ГОСТ 3.1404-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ
ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ И ОПЕРАЦИИ ОБРАБОТКИ РЕЗАНИЕМ
ИПК
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Единая система технологической документации ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ Unified system of technological
documentation. Forms and rules of making |
ГОСТ |
Дата введения 01.07.87
Настоящий стандарт устанавливает формы и правила оформления технологических документов (далее - документов), проектируемых с применением различных методов, на процессы и операции обработки резанием, выполняемых с применением универсального, специализированного и специального оборудования.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Общие требования к формам, бланкам и документам - по ГОСТ 3.1129 и ГОСТ 3.1130.
1.2. Комплектность документов и правила оформления документов на единичные технологические процессы - по ГОСТ 3.1119.
1.3. Комплектность документов и правила оформления документов на типовые (групповые) технологические процессы (операции) - по ГОСТ 3.1121.
1.4. Правила записи содержания операций и переходов - по ГОСТ 3.1702.
1.5. Графические обозначения опор, зажимов и установочных устройств - по ГОСТ 3.1107.
1.6. Отражение требований по охране труда в документах - по ГОСТ 3.1120.
Правила и порядок применения служебных символов М, А, Б, О и Т - по ГОСТ 3.1118.
1.8. Указание единиц величины в документах следует выполнять в заголовках или подзаголовках соответствующих граф при подготовке бланков к размножению.
Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например
![]()
1.9. Содержание перехода в документах следует указывать по всей длине строки с возможностью переноса информации на последующие строки.
1.10. При описании содержания перехода необходимо указывать данные по То и Тв.
Указание данных следует выполнять на уровне строки, где заканчивается описание содержания перехода.
1.11. Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
1.11.1. При указании данных по технологической оснастке следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки, при этом информацию следует записывать в следующей последовательности:
- приспособления;
- вспомогательный инструмент;
- режущий инструмент;
- средства измерения.
1.11.2. Запись информации следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Допускается обозначение каждой составной части технологической оснастки приводить на одной строке.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение их видов:
- приспособлений - ПР;
- вспомогательного инструмента - ВИ;
- режущего инструмента - РИ;
