопасной ситуации при транспортировании молотого
угля, следует предусматривать пневмотранспорт его в смеси с бентонитом.
3.7.12. В помещении для
размола угля электроосвещение должно выполняться во взрывозащищенном исполнении.
4.
ЛИТЕЙНЫЕ ЦЕХИ ТОЧНОГО СТАЛЬНОГО ЛИТЬЯ (по выплавляемым моделям)
4.1. Классификация цехов
Литейные
цехи различают по роду литейного сплава, по массе отливок, по серийности
производства и по мощности.
4.1.1. По роду сплава -
цехи свального литья.
4.1.2. Классификация цехов
по массе одной отливки приведена в табл. 42.
Таблица
42
|
Группа
отливок по массе, кг
|
Цехи
по производству отливок
|
|
До 0,1
|
Особо мелких
|
|
Свыше 0,1 до 0,5
|
Мелких
|
|
Свыше 0,5 до 1,0
|
Средних
|
|
Свыше 1,0 до 2,0
|
Крупных
|
|
Свыше 2,0
|
Тяжелых
|
4.1.3. Классификация цехов
по мощности
Оптимальная
мощность цехов в зависимости от массы отливок приведена в табл. 43.
Таблица
43
|
Сплав
|
Группа
отливок по массе, кг
|
Мощность,
тыс. т/год
|
|
Сталь
|
До 0,1
|
1,0
- 1,2
|
|
Сталь
|
Свыше 0,1 до 0,25
|
1,8
- 2,0
|
|
Сталь
|
Свыше 0,25 до 2,0
|
2,0
- 2,5
|
|
Сталь
|
Свыше 1,0
|
2,0
- 4,0
|
Примечание:
Оптимальная мощность цехов определена исходя из производительности одной линии
изготовления модельно-керамического блока.
Приведенные
рекомендуемые мощности уточняются в зависимости от конкретного назначения цеха,
принимаемых технологических процессов и производительности оборудования.
4.1.4. Классификация цехов
по серийности производства приведена в табл. 44.
Таблица
44
Классификация
цехов по серийности производства
|
Группа
отливок по массе, кг
|
Годовое
количество отливок одного наименования, тыс. шт.
|
|
единичное
|
мелкосерийное
|
среднесерийное
|
крупносерийное
|
массовое
|
|
до 0,1
|
до
1,0
|
св.
1,0 до 50,0
|
св.
50,0 до 220,0
|
св.
220,0 до 1100,0
|
св.
1100,0
|
|
0,1 - 0,5
|
до
0,65
|
св.
0,65 до 20,0
|
св.
20,0 до 130,0
|
св.
130,0 до 650,0
|
св.
650,0
|
|
0,5 - 1,0
|
до
0,35
|
св.
0,35 до 10,0
|
св.
10,0 до 70,0
|
св.
70,0 до 350,0
|
св.
350,0
|
|
Свыше 1,0
|
до
0,2
|
св.
0,2 до 5,0
|
св.
5,0 до 35,0
|
-
|
-
|
Примечание: Учитывая
сложность технологического процесса, высокую стоимость материалов и
трудоемкость 1 т годного литья в сравнении с литьем в разовые песчаные формы,
целесообразность производства отливок массой более 1 кг в условиях массового и
крупносерийного автомобилестроения, рассматривается в каждом конкретном случае.
4.2. Рекомендуемый
состав цеха
Состав
цеха определяется объемом и организацией производства, технологическими
процессами, а также, конструктивными и технологическими особенностями
выпускаемых отливок.
4.2.1. Производственные
участки:
-
участок подготовки литья и флюсов
-
участок приготовления модельного состава
-
участок изготовления моделей и оборки их в блоки
-
участок приготовления огнеупорного покрытия
-
участок нанесения на блок огнеупорного покрытия и сушки покрытия
-
участок выплавки модельного состава
-
участок плавки и заливки металла
-
участок формовки, прокаливания блоков, охлаждения и выбивки
-
участок отделения керамики, обрезки и зачистки литья
-
участок выщелачивания
- участок
термообработки
4.2.2. Вспомогательные
участки
-
участок сушки и просеивания формовочных материалов
-
холодильная станция
-
станция подготовки воды для плавильных печей
-
склад формовочный и огнеупорных материалов
-
склад модельных материалов
-
склад ЛВЖ и химикатов
-
склад прессформ
-
участок мойки и ремонта прессформ
-
оклад годного литья
-
кладовая вспомогательных материалов
-
участок ремонта и футеровки тиглей и ковшей
-
экспресс-лаборатория
-
лаборатория формовочных материалов
-
станция ППА
Следует
предусматривать централизацию ремонтных служб. Ремонтные и инструментальные
службы цехов, а также, экопресс-лаборатории следует проектировать по
соответствующим нормам технологического проектирования.
4.3. Выбор
технологического процесса и оборудования
4.3.1. Изготовление
модельных блоков
В
качестве материала для моделей рекомендуется применение готовых композиций типа
Р-3, БСП, МВС-ЗА, МВС-15, ПС 50; 50, ИПЛ-2, выпускаемых отечественной
промышленностью.
Основным
способом изготовления моделей из легкоплавких материалов является запрессовка
пастообразного состава в полость пресс-формы. Для выполнения этой операции
могут применяться полуавтоматические и автоматические установки или установки с
ручной запрессовкой.
Выбор
оборудования зависит от серийности производства и материала моделей.
4.3.2. Изготовление
керамических форм
Материалы,
используемые для изготовления форм, делятся на пять групп:
-
Материалы основы формы: кварц пылевидный, марок КП-2, КП-3; песок кварцевый,
марок 1К016, 1К0315, 1К04, 1К063; шамот зернистый высокоглиноземистый, марок
ШЗ-0315, ШЗ-063, ШЗ-1,6; плавленый кварц зернистый; электрокорунд.
-
Связующие:
-
этилсиликат 32, 40, 50
стекло
натриевое жидкое
алюмохромфосфатное
связующее.
-
Растворители:
спирт
этиловый технический, А или Б
спирт
изоприловый
ацетон
технический, А или Б.
-
Добавки:
вода
техническая
кислота
соляная, сорт 1
кислота
серная, техническая, марки А.
-
Поверхностно-активные вещества:
Контакт
Петрова
Сульфанол.
Различают
три основных состава огнеупорного покрытия:
- на
этилсиликатном связующем с органическими растворителями;
- на
этилсиликатном связующем без органических растворителей;
- на
жидкостекольном связующем без органических растворителей.
Приготовление
покрытия производится в высокоскоростных лопастных смесителях с охлаждением,
совмещенным способом, т.е., при приготовлении одновременно происходит гидролиз
этилсиликата.
Нанесение
покрытия на модельные блоки может производиться в зависимости от типа
выбранного оборудования двумя способами:
в
«кипящем» слое обсыпочного материала или в падающем потоке.
Количество
наносимых слоев покрытия устанавливается в зависимости от массы и конфигурации
литья. Покрытие может быть комбинированным: этилсиликатное 2 - 3 слоя,
жидкостекольное 1 - 2 слоя.
Сушку
этилсиликатных покрытий для выплавляемых моделей можно проводить в сушилах
камерного иди проходного типа.
Жидкостекольное
покрытие можно сушить на воздухе или в аммиачной среде. Режимы сушки приведены
в табл. 45.
Таблица
45
|
Тип
покрытия
|
Темпеpaтypa
сушки, °С
|
Скорость
воздуха, м/сек
|
Относительная
влажность, %
|
Время
сушки, час
|
|
первого
покрытия
|
последующих
|
|
Этилсиликатное без
органических растворителей
|
24
- 28
|
1,5
- 2,5
|
не
> 60
|
1,5
|
3,5
|
|
Этилсиликатное с
органическими растворителями
|
24
- 28
|
-»-
|
-»-
|
1,0
|
2,0
|
|
Жидкостекольное
|
30
- 35
|
-»-
|
-»-
|
-
|
5,0
|
4.3.3.Удаление модельного
состава из полости форм
В
зависимости от используемого связующего, удаление моделей из форм может быть
осуществлено:
-
горячим воздухом при температуре 120 - 150 °С в течение 15 - 30 мин;
-
горячей водой при температуре 98 - 98 °С в
течение 10 - 25 мин. (кипение не допускается);
- в
расплаве модельного состава при температуре 126 - 135 °С в течение 15 мин.
4.3.4. Обжиг форм
Прокаливать
формы (с наполнителем и без него) можно в печах любого типа, нагревающихся по
ступенчатому режиму до 90 - 1000 °С. Время прокаливания форм без наполнителя
составляет 10 - 50 мин, против 6 - 8 часов прокаливания в наполнителе.
4.3.5. Плавка металла и
заливка форм
В
качестве шихтовых материалов используются обычно отходы кузнечно-штамповочных и
механических цехов, отходы собственного производства (литники, сливы, брак) и
чистые металлы, ферросплавы, лигатуры, сплавы в слитках, поступающие с
металлургических заводов.
Технологический
процесс литья по выплавляемым моделям при выборе плавильных печей диктует
требование увязки работы печей по времени с циклом прокалки форм.
В
действующих и во вновь проектируемых цехах литья по выплавляемым моделям для
плавки металла, как правило, используются индукционные тигельные печи
повышенной частоты с емкостью тигля 60, 160, 250, 400 кг, с машинным или
тиристорным преобразователем частоты. Выбор модели печи зависит от масштаба
производства, номенклатуры отливок и сплавов.
4.3.6. Отбивка керамики и
отделение отливок от стояка
Выполнение
этих операций необходимо предусматривать в закрытых виброустановках и на
гидравлических прессах в комплексе с системами непрерывного транспорта для
уборки отходов керамики и подачи отливок на операцию химической очистки.
Участки
отбивки керамики следует выделять в отдельные помещения с шумопоглощающими
стенами.
Для
обработки негабаритных блоков следует предусматривать специальные станки
отделения отливок от стояка или пост газовой резки. Допускается отделение
отливок от стояка и другим способами: механическим, анодно-механическим и т.д.
4.3.7. Очистка и
термическая обработка отливок
Очистка
отливок может производиться механическим, химическим или комбинированным
способами.
К
механическому способу относится очистка в пескоструйных и дробеструйных
камерах, гидроабразивная очистка и галтовка.
Химическая
очистка отливок осуществляется выщелачиванием остатков керамики в 30 - 50 %
растворе щелочи, нагретом до температуры 120 - 150 °С. Для улучшения качества
очистки рекомендуется применять установки проходные барабанного типа.
При
этом, следует предусматривать оборудование для приготовления щелочного
раствора, станцию нейтрализации щелочных стоков и систему удаления шлама.
Нормализацию
отливок из углеродистых сталей рекомендуется производить в проходных
конвейерных печах с защитной атмосферой.
Термообработка
отливок из легированных марок сталей производится по режиму, указанному в
конструкторской документации, с индивидуальным выбором оборудования на заданный
режим.
4.3.8. Удаление остатков
питателей
При
проектировании необходимо анализировать номенклатуру отливок, так как часть их
может поставляться на механическую обработку с остатками питателей.
Для
удаления остатков питателей могут применяться два метода:
-
метод зачистки наждачными кругами с использованием полуавтоматов и
обдирочно-шлифовальных станков;
-
метод удаления остатков питателей в штампе на прессе.
Схема
технологического процесса и взаимосвязь основных и вспомогательных участков
производства точного литья по выплавляемым моделям, приведена в табл. 46.
Схема
технологического процесса и взаимосвязь основных и вспомогательных участков
производства точного литья по выполняемым моделям
Таблица
46
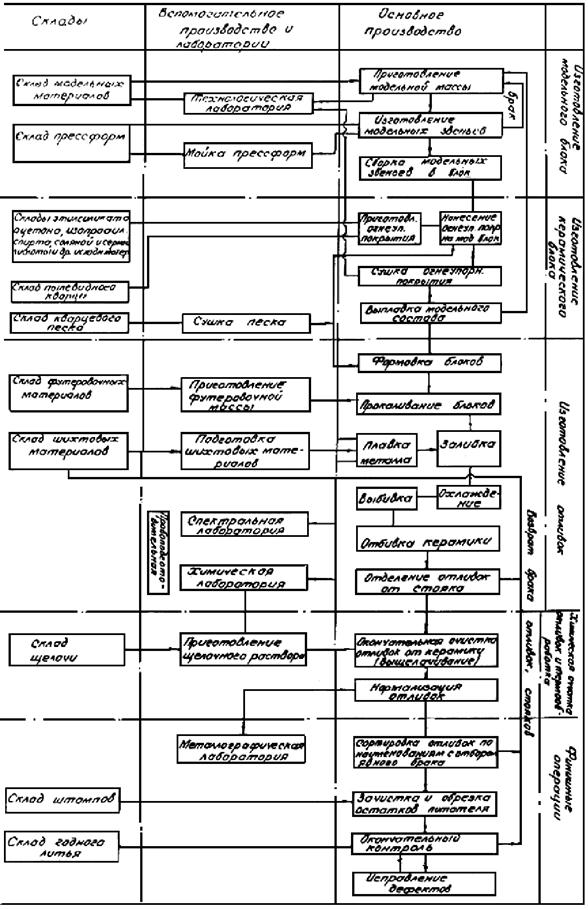
4.4. Расчет основного
технологического оборудования
4.4.1. Нормы коэффициента
использования основного технологического оборудования (принять, как
обязательные).
Потери
времени в работе оборудования на организационно-техническое обслуживание
учитываются введением в расчет коэффициента использования цикловой или
расчетной (для неавтоматического оборудования) производительности, который
регламентируется настоящими нормами.
Нормы
коэффициента использования основного технологического оборудования приведены в
табл. 47.
Таблица
47
|
Группы
оборудования
|
Коэффициент
использования оборудования
|
|
1.
|
Машины для изготовления
модельно-керамического блока, очистки и зачистки отливок, используемые
автономно
|
0,8
- 0,85
|
|
2.
|
Автоматизированное и
конвейерное оборудование, автоматические и полуавтоматические линии
|
0,75
- 0,85
|
|
3.
|
Печи плавильные
|
0,8
- 0,9
|
|
4.
|
Печи для прокаливания
керамики и термообработки отливок:
|
|
|
|
камерные
|
0,85
|
|
|
проходные механизированные
|
0,8
|
4.4.2. Рекомендуемые нормы
определения времени для переналадки оборудования приведены в табл. 48.
Таблица
48
|
Тип
производства
|
Коэффициент
переналадки оборудования
|
|
время
на переналадку от общих затрат (станкоемкость), %
|
Кп
|
|
Мелкосерийное
|
15,0
- 25,0
|
1,15
- 1,25
|
|
Среднесерийное
|
5,0
- 15,0
|
1,05
- 1,15
|
Примечание: Для
крупносерийного и массового производства потери времени на переналадку
оборудования и смену модельной оснастки в расчет не принимать (переналадка
оборудования и смена оснастки осуществляется в нерабочее время).
4.4.3. Нормы коэффициента
неравномерности работы оборудования приведены в табл. 49 (принять, как
обязательные).
Таблица
49
|
Наименование
оборудования
|
Коэффициент
неравномерности работы оборудования
|
|
Плавильное
|
1,1
- 1,2
|
|
Оборудование для
изготовления моделей, огнеупорной суспензии, изготовление керамических блоков
|
1,1
- 1,2
|
|
Оборудование для формовки
и прокаливания блоков, заливки, охлаждения и выбивки форм
|
1,0
|
|
Очистное и зачистное
|
1,1
- 1,2
|
|
Термическое
|
1,05
- 1,1
|
4.4.4. Рекомендуемые нормы
расчетной производительности индукционных тигельных электропечей повышенной
частоты приведены в табл. 50.
