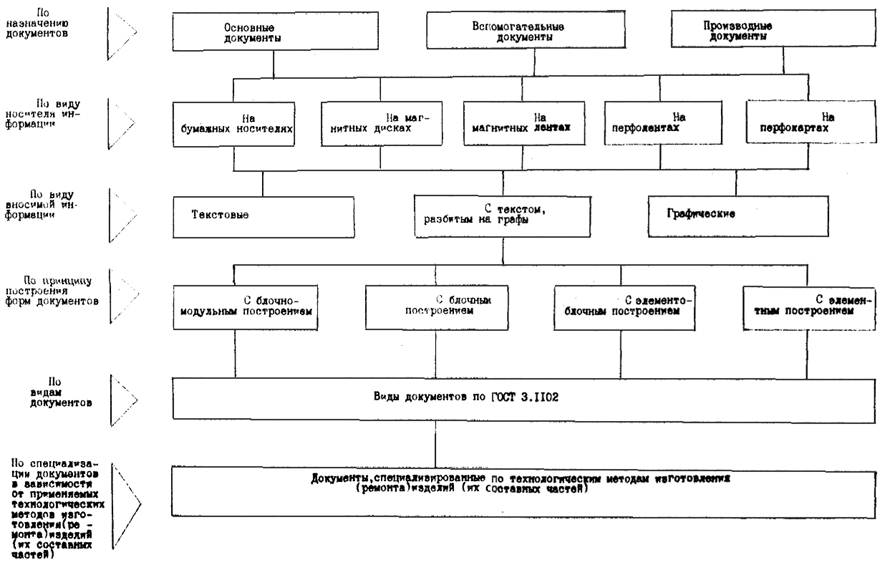
Первые четыре
ступени классификации обозначены одним цифровым десятичным знаком (от 1 до 9),
пятая и шестая - двумя (01 - 99).
На первой
ступени основанием деления служит признак «Вид документа по назначению».
Классификация
видов документов по назначению и их коды приведены в табл. 1.
Таблица 1
|
Код
|
Виды документов по назначению
|
|
1
|
Основные
|
|
2
|
Вспомогательные
|
|
3
|
Производные
|
Определение и
назначение основных и вспомогательных документов по ГОСТ 3.1102, производных
- по ГОСТ 3.1124.
На второй
ступени применяется признак «Вид носителя информации» (табл. 2).
Таблица 2
|
Код
|
Виды носителя информации
|
|
1
|
Бумажный
носитель
|
|
2
|
Магнитный
диск
|
|
3
|
Магнитная
лента
|
|
4
|
Перфолента
|
|
5
|
Перфокарта
|
Правила
оформления документов на бумажных носителях регламентируются стандартами ЕСТД.
Особенности их формирования на машинных носителях частично отражены в настоящих
рекомендациях.
На третьей
ступени - признак «Вид вносимой информации» (табл. 3).
Таблица 3
|
Код
|
Вид вносимой информации
|
|
1
|
Текстовые
документы
|
|
2
|
Документы
с текстом, разбитым на графы
|
|
3
|
Графические
|
Определение
текстовых и графических документов, а также с текстом, разбитым на графы, - по ГОСТ 3.1104.
На
четвертой ступени - признак «Принцип построения формы документа» (табл. 4).
Таблица 4
|
Код
|
Принцип построения формы
документа
|
|
1
|
Блочно-модульный
|
|
2
|
Блочный
|
|
3
|
Элементно-блочный
|
|
4
|
Элементный
|
Блочно-модульный
и блочный принципы отражены в стандартах ЕСТД, утвержденных после 1980 г. (ГОСТ 3.1103,
ГОСТ 3.1118 и др.),
элементно-блочный и элементный - в настоящих Р.
На пятой ступени
- признак «Вид документа».
Виды документов
и их условные обозначения установлены по ГОСТ 3.1102, а коды видов
- по табл. 1 ГОСТ 3.1201.
На шестой
ступени - признак «Вид технологического метода изготовления или ремонта
изделия». Например, форма карты типового (группового) технологического процесса
для получения покрытия, форма карты технологической информации для процессов
литья металлов по выплавляемым моделям и т.д.
Коды основных
методов, применяемых для изготовления или ремонта изделий (их составных
частей), следует выбирать по табл. 3 ГОСТ 3.1201.
При выборе кода
признака исходят из назначения комплекта документов или вида документа.
Обобщенный код признака «О» присваивается сводным технологическим ведомостям, а
также комплектам документов на сквозные технологические процессы, в которых
описываются несколько методов изготовления и невозможно предпочесть код
признака одного из них. Например, технологический процесс формообразования
заготовки, обработки резанием, термической обработки и технического контроля.
Обобщенный код
одного метода - для формы документа на технологический процесс с применением
нескольких методов при условии, что выбранный для обозначения метод доминирует.
Например, при проектировании на одной форме документа технологического процесса
сборки изделия, в котором применяются не только слесарно-сборочные, но и
операции сварки, следует присвоить признаку обобщенный код «88», если состав
слесарно-сборочных операций наибольший.
3.
СИСТЕМА ОБОЗНАЧЕНИЙ ФОРМ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
3.1. Цель системы - удобство ввода,
хранения, поиска и вывода форм документов средствами ЭВМ при решении
инженерно-технических задач и проектировании документации.
3.2. Обозначению подлежат все формы
документов, переносимые на машинные носители.
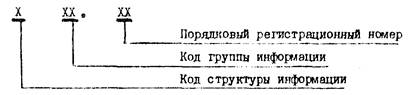
3.3. Устанавливается следующая
структура и длина кодового обозначения форм документов.