- средств измерений - СИ.
Например, СИ.АБВГ.ХХХХХХ.ХХХ Пробка; АБВГ.ХХХХХХ.ХХХ Шаблон.
1.11.3. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;».
1.11.4. Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например АБВГ.ХХХХХХ.ХХХ (2) Фреза дисковая. Допускается количество применяемых единиц технологической оснастки не указывать.
1.12. Графические иллюстрации к операциям следует выполнять на КЭ или непосредственно в документах, предусматривающих внесение данной информации.
1.13. При автоматизированном проектировании документов следует:
- выполнять формы документов с размерами строк, учитывающими максимальное количество знаков в строках, соответствующих алфавитно-цифровым печатающим устройствам;
- формам документов присваивать обозначение форм настоящего стандарта, на основании которых они разрабатываются, с добавлением слова «САПР», например Форма 1 САПР;
- увеличивать ширину формата документов за счет граф, не обведенных утолщенной линией.
Допускается:
- в формах документов не указывать вертикальные разделительные линии, ограничивающие ширину формата;
- не производить разделение строк по горизонтали.
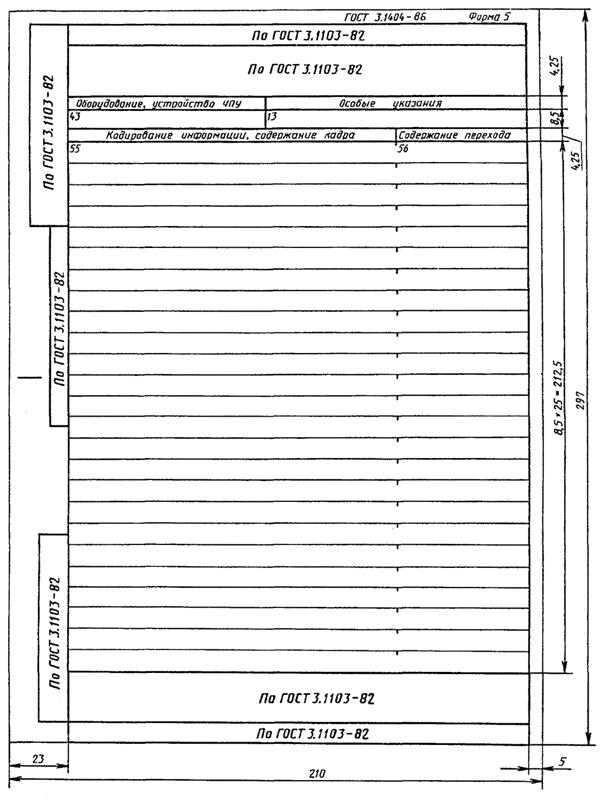
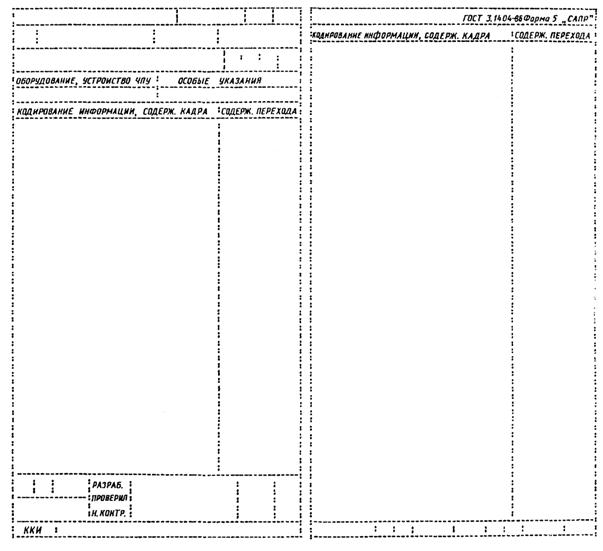
Примеры распечатки карты кодирования информации (ККИ) формы 5 САПР и операционной карты (ОК) обработки резанием на одношпиндельных автоматах формы 8 САПР приведены в приложении 2.
1.14. Рекомендации по выбору документов применительно к видам оборудования приведены в приложении 1.
2. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И
ОПЕРАЦИИ,
ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
(кроме оборудования с жесткой связью командоаппарата)
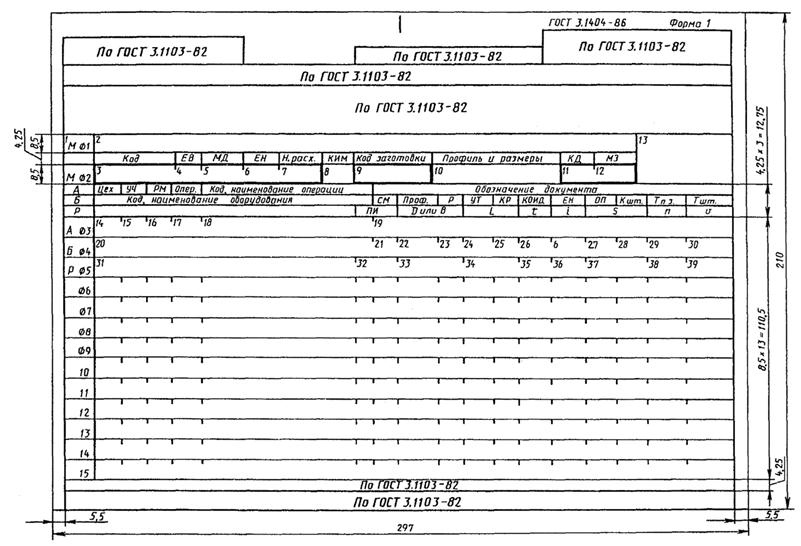
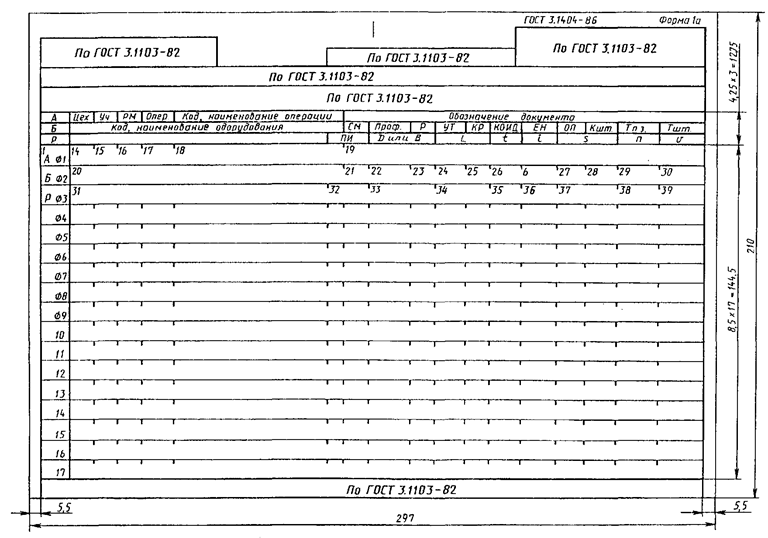
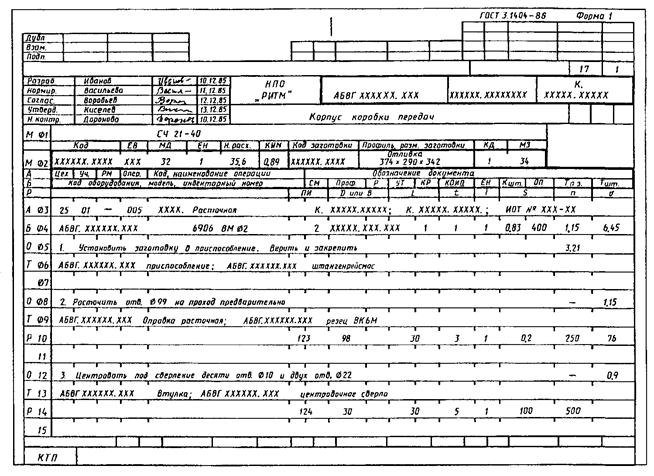
2.1. При проектировании документов на процессы и операции следует применять следующие виды документов:
- карту технологического процесса (КТП) - формы 1 и 1а;
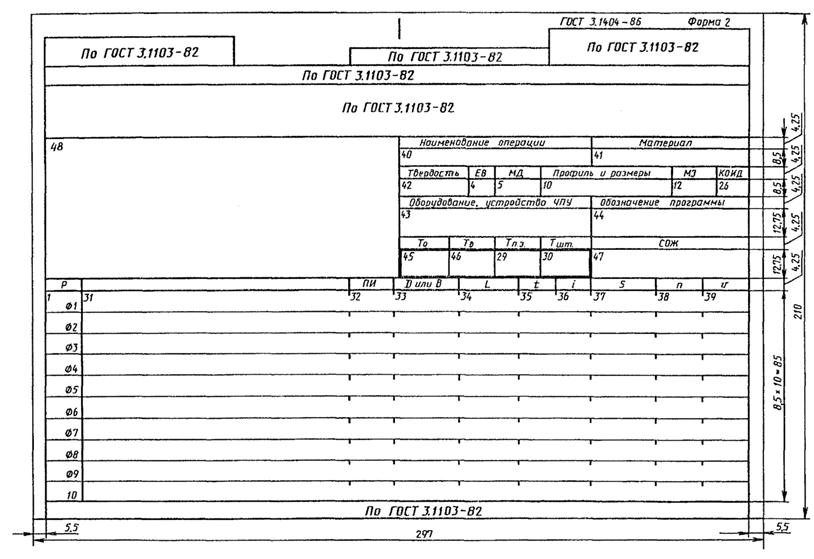
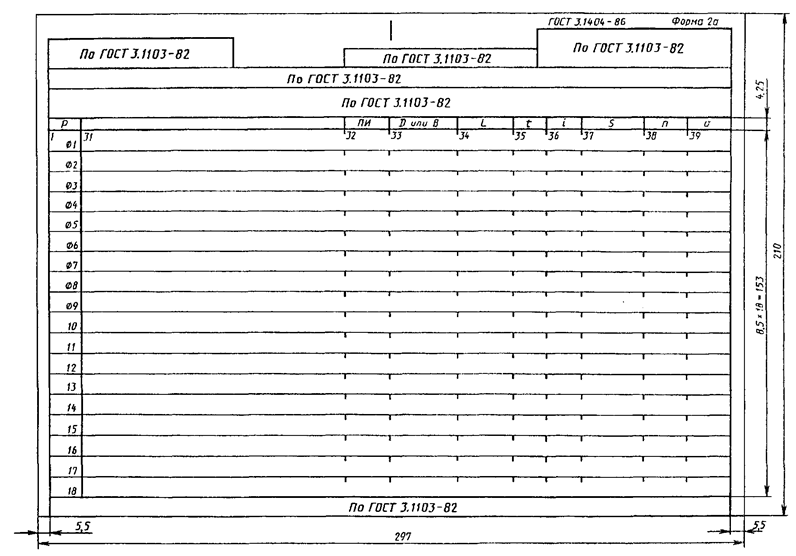
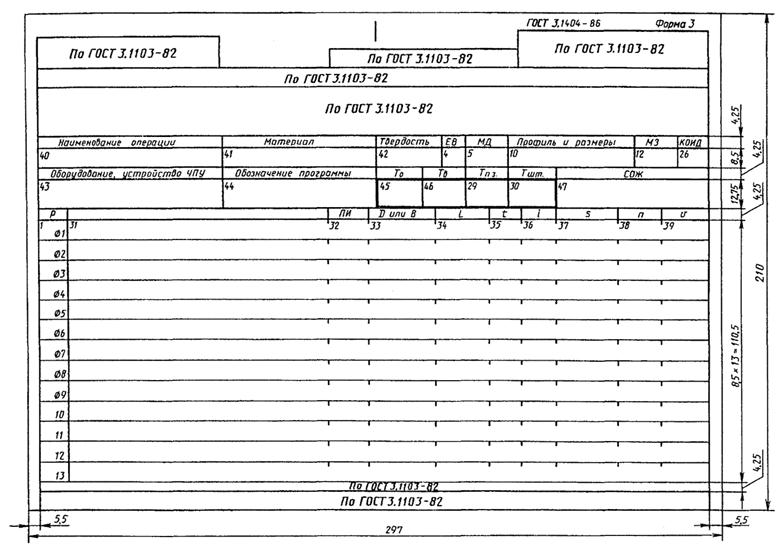
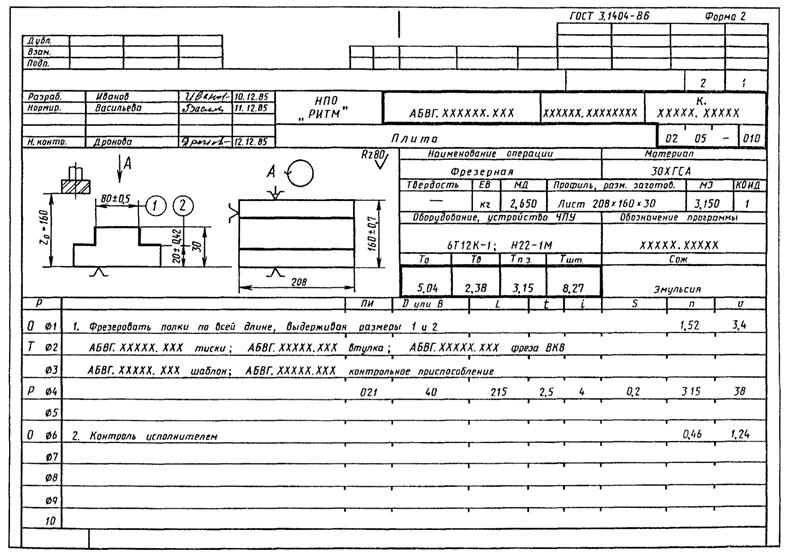
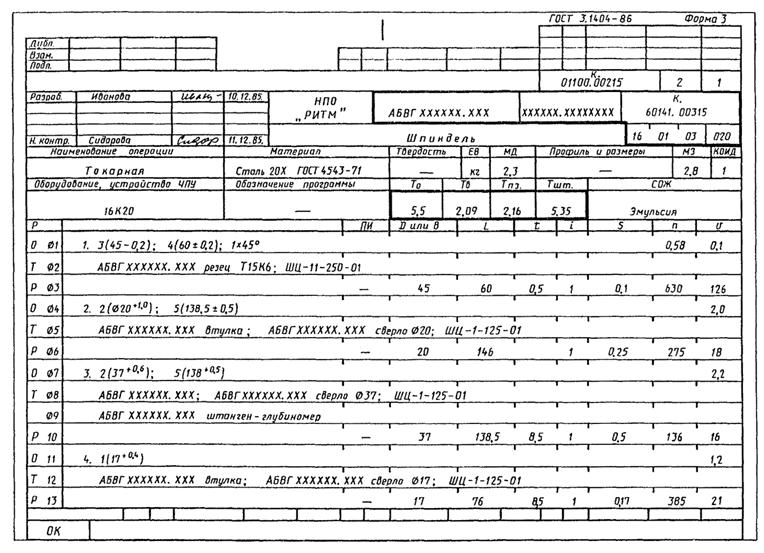
- операционную карту (ОК) - формы 2, 3 и 2а.
2.2. При использовании станков с числовым программным управлением (ЧПУ) следует применять в дополнение к указанным документам:
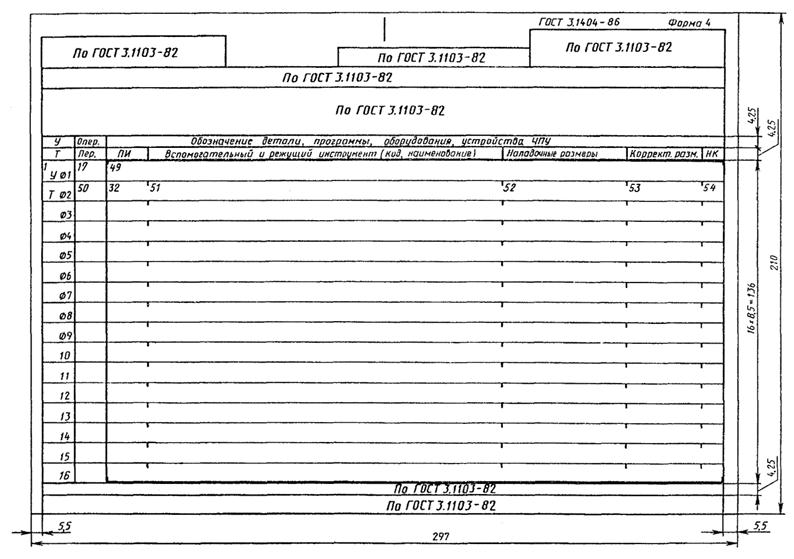
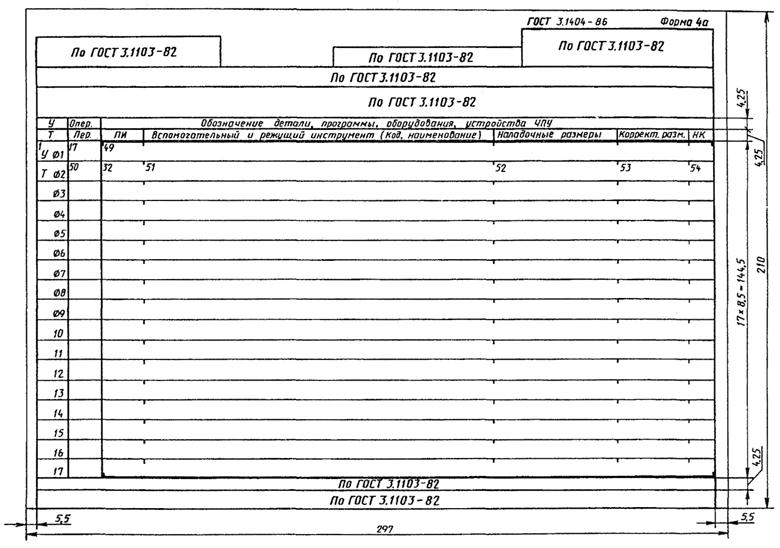
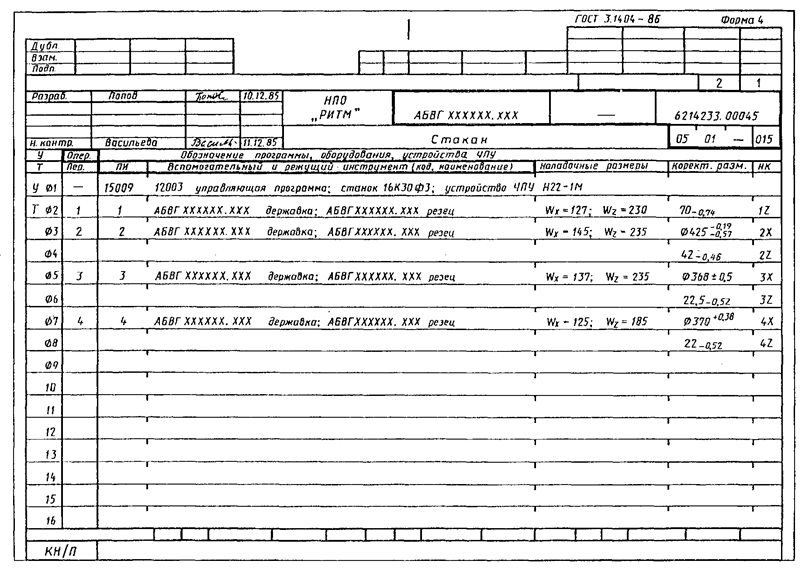
- карту наладки инструмента (КН/П) - формы 4 и 4а;
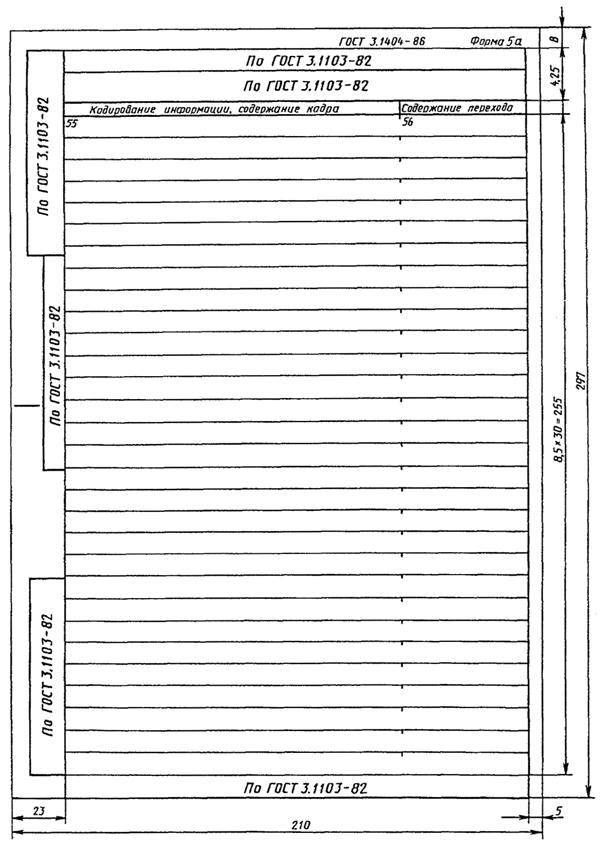
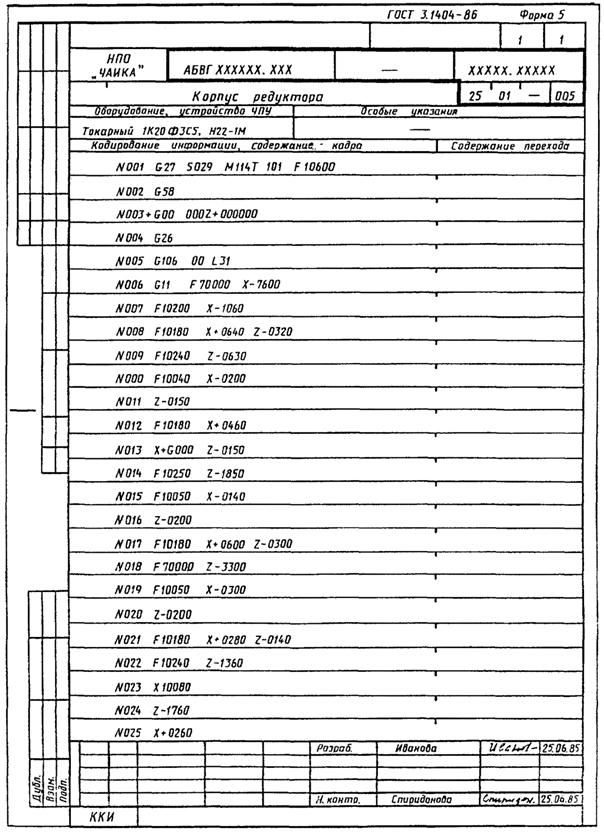
- карту кодирования информации (ККИ) - формы 5 и 5а.