Таблица
50
|
Тип,
модель
|
Вместимость
тигля, т
|
Мощность
преобразователя, кВт
|
Количество
|
Скорость
по расплавлению и перегреву до 1600 °, т/ч
|
Расчетная
часовая производительность при полном цикле плавки, т
|
|
печей,
ед.
|
комплектов
электрооборудования, ед.
|
|
ИСТ 0,06/0,1
|
0,06
|
100
|
2
|
1
|
0,11
|
0,055
|
|
ИСТ 0,06/0,16
|
0,06
|
160
|
2
|
1
|
0,23
|
0,1
|
|
ИСТ 0,16/0,16
|
0,160
|
160
|
2
|
1
|
0,23
|
0,106
|
|
ИСТ 0,16/0,25
|
0,16
|
250
|
1
|
1
|
0,35
|
0,159
|
|
ИСТ 0,16/0,32
|
0,16
|
320
|
1
|
1
|
0,4
|
0,212
|
|
ИСТ 0,25/0,32
|
0,25
|
320
|
1
|
1
|
0,4
|
0,224
|
|
ИСТ 0,25/0,5
|
0.25
|
500
|
1
|
1
|
0,68
|
0,38
|
|
ИСТ 0,4/0,32
|
0,4
|
320
|
1
|
1
|
0,48
|
0,24
|
|
ИСТ 0,4/0,5
|
0,4
|
500
|
1
|
1
|
0,7
|
0,42
|
Примечания:
1. Расчетная производительность учитывает продолжительность загрузки, удаления шлака
и других технологических операций.
2. При нагреве металла до
1700° производительность печи по расплавлению и перегреву снизить на 10 - 15 %.
3.
Приведенные данные относятся к плавке стали по кислому процессу, по основному процессу
для легированных сплавов производительность снижается на 15 - 20 %.
4.5. Рекомендуемые нормы
состава работающих
4.5.1. Расчет численности
рабочих
Численность
основных рабочих цеха следует вести по перспективной трудоемкости, исходя из
годовой программы цеха, годового фонда времени работы рабочих, совмещения
профессий, прогрессивных норм выработки.
Численность
вспомогательных рабочих, руководителей, специалистов, других служащих и
работников службы технического контроля, следует определять по настоящим
нормам, которые разработаны с учетом рационально допустимого совмещения
профессий.
Для
каждого конкретного цеха структура работающих должна приниматься в зависимости
от:
-
мощности и типа производства, степени его механизации и автоматизации;
-
структура завода и принятой организации вспомогательной и административной
служб;
-
необходимости организации экспериментального участка.
Количество
обслуживающего персонала автоматизированной системы управления технологическим
процессом (АСУТП), определяется отдельным проектом, разрабатываемым
специализированными организациями.
4.5.2. Рекомендуемые нормы
для определения численности рабочих приведены в табл. 51.
Таблица
51
|
Профессия
|
Основные
функции
|
Расчетный показатель
|
|
I. Основные рабочие
|
|
Оператор
|
Приготовление модельного состава
|
1 чел. на 2 установки в
смену
|
|
Оператор
|
Изготовление модельных звеньев и сборка их в блок
|
1 чел. на 1 автомат в
смену
|
|
Оператор
|
Приготовление огнеупорного покрытия
|
1 чел. на 3 установки в
смену
|
|
Оператор
|
Нанесение и сушка огнеупорного покрытия
|
|
|
|
- на автоматической линии
|
1 чел. на 1 линию в смену
|
|
|
- на механизированной
установке
|
1 чел. на 1 установку в
смену
|
|
Оператор
|
Выплавка модельного состава
|
1 чел. на 1 установку в
смену
|
|
Оператор
|
Обслуживание автоматических линий формовки, обжига, заливки и
охлаждения
|
1 чел. на 1 агрегат или на
2 печи в смену
|
|
Формовщик
|
Формовка блоков в опоки с наполнителем
|
1 чел. на 1 формовочный
стол в смену
|
|
Рабочий на установке выбивки
|
Выбивка залитых опок
|
1 чел. на 1 установку в
смену
|
|
Шихтовщик
|
Набор, взвешивание и подача шихты к плавильным печам
|
1 чел. в смену на 2000 т
литья в год
|
|
Плавильщик
|
Плавка металла
|
1 чел. на 2 печи в смену
|
|
Заливщик металла
|
Заливка форм металлом
|
1 чел. на 1 агрегат или
печь в смену
|
|
Оператор
|
Очистка блоков от керамики на виброустановках
|
1 чел. на 3 установки в
смену
|
|
Оператор
|
Очистка блоков от керамики и отделение отливок от стояка на
автоматической линии
|
1 чел. на 1 линию в смену
|
|
Рабочий на гидропрессе
|
Отделение отливок от стояка
|
1 чел. на 1 пресс в смену
|
|
Рабочий на обрезном станке
|
Отделение отливок от стояка
|
1 чел. на 1 станок в смену
|
|
Оператор
|
Обслуживание агрегатов выщелачивания отливок
|
1 чел. на 3 агрегата в
смену
|
|
Оператор
|
Термообработка отливок
|
1 чел. на 2 печи в смену
|
|
Наждачники на 2-сторонних наждаках, полуавтоматах
|
Зачистка остатков питателей
|
2 чел. на 1 станок в смену
|
|
Рабочий на механических прессах
|
Обрезка остатков питателей, рихтовка отливок
|
1 чел. на 1 пресс в смену
|
|
Рабочий по ручной доводке отливок
|
Исправление дефектов литья
|
1 чел. на 4000 т литья в
год
|
|
Газорезчик
|
Обрезка отливок от негабаритных блоков
|
1 чел. на 4000 т литья в
год
|
|
Рабочий на консервации отливок
|
Приготовление раствора, обслуживание установки, консервации
отливок
|
1 чел. в смену
|
|
II. Вспомогательные
рабочие
|
|
а) основного производства
|
|
Наладчик
|
Переналадка оборудования:
|
|
|
|
- участков изготовления модельно-керамических блоков
|
1 чел. на 5 ед.
оборудования
|
|
|
- участка формовки, обжига, заливки, охлаждения и выбивки
|
1 чел. на 3 агрегата
|
|
|
- участка очистки и зачистки отливок
|
1 чел. на 10 ед.
оборудования
|
|
Печник-футеровщик
|
Ремонт футеровки плавильных и термических печей
|
1 чел. на 2000 т литья в
год
|
|
Ковшевой
|
Ремонт ковшей и приготовление футеровочной массы
|
1 чел. на 4000 т литья в
год
|
|
Рабочий по подготовке формовочных материалов
|
Обслуживание для сушки и просеивания материалов
|
1 чел. на 4000 т литья в
год
|
|
Рабочий:
|
|
- плавильно-заливочного участка
|
Навеска и съем блоков на конвейер агрегата обжига заливки и
охлаждения
|
2 чел. на 1 агрегат в
смену
|
|
- участка изготовления керамического блока
|
Съем блоков с конвейера на склад
|
1 чел. на 1 линию в смену
|
|
- участка выщелачивания
|
- Приготовление щелочного раствора; обслуживание установки
регенерации щелочи
|
1 чел. в смену на 2000 т
литья в год
|
|
Рабочие на складах:
|
|
|
- керамических блоков
|
Ремонт и комплектование блоков по маркам сплавов
|
1 чел. в смену на 2000 т
литья в год
|
|
- ЛВЖ
|
Прием и разгрузка материалов
|
То же
|
|
- модельного состава
|
Прием и разгрузка материалов
|
1 чел. в смену на 4000 т
литья в год
|
|
- штампов и прессформ
|
Мойка и консервация
штампов и прессформ
|
1 чел. в смену на4000 т
литья в год
|
|
- годного литья
|
Приемка, учет, контроль и отправка продукции
|
1 чел. в смену на2000 т
литья в год
|
|
Машинист:
|
|
|
- холодильной станции
|
Обслуживание холодильных агрегатов и насосов
|
1 чел. в смену
|
|
- станции умягчения воды
|
Обслуживание дистилляторов, баков, насосов
|
1 чел. в смену
|
|
Плотник
|
|
1 чел. на 2000 т литья в
год
|
|
Пирометрист
|
Контроль за режимом плавки, обжига и термообработки;
обслуживание приборов
|
Можно совмещать со штатом
СТК
|
|
Уборщик производственных
помещений
|
|
0,8 чел. на 12000 м2
производственной площади (по ОPTM 0796-101-85)
|
|
Сортировщик литья
|
Сортировка отливок по наименованиям
|
4 чел. в смену на 1000 т
литья в год
|
|
Крановщик
|
Транспортировка грузов
|
По числу кранов
|
|
Стропальщик
|
Транспортировка грузов
|
Для кранов с управлением
из кабины - 0,8-0,6 от к-ва кранов; при управлении с пола - не
предусматривается
|
|
Транспортный
|
Обслуживание транспортных систем (конвейеров, элеваторов)
|
250 РЕ на 1 рабочего в
смену. Рем. сложность ленточных, пластинчатых и скребковых конвейеров - 0,3
на 1 п. м. длины, подвесных конвейеров - 0,2 на 1 п. м. длины
|
|
Водитель безрельсового транспорта
|
Транспортировка грузов
|
По числу - транспортных
единиц
|
|
Дежурный слесарь
|
Смена прессформ, абразивных кругов, приспособлений для зачистки,
штампов на прессах
|
1 чел. на 8 автоматов мод.
61201;1 чел. на 10 зачистных станков;1 чел. на 10 прессов
|
|
б) вспомогательных служб
|
|
|
цеховая лаборатория
|
|
|
- химическая
|
|
1 чел. в смену на 1000 т
литья в год
|
|
- спектральная
|
Контроль
|
-»-
|
|
- химико-технологическая
|
материалов и операций
|
-»-
|
|
|
технологического процесса
|
-»-
|
Количество
работающих по ремонтной базе механика, энергетика, и оснастки определяется по
нормам проектирования соответствующих служб.
4.5.3. Рекомендуете нормы
определения численности служащих по профессиям приведены в табл. 52.
Таблица
52
|
Категория
работающих
|
Норматив
численности служащих, чел.
|
|
при
количестве рабочих
|
|
до
100
|
от
100 до 150
|
от
150 до 200
|
от
200 до 250
|
свыше
250
|
|
Руководители
|
7
|
8
|
10
|
13
|
15
- 16
|
|
специалисты
|
1
|
2
|
4
|
4
|
5
- 6
|
|
другие служащие
|
4
|
7
|
8
|
10
|
10
- 12
|
|
Штат СТК
|
|
|
|
|
|
|
рабочие-контролеры
|
4
|
8
|
10
|
13
|
15
|
|
Служащие-руководители
|
1
|
1
|
2
|
2
|
2
- 3
|
|
Служащие-специалисты
|
-
|
-
|
-
|
1
|
1
|
Примечание: Цех
организуется при количестве работающих не менее 125 чел.
4.5.4. Распределение
работающих по сменам (для укрупненных расчетов) приведены в табл. 53.
Таблица
53
|
Наименование
групп работающих
|
Количество
в 1-у смену в % от числа соответствующих групп
|
|
Основные рабочие
|
55
- 60
|
|
Вспомогательные рабочие
|
50
- 55
|
|
Служащие, в том числе:
|
|
Руководители
|
60
- 70
|
|
Специалисты
|
90
- 95
|
|
Другие служащие
|
85
- 90
|
4.5.5. Нормы соотношения
между группами работающих (для укрупненных расчетов) приведены в табл. 54.
Таблица
54
|
Категория
работающих
|
Единица
измерения
|
Количество
|
|
Вспомогательные рабочие
|
% от
основных рабочих
|
80
- 90
|
|
в том числе:
|
|
|
|
основного производства
|
%
от вспомогательных рабочих
|
60
- 65
|
Примечания:
1. Количество основных рабочих для укрупненных расчетов определяется из программы
цеха и перспективной трудоемкости 1 тонны годного литья.
2.
Вспомогательные рабочие подразделяются на рабочих основного производства и
вспомогательного (ремонтные службы и лаборатории). Количество их определяется в
зависимости от уровня механизации и автоматизации производства.
4.5.6. Количество женщин в
% от общего числа работающих приведено в табл. 55.
(для укрупненных расчетов).
Таблица
55
|
Рабочие
|
Руководители
|
Специалисты
|
Другие
служащие
|
|
основные
|
вспомогательные
|
|
50
- 60
|
40
- 60
|
25
- 40
|
40
- 50
|
90
- 95
|
Номенклатуру
профессий работающих в литейном производстве и распределение их по группам
санитарной характеристики, рекомендуется определять по РД 37.047.116-90 б. Минавтосельхозмаша.
Перечень
профессий, работающих в литейном цехе и распределение их по группам санитарной
характеристики производственных процессов, приведен в табл. 56.
Таблица
56
|
Профессия
|
Группа
санитарной характеристики производственных процессов
|
|
Производственные рабочие
|
|
|
Шихтовщики
|
1б
|
|
Плавильщики
|
2б
|
|
Заливщики
|
2б
|
|
Формовщики
|
1б
|
|
Рабочий на дробеструйных
установках
|
1б
|
|
Заварщик отливок
|
1б
|
|
Обрубщик и вырубщик
дефектов отливок под заварку
|
1б
|
|
Оператор линии зачистки,
наждачники и обрезчики литников на прессах
|
1б
|
|
Термист и рабочий на печах
обжига форм
|
2б
|
|
Рихтовщик отливок
|
1б
|
|
Рабочий на установке
отделения керамики:
|
|
вибрационным способом
|
1б
|
|
электрогидравлическим
способом
|
1б
|
|
Оператор на оборудовании
для очистки от керамики:
|
|
в растворе щелочи
|
3б
|
|
в расплаве солей
|
3б
|
|
Оператор:
|
|
линии приготовления
модельного состава
|
1в
|
|
установок приготовления
огнеупорного покрытия
|
1б
|
|
автоматических линий
нанесения и сушки огнеупорного покрытия
|
1б
|
|
Рабочий на участке
изготовления керамических блоков
|
1б
|
|
Рабочий на приготовлении
щелочного раствора
|
3б
|
|
Рабочий по нанесению
покрытия вручную
|
1б
|
|
Рабочий по удалению
моделей из блоков
|
1б
|
|
Вспомогательные рабочие:
|
|
Наладчик оборудования
|
1б
|
|
Кладовщики цеховых
кладовых
|
1a
|
|
Флюсовщик (подготовка
флюсов)
|
1б
|
|
Уборщик производственных
помещений
|
1б
|
|
|
|
|
Примечание: 1.
Инженерно-технических работников, работников ОТК, занятых непосредственно на
производственных участках, следует относить к той группе санитарно-технических
характеристик производственных процессов, что и производственных рабочих этого
участка.
Если
указанные работники обслуживают целиком все подразделение, состоящее из
участков с различными санитарно-техническими характеристиками производственных
процессов, их следует относить к группе, к которой относится участок с
наибольшим числом производственных рабочих.
4.6. Основные
строительные параметры зданий.
Грузоподъемные
средства и размещение оборудования
4.6.1. Основные
технологические требования к объемно-планировочным решениям литейных цехов
Как
правило, литейные цехи следует располагать в одноэтажном отдельностоящем
здании. Степень огнестойкости здания и площадь этажа в пределах пожарного
отсека следует принимать по СНиП.
При
реконструкции и техническом перевооружении предприятий допускается расположение
литейного цеха в одноэтажном здании в блоке с другими цехами.
В
этом случае, литейный цех должен быть отделен от других цехов противопожарными
перегородками 1-го типа.
Литейные
цехи могут быть размещены в 2-этажном здании, при этом на 2-ом этаже должны
размещаться все основные производственные участки цеха, а на 1-м этаже
необходимо располагать сантехническое и энергетическое оборудование, станции
автоматического пожаротушения, технологическое оборудование для выполнения операций
очистки, зачистки и термообработки отливок, склады годного литья и материалов,
системы непрерывного транспорта, располагающиеся в тоннелях и подвалах при
1-этажном исполнении здания.
При
проектировании взрывопожароопасных участков и помещений следует предусматривать
размещение их у наружной стены с устройством легкосбрасываемых конструкций.
При
2-этажном исполнении цеха взрывопожароопасные участки и помещения должны
располагаться на 2-м этаже. Сообщение с помещениями категорий В, Г, Д и путями
эвакуации следует выполнять через тамбур-шлюз с постоянным подпором воздуха.
Для
связи с 1-м и 2-м этажами здания необходимо предусматривать грузовые лифты и
лестничные клетки.
Применяемое
оборудование в цехах литья по выплавляемым моделям, а также, объем межоперационных
передач не требуют применения мостовых кранов, за исключением склада шихты.