Код
присваивается документу согласно его классификационным признакам (см. разд. 2).
Допускается
вместо кода вида документа по ГОСТ 3.1201
давать условное обозначение по ГОСТ 3.1102. Тогда длина
кода увеличится до четырех знаков, т.е. на максимальную длину, например, КТТП.
В этом случае к коду других видов документов в два или три символа добавляют
соответственно два или один знак «-», например, МК-, ВТП-, ОК-, КТО- и т.д.
Вместо кода метода или
наименования операции, применяемых для изготовления или ремонта изделия, по табл.
3 ГОСТ 3.1201
можно указывать его по общесоюзному Классификатору технологических операций
машиностроения и приборостроения (1 85 151) с увеличением длины кода на два знака.
Для
унифицированных форм документов (МК, ОК), выполняющих функции других видов
документов, например, МК/ОК, ОК/КТИ и т.п., обозначения присваивают без учета
выполняемых функций.
Порядковый
регистрационный номер проставляют арабскими цифрами от 01 до 99 (допускается от
001 до 999). Значность его устанавливает предприятие (организация) с учетом
общего количества применяемых форм документов.
3.4. В зависимости от используемых
технических средств ЭВМ формы документов условно разделяют по количеству
символов в строке: (не более 80, от 80 до 128, от 128 до 156).
3.5. При кодировании форм документов
обозначения располагают в следующем порядке: основные, вспомогательные,
производные документы.
Между этими
группами документов предусматривают резервные регистрационные номера для
возможного ввода дополнительных форм.
При регистрации
форм основных документов следует располагать их в таком порядке: общего
назначения; технологические ведомости; применяемые при проектировании
технологических процессов и операций. Последние целесообразно располагать по
группам, отражающим технологические методы изготовления (ремонта) изделий:
процессы заготовительные, формообразующие, обработки, сборки (с разделением на
разъемные и неразъемные
соединения), технического контроля, испытаний, перемещений, применяемые во
вспомогательном производстве для изготовления и ремонта средств
технологического оснащения и т.п.
Кроме
перечисленных, необходимо учитывать и другие признаки, характеризующие формы
документов. К ним относятся:
характеристика
расположения поля подшивки документа (вертикальное или горизонтальное);
максимальная
ширина информационного поля формы документа, выраженная в количестве символов
АЦПУ, размещаемых на одной отроке, например, 80, 128 или 156;
характеристика
нумерации листов (первом - заглавного или последующего) документа.
Порядок
регистрации других форм документов устанавливается предприятием (организацией).
При регистрации
целесообразно использовать журналы или карточки учета обозначений.
3.6. В зависимости от типа и характеры
производства, а также применяемых методов изготовления изделий каждое
предприятие устанавливает для себя ограничительный состав форм документов. При
этом рекомендуется использовать унифицированные формы, например, МК, которые
могут выполнять функции ОК для различных методов.
3.7. При обозначении форм документов общего
назначения ТЛ, КЭ, ТИ), а также унифицированных (МК, ОК, КТТП), выполняющих
функции других видов документов и обеспечивающих возможность их использования
для различных методов изготовления, следует применять обобщенный код без
указания метода, т.е. «00». Это же относится и к сводным документам на изделия,
например. ВО, ВМ, ВСН, ВУН, КК и т.п.
3.8. Процедура регистрации форм документов
устанавливается предприятием (организацией). Изложенная система пригодна и для
обозначения форм документов, переносимых на бумажные носители.
3.9. Код формы документа проставляется в
правой части блока Б6 основной надписи по ГОСТ 3.1103.
Для наглядности
приведем примеры обозначений форм технологических документов:
12214200.15 - основной документ, на магнитных
дисках, с текстом, разбитым на графы, блочно-модульный принцип построения,
ведомость оснастки, без указания метода изготовления, с вертикальным
расположением поля подшивки, на 80 символов, первый лист;
11211000.02 - основной документ, на бумажном
носителе, с текстом, разбитым на графы, блочно-модульный принцип построения,
маршрутная карта, без указания метода изготовления, с горизонтальным
расположением поля подшивки, на 128 символов;
14236060.05 - основной документ на перфоленте, с
текстом, разбитым на графы, элементно-блочный принцип построения, операционная
карта, для проектирования операций формообразования полимерных материалов,
керамики, стекла и резины, с вертикальным расположением поля подшивки, на 80
символов, первый лист.
4.
КЛАССИФИКАЦИЯ ИНФОРМАЦИИ, ВКЛЮЧАЕМОЙ В БАЗУ ДАННЫХ
4.1. Информация, содержащаяся в формах
документов и участвующая в создании базы данных в условиях автоматизированной
технологической подготовки и управления производством, классифицируется по
следующим группам:
адресная;
архивная;
по применяемости
деталей и сборочных единиц в изделии;
по группированию
деталей и сборочных единиц;
по
технологическому маршруту;
по средствам
технологического оснащения;
по применяемости
технологических документов в комплектах на технологические процессы
изготовления (ремонта) составных частей и изделия в целом;
по материалам;
по
трудозатратам;
по наладке и
настройке оборудования;
по описанию
выполняемых действий;
по
технологическим режимам;
дополнительная.
4.2. Адресная информация предназначена для
ввода и поиска информации по формам документов, документам, комплектам
документов на технологические процессы и операции, на изделия и их составные
части. Она первична, участвует в решении основного комплекса
инженерно-технических задач, носит юридический или справочный характер. Не
обрабатывается средствами вычислительной техники. Содержится в основных
надписях документа.
4.3. Архивная информация предназначена для
регистрации документов, применяемых в производстве. Справочная, характерна для
предприятий с централизованным архивом. Средствами ЭВМ не обрабатывается.
Содержится в основных надписях документа.
4.4. Информация по применяемости деталей и
сборочных единиц (ДСЕ) в изделии - для учета с целью определения потребности на
изделие и проведения организационных и технологических работ по их изготовлению
или приобретению. Используется при решении задач на ранней стадии
технологической подготовки производства (ТПП). Подлежит обработке средствами
ЭВМ.
4.5. Информация по группированию ДСЕ с
определением их конструктивных и технологических признаков - для разработки или
заимствования типовых или групповых технологических процессов (ТТП и ГТП) на
ранней стадии. Способствует специализации производства и обеспечивает
применение автоматизированных информационно-поисковых систем для адресования к
действующим ТТП или ГТП. Информационную основу составляют:
классификатор
ЕСТД;
технологический
классификатор деталей машиностроения и приборостроения;
ГОСТ 3.1201.
ЕСТД. Система обозначения технологической документации.
4.6. Информация по технологическому
маршруту - для определения относительного маршрута прохождения изделия и его
составных частей по подразделениям предприятия (организации) при изготовлении
(ремонте) с учетом специализации производства. Первична, используется на ранней
стадии ТПП, предшествует разработке документов на технологические процессы и
операции.
4.7. Информация по средствам
технологического оснащения - оборудованию и технологической оснастке.
Применяется в решении инженерно-технических задач по расчету уровня
оснащенности, определению загрузки оборудования и рабочих мест, потребности в
оснастке и оборудовании на планируемый период и т.п. при выполнении
технологических процессов по изготовлению (ремонту) изделий и их составных
частей. Используется в ведомостях на изделия и в документах на технологические
процессы, специализируемые по методам изготовления (ремонта).
4.8. Информация о применяемости
технологических документов в комплектах на технологические процессы
изготовления (ремонта) составных частей и изделия в целом - для определения
состава документов при комплектовании их на изделия, а также передаче на
микрофильмирование или с одного предприятия на другое. Служит основой для
использования автоматизированных информационно-поисковых систем.
4.9. Информация по материалам - для решения
инженерно-технических задач по определению состава и норм расхода материалов на
составные части и изделие в целом. Характеризует уровень технологических
процессов изготовления (ремонта) изделий. Охватывает большой круг вопросов,
связанных с применением основных и вспомогательных материалов. Применяется в
документах на технологические процессы и операции, специализируемые по методам
изготовления.
4.10. Информация по трудозатратам - для
решения комплекса инженерно-технических задач по расчету трудоемкости на
изготовление составных частей и изделия в целом, определению себестоимости
изготовления и т.п.
4.11. Информация по наладке и настройке
относится к металлорежущему оборудованию с жесткой связью командоаппарата, а
также специальному. Сюда входят данные по настройке кинематической части
оборудования, порядку и очередности включения органов управления, подготовке
его к работе и т.п. (исключение составляют сведения о технологических режимах,
выделяемые в отдельную группу). Используется как элемент или же выводится в
отдельные документы (например, карты наладки) либо технологические инструкции. Средствами
ЭВМ не обрабатывается и носит организационный характер.
4.12. Информация по описанию выполняемых
действий - для всех документов на технологические процессы и операции.
Подразделяется на общую и специализированную. Последняя характерна для документов
по методам изготовления.
4.13. Информация по технологическим режимам
применяется в документах по методам изготовления как отдельный элемент или
типовой блок. Оптимизирует технологический процесс, способствует повышению
качества изготовления (ремонта) изделий и составных частей, их надежности,
созданию условий по охране труда и т.п.
4.14. Дополнительная информация
характеризует особенности процессов и операций, предусматривающих использование
оборудования специального назначения.
4.15. Типовой перечень инженерно-технических
задач, решаемых с применением средств автоматизации, по классификационным
группам информации приведен в табл. 5. Эти задачи
разделены на две группы: решаемые в АСУП и в САПР-Т. Первые связаны со
специализацией выполняемых функций в области управления производством.
Информационное обеспечение составляют основные, вспомогательные и производные
документы, имеющие выход как на бумажных, так и на машинных носителях. Основные
документы (как правило, технологические ведомости) сводной направленности.
Вторая
группа задач отражена в документах на технологические процессы и операции,
которые служат основой для разработки сводных технологических ведомостей на
изделия.
Таблица 5
|
Номер классификационной группы
информации
|
Наименование классификационной
группы информация
|
Наименование задач
|
Вид документа по ГОСТ 3.1102, в котором данная информация содержится
|
|
1
|
2
|
3
|
4
|
|
1
|
Адресная
|
1.
Поиск форм документов
|
Все
виды документов
|
|
2.
Поиск документов
|
То
же
|
|
3.
Поиск комплектов документов на технологические процессы
|
-"-
|
|
4.
Поиск документов на изделия
|
-"-
|
|
2
|
Архивная
|
1.
Учет и поиск подлинников документов
|
Все
виды документов
|
|
2.
Учет и поиск дубликатов документов
|
То
же
|
|
3
|
По
применяемости деталей и сборочных единиц в изделии
|
1.
Расчет применяемости ДСЕ в изделии
|
ВП
|
|
2.
Расчет применяемости стандартизованных деталей
|
То
же
|
|
3.
Расчет применяемости оригинальных деталей
|
-"-
|
|
4.
Разработка ведомости сборки изделий
|
-"-
|
|
4
|
По
группированию деталей и сборочных единиц
|
1.
Группирование деталей по конструкторско-технологическим или технологическим
признакам
|
ТВ
|
|
2.
Группирование сборочных единиц по конструкторско-технологическим или
технологическим признакам
|
То
же
|
|
5
|
По
технологическому маршруту
|
1.
Разработка межцехового маршрута на оригинальные и стандартные ДСЕ
собственного изготовления
|
ВТМ
|
|
2.
Разработка маршрута изготовления (ремонта) изделия
|
То
же
|
|
6
|
По
средствам технологического оснащения
|
1.
Разработка ведомости оборудования, применяемого при изготовлении (ремонте)
изделия
|
ВОБ
|
|
2.
Разработка ведомости оснастки
|
ВО
|
|
3.
Расчет загрузки оборудования (в том числе транспортного)
|
Вспомогательные
документы
|
|
4.
Расчет норм технологической оснастки
|
То
же
|
|
5.
Расчет потребности в технологической оснастке на планируемый период по цеху
(в том числе собственного изготовления, покупной, по кооперации)
|
-"-
|
|
6.
Учет, применяемость технологической оснастки
|
-"-
|
|
7.
Определение загруженности производственной площади участков, цехов
|
-"-
|
|
8.
Формирование портфеля заказов технологического оборудования
|
-"-
|
|
9.
Формирование портфеля заказов технологической оснастки
|
-"-
|
|
10.
Расчет годовой потребности в технологической оснастке и объема собственного
ее производства
|
-"-
|
|
11.
Расчет годовой потребности в покупной
оснастке
|
Вспомогательные
документы
|
|
12.
Расчет норм запаса технологической оснастки
|
То
же
|
|
13.
Расчет потребности в оборудовании, подъемно-транспортных средствах
|
-"-
|
|
14.
Расчет эксплуатационного и оборотного фонда технологической оснастки
|
ВОБ;
ВО; вспомогательные документы
|
|
15.
Формирование специфицированных заявок на покупную технологическую оснастку
|
То
же
|
|
16.
Формирование месячных оперативных планов производства технологической
оснастки
|
-"-
|
|
17.
Учет прихода-расхода технологической оснастки на центральном инструментальном
складе (ЦИС)
|
-"-
|
|
18.
Учет движения норм запаса технологической оснастки на ЦИС
|
-"-
|
|
19.
Учет выпуска технологической оснастки
|
-"-
|
|
7
|
По
применяемости технологических документов в комплектах на технологические
процессы изготовления (ремонта) составных частей и изделий в целом
|
1.
Расчет применяемости технологических документов на изделие.
|
ВТД
|
|
2.
Разработка ведомости держателей подлинников
|
ВДП
|
|
8
|
Информация
по материалам
|
1.
Разработка ведомости материалов на оригинальные и стандартные детали
собственного изготовления
|
ВМ
|
|
2.
Расчет специфицированных норм расхода материалов на изделие
|
ВСН
|
|
3.
Получение ведомости материалов на изделие
|
ВМ
|
|
4.
Расчет (индивидуальных) сводных норм расхода материалов на изделие
|
То
же
|
|
5.
Получение ведомости весовой характеристики изделия
|
Вспомогательные
документы
|
|
6.
Расчет среднего снижения норм расхода материалов на изделие
|
То
же
|
|
7.
Учет изменений подетальных норм расхода материалов
|
-"-
|
|
8.
Учет изменений сводных норм расхода материалов
|
-"-
|
|
9.
Учет среднего снижения норм расхода материалов
|
-"-
|
|
10.
Формирование массива норм расхода материалов на изделие
|
ВМ
|
|
11.
Формирование массива норм расхода материалов для инструментального
производства
|
То
же
|
|
12.
Определение коэффициента использования материалов, заготовок
|
Вспомогательные
документы
|
|
13.
Разработка извещения об изменении материальных нормативов
|
Извещения
об изменении (ИИ)
|
|
14.
Учет применяемости основных материалов
|
Вспомогательные
документы
|
|
15.
Расчет годовой потребности в материалах и полуфабрикатах для инструментального
производства
|
Вспомогательные
документы
|
|
16.
Планирование отходов материалов на изделие
|
То
же
|
|
17.
Составление планов подачи материалов, ДСЕ на рабочие места
|
-"-
|
|
9
|
По
трудозатратам
|
1.
Расчет пооперационных норм времени изготовления (ремонта) ДСЕ, изделия
|
ТНК
|
|
2.
Расчет трудоемкости изготовления ДСЕ, изделия по видам норм времени для
производственных участков
|
Вспомогательные
документы
|
|
3.
Расчет трудоемкости изготовления ДСЕ, изделия по видам норм времени для цехов
предприятия
|
То
же
|
|
4.
Расчет трудоемкости изготовления ДСЕ, изделия по видам работ для
производственных участков
|
-"-
|
|
5.
Расчет трудоемкости изготовления ДСЕ, изделия по видам работ для цехов
предприятия
|
-"-
|
|
6.
Расчет трудоемкости изготовления ДСЕ, изделия по профессиям и разрядам для цехов предприятия
|
-"-
|
|
7.
Расчет трудоемкости изготовления ДСЕ, изделия по кодам оборудования
|
-"-
|
|
8.
Расчет потребности в рабочей силе по профессиям и разрядам
|
-"-
|
|
9.
Учет снижения трудоемкости
|
Вспомогательные
документы
|
|
10.
Расчет пооперационных расценок изготовления ДСЕ, изделия
|
То
же
|
|
11.
Расчет производственной мощности цехов (участков, линий)
|
-"-
|
|
12.
Расчет себестоимости изготовления изделия
|
-"-
|
|
13.
Расчет незавершенного производства
|
-"-
|
|
14.
Расчет потерь от брака
|
-"-
|
|
15.
Составление плановых заданий для цехов (участков)
|
-"-
|
|
16.
Составление планов межцеховой и внешней кооперации по изделиям
|
-"-
|
|
17.
Составление пооперационных план-графиков
|
-"-
|
|
18.
Разработка сетевого графика на изделие
|
-"-
|
|
10
|
По
наладке и настройке оборудования
|
Разработка
документов на технологические процессы и операции
|
КТП;
ОК; КТО; КТИ; КН
|
|
11
|
По
описанию выполняемых действий
|
То
же
|
МК;
КТП; ОК и др.
|
|
12
|
По
технологическим режимам
|
-"-
|
То
же
|
|
13
|
Дополнительная
|
-"-
|
-"-
|
Примечание. Использование групп
информации в решении других задач устанавливается по усмотрению предприятия
(организации).
5.
СОСТАВ И НАЗНАЧЕНИЕ ЭЛЕМЕНТОВ ИНФОРМАЦИИ, ВКЛЮЧАЕМЫХ В БАЗУ ДАННЫХ
5.1. Под элементом информации (ЭИ) понимают
ее самостоятельную часть, используемую в документе для решения одной или
нескольких инженерно-технических задач в области ТИП и управления производством.
Формируется в
виде реквизитов, разделенных на графы - для указания их наименований
(заголовочная часть) и собственно для внесения данных.
5.2. Наименование реквизита
располагают по отношению к реквизиту для внесения данных в виде дроби или
последовательно. В первом случае его помещают симметрично над реквизитом для
внесения данных.
Во втором - на уровне одной
строки.
В первом случае
размерность графы для наименования должна соответствовать размерности графы для
внесения данных, во втором - может не совпадать.
В наименовании
реквизита применяют соответствующие сокращения или обозначения.
Размерность граф
устанавливает разработчик форм документов. При этом необходимо следить, чтобы
размерности граф были одинаковыми.
Наименования
граф могут отсутствовать. Тогда заполнение граф для внесения данных
оговаривается в правилах по оформлению документов.
5.3. ЭИ образуют базу данных, используемую
для АФФД.
Применяются
самостоятельно или как составляющие блока и модуля информации (БИ и МИ).
Под блоком
понимают группу элементов однородной информации, расположенных в логической
последовательности и используемых для решения конкретной инженерно-технической
задачи или ряда задач.
БИ разделяются
по включаемым в них ЭИ и являются типовыми.
МИ представляют
группы разнородных БИ, расположенных в логической последовательности и
используемых для решения нескольких инженерно-технических задач. По аналогии с
БИ также типовые. Характерная черта для МИ - многократная повторяемость групп
информации.
5.4. Устанавливается следующая
структура и длина кодового обозначения ЭИ, БИ и МИ.
Для кодирования
структуры информации используют буквы русского алфавита: ЭИ - Э; БИ - Б; МИ -
М.
После кода
группы информации ставят точку. Для обозначений групп применяют арабские цифры
от 01 до 99 в соответствии с п. 4.1 настоящих рекомендаций.
Порядковые
регистрационные номера состоят из двух цифр от 01 до 99. Присваиваются в
пределах кода группы информации.
5.5. Состав и назначение ЭИ, включаемых в
базу данных, приведены в табл. 6.
Назначение каждого
ЭИ в форме документа определяет разработчик ФФ в зависимости от состава
инженерно-технических задач (см. табл. 5).
6.
СОСТАВ И НАЗНАЧЕНИЕ ТИПОВЫХ БЛОКОВ И МОДУЛЕЙ ИНФОРМАЦИИ, ВКЛЮЧАЕМЫХ В БАЗУ
ДАННЫХ
Состав БИ,
включаемых в базу данных, представлен в табл. 7. Рекомендации по их применению
приведены в табл. 8.
Порядок
формирования МИ из БИ и их назначение - в табл. 9.
При выборе БИ и
МИ разработчик ФД должен учитывать необходимость рационального размещения
информации на поле. При этом допускается:
В
случае неповторяемости отдельных БИ в форме документа и разового их применения
названия отдельных (всех) граф выделять в виде заголовков и подзаголовков,
оставляя после них одну или две строки для записи информации. Например, в
соответствии с данными рекомендациями Б01.26 может быть представлен в следующем
виде.
|
|
КОД, НАИМЕНОВАНИЕ ОПЕРАЦИИ
|
Не включать
графу 0135 (для указания номера строки), если БИ располагается на формате А3 не
от начала поля подшивки.
Таблица 6
|
Код группы информации
|
Порядковый регистрационный
номер ЭИ
|
Наименование ЭИ
|
Рекомендации по наименованию
графы в документе
|
Предпочтительная размерность
граф в документе
|
Обязательность применения
|
|
для наименования графы
|
для внесения данных
|
|
01
|
01
|
Краткое
наименование или условное обозначение предприятия (организации) -
разработчика документа (документов)
|
-
|
-
|
х
|