Допускается по усмотрению разработчика применять следующие вспомогательные документы:
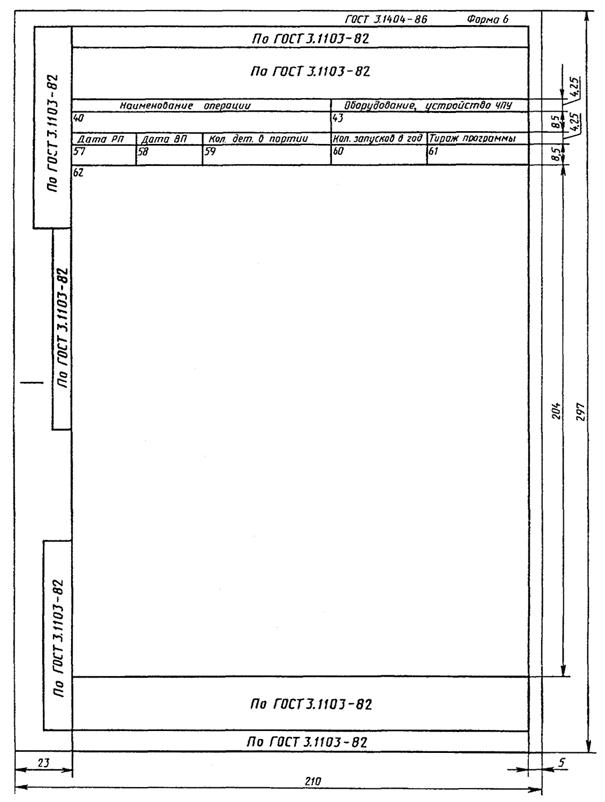
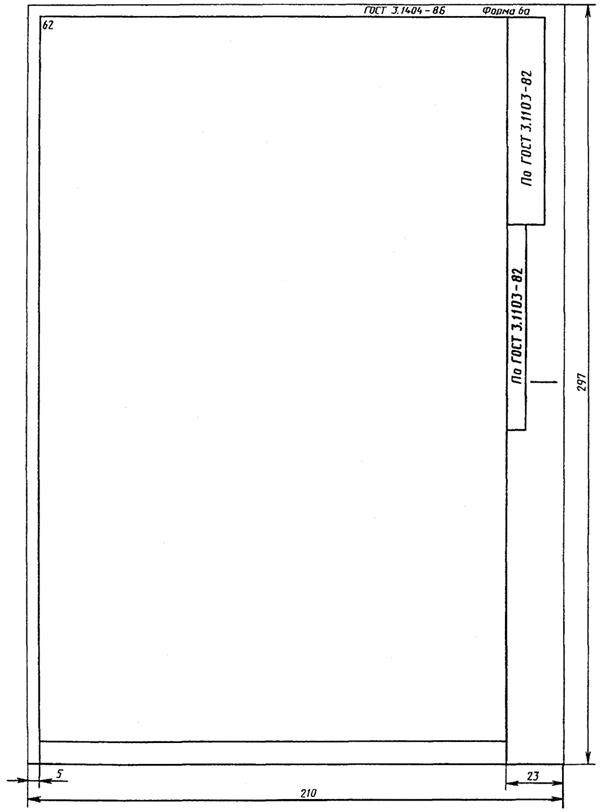
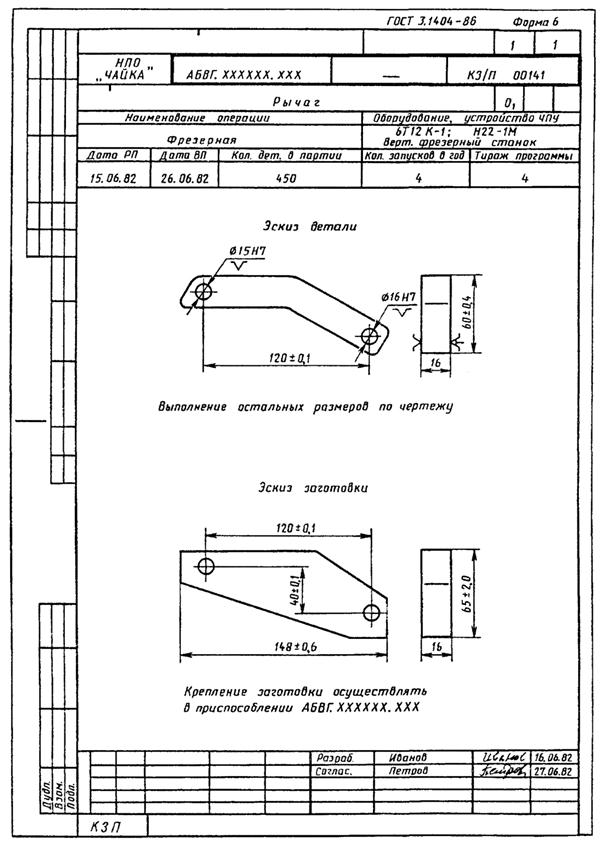
- карту заказа на разработку управляющей программы (КЗ/П) - формы 6 и 6а;
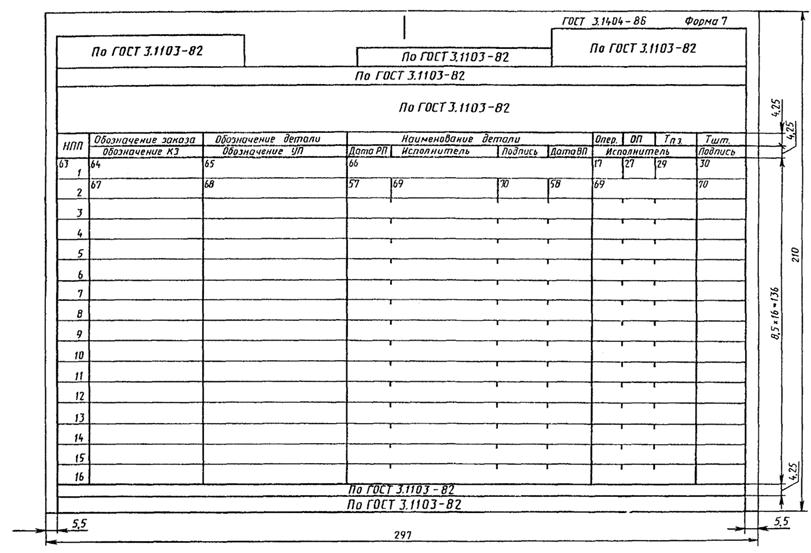
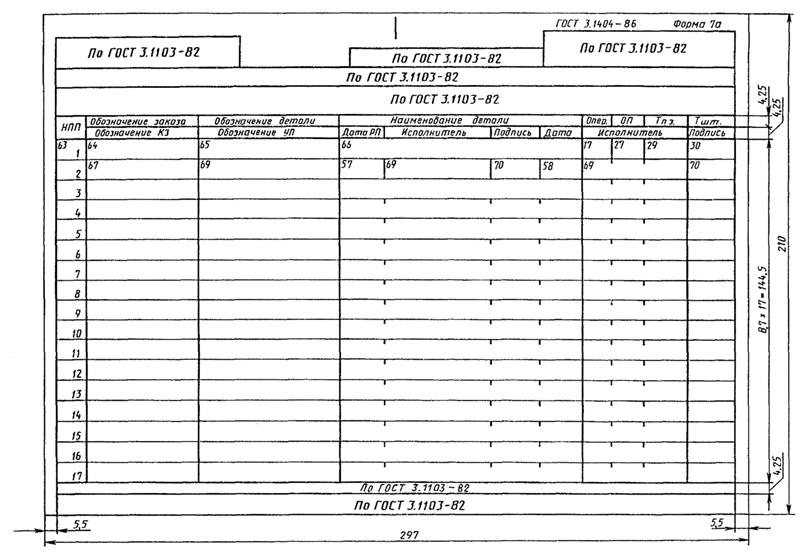
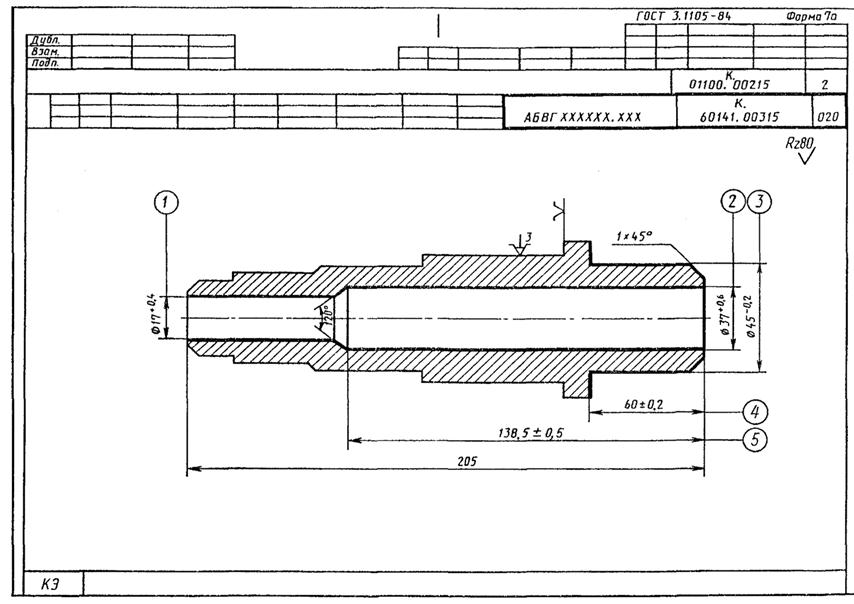
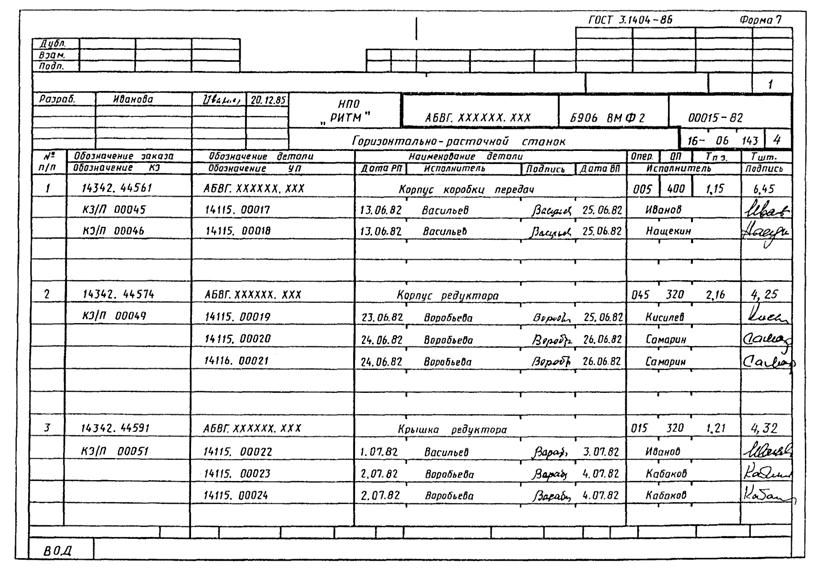
- ведомость обрабатываемых деталей (ВОД) - формы 7 и 7а.
