ОТРАСЛЕВОЙ СТАНДАРТ
ШВЫ СВАРНЫХ
СТЫКОВЫХ СОЕДИНЕНИЙ
ТРУБОПРОВОДОВ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
Типы и основные размеры
ОСТ 108.940.02-82
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ указанием Министерства энергетического машиностроения от 04.06.82 № ВВ-002/4628
Исполнители: НПО ЦКТИ П.М. Христюк
В.Н. Земзин
Д.Д. Дорофеев
Г.Н. Смирнов
Л.Н. Жылюк
Д.Ф. Фомина
Н.В. Москаленко
В.Н. Шанский
НПО ЦНИИТМАШ Д.Н. Баранов
БЗЭМ А.Е. Гринёв
Г.А. Мисирьянц
В.Ф. Логвиненко
Ф.А. Гловач
А.С. Шестернин
СОГЛАСОВАН с Главным управлением по монтажу теплосилового оборудования электростанций при Министерстве энергетики и электрификации СССР
В.А. Казаров
с Главным техническим управлением по эксплуатации энергосистем Министерства энергетики и электрификации СССР
Д.Я. Шамараков
с Главным производственно-техническим управлением Министерства энергетики и электрификации СССР
А.И. Ягушкин
Техническое управление Министерства энергетического машиностроения
Начальник управления В.П. Головизнин
Начальник отдела опытно-
конструкторских и научно-
исследовательских работ
и стандартизации А.В. Штапаук
Управление атомного машиностроения Министерства энергетического машиностроения
Заместитель начальника-
главный сварщик А.Г. Винников
Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова (НПО ЦКТИ)
Генеральный директор Н.М. Марков
Заведующий отраслевым
отделом стандартизации П.М. Христюк
Заведующий сектором Д.Д. Дорофеев
Руководитель темы-
ведущий инженер Г.Н. Смирнов
Исполнители:
Ведущий инженер Л.Н. Жылюк
Старший инженер Д.Ф. Фомина
Конструктор III категории Н.В. Москаленко
Ведущий инженер В.Н. Шанский
Заведующий отделом
новых материалов В.Н. Земзин
СОИСПОЛНИТЕЛИ: Научно-производственное объединение по технологии машиностроения (НПО ЦНИИТмаш)
Генеральный директор Е.Т. Долбенко
Заведующий отраслевой
лабораторией руководящих
материалов по технологии
энергомашиностроения Д.Н. Баранов
Белгородский завод энергетического машиностроения (БЗЭМ)
Главный инженер И.В. Горбатенко
Главный сварщик А.Е. Гринёв
Главный конструктор
КО трубопроводов Г.А. Мисирьянц
Начальник КТОС Г.А. Авдеев
Руководитель темы -
зам. главного конструктора
КО трубопроводов В.Ф. Логвиненко
Исполнители:
Начальник бюро Ф.А. Гловач
Инженер А.С. Шестернин
СОГЛАСОВАНО с Главным управлением по монтажу теплосилового оборудования электростанций при Министерстве энергетики и электрификации СССР
Начальник В.А. Казаров
с Главным техническим управлением по эксплуатации энергосистем Министерства энергетики и электрификации СССР
Заместитель начальника Д.Я. Шамараков
с Главным производственно-техническим управлением Министерства энергетики и электрификации СССР
Главный инженер А.И. Ягушкин
с ПТИ «Энергомонтажпроект»
Главный инженер А.Д. Шанин
Главный специалист И.Н. Ворновицкий
ОТРАСЛЕВОЙ СТАНДАРТ
|
ШВЫ СВАРНЫХ
СТЫКОВЫХ Типы и основные размеры |
ОСТ 108.940.02-82 Взамен |
Указанием Министерства энергетического машиностроения от 04.06.82 № ВВ-002/4628 срок введения установлен
с 01.01.85
Проверен в 1983 г.
(Измененная редакция, Изм. № 1).
1. Настоящий стандарт распространяется на стыковые сварные соединения труб между собой, труб с фасонными деталями и арматурой тепловых электростанций, работающих на органическом топливе, для паропроводов из хромомолибденованадиевых сталей с параметрами среды:
Р = 25,01 МПа (255 кгс/см2), t = 545 °С;
Р = 13,73 МПа (140 кгс/см2), t = 560 °С;
Р = 13,73 МПа (140 кгс/см2), t = 545 °С;
Р = 13,73 МПа (140 кгс/см2), t = 515 °С;
Р = 9,81 МПа (100 кгс/см2), t = 540 °С;
Р = 4,02 МПа (41 кгс/см2), t = 545 °С.
для трубопроводов пара и горячей воды из углеродистых и кремне-марганцовистых сталей с параметрами среды:
Р = 37,27 МПа (380 кгс/см2), t = 280 °С;
Р = 23,54 МПа (240 кгс/см2), t = 250 °С;
Р = 18,14 МПа (185 кгс/см2), t = 215 °С;
Р = 3,92 МПа (40 кгс/см2), t = 440 °С;
Р = 7,45 МПа (76 кгс/см2), t = 145 °С;
Р = 4,31 МПа (44 кгс/см2), t = 340 °С;
Р = 3,92 МПа (40 кгс/см2), t = 200 °С.