|
|
То же
|
02
|
Обозначение
изделия (детали, сборочной единицы) по конструкторскому документу
|
-
|
-
|
23/22
|

|
|
-"-
|
03
|
Код
технологических признаков деталей, специализированный по применяемым методам
изготовления, по технологическому классификатору деталей машиностроения и
приборостроения (ТКД)
|
-
|
-
|
16/15
|
|
|
-"-
|
04
|
Обозначение
документа (комплекта документа)
|
-
|
-
|
14/13
|
То же
|
|
-"-
|
05
|
Номер
операции (при разработке документов на операцию)
|
ОПЕР.
|
5/4
|
5/4
|
|
|
-"-
|
06
|
Номер
рабочего места (конвейера, поточной линии или склада), на котором выполняется
операция
|
РМ
|
4/3
|
4/3
|
|
|
-"-
|
07
|
Номер
участка, на котором выполняется операция
|
УЧ.
|
4/3
|
4/3
|
|
|
-"-
|
08
|
Номер
цеха, в котором выполняется операция
|
ЦЕХ
|
4/3
|
4/3
|
То же
|
|
-"-
|
09
|
Наименование
изделия (детали, сборочной единицы) по конструкторскому документу
|
-
|
-
|
х
|
-"-
|
|
-"-
|
10
|
Единица
нормирования, принятая общей для всего технологического процесса (операции)
|
-
|
-
|
5/4
|
|
|
-"-
|
11
|
Обозначение
литера по стадии разработки комплекта документов по ГОСТ 3.1102
|
-
|
-
|
4/3
|

|
|
-"-
|
12
|
Характер
работы, выполняемый лицами, подписывающими документ: от лица-разработчика
|
РАЗРАБ.
|
9/8
|
-
|
То же
|
|
-"-
|
13
|
от
лица, утвердившего документ
|
УТВЕРД.
|
9/8
|
-
|
|
|
-"-
|
14
|
от
лица, согласовавшего документ
|
СОГЛАС.
|
9/8
|
-
|
То же
|
|
-"-
|
15
|
от
лица, ответственного за нормирование трудозатрат
|
НОРМИР.
|
9/8
|
|
-"-
|
|
-"-
|
16
|
от
лица, ответственного за нормоконтроль документа
|
Н.
КОНТР.
|
9/8
|
-
|
|
|
-"-
|
17
|
Фамилия
лиц, участвующих в разработке и оформлении документа
|
-
|
-
|
14/13
|
То же
|
|
01
|
18
|
Подписи
лиц, ответственных за разработку и оформление документа, за внесение в
документ изменений и архивных данных
|
-
|
-
|
8/7
|

|
|
То же
|
19
|
Дата
подписи
|
-
|
-
|
6/5
|
То же
|
|
-"-
|
20
|
Порядковый
номер изменения документа
|
-
|
-
|
4/3
|
-"-
|
|
-"-
|
21
|
Отметка
о замене или введении листа документа по ГОСТ 2.503
|
-
|
-
|
4/3
|
-"-
|
|
-"-
|
22
|
Обозначение
(код) извещения
|
-
|
-
|
9/8
|
-"-
|
|
-"-
|
23
|
Порядковый
номер листа документа
|
-
|
-
|
6/5
|
-"-
|
|
-"-
|
24
|
Общее
количество листов документа
|
-
|
-
|
6/5
|
-"-
|
|
-"-
|
25
|
Обозначение
основного документа (комплекта документов на технологический процесс или
операцию, комплект документации), куда входит данных документ (комплект
документов на технологический процесс или операцию) по ГОСТ 3.1201
|
-
|
-
|
22/21
|
|
|
|
26
|
Резервная
зона (для графы или граф), вносимых дополнительно по усмотрению разработчика
|
-
|
-
|
-
|
То же
|
|
-"-
|
27
|
Обозначение
заказа
|
ОБОЗН.
ЗАКАЗА
|
13/12
|
23/22 (х)
|
-"-
|
|
-"-
|
28
|
Количество
изделий (деталей, сборочных единиц) на заказ
|
КОЛ.
НА ЗАКАЗ
|
13/12
|
5/4
|
-"-
|
|
-"-
|
29
|
Количество
составных частей, необходимых для сборки изделий
|
КОЛ.
В ИЗДЕЛИИ
|
14/13
|
5/4
|
-"-
|
|
-"-
|
30
|
Условное
обозначение вида документа по ГОСТ 3.1102. При применении формы вида документа,
выполняющего функции другого документа, данные следует указывать в виде
дроби, например. МК/ОК; МК/КТПП; МК/ВО
|
-
|
-
|
9/8
|

|
|
-"-
|
31
|
Обозначение
соответствующего стандарта ЕСТД или другого вида документа, который
устанавливает форму и правила оформления, например, ГОСТ 3.1118 ФОРМА 1; ГОСТ 3.1404 ФОРМА 2.
|
-
|
-
|
х
|
То же
|
|
-"-
|
32
|
Обозначение
(код) формы документа в соответствии с данными рекомендациями
|
-
|
-
|
16/15
|
-"-
|
|
-"-
|
33
|
Код,
наименование операций
|
КОД,
НАИМЕНОВАНИЕ ОПЕРАЦИИ
|
х
|
х
|
-"-
|
|
-"-
|
34
|
Код
операции по ОКТО
|
КОД
ОПЕР.
|
10/9
|
-
|

|
|
-"-
|
35
|
Номер
строки по порядку
|
-
|
-
|
4/3
|
То же
|
|
-"-
|
36
|
Подпись
лица, ответственного за выполнение соответствующего действия и дата подписи
|
-
|
-
|
10/13 (х)
|
|
|
|
37
|
Наименование
операции
|
НАИМЕНОВАНИЕ
ОПЕРАЦИИ
|
х
|
х
|
То же
|
|
02
|
01
|
Инвентарный
номер подлинника документа
|
ПОДЛ.
|
6/5
|
8/7 (х)
|
-"-
|
|
То же
|
02
|
Инвентарный
номер подлинника, взамен которого выпущен данный подлинник
|
ВЗАМ.
|
То же
|
То же
|
-"-
|
|
-"-
|
03
|
Инвентарный
номер дубликата
|
ДУБЛ.
|
-"-
|
-"-
|
-"-
|
|
03
|
01
|
Номер
по порядку
|
НПП
|
5/4
|
5/4
|
-"-
|
|
То же
|
02
|
Обозначение
детали, сборочной единицы или изделия по конструкторскому документу
|
ОБОЗНАЧЕНИЕ
ДСЕИ
|
23/22
|
23/22
|
-"-
|
|
-"-
|
03
|
Наименование
детали или сборочной единицы или изделия по конструкторскому документу
|
НАИМЕНОВАНИЕ
ДСЕИ
|
-
|
х
|
-"-
|
|
-"-
|
04
|
Код
принадлежности составной части изделия, например, стандартизованные, покупные
и т.д.
|
КП
|
7/6
|
7/6
|
|
|
-"-
|
05
|
Применяемость
ДСЕИ в изделии
|
КУДА
ВХОДИТ
|
х
|
х
|
|
|
-"-
|
06
|
Код
единицы величины по классификатору СОЕИ
|
ЕВ
|
5/4
|
5/4
|
То же
|
|
-"-
|
07
|
Количество
изделий одного обозначения, входящих в сборочную единицу
|
КСЕ
|
9/8
|
9/8
|
|
|
-"-
|
08
|
Количество
деталей или сборочных единиц одного обозначения, входящих в изделие
|
КИ
|
9/8
|
9/8
|
|
|
-"-
|
09
|
Номер
ступени входимости
|
СВ
|
7/6
|
7/6
|
|
|
04
|
01
|
Обозначение
детали по технологическому классификатору деталей машиностроения и
приборостроения (ТКД)
|
ОБОЗНАЧЕНИЕ
ПО ТКД
|
28/27
|
28/27
|

|
|
05
|
01
|
Обозначение
подразделений предприятия (организации) в технологической последовательности
изготовления (ремонта) изделия и его составных частей (маршрут изготовления)
|
МАРШРУТ
|
-
|
х
|
То же
|
|
06
|
01
|
Обозначение
технологической оснастки
|
ОБОЗНАЧЕНИЕ
ТО
|
23/22
|
23/22
|
-"-
|
|
То же
|
02
|
Наименование
технологической оснастки
|
НАИМЕНОВАНИЕ
ТО
|
-
|
х
|
-"-
|
|
-"-
|
03
|
Обозначение,
наименование ТО
|
-
|
х
|
х
|
-"-
|
|
-"-
|
04
|
Количество
технологической оснастки одного обозначения, применяемой на одной операции
(при производстве одного или нескольких изделий)
|
КОЛ.
|
5/4
|
5/4
|
-"-
|
|
-"-
|
05
|
Код,
наименование оборудования
|
КОД,
НАИМЕНОВАНИЕ ОБОРУДОВАНИЯ
|
х
|
х
|
-"-
|
|
-"-
|
06
|
Код
оборудования
|
КОД
ОБОРУДОВАНИЯ
|
23/22
|
23/22
|
-"-
|
|
-"-
|
07
|
Наименование
оборудования
|
НАИМЕНОВАНИЕ
ОБОРУДОВАНИЯ
|
х
|
х
|
-"-
|
|
07
|
01
|
Обозначение
комплекта технологических документов по ГОСТ 3.1201
|
ОБОЗН.
КОМПЛЕКТА ТД
|
23/22
|
23/22
|
-"-
|
|
То же
|
02
|
Наименование
комплекта технологических документов (на технологический процесс, на изделие)
|
НАИМЕНОВАНИЕ
КОМПЛЕКТА ТД (НАИМЕН. КОМПЛЕКТА ТД)
|
х
|
х
|
-"-
|
|
-"-
|
03
|
Обозначение
технологического документа по ГОСТ 3.1201
|
ОБОЗНАЧЕНИЕ
ТД (ОБОЗН. ТД)
|
х
|
х
|
-"-
|
|
-"-
|
04
|
Обозначение
документов, применяемых при выполнении операции
|
ОБОЗНАЧЕНИЕ
ДОКУМЕНТА (ОБОЗН. ДОКУМЕНТА)
|
х
|
х
|
-"-
|
|
-"-
|
05
|
Обозначение
инструкции (инструкций) по охране труда, необходимых при выполнении операции
|
ОБОЗН.
ИОТ
|
16/15
|
16/15
|
-"-
|
|
-"-
|
06
|
Обозначение
управляющей программы для станка с ЧПУ
|
ОБОЗН.
ПРОГРАММЫ
|
18/17
|
18/17
|
-"-
|
|
-"-
|
07
|
Номер
листа документа по порядку его применения
|
ЛИСТ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
08
|
Количество
листов документов, входящих в комплект одного обозначения
|
Л-ОВ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
09
|
Примечание
|
ПРИМЕЧАНИЕ
|
х
|
х
|
|
|
08
|
01
|
Наименование,
марка материала
|
-
|
-
|
х
|
|
|
То же
|
02
|
Код
материала по классификатору
|
-
|
-
|
13/12
|
То же
|
|
-"-
|
03
|
Масса
детали по конструкторскому документу
|
МД
|
7/3
|
7/6
|
-"-
|
|
-"-
|
04
|
Единица
нормирования
|
ЕН
|
6/5
|
6/5
|
-"-
|
|
-"-
|
05
|
Норма
расхода
|
Н.
РАСХОДА
|
8/7
|
8/7
|
-"-
|
|
-"-
|
06
|
Коэффициент
использования материала
|
КИМ
|
7/6
|
7/6
|
-"-
|
|
-"-
|
07
|
Код
заготовки по классификатору
|
КОД
ЗАГОТОВКИ
|
13/12
|
13/12
|
-"-
|
|
-"-
|
08
|
Профиль
и размеры заготовки
|
ПРОФИЛЬ
И РАЗМЕРЫ (РАЗМЕРЫ)
|
х
|
х
|
-"-
|
|
-"-
|
09
|
Количество
деталей из заготовки
|
КД.
|
6/5
|
6/5
|
|
|
-"-
|
10
|
Масса
заготовки
|
МЗ
|
7/6
|
7/6
|
То же
|
|
-"-
|
11
|
Наименование
ДСЕ или материала
|
НАИМЕНОВАНИЕ
ДСЕ ИЛИ МАТЕРИАЛА (НАИМ. МАТЕРИАЛА)
|
46/45
|
46/45
|
-"-
|
|
-"-
|
12
|
Обозначение
ДСЕ или код материала
|
ОБОЗНАЧЕНИЕ,
КОД
|
29/28
|
29/28
|
-"-
|
|
-"-
|
13
|
Обозначение
склада (подразделения), откуда поступают комплектующие детали и материалы
|
ОПП
|
5/4
|
5/4
|
-"-
|
|
-"-
|
14
|
Масса
отливки
|
МО
|
8/7
|
8/7
|
-"-
|
|
-"-
|
15
|
Масса
литниковой системы на отливку
|
МЛСО
|
8/7
|
8/7
|
-"-
|
|
-"-
|
16
|
Масса
жидкого металла на отливку
|
МЖМО
|
8/7
|
8/7
|
-"-
|
|
-"-
|
17
|
Масса
жидкого металла на форму
|
МЖМФ
|
8/7
|
8/7
|
-"-
|
|
-"-
|
18
|
Масса
залитой формы
|
МЗТ
|
8/7
|
8/7
|
-"-
|
|
-"-
|
19
|
Масса
прибыли на отливку
|
М.
ПРИБ.
|
9/8
|
9/8
|
-"-
|
|
-"-
|
20
|
Норма
расхода металлической шихты на одну тонну годных отливов
|
Н.
РАСХ.
|
9/8
|
9/8
|
-"-
|
|
-"-
|
21
|
Коэффициент
выхода годного от металлозавалки
|
КВГ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
22
|
Количество
отливок в форме
|
КОТ
|
5/4
|
5/4
|
-"-
|
|
-"-
|
23
|
Масса
формовочной смеси
|
МФС
|
8/7
|
8/7
|
|
|
-"-
|
24
|
Масса
противопригарного покрытия
|
МППП
|
8/7
|
8/7
|
То же
|
|
-"-
|
25
|
Обозначение
и наименование смеси, применяемой при изготовлении
|
ТИП
СМЕСИ
|
х
|
х
|
-"-
|
|
-"-
|
26
|
Масса
стержня
|
МС
|
8/7
|
8/7
|
-"-
|
|
-"-
|
27
|
Масса
каркаса
|
МК
|
8/7
|
8/7
|
-"-
|
|
-"-
|
28
|
Коэффициент
использования жидкого металла (отношение массы отливки к массе жидкого
металла на отливку)
|
КИЖМ
|
8/7
|
8/7
|
-"-
|
|
-"-
|
29
|
Коэффициент
использования объема опоки
|
КИО
|
8/7
|
8/7
|
-"-
|
|
-"-
|
30
|
Масса
куста отливок
|
М.
КУСТА
|
8/7
|
8/7
|
-"-
|
|
-"-
|
31
|
Коэффициент
раскроя материал исходной заготовки
|
КРМ
|
6/5
|
6/5
|