2.3. Графы форм документов следует заполнять в соответствии с табл. 1.
Бестекстовую запись применяют при условии обязательной разработки графических иллюстраций к каждой операции с указанием условных обозначений размеров по ГОСТ 3.1129, ГОСТ 3.1130 и условных обозначений опор, зажимов и установочных устройств по ГОСТ 3.1107.
Таблица 1
|
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
||
|
мм |
количество знаков |
|||
|
1 |
13,0 |
5 |
- |
Обозначение служебного символа и порядковый номер строки. Запись следует выполнять в одну строку. Допускается при указании номера строки в пределах 01 - 09 применять вместо 0 знак Ó, например МÓ1, АÓ8, ОÓ9 |
|
2 |
231,4 |
89 |
- |
Наименование, сортамент, размер и марка материала, ГОСТ, ТУ. Запись следует выполнять в одну строку с применением разделительного знака дроби «/», например лист БПН-2,5´1000´2500 ГОСТ 19903-74/III-IV В ГОСТ 14637-89 |
|
3 |
33,8 |
13 |
Код |
Код материала по классификатору. |
|
4 |
10,4 |
4 |
ЕВ |
Код единицы величины (массы, длины, площади и т. п.) детали, заготовки, материала по классификатору СОЕИ. Допускается указывать единицы измерения величины |
|
5 |
18,2 |
7 |
МД |
Масса детали по конструкторскому документу |
|
6 |
15,6 |
6 |
ЕН |
Единица нормирования, на которую установлена норма расхода материала или времени (1, 10, 100 и т. д.) |
|
7 |
18,2 |
7 |
Н. расх. |
Норма расхода материала |
|
8 |
13,0 |
5 |
КИМ |
Коэффициент использования материала При автоматизированном проектировании допускается графу не заполнять |
|
9 |
33,8 |
13 |
Код заготовки |
Код заготовки по классификатору. Допускается указывать вид заготовки (отливка, прокат, поковка и т. п.) |
|
10 |
54,6 |
21 |
Профиль и размеры |
Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из условий имеющихся размеров заготовки (длины, ширины, высоты), например 1000´2500´100 |
|
11 |
15,6 |
6 |
КД |
Количество деталей, изготовляемых из одной заготовки |
|
12 |
18,2 |
7 |
МЗ |
Масса заготовки |
|
13 |
41,6 104,0* |
16 40* |
- |
Графа для особых указаний. Порядок и обязательность заполнения графы устанавливаются отраслевыми нормативно-техническими документами (НТД) |
|
14 |
10,4 |
4 |
Цех |
Номер (код) цеха, в котором выполняют операцию |
|
15 |
10,4 |
4 |
Уч. |
Номер (код) участка, конвейера, поточной линии |
|
16 |
10,4 |
4 |
РМ |
Номер (код) рабочего места |
|
17 |
13,0 |
5 |
Опер. |
Номер операции (процесса) в технологической последовательности изготовления детали (включая контроль и перемещение) |
|
18 |
75,4 |
29 |
Код, наименование операции |
Код операции по технологическому классификатору, наименование операции |
|
19 |
153,4 |
59 |
Обозначение документа |
Обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак «;» с допущением размещения информации на последующих строках |
|
20 |
117,0 |
45 |
Код, наименование оборудования |
Код оборудования по классификатору, краткое наименование оборудования и инвентарный номер. Информацию следует указывать через разделительный знак «;». Допускается взамен краткого наименования оборудования указывать его модель; инвентарный номер не указывать |
|
21 |
10,4 |
4 |
СМ |
Степень механизации. Обязательность заполнения графы устанавливается отраслевыми НТД |
|
22 |
18,2 |
7 |
Проф. |
Код профессии по классификатору ОКПДТР |
|
23 |
10,4 |
4 |
Р |
Разряд работы, необходимый для выполнения операции по ОКПДТР |
|
24 |
13,0 |
5 |
УТ |
Код условий труда по классификатору ОКПДТР и код вида нормы |
|
25 |
10,4 |
4 |
КР |
Количество исполнителей, занятых при выполнении операции |
|
26 |
13,0 |
5 |
КОИД |
Количество одновременно обрабатываемых деталей |
|
Примечание. При выполнении процесса перемещения следует указывать объем грузовой единицы (количество деталей в таре). |
||||
|
27 |
13,0 |
5 |
ОП |
Объем производственной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. |
|
Примечание. При выполнении процесса перемещения в графе следует указывать объем транспортной партии (количество грузовых единиц перемещаемых одновременно) |
||||
|
28 |
13,0 |
5 |
Кшт. |
Коэффициент штучного времени при многостаночном обслуживании |
|
29 |
18,2 |
7 |
Тпз. |
Норма подготовительно-заключительного времени на операцию |
|
30 |
20,8 |
8 |
Тшт. |
Норма штучного времени на операцию |
|
31 |
109,2 |
42 |
- |
Особые указания. |
|
Примечание. Для КТП и ОК в графе допускается записывать содержание перехода. |
||||
|
32 |
18,2 |
7 |
ПИ |
Номер позиции инструментальной наладки. Графу следует заполнять для станков с ЧПУ |
|
33 |
28,6 |
11 |
D или В |
Расчетный размер обрабатываемого диаметра (ширины) детали |
|
34 |
23,4 |
9 |
Расчетный размер длины рабочего хода. |
|
|
Примечание. Данные в графах 33 и 34 следует указывать с учетом величины врезания и перебега. |
||||
|
35 |
13,0 |
5 |
t |
Глубина резания |
|
36 |
15,6 |
6 |
i |
Число проходов |
|
37 |
26,0 |
10 |
s |
Подача, мм/об |
|
38 |
18,2 |
7 |
п |
Число оборотов шпинделя в минуту |
|
39 |
20,8 |
8 |
v |
Скорость резания, м/мин |
|
40 |
78,0 104,0** |
30 40** |
Наименование операции |
Наименование операции |
|
41 |
65,0 |
25 |
Материал |
Краткая форма записи наименования и марки материала по ГОСТ 3.1129 и ГОСТ 3.1130 |
|
42 43 |
28,6 78,0 |
11 30 |
Твердость |
Твердость материала заготовки, поступившей для обработки |
|
Оборудование |
Краткое наименование или модель оборудования. |
|||
|
Примечание. Для станков с ЧПУ следует дополнительно указывать вид (тип) устройства ЧПУ |
||||
|
44 |
65,0 |
25 |
Обозначение программы |
Обозначение программы в соответствии с требованиями отраслевых НТД. Графу следует заполнять для станков с ЧПУ |
|
45 |
18,2 |
7 |
То |
Норма основного времени |
|
46 |
20,8 |
8 |
Тв |
Норма вспомогательного времени |
|
47 |
65,0 |
25 |
СОЖ |
Информация по применяемой смазочно-охлаждающей жидкости |
|
48 |
143,0 |
55 |
- |
Поле для эскиза обрабатываемой детали |
|
49 |
260,0 |
100 |
Обозначение детали, программы, оборудования, устройства ЧПУ |
Обозначение детали при обработке по типовому (групповому) технологическому процессу (операции). Обозначение программы следует указывать независимо от вида технологического процесса (операции) по способу его организации. Обозначение оборудования и устройства ЧПУ следует указывать в соответствии с требованиями графы 43. Информацию следует указывать через разделительный знак «;» |
|
50 |
13,0 |
5 |
Пер. |
Номер перехода в технологической последовательности |
|
51 |
148,2 |
57 |
Вспомогательный и режущий инструмент (код, наименование) |
Код, наименование вспомогательного и режущего инструмента, применяемого на один переход |
|
52 |
52,0 |
20 |
Наладочные размеры |
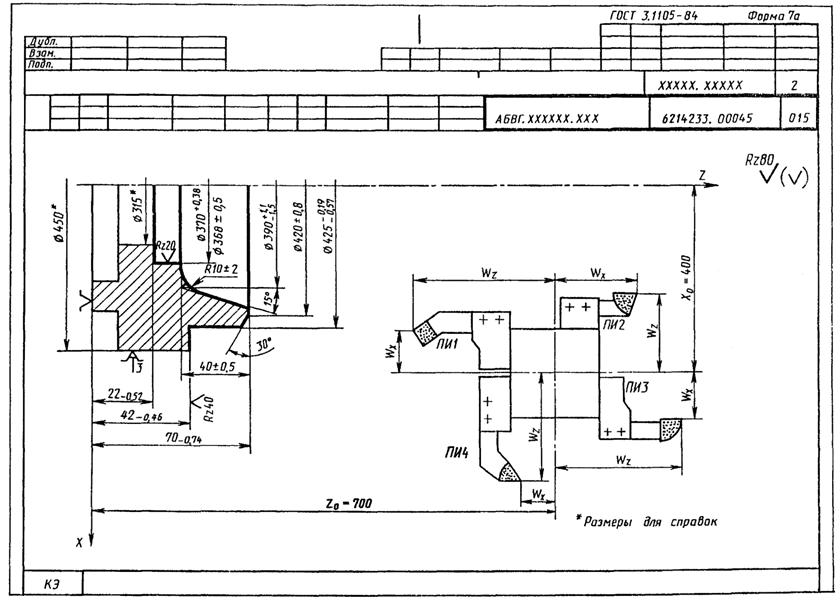
Наладочные размеры опорных точек |
|
53 |
31,2 |
12 |
Коррект. разм. |
Корректируемые размеры с предельными отклонениями |
|
54 |
10,4 |
4 |
НК |
Номер корректора. Допускается графу не заполнять |
|
55 |
130,0 |
50 |
Кодирование информации, содержание кадра |
Данные по кодированию информации или содержание кадра |
|
56 |
52,0 |
20 |
Содержание перехода |
Содержание перехода. Следует указывать в краткой форме. Допускается указывать данные по применяемому режущему инструменту; не заполнять графу; занимать информацией, указанной в графе 55 |
|
57 |
26,0 18,2*** |
10 7*** |
Дата РП |
Дата разработки управляющей программы |
|
58 |
26,0 18,2*** |
10 7*** |
Дата ВП |
Дата окончания работ по разработке управляющей программы |
|
59 |
52,0 |
20 |
Кол. дет. в партии |
Количество деталей в партии |
|
60 |
39,0 |
15 |
Кол. запусков в год |
Количество запусков изготовления партий деталей в год |
|
61 |
39,0 |
15 |
Тираж программы |
Тираж программы |
|
62 |
182,0 |
70 |
- |
Данные по разработке управляющей программы. Текст излагают в свободной форме. Допускается разрабатывать эскиз детали с указанием исходных размеров и данных по базированию |
|
63 |
13,0 |
5 |
НПП |
Порядковый номер деталей, обрабатываемых на одном станке с ЧПУ |
|
64 |
46,8 |
18 |
Обозначение заказа |
Обозначение заказа на изготовление деталей в соответствии с порядком, установленным в отрасли. Допускается графу не заполнять |
|
65 |
59,8 |
23 |
Обозначение детали |
Обозначение детали по конструкторскому документу |
|
66 |
101,4 |
39 |
Наименование детали |
Наименование детали по конструкторскому документу |
|
67 |
46,8 |
18 |
Обозначение КЗ |
Обозначение карты заказа на разработку управляющей программы в соответствии с порядком, установленным в отрасли |
|
68 |
59,8 |
23 |
Обозначение УП |
Обозначение управляющей программы в соответствии с порядком, установленным в отрасли |
|
69 |
44,2 |
17 |
Исполнитель |
Фамилия ответственного лица, участвующего в разработке и в выпуске управляющей программы. При участии одного и того же лица в указанных действиях вторичное указание фамилии необязательно |
|
70 |
20,8 |
8 |
Подпись |
Подпись ответственного лица, участвующего в разработке и выпуске управляющей программы |
_______
* Размеры указаны для форм 5 и 5а.