Выбор
типа и грузоподъемности кран-балок, а также необходимость их применения на
участках цеха, следует осуществлять в каждом конкретном случае индивидуально.
В
одноэтажных зданиях сантехническое и электротехническое оборудование следует
размещать в специальных многоэтажных вставках.
Допускается
размещение вентоборудования в изолированных помещениях на кровле здания.
Проектирование
кладовых следует производить в соответствии с действующими нормами и правилами
техники безопасности и пожарной безопасности.
4.6.2. Перечень
подразделений литейных цехов, которые необходимо размещать в отдельных
помещениях, приведены в табл. 57.
Таблица
57
|
Наименование
подразделений и помещений
|
Краткая
характеристика технологических процессов
|
Обоснование
необходимости выделения в отдельные помещения
|
|
Участок изготовления моделей
|
Приготовление модельного состава, изготовление моделей,
модельных звеньев, сборка их в блок
|
Пожароопасность, требование техпроцесса к воздушной среде,
кондиционирование воздуха
|
|
Участок приготовления огнеупорной суспензии
|
Изготовление суспензии с применением ЛВЖ
|
Взрывопожароопасность
|
|
Участок изготовления керамических блоков
|
Нанесение огнеупорного покрытия на блок и сушка его на воздухе
или в среде аммиака
|
Взрывопожароопасность
|
|
Участок выплавления модельного состава
|
Выплавление модельного состава
|
Пожароопасность
|
|
Участок очистки литья от керамики
|
Отбивка керамики, отрезка отливок от стояка
|
Керамическая пыль, превышение уровня звукового давления
|
|
Кладовая модельных материалов
|
Хранение и выдача модельных материалов
|
Пожароопасность
|
|
Кладовая химикатов
|
Хранение и выдача химикатов
|
Пожароопасность при хранении химикатов в горючей упаковке,
выделение вредных химических веществ, материальная ответственность
|
|
Кладовая ЛВЖ
|
Хранение и выдача ЛВЖ
|
Взрывопожароопасность, материальная ответственность
|
|
Кладовая вопомогательных
материалов (корпусная)
|
Хранение и выдача материалов
|
Пожароопасность
|
|
Насосная станция автоматического пожаротушения
|
Оборудование для автоматического пожаротушения
|
Требования СНиП
|
4.6.3. Рекомендуемые нормы
для укрупненного расчета площадей
Укрупненный
расчет общей площади цеха без конторско-бытовых помещений производится по
формуле:
Sобщ = P∙П,
где:
P - рекомендуемый съем литья с 1 м2 общей площади, т/м2
П -
производственная программа, т/год.
Определенная
расчетом площадь цеха уточняется планом расположения оборудования, выполненным
в соответствии с нормами размещения оборудования.
Данные
для расчета общей площади литейного цеха в зависимости от массы отливок
приведены в табл. 58.
Таблица
58
|
Группа
отливок по массе, кг
|
Показатель
съема литья, т/м2
|
|
до 0,1
|
0,2
|
|
0,1 - 0,25
|
0,2
- 0,25
|
|
0,25 - 1,0
|
0,25
- 0,3
|
|
1,0 - 2,0
|
0,30
- 0,35
|
Примечание. Норматив
показателя съема литья, приведенный в табл. 58, учитывает установку основного, вспомогательного
оборудования, роботов, манипуляторов, приемно-передающих устройств и прочего
оборудования, необходимого для обеспечения работы литейного цеха, а также,
транспортные средства, проходы и проезды, включая магистральные.
Рекомендуемый
процесс распределения площади цеха для укрупненных расчетов см. табл. 59.
Таблица
59
|
Площадь
|
%
от общей площади
|
|
Под производственным
оборудованием
|
45
- 55
|
|
Под вспомогательным
оборудованием
|
30
- 35
|
|
Под вентоборудование и
электропомещения
|
15
- 20
|
|
Склады и прочие
|
10
- 15
|
4.6.4. Рекомендуемые нормы
размеров пролетов и грузоподъемности подъемно-транспортных средств участков
цехов для одноэтажных и двухэтажных зданий приведены в табл. 60.
Таблица
60
|
Производственные
подразделения
|
Транспортные
средства
|
Ширина
пролета одноэтажных зданий, В
|
Размеры
пролета, м
|
|
Тип
|
Грузоподъемность,
т
|
Ширина
пролета двухэтажных зданий
|
Шаг
колонн
|
Высота
до уровня пола 2-го этажа H1
|
Высота
до низа конструкций покрытия
|
|
2
этаж В
|
1
этаж В
|
в
одноэтажном от 0,000 Н
|
в
двухэтажном от пола 2-го этажа H
|
|
Участок изготовления модельного блока
|
эл. тельфер.
|
1,0
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
6,0;
7,2
|
6,0;
7,2
|
|
Участок изготовления керамического блока
|
Ручная или пневматическая
таль
|
1,0
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
8,4;
9,6; 10,8
|
8,4;
9,6; 10,8
|
|
Участок заливки
|
Реечный подъемник с ковшом
|
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
8,4;
9,6; 10,8
|
8,4,9,6;
10,8
|
|
Участок очистки и зачистки литья
|
Кран-балка
|
2,0
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
8,4;
9,6; 10,8
|
8,4;
9,6; 10,8
|
|
Участок термообработки
|
Кран-балка
|
2,0
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
8,4;
9,6; 10,8
|
8,4;
9,6; 10,8
|
|
Участок сортировки,
консервации и контроля
|
Кран-балка
|
2,0
|
18;
24
|
18;
24
|
9;
12
|
6;
12
|
7;
8
|
8,4;
9,6; 10,8
|
8,4;
9,6; 10,8
|
Примечания:
1. Грузоподъемные средства на участке выбираются в зависимости от
металлоемкости форм и производительности плавильных печей.
2. Высота до низа конструкций
покрытий приводится минимальная и уточняется при общей компоновке цеха.
3.
При реконструкции и техническом перевооружении цехов (участков) по выплавляемым
моделям допускается высота до низа конструкций покрытия не менее 7,2 м.
Нормы
размеров пролетов
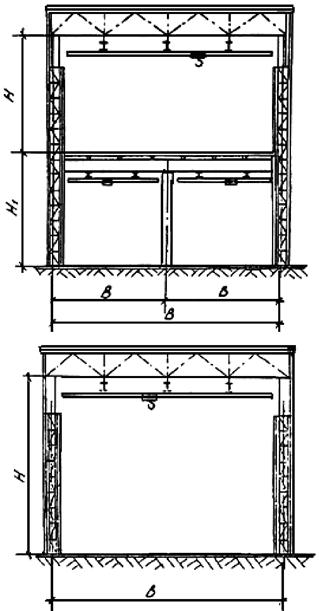
Рис. 9
4.6.5. Рекомендуемые нормы
нагрузок на полы и тип покрытия полов приведены в табл. 61.
Таблица
61
|
Участок
|
Нагрузка
на м2, кПа
|
Покрытие
полов
|
|
Изготовление модельного
блока
|
10
- 20
|
Керамическая плитка
|
|
Изготовление керамического
блока
|
10
- 20
|
бетонный
|
|
Плавки и заливки
|
20
- 30
|
Чугунная или стальная штампованная плитка
|
|
Термообрубной
|
20
- 30
|
То
же
|
|
Склады
|
50
|
То
же
|
|
проезды магистральные
|
50
|
То
же
|
|
Шихтовый двор
|
50
|
Бетонный
|
|
Путь железнодорожный
|
50
|
То
же
|
Примечания:
1. Динамические, вибрационные нагрузки от стационарного оборудования, следует
указывать в строительном задании.
2. Указания
по покрытию полов носят рекомендательный характер. Окончательный выбор типа
покрытия полов определяется в строительной части проекта.
4.7. Материалоемкость и
энергоемкость
Расход
основных и вспомогательных материалов
В
процессе проектирования расход основных и вспомогательных материалов, следует
определять в зависимости от назначения и технических требований к отливке,
принятого технологического процесса на основании утвержденных отраслевых
руководящих материалов и инструкций.
Рекомендуемые
нормы выхода годных отливок от массы металлической шихты в процентах (%), см.
табл. 62.
Таблица
62
|
Сплав
|
Группа
отливок по массе, кг
|
|
до
0,5
|
0,5
- 2,0
|
|
Сталь углеродистая
|
35
- 40
|
40
- 50
|
|
Сталь легированная
|
33
- 37
|
35
- 45
|
Удельные
нормы расхода вспомогательных материалов приведены в табл. 63.
Таблица
63
|
Материал
|
Марка
|
Норма
расхода кг/т годного
|
Примечание
|
|
Песок кварцевый
|
1К016
|
500
- 600
|
формовка
|
|
|
1К020
|
1000
- 1100
|
обсыпка блоков
|
|
|
1К0315
|
|
|
|
|
1К063
|
|
|
|
Шамот высокоглиноземистый
|
Ш3-0315Ш3-063
|
900
- 1000
|
обсыпка блоков
|
|
Кварц пылевидный
|
Б
|
450
- 650
|
приготовление обмазки
|
|
Этилсиликат
|
40
|
60
- 70
|
|
|
|
32
|
80
- 90
|
|
|
|
50
|
55
- 65
|
|
|
Спирт изоприловый
|
|
60
- 70
|
|
|
Ацетон технический
|
А,
Б
|
50
- 60
|
|
|
Кислота соляная
техническая
|
сорт
1
|
4
- 5
|
|
|
Кислота серная техническая
|
А
|
2
- 3
|
|
|
Стекло жидкое натриевое
|
|
50
- 70
|
на обмазку
|
|
|
|
8
- 9
|
на футеровку
|
|
Модельный состав
|
Р-3
|
70
- 80
|
|
|
Аммиак жидкий
|
|
20
- 22
|
|
|
Натр едкий технический
|
|
125
- 150
|
|
|
Керосин для технологических целей
|
|
20
- 30
|
|
|
Сталь листовая, г/к
|
δ
= 2 мм
|
10
- 12
|
|
|
Сталь листовая
нержавеющая, г/к
|
δ
= 4 мм
|
30
- 35
|
|
|
Сталь углеродистая толстолистовая
|
|
15
- 30
|
|
|
Сталь прокатная полосовая
|
5∙40
мм
|
3
- 5
|
|
|
Плавленый кварц
|
|
600
- 700
|
на обмазку
|
|
|
|
800
- 900
|
на обсыпку блоков
|
|
Глина формовочная
|
|
15
- 20
|
|
|
Кислота борная
|
|
3
- 5
|
|
|
Шамотные изделия
|
|
90
- 110
|
|
|
Мертель шамотный
|
|
5
- 6
|
|
|
Изделия легковесные огнеупорные
|
|
10
- 12
|
|
|
Плита асбоцементная
|
|
5 -
6
|
|
|
Порошок магнезитовый
|
|
7
|
|
|
Асбест листовой
|
1,5
- 6 мм
|
2
- 3
|
|
|
Бумага асбестовая
|
1
- 1,5 мм
|
6
- 7
|
|
|
Бумага асбестовая
электроизоляционная
|
0,2
мм
|
1
- 2
|
|
Примечания:
1. Данные нормы применять только при укрупненных расчетах расхода основных и
вспомогательных материалов.
2. Номенклатура используемых
материалов уточняется в каждом конкретном случае в зависимости от применяемого
технологического процесса и типа технологического оборудования.
3.
Нормы расхода песка и высокоглиноземистого шамота, приведены с учетом их
очистки и повторного использования.
4.8. Сбор и переработка
отходов производства
В
цехах точного стального литья в качестве шихтовых материалов в больших количествах
(до 50 %) используются отходы кузнечных и прессовых цехов. Сбор отходов
производится в специальную тару по маркам стали.
Переработка
отходов заключается в сортировке и разрезке крупногабаритного лома.
Характеристика
и удельное количество образующихся в цехах точного стального литья отходов,
технология их обработки и рекомендации по их дальнейшему применению приведены в
табл. 64.
Характеристика и
удельное количество образующихся в цехах точного стального литья отходов,
технология переработки и рекомендации по их дальнейшему применению
Таблица 64
|
Обрабатываемый
материал, операции
|
Отходы
производства
|
Количество
отходов, кг, на 1 т годных отливок
|
Технологический
процесс переработки
|
Рекомендации
по дальнейшему применению
|
|
Огнеупорные материалы и изделия
|
Бои и другие отходы
огнеупорных и футеровочных материалов
|
90
|
Удаление и сбор при
ремонте плавильных печей, ковшей и термического оборудования. Дробление,
размол при применении в собственном производстве
|
Сдача на предприятия Второгнеупоров. Приготовление футеривочных
масс, использование в качестве теплоизоляционных засыпок в собственном
производстве
|
|
Формообразующие материалы для изготовления отливок
|
Отходы керамических форм
|
1300
|
Сбор керамики при отделении ее от отливок
|
Использование при засыпке форм в опоках. Использование при
дорожном строительстве
|
|
Различные материалы и изделия
|
Шлак, отходы огнеупоров,
керамики, аспирационные отходы (пыль), бой абразивных изделий, мусор
|
30
|
Сбор в специализированную тару
|
Использование в
строительстве при засыпке дорог и трещин. Отправка на полигоны захоронения
|
При
разработке проектов участков по переработке отходов, их организации необходимо
руководствоваться ведомственными нормативными документами, разработанными и
утвержденными в установленном порядке.
4.9. Организация
складского хозяйства
4.9.1. Размещение складов
В
зависимости от конкретных условий проектирования, возможно размещение шихтовых,
формовочных, и огнеупорных материалов, как на складах, при литейном цехе, так и
на базисных складах. При наличии базисного склада вне корпуса в литейном цехе
необходимо иметь расходные склады материалов, максимально приближенные к
оборудованию, их потребляющему в соответствии с технологическим процессом.
Потребность
цехов в маслах, красках, химикатах, крепителях, вспомогательных материалах
обеспечивается со специализированных общезаводских складов.
Склад
годного литья должен располагаться в цехе, но при незначительных объемах
отправка литья другим заводам возможна со склада готовой продукции завода.
4.9.2. Характеристика
складов
4.9.2.1.
Склад шихтовых материалов
Шихта
черных металлов поступает на заводы колесным транспортом - железнодорожным или
автомобильным.
Разгрузка
осуществляется при помощи электромагнитных шайб различной грузоподъемности - от
80 кг до 1800 кг.
Ферросплавы
- ферросилиций и ферромарганец - зачастую также приходят навалом в
железнодорожных вагонах. Если содержание железа в них более 55 % (марки Фс-25,
Фс-45), то разгрузка возможна при помощи электромагнитной шайбы, если менее 55
% (марки Фс-75, ФМп-70) - вагоны разгружаются грейфером. Прочие ферросплавы
(ферровольфрам, ферромолибден, феррованадий, ферротитан, феррохром и др.)
поступают чаще всего в упаковке завода-изготовителя: барабанах, бочках, ящиках
- в крытых железнодорожных вагонах или автотранспортом. Разгрузка
осуществляется при помощи электропогрузчика с рампы. Из-за высокой стоимости этих
ферросплавов их рекомендуется хранить в специальном помещении, а на участок
применения подавать в таре поставщика.
Шихта
черных металлов хранится в закромах, или в штабелях.
Если
металлический лом поступает на завод в неразделанном виде, необходимо предусматривать
участок для его разделки.
4.9.2.2.
Склад формовочных материалов
Основным
формовочным материалом при производстве точного стального литья является песок
кварцевый. Он может поступать на завод в сыром виде в саморазгружающихся
полувагонах и в сухом - в вагонах-цементовозах с выгрузкой материала через люки
в днище.
Сырой
песок выгружается в яму, расположенную под железнодорожным путем или рядом с
ним. Минимальная емкость ямы - один вагон песка. Из ямы песок перегружается
грейфером в закрома для хранения нормативного запаса. В этом случае
предусматривается участок сушки песка.
Для
приема сухого песка из вагонов-цементовозов под железнодорожным путем
устанавливают бункеры, песок в который из вагонов попадает самотеком через
окна, расположенные между рельсами. Из приемных бункеров материал транспортными
системами направляется в бункеры или силосные «банки» для хранения нормативного
запаса.