|
|
-"-
|
32
|
Масса
используемого отхода материала
|
М.
ОТХ.
|
7/6
|
7/6
|
То же
|
|
-"-
|
33
|
Количество
деталей из заготовки, полосы, прутка, рулона и т.п.
|
КДЗ
|
8/7
|
8/7
|
-"-
|
|
-"-
|
34
|
Количество
деталей, изготовленных из используемых отходов
|
КДО
|
8/7
|
8/77
|
-"-
|
|
-"-
|
35
|
Коэффициент
использования материала применяемого отхода
|
КИО
|
8/7
|
8/7
|
-"-
|
|
-"-
|
36
|
Значение
уковки
|
УКОВКА
|
9/8
|
9/8
|
-"-
|
|
-"-
|
37
|
Количество
поковок из одной исходной заготовки
|
КП
|
9/8
|
9/8
|
-"-
|
|
-"-
|
38
|
Коэффициент
использования поковки (отношение массы готовой детали к массе поковки)
|
КИП
|
9/8
|
9/8
|
-"-
|
|
-"-
|
39
|
Коэффициент,
учитывающий шероховатость поверхности заготовки
|
КУП
|
5/4
|
5/4
|
-"-
|
|
-"-
|
40
|
Площадь
поверхности покрытия детали
|
ПППД
|
8/7
|
8/7
|
-"-
|
|
-"-
|
41
|
Общая
площадь поверхности покрытий деталей на приспособлении
|
ОПППД
НА ПРИСП.
|
16/15
|
16/15
|
-"-
|
|
-"-
|
42
|
Количество
деталей на одном приспособлении
|
КДП
|
5/4
|
5/4
|
-"-
|
|
-"-
|
43
|
Количество
деталей, обрабатываемых в агрегате
|
КДА
|
5/4
|
5/4
|
-"-
|
|
-"-
|
44
|
Количество
слоев покрытия
|
КС
|
5/4
|
5/4
|
-"-
|
|
-"-
|
45
|
Толщина
покрытия
|
ТОЛЩИНА
|
15/14
|
15/14
|
-"-
|
|
-"-
|
46
|
Концентрация
растворов и электролитов
|
КОНЦ.
|
10/9
|
10/9
|
-"-
|
|
-"-
|
47
|
Условная
вязкость лакокрасочных материалов по вискозиметру при 20 ºС
|
ВЯЗКОСТЬ
|
15/14
|
15/14
|
-"-
|
|
-"-
|
48
|
Размер
помола стеклоэмалевых материалов
|
РАЗМЕР
ПОМОЛА
|
11/10
|
11/10
|
-"-
|
|
-"-
|
49
|
Плотность
стеклоэмалевых или полимерных материалов
|
ПЛОТНОСТЬ
|
12/11
|
12/11
|
-"-
|
|
-"-
|
50
|
Код
единицы величины по классификатору СОЕВС
|
ЕВ
|
4/3
|
4/3
|
-"-
|
|
-"-
|
51
|
Количество
ДСЕ в изделии
|
КИ
|
7/6
|
7/6
|
-"-
|
|
-"-
|
52
|
Величина
усадки металла в процентах
|
УСАДКА
|
7/6
|
7/6
|
|
|
-"-
|
53
|
Количество
заготовок, получаемых из одной исходной заготовки
|
КЗ
|
6/5
|
6/5
|
|
|
-"-
|
54
|
Количество
деталей из заготовок, полосы, прутка, рулона
|
КДЗ
|
8/7
|
8/7
|
То же
|
|
-"-
|
55
|
Используемая
длина заготовки на определенное количество деталей
|
ДЛИНА
|
9/8
|
9/8
|
-"-
|
|
-"-
|
56
|
Обеспечение
изготовления деталей отходами материала (в процентах)
|
ОБ.
ОТХ
|
9/8
|
9/8
|
-"-
|
|
-"-
|
57
|
Размер
фракции полимерных материалов
|
ФРАКЦИЯ
|
11/10
|
11/10
|
-"-
|
|
09
|
01
|
Степень
механизации
|
СМ
|
4/3
|
4/3
|
|
|
То же
|
02
|
Код
профессии по классификатору ОКПДТР
|
ПРОФ.
|
7/6
|
7/6
|
|
|
-"-
|
03
|
Разряд
работы, необходимый для выполнения операции
|
Р
|
4/3
|
4/3
|
То же
|
|
-"-
|
04
|
Код
условий труда и вида норм по ОКПДТР
|
УТ
|
5/4
|
5/4
|
-"-
|
|
-"-
|
05
|
Количество
исполнителей, занятых при выполнении операции
|
КР
|
4/3
|
4/3
|
-"-
|
|
-"-
|
06
|
Количество
одновременно изготовляемых (ремонтируемых) изделий (ДСЕ)
|
КОИД
|
5/4
|
5/4
|
-"-
|
|
-"-
|
07
|
Коэффициент
штучного времени при многостаночном обслуживании
|
КШВ
|
5/4
|
5/4
|
-"-
|
|
-"-
|
08
|
Норма
подготовительно-заключительного времени на операцию
|
ТПЗ
|
7/6 (х)
|
7/6 (х)
|
-"-
|
|
-"-
|
09
|
Норма
штучного времени на операцию
|
ТШТ
|
8/7 (х)
|
8/7 (х)
|
-"-
|
|
-"-
|
10
|
Норма
штучно-калькуляционного времени на операцию
|
ТШТК
|
7/6 (х)
|
7/6 (х)
|
|
|
-"-
|
11
|
Расценок
за выполнение операции или на единицу нормирования
|
РАСЦ.
|
8/7 (х)
|
8/7
|
То же
|
|
-"-
|
12
|
Норма
основного времени на операцию
|
ТО
|
6/5
|
6/5
|
|
|
-"-
|
13
|
Норма
вспомогательного времени на операцию (переход)
|
ТВ
|
6/5
|
6/5
|
То же
|
|
-"-
|
14
|
Норма
вспомогательного неперекрываемого времени на операцию
|
ТВН
|
6/5
|
6/5
|
|
|
-"-
|
15
|
Норма
оперативного времени на операцию
|
ТОП
|
6/5
|
6/5
|
То же
|
|
-"-
|
16
|
Время
на техническое обслуживание
|
Т
ТЕХ.
|
6/5
|
6/5
|
-"-
|
|
-"-
|
17
|
Время
на организационное обслуживание
|
Т
ОРГ.
|
6/5
|
6/5
|
-"-
|
|
-"-
|
18
|
Время
на отдых и личные надобности
|
Т
ОТД.
|
6/5
|
6/5
|
-"-
|
|
-"-
|
19
|
Принятая
норма времени на единицу нормирования для оплаты
|
Н
ВР
|
6/5
|
6/5
|
-"-
|
|
-"-
|
20
|
Время
занятости рабочего при выполнении операции
|
Т
ЗРМ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
21
|
Коэффициент
занятости рабочего на рабочем месте
|
КЗ
|
4/3
|
4/3
|
-"-
|
|
-"-
|
22
|
Норма
выработки деталей в смену
|
НВ
|
4/3
|
4/3
|
-"-
|
|
-"-
|
23
|
Группа
сложности обрабатываемых деталей
|
ГС
|
3/2
|
3/2
|
|
|
-"-
|
24
|
Размер
надбавки в процентах
|
РН.
|
3/2
|
3/2
|
То же
|
|
-"-
|
25
|
Приведенное
время занятости рабочего на операции, отнесенное к обработке одной детали
|
ТЗ
НА ОПЕР.
|
12/11
|
6/5
|
-"-
|
|
-"-
|
26
|
Время
на активное наблюдение, отнесенное к обработке одной детали
|
ТАН
|
6/5
|
6/5
|
-"-
|
|
-"-
|
27
|
Время
на переходы в зоне рабочего места, отнесенное к обработке одной детали
|
ТП
|
5/4
|
5/4
|
-"-
|
|
-"-
|
28
|
Время
цикла
|
ТЦ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
29
|
Время
занятости рабочего в такте
|
ТЗ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
30
|
Объем
производственной партии в штуках
|
ОП
|
6/5
|
6/5
|
-"-
|
|
10
|
01
|
Номер
позиции инструментальной наладки
|
НД
|
8/7
|
8/7
|
-"-
|
|
То же
|
02
|
Наладочные
размеры опорных точек
|
НАКЛАД.
РАЗМЕРЫ.
|
21/20
|
21/20
|
-"-
|
|
-"-
|
03
|
Корректируемые
размеры с предельными отклонениями
|
КОРРЕКТ.
РАЗМ.
|
13/12
|
13/12
|
-"-
|
|
-"-
|
04
|
Номер
корректора
|
НК
|
5/4
|
5/4
|
-"-
|
|
-"-
|
05
|
Обозначение
кулачка
|
ОБОЗН.
КУЛАЧКА
|
17/16
|
17/16
|
-"-
|
|
-"-
|
06
|
Обозначение
наладки
|
ОБОЗН.
НАКЛАДКИ
|
17/16
|
17/16
|
-"-
|
|
-"-
|
07
|
Информация
по смазочно-охлаждающей жидкости
|
СОЖ
|
25/24
|
25/24
|
-"-
|
|
-"-
|
08
|
Параметры
сменных шестерен механизма главного движения (информацию располагать в виде
дроби: на первой строке - условное обозначение шестерен, на втором -
количество зубьев каждой шестерни)
|
СМЕННЫЕ
ШЕСТЕРНИ СКОРОСТЕЙ
|
-
|
-
|
-"-
|
|
-"-
|
09
|
Параметры
сменных шестерен механизма подач (информацию располагать в виде дроби, см.
выше)
|
СМЕННЫЕ
ШЕСТЕРНИ ПОДАЧ
|
-
|
-
|
-"-
|
|
-"-
|
10
|
Положение
кулачка, изменение направления вращения шпинделя
|
ПРАВ.;
ЛЕВ.
|
6/5
|
6/5
|
-"-
|
|
-"-
|
11
|
Положение
кулачка переключения механизма подач и зажима материала
|
ПОДАЧА,
ЗАЖИМ МАТЕРИАЛА
|
-
|
-
|
-"-
|
|
-"-
|
12
|
Число
сотых долей оборота распределительного вала, необходимое для выполнения
каждого рабочего и холостого хода
|
РХ;
ХХ
|
6/5
|
6/5
|
-"-
|
|
-"-
|
13
|
Интервал
значений сотых долей кулачковых дисков, необходимых для выполнения каждого рабочего
или холостого хода
|
ОТ;
ДО
|
6/5
|
6/5
|
-"-
|
|
-"-
|
14
|
Интервал
значений радиусов, необходимых для построения дисковых кулачков на каждом
переходе
|
НАИМ.;
НАИБ
|
7/6
|
7/6
|
-"-
|
|
-"-
|
15
|
Угол
поворота распределительного вала при рабочем ходе
|
УРХ
|
7/6
|
7/6
|
-"-
|
|
-"-
|
16
|
Ступени
шкивов
|
СТУПЕНИ
ШКИВОВ
|
15/14
|
15/14
|
-"-
|
|
11
|
01
|
Абсолютное
число оборотов рабочего кода
|
АБС.
ЧИСЛО ОБ. РХ =
|
16
|
-
|
-"-
|
|
То же
|
02
|
Абсолютное
число оборотов обратного хода
|
АБС.
ЧИСЛО ОБ. ОХ =
|
16
|
-
|
-"-
|
|
-"-
|
05
|
Амплитуда
|
А
=
|
2
|
-
|
-"-
|
|
-"-
|
10
|
Вид
отражателя чувствительности
|
ВИД
ОТРАЖ. ЧУВСТВ. =
|
18
|
-
|
-"-
|
|
-"-
|
11
|
Вид
намагничивания
|
ВИД
НАМАГ. =
|
11
|
-
|
-"-
|
|
-"-
|
12
|
Вид
суспензии
|
ВИД
СУСП. =
|
10
|
-
|
-"-
|
|
-"-
|
13
|
Вид
концентрированной энергии
|
ВИД
К. ЭНЕРГ. =
|
12
|
-
|
-"-
|
|
-"-
|
14
|
Вид
пламени
|
ВИД
ПЛ. =
|
8
|
-
|
-"-
|
|
-"-
|
20
|
Время
|
Т
=
|
2
|
-
|
-"-
|
|
-"-
|
21
|
Время
сушки
|
Т
СУШ. =
|
7
|
-
|
-"-
|
|
-"-
|
22
|
Время
заливки
|
Т
ЗАЛИВ. =
|
10
|
-
|
-"-
|
|
-"-
|
23
|
Время
выдержки
|
Т
ВЫДЕРЖ. =
|
10
|
-
|
-"-
|
|
-"-
|
24
|
Время
до заливки
|
Т
ДО ЗАЛИВ. =
|
12
|
-
|
-"-
|
|
-"-
|
25
|
Время
до раскрытия
|
Т
ДО РАСКР. =
|
11
|
-
|
-"-
|
|
-"-
|
26
|
Время
охлаждения
|
Т
ОХЛ. =
|
11
|
-
|
-"-
|
|
-"-
|
27
|
Время
нагрева
|
Т
НАГ. =
|
7
|
-
|
-"-
|
|
-"-
|
28
|
Время
изотермической выдержки
|
Т
ИВ =
|
7
|
-
|
-"-
|
|
-"-
|
29
|
Время
выдержки
|
Т
В =
|
4
|
-
|
-"-
|
|
-"-
|
30
|
Время
паузы при подпрессовке
|
Т
ППП =
|
6
|
-
|
-"-
|
|
-"-
|
31
|
Время
выдержки при давлении
|
Т
ВД =
|
5
|
-
|
-"-
|
|
-"-
|
32
|
Время
приложения предварительного усилия сжатия
|
Т
ПРЕДВ. Fсж. =
|
14
|
-
|
-"-
|
|
-"-
|
40
|
Глубина
(высота, зазор)
|
Н
=
|
2
|
-
|
-"-
|
|
-"-
|
41
|
Глубина
залегания чувствительности
|
Н
ЧУВСТ. =
|
9
|
-
|
-"-
|
|
-"-
|
50
|
Давление
|
Р
=
|
2
|
-
|
-"-
|
|
-"-
|
51
|
Давление
в аккумуляторе
|
Р
АК. =
|
6
|
-
|
-"-
|
|
-"-
|
52
|
Давление
на металл
|
Р
НА МЕТ. =
|
-
|
-
|
-"-
|
|
-"-
|
53
|
Давление
кислорода
|
Р
К =
|
4
|
-
|
-"-
|
|
-"-
|
54
|
Давление
горючего газа
|
Р
Г =
|
4
|
-
|
-"-
|
|
-"-
|
55
|
Давление
в камере после вакуумирования
|
Р
ПОСЛЕ ВАКУУМ. =
|
6
|
-
|
-"-
|
|
-"-
|
56
|
Давления
струи флюса
|
Р
СФ =
|
5
|
-
|
-"-
|
|
-"-
|
57
|
Давление
впрыска
|
Р
ВП. =
|
5
|
-
|
-"-
|
|
-"-
|
58
|
Давление
воздуха
|
Р
В =
|
4
|
-
|
-"-
|
|
-"-
|
65
|
Диаметр
|
Д
=
|
2
|
-
|
-"-
|
|
-"-
|
66
|
Диаметр
сопла
|
ДС
=
|
3
|
-
|
-"-
|
|
-"-
|
67
|
Диаметр
электрода
|
ДЭ
=
|
3
|
-
|
-"-
|
|
-"-
|
68
|
Диаметр
луча
|
ДЛ
=
|
3
|
-
|
-"-
|
|
-"-
|
69
|
Диаметр
ствола
|
Д
СТВ. =
|
7
|
-
|
-"-
|
|
-"-
|
70
|
Диаметр
луча
|
ДЛ
=
|
3
|
-
|
-"-
|
|
-"-
|
75
|
Длина
|
L =
|
2
|
-
|
-"-
|
|
-"-
|
76
|
Длина
1-ой фазы прессования
|
L 1ФП =
|
6
|
-
|
-"-
|
|
-"-
|
77
|
Длина
2-ой фазы прессования
|
L 2ФП =
|
6
|
-
|
-"-
|
|
-"-
|
78
|
Джина
рабочего хода
Длина
контролируемого объекта
|
L РХ =
L КО =
|
4
5
|
-
|
-"-
|
|
-"-
|
79
|
Длительность
импульса сварочного тока
|
ТИ
=
|
3
|
-
|
-"-
|
|
-"-
|
80
|
Длительность
паузы между импульсами сварочном тока
|
ТП
=
|
3
|
-
|
-"-
|
|
-"-
|
81
|
Длительность
приложения предварительного усилия сжатия
|
Т
ПРЕДВ. Fсж. =
|
14
|
-
|
-"-
|
|
-"-
|
82
|
Длительность
второго импульса
|
ТИ2
=
|
4
|
-
|
-"-
|
|
-"-
|
83
|
Длительность
осадки
|
ТО
=
|
3
|
-
|
-"-
|
|
-"-
|
84
|
Длительность
приложения рабочего усилия сжатия
|
Т
РАБ. Fсж. =
|
12
|
-
|
-"-
|
|
-"-
|
85
|
Длительность
приложения ковочного усилия
|
Т
КОВ. Fсж. =
|
8
|
-
|
-"-
|
|
-"-
|
90
|
Заглубление
оптического фокуса в разрезаемый материал
|
НЗ
=
|
9
|
-
|
-"-
|
|
-"-
|
91
|
Значение
остаточного давления в рабочей вакуумной камере
|
РО
=
|
3
|
-
|
-"-
|
|
-"-
|
92
|
Зазор
между индуктором и изделием (приспособлением)
|
L И/ИЗД. =
|
9
|
-
|
-"-
|
|
-"-
|
93
|
Зазор
между индуктором и приспособлением
|
L И/ПРИСП. =
|
11
|
-
|
-"-
|
|
-"-
|
94
|
Зона
перемещения
|
ЗП
|
3
|
-
|
-"-
|
|
12
|
01
|
Категория
контролируемого объекта
|
К
КО =
|
5
|
-
|
-"-
|
|
То же
|
05
|
Количество
|
КОЛ.
=
|
5
|
-
|
-"-
|
|
-"-
|
06
|
Количество
контролируемых объектов
|
КОЛ.
КО =
|
7
|
-
|
-"-
|
|
-"-
|
07
|
Количество
участков
|
КОЛ.
УЧ. =
|
8
|
-
|
-"-
|
|
-"-
|
08
|
Количество
выстрелов
|
КОЛ.
В. =
|
6
|
-
|
-"-
|
|
-"-
|
09
|
Количество
оборотов шпинделя, необходимых для обработки детали
|
КОЛ.
ОБ. ШП. =
|
15
|
-
|
-"-
|
|
-"-
|
10
|
Количество
подпрессовок
|
КОЛ.
ПП =
|
7
|
-
|
-"-
|
|
-"-
|
11
|
Максимальная
плотность лучистого потока в облучаемой зоне
|
ПМ
=
|
3
|
-
|
-"-
|
|
-"-
|
12
|
Мощность
|
N =
|
2
|
-
|
-"-
|
|
-"-
|
13
|
Мощность
процесса
|
N ПРОЦ. =
|
8
|
-
|
-"-
|
|
-"-
|
14
|
Мощность
излучения
|
N ИЗЛУЧ. =
|
9
|
-
|
-"-
|
|
-"-
|
15
|
Мощность
генератора
|
N
Г =
|
3
|
-
|
-"-
|
|
-"-
|
16
|
Настройка
|
НАСТР.
=
|
7
|
-
|
-"-
|
|
-"-
|
17
|
Настройка
чувствительности
|
НАСТР.
ЧУВСТ. =
|
13
|
-
|
-"-
|
|
-"-
|
20
|
Напряжение
|
U
|
2
|
-
|
-"-
|
|
-"-
|
21
|
Напряжение
излучателя
|
U ИЗ. =
|
6
|
-
|
-"-
|
|
-"-
|
22
|
Напряжение
дуги
|
U Д =
|
4
|
-
|
-"-
|
|
-"-
|
23
|
Напряжение
индуктора
|
U И =
|
4
|
-
|
-"-
|
|
-"-
|
24
|
Напряжение
генератора
|
U Г =
|
4
|
-
|
-"-
|
|
-"-
|
25
|
Напряжение
на контуре
|
U К =
|
4
|
-
|
-"-
|
|
-"-
|
26
|
Напряженность
магнитного поля фокусирующей катушки
|
НФК
=
|
5
|
-
|
-"-
|
|
-"-
|
28
|
Наименование
среды, в которой производят действие
|
СРЕДА
=
|
6
|
-
|
-"-
|
|
-"-
|
30
|
Номер
контролируемого объекта
|
НКО
=
|
5
|
-
|
-"-
|
|
-"-
|
31
|
Номер
мундштука
|
НМ
=
|
3
|
-
|
-"-
|
|
-"-
|
32
|
Номер
прохода для многослойных сварных швов
|
НП
=
|
3
|
-
|
-"-
|
|
-"-
|
40
|
Обозначение
полярности
|
П
=
|
2
|
-
|
-"-
|
|
-"-
|
41
|
Обратная
полярность
|
ОП
=
|
3
|
-
|
-"-
|
|
-"-
|
42
|
Обозначение
положения сварки
|
ПС
=
|
3
|
-
|
-"-
|
|
-"-
|
45
|
Общий
припуск
|
ОБ.
ПР. =
|
7
|
-
|
-"-
|
|
-"-
|
48
|
Объем
контроля
|
ОБЪЕМ
КОНТР. =
|
13
|
-
|
-"-
|
|
-"-
|
50
|
Относительное
число оборотов рабочего хода
|
ОТН.
ЧИСЛО ОБ. РХ =
|
16
|
-
|
-"-
|
|
-"-
|
51
|
Относительное
число оборотов обратного хода
|
ОТН.
ЧИСЛО ОБ. ОХ =
|
16
|
-
|
-"-
|
|
-"-
|
52
|
Отношение
площади поверхности: анодной и катодной
|
ОТН.
ПЛ. А/К =
|
11
|
-
|
-"-
|
|
-"-
|
57
|
Плотность
набивки формы
|
П
НАБ. Ф =
|
8
|
-
|
-"-
|
|
-"-
|
58
|
Плотность
тока на единицу покрываемой поверхности
|
П
=
|
3
|
-
|
-"-
|
|
-"-
|
60
|
Площадь
|
ПЛ.
=
|
4
|
-
|
-"-
|
|
-"-
|
61
|
Площадь
отражения чувствительности
|
ПЛ.
ЧУВСТ. =
|
10
|
-
|
-"-
|
|
-"-
|
62
|
Площадь
контролируемого участка
|
ПЛ.
КУ. =
|
6
|
-
|
-"-
|
|
-"-
|
64
|
Подача
|
S =
|
2
|
-
|
-"-
|
|
-"-
|
69
|
Поисковая
чувствительность
|
ПОИСК.
ЧУВСТВ. =
|
14
|
-
|
-"-
|
|
-"-
|
70
|
Показатель
концентрации ионов в растворе
|
ПН
=
|
3
|
-
|
-"-
|
|
-"-
|
71
|
Положение
кокиля при заливке металла (горизонтальное, вертикальное)
|
ПОЛОЖ.
ЗАЛИВ. =
|
13
|
-
|
-"-
|
|
-"-
|
72
|
Поверхность
сканирования
|
ПОВ.
СКАН. =
|
10
|
-
|
-"-
|
|
-"-
|
73
|
Потребляемая
мощность машинного генератора
|
N МГ =
|
5
|
-
|
-"-
|
|
-"-
|
74
|
Предварительное
усилие сжатия
|
ПРЕДВ.
Fсж. =
|
12
|
-
|
-"-
|
|
-"-
|
75
|
Принятое
количество оборотов шпинделя, необходимое для обработки детали на переход
|
КОЛ.
ОБ. ШП.НА ПЕР. =
|
18
|
-
|
-"-
|
|
-"-
|
76
|
Припуск
на оплавление
|
ПРИП.
НА ОПЛ. =
|
13
|
-
|
-"-
|
|
-"-
|
77
|
Припуск
на осадку при нагреве заготовок
|
ПРИП.
НА ОСАДКУ =
|
15
|
-
|
-"-
|
|
-"-
|
80
|
Размеры
контролируемого участка
|
РАЗМ.
КУ=
|
8
|
-
|
-"-
|
|
-"-
|
81
|
Расстояние
от торца сопла до поверхности свариваемых деталей для дуговой сварки в
защитных газах со струйной защитой
|
L C =
|
3
|
-
|
-"-
|
|
-"-
|
82
|
Расстояние
от источника энергии до поверхности паяемых изделий
|
L ОТ ИЭ ДО ИЗД. =
|
16
|
-
|
-"-
|
|
-"-
|
83
|
Расстояние
из среза электронной пушки до поверхности свариваемых деталей
|
L ОТ ИЭ ДО ДЕТ. =
|
16
|
-
|
-"-
|
|
-"-
|
84
|
Расстояние
от точки токоподвода до конца электрода, на котором горит дуга
|
L ОТ ТТ ДО ЭЛЕКТР. =
|
19
|
-
|
-"-
|
|
-"-
|
85
|
Расход
(вылет электрода)
|
L Э =
|
3
|
-
|
-"-
|
|
-"-
|
86
|
Расход
защитного (плазмообразующего) газа для основной защиты в единицу времени
|
Q Г ОЗ =
|
6
|
-
|
-"-
|
|
-"-
|
87
|
Расход
защитного (плазмообразующего) газа для дополнительной защиты в единицу
времени
|
Q Г ДЗ =
|
6
|
-
|
-"-
|
|
-"-
|
88
|
Расход
защитного газа для защиты корня шва в единицу времени
|
Q Г ЗШ =
|
6
|
-
|
-"-
|
|
-"-
|
89
|
Расход
газа в единицу времени
|
Q Г =
|
3
|
-
|
-"-
|
|
-"-
|
90
|
Расход
воздуха при пенном флюсовании
|
Q В =
|
3
|
-
|
-"-
|
|
-"-
|
96
|
Расходимость
луча (излучения)
|
РАСХОДИМ.
=
|
10
|
-
|
-"-
|
|
-"-
|
97
|
Расчетное
количество оборотов шпинделя, необходимое для обработки детали на переход
|
КОЛ.
ОБ. ШП. РАСЧ. =
|
16
|
-
|
-"-
|
|
-"-
|
98
|
Режим
генерирования
|
Р.
ГЕНЕР. =
|
9
|
-
|
-"-
|
|
-"-
|
99
|
Режим
уплотнения и доуплотнения формы (количество ударов при встряхивании или
усилие прессования)
|
Р.
УПЛОТН. =
|
10
|
-
|
-"-
|
|
13
|
01
|
Сварочное
усилие сжатия при первом импульсе тока (подогреве)
|
Р
1 =
|
3
|
-
|
-"-
|
|
То же
|
02
|
Сварочное
усилие сжатия при втором импульсе тока
|
Р
2 =
|
3
|
-
|
-"-
|
|
-"-
|
05
|
Сила
тока
|
I =
|
2
|
-
|
-"-
|
|
-"-
|
06
|
Сила
анодного тока лампового генератора
|
I А ЛГ =
|
6
|
-
|
-"-
|
|
-"-
|
07
|
Сила
сеточного тока лампового генератора
|
I С ЛГ =
|
6
|
-
|
-"-
|
|
-"-
|
08
|
Сила
тока лампового генератора
|
I ЛГ =
|
6
|
-
|
-"-
|
|
-"-
|
09
|
Сила
тока возбуждения машинного генератора
|
I В МГ =
|
6
|
-
|
-"-
|
|
-"-
|
10
|
Сила
тока фокусирующей катушки
|
I ФК =
|
6
|
-
|
-"-
|
|
-"-
|
11
|
Сила
тока первого импульса (подогрева)
|
I 1 =
|
3
|
-
|
-"-
|
|
-"-
|
12
|
Сила
тока второго импульса (сварки)
|
I 2 =
|
3
|
-
|
-"-
|
|
-"-
|
13
|
Сила
тока индуктора
|
I И =
|
3
|
-
|
-"-
|
|
-"-
|
14
|
Сила
тока генератора
|
I Г =
|
3
|
-
|
-"-
|
|
-"-
|
15
|
Сила
тока дуги
|
I Д =
|
3
|
-
|
-"-
|
|
-"-
|
16
|
Сила
тока при изотермической выдержке
|
I ИЗ =
|
6
|
-
|
-"-
|
|
-"-
|
17
|
Сила
тока эмиссии
|
I Э =
|
3
|
-
|
-"-
|
|
-"-
|
18
|
Сила
тока на загрузку
|
I З =
|
3
|
-
|
-"-
|
|
-"-
|
22
|
Скорость
резания
|
V =
|
2
|
-
|
-"-
|
|
-"-
|
23
|
Скорость
прессования
|
V ПРЕС. =
|
8
|
-
|
-"-
|
|
-"-
|
24
|
Скорость
прессования первая
|
V 1 ПРЕС. =
|
9
|
-
|
-"-
|
|
-"-
|
25
|
Скорость
прессования вторая
|
V 2 ПРЕС. =
|
9
|
-
|
-"-
|
|
-"-
|
26
|
Скорость
прессования третья
|
V 3 ПРЕС. =
|
9
|
-
|
-"-
|
|
-"-
|
27
|
Скорость
плавки
|
V ПЛАВКИ =
|
9
|
-
|
-"-
|
|
-"-
|
28
|
Скорость
резки
|
V РЕЗ. =
|
7
|
-
|
-"-
|
|
-"-
|
29
|
Скорость
перемещения луча
|
V ЛУЧА =
|
7
|
-
|
-"-
|
|
-"-
|
30
|
Скорость
подачи присадочного материала
|
V ПМ =
|
6
|
-
|
-"-
|
|
-"-
|
31
|
Скорость
сварки
|
V С =
|
3
|
-
|
-"-
|
|
-"-
|
32
|
Скорость
оплавления
|
V ОПЛ =
|
7
|
-
|
-"-
|
|
-"-
|
33
|
Скорость
нагрева
|
V НАГР. =
|
8
|
-
|
-"-
|
|
-"-
|
34
|
Скорость
охлаждения
|
V ОХЛ. =
|
7
|
-
|
-"-
|
|
-"-
|
35
|
Скорость
движения конвейера
|
V К. =
|
4
|
-
|
-"-
|
|
-"-
|
36
|
Скорость
подъема изделия из расплавленного припоя при пайке погружением
|
V ПИ =
|
5
|
-
|
-"-
|
|
-"-
|
37
|
Скорость
вытяжки
|