** Размеры указаны для форм 6 и 6а.
*** Размеры указаны для форм 7 и 7а.
2.4.1. При бестекстовой записи содержания основного перехода следует указывать номер перехода и номера размеров обрабатываемых поверхностей с записью в скобках выполняемых предварительно размеров, например 1.1(Ó30 - 0,24); 2(20+ -0,2); 3(1´45°).
При записи окончательных размеров, указанных на эскизе, в документе следует указывать только обозначения обрабатываемых поверхностей.
2.4.2. Бестекстовая запись для вспомогательного перехода в документах не производится при условии указания соответствующих графических обозначений опор, зажимов и установочных устройств по закреплению и снятию детали на эскизе детали, в остальных случаях следует выполнять текстовую запись вспомогательного перехода.
2.5. Информацию по вспомогательному и основному времени на переход следует размещать на уровне строки, где заканчивается описание содержания перехода для КТП и ОК соответственно в графах 38 и 39.
2.6. Примеры оформления КН/П с КЭ, ККИ, КЗ/П и ВОД на операции, выполняемые с применением станков с ЧПУ, приведены в приложении 2.
3. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ОПЕРАЦИИ,
ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ УНИВЕРСАЛЬНОГО ОБОРУДОВАНИЯ
С ЖЕСТКОЙ СВЯЗЬЮ КОМАНДОАППАРАТА
3.1. Проектирование документов на операции следует выполнять:
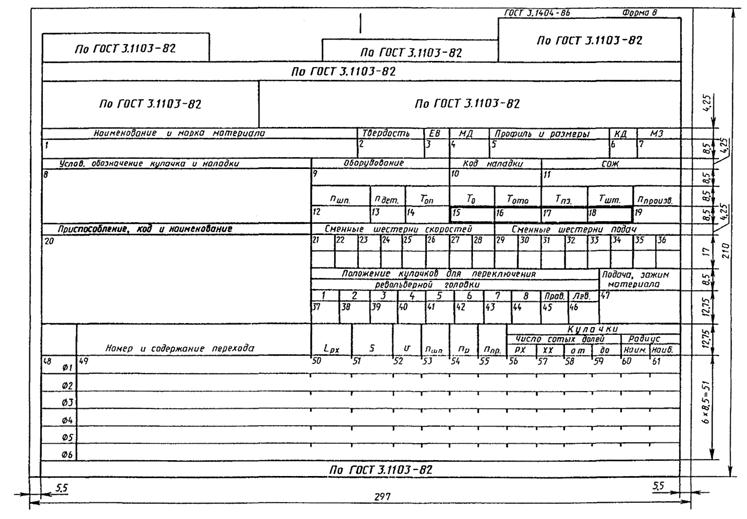
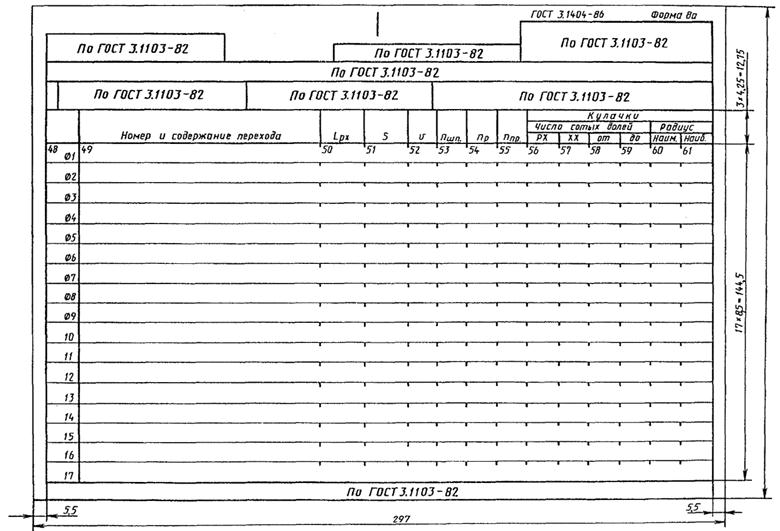
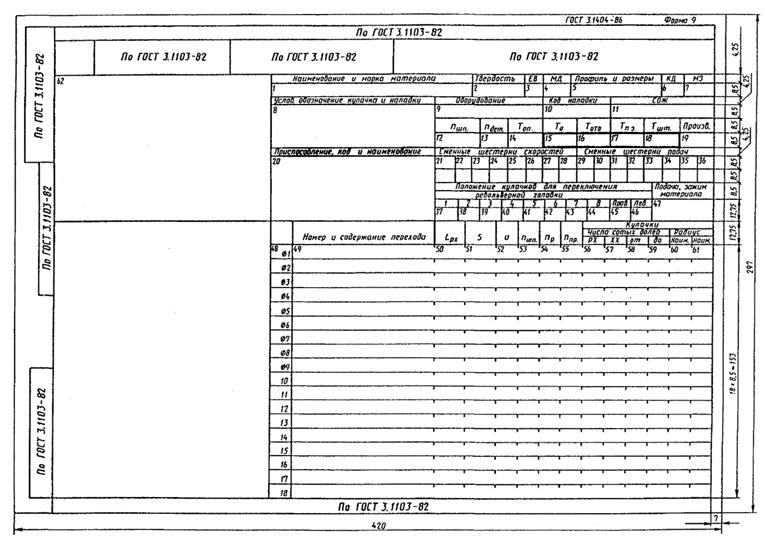
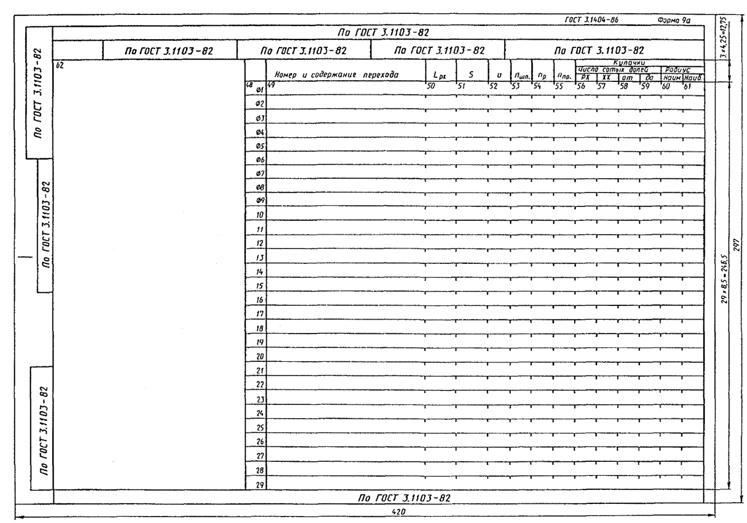
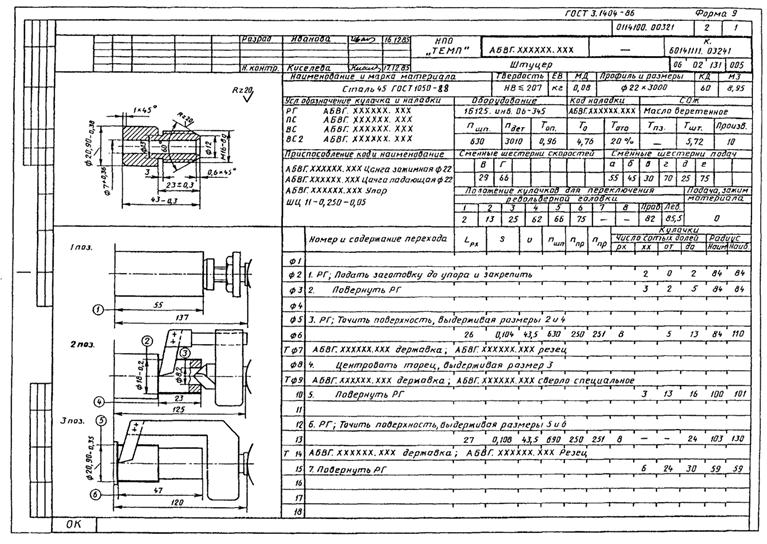
- для одношпиндельных токарных автоматов и полуавтоматов - на формах 8 и 8а, 9 и 9а ОК;
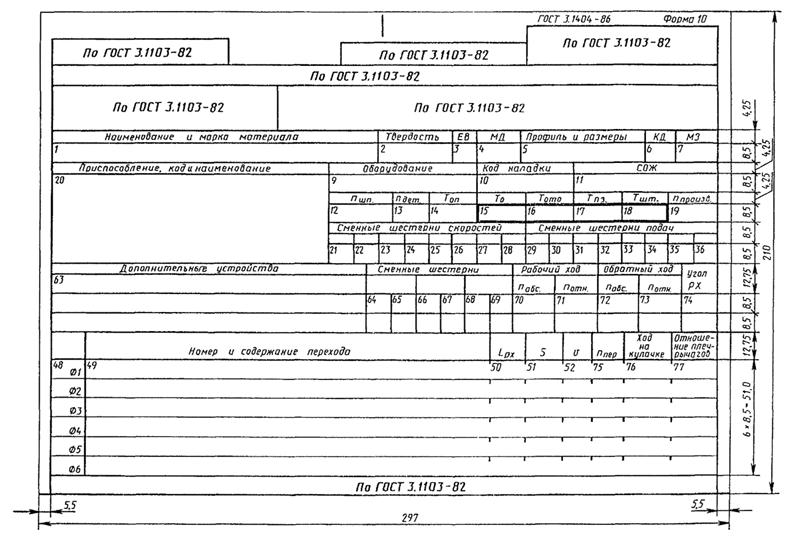
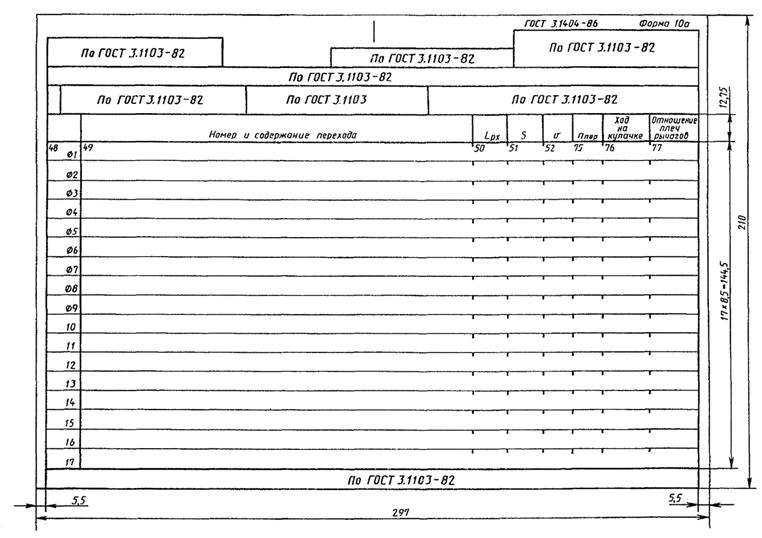
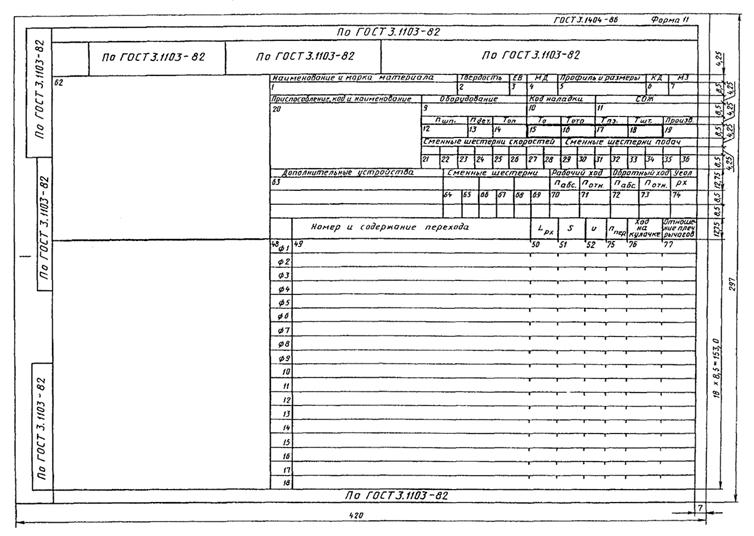
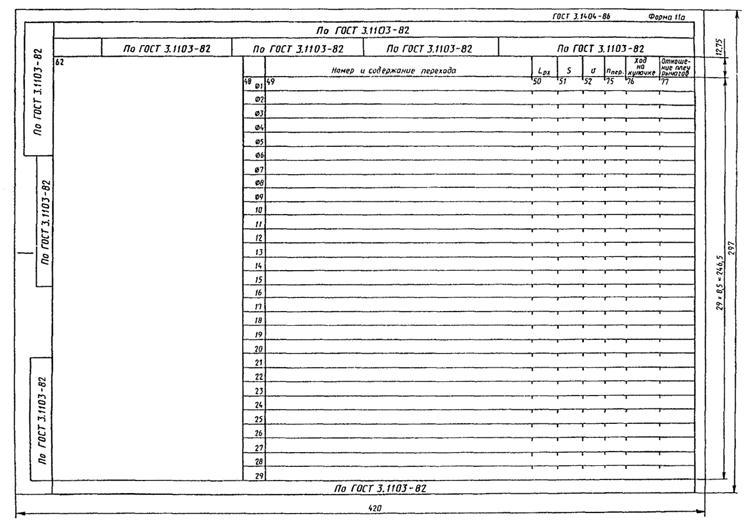
- для многошпиндельных токарных автоматов и полуавтоматов - на формах 10 и 10а, 11 и 11а ОК;
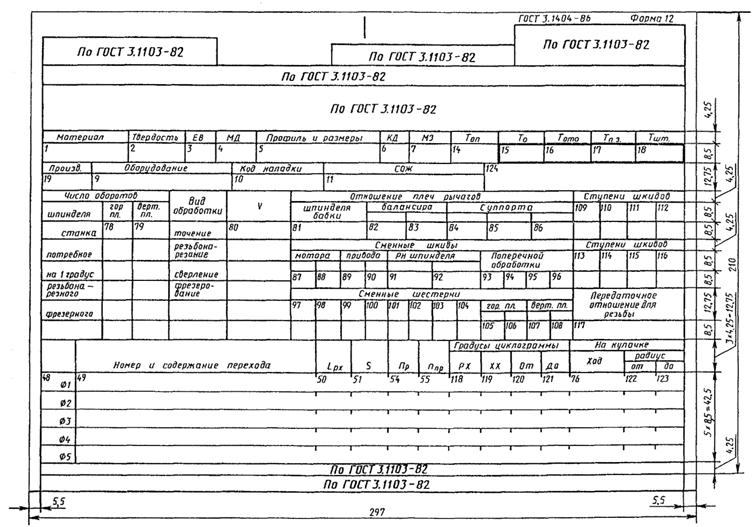
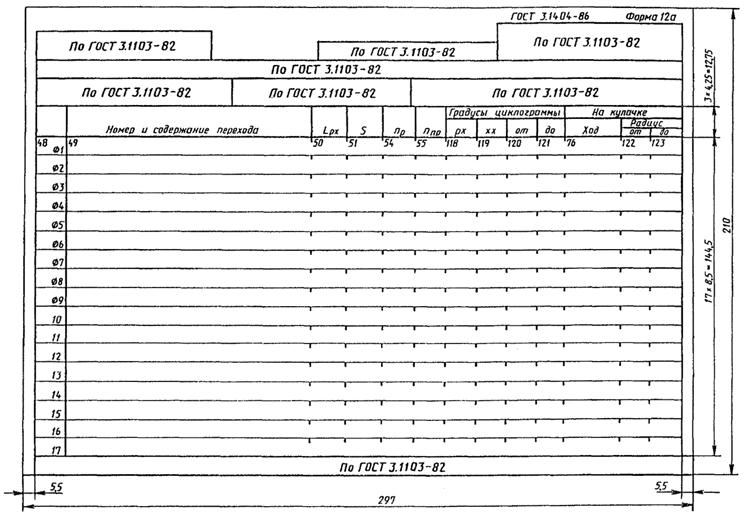
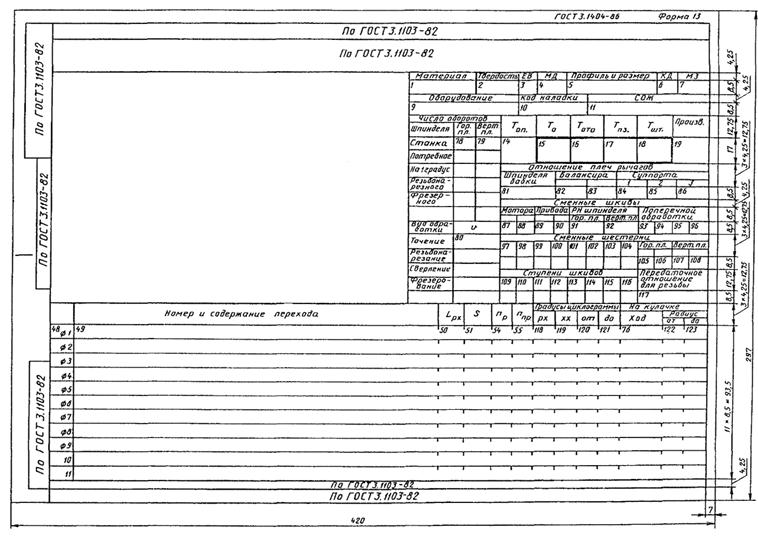
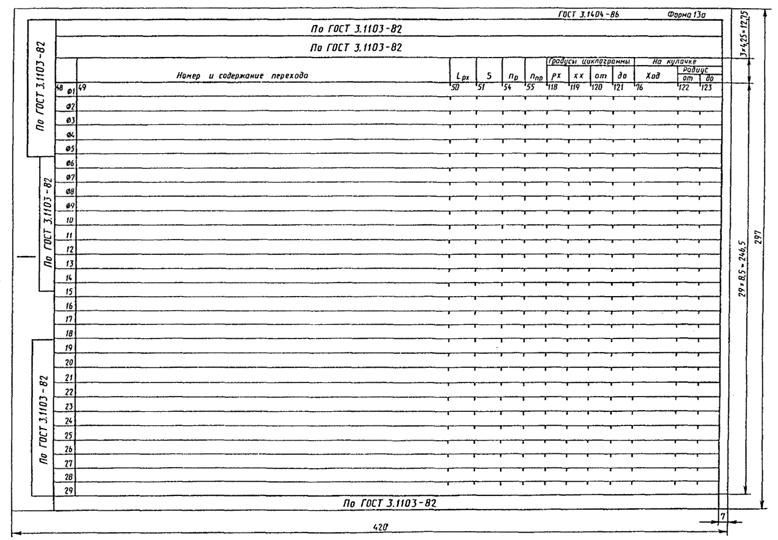
- для токарных автоматов продольного точения - на формах 12 и 12а, 13 и 13а.
Выбор соответствующих форм документов осуществляет разработчик документов.
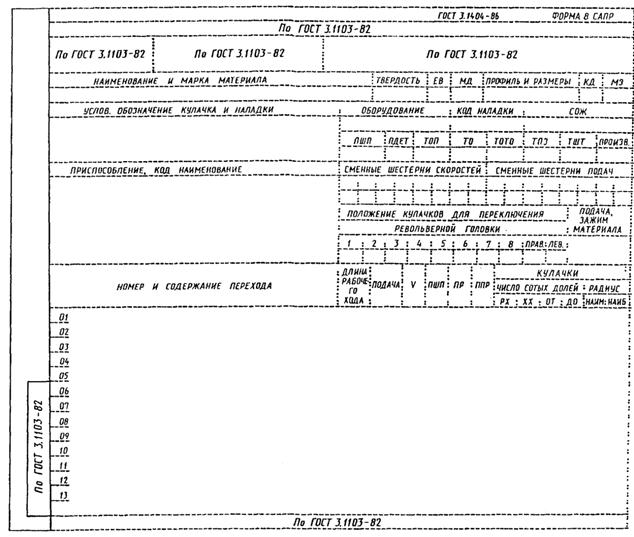
3.2. Графы форм документов следует заполнять в соответствии с табл. 2.