Прочие
формовочные материалы, такие как маршалит, пульвербакелит, модельный состав и
др., поступают на склад в таре завода-изготовителя - бумажных мешках, бочках,
барабанах, резинотканевых контейнерах - железнодорожным транспортом в крытых
вагонах или автотранспортом. Разгрузка осуществляется погрузчиком с рампы или
кранами, хранение - в стеллажах или в штабелях в таре заводов-поставщиков.
4.9.2.3.
Склад огнеупоров
Огнеупорные
материалы в виде порошков и изделий в упаковке заводов-изготовителей поступают
на склад в крытых железнодорожных вагонах или автотранспортом.
Упаковка
порошков - это бочки, барабаны, мешки, резинотканевые контейнеры. Разгрузка
осуществляется погрузчиком с рампы или кранами.
Огнеупорные
изделия хранятся в штабелях, огнеупорные порошки - в штабелях или в стеллажах,
уложенные на поддоны или в стандартную заводскую тару.
4.9.2.4.
Кладовая вспомогательных материалов
Кладовые
вспомогательных материалов оборудуются полочными стеллажами, в качестве
подъемно-транспортного оборудования применяются кран-балки грузоподъемностью до
2-х тонн, электротали, ручные напольные штабелеры.
Ориентировочно
площадь кладовых при объеме выпуска литья до 1000 т/год - 48 м2, до
2000 т/год - 96 м2.
4.9.2.5.
Склад оснастки
Склад
оснастки рассчитывается из условий хранения 2-х комплектов. Прессформы хранятся
на поддонах в стеллажах.
В
зависимости от емкости склада и частоты смены оснастки стеллажи обслуживаются
либо напольным транспортом - электропогрузчиками и ручными напольными
штабелерами, либо кранами-штабелерами опорными или стеллажными.
4.9.2.6.
Склад готовой продукции
Нормативный
запас готовой продукции желательно хранить в стеллажах.
В
зависимости от мощности цеха и количества наименований отливок стеллажи
обслуживаются напольным транспортом - электропогрузчиками и ручными штабелерами
или стеллажными штабелерами с автоматическим управлением.
4.9.3. Объемно-планировочные
решения
Нормы
размеров пролетов складов шихтовых, формовочных материалов и готовой продукции
приведены в табл. 65
Таблица
65
|
Назначение
помещения (пролета)
|
Грузоподъемные
и транспортные средства
|
Размеры
пролета, м
|
|
оборудование
|
грузоподъемность,
т
|
Ширина
(Ш)
|
Высота
|
|
подкрановых
новых путей, (Б)
|
низа
конструкций покрытия (В)
|
|
Разгрузка и хранение
шихтовых материалов (схема а, б)
|
Мостовой кран с магнитной
шайбой,
|
5;
10
|
24;
30
|
8,15
- 8,6
|
10,8
|
|
|
кран-балка
|
2 ∙ 5
|
12;
18; 24
|
-
|
7,2
|
|
Разгрузка и хранение
ферросплавов и вспомогательных материалов (схемы б, в, г)
|
Мостовой кран
|
5
|
12;
18; 24
|
8,15
∙ 8,6
|
10,8
|
|
|
Кран-балка
|
2 ∙ 5
|
12;
18; 24
|
-
|
7,2
|
|
|
Электроперегрузчик
|
1 ∙ 2
|
18;
24; 30
|
-
|
7,2
∙ 10,8
|
|
Разгрузка и хранение
сырого песка (схемы в, е, ж)
|
Мостовой грейферный кран,
маневровое устройство для протяжки вагонов, люкоподъемники, устройство для
разгрузки смерзшихся грузов и зачистки вагонов
|
|
|
|
|
|
|
|
5 ∙
10
|
24;
30
|
8,15
- 8,6
|
10,8
|
|
|
|
|
|
9,35
- 9,6
|
12,0
|
|
|
|
|
|
11,35
- 12,2
|
14,4
|
|
|
Кран-балка с моторным
грейфером
|
2
|
12;
18; 24
|
-
|
8,4
|
|
Разгрузка и хранение сухого песка (схема и)
|
Саморазгрузка через люки,
маневровое устройство для протяжки вагонов
|
|
18;
24; 30
|
-
|
7,2
- 10,8
|
|
|
Кран-балка
|
2
|
12;
18; 24
|
-
|
7,2
|
|
Склад готовой продукции
(схемы К, Л) (рис. 10)
|
Кран мостовой
|
5;
10
|
24;
30
|
8,15
- 8,6
|
10,8
|
|
|
Кран-балка
|
2 ∙ 5
|
12;
18; 24
|
-
|
7,2
- 14,4
|
|
|
Электропогрузчик (рампа)
|
2 ∙ 5
|
18;
24; 30
|
-
|
7,2
- 14,4
|
Схема
пролетов склада
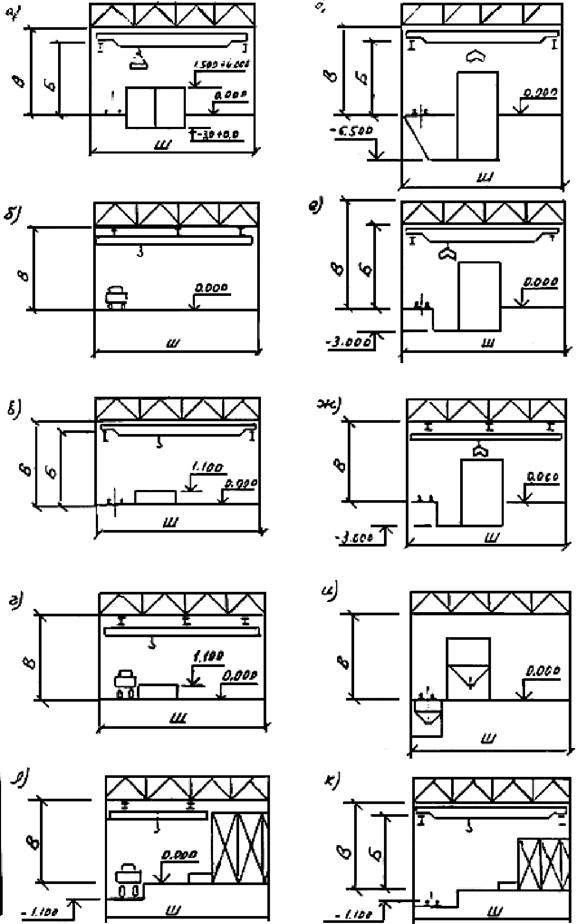
Рис. 10
4.9.4. Нормы запаса
материалов на складах
Таблица
66
|
Материал
|
Климатический
пояс
|
Запас
в календарных днях
|
|
на
базисном складе
|
на
расходном складе
|
|
Стальной лом
|
I,
II-III, IV
|
20
- 30
|
3
- 5
|
|
|
|
30
- 45
|
|
|
Отходы собственного
производства
|
I
- IV
|
-
|
3
- 5
|
|
Песок кварцевый
|
I
|
20
- 30
|
-
|
|
|
II
|
30
- 60
|
3
- 5
|
|
|
III
|
45
- 75
|
-
|
|
|
IV
|
60
- 90
|
|
|
Огнеупоры
|
I
- IV
|
45
- 60
|
10
- 15
|
|
Модельная оснастка
|
I
- IV
|
2
- 3 комплекта*
|
|
|
Маршалит
|
I
|
15
- 20
|
|
|
|
II,
III
|
20
- 30
|
|
|
|
IV
|
30
- 45
|
|
|
ферросплавы
|
I
- IV
|
20
- 30
|
3
- 5
|
|
Склад годного литья
|
|
|
|
|
а) для нужд завода
|
-
|
5
- 8
|
|
|
б) для отправки другим
заводам
|
-
|
8
- 12
|
|
* - 2
комплекта для среднесерийного производства.
- 3
комплекта для крупносерийного и массового производства.
Примечание:
Климатические пояса: I - Роcтов-на-Дону, Одесса и южнее, II - севернее I пояса
до Харькова, III - севернее II пояса до Москвы, IV - севернее III пояса до
Томска и Архангельска.
4.9.5. Рекомендуемые нормы
нагрузок на 1 м2 полезной площади склада при высоте укладки 1 м и
рекомендуемая высота укладки
Таблица
67
|
Материал
|
Вид
упаковки
|
Способ
хранения
|
Нагрузки
на 1 м2 при высоте укладки 1 м, кПа
|
Рекомендуемая
высота укладки, м
|
|
Лом стальной
|
без упаковки
|
закром
|
13
- 21
|
3
|
|
Отходы собственного производства
|
без упаковки
|
закром
|
18
|
2
|
|
Песок сухой
|
|
бункер
|
15
- 16
|
5
- 10
|
|
Песок сырой
|
|
закром
|
16
- 17
|
5
- 10
|
|
Огнеупорные изделия
|
на поддонах
|
штабель
|
10
- 15
|
2
|
|
Маршалит
|
мешки
|
штабель
|
12
|
2
|
|
Вспомогательные материалы
|
ящики, бочки мешки
|
стеллаж
|
1
- 3
|
2
|
|
Модельная оснастка
|
на поддонах
|
стеллаж
|
8
|
Зависит от типа подъемно-транспортного оборудования
|
|
Склад годного литья
|
металлическая тара
|
стеллаж штабель
|
11
- 13
|
То
же
|
4.10. Механизация и
автоматизация
Механизация
и автоматизация процесса производства литья характеризуется принятым составом
технологического и транспортного оборудования. При этом следует принимать, как
правило, автоматизированное и механизированное оборудование.
Межоперационный
транспорт рекомендуется производить подвесными грузонесущими и толкающими
конвейерами, монорельсовыми дорогами, электротележками, электропогрузчиками.
Для подачи сыпучих материалов рекомендуется использовать пневмотранспорт.
Удельный
вес автоматизированного оборудования в общем количестве производственного
оборудования определяется по формуле:

где γ -
удельный все автоматизированного оборудования в общем количестве оборудования,
%
Aа - количество единиц: автоматизированного оборудования
A - общее количество единиц оборудования.
Удельный
вес автоматизированного оборудования должен быть не менее - 65 %.
4.11.
Пожаровзрывобезопасность, техника безопасности, охрана труда
При
проектировании цехов литья по выплавляемым моделям должны соблюдаться
действующие нормы и правила по технике безопасности, промышленной санитарии,
пожаро- и взрывобезопасности.
Для
предотвращения травматизма и создания благоприятных условий труда в цехе
следует предусматривать максимальную механизацию и автоматизацию
производственных процессов.
Для
обеспечения в цехе требуемых санитарно-гигиенических условий в рабочей зоне
необходимо предусматривать эффективную вентиляцию, локализацию помещений с
повышенным выделением вредностей и шума, искусственное и естественное
освещение.
Рекомендуется
изолировать от других помещений участок отделения керамики и отливок от стояка,
оборудование размещать в звукоизолированных и аспирируемых укрытиях, стенки
которых имеют звукопоглощающую облицовку.
Технологическое
и подъемно-транспортное оборудование в опасных зонах должно быть снабжено
ограждениями.
Рекомендуется
предусматривать централизованную подачу ЛВЖ в установки приготовления
огнеупорного покрытия по трубопроводам с полной автоматизацией системы.
Подачу
кварцевого песка, пылевидного кварца и др. рекомендуется осуществлять
пневмотранспортом и системами вакуумного всасывания. При размещении
оборудования в цехе необходимо предусмотреть свободный доступ для периодической
очистки остекления и побелки (или окраски) стен, а также, необходимые средства
для их выполнения.
Для
уборки помещений от пыли и мусора следует предусматривать местные
пылеотсасывающие и специальные уборочные машины; на складе пылевидного кварца и
на участке приготовления огнеупорной суспензии - вакуумную уборку пыли.
Для
сбора и удаления отходов (просыпей) следует проектировать уборочную транспортную
систему.
При
применении технологического процесса с использованием легковоспламеняющихся
жидкостей (ЛВЖ) следует предусматривать необходимые мероприятия по обеспечению
взрывопожаробезопасности.
Для
исключения возможности возникновения взрыва и пожара необходимо
предусматривать:
-
взрывобезопасное исполнение технологического, транспортного и вентиляционного
оборудования;
-
устройство аварийной вентиляции, работающей по сигналу газоанализатора при
повышенной концентрации аммиака в камере сушки;
-
централизованную подачу ЛВЖ по трубопроводам с автоматическим включением и
отключением насосов; устройство систем перелива (на случай отказа автоматики) в
емкости, установленные за пределами цеха;
-
оборудование местной вытяжной вентиляцией мест выделения вредных веществ с
локализацией и удалением паров ЛВЖ с целью недопущения концентрации выше
взрывоопасного предела.
Для
предупреждения распространения пожара и его ликвидации:
-
автоматическую систему пожаротушения;
-
размещение помещений у наружной стены с устройством легкосбрасываемых
конструкций;
-
размещение взрывоопасных помещений на верхнем этаже многоэтажных зданий.
Определение
категорий и классов пожаро- и взрывоопасности зданий и помещений литейных
цехов, а также, необходимость выделения участков в отдельные помещения
производится согласно ведомственным нормам технологического проектирования ВНТП
10-90 «Определение категорий помещений и зданий заводов в Минавтосельхозмаша по
взрывопожарной и пожарной опасности» и других нормативных документов.
При
проектировании участков с пожароопасным характером производства должны быть
учтены все требования «Правил устройства электроустановок» (ПУЭ)
и других нормативных документов, утвержденных в установленном порядке.
4.12. Охрана окружающей
среды
Задача
охраны окружающей среды должны решаться комплексом мероприятий, обусловленном
выбранным технологическим процессом производства точного литья, наличием
конкретных исследовательских данных по качественному и количественному анализу
выделяемых вредностей, тщательным подбором оборудования с учетом сантехнических
требований и требований по автоматизации и механизации процесса, применением
эффективных вентиляционных систем в комплексе с необходимой очисткой выбросов,
а также систем очистки стоков, обеспечивающих ПДК рабочей зоны и окружающей
среды вне цеха.
Влажность
воздуха помещений участков цеха, его температура, чистота и скорость движения
должны соответствовать санитарным нормам.
На
участках изготовления модельных звеньев, нанесения и сушки огнеупорного
покрытия, располагаемых в отдельных помещениях цеха, должно быть предусмотрено
кондиционирование с параметрами воздуха:
-
изготовление легкоплавких модельных звеньев - 20 - 22 °С, влажность - 60 %;
-
сушка огнеупорного покрытия (этилсиликатного с органическим растворителем) - 20
- 24 °С, влажность не менее - 60 %.
Параметры
кондиционированного воздуха для сушки огнеупорного покрытия необходимо
корректировать в каждом конкретном случае в зависимости от применяемых
материалов для моделей и огнеупорного покрытия.
При
проектировании новых, реконструкции и техперевооружении действующих литейных
цехов (участков) должны быть представлены материалы, содержащие:
-
данные о количественном и качественном составе выделяющихся вредных веществ;
-
данные о качественном и количественном составе промышленных отходов (твердых,
жидких, газообразных);
-
мероприятия по снижению вредных выделений.
4.13. Примерные
технико-экономические показатели (для укрупненных расчетов)
Таблица
68
|
Наименование
показателей
|
Единица
измерения
|
Средняя
масса отливок, кг
|
|
до
0,1
|
0,1
- 0,25
|
0,25
- 2,0
|
|
Годовой выпуск
|
т
|
1000
- 1200
|
1800
- 2000
|
2000
- 2500
|
|
Трудоемкость
|
чел.
част
|
130
- 140
|
120
- 130
|
110
- 120
|
|
Выпуск:
|
|
|
|
|
|
на 1 рабочего
|
т
|
6,0
- 6,5
|
6,5
- 8,0
|
8,0
- 9,0
|
|
на 1 работающего
|
т
|
5,0
- 5,5
|
5,5
- 6,5
|
6,5
- 7,5
|
|
на 1 м2 общей
площади
|
т
|
0,2
|
0,2
- 0,25
|
0,25
- 0,35
|
5.
ЦЕХИ ЦВЕТНОГО ЛИТЬЯ (в металлические формы)
5.1. Рекомендуемая
классификация цехов
Цехи
различаются по роду сплавов, массе отливок, методу изготовления отливок,
серийности производства и мощности.
5.1.1. Классификация цехов
по роду литейного сплава приведена в табл. 69.