V В =
|
3
|
-
|
-"-
|
|
-"-
|
38
|
Способ
охлаждения
|
СП.
ОХ. =
|
7
|
-
|
-"-
|
|
-"-
|
40
|
Средняя
плотность лучистого потока в облучаемой зоне
|
СРЕД.
ПЛОТН. ЛП. =
|
14
|
-
|
-"-
|
|
-"-
|
45
|
Твердость
детали после термообработки
|
ТВЕРД.
=
|
7
|
-
|
-"-
|
|
-"-
|
48
|
Температура
|
Т-РА
=
|
5
|
-
|
-"-
|
|
-"-
|
49
|
Температура
предварительного подогрева деталей
|
Т-РА
ПП. =
|
8
|
-
|
-"-
|
|
-"-
|
50
|
Температура
жала паяльника
|
Т-РА
ЖАЛА =
|
10
|
-
|
-"-
|
|
-"-
|
51
|
Температура
припоя в ванне
|
Т-РА
П =
|
7
|
-
|
-"-
|
|
-"-
|
52
|
Температура
росы газа
|
Т-РА
РГ =
|
8
|
-
|
-"-
|
|
-"-
|
53
|
Температура
формы
|
Т-РА
Ф =
|
7
|
-
|
-"-
|
|
-"-
|
54
|
Температура
пуансона
|
Т-РА
ПУАН. =
|
11
|
-
|
-"-
|
|
-"-
|
55
|
Температура
матрицы
|
Т-РА
МАТР. =
|
11
|
-
|
-"-
|
|
-"-
|
56
|
Температура
материала
|
Т-РА
М =
|
7
|
-
|
-"-
|
|
-"-
|
57
|
Температура
арматуры
|
Т-РА
АРМ. =
|
10
|
-
|
-"-
|
|
-"-
|
58
|
Температура
1-й половины формы
|
Т-РА
Ф1 =
|
8
|
-
|
-"-
|
|
-"-
|
59
|
Температура
2-й половины формы
|
Т-РА
Ф2 =
|
8
|
-
|
-"-
|
|
-"-
|
60
|
Температура
1-й зоны нагрева литьевой машины
|
Т-РА
ЛМ1 =
|
9
|
-
|
-"-
|
|
-"-
|
61
|
Температура
2-й зоны нагрева литьевой машины
|
Т-РА
ЛМ2 =
|
9
|
-
|
-"-
|
|
-"-
|
62
|
Температура
3-й зоны нагрева литьевой машины
|
Т-РА
ЛМ3 =
|
9
|
-
|
-"-
|
|
-"-
|
63
|
Температура
4-й зоны нагрева литьевой машины
|
Т-РА
ЛМ4 =
|
9
|
-
|
-"-
|
|
-"-
|
65
|
Температура
6-й зоны нагрева литьевой машины
|
Т-РА
ЛМ5 =
|
9
|
-
|
-"-
|
|
-"-
|
66
|
Температура
зоны нагрузки
|
Т-РА
ЗАГ. =
|
11
|
-
|
-"-
|
|
-"-
|
67
|
Температура
шнека
|
Т-РА
Ш =
|
7
|
-
|
-"-
|
|
-"-
|
68
|
Температура
воды
|
Т-РА
В =
|
7
|
-
|
-"-
|
|
-"-
|
|
Температура
по зонам нагрева цилиндра:
|
|
|
-
|
-"-
|
|
-"-
|
69
|
1-я
зона
|
Т-РА
НЦ1 =
|
9
|
-
|
-"-
|
|
-"-
|
70
|
2-я
зона
|
Т-РА
НЦ2 =
|
9
|
-
|
-"-
|
|
-"-
|
71
|
3-я
зона
|
Т-РА
НЦ3 =
|
9
|
-
|
-"-
|
|
-"-
|
72
|
4-я
зона
|
Т-РА
НЦ4 =
|
9
|
-
|
-"-
|
|
-"-
|
73
|
5-я
зона
|
Т-РА
НЦ5 =
|
9
|
-
|
-"-
|
|
-"-
|
|
Температура
по зонам нагрева головки:
|
|
|
-
|
-"-
|
|
-"-
|
74
|
1-я
зона
|
Т-РА
НГ1 =
|
9
|
-
|
-"-
|
|
-"-
|
75
|
2-я
зона
|
Т-РА
НГ2 =
|
9
|
-
|
-"-
|
|
-"-
|
76
|
3-я
зона
|
Т-РА
НГ3 =
|
9
|
-
|
-"-
|
|
-"-
|
77
|
4-я
зона
|
Т-РА
НГ4 =
|
9
|
-
|
-"-
|
|
-"-
|
78
|
5-я
зона
|
Т-РА
НГ5 =
|
9
|
-
|
-"-
|
|
-"-
|
79
|
Температура
сушки
|
Т-РА
СУШ. =
|
10
|
-
|
-"-
|
|
-"-
|
80
|
Температура
металла
|
Т-РА
МЕТ. =
|
10
|
-
|
-"-
|
|
-"-
|
81
|
Температура
отливки при выбивке допускаемая
|
Т-РА
ОТЛ. ПРИ ВЫБИВ. =
|
20
|
-
|
-"-
|
|
-"-
|
82
|
Температура
изотермической выдержки
|
Т-РА
ИВ. =
|
8
|
-
|
-"-
|
|
-"-
|
90
|
Толщина
контролируемого объекта
|
В
КО =.
|
5
|
-
|
-"-
|
|
-"-
|
91
|
Толщина
напыления за 1 выстрел
|
В
НАП. =
|
7
|
-
|
-"-
|
|
14
|
01
|
Угол
рабочего хода
|
У
РХ =
|
5
|
-
|
-"-
|
|
То же
|
02
|
Угол
наклона конвейера при пайке волной припоя
|
У
НАКЛ. КОНВ. =
|
14
|
-
|
-"-
|
|
-"-
|
03
|
Угол
наклона горелки или электрода
|
У
НАКЛ. =
|
8
|
-
|
-"-
|
|
-"-
|
04
|
Угол
ввода
|
У
ВВОДА =
|
8
|
-
|
-"-
|
|
-"-
|
10
|
Усилие
|
F =
|
2
|
-
|
-"-
|
|
-"-
|
11
|
Усилие
запирания
|
F ЗАП. =
|
7
|
-
|
-"-
|
|
-"-
|
12
|
Усилие
сжатия при пайке
|
F С =
|
2
|
-
|
-"-
|
|
-"-
|
13
|
Усилие
зажатия стыковой машины
|
F ЗАЖ. =
|
7
|
-
|
-"-
|
|
-"-
|
14
|
Усилие
сжатия паяльных деталей
|
F СД =
|
5
|
-
|
-"-
|
|
-"-
|
15
|
Усилие
прессования расчетное
|
F ПРЕС. РАСЧ. =
|
13
|
-
|
-"-
|
|
-"-
|
16
|
Усилие
прессования рабочее
|
F ПРЕС. РАБ. =
|
12
|
-
|
-"-
|
|
-"-
|
17
|
Усилие
сжатия при изотермической выдержке
|
F ИВ. =
|
5
|
-
|
-"-
|
|
-"-
|
20
|
Ускоряющее
напряжение
|
U УС. =
|
6
|
-
|
-"-
|
|
-"-
|
21
|
Установочная
длина заготовки
|
L ЗАГ. =
|
7
|
-
|
-"-
|
|
-"-
|
30
|
Фокусное
расстояние
|
L Ф =
|
3
|
-
|
-"-
|
|
-"-
|
40
|
Частота
вибрации изделия
|
Ч
ВИБР. =
|
8
|
-
|
-"-
|
|
-"-
|
41
|
Частота
относительного вращения заготовок
|
Ч
ОТН. ВРАЩ. =
|
12
|
-
|
-"-
|
|
-"-
|
42
|
Частота
импульсов
|
Ч
ИМП. =
|
7
|
-
|
-"-
|
|
-"-
|
50
|
Число
оборотов
|
ЧИСЛО
ОБ. =
|
10
|
-
|
-"-
|
|
-"-
|
51
|
Число
оборотов шпинделя в минуту на переход
|
ЧИСЛО
ОБ. ШП./ПЕР. =
|
18
|
-
|
-"-
|
|
-"-
|
55
|
Число
проходов
|
I =
|
2
|
-
|
-"-
|
|
-"-
|
60
|
Ширина
заготовки
|
В
=
|
2
|
-
|
-"-
|
|
-"-
|
65
|
Электрическая
емкость конденсатора
|
Е
=
|
2
|
-
|
-"-
|
Примечания:
1. В таблице представлен основной
состав ЭИ, применяемый при построении и оформлении форм документов.
Необходимость его дополнения или ограничения устанавливается разработчиком форм
документов для каждого предприятия (организации).
2. Не приведены ЭИ, относящиеся к
группам информации по описанию выполняемых действий и дополнительной информации
(соответственно коды 11 и 13). Состав ЭИ, применяемых при выполнении действий и
их описании. Состав ЭИ, входящих в группу дополнительной информации,
устанавливает разработчик в дополнение к приведенным группам.
3. Размерность числовых значений
длины графы выражается в символах АПДУ через дробь: в числителе - для длины
графы, в знаменателе - для вносимой информации.
4. Наличие прочерка в размерности
наименования графы свидетельствует, что заголовок графы может отсутствовать; в
графе для внесения данных размерность устанавливается разработчиком.
5.  - информация, обязательная для
применения в форме документа;
- информация, обязательная для
применения в форме документа;  -
выбираемая разработчиком.
-
выбираемая разработчиком.
6. Знак «х» означает, что
размерность длины данной графы может меняться с целью рационального размещения
блока информации на поле формата (см. табл. 7).
Таблица 8
|
Код БИ
|
Назначение БИ
|
|
1
|
2
|
|
Б 01.01
|
Составная
часть модуля адресной (поисковой) информации в основной надписи документа. Применяется
совместно с Б 01.07 - Б 01.09. Предусматривает указание информации по ТКД
|
|
Б 01.02
|
Назначение
то же, но в отличие от Б 01.01 не предусматривает простановку кода по ТКД. Применяется
для документов на сборочные единицы и изделия, а также в случае, если ТКД на
данном предприятии не внедрен
|
|
Б 01.03
|
Блок
адресной информации, применяемой в основной надписи документа. Не содержит
графы для простановки кода по ТКД и ГОСТ 3.1201. В графах 0105 - 0108
указывается информация по назначению либо один реквизит (0111), т.е. литеру
соответствующей стадии разработки документа
|
|
Б 01.04
|
Назначение
то же, что и предыдущего блока, но не предусматривает записи информации по
обозначению рабочего места
|
|
Б 01.05
|
Комплексный
блок адресной информации в основной надписи документа, исключает
необходимость применения блока вспомогательной информации
|
|
Б 01.06
|
Назначение
то же, но не предусматривает записи информации по обозначению рабочего места
|
|
Б 01.07
|
Составляющая
часть модуля адресной информации. Применяется совместно с Б 01.01 - Б 01.04.
Соответствует ГОСТ
3.1103
|
|
Б 01.08
|
Назначение
то же, но не предусматривает записи информации по обозначению рабочего места
|
|
Б 01.09
|
Назначение
то же, что и Б 01.07, но без указания единицы нормирования
|
|
Б 01.10
|
Для
основных надписей последующих листов ФД. Может быть видоизменен и не
содержать данных по указанию номера операции и обозначению документа
(комплекта документов)
|
|
Б 01.11
|
Назначение
то же, но не предусматривает записи по обозначению комплекта документов
(документа)
|
|
Б 01.12 - Б 01.13
|
Для
указания состава деталей сборочных единиц и их наименований. Применяется в
технологических ведомостях на изделие, например ВОБ; ВО; ВМ и т.п. Располагается,
как правило, после БИ адресной (поисковой) информации
|
|
Б 01.14 - Б 01.18
|
Для
указания состава исполнителей от разработчика (разработчиков) документы
(комплекта, комплектов документов). Могут входить в типовой (типовые) МИ.
Состав включаемых БИ устанавливает разработчик ФД с учетом процедуры их
прохождения
|
|
Б 01.19
|
Для
внесения изменений. Необходимость введения дополнительного БИ определяет
разработчик
|
|
Б 01.20
|
Относится
к основным надписям. Применяется для первых листов ФД, предусматривает
информацию о привязке к основному документу в комплекте документов или же к
основному комплекту документов, а также о нумерации и количестве листов в
комплекте. Располагается, как правило, в верхней части ФД
|
|
Б 01.21
|
То
же, только для ФД, имеющих продолжение
|
|
Б 01.22
|
Для
указания данных при позаказной работе предприятия (организации). Вводится по
усмотрению разработчика ФД
|
|
Б 01.23
|
Относится
к основным надписям. Располагается в нижней части ФД. Предусматривает
информацию об обозначении ФД, ее виде и наименовании. Обеспечивает вывод и
ввод в ЭВМ разработанных и применяемых форм
|
|
Б 01.24 - Б 01.27
|
Для
указания данных о наименовании, коде операции и месте ее выполнения.
Необходимость применения устанавливает разработчик ФД
|
|
Б 02.01 - Б 02.03
|
Для
указания архивных данных с соответствующей регистрацией подлинников,
дубликатов, а также документов, разработанных взамен подлинников
|
|
Б 03.01 - Б 03.07
|
Для
решения задач по учету составных частей (деталей, сборочных единиц) в
изделии. Используется в ведомостях применяемости (ВП)
|
|
Б 04.01 - Б 04.02
|
Для
решения задач по группированию деталей по конструкторско-технологическим
признакам. Обеспечивает решение задач по поиску заимствованных документов, их
комплектов. Применяются в технологических ведомостях (ТВ)
|
|
Б 05.01 - Б 05.04
|
Для
решения задач по определению технологического маршрута изготовления изделия и
его составных частей. Применяются в ведомостях технологического маршрута
(ВТМ)
|
|
Б 06.01 - Б 06.09
|
Для
решения задач по расчету или указанию применяемых средств технологического
оснащения. Используются в ТВ на оснастку и оборудование, а также в
операционных картах (ОК)
|
|
Б 07.01
|
В
формах маршрутных карт (МК), карт типового (группового) технологического
процесса (КТТП), карт технологического процесса (КТП) и в некоторых ФД для
обозначения документов на конкретные операции
|
|
Б 07.02 - Б 07.05
|
Для
решения задач по учету применяемости технологических документов на
изготовление изделия. Используются в ведомостях технологических документов
(ВТД) и ведомостях держателей подлинников (ВДП)
|
|
Б 07.06 - Б 07.07
|
Для
комплексного указания информации, используемой при организации рабочих мест,
например, в МК, КТП, КТТП, ОК и т.п.
|
|
Б 08.01 - Б 08.06
|
Для
решения задач подетального нормирования материалов на изделие. Используется в
ведомости материалов (ВМ)
|
|
Б 08.07 - Б.08.08
|
Для
указания данных при укомплектовании изделия материалами и составными частями
изделия. Используется в комплектовочных картах (КК)
|
|
Б 08.09 - Б 06.10
|
При
решении задач по нормированию основных и вспомогательных материалов при
покрытии изделий (составных частей) с применением различных видов и методов
|
|
Б 08.11 - Б 08.13
|
При
расчете сводных норм расхода материалов на изделие. Используется в ведомостях
специфицированных норм расхода материалов (ВСН)
|
|
Б 08.12
|
Для
указания комплекса данных по нормированию расхода основного материала при
применении электрошлакового вида литья. Используется в картах технологической
информации (КТИ)
|
|
Б.08.14
|
В
документах на литье в песчаные формы. Используется в КТИ
|
|
Б 08.15
|
В
документах на литье в кокиль, оболочковые формы, по выплавляемым моделям и
под давлением. Используется в КТИ с добавлением специфической информации
|
|
Б 08.16 - Б 08.18
|
Для
указания данных при раскрое материалов. Используются в КТИ
|
|
Б 09.01; Б 09.04
|
Для
решения задач по нормированию трудозатрат. Используются в МК, КТП
|
|
Б 09.02; Б 09.05
|
Взамен
предыдущего БИ. Допускают указание вместо времени, затраченного на выполнение
операции, величины расценки в денежном выражении
|
|
Б 09.03; Б 09.06
|
При
разработке форм соответствующих КТТП
|
Таблица 9
|
Код МИ
|
Обозначение и порядок
расположения БИ, входящих в МИ
|
Расположение БИ
|
Назначение МИ
|
|
параллельное
|
последовательное
|
|
М 01.01
|
Б
01.01; Б 01.07
|
+
|
|
Адресная (поисковая)
информация. Дополняет
и развивает требования ГОСТ
3.1103
|
|
М 01.02
|
Б
01.01; Б 01.08
|
+
|
|
|
М 01.03
|
Б
01.01; Б 01.09
|
+
|
|
Состав
включаемых БИ устанавливает разработчик ФД из условий организации
производства и оптимизации включаемой информации
|
|
М 01.04
|
Б
01.02; Б 01.07
|
+
|
|
|
М 01.05
|
Б
01.02; Б 01.08
|
+
|
|
|
М 01.06
|
Б
01.02; Б 01.09
|
+
|
|
|
М 01.07
|
Б
01.03; Б 01.07
|
+
|
|
|
М 01.08
|
Б
01.03; Б 01.08
|
+
|
|
|
М 01.09
|
Б
01.03; Б 01.09
|
+
|
|
|
М 01.20
|
Б
01.14; Б 01.15; Б 01.16; Б 01.17; Б 01.18
|
+
|
|
Состав
исполнителей. Определяется разработчиком ФД из условий оптимизации процедур
оформления документов. При введении дополнительных данных их указывают на
поле подшивки документа
|
|
М 01.21
|
Б
01.14; Б 01.15; Б 01.17; Б 01.18
|
+
|
|
|
М 01.22
|
Б
01.14; Б 01.17; Б 01.18
|
+
|
|
|
М 01.22
|
Б
01.14; Б 01.18
|
|
+
|
|
М 01.30
|
Б
01.20; Б 01.22
|
+
|
|
При
формировании форм документов на 70 символов
|
|
М 01.31
|
Б
01.22; Б 01.20
|
|
+
|
То
же на 128 символов
|
|
М 01.40
|
Б
02.01; Б 01.23
|
+
|
|
При
формировании форм документов на 70 символов
|
|
М 01.41
|
То
же
|
|
+
|
То
же на 128 символов
|
|
М 01.50
|
Б
01.24; Б 07.01
|
+
|
|
При
формировании форм документов (МК; КТП) на 70 символов
|
|
М 01.51
|
Б
01.25; Б 07.01
|
+
|
|
То
же
|
|
М 01.52
|
Б
01.27; Б 07.01
|
+
|
|
То
же
|
|
М 02.01
|
Б
02.01; Б 02.02; Б 02.03
|
|
+
|
Модуль
дополнительный информации
|
|
М 03.01
|
Б
01.13; Б 03.01; Б 03.02
|
+
|
|
Комплексный
МИ, используемый при формировании форм ВП на 70 символов
|
|
М 03.02
|
Б
01.13; Б 03.01; Б 03.03
|
+
|
|
Комплексный
МИ, используемый при формировании форм ВП на 70 символов
|
|
М 03.03
|
Б
01.12; Б 03.04
|
+
|
|
То
же на 128 символов
|
|
М 03.04
|
Б
01.12; Б 03.05
|
+
|
|
То
же
|
|
М 04.01
|
Б
01.13; Б 04.01
|
+
|
|
При
формировании форм ТВ на 70 символов
|
|
М 04.02
|
Б
01.12; Б 04.02
|
+
|
|
То
же на 128 символов
|
|
М 05.01
|
Б
01.13; Б 01.01
|
+
|
|
При
формировании форм ВТМ на 70 символов
|
|
М 05.02
|
Б
01.12; Б 05.02
|
+
|
|
То
же на 128 символов
|
|
М 06.01
|
Б
01.13; Б 06.02
|
+
|
|
При
формировании форм ВОБ на изделие на 70 символов
|
|
М 06.02
|
Б
01.13; Б 06.03
|
+
|
|
То
же
|
|
М 06.03
|
Б
01.12; Б 06.02
|
+
|
|
То
же на 128 символов
|
|
М 06.04
|
Б
01.12; Б 06.03
|
+
|
|
То
же
|
|
М 06.10
|
Б
01.13; Б 06.01
|
+
|
|
При
формировании форм ВО на изделие, на 70 символов
|
|
М 06.11
|
Б
01.12; Б 06.01
|
+
|
|
То
же на 128 символов
|
|
М 06.20
|
Б
06.09; Б 09.01
|
+
|
|
При
формировании форм МК; КТП и др. на 70 символов
|
|
М 06.21
|
Б
06.09; Б09.02
|
+
|
|
То
же
|
|
М 07.01
|
Б
01.13; Б 07.02; Б 07.03
|
+
|
|
При
формировании форм ВТД (ВДП) на 70 символов
|
|
М 07.02
|
Б
01.12; Б 07.04; Б 07.05
|
+
|
|
То
же на 128 символов
|
|
М 08.01
|
Б
08.01; Б 06.02; Б 08.03
|
+
|
|
При
формировании форм ВМ на 70 символов
|
|
М 08.02
|
Б
08.01; Б 08.02; Б 08.03; Б 05.01
|
+
|
|
То
же
|
|
М 08.03
|
Б
08.04; Б 08.05
|
+
|
|
При
формировании форм ВМ на 128 символов
|
|
М 08.04
|
Б
08.04; Б 08.05; Б 05.02
|
+
|
|
То
же
|
|
М 08.10
|
Б
08.01; Б 08.11
|
+
|
|
При
формировании форм ВСН на 70 символов
|
|
М 09.01
|
Б
06.09; Б 09.01
|
+
|
|
Формирование
МК и КТП на 70 символов
|
|
М 09.02
|
Б
06.09; Б 09.02
|
+
|
|
То
же
|
Примечания:
В таблице представлен основной
состав МИ. Дополнительный состав устанавливает разработчик ФД.
Допускается в комплексный МИ
включать не только БИ, но и МИ.
При параллельном расположении
один БИ располагается на первой строке, а следующий (следующие) на последующей
(последующих) строке (строках) в порядке очередности. При последовательном -
один и последующие за ним БИ располагаются на уровне одной строки (нескольких
строк) по всей длине верхней или нижней информационной зоны поля документа.
7.
ПРАВИЛА АВТОМАТИЗИРОВАННОГО ФОРМИРОВАНИЯ ФОРМ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
7.1. Состав ФД, применяемых для
проектирования технологических процессов и операций, а также решения задач по
автоматизированным системам подготовки и управления производством, выбирает
разработчик с учетом документов:
типа
производства;
структуры и
формы организации подготовки и управления производством;
сложности
изделия;
уровня
использования средств автоматизации.
Тип производства
определяется ГОСТ
14.004 по коэффициенту закрепления операций (Кз.о.). При единичном,
мелкосерийном и опытном производствах следует использовать универсальные формы
документов (например, МК) для сокращения их состава. В условиях серийного и
массового производств состав ФД специализируется по рабочим местам и поэтому
резко возрастает.
Структура
производства, а также принятая на предприятии (в организации) система
подготовки и управления производством влияет на состав форм документов. Он
может быть локальным и зависит от установленных процедур с учетом оптимизации
документооборота в целом.
Сложность
изделия оказывает влияние на технологию его изготовления (ремонта) и находится
в прямой зависимости от комплектности принятых форм документов. Многообразие
применяемых технологических методов и средств технологического оснащения
определяет их специализацию.
Уровень
использования средств автоматизации определяет комплектность ФД на бумажных и
машинных носителях, действующих на предприятии.
7.2. Модель автоматизированного
формирования ФД (МАФФД) - см. рис. 2 -
распространяется на все виды документов (основные, вспомогательные,
производные). Необходимость ее применения устанавливается на этапе и технологической
проработки конструкторской документации. При этом определяется комплектность всей
документации, участвующей в сферах технологической подготовки и управления
производством.
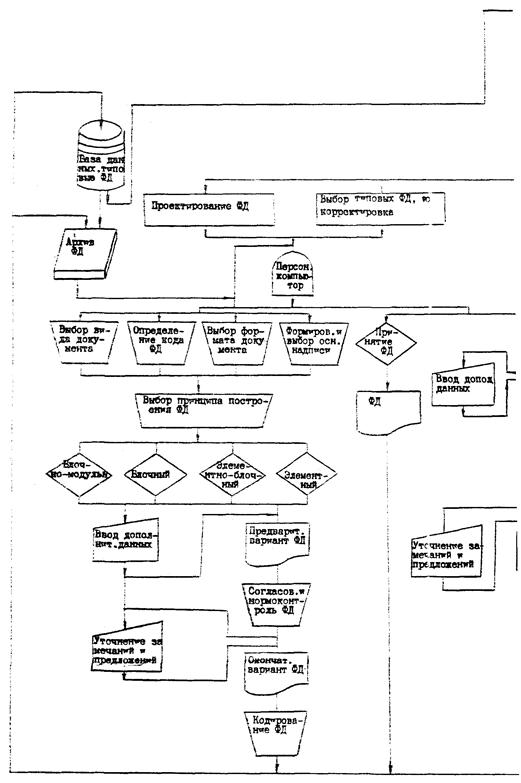