2. Настоящий стандарт устанавливает основные типы сварных швов, их форму и размеры, а также конструктивные элементы подготовки кромок под стыковую сварку труб, фасонных деталей и арматуры трубопроводов.
Требования к подготовке и сборке под сварку, рекомендации по выбору сварочных материалов, применению видов сварки и другие технические требования по ОП № 02ЦС-66,
- для монтажных швов - по РТМ 1С-81.
Сварка и термообработка сварных соединений производится в соответствии с требованиями ПК № 03ЦС-66.
(Измененная редакция, Изм. № 1, 2).
3. Типы швов сварных стыковых соединений должны соответствовать указанным в табл. 1.
|
Характер выполненного шва и форма подготовленных кромок |
Вид сварки |
Форма поперечного сечения выполненного шва и подготовленных кромок |
Размеры свариваемых труб |
Примечание |
||
|
Наружный диаметр Dн |
Толщина стенки S |
|||||
|
мм |
||||||
|
С1 |
Односторонний со скосом двух кромок без расточки |
Автоматическая или ручная дуговая и аргонодуговая корня шва |
|
до 16 вкл. |
до 3,5 вкл. |
Для монтажных швов допускается выполнять подготовку кромок без скосов. |
|
С2 |
|
Св. 16 до 89 вкл. |
до 6 вкл. |
|
||
|
от 57 до 76 вкл. |
Св. 6 до 13 вкл. |
|||||
|
Односторонний со скосом двух кромок и расточкой |
Автоматическая или ручная дуговая и аргонодуговая корня шва |
|
св. 89 до 133 вкл. |
до 6 вкл. |
|
|
|
С3 |
Односторонний с криволинейным скосом двух кромок и расточкой |
Автоматическая или ручная дуговая и аргонодуговая корня шва |
|
Св. 76 |
Св. 6 |
При толщине стенки св. 16 мм допускается уменьшение угла разделки кромок до 20°. |
|
С4 |
Односторонний на остающемся подкладном кольце со скосом двух кромок и расточкой |
Автоматическая или ручная дуговая |
|
Св. 102 |
Св. 16 |
Допускается увеличение угла разделки кромок до 30° при монтаже или ремонте. |
|
С5 |
Односторонний на остающемся подкладном кольце со скосом двух кромок и расточкой |
Автоматическая или ручная дуговая |
|
Св. 102 |
до 16 вкл. |
|

Примечания: 1. Для швов С4 и С5 допускается автоматическая или ручная дуговая и аргонодуговая сварка без остающегося подкладного кольца.
2. Сварные швы С2, С3 и С5 допускается выполнять с применением расплавляемых вставок. Конструкция и размеры расплавляемых вставок устанавливаются чертежами изготовителя.
Нет пунктов 3, 4, 5
6. Остающиеся подкладные кольца для сварных соединений С4 и С5 изготавливаются по конструкторской документации разработчика трубопровода.
(Измененная редакция, Изм. № 1, 2).
Допускается применение не указанных в настоящем стандарте типов сварных соединений и подготовки кромок патрубков арматуры и оборудования под сварку с трубопроводами при соблюдении dp по табл. 3 и остальных требований ОП № 02ЦС-66.
(Измененная редакция, Изм. № 2).
4. Конструктивные элементы и размеры подготовленных под сварку кромок С1, С2 и С3 указываются в стандартах вида «Конструкция и размеры», применение других типов подготовки кромок производится по конструкторской документации, согласованной с предприятием-изготовителем деталей и сборочных единиц трубопроводов.
(Новая редакция, Изм. № 2).
5. Пример обозначения в конструкторской документации сварного шва С3.
Если в технических требованиях конструкторской документации имеется указание о выполнении сварных швов по настоящему стандарту, обозначение стандарта в обозначении швов допускается не проставлять.
6. В зависимости от марки стали основного металла или их сочетания в конструкторской документации независимо от вида сварки рекомендуются применять типы электродов в соответствии с табл. 2. Допускается указывать другие сварочные материалы в соответствии с ОП № 02ЦС-66.
(Новая редакция, Изм. № 2).