Таблица
69
|
Цех
|
Назначение
литья
|
|
Цехи алюминиевого литья
|
Производство двигателей, топливной аппаратуры, автомобильного
электрооборудования
|
|
Цехи цинкового литья
|
Производство топливной аппаратуры и электрооборудования
|
|
Цехи литья из медных сплавов
|
Производство двигателей, топливной аппаратуры,
электрооборудования
|
|
Цехи магниевого литья
|
Детали двигателя, силового
агрегата
|
5.1.2. Классификация цехов
по массе отливок приведена в табл. 70.
Таблица
70
|
Цехи
по производству отливок
|
Максимальная
масса, кг
|
Характеристика
|
|
из
сплавов на основе алюминия
|
из
сплавов на основе меди и цинка
|
|
под
давлением
|
в
кокиль
|
|
Мелких
|
0,2
|
-
|
0,05
|
Номенклатура литья приборных заводов и электрооборудования
|
|
Средних
|
1,0
- 5,0
|
3
- 10
|
0,5
|
Номенклатура литья автомобильных заводов, заводов двигателей и
топливной аппаратуры
|
|
Крупных
|
10,0
|
25,0
|
5,0
|
Номенклатура литья заводов двигателей
|
|
Тяжелых
|
св.
10
|
св.
25
|
-
|
Номенклатура литья заводов
дизельных двигателей
|
5.1.3. Классификация цехов
по методу изготовления отливок приведена в табл. 71.
Таблица
71
|
Цех
|
Характеристика
|
|
Цех литья под давлением
|
Изготовление всей номенклатуры отливок автомобиля, двигателя,
приборов, топливной аппаратуры на машинах литья под давлением с усилием
запирания от 50 кН до 30000 кН
|
|
Цех кокильного литья
|
Изготовление отливок с
применением песчаных стержней из условий конфигурации и сложности деталей
|
5.1.4. Серийность цеха
литья под давлением и в кокиль характеризуется массой отливок и их количеством
на годовую программу.
Классификация
цехов по серийности производства приведена в табл. 72.
Таблица
72
|
Группа
отливок по массе, кг
|
Годовое
количество отливок одного наименования по типу производства, тыс. шт.
|
|
единичное
|
мелкосерийное
|
среднесерийное
|
крупносерийное
|
Массовое,
более
|
|
Цехи
литья под давлением
|
|
до
0,63
|
до
10,5
|
св.
10,5
|
св.
160,0
|
св.
800,0
|
св.
1000,0
|
|
|
|
до160,0
|
до
800,0
|
до
1000,0
|
|
|
0,063
- 0,1
|
до
10,0
|
св.
10,0
|
св.
120,0
|
св.
600,0
|
св.
800,0
|
|
|
|
до
120,0
|
до
600,0
|
до
800,0
|
|
|
0,1
- 0,25
|
до
9,0
|
св.
9,0
|
св.
90,0
|
св.
450,0
|
св.
600,0
|
|
|
|
до
90,0
|
до
450,0
|
до
600,0
|
|
|
0,25
- 0,63
|
до
6,5
|
св.
6,5
|
св.
75,0
|
св.
375,0
|
св.
500,0
|
|
|
|
до
75,0
|
до
375,0
|
до
500,0
|
|
|
0,63
- 1,00
|
до
4,0
|
св.
4,0
|
св.
60,0
|
св.
300,0
|
св.
400,0
|
|
|
|
до
60,0
|
до
300,0
|
до
400,0
|
|
|
1,0
- 2,5
|
до
3,0
|
св.
3,0
|
св.
45,0
|
св.
225,0
|
св.
300,0
|
|
|
|
до
45,0
|
до
225,0
|
до
300,0
|
|
|
2,5
- 4,0
|
до
2,5
|
св.
2,5
|
св.
30,0
|
св.
150,0
|
св.
200,0
|
|
|
|
до
30,0
|
до
150,0
|
до
200,0
|
|
|
4,0
- 10,0
|
до
1,6
|
св.
1,6
|
св.
20,0
|
св.
75,0
|
св.
100,0
|
|
|
|
до
20,0
|
до
75,0
|
до
100,0
|
|
|
10,0
и более
|
до
0,65
|
св.
0,65
|
св.
7,0
|
св.
35,0
|
св.
50,0
|
|
|
|
до
7,0
|
до
35,0
|
до
50,0
|
|
|
Цехи
литья в кокиль
|
|
до
0,25
|
до
0,5
|
св.
0,5
|
св.
4,0
|
св.
20,0
|
св.
100,0
|
|
|
|
до
4,0
|
до
20,0
|
до
100,0
|
|
|
0,25
- 0,63
|
до
0,36
|
св.
0,36
|
св.
3,75
|
св.
15,0
|
св.
70,0
|
|
|
|
до
3,75
|
до
15,0
|
до
70,0
|
|
|
0,63
- 1,0
|
до
0,236
|
св.
0,236
|
св.
2,5
|
св.
10,0
|
св.
40,0
|
|
|
|
до
2,5
|
до
10,0
|
до
40,0
|
|
|
1,0
- 2,5
|
до
0,161
|
св.
0,161
|
св.
1,55
|
св.
6,0
|
св.
20,0
|
|
|
|
до
1,55
|
до
6,0
|
до
20,0
|
|
|
2,5
- 10,0
|
до
0,111
|
св.
0,111
|
св.
1,0
|
св.
3,0
|
св.
12,0
|
|
|
|
до
1,1
|
до
3,0
|
до
12,0
|
|
|
10,0
- 25,0
|
до
0,051
|
св.
0,051
|
св.
0,6
|
св.
1,5
|
св.
8,0
|
|
|
|
до
0,6
|
до
1,5
|
до
8,0
|
|
|
25,0
- 63,0
|
до
0,046
|
св.
0,046
|
св.
0,45
|
св.
1,2
|
св.
6,0
|
|
|
|
до
0,45
|
до
1,2
|
до
6,0
|
|
|
63,0
- 160,0
|
до
0,041
|
св.
0,041
|
св.
0,3
|
св.
0,75
|
св.
4,0
|
|
|
|
до
0,3
|
до
0,75
|
до
4,0
|
|
|
160,0
- 630,0
|
до
0,031
|
св.
0,031
|
св.
0,13
|
св.
0,5
|
св.
2,5
|
|
|
|
до
0,13
|
до
0,5
|
до
2,5
|
|
|
630,0
- 1000,0
|
до
0,026
|
св.
0,026
|
св.
0,090
|
св.
0,3
|
св.
1,5
|
|
|
|
до
0,090
|
до
0,3
|
до
1,5
|
|
|
свыше1000,0
|
до
0,021
|
св.
0,021
|
св.
0,063
|
св.
0,075
|
св.
0,5
|
|
|
|
до
0,063
|
до
0,075
|
до
0,5
|
|
Примечание:
Производство цеха следует относить к тому типу, который является в данном цехе
преобладающим.
5.1.5. Классификация цехов
по мощности
Оптимальная
мощность литейных цехов характеризуется суммарным (по видам сплавов) выпуском
отливок в год, приведена в табл. 73.
Таблица
73
|
Вид
сплавов
|
Метод
изготовления
|
Мощность
цеха, тыс. т/год
|
Характеристика
|
|
Алюминиевые сплавы
|
Литье под давлением
|
2,0
- 5,0
|
Цехи заводов по выпуску автомобильных приборов и
электрооборудования
|
|
|
-»-
|
5,0
- 15,0
|
Цехи автомобильных заводов
|
|
|
-»-
|
15,0
и более
|
Заводы автомобильных двигателей
|
|
|
Литье в кокиль
|
5,0
- 10,0
|
Автомобильные заводы
|
|
|
|
15,0
и более
|
Автомобильные заводы и заводы двигателей
|
|
Цинковые сплавы
|
Литье под давлением
|
1,5
- 3,0
|
Заводы электрооборудования и приборов
|
|
|
|
5,0
- 10,0 и более
|
Заводы по производству карбюраторов
|
|
Медные сплавы
|
Литье в кокиль
|
1,5
- 3,0
|
Завода двигателей,
электрооборудования и приборов
|
5.2. Рекомендуемый
состав цеха
Состав
цеха определяется объемом и организацией производства, технологическим
процессом, а также, конструктивно-технологическими особенностями выпускаемых
деталей.
5.2.1. Производственные
участки:
-
участок подготовки шихты и флюсов;
-
участок плавки металла;
-
участок заливки;
-
участок смесеприготовления и изготовления стержней;
-
участок выбивки;
-
участок обрезки отливок;
-
участок зачистки отливок;
-
участок термообработки отливок;
-
участок гидроиспытаний и пропитки.
5.2.2. Вспомогательные
участки:
-
склад шихтовых материалов, участки их подготовки;
-
склад оснастки и инструмента;
-
склад ГСМ.
Участок
ремонта ковшей, тиглей и подготовки футеровочных материалов.
Ремонтные
базы механика; энергетика и ремонта оснастки.
Экспресс-лаборатории.
Склад
годного литья.
Кладовая
вспомогательных материалов.
Примечание. Ремонтные
базы механика, энергетика, оснастки и экспресс-лаборатории разрабатываются по
нормам технологического проектирования соответствующих производств и служб.
5.3. Расчет основного
технологического оборудования
5.3.1. Рекомендуемые нормы
выхода годного алюминиевого литья в зависимости от массы отливок приведены в
табл. 74.
Таблица
74
|
Группа
отливок по массе, кг
|
Выход
годного литья в % от металлозавалки
|
|
литье
в кокиль
|
литье
под давлением
|
|
До 0,1 включительно
|
|
от
35 до 40
|
|
Св. 0,1 до 0,5
включительно
|
от
38 до 40
|
от
40 до 45
|
|
св. 0,5 до 1,0
|
от
40 до 43
|
от
45 до 50
|
|
св. 1,0 до 3,0
|
от
43 до 46
|
от
50 до 55
|
|
св. 3,0 до 5,0
|
от
46 до 49
|
от
55 до 60
|
|
св. 5,0 до 10,0
|
от
49 до 52
|
от
60 до 65
|
|
св. 10,0 до 15,0
|
от
52 до 55
|
-
|
|
св. 15,0 до 25,0
|
от
55 до 58
|
-
|
|
св. 25,0 до 50,0
|
от
58 до 60
|
-
|
Примечание.
1. Выход годного литья учитывает производственный литейный брак 5 % и угар
металла 5 %.
2.
При наличии технологических данных на всю номенклатуру отливок или их типовых
представителей, выход годного литья определяется расчетом в зависимости от принятых
сплавов и конфигурации отливок.
5.3.2. Нормы коэффициента
неравномерности работы оборудования приведены в табл. 75.
Таблица
75
|
Наименование
оборудования
|
Коэффициент
неравномерности работы оборудования
|
|
Плавильное
|
1,05
- 1,2
|
|
Машины литья под давлением
и кокильные машины
|
1,0
|
|
Обрезное
|
1,05
- 1,2
|
|
Стержневое
|
1,05-1,2
|
|
Зачистное
|
1,05
- 1,2
|
|
Термообработка
|
1,05
- 1,1
|
5.3.3. Рекомендуемые нормы
определения времени для переналадки оборудования приведены в табл. 76.
Таблица
76
|
Тип
производства
|
Коэффициент
переналадки оборудования
|
|
Время
на переналадку от общих затрат (станкоемкость), процент
|
Кп
|
|
Мелкосерийное
|
15,0
- 25,0
|
1,15
- 1,25
|
|
Среднесерийное
|
5,0
- 15,0
|
1,05
- 1,15
|
|
Крупносерийное
|
2,0
- 5,0
|
1,02
- 1,05
|
|
Массовое
|
2,0
|
1,02
|
5.3.4. Нормы коэффициента
использования основного технологического оборудования в зависимости от
серийности производства приведены в табл. 77.
Таблица
77
|
Наименование
оборудования
|
Коэффициент
использования основного производственного оборудования в зависимости от
серийности производства
|
|
единичное
и мелкосерийное
|
среднесерийное
|
массовое
и крупносерийное
|
|
Печи плавильные
|
0,8
|
0,8
- 0,9
|
0,8
- 0,9
|
|
Кокильные машины
|
0,75
|
0,8
|
0,8
|
|
Машины литья под давлением
|
0,75
|
0,75
|
0,8
- 0,9
|
|
Автоматические и
полуавтоматические линии
|
0,75
|
0,8
|
0,8
|
|
Оборудование для отделения
литниковой системы
|
0,8
|
0,8
- 0,9
|
0,8
- 0,9
|
|
Оборудование для зачистки
отливок
|
0,75
|
0,75
|
0,8
|
5.4. Рекомендуемые нормы
расчетной производительности оборудования
5.4.1. Нормы расчетной
производительности плавильных печей приведены в табл. 78.
Таблица
78
|
Печи
|
Номинальная
вместимость тигля, т
|
Номинальная
мощность, кВТ, кВА
|
Расчетная
часовая производительность, т
|
|
Алюминиевые
сплавы (температура перегрева 750 °С)
|
|
ИАТ-0,4/018С3
|
0,4
|
180
|
0,13
|
|
ИАТ-0,4/0,8М4
|
0,4
|
800
|
0,58
|
|
ИАТ-1,0/0,4М3
|
1,0
|
400
|
0,43
|
|
ИАТ-2,5М1
|
2,5
|
1000
|
0,84
|
|
ИАТ-2,5/1,6М3
|
2,5
|
1600
|
1,62
|
|
ИАТ-6М2
|
6,0
|
1600
|
1,3
|
|
ИАТ-6/2,5
|
6,0
|
2500
|
3,1
|
|
ИАК-0,4/0,2
|
0,4
|
400
|
0,44
|
|
ИАК-1,0/0,4И1
|
1,0
|
630
|
0,7
|
|
ИАК-2,5/0,8И1
|
2,5
|
1260
|
1,83
|
|
ИАК-25,0/2,1И1
|
25,0
|
3200
|
3,37
|
|
ИАК-40,0/3,5И1
|
40,0
|
4800
|
5,62
|
|
Расход
газа
|
|
Газовые печи
|
2,1
|
220
м3/час
|
1,0
|
|
|
27,0
|
700
м3/час
|
3,5
|
|
Цинковые
сплавы
|
|
ИАТ-0,4/0,18С3
|
1,0
|
180
|
0,45
|
|
ИАТ-1,0/0,4М3
|
2,55
|
400
|
0,68
|
|
ИАТ-2,5М1
|
6,4
|
1000
|
1,55
|
|
Сплавы
на медной основе (температура перегрева 1200 °С)
|
|
ИЛТ-1,0/0,4М2
|
1,0
|
400
|
0,7
|
|
ИЛТ-2,5/1,002
|
2,5
|
1000
|
1,8
|
|
ИЛТ-10,0/1,6
|
10,0
|
1600
|
2,3
|
|
ИЛТ-25,0/4,0
|
25,0
|
4000
|
7,0
|
|
ИЛК-0,4С1
|
0,4
|
100
|
0,2
|
|
ИЛК-1,6С2
|
1,6
|
1000
|
3,1
|
|
|
|
|
|
Примечание. Расчетная
производительность учитывает продолжительность загрузки, удаления шлака, взятия
проб, рафинирования и других технологических операций.
5.4.2. Рекомендуемые
значения расчетной производительности машин литья под давлением приведены в
табл. 79 в
зависимости от категории сложности отливок.
Таблица
79
|
Масса
отливок в прессформе, кг
|
Расчетная
часовая производительность, цикл при усилии запирания
|
|
до
1000 кН
|
до
2500 кН
|
до
12500 кН
|
|
1
|
2
|
3
|
1
|
2
|
3
|
1
|
2
|
3
|
|
Для
алюминиевых и магниевых сплавов
|
|
0,05
|
100
|
95
|
85
|
-
|
-
|
-
|
-
|
-
|
-
|
|
0,10
|
90
|
85
|
75
|
85
|
75
|
70
|
-
|
-
|
-
|
|
0,20
|
85
|
80
|
70
|
80
|
75
|
70
|
-
|
-
|
-
|
|
0,30
|
80
|
75
|
70
|
80
|
60
|
60
|
70
|
60
|
55
|
|
0,50
|
-
|
-
|
-
|
75
|
60
|
60
|
60
|
55
|
50
|
|
0,70
|
-
|
-
|
-
|
70
|
60
|
55
|
60
|
55
|
50
|
|
1,00
|
-.
|
-
|
-
|
70
|
60
|
50
|
60
|
50
|
45
|
|
1,50
|
-
|
-
|
-
|
-
|
-
|
-
|
55
|
50
|
40
|
|
2,00
|
-
|
-
|
-
|
-
|
-
|
-
|
50
|
45
|
40
|
|
3,00
|
-
|
-
|
-
|
-
|
-
|
-
|
45
|
40
|
35
|
|
4,00
|
-
|
-
|
-
|
-
|
-
|
-
|
40
|
35
|
30
|
|
5,00
|
-
|
-
|
-
|
-
|
-
|
-
|
35
|
30
|
25
|
|
св.