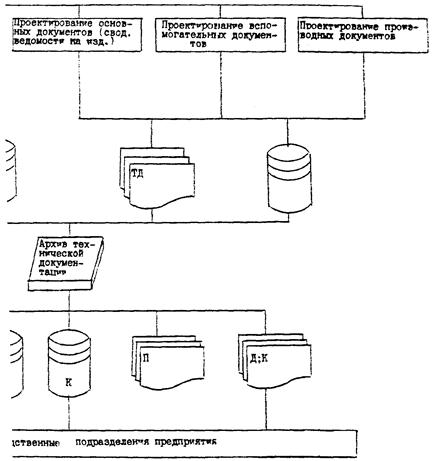
КД - комплект конструкторских
документов на изделие
ФД - формы технологических
документов
АРМ-Т - автоматизированное
рабочее место технолога
ТД - технологические документы
П - подлинники технологических
документов
Д - дубликаты технологических
документов
К - копии технологических
документов
Черт. 2.
Информационная модель автоматизированного формирования формы документов,
применяемых в автоматизированных системах подготовки и управления производством
(АСТПП, АСУ, ГПС)
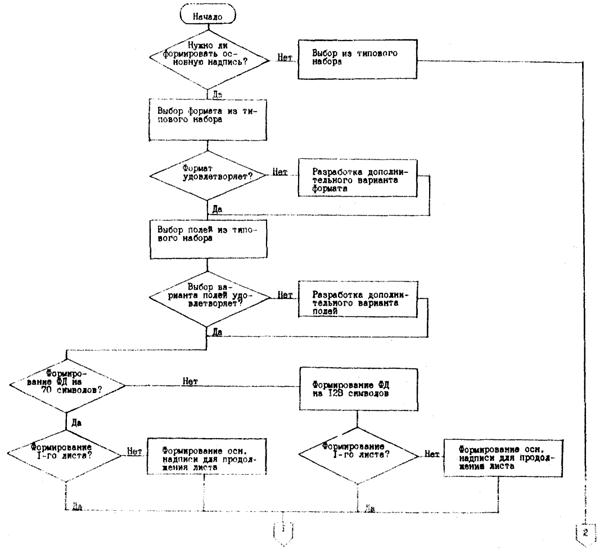