Таблица 2
|
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
||
|
мм |
количество знаков |
|||
|
1 |
137,8 |
53 |
Наименование и марка материала |
Наименование и марка материала. |
|
117,0* 137,8** 117,0*** 39,0*4 39,0*5 |
45* 53** 45*** 15*4 15*5 |
Для автоматов продольного точения наименование материала допускается не указывать |
||
|
2 |
31,2 26,0*4 26,0*5 |
12 10*4 10*5 |
Твердость |
Твердость материала заготовки в состоянии поставки для обработки на данной операции |
|
3 |
13,0 |
5 |
ЕВ |
Код единицы величины (массы, длины, площади и т. п.) детали, заготовки, материала по классификатору СОЕИ. Допускается указывать единицы измерения величины |
|
4 |
18,2 |
7 |
МД |
Масса детали по конструкторскому документу |
|
5 |
54,6 |
21 |
Профиль и размеры |
Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например лист 1,0´710´1420, 115´270´390 (для отливки). Допускается профиль не указывать |
|
6 |
13,0 |
5 |
КД |
Количество деталей, изготавливаемых из одной заготовки |
|
7 |
18,2 |
7 |
МЗ |
Масса заготовки |
|
8 |
119,6 98,8* |
46 38* |
Услов. обозначение кулачка и наладки |
Условное обозначение кулачка и наладки |
|
9 |
62,4 |
24 |
Оборудование |
Модель оборудования, его инвентарный номер. |
|
65,0*4 65,0*5 |
25*4 25*5 |
Допускается не указывать инвентарный номер |
||
|
10 |
41,6 |
16 |
Код наладки |
Код технологической наладки |
|
11 |
62,4 75,4*4 75,4*5 |
24 29*4 29*5 |
СОЖ |
Информация по применяемой смазочно-охлаждающей жидкости |
|
12 |
26,0 |
10 |
п шп. |
Число оборотов в минуту шпинделя станка |
|
13 |
15,6 |
6 |
п дет. |
Количество оборотов на деталь |
|
14 |
20,8 |
8 |
Топ |
Оперативное время, определяемое согласно руководству по эксплуатации станка с учетом времени холостых ходов (Топ = То + Тхх) |
|
15 |
20,8 |
8 |
То |
Норма основного времени на операцию |
|
16 |
20,8 |
8 |
Тото |
Норма времени на подналадку станка (переточку и установку инструмента, отдых и естественные надобности). Указывается в процентах от Топ согласно руководству по эксплуатации станка и входит в Тшт. |
|
17 |
20,8 |
8 |
Тпз. |
Норма подготовительно-заключительного времени на операцию |
|
18 |
20,8 |
8 |
Тшт. |
Норма штучного времени на операцию (Тшт. = Топ + Тото) |
|
19 |
20,8 |
8 |
Произв. |
Расчетно-часовая производительность оборудования |
|
20 |
119,6 98,8* 119,6** 98,8*** |
46 38* 46** 38*** |
Приспособление, код и наименование |
Код (обозначение) и наименование приспособления, применяемого для обработки детали |
|
21-28 |
10,4 |
4 |
Сменные шестерни скоростей |
Параметры сменных шестерен механизма главного движения. Данные в графе следует записывать дробью: в числителе (на первой строке) указывают условное обозначение шестерни, в знаменателе (на второй строке) - количество зубьев каждой шестерни |
|
29-36 |
10,4 |
4 |
Сменные шестерни подач |
Параметры сменных шестерен механизма подач. Данные в графе следует записывать дробью: в числителе (на первой строке) указывают условное обозначение шестерни, в знаменателе (на второй строке) - количество зубьев каждой шестерни |
|
37-44 |
13,0 |
5 |
- |
Положение кулачка поворота револьверной головки |
|
45, 46 |
13,0 |
5 |
прав., лев. |
Положение кулачка изменения направления вращения шпинделя станка |
|
47 |
36,4 |
14 |
Подача, зажим материала |
Положение кулачка переключения механизма подач и зажима материала |
|
48 |
13,0 |
5 |
- |
Обозначение служебного символа и порядковый номер строки |
|
49 |
106,6 85,8* 174,2** 153,4*** 111,8*4 215,8*5 |
41 33* 67** 59*** 43*4 83*5 |
Номер и содержание перехода |
Номер и содержание перехода |
|
50 |
15,6 |
6 |
L рх |
Длина рабочего хода, мм |
|
51 |
15,6 |
6 |
s |
Подача на один оборот шпинделя, мм/об |
|
52 |
13,0 |
5 |
V |
Скорость резания, м/мин |
|
53 |
13,0 |
5 |
п шп. |
Число оборотов в минуту шпинделя станка на переход |
|
54 |
13,0 |
5 |
n р |
Расчетное количество оборотов шпинделя, необходимое для обработки детали на переходе |
|
55 |
13,0 |
5 |
п пр |
Принятое количество оборотов шпинделя, необходимое для обработки детали на переходе |
|
56, 57 |
13,0 |
5 |
рх, хх |
Число сотых долей оборота распределительного вала, необходимое для выполнения каждого рабочего и холостого хода |
|
58, 59 |
13,0 |
5 |
от, до |
Интервал значений сотых долей кулачковых дисков, необходимый для выполнения каждого рабочего или холостого хода |
|
60, 61 |
15,6 |
6 |
наим., наиб. |
Интервал значений радиусов, необходимых для построения дисковых кулачков на каждом переходе |
|
62 |
124,8 208,0*5 |
48 80*5 |
- |
Поле для разработки эскизов |
|
63 |
135,2** 124,8*** |
52** 44*** |
Дополнительное устройство |
Наименование дополнительного устройства |
|
64-69 |
10,4 |
4 |
- |
Параметры сменных шестерен дополнительного устройства |
|
70 |
18,2 |
7 |
п абс. |
Абсолютное число оборотов рабочего хода |
|
71 |
18,2 |
7 |
п отн. |
Относительное число оборотов рабочего хода |
|
72 |
18,2 |
7 |
п абс. |
Абсолютное число оборотов обратного хода |
|
73 |
18,2 |
7 |
п отн. |
Относительное число оборотов обратного хода |
|
Угол поворота распределительного вала при рабочем ходе |
||||
|
74 |
15,6 |
6 |
Угол рх |
Количество оборотов шпинделя, необходимое для обработки детали на переходе |
|
75 |
13,0 |
5 |
п пер. |
|
|
76 |
20,8 26,0*4 26,0*5 |
8 10*4 10*5 |
Ход на кулачке |
Ход на кулачке |
|
77 |
20,8 |
8 |
Отношение плеч рычагов |
Отношение плеч рычагов механизмов |
|
78 |
13,0 15,6*5 |
5 6*5 |
гор. пл. |
Частота вращения шпинделя станка, потребное число оборотов шпинделя станка, количество оборотов шпинделя на 1° поворота распределительного вала, частота вращения резьбонарезного и фрезерного шпинделей на горизонтальном платике |
|
79 |
15,6 |
6 |
верт. пл. |
Частота вращения шпинделя станка, потребное число оборотов шпинделя станка, количество оборотов шпинделя на Г поворота распределительного вала, частота вращения резьбонарезного и фрезерного шпинделей на вертикальном платике |
|
80 |
28,6 |
11 |
v |
Скорость резания при точении, резьбонарезании, сверлении и фрезеровании |
|
81 |
33,8 |
13 |
шпинделя бабки |
Отношение плеч рычагов шпинделя бабки |
|
82, 83 |
18,2 |
7 |
балансира |
Отношение плеч рычагов балансира |
|
84-86 |
18,2 |
7 |
суппорта |
Отношение плеч рычагов суппорта |
|
87, 88 |
10,4 |
4 |
мотора |
Сменные шкивы мотора |
|
89, 90 |
10,4 |
4 |
привода |
Сменные шкивы привода |
|
91, 92 |
20,8 |
8 |
гор. пл., верт. пл. |
Сменные шкивы резьбонарезного шпинделя на горизонтальном и вертикальном платике |
|
93-96 |
10,4 |
4 |
поперечной обработки |
Сменные шкивы при поперечной обработке |
|
97-104 |
10,4 |
4 |
Сменные шестерни |
Параметры сменных шестерен |
|
105, 106 107, 108 |
10,4 10,4 |
4 4 |
гор. пл., верт. пл. |
Параметры сменных шестерен на горизонтальном и вертикальном платике |
|
109-116 |
13,0*4 10,4*5 |
5*4 4*5 |
Ступени шкивов |
Ступени шкивов |
|
117 |
52,0*4 41,6*5 |
20*4 16*5 |
Передаточное отношение для резьбы |
Передаточное отношение для нарезания резьбы |
|
118, 119 |
13,0 |
5 |
рх, хх |
Число сотых долей кулачковых дисков для выполнения рабочего и холостого хода |
|
120, 121 |
13,0 |
5 |
от, до |
Интервал значений сотых долей кулачковых дисков, необходимых для выполнения рабочего хода |
|
122, 123 |
13,0 |
5 |
от, до |
Интервал значений радиусов кулачка |
|
124 |
83,2 |
32 |
- |
Резервная графа. Заполняется по усмотрению разработчика |
______
* Размеры указаны для форм 9 и 9а.
** Размеры указаны для форм 10 и 10а.
** Размеры указаны для форм 11 и 11а.
*4 Размеры указаны для форм 12 и 12а.
*5 Размеры указаны для форм 13 и 13а.
3.3. При проектировании типовых (групповых) операций следует применять:
- МК формы 2 и 1б по ГОСТ 3.1118 в качестве КТО (МК/КТО) для указания постоянной информации для всей группы обрабатываемых деталей;
- ОК, соответствующие выбранному виду оборудования, в качестве КТИ (ОК/КТИ) для указания переменной информации на деталь одного обозначения.
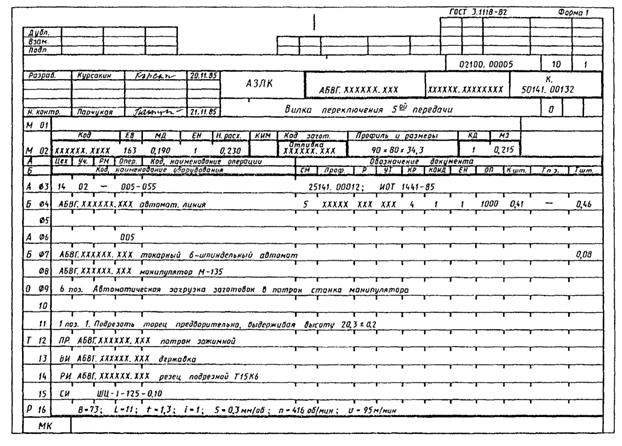
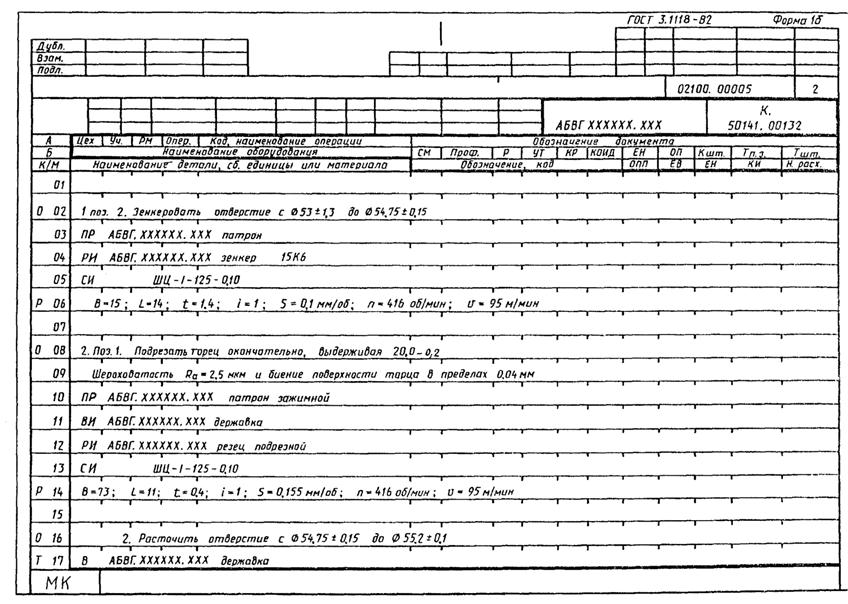
3.4. Пример оформления ОК с применением одношпиндельных токарных автоматов приведен в приложении 2.
4. ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ПРОЦЕССЫ И
ОПЕРАЦИИ,
ВЫПОЛНЯЕМЫЕ С ПРИМЕНЕНИЕМ СПЕЦИАЛИЗИРОВАННОГО И
СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ
- формы МК по ГОСТ 3.1118;
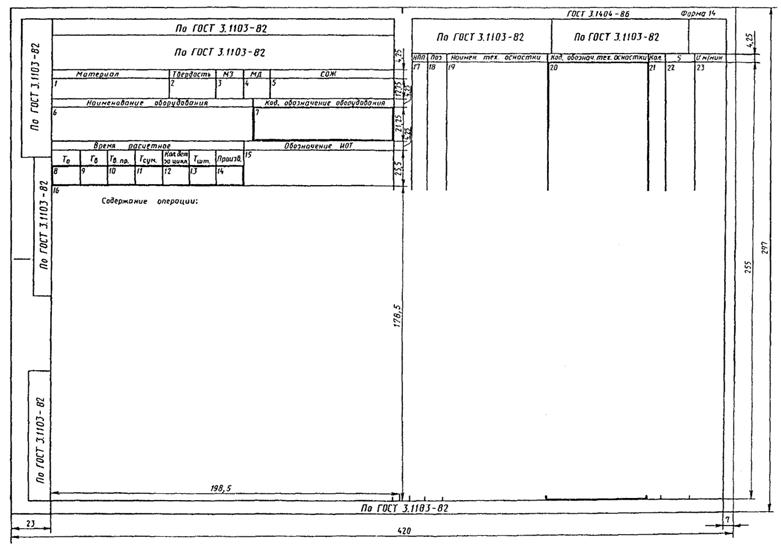
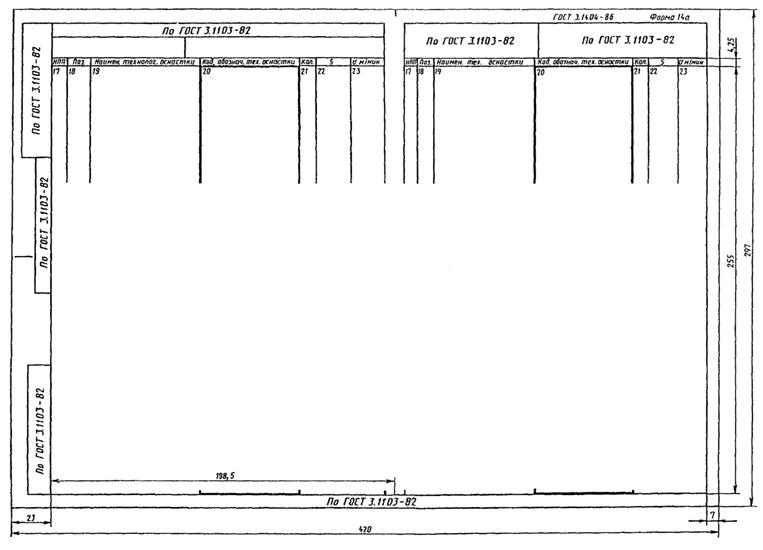
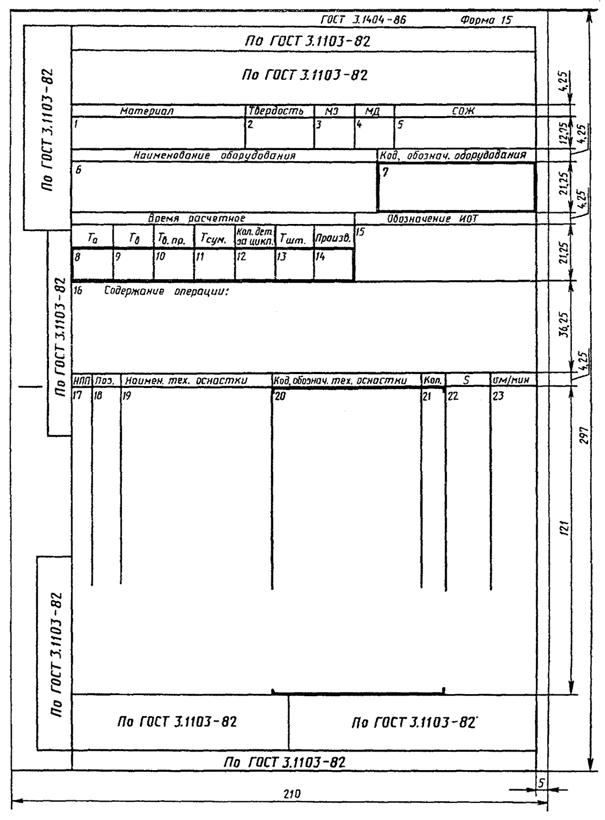
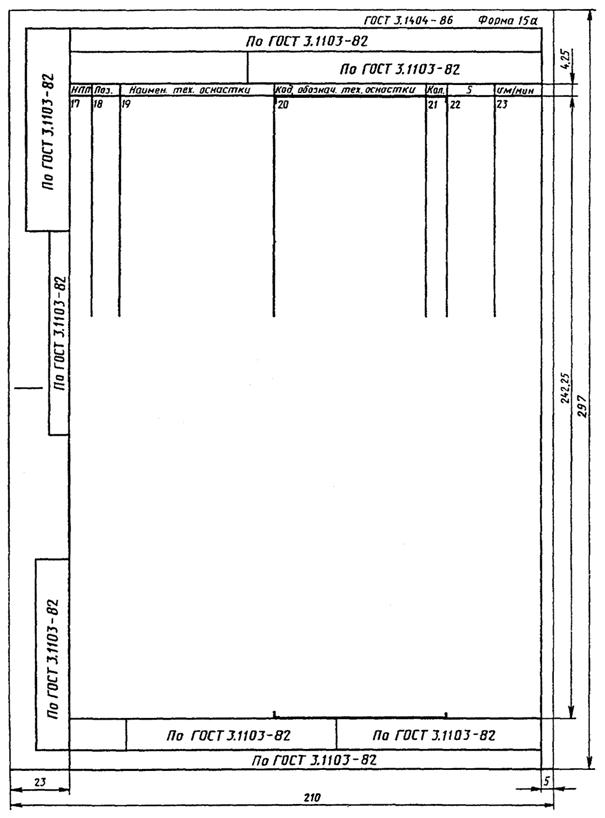
- формы 14 и 14а, 15 и 15а ОК.
Выбор соответствующих видов документов устанавливает разработчик документов.
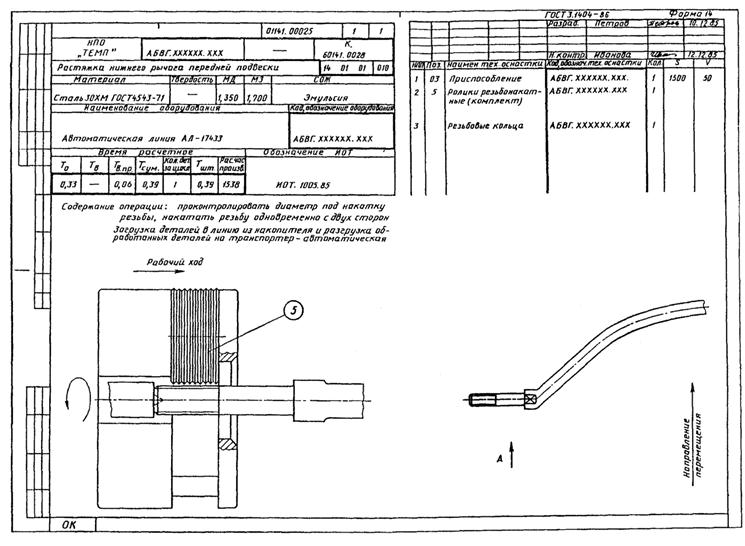
4.2. Формы 14 и 14а, 15 и 15а ОК следует применять при проектировании документов без использования средств механизации и автоматизации. Графы форм документов следует заполнять в соответствии с табл. 3.
Таблица 3
|
Размер графы |
Наименование (условное обозначение) графы |
Содержание графы |
||
|
мм |
количество знаков |
|||
|
1 |
78,0 |
30 |
Материал |
Наименование и марка материала. Допускается наименование не указывать |
|
2 |
18,2 |
7 |
Твердость |
Твердость материала заготовки в состоянии поставки для обработки на данной операции |
|
3 |
18,2 |
7 |
МЗ |
Масса заготовки |
|
4 |
18,2 |
7 |
МД |
Масса детали по конструкторскому документу |
|
5 |
49,4 |
19 |
СОЖ |
Информация по применяемой смазочно-охлаждающей жидкости |
|
6 |
122,2 |
47 |
Наименование оборудования |
Наименование оборудования |
|
7 |
59,8 |
23 |
Код, обозначение оборудования |
Код, обозначение оборудования по классификатору |
|
8 |
18,2 |
7 |
То |
Норма основного времени на операцию |
|
9 |
18,2 |
7 |
Тв |
Норма вспомогательного времени на операцию |
|
10 |
18,2 |
7 |
Тв. пр. |
Время вынужденного простоя в ожидании обслуживания за время обработки одной детали, мин |
|
11 |
18,2 |
7 |
Т сум. |
Суммарная норма времени на операцию |
|
12 |
18,2 |
7 |
Кол. дет. за цикл |
Количество деталей за цикл |
|
13 |
18,2 |
7 |
Тшт. |
Норма штучного времени на операцию |
|
14 |
18,2 |
7 |
Произв. |
Расчетно-часовая производительность оборудования |
|
15 |
54,6 |
21 |
ИОТ |
Обозначение инструкций по охране труда, требования которых необходимо соблюдать при выполнении операции |
|
16 |
182,0 |
70 |
Содержание операции |
Содержание операции |
|
17 |
7,8 |
3 |
НПП |
Номер по порядку |
|
18 |
10,4 |
4 |
Поз. |
Номер позиции технологической оснастки |
|
19 |
59,8 |
23 |
Наименование тех. оснастки |
Наименование технологической оснастки |
|
20 |
59,8 |
23 |
Код, обозначение тех. оснастки |
Код, обозначение технологической оснастки по классификатору |
|
21 |
7,8 |
3 |
Кол. |
Количество единиц технологической оснастки одного обозначения, одновременно применяемой при выполнении перехода |
|
22 |
18,2 |
7 |
S |
Подача на один оборот шпинделя, мм/об |
|
23 |
18,2 |
7 |
v |
Скорость резания, м/мин |
4.3. В табл. 1 - 3 размеры граф даны исходя из шага печатающих устройств 2,6 мм.
В графе «Количество знаков» указано число знаков, соответствующее ширине данной графы. Максимальное количество вносимой информации на один знак меньше.
Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4.4. Примеры оформления документов приведены в приложении 3.