5,00
|
-
|
-
|
-
|
-
|
-
|
-
|
30
|
25
|
20
|
|
Для
цинковых и медных сплавов
|
|
0,20
|
115
|
110
|
100
|
-
|
-
|
-
|
-
|
-
|
-
|
|
0,30
|
110
|
105
|
95
|
100
|
95
|
90
|
-
|
-
|
-
|
|
0,50
|
100
|
95
|
85
|
95
|
90
|
85
|
90
|
85
|
80
|
|
0,70
|
95
|
90
|
80
|
90
|
85
|
80
|
85
|
80
|
75
|
|
1,00
|
90
|
85
|
75
|
85
|
80
|
75
|
80
|
75
|
70
|
|
1,50
|
85
|
80
|
70
|
80
|
75
|
70
|
75
|
70
|
65
|
|
2,00
|
80
|
75
|
65
|
75
|
70
|
65
|
70
|
65
|
60
|
|
3,00
|
70
|
65
|
60
|
65
|
60
|
55
|
60
|
55
|
50
|
|
4,00
|
-
|
-
|
-
|
60
|
55
|
50
|
55
|
50
|
45
|
|
5,00
|
-
|
-
|
-
|
55
|
50
|
45
|
50
|
45
|
40
|
|
6,00
|
-
|
-
|
-
|
-
|
-
|
-
|
45
|
40
|
35
|
|
8,00
|
-
|
-
|
-
|
-
|
-
|
-
|
40
|
35
|
30
|
|
10,00
|
-
|
-
|
-
|
-
|
-
|
-
|
35
|
30
|
25
|
Примечания.
1. Производительность дана для литья деталей без арматуры. При наличии арматуры
производительность следует уменьшить на 15 %.
2. Характеристика категории
сложности отливок литья под давлением.
1 категория - отливки простой
конфигурации с прямолинейными поверхностями, углублениями и выпусками до 4 шт.,
высотой до 30 мм, имеющие литейные уклоны на внешних поверхностях не менее
0°30, на внутренних - не менее 1°.
2 категория - отливки с
прямолинейными поверхностями, с углублениями и выступами до 6 шт. и высотой до
40 мм, с резкими переходами по толщине сечений, имеющие литейные уклоны на
внешних поверхностях от 0°30 до 1°.
3
категория - отливки сложной конфигурации с прямолинейными и кривошипными поверхностями
сложных очертаний, со значительным количеством выступов, углублений, ребер
высотой более 40 мм, окон с глубокими отверстиями малых диаметров, имеющие
минимальные литейные уклоны на внешних поверхностях до 0°51, на внутренних - до
0°30.
5.5. Состав работающих
5.5.1. Расчет численности
рабочих
Численность
основных рабочих цеха определяется исходя из годовой программы цеха, годового
фонда времени работы рабочих, рекомендаций заводов-изготовителей оборудования,
бригадных форм организации труда, совмещения профессий, по перспективной
трудоемкости и нормам времени на основные работы.
Расчет
численности основных рабочих производится по участкам. Количество
вспомогательных рабочих, служащих и работников службы технического контроля
(СТК) следует определясь по настоящим нормам.
5.5.2. Нормы соотношения
между категориями работающих приведены в табл. 80
(принять, как обязательные).
Таблица
80
|
Категория
работающих
|
Расчетный
показатель
|
Количество
работающих
|
|
Вспомогательные рабочие основного производства
|
% от основных рабочих
|
70
- 80
|
|
Служащие,
|
|
|
|
в том числе:
|
|
|
|
Руководители
|
Среднее количество
рабочих, приходящихся на 1 человека
|
10
- 12
|
|
Специалисты
|
То
же
|
20
- 30
|
|
Другие служащие
|
Среднее количество
рабочих, приходящихся на 1 человека
|
75
- 85
|
|
СТК
|
|
|
|
Рабочие-контролеры
|
Среднее количество
основных рабочих, приходящихся на 1 человека
|
16
- 18
|
|
Служащие - руководители
|
То
же
|
100
- 150
|
|
Служащие - специалисты
|
То
же
|
600
- 700
|
Примечание. При
количестве служащих СТК до трех включительно, их следует относить к категории
«Руководители».
5.5.3. Рекомендуемые нормы
расчета численности основных рабочих приведены в табл. 81.
Таблица
81
|
Оборудование
|
Количество
рабочих на единицу оборудования
|
|
Линия автоматизированная
для литья под давлением
|
1
на линию
|
|
Комплекс
автоматизированный для литья под давлением
|
1
|
|
Машина литья под высоким
давлением
|
1
|
|
Машина литья в кокиль
однопозиционная
|
1
на 1 - 3 машины
|
|
Машина литья в кокиль
многопозиционная
|
1
- 2
|
|
Машина литья под низким
давлением
|
1
на 1 - 3 машины
|
|
Установка для выбивки
стержней
|
1
|
|
Станок для обрезки
литниковой системы
|
1
|
|
Дробеметная камера
|
1-2
|
|
Дробеметный барабан
|
1
|
|
Печь для термообработки
|
1
на 2 печи
|
|
Стенд для гидроиспытаний
|
1
|
|
Стержневая машина
|
1
- 2
|
|
Плавильная печь:
|
|
|
газовая
|
1
|
|
индукционная
|
1
|
|
дуговая
|
1
|
|
Сопротивления тигельная
(плавильная)
|
1
на 3 печи
|
|
Сварочное оборудование
|
1
|
Примечания.
1. Большая численность рабочих дана для крупных отливок.
2.
Нормы плотности бригад при обслуживании плавильных печей не учитывают шихтовочные
работы.
5.5.4. Рекомендуемые нормы
расчета численности вспомогательных рабочих приведены в табл. 82.
Таблица
82
|
Профессия
|
Определение
численности рабочих
|
|
Наладчик оборудования (за исключением автоматических линий):
|
|
|
машин литья под давлением
|
1 человек на 7 единиц в
смену
|
|
кокильный однопозиционный станок
|
1 человек в смену на 20
единиц оборудования
|
|
Кокильная многопозиционная машина
|
1 человек в смену на 5
единиц оборудования
|
|
Стержневое оборудование
|
1 человек в смену на 8
единиц оборудования
|
|
Термическое оборудование
|
1 человек в смену на 5
проходных печей
|
|
Оборудование обрезки и зачистки литья
|
1 человек в смену на 10
единиц оборудования
|
|
Печник-футеровщик (ремонт печей всех типов)
|
1 человек в смену на 10 -
12 печей вместимостью до 1 тонны
|
|
Печник-футеровщик (ремонт печей всех типов)
|
1 человек в смену на 6 - 8
печей вместимостью 1 - 6 тонн
|
|
|
1 человек в смену на 2 - 5
печей вместимостью свыше 6 тонн
|
|
Ковшевой
|
1 человек в смену на 2000
тонн отливок в год
|
|
Пирометрист (допускается совмещение с контролерами СТК)
|
1 человек в смену на 4
плавильные печи
|
|
Флюсовщик в цехах магниевого литья
|
1 человек в смену на 2
печи для плавки флюсов
|
|
Рабочий на складах
|
1 человек на 3000 тонн
отливок в год
|
|
Плотник
|
1 человек на цех
|
|
Комплектовщик стержней
|
1 человек в смену на
комплектование стержней, тыс. шт. в год:
|
|
|
1800 - 1400 при массе
стержня до 10 кг;
|
|
|
900 - 650 при массе
стержня свыше 10 кг
|
|
Комплектовщик литья
|
1 человек в смену на 2500
т отливок в год
|
|
Слесарь по текущему ремонту оснастки
|
1 человек в смену на 5000
т отливок в год
|
|
Дежурный слесарь по участкам:
|
|
|
плавильный
|
1 человек в смену на 5 - 8
плавильных агрегатов
|
|
стержневой
|
1 человек в смену на 8
стержневых машин
|
|
смесеприготовительный
|
1 человек в смену на
комплексную смесеприготовительную систему
|
|
заливочный
|
1 человек в смену на 5 - 7
единиц оборудования
|
|
термический
|
1 человек в смену на 5
проходных печей
|
|
Сантехническое оборудование
|
1 человек в смену на 50 -
70 единиц оборудования
|
|
Дежурный электрик технологического оборудования
|
1 человек в смену на 650
единиц категории сложности ремонта
|
|
Смазчик
|
1 человек в смену на 50 -
70 единиц оборудования
|
|
Лаборант цеховой
лаборатории:
|
|
химическая
|
2 человека в смену на 5000
т отливок в год
|
|
металлографическая
|
2 человека в смену на
10000 т отливок в год
|
|
спектральная
|
1 человек в смену на
спектральную установку или
|
|
|
1 человек в смену на 3
плавильных агрегата
|
|
земельная
|
1 человек в смену на 3
смесителя
|
|
рентгеновская
|
1 человек в смену на
установку
|
5.5.5. Перечень профессий
работащих в литейном цехе распределение их по группам санитарной характеристики
производственных процессов приведен в табл. 83.
Таблица
83
|
Наименование
работающих
|
Группа
санитарной характеристики производственных процессов
|
|
Производственные рабочие
|
|
|
Плавильщики
|
3б
|
|
Заливщики на машинах литья
под давлением и в кокиль
|
2б
|
|
Оператор линии зачистки,
наждачники и обрезчики литников на прессах
|
1б
|
|
Обрубщик и вырубщик
дефектов отливок под заварку
|
1б
|
|
Заварщики отливок
|
1б
|
|
Шихтовщики
|
1б
|
|
Рабочий на пропитке
алюминиевых и магниевых отливок
|
1в
|
|
Вспомогательные рабочие
|
|
|
Наладчики оборудования
|
1б
|
|
Кладовщики цеховых
кладовых
|
1a
|
|
Распределители работ
|
1б
|
|
Печники
|
1б
|
|
Ковшевые
|
2б
|
|
Уборщики производственных
помещений
|
1б
|
|
Флюсовщик
|
1б
|
Примечание. 1.
Служащих, работников СТК, занятых непосредственно на производственных участках,
следует относить к той же группе санитарно-технических характеристик
производственных процессов, что и производственных рабочих этого участка.
Если
указанные работники обслуживают целиком все подразделения, состоящие из
участков с различными санитарно-техническими характеристиками производственных
процессов, их следует относить к группе, к которой относится участок с
наибольшим числом производственных рабочих.
5.5.6. Распределение
работающих по сменам (для укрупненного расчета) от общего числа работающих
соответствующих категорий (в наибольшую смену) приведено в табл. 84.
Таблица
84
|
Категория
работающих
|
Количество,
%
|
|
Основные рабочие
|
50
- 55
|
|
Вспомогательные рабочие
основного производства
|
55
- 60
|
|
Служащие,
|
|
|
в том числе:
|
|
|
Руководители
|
70
|
|
Специалисты
|
80
- 90
|
|
Другие служащие
|
90
- 95
|
5.6. Основные
строительные параметры здания, грузоподъемные средства и размещение оборудования
5.6.1. Основные
технологические требования к объемно-планировочным решениям и к размещению
основного и вспомогательного оборудования
В
целях снижения стоимости строительства, увеличения коэффициента застройки и
рациональной прокладки на промплощадке инженерных сетей и коммуникаций
размещение всех производственных и вспомогательных участков литейных цехов
следует, как правило, размещать в одном здании.
На
приборостроительных заводах цехи (участки) литья под давлением алюминиевых и
цинковых сплавов блокируются с механосборочными корпусами (цехами). В этом
случае цеховые службы входят в состав общекорпусных.
Практика
проектирования и эксплуатации крупных цехов цветного литья в автомобильной
отрасли показывает, что предпочтение нужно отдать двухэтажным зданиям. Это
позволяет:
-
обеспечить лучшие санитарно-гигиенические условия в рабочей зоне;
-
уменьшить площадь застройки, что особенно важно в условиях ограниченной
промплощадки;
-
исключить возведение трудоемких в строительстве и в эксплуатации подвалов и
тоннелей особенно в условиях высоких грунтовых вод;
-
более рационально разместить инженерное оборудование (вентсистемы,
трансформаторные подстанции и др.) и инженерные коммуникации в цехе.
Склады
шихтовых и формовочных материалов следует размещать в одноэтажных пролетах.
Для
транспортных связей со вторым этажом предусматриваются грузовые лифты,
монтажные проемы в зоне действия кранов второго этажа, антресоли на шихтовый
пролет с плавильного пролета, пандусы для цехов с выпуском более 20,0 тыс. т/год.
Нагрузки
на полы участков и помещений необходимо принимать по СНиП, а также, с учетом
требований конструкторской документации на конкретное оборудование.
Состав
вспомогательных подразделений и служб цеха (участка) определяется принятыми
общекорпусными и общезаводскими решениями с учетом их объединения при
одинаковом назначении.
5.6.2. Рекомендуемые нормы
для укрупненного расчета площадей
Нормы
для расчета общей площади цеха представлены в табл. 85.
Таблица
85
|
Наименование
цеха, вида сплавов и способа заливки
|
Масса
отливок, кг
|
Серийность
|
Мощность
цеха, тыс. т
|
Съем
с 1 м2 общей площади, т/год
|
|
Цех литья из алюминиевых
сплавов
|
до
25
|
среднесерийное,
мелкосерийное и единичное
|
5
|
0,4
|
|
Цех литья из алюминиевых
сплавов
|
до
25
|
То
же
|
15
|
0,5
|
|
Цех литья из алюминиевых
сплавов (металлические формы)
|
до
25
|
массовое и крупносерийное
|
10
∙ 20
|
0,5
|
|
Цех литья из магниевых
сплавов
|
до
25
|
-»-
|
4
|
0,3
|
|
Цех литья из магниевых
сплавов
|
до
25
|
-»-
|
7
|
0,4
|
|
Цех литья из цинковых
сплавов
|
до
1,0
|
массовое и крупносерийное
|
10
|
0,8
|
|
Цех литья из цинковых
сплавов
|
до
1,0
|
-»-
|
15
|
0,9
|
Примечание. Нормы
учитывают установку основного и вспомогательного оборудования, вспомогательные
помещения и службы, помещения для энергетического оборудования, а также проходы
и проезды.
5.6.3. Рекомендуемые нормы
размеров цеховых проездов и расстояния между оборудованием при различных транспортных
средствах приведены в табл. 86
Таблица
86
|
Расположение
зон обслуживания оборудования по отношению к проезду
|
Эскиз
и расположение проезда и зон обслуживания
|
Направление
движения
|
Обозначение
размеров проезда (А) и расстояния между оборудованием
|
Электрокары
|
Электропогрузчики
|
Однобалочный
кран
|
Электротележки
по рельсовому пути
|
Автомобили,
грузоподъемность, т
|
|
Максимальный
размер транспортируемых грузов или тары с грузом, м
|
|
0,8
|
1,5
|
2,0
|
0,8
|
1,5
|
2,0
|
1,5
|
3,0
|
1,5
|
2,2
|
2,6
|
1,0
|
5,0
|
|
Отсутствие зон
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
2,5
|
3,5
|
4,0
|
-
|
-
|
|
|
|
|
Б
|
2,5
|
3,0
|
3,5
|
3,0
|
3,5
|
4,5
|
3,0
|
4,5
|
3,0
|
4,0
|
4,7
|
-
|
-
|
|
|
|
Двухстороннее
|
А
|
3,0
|
3,5
|
4,0
|
3,5
|
4,0
|
5,0
|
-
|
-
|
-
|
-
|
-
|
4,5
|
5,5
|
|
|
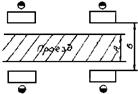
|
|
Б
|
3,5
|
4,0
|
4,5
|
4,0
|
4,5
|
5,5
|
-
|
-
|
-
|
-
|
-
|
5,0
|
6,0
|
|
С одной стороны
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
-
|
-
|
-
|
-
|
-
|
|
|

|
|
Б
|
3,3
|
3,8
|
4,8
|
3,8
|
4,3
|
5,3
|
3,8
|
5,3
|
-
|
-
|
-
|
-
|
-
|
|
С двух сторон
|
|
Одностороннее
|
А
|
2,0
|
2,5
|
3,0
|
2,5
|
3,0
|
4,0
|
2,5
|
4,0
|
-
|
-
|
-
|
-
|
-
|
|
|

|
|
Б
|
4,0
|
4,5
|
5,0
|
4,5
|
5,0
|
6,0
|
4,5
|
6,0
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание:
1. Магистральный проезд предназначается для межцеховых перевозок с возможностью
проезда автомобиля и может быть продольным и поперечным, преимущественно
сквозным. Размер магистрального проезда следует принимать равным 5,0 - 6,0 м.