Черт. 3. Блок схема алгоритма формирования
вариантов и результатов моделирования форм основных надписей
7.3. МАФФД предусматривают разработку новых
и использование типовых ФД с возможной их корректировкой.
При разработке
новой ФД определяются вид и назначение документа в системе документооборота
предприятия (организации), его формат и ширина бумажной ленты.
Используемые типовые
ФД, образы которых имеются в архиве, обозначаются в соответствии с настоящими
рекомендациями.
Вывод формы
документа на экран видеотерминала осуществляется с целью определения
возможности ее прямого использования.
При
необходимости коррекции и внесения в форму изменений и дополнений разработчик
выполняет определенные процедуры в режиме редактора. Это обеспечивает
возможность видоизменения ФД за счет введения или изъятия необходимых ЭИ, БИ
или МИ. Новые данные по ЭИ, БИ и МИ вносят в базу данных. Модернизированной
форме документа присваивается обозначение, а данные по ней направляются в архив
ФД, который является накопителем информации и выполняет роль ограничителя
состава форм документов, действующих на предприятии (в организации).
7.4. Формирование новых ФД следует
осуществлять в два этапа: 1. моделирование формы основных надписей и 2.
формирование формы документа.
Блок-схема
формирования вариантов и результатов моделирования форм основных надписей
представлена на черт. 3.
Укрупненная
блок-схема алгоритма формирования вариантов и результатов моделирования форм
документов - на черт. 4.
Уточненная
блок-схема алгоритма моделирования форм документов с применением элементно-блочного
и элементного принципа построения - на черт. 5.
7.5. Моделирование формы основных надписей
основано на блочно-модульном принципе построения с применением типовых БИ и МИ.
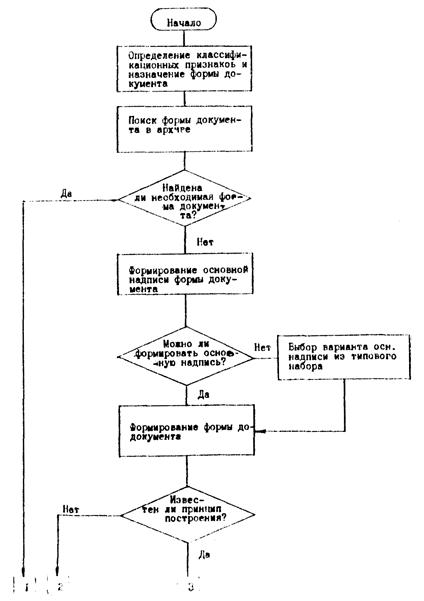
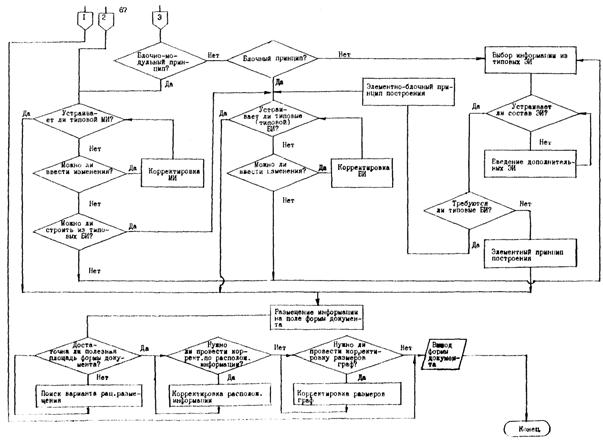
Черт. 4. Укрупненная блок-схема алгоритма
формирования вариантов и результатов моделирования форм документов