|
Типы электродов |
Стандарт или технические условия на электроды |
|
|
20, 20К, 25Л в любом сочетании |
Э-42А или Э-50А Э-46А |
|
|
20, 20К со сталями 15ГС, 16ГС, 20ГСЛ |
Э-42А или Э-50А Э-46А |
|
|
15ГС, 16ГС, 20ГСЛ в любом сочетании |
Э-50А |
|
|
12Х1МФ 15Х1М1Ф 20ХМФЛ 15Х1М1ФЛ в любом сочетании |
Э-09Х1МФ |
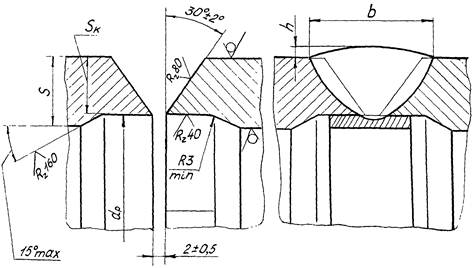
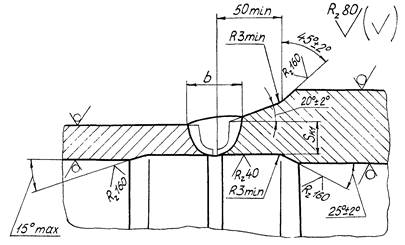
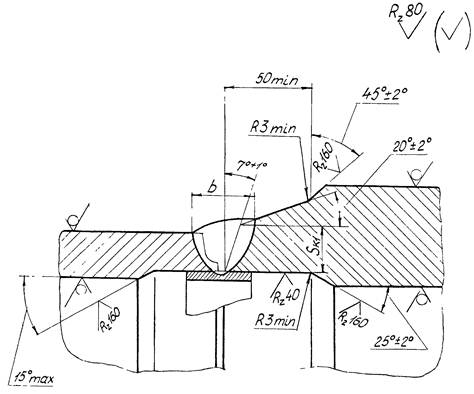
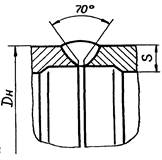
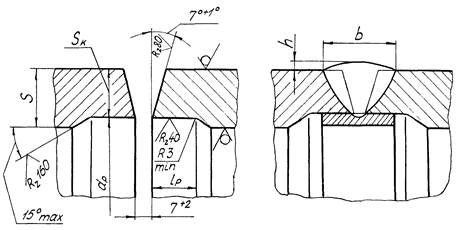
7. Конструктивные элементы и размеры подготовленных под сварку кромок и выполненных сварных швов должны соответствовать указанным на черт. 1 ÷ 5 и в табл. 3.
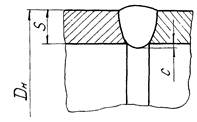
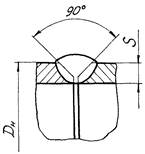
Шов С1 односторонний со скосом двух кромок без расточки
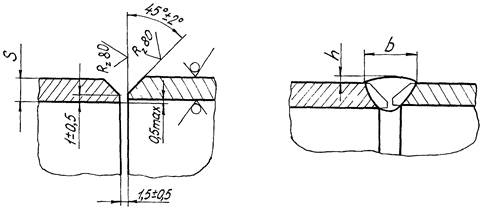
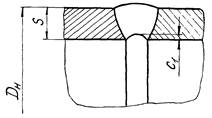
Шов С2 односторонний со скосом двух кромок
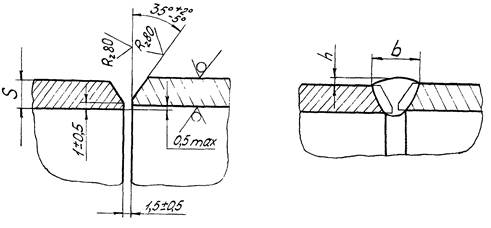
(Новая редакция, Изм. № 2).
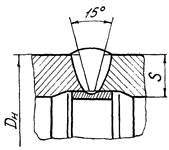
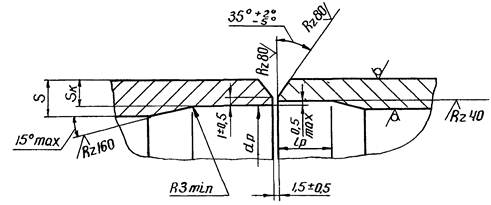
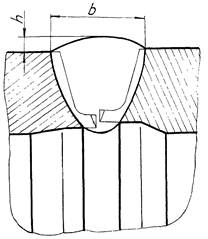
Шов С3 односторонний с криволинейным скосом двух кромок и расточкой
Допускаемый вариант разделки кромки

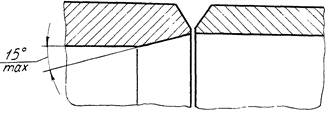
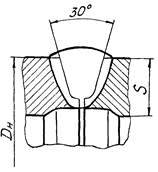
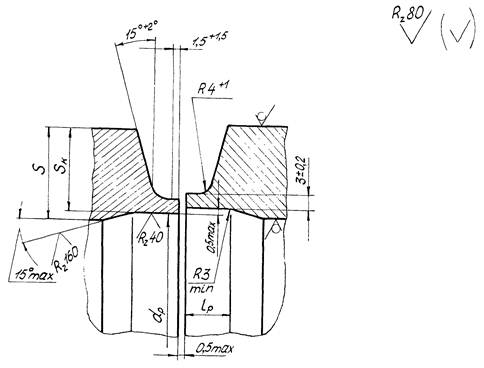
Шов С4 односторонний на остающемся подкладном кольце со скосом двух кромок и расточкой
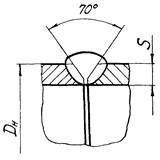
Допускается применять угол разделки кромок 15° + 2° вместо 7° + 1°.
(Измененная редакция, Изм. № 2).
Шов С5 односторонний на остающемся подкладном кольце со скосом двух кромок и расточкой