2. Размеры проходов и
проездов следует предусматривать от наружных габаритов оборудования с учетов
ограждений.
3. Передаточные тележки на
рельсовом пути не следует размещать на магистральном проезде.
4. Ширина проезда дана в
таблице с учетом возможности поворота электропогрузчика на 90°.
5. Вдоль наружных остекленных
стен следует предусматривать проезд.
6. При
поперечном размещении транспортируемого груза размером свыше 3,0 м ширину
проезда и расстояние от него до оборудования следует устанавливать в каждом
конкретном случае.
5.6.4. Рекомендуемые нормы
размеров пролетов, грузоподъемных средств плавильных участков, оборудованных
индукционными тигельными электропечами и расстояние между ними приведены в
табл. 87,
см. рис. 11.
Таблица
87
|
Модель
печи
|
Расстояние
между осями печи, м (С)
|
Высота
от отметки пола этажа, на котором установлена печь, м
|
Размер
пролета, м
|
Грузоподъемность
подъемно-транспортных средств для обслуживания печей, т
|
|
уровня
рабочей площадки, (В2)
|
крайнего
верхнего положения (В1)
|
головки
подкранового рельса (В)
|
ширина
|
шаг
колонн
|
|
Алюминиевые сплавы
|
|
|
|
|
|
|
|
|
ИАТ-0,4/
|
4
|
2
|
4
|
9,6
|
18;
24
|
6;
12
|
5,0
|
|
ИАТ-1,0/0,4МЗ
|
4
|
2
|
4,2
|
9,6
|
18;
24
|
6;
12
|
10,0
|
|
ИАТ-2,5М1
|
6
|
2
|
5,4
|
8,15
|
18;
24
|
6;
12
|
16,0
|
|
ИАТ-6М2
|
6
|
2,4
|
6,3
|
9,65
|
24
|
6;
12
|
20,0
|
|
ИАТ-6/2,5
|
6
|
2,4
|
5,6
|
9,65
|
24
|
6;
12
|
20,0
|
|
ИАК-0,4/0,2
|
4
|
2
|
4
|
9,6
|
18;
24
|
6;
12
|
5,0
|
|
ИАК-1,0/0,4И1
|
4
|
2
|
4,2
|
9,6
|
18;
24
|
6;
12
|
10,0
|
|
Медные сплавы
|
|
|
|
|
|
|
|
|
ИЛК-0,4С1
|
4
|
2
|
4
|
9,6
|
18;
24
|
6;
12
|
5,0
|
|
ИЛТ-1/0,4М2
|
4
|
2
|
4,2
|
9,6
|
18;
24
|
6;
12
|
10,0
|
|
ИЛК-1,6С2
|
6
|
2,4
|
5,4
|
8,15
|
18;
24
|
6;
12
|
10,0
|
|
Цинковые сплавы
|
|
|
|
|
|
|
|
|
ИАТ-0,4/0,18СЗ
|
4
|
2
|
4
|
9,6
|
18;
24
|
6;
12
|
5,0
|
|
ИАТ-1,0/0,4МЗ
|
4
|
2
|
4,2
|
9,6
|
18;
24
|
6;
12
|
10,0
|
|
ИАТ-2,5М1
|
6
|
2
|
5,4
|
8,15
|
18;
24
|
6;
12
|
16,0
|
Примечания:
1. Грузоподъемность подъемно-транспортных средств в таблице приведена по массе
транспортируемого при ремонте печи узла (съемный корпус с индуктором и
магнитоприводом). Допускается применение двух мостовых кранов меньшей
грузоподъемности для перемещения съемного корпуса с применением специальных
приспособлений.
2. Ширина пролета, равная 30
метрам, допускается только при соответствующем обосновании.
3. Размеры, приведенные в
таблице, следует уточнять при рабочем проектировании по паспортным данным
заводов-изготовителей.
4. Высота до головки
подкранового рельса (высота пролета) должна обеспечивать возможность загрузки
печей бадьей и извлечение из гнезда печи съемного корпуса.
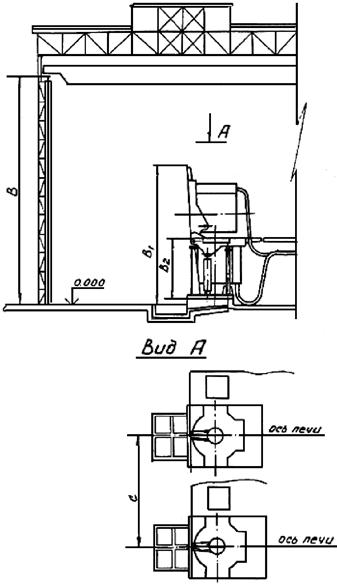
Схема
установки индукционной тигельной печи
Рис. 11
5.6.5. Рекомендуемые нормы
нагрузок на полы и тип покрытия полов приведены в табл. 88.
Таблица
88
|
Участок
|
Нагрузка
на м2, кПа
|
Покрытие
полов
|
|
Планки
|
25
- 30
|
Чугунная или стальная штампованная плитка
|
|
Заливки
|
20
- 30
|
То
же
|
|
Обрезки, зачистки, выбивки
|
20
- 30
|
-»-
|
|
Термообработки
|
20
- 30
|
-»-
|
|
Стержневой
|
20
- 30
|
Бетонный
|
|
Склад (на 1-ом этаже)
|
50
|
То
же
|
|
Проезд магистральный
|
50
|
Чугунная плитка
|
|
Шихтовый двор
|
50
|
Бетонный
|
|
Путь железнодорожный
|
50
|
Бетонный
|
Примечания.
1. Динамические, вибрационные нагрузки от стационарного оборудования следует
указывать в строительном задании.
2. Указания
по покрытию полов носят рекомендательный характер. Окончательный выбор типа
покрытия полов определяется в строительной части проекта с учетом конкретных
условий строительства и эксплуатации согласно СНиП 2.03.13-88.
5.7. Сбор и переработка
отходов производства
Литейные
производства характеризуются широкой номенклатурой технологических процессов и
видов литья, потребляемых материалов и применяемого оборудования.
В
связи с этим возрастает значение применения малоотходных технологических
процессов, более полное использование отходов производства.
Характеристика
и удельное количество образующихся отходов наиболее характерных литейных
процессов, технология их обработки и рекомендации по их дальнейшему применению
приведены в табл. 89.
При
разработке проектов по переработке отходов, их организации необходимо
руководствоваться ведомственными нормативными документами, разработанными и
утвержденными в установленном порядке.
Характеристика и
удельное количество образующихся отходов наиболее характерных литейных
процессов, технология переработки вторичного сырья и рекомендации по его
дальнейшему применению
Таблица 89
|
Обрабатываемый
материал, операции
|
Отходы
производства
|
Количество
отходов, кг на 1 т годных отливок
|
Технологический
процесс переработки
|
Рекомендации
по дальнейшему применению
|
|
Шихтовые материалы и шлак
|
Шлак и скрап (алюминиевых
и цинковых сплавов)
|
40
|
Сбор по видам сплавов.
Дробление и просев. Переплавка в печах сопротивления под слоем флюса.
Глубокое рафинирование и дегазирование
|
Подшихтовка в рабочие
сплавы, близкие по химическому составу
|
|
|
Стружка алюминиевых
сплавов
|
70
- 80
|
Сбор по видам сплавов.
Магнитная сепарация, просев. Сушка в барабанных сушилах. Переплавка под слоем
флюса. Глубокое рафинирование и дегазирование
|
То
же
|
|
|
Стружка оловянистых и
свинцовистых бронз, баббитов
|
200
- 250
|
Сбор по видам сплавов. Магнитная сепарация
|
Использование
непосредственно в шихте рабочего сплава
|
|
Стержневые смеси
|
Отработанная стержневая
смесь после выбивки, бой стержней (литье в кокиль с песчаными стержнями)
|
800
∙ 1100
|
Регенерация отработанных
смесей на установках различными методами (механический, термический)
|
Повторное применение
регенерата в основном производстве для изготовления стержневых смесей
|
|
Огнеупорные материалы и изделия
|
Бой и другие отходы
огнеупорных и футеровочных материалов
|
20
|
Удаление и сортировка
футеровки при ремонте всех видов плавильных и термических печей, а также
разливочных ковшей
|
Приготовление футеровочных
масс для применения в собственном производстве. Сдача на предприятия
Второогнеупоров для переработки и повторного использования
|
Примечание. В таблице
материалы приведены на основании отраслевого РД 37.047.114-90 «Руководящий
документ. Утилизация отходов основных видов производств заводов автомобильной
промышленности и рекомендации по использованию вторичного сырья».
5.8. Организация
складского хозяйства
5.8.1. Размещение складов
При
наличии базисного склада вне корпуса в литейном цехе необходимо иметь расходные
склады исходных материалов в соответствии с технологическим процессом.
Потребность
цеха в маслах, химикатах, сжатых газах и других вспомогательных материалах
обеспечивается со специализированных общезаводских складов.
Склад
годного литья должен располагаться в цехе, отправка литья сторонним
потребителям возможна со склада готовой продукции завода.
5.8.2. Характеристика
складов
Организация
разгрузочных работ, транспортных операций и способ хранения материалов
приведены в табл. 90.
Таблица
90
|
Материал
|
Способ
|
Механизм
для транспортировки материалов в места потребления
|
|
поставки
|
разгрузки
|
хранения
|
наименование,
тип
|
грузоподъемность,
т
|
|
Шихта металлическая
|
железнодорожный и автомобильный транспорт
|
электропогрузчик с рампы, краны мостовые
|
штабеля
|
электропогрузчики, краны мостовые
|
2 ∙
10
|
|
Флюсы и раскислители
|
то
же
|
то
же
|
стеллажи, специально отведенные площадки
|
то
же
|
2 ∙ 5
|
|
Возврат литейного производства
|
внутрицеховой транспорт (электропогрузчики, конвейера ленточные,
пластинчатые, подвесные, краны мостовые)
|
в соответствии с видом транспорта
|
бункера, заводская тара, на специально отведенных площадках
|
электропогрузчики, конвейера ленточные, пластинчатые, подвесные,
краны мостовые
|
2 ∙ 5
|
|
Песок формовочный сырой
|
железнодорожный и автомобильный транспорт
|
саморазгрузка из полувагонов, грейферным краном разгрузчиком
платформ, устройства для протяжки состава, разгрузки cмepзшeгoся песка,
зачистки вагонов, моноподъемники
|
закрома
|
грейферный кран, ленточные конвейера
|
5 ∙
10
|
|
Песок формовочный сухой
|
железнодорожный и автомобильный транспорт
|
саморазгрузка из вагонов - цементовозов, самосвалов, мостовым
краном с бортовых машин, устройство для протяжки вагонов
|
бункера, силосные башни
|
пневмотранспорт, ленточные
конвейера и элеватора
|
-
|
|
Огнеупорные материалы
|
железнодорожный и автомобильный транспорт
|
электропогрузчиком с рампы, мостовым краном
|
стеллажи, штабели на специально отведенных площадках
|
электропогрузчики,
мостовые краны
|
2 ∙ 5
|
|
Вспомогательные материалы
|
то
же
|
то
же
|
то
же
|
Электропогрузчики, мостовые краны, тали, напольные
тележки-штабелеры
|
1 ∙ 5
|
|
Оснастка
|
внутрицеховой или внутризаводской транспорт (электропогрузчики,
краны мостовые)
|
электропогрузчик, мостовой кран
|
стеллажи, специально отведенные площадки
|
электропогрузчик, мостовой
кран
|
5 ∙
15
|
|
Готовая продукция
|
электропогрузчики, краны мостовые, конвейера подвесные
грузонесущие, толкающие
|
в зависимости от вида транспорта
|
стеллажи, штабели в таре на специально отведенных площадках
|
электропогрузчики,
конвейера подвесные, толкающие, мостовые краны
|
2 ∙
5
|
5.8.3. Склад шихтовых
материалов
Шихта
цветных металлов (чушки, увязанные в пакеты, лом, стружка), флюсы и
раскислители (в бочках, ящиках, мешках) поступают на завод в крытых
железнодорожных вагонах и автотранспортом. Разгрузка осуществляется
электропогрузчиком с рампы или мостовым краном.
Хранение
шихты - в штабелях, формируемых электропогрузчиками, в крытых помещениях со
строгим учетом за поступлением и расходованием материалов.
Флюсы
и раскислители хранят в специально отведенных местах, в стеллажах или штабелях
в таре.
5.8.4. Склад формовочных
материалов
Основным
формовочным материалом при производстве отливок из цветных сплавов является песок
кварцевый. Он может поступать на завод в сыром виде в саморазгружающихся
полувагонах и в сухом - в вагонах-цементовозах с выгрузкой материала через люки
в днище. Оптимальный способ разгрузки вагонов с сырым песком - в яму,
расположенную под железнодорожным путем иди рядом с ним. Минимальная емкость
ямы - один вагон песка. Разгрузка вагонов при помощи грейфера допускается
только в исключительных случаях, когда невозможно устройство ямы.
Для
приема сухого песка из вагонов-цементовозов под железнодорожным путем
устанавливают бункера, песок в которые попадает самотеком через окна между
рельсами.
Из
приемных бункеров сухой песок транспортными системами подается в бункеры или
силосы для хранения нормативного запаса. Допускается склады песка оборудовать
системами, предусматривающими возможность приемки как сухого, так и сырого
материала, а также доставку его не только по железной дороге, но и
автотранспортом - в самосвалах.
5.8.5. Склад огнеупоров
Огнеупорные
материалы в виде порошков и изделий поступают на склад в крытых железнодорожных
вагонах или автотранспортом в упаковке заводов-изготовителей. Для порошков это
бочки, барабаны, резинотканиевые контейнеры, бумажные крафт-мешки.
Огнеупорные
изделия увязаны в грузовые пакеты на поддонах.
Разгрузка
вагонов осуществляется погрузчиками с рампы.
Огнеупорные
изделия хранятся в штабелях, огнеупорные порошки - в штабелях или в стеллажах,
уложенные на поддоны или в стандартную заводскую тару.
5.8.6. Кладовая
вспомогательных материалов
Кладовые
вспомогательных материалов обычно оборудуются полочными стеллажами с малой
механизацией погрузочно-разгрузочных операций. Из подъемно-транспортного
оборудования применяются кран-балки грузоподъемностью до 2-х тонн, электротали,
ручные напольные штабелеры.
5.8.7. Склад оснастки
Склад
оснастки рассчитывается из условий хранения 2-х комплектов. Оснастка массой до
4,5 т хранится на поддонах в стеллажах, а более 4,5 т - на специально
отведенной площадке, обслуживаемой мостовыми кранами соответствующей
грузоподъемности.
В
зависимости от емкости склада, частоты смены оснастки и ее массы стеллажи
обслуживаются либо напольным транспортом - электропогрузчиками и ручными
напольными штабелерами, либо кранами-штабелерами - опорными или стеллажными.
5.8.8. Склад готовой
продукции
Нормативный
запас готовой продукции, уложенной в тару, рекомендуется хранить в штабелях или
в стеллажах. Штабеля формируются электропогрузчиками, а стеллажи обслуживаются
кранами-штабелерами, электропогрузчиками или стеллажными штабелерами с
автоматическим адресованием при больших грузопотоках.
5.8.9.
Объемно-планировочные решения
Нормы
размеров пролетов складов шихты, формовочных материалов и готовой продукции
приведены в табл. 91 (см. рис. 12.).
Таблица
91
|
Назначение
помещения (пролета)
|
Грузоподъемные
и транспортные средства
|
Размеры
пролета, м
|
|
оборудование
|
грузоподъемность,
т
|
ширина
(Ш)
|
высота
|
|
подкрановых
путей (Б)
|
низа
конструкции покрытия (В)
|
|
Разгрузка и хранение
шихтовых материалов (схемы а, б, в, г)
|
электропогрузчик (рампа)
|
1,25
∙ 5,0
|
|
|
|
|
|
кран-балка
|
2 ∙ 5
|
18
∙ 24
|
|
7,2
|
|
|
мостовой кран
|
5;
10
|
|
8,15
∙ 8,6
|
10,8
|
|
Разгрузка и хранение
огнеупорных и вспомогательных материалов, флюсов и раскислитей (схемы а, б,
в, г)
|
электропогрузчик (рампа)
|
1,25
∙ 2
|
|
|
|
|
|
кран-балка
|
2
|
18
∙ 24
|
-
|
7,2
|
|
|
мостовой кран
|
5
|
|
8,15
∙ 8,6
|
10,8
|
|
Разгрузка и хранение сырого песка (схемы д, е, ж)
|
мостовой грейферный кран, маневровое устройство для протяжки
вагонов, моноподъемники, устройства для разгрузки смерзшихся грузов и
зачистки вагонов
|
5 ∙
10
|
18
∙ 24
|
9,35
∙ 9,6
11,35
∙ 12,0
|
12,0
14,4
|
|
|
Кран-балка с моторным грейфером
|
2
|
18
∙ 24
|
-
|
8,4
|
|
Разгрузка и хранение сухого песка (схема И)
|
Саморазгрузка через люки, маневровое устройство для протяжки
вагонов
|
-
|
18
∙ 24
|
-
|
7,2
∙ 10,8
|
|
Склад готовой продукции (схемы К, Л)
|
Кран мостовой
|
5;
10
|
18;
24
|
8,15
∙ 8,6
|
10,8
|
|
|
Кран-балки
|
2 ∙ 5
|
18;
24
|
|
7,2
∙ 14,4
|
|
|
Электропогрузчики (рампа)
|
|
|
|
|
Рис.
12. Схема пролетов склада
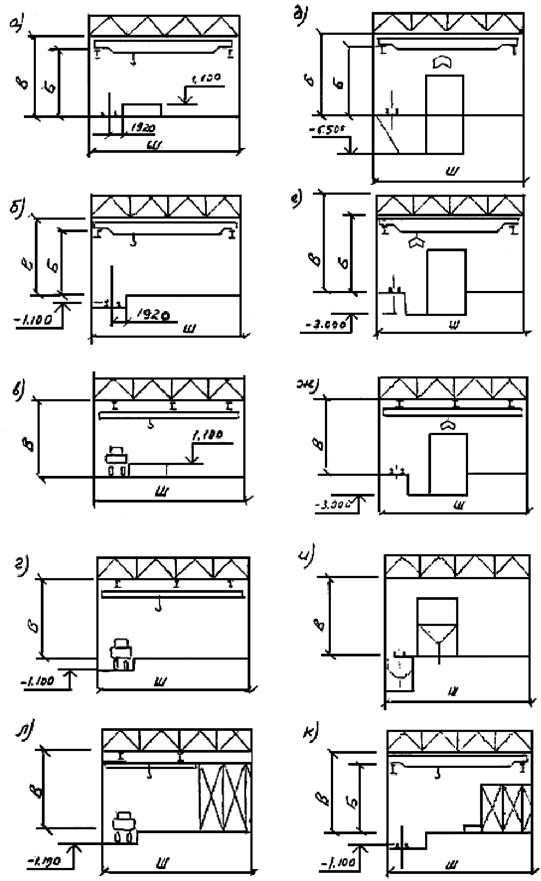
5.8.10. Нормы запаса
материалов на складах приведены в табл. 92.
Таблица
92
|
Материал
|
Климатический
пояс
|
Запас
в календарных днях
|
|
на
базисном складе
|
на
расходном складе
|
|
Шихтовые и формовочные материалы
|
|
|
|
|
Сплавы цветных металлов
|
I
- II
|
10
- 20
|
0,5
- 2
|
|
|
III
- IV
|
20
- 30
|
0,5
- 2
|
|
Алюминий чушковый
|
I
- IV
|
20
- 30
|
1
- 2
|
|
Флюсы и раскислители
|
I
- III
|
20
- 30
|
3
- 5
|
|
|
IV
|
30
- 45
|
3
- 5
|
|
Песок формовочный свежий
|
I
|
до
30
|
1
- 3
|
|
|
II
|
30
- 60
|
1
- 3
|
|
|
III
|
45
- 75
|
1
- 3
|
|
|
IV
|
60
- 90
|
1
- 3
|
|
Песок регенерированный
|
I
- IV
|
-
|
3
- 5
|
|
Вспомогательные материалы
|
I
- IV
|
-
|
5
|
|
Огнеупоры
|
I
- IV
|
45
- 60
|
10
- 15
|
|
Оснастка, пресс-формы
штампы
|
I
- IV
|
2
комплекта
|
|
|
Склад
годного литья
|
|
|
|
|
а) для нужд завода
|
-
|
5
- 8
|
-
|
|
б) для отправки
потребителям
|
-
|
8
- 12
|
-
|
Примечание.
Климатические пояса:
I - Ростов-на-Дону, Одесса и
южнее
II - севернее I пояса
до Харькова
III - севернее II пояса
до Москвы
IV -
севернее III пояса до Томска и Архангельска
5.8.11. Рекомендуемые нормы
нагрузки на 1 м2 полезной площади при высоте укладки 1 м и
рекомендуемая высота укладки приведена в табл. 93.
Таблица
93
|
Материал
|
Вид
упаковки
|
Способ
хранения
|
Нагрузка
на 1 м2 полезной площади при высоте укладки 1 м, кПа
|
Рекомендуемая
высота укладки, м
|
|
Сплавы
в чушках:
|
|
|
|
|
алюминий
|
пакет
|
штабель
|
15
|
2,0
|
|
магний
|
-»-
|
-»-
|
11
|
2,0
|
|
медь
|
-»-
|
-»-
|
40
∙ 50
|
2,0
|
|
цинк
|
-»-
|
-»-
|
32
∙ 40
|
2,0
|
|
свинец
|
-»-
|
-»-
|
51
∙ 63
|
2,0
|
|
олово и баббит
|
-»-
|
-»-
|
40
|
2,0
|
|
Литники,
прибыли, сливы сплавов
|
|
|
|
алюминиевых
|
без упаковки
|
бункер
|
-
|
-
|
|
|
тара внутрицеховая
|
штабель
|
5 ∙ 7
|
4,0
|
|
магниевый
|
без упаковки
|
бункер
|
|
|
|
|
тара внутрицеховая
|
штабель
|
4,5
|
4,0
|
|
цинковых
|
без упаковки
|
бункер
|
|
|
|
|
тара внутрицеховая
|
штабель
|
20
|
4,0
|
|
бронзовых и латунных
|
без упаковки
|
бункер
|
|
|
|
|
тара внутрицеховая
|
штабель
|
25
|
4,0
|
|
свинцово-баббитовые
|
без упаковки
|
бункер
|
|
|
|
|
тара внутрицеховая
|
штабель
|
30
|
4,0
|
|
Стружка:
|
|
|
|
|
|
алюминиевая
|
без упаковки
|
закром
|
2,2
|
3,0
|
|
|
пакеты
|
штабель
|
4 ∙ 7
|
2,0
|
|
магниевая
|
тара внутрицеховая (стружка россыпью)
|
штабель
|
4 ∙ 6
|
3,0
|
|
|
тара внутрицеховая
(стружка брикетированная)
|
-»-
|
8 ∙
10
|
3,0
|
|
бронзовая
|
без упаковки
|
закром
|
8
|
3,0
|
|
Порошки огнеупорных материалов
|
мешки бумажные
|
штабель нa поддонах
|
11
∙ 19
|
2
|
|
|
без упаковки
|
закром
|
13
∙ 21
|
3 ∙ 4
|
|
Огнеупорные изделия
|
пакеты
|
штабель
|
10
∙ 15
|
2
|
|
Уголь древесный в кусках
|
без упаковки
|
закром
|
2
|
2
|
|
Песок формовочный кварцевый с влажностью до 10 %
|
без упаковки
|
закром
|
16
∙ 17
|
5 ∙
10
|
|
Вспомогательные материалы
|
ящики, бочки, мешки
|
стеллажи
|
1 ∙ 3
|
2
|
|
Литье из алюминиевых
сплавов
|
тара производственная
|
стеллаж полочный
|
3 ∙ 4
|
4,5
∙ 10,0
|
|
|
|
стеллаж ячеечный
|
2 ∙ 3
|
4,5
∙ 10,0
|
|
|
|
штабель
|
4 ∙ 5
|
2,0
∙ 4,5
|
|
Литье из меди и его сплавов
|
то
же
|
стеллаж полочный
|
10
∙ 12
|
4,5
∙ 10,0
|
|
|
|
стеллаж ячеечный
|
7 ∙ 9
|
4,5
∙ 10,0
|
|
|
|
штабель
|
15
∙ 18
|
2,0
∙ 4,0
|
5.9. Техника
безопасности, промышленная санитария и требования к пожаровзрывобезопасности
При
проектировании литейных цехов должны соблюдаться действующие нормы и правила по
технике безопасности, промышленной санитарии, пожаровзрывобезопасности.
Для
предотвращения травматизма и создания нормальных условий труда в литейном цехе
следует предусматривать максимальную механизацию и автоматизацию
производственных процессов, отдавая предпочтение технологическим процессам,
которые должны обеспечивать:
-
отсутствие или выделение в воздух рабочих помещений, в атмосферу и в сточные
воды веществ, пыли, тепла и влаги в количествах, не превышающих предельно
допустимых концентраций (ПДК);
-
отсутствие или образование шума, вибрации, ультразвука, электромагнитных волн,
радиочастот и ионизирующих излучений, не превышающих санитарно-гигиенические
нормы.
Компоновку
здания литейных цехов следует проектировать с учетом создания эффективных
вентиляционных систем, локализации участков и оборудования, оказывающих вредное
воздействие, организации освещения, отвечающего требованиям санитарных и
строительных норм.
Категории
помещений и зданий в целом следует определять по ВНТП 10-90/б. Минавтосельхозмаш, пожаровзрывоопасные зоны классов
производства по ПУЭ. При проектировании
участков с взрывоопасными и пожароопасными процессами следует предусматривать
необходимые мероприятия согласно ГОСТ 12.1.004-85
CCБТ. «Пожарная безопасность. Общие требования», для каждого конкретного вида
применяемого технологического оборудования.
Обязательной
технологической операцией при литье в металлические формы является
предварительный подогрев форм (особенно после подкраски рабочих полостей
огнеупорными красками).
В
целях предотвращения выбросов металла, ввод элементов с низкой температурой
кипения осуществляют лигатурами, при этом предусматривается их предварительный
подогрев.
При
переплаве стружки цветных металлов для избежания выбросов жидкого металла при
загрузке шихты в электропечь, а также для удаления загрязнений необходимо
стружу предварительно подвергнуть дроблению, магнитной сепарации, сортировке от
неметаллических включений и сушке.
Оборудование,
выделяющее газы и пыль, должно снабжаться вентиляционными устройствами, которые
в комплексе с принятыми технологическими процессами должны обеспечивать в
воздухе рабочей зоны концентрацию веществ, не превышающую предельно-допустимую.
Места
заливки форм со стержнями с фенолформальдегидными смолами должны быть снабжены
надежной вытяжной вентиляцией, так как при нагревании смолы выделяются
токсичные продукты. По этой причине необходимо также вентилировать места сушки
стержней.
Все
металлические формы и стержни перед заливкой требуется обязательно нагревать
для удаления адсорбированной влаги. Заливочный инструмент должен храниться в
сухих местах, а перед работой подогреваться.
Установки
центробежного литья снабжаются защитными ограждениями, а машина литья под
давлением - блокировками, исключающими возможность создания давления до
закрытия пресс-форм.
Между
машинами устанавливают защитные металлические щиты, предохраняющие от
возможного аварийного выплеска расплава из разъема форм.
При
размещении оборудования в цехе необходимо предусматривать свободный доступ для
периодической очистки остекления и окраски стен, а также необходимые средства
для их выполнения.
Технологическое
и подъемно-транспортное оборудование в опасных зонах должно быть снабжено
ограждениями.
Современные
литейные цехи должны иметь надежную вентиляцию, обеспечивающую многократный
обмен воздуха в цехе, систему местной вентиляции, предотвращающую выброс
вредных выделений в атмосферу цеха, устройство воздушных душей иди тепловых
завес на рабочих местах и особенно там, где имеются источники теплоизлучений.
Широко
используются изоляционные устройства на шумопроизводящем оборудовании,
размещение его в специальных, изолированных от основной массы рабочих
помещениях.
Для
уборки помещений от пыли следует предусматривать специальные уборочные средства
и оборудование.
5.10. Охрана окружающей
природной среды
При
разработке проектов вместе с утвержденным заданием на проектирование заказчик
выдает проектной организации технические условия и требования по
природоохранным мероприятиям, на основании которых разрабатывается раздел
«Охрана окружающей среды».
Важнейшими
мероприятиями, обеспечивающими защиту воздушного и водного бассейнов, является
применение экологически чистых технологических процессов, выбор оборудования и
назначение соответствующего режима его работы.
Непременным
условием защиты водного бассейна является применение техпроцессов с возможно
минимальным использованием свежей воды, созданием оборотных систем
водоснабжения, глубокая очистка загрязненных стоков на заводских очистных
сооружениях.
Для
защиты воздушного бассейна необходимо применять основные и вспомогательные
материалы, выделяющие в процессе производства литья минимальное количество
вредных веществ.
Для
пылегазоулавливания выделяющихся вредных веществ необходимо предусматривать
пылеулавливающие и газоочистные установки и сооружения с высокой степенью
очистки.
При
выдаче заданий для разработки проекта нормативов ПДВ (предельно допустимых
выбросов) с целью определения количественного и качественного состава вредных
веществ необходимо пользоваться «Методиками определения валовых выбросов вредных
веществ в атмосферу ...».
5.11. Примерные значения
технико-экономических показателей
Примерные
значения технико-экономических показателей литейных цехов приведены в табл. 94 (на основе опыта проектирования и
эксплуатации передовых предприятий отрасли).
Таблица
94
|
Наименование
цеха и вида сплава
|
Мощность
цеха, т
|
Выпуск
на 1-го работающего, т/год
|
Съем
с 1-го м2 общей площади, т/год
|
Трудоемкость
1 тонны годного литья, чел. час.
|
|
Цех литья из алюминиевых
сплавов
|
до 5,0
|
9 ∙
12
|
0,35
∙ 0,5
|
60
∙ 65
|
|
|
от 5 до 12,0
|
13
∙ 17
|
0,4
∙ 0,6
|
53
∙ 60
|
|
|
свыше 12,0
|
15
∙ 20
|
0,5
∙ 0,6
|
50
∙ 55
|
|
Цех литья цинковых сплавов
|
до 10,0
|
21,0
|
0,6
|
43,0
|
|
|
от 10 до 15,0
|
23,0
|
0,9
|
39,0
|
|
Цех литья из магниевых
сплавов
|
до 3,0
|
7 ∙
11
|
0,25
∙ 0,35
|
76
∙ 80
|
|
|
от 3,0 до 7,0
|
10
∙ 13
|
0,3
∙ 0,4
|
76,0
|
|
|
свыше 7,0
|
12
∙ 15
|
0,35
∙ 0,45
|
70,0
|
СОДЕРЖАНИЕ