Черт. 5. Уточненная
блок-схема алгоритма моделирования форм документов с применением
элементно-блочного и элементного принципа построения
В зависимости от
типа и характера производства разработчик ФД выбирает вариант основных
надписей.
Процедура
формирования основных надписей:
выбор формата из
типового набора;
выбор полей из
типового набора;
принятие решения
о формировании ФД на 70 или 128 символов;
принятие решения
о формировании основных надписей для первого и последующих листов;
построение
образа основных надписей из имеющегося состава БИ и МИ;
контроль
основных надписей;
ввод образа
основных надписей в базу данных.
Примеры
формирования основных надписей для документов на 70 и 128 символов представлены
в Прил. 1.
При формировании
основных надписей и форм документов следует обращать внимание на рациональность
размещения информации. Допускается:
не применять
ограничительные вертикальные и горизонтальные линии по периметру формата для
увеличения информационного поля документа;
вводить с левой
стороны в БИ реквизит для обозначения номера строки, в которую внесены
изменения;
изменять
размерность отдельных ЭИ, применяемых самостоятельно либо в составе БИ или МИ
(отмечены в таблицах 6 и 7 знаком «х») для внесения
информации.
7.6. Формирование и корректировку ФД целесообразно
проводить на базе АРМ, оснащаемых персональными ЭВМ, а для хранения
использовать более мощные мини-ЭВМ с накопителями (магнитные ленты, жесткие
магнитные диски и т.п.).
Перечисленные
правила обеспечивают совместимость ЭВМ и создают условия для внедрения
интегрированных автоматизированных систем.
Примеры
формирования ФД с применением МАФФД приведены в Прил. 2.
Примеры
оформления основной надписи документов с возможностью распечатки на 70 символов
1. Для первых листов документов
2. Для первых листов документов с
применением дополнительного БИ, предназначенного для указания данных при
позаказной системе
3. Для последующих листов документов
Примеры
оформления основных надписей с возможностью распечатки на 128 символов
1. Для первых листов документов

2. Для первых листов документов одного
вида с симметрично расположенными информационными полями
3. Для последующих листов документов
одного вида с симметрично расположенными полями

1. Форма маршрутной карты с
использованием блочно-модульного принципа построения

2. Форма комплектовочной карты с
использованием блочного построения

3. Форма операционной карты с
использованием элементно-блочного построения

ИНФОРМАЦИОННЫЕ
ДАННЫЕ
РАЗРАБОТАНЫ И
ВНЕСЕНЫ ВНИИНМАШ Госстандарта СССР
ИСПОЛНИТЕЛИ:
к.т.н. В.Ф. Курочкин, к.т.н. П.А. Шалаев, к.т.н. Б.С. Мендриков (руководитель
темы)
УТВЕРЖДЕНЫ И
ВВЕДЕНЫ В ДЕЙСТВИЕ Приказом ВНИИНМАШ № 207 от 26.07.1988 г.
ВВЕДЕНЫ ВПЕРВЫЕ
